



Solarworld - 500 Beiträge pro Seite (Seite 2)
eröffnet am 12.09.09 20:34:27 von
neuester Beitrag 06.01.17 18:40:34 von
neuester Beitrag 06.01.17 18:40:34 von
Beiträge: 2.776
ID: 1.152.976
ID: 1.152.976
Aufrufe heute: 0
Gesamt: 240.429
Gesamt: 240.429
Aktive User: 0
ISIN: DE000A1YCMM2 · WKN: A1YCMM · Symbol: SWVK
0,1880
EUR
0,00 %
0,0000 EUR
Letzter Kurs 26.04.24 Tradegate
Werte aus der Branche Erneuerbare Energien
| Wertpapier | Kurs | Perf. % |
|---|---|---|
| 1,0000 | +49.900,00 | |
| 3,4100 | +27,24 | |
| 10,500 | +25,90 | |
| 1,9580 | +18,31 | |
| 1,1850 | +13,40 |
| Wertpapier | Kurs | Perf. % |
|---|---|---|
| 2,7000 | -3,57 | |
| 1,4600 | -3,95 | |
| 0,7620 | -5,69 | |
| 1,3700 | -12,74 | |
| 2,7400 | -15,43 |
Antwort auf Beitrag Nr.: 39.039.351 von Wombel_III am 02.03.10 11:18:27hallo wombel,
nimms nicht so tragisch. glaube mal, in den hallen ist high tech.
da kann vermutlich nicht jeder rein....spionage soll es ja auch geben
die jetzt so entscheidende informationspolitik (nur gerüchte verbreiten sich ..auch bei den ANALen) schadet jedoch dem kurs
der firma wird es mittel- und langfristig nicht schaden.
ich erinnere mich immer noch an ein angebliches wort von FA, wonach er nicht sehr viel wert auf den (manipulierten??) aktienkurs legen würde.
er kümmert sich lieber um die SW , die diese dellen sicher wegstecken wird.
nimms nicht so tragisch. glaube mal, in den hallen ist high tech.
da kann vermutlich nicht jeder rein....spionage soll es ja auch geben

die jetzt so entscheidende informationspolitik (nur gerüchte verbreiten sich ..auch bei den ANALen) schadet jedoch dem kurs
der firma wird es mittel- und langfristig nicht schaden.
ich erinnere mich immer noch an ein angebliches wort von FA, wonach er nicht sehr viel wert auf den (manipulierten??) aktienkurs legen würde.
er kümmert sich lieber um die SW , die diese dellen sicher wegstecken wird.
Antwort auf Beitrag Nr.: 39.039.485 von lieberlong am 02.03.10 11:30:49 Schreibe denen, dass Du langjähriger Aktionär und z.Z. reichlichst geplagt vom Kursverlauf bist. Wenn sie treue Aktionäre, welche auch die HV´s regelmässig besuchen jetzt noch "aussperren", wird das Interesse an Solarworld immer kleiner.../i]
Ich hatte am WE zur IR nach Bonn geschieben und noch keine Antwort. Jetzt hab ich mal die Frau Herrmann von der Deutschen Solar angeschrieben. Dabei hab ich einen von Solarworld Ergebnis 2009 und dem Kursverlauf enttäuschten Anleger heraushängen lassen, der jetzt wissen will, wie es in Zukunft mit den neuen Frabriken und neuer Technik (bekannte Patente usw.) weiter geht. Mal sehen ob das eher Gehör findet.
S2 bossi
Ich hatte am WE zur IR nach Bonn geschieben und noch keine Antwort. Jetzt hab ich mal die Frau Herrmann von der Deutschen Solar angeschrieben. Dabei hab ich einen von Solarworld Ergebnis 2009 und dem Kursverlauf enttäuschten Anleger heraushängen lassen, der jetzt wissen will, wie es in Zukunft mit den neuen Frabriken und neuer Technik (bekannte Patente usw.) weiter geht. Mal sehen ob das eher Gehör findet.

S2 bossi
Antwort auf Beitrag Nr.: 39.042.410 von bossi1 am 02.03.10 16:21:38Ich hoffe, dass ich selber noch auf der Gästeliste stehe! Ich werde die Woche die Fr. Herrmann mal anrufen...
Aus einer Solwafer Stellenbeschreibung ...
Solwafer BV, dochter van Sunergy Investco BV en meerderheidsdeelneming van Delta NV, is een sterk groeiende organisatie in de solar energie branche met activiteiten in photovoltaic product sales en productie. Solwafer maakt gebruik van nieuw ontwikkelde technologiën die de productiekosten van photovoltaic units significant reduceren en de basis vormen van de volgende generatie solar cellen. Solwafers lange termijn relatie met diverse gevestigde R&D centra, waaronder ECN (Energie Centrum Nederland in Petten) heeft geleid tot een exclusieve licentie voor de RGS techniek (Ribbon Growth on Substrate) voor het produceren van solar cellen. Momenteel bereidt Solwafer de bouw van een eerste waferfabriek in Middelburg voor en een pilot machine is opgesteld nabij Alkmaar. Medio 2010 gaat Solwafer starten met de commerciële productie van RGS wafers, met meer dan 100 werknemers in een volledig operationele fabriek in Zeeland met 2 productielijnen en groei tot een maximum van 6 productielijnen. Deze high tech industrie is vergelijkbaar met de Semiconductor industrie. Investering is de komende 3 jaar ruim 100M euro. Met een jaarlijkse groei van 40%, zal in 2020 solar electriciteit gebruikt worden door consumenten en bedrijven in heel Europa en door de RGS technologie zullen de prijzen hiervan aanzienlijk dalen. Applicaties zijn huizen (zonnepanelen) en Consumer Electronics zoals auto’s en mobiele telefoons. Binnen Solwafer heerst een informele cultuur, met respect voor elkaars kennis en kunde, en met de mogelijkheid verder door te groeien binnen de organisatie. Voor het laboratorium zoeken wij een Laborant die het laboratorium met een Solar line gaat opzetten zodat bij start van de fabriek het laboratorium volledig operationeel kan draaien. De inwerkperiode de eerste maanden is in Broek op Langedijk (nabij Alkmaar) en vaste locatie hierna voor deze Laborant is de fabriek in Middelburg.
http://www.delindegroep.nl/vacature/detail_e.php?id=413
... die RGS Fabrik von Solawafer sollte bereits 2009 mit 6 RGS Linien in Betrieb gehen. Delta hatte jedoch wegen technischer Probleme den Bau der Fabrik 2009 zurückgestellt. In einer Diss. wurden die Waferdefekten auf Sauerstoff- und Kohlenstoffansammlungen (C & O) zurückgeführt. Das verringert die Effizienz. Man forschte an dem Problem und mit einem Patent 2009 für eine Gasspüleinrichtung, die auch ähnlich bei Cz Silizium bei der Kristallzüchtung eingesetzt wird, gab es eine Lösung. Jetzt kann das Silizium im Vakuum mehr nach dem Bedarf eingestellt und zugeführt werden.
In den neuen Stellenbeschreibungen von Solwafer wird jetzt von einem Produktionsstart Mitte 2010 mit 2 RGS Linien gesprochen. Es wäre schon mal ein kleiner psychologischer Erfolg, wenn auch in Freiberg bald 2 RGS Linien in der neuen Fabrik produzieren würden.
crystal consulting ...
pdf 5 Seiten, zu Cz Si & Gasspülung bei C & O Defekten, --> Seite 5
http://www.crystalconsulting.de/downloads/musterfolien.pdf
Solwafer BV, dochter van Sunergy Investco BV en meerderheidsdeelneming van Delta NV, is een sterk groeiende organisatie in de solar energie branche met activiteiten in photovoltaic product sales en productie. Solwafer maakt gebruik van nieuw ontwikkelde technologiën die de productiekosten van photovoltaic units significant reduceren en de basis vormen van de volgende generatie solar cellen. Solwafers lange termijn relatie met diverse gevestigde R&D centra, waaronder ECN (Energie Centrum Nederland in Petten) heeft geleid tot een exclusieve licentie voor de RGS techniek (Ribbon Growth on Substrate) voor het produceren van solar cellen. Momenteel bereidt Solwafer de bouw van een eerste waferfabriek in Middelburg voor en een pilot machine is opgesteld nabij Alkmaar. Medio 2010 gaat Solwafer starten met de commerciële productie van RGS wafers, met meer dan 100 werknemers in een volledig operationele fabriek in Zeeland met 2 productielijnen en groei tot een maximum van 6 productielijnen. Deze high tech industrie is vergelijkbaar met de Semiconductor industrie. Investering is de komende 3 jaar ruim 100M euro. Met een jaarlijkse groei van 40%, zal in 2020 solar electriciteit gebruikt worden door consumenten en bedrijven in heel Europa en door de RGS technologie zullen de prijzen hiervan aanzienlijk dalen. Applicaties zijn huizen (zonnepanelen) en Consumer Electronics zoals auto’s en mobiele telefoons. Binnen Solwafer heerst een informele cultuur, met respect voor elkaars kennis en kunde, en met de mogelijkheid verder door te groeien binnen de organisatie. Voor het laboratorium zoeken wij een Laborant die het laboratorium met een Solar line gaat opzetten zodat bij start van de fabriek het laboratorium volledig operationeel kan draaien. De inwerkperiode de eerste maanden is in Broek op Langedijk (nabij Alkmaar) en vaste locatie hierna voor deze Laborant is de fabriek in Middelburg.
http://www.delindegroep.nl/vacature/detail_e.php?id=413
... die RGS Fabrik von Solawafer sollte bereits 2009 mit 6 RGS Linien in Betrieb gehen. Delta hatte jedoch wegen technischer Probleme den Bau der Fabrik 2009 zurückgestellt. In einer Diss. wurden die Waferdefekten auf Sauerstoff- und Kohlenstoffansammlungen (C & O) zurückgeführt. Das verringert die Effizienz. Man forschte an dem Problem und mit einem Patent 2009 für eine Gasspüleinrichtung, die auch ähnlich bei Cz Silizium bei der Kristallzüchtung eingesetzt wird, gab es eine Lösung. Jetzt kann das Silizium im Vakuum mehr nach dem Bedarf eingestellt und zugeführt werden.
In den neuen Stellenbeschreibungen von Solwafer wird jetzt von einem Produktionsstart Mitte 2010 mit 2 RGS Linien gesprochen. Es wäre schon mal ein kleiner psychologischer Erfolg, wenn auch in Freiberg bald 2 RGS Linien in der neuen Fabrik produzieren würden.
crystal consulting ...
pdf 5 Seiten, zu Cz Si & Gasspülung bei C & O Defekten, --> Seite 5
http://www.crystalconsulting.de/downloads/musterfolien.pdf
Antwort auf Beitrag Nr.: 39.045.156 von bossi1 am 02.03.10 21:29:16
... in der unteren Reihe sieht man das C&O optimierte Si nach der Reduktion
crystal consulting ...
pdf 5 Seiten, zu Cz Si & Gasspülung bei C & O Defekten, --> Seite 5
http://www.crystalconsulting.de/downloads/musterfolien.pdf
... in der unteren Reihe sieht man das C&O optimierte Si nach der Reduktion
crystal consulting ...
pdf 5 Seiten, zu Cz Si & Gasspülung bei C & O Defekten, --> Seite 5
http://www.crystalconsulting.de/downloads/musterfolien.pdf
Trading Spotlight
Antwort auf Beitrag Nr.: 39.030.562 von Wombel_III am 01.03.10 09:25:49SolarWorld schließt Joint Venture mit Qatar Foundation ...
Katar
Katar (arabisch: Daulat Qatar) ist ein souveräner und unabhängiger arabischer Staat und Teil der arabischen Nation.
Daten & Fakten in Kürze
Bevölkerung: mehr als 700.000 Einwohner
Geographische Lage:
Halbinsel nahe des 25. Breitengrades an der Westküste des
Arabischen Golfs im Osten der Arabischen Halbinsel.
Staatsterritorium: 11.437 km2.
Landeshauptstadt: Doha, mehr als 70% der Einwohner
KATAR - Wirtschaft & Investitionen
Zur Anpassung der katarischen Wirtschaft an die veränderte Weltwirtschaft wurden zahlreiche Reformen eingeleitet. Diese dienten dem Ziel, die Wirtschaft zu konsolidieren und auf eine breitere Grundlage zu stellen, um der Abhängigkeit von einer einzigen Rohstoffquelle – Erdöl und Erdgas – vorzubeugen. Über diesen Weg hat sich Katar zu einer der stärksten Volkswirtschaften der Region entwickelt und in den vergangenen fünf Jahren ein beträchtliches Wachstum zu verzeichnen – ein Wachstum, dass die Inflation unter Kontrolle und den Wechselkurs dauerhaft stabil halten konnte.
Die freundschaftlichen Beziehungen Katars zu anderen Staaten haben den Außenhandel des Emirats – vor allem auf den asiatischen Märkten – sehr gefördert. Gefolgt von petrochemischen Erzeugnissen und Fertigprodukten stellen Erdöl und Erdgas einen Anteil von mehr als 93% der Exporte. Wichtigster Importeur katarischen Rohöls ist Japan, wichtigste Importeure von Kunstdünger und petrochemischen Erzeugnissen sind China und Indien.
Aufgrund attraktiver Gesetze und vielfältiger Investitionsanreize, seiner sozialen und politischen Stabilität, enger und ausgeglichener Verbindungen zu allen Staaten der Region sowie seiner strategischen Lage verfügt Katar über ein einzigartiges Investitionsklima. Katar weist eines der höchsten Pro-Kopf Einkommen der Welt auf und lag laut einem Report der Katarische National Bank im Juni 2007 bei 63,000 USD. Um die Dynamik der wirtschaftlichen Entwicklung zu erhalten, verfolgt Katar eine flexible Wirtschaftspolitik, die in- und ausländische Investitionen fördert. Dies reicht von einer gut ausgebauten Infrastruktur über nominale Pachtkosten für Land in den Industriegebieten bis hin zu einer Steuerbefreiung auf importierte Maschinen.
Die katarischen Wirtschaftsgesetze sollten ein attraktives Umfeld für ausländische Investoren schaffen, das die wirtschaftliche Integration mit den Nachbarstaaten fördert und letztlich in der Lage ist, die nationale Wirtschaft vor schädlichen Einflüssen zu bewahren.
So etwa regelt eine im Jahr 2000 erlassene Vorschrift ausländische Direktinvestitionen in verschiedenen Sektoren und legt fest, dass diese Investitionen – egal ob sie in Form von Bargeld, Sachleistungen oder Aktien getätigt werden – einem finanziellen Gegenwert entsprechen. Weiter werden die Höhe der zu Investitionszwecken ins Land gebrachten Gelder, der Erlöse, Gewinne und angewachsenen Rücklagen aus ausländischen Investitionen in einem bestimmten Bereich sowie nicht-körperschaftliche Rechte wie Lizensen, Patente und im Land registrierte Handelsmarken festgelegt. Vorausgesetzt sie verfügen über einen katarischen Partner, der einen Kapitalanteil von nicht weniger als 51% hält, dürfen ausländische Investoren laut diesem Gesetz in allen Sektoren der katarischen Volkswirtschaft tätig sein. Der Minister für Wirtschaft und Handel ist laut Gesetz zudem autorisiert, Ausnahmegenehmigungen zu erteilen, so dass ausländische Investoren einen 100%-Anteil an Projekten in den Bereichen Landwirtschaft, Industrie, Gesundheit, Bildung, Tourismus, Energie, Bergbau und Entwicklung von natürlichen Ressourcen halten dürfen, so lange diese Aktivitäten mit den Entwicklungsplänen des Landes in Einklang stehen. Das Gesetzt verbietet ausländische Investitionen in die nationalen Banken, Versicherungsunternehmen, Handelsvertretungen und Grundbesitz. Als Investitionsanreiz ist Ausländern jedoch gestattet, zu Investitionszwecken Land über einen Zeitraum von 50 Jahren zu pachten.
Ausländisches Kapital ist laut Gesetz bis zu 10 Jahre nach Aufnahme eines Projekts von der Einkommensteuer befreit. Importierte, zur Grundausstattung gehörende Maschinen und Ausrüstungsteile sind ebenso von Einfuhrzöllen befreit wie Rohstoffe und Halbfertigwaren im Industriesektor, die zur Produktion benötigt werden, auf dem katarischen Markt aber nicht erhältlich sind.
Katar richtet zahlreiche internationalen Messen und Geschäftskonferenzen aus, um die Handelsbeziehungen zu anderen Staaten anzukurbeln. 1993 wurde die katarische Zentralbank (QCB) gegründet, die Nachfolgeinstitution der 1973 eingerichteten Währungsbehörde. Eine der Hauptaufgaben der Zentralbank ist es, den Finanzmarkt zu organisieren, zu kontrollieren und dessen Stabilität zu sichern. Seit 1995 hat die QCB die Zinssätze liberalisiert und den Handelsbanken damit freigestellt, die Obergrenze ihrer Zinssätze selbst zu bestimmen. Es gibt mehr als 37 – staatliche und kommerzielle – Banken in Katar. Außerdem haben zwei islamische sowie zahlreiche arabische und ausländische Geldinstitute Niederlassungen im Emirat..
http://www.embassy-qatar.de/German/Economy_%20Investments.ht…
Katar
Katar (arabisch: Daulat Qatar) ist ein souveräner und unabhängiger arabischer Staat und Teil der arabischen Nation.
Daten & Fakten in Kürze
Bevölkerung: mehr als 700.000 Einwohner
Geographische Lage:
Halbinsel nahe des 25. Breitengrades an der Westküste des
Arabischen Golfs im Osten der Arabischen Halbinsel.
Staatsterritorium: 11.437 km2.
Landeshauptstadt: Doha, mehr als 70% der Einwohner
KATAR - Wirtschaft & Investitionen
Zur Anpassung der katarischen Wirtschaft an die veränderte Weltwirtschaft wurden zahlreiche Reformen eingeleitet. Diese dienten dem Ziel, die Wirtschaft zu konsolidieren und auf eine breitere Grundlage zu stellen, um der Abhängigkeit von einer einzigen Rohstoffquelle – Erdöl und Erdgas – vorzubeugen. Über diesen Weg hat sich Katar zu einer der stärksten Volkswirtschaften der Region entwickelt und in den vergangenen fünf Jahren ein beträchtliches Wachstum zu verzeichnen – ein Wachstum, dass die Inflation unter Kontrolle und den Wechselkurs dauerhaft stabil halten konnte.
Die freundschaftlichen Beziehungen Katars zu anderen Staaten haben den Außenhandel des Emirats – vor allem auf den asiatischen Märkten – sehr gefördert. Gefolgt von petrochemischen Erzeugnissen und Fertigprodukten stellen Erdöl und Erdgas einen Anteil von mehr als 93% der Exporte. Wichtigster Importeur katarischen Rohöls ist Japan, wichtigste Importeure von Kunstdünger und petrochemischen Erzeugnissen sind China und Indien.
Aufgrund attraktiver Gesetze und vielfältiger Investitionsanreize, seiner sozialen und politischen Stabilität, enger und ausgeglichener Verbindungen zu allen Staaten der Region sowie seiner strategischen Lage verfügt Katar über ein einzigartiges Investitionsklima. Katar weist eines der höchsten Pro-Kopf Einkommen der Welt auf und lag laut einem Report der Katarische National Bank im Juni 2007 bei 63,000 USD. Um die Dynamik der wirtschaftlichen Entwicklung zu erhalten, verfolgt Katar eine flexible Wirtschaftspolitik, die in- und ausländische Investitionen fördert. Dies reicht von einer gut ausgebauten Infrastruktur über nominale Pachtkosten für Land in den Industriegebieten bis hin zu einer Steuerbefreiung auf importierte Maschinen.
Die katarischen Wirtschaftsgesetze sollten ein attraktives Umfeld für ausländische Investoren schaffen, das die wirtschaftliche Integration mit den Nachbarstaaten fördert und letztlich in der Lage ist, die nationale Wirtschaft vor schädlichen Einflüssen zu bewahren.
So etwa regelt eine im Jahr 2000 erlassene Vorschrift ausländische Direktinvestitionen in verschiedenen Sektoren und legt fest, dass diese Investitionen – egal ob sie in Form von Bargeld, Sachleistungen oder Aktien getätigt werden – einem finanziellen Gegenwert entsprechen. Weiter werden die Höhe der zu Investitionszwecken ins Land gebrachten Gelder, der Erlöse, Gewinne und angewachsenen Rücklagen aus ausländischen Investitionen in einem bestimmten Bereich sowie nicht-körperschaftliche Rechte wie Lizensen, Patente und im Land registrierte Handelsmarken festgelegt. Vorausgesetzt sie verfügen über einen katarischen Partner, der einen Kapitalanteil von nicht weniger als 51% hält, dürfen ausländische Investoren laut diesem Gesetz in allen Sektoren der katarischen Volkswirtschaft tätig sein. Der Minister für Wirtschaft und Handel ist laut Gesetz zudem autorisiert, Ausnahmegenehmigungen zu erteilen, so dass ausländische Investoren einen 100%-Anteil an Projekten in den Bereichen Landwirtschaft, Industrie, Gesundheit, Bildung, Tourismus, Energie, Bergbau und Entwicklung von natürlichen Ressourcen halten dürfen, so lange diese Aktivitäten mit den Entwicklungsplänen des Landes in Einklang stehen. Das Gesetzt verbietet ausländische Investitionen in die nationalen Banken, Versicherungsunternehmen, Handelsvertretungen und Grundbesitz. Als Investitionsanreiz ist Ausländern jedoch gestattet, zu Investitionszwecken Land über einen Zeitraum von 50 Jahren zu pachten.
Ausländisches Kapital ist laut Gesetz bis zu 10 Jahre nach Aufnahme eines Projekts von der Einkommensteuer befreit. Importierte, zur Grundausstattung gehörende Maschinen und Ausrüstungsteile sind ebenso von Einfuhrzöllen befreit wie Rohstoffe und Halbfertigwaren im Industriesektor, die zur Produktion benötigt werden, auf dem katarischen Markt aber nicht erhältlich sind.
Katar richtet zahlreiche internationalen Messen und Geschäftskonferenzen aus, um die Handelsbeziehungen zu anderen Staaten anzukurbeln. 1993 wurde die katarische Zentralbank (QCB) gegründet, die Nachfolgeinstitution der 1973 eingerichteten Währungsbehörde. Eine der Hauptaufgaben der Zentralbank ist es, den Finanzmarkt zu organisieren, zu kontrollieren und dessen Stabilität zu sichern. Seit 1995 hat die QCB die Zinssätze liberalisiert und den Handelsbanken damit freigestellt, die Obergrenze ihrer Zinssätze selbst zu bestimmen. Es gibt mehr als 37 – staatliche und kommerzielle – Banken in Katar. Außerdem haben zwei islamische sowie zahlreiche arabische und ausländische Geldinstitute Niederlassungen im Emirat..
http://www.embassy-qatar.de/German/Economy_%20Investments.ht…
Antwort auf Beitrag Nr.: 39.042.410 von bossi1 am 02.03.10 16:21:38moin bossi,
hast du deine einladung wohl schon in der tasche?
hast du deine einladung wohl schon in der tasche?
Morgen,
@lieberlong, bossi1: Na dann werdeich huete abend mal eine traurige Mail schreiben Interessieren würde es mich schon sehr, vor allem, da ich doch den einen oder anderen Hinweis auf die Technik, die Kosten und die Wettbewerbsfähigkeit erwarte.
Außerdem ein Pläuschchen mit euch wwäre auch ganz interessant!
@topdollar: Ich mache mir derzeit keine Sorgen um Solarworld, eher um mein Depot. Vor allem, weil es mich mittlerweile doch ärgert, nicht bei 48, 35 oder 25 verkauft zu haben. Aber das ist nun mal so und läßt sich nicht mehr ändern. Ein jetziger Verkauf macht auch keinen Sinn mehr, weil ich nicht erwarte, dass der Kurs unter 8€ fällt.
Wegen der HighTech: Ja, sie wird drin sein, aber ich will es gerne wissen und am besten noch wissen, wie sie sich auf die Kosten auswirkt
Aktuell sehe ich Solarworld ziemlich am Boden und keine Chance auf eine kurz- und mittelfristige Erholung. Einzig 3 Punkte sind für mich derzeit Grund, weiterhin an Solarworld zu glauben:
1. Die von bossi gesammelten technischen Daten, die ohne Zweifel darauf hinweisen (es gibt ja keine offiziellen Statments), dass Solarworld sehr wohl technisch vorne dabei ist. Und sich dies auch in den Kosten niederschlagen kann.
2. Frank Asbeck und seine Mannschaft haben schon immer gezeigt, dass sie der Aktienkurs nicht interessiert und sie lieber an der Solarworld arbeiten. Dies ist für mich wichtig, da es mir zeigt, sie glauben an Ihre Vision. Das heißt zwar nicht unbedingt, dass der Aktienkurs steigt, doch wenn sie Erfolg haben, spiegelt dies auch irgendwann der Kurs wieder
3. Solarenergie hat Zukunft. Dies steht für mich außer Frage. Und Solarworld ist ganz vorne mit dabei. Diese Firma ist diejenige, der ich (immer noch) zutraue, am ehesten mit den Herausforderung fertig zu werden und später als ein (oder DER) Gewinner festzustehen.
Ein wenig Hoffnung habe ich lediglich Richtung mitte/ende des Jahres, wenn zwangsläufig einige Daten veröffentlicht werden, die Hinweise auf die neuen Fabriken und deren Kosten bringen. Sollte also wirklich eintreten, dass Solarworld die Kosten dieses Jahr gut senken kann, dann könnte auch der Kurs schon dieses Jahr wieder etwas anziehen.
Aber eigentlich: Wenn bereits wir darüber überlegen, Aktien zuz verkaufen, dann sollte der Boden erreicht sein. Wie war das: Wenn der letzte optimist umfällt, dreht es
Wombel_III
@lieberlong, bossi1: Na dann werdeich huete abend mal eine traurige Mail schreiben
Interessieren würde es mich schon sehr, vor allem, da ich doch den einen oder anderen Hinweis auf die Technik, die Kosten und die Wettbewerbsfähigkeit erwarte.Außerdem ein Pläuschchen mit euch wwäre auch ganz interessant!
@topdollar: Ich mache mir derzeit keine Sorgen um Solarworld, eher um mein Depot. Vor allem, weil es mich mittlerweile doch ärgert, nicht bei 48, 35 oder 25 verkauft zu haben. Aber das ist nun mal so und läßt sich nicht mehr ändern. Ein jetziger Verkauf macht auch keinen Sinn mehr, weil ich nicht erwarte, dass der Kurs unter 8€ fällt.
Wegen der HighTech: Ja, sie wird drin sein, aber ich will es gerne wissen und am besten noch wissen, wie sie sich auf die Kosten auswirkt
Aktuell sehe ich Solarworld ziemlich am Boden und keine Chance auf eine kurz- und mittelfristige Erholung. Einzig 3 Punkte sind für mich derzeit Grund, weiterhin an Solarworld zu glauben:
1. Die von bossi gesammelten technischen Daten, die ohne Zweifel darauf hinweisen (es gibt ja keine offiziellen Statments), dass Solarworld sehr wohl technisch vorne dabei ist. Und sich dies auch in den Kosten niederschlagen kann.
2. Frank Asbeck und seine Mannschaft haben schon immer gezeigt, dass sie der Aktienkurs nicht interessiert und sie lieber an der Solarworld arbeiten. Dies ist für mich wichtig, da es mir zeigt, sie glauben an Ihre Vision. Das heißt zwar nicht unbedingt, dass der Aktienkurs steigt, doch wenn sie Erfolg haben, spiegelt dies auch irgendwann der Kurs wieder
3. Solarenergie hat Zukunft. Dies steht für mich außer Frage. Und Solarworld ist ganz vorne mit dabei. Diese Firma ist diejenige, der ich (immer noch) zutraue, am ehesten mit den Herausforderung fertig zu werden und später als ein (oder DER) Gewinner festzustehen.
Ein wenig Hoffnung habe ich lediglich Richtung mitte/ende des Jahres, wenn zwangsläufig einige Daten veröffentlicht werden, die Hinweise auf die neuen Fabriken und deren Kosten bringen. Sollte also wirklich eintreten, dass Solarworld die Kosten dieses Jahr gut senken kann, dann könnte auch der Kurs schon dieses Jahr wieder etwas anziehen.
Aber eigentlich: Wenn bereits wir darüber überlegen, Aktien zuz verkaufen, dann sollte der Boden erreicht sein. Wie war das: Wenn der letzte optimist umfällt, dreht es

Wombel_III
Antwort auf Beitrag Nr.: 39.045.156 von bossi1 am 02.03.10 21:29:16Man forschte an dem Problem und mit einem Patent 2009 für eine Gasspüleinrichtung, die auch ähnlich bei Cz Silizium bei der Kristallzüchtung eingesetzt wird, gab es eine Lösung. Jetzt kann das Silizium im Vakuum mehr nach dem Bedarf eingestellt und zugeführt werden.
Auszug aus der Diss. von Detlef Sontag, 2/2004
... jetzt ist er bei der Deutschen Cell tätig
Die Konzentration an metallischen Fremdatomen ist in RGS so hoch wie in kaum einem anderen
kristallinen Siliziummaterial. Das große Verhältnis von Oberfläche zu Volumen während der Erstarrung
begünstigt den Einbau von Verunreinigungen. Die höchsten Anteile an Fremdstoffen
haben Sauerstoff und Kohlenstoff. Sie werden bei RGS zum Großteil durch den Zuchtprozess
eingeführt. Substrat, Schmelztiegel und Ziehrahmen bestehen aus Graphit bzw. Quarz. Bei Temperaturen
über 1400 °Ci diffundieren Kohlenstoffatome in die Schmelze. Dadurch steigt die Konzentration
an substitutionellem Kohlenstoff auf [Cs] ≈ 1-3ּ 1018 cm-3. Aufgrund der beim Herstellungsverfahren
notwendigen Begasung mit Sauerstoff tritt direkt an der Oberfläche der Wafer
eine sehr hohe Sauerstoffkonzentration von ca. 1ּ 1020 cm-3 auf, die aber bereits nach 20-25 μm
auf einen konstanten Wert von ca. 3ּ 1018 cm-3 im Volumen abfällt [70]. Aufgrund von Segregationseffekten
enthält die oberste Schicht auch eine hohe Zahl von Verunreinigungen. Sie wird vor
Beginn des eigentlichen Zellprozesses zusammen mit dem sauerstoffreichen Gebiet in einem
Planarisierungsschritt abgetragen.
Die hohe Volumenkonzentration an Sauerstoff birgt die Gefahr, dass in einem Temperaturbereich
zwischen 600-900 °C interstitieller Sauerstoff durch Clusterbildung zu Rekombinationszentren
wie zum Beispiel neuen Donatoren führt . Dieser Effekt wird durch die Anwesenheit von
Kohlenstoff noch beschleunigt [77]. Die Lebensdauern der Ladungsträger werden dadurch limitiert
und die Zellparameter somit begrenzt.
Um die Bildung Neuer Donatoren während des Abkühlvorganges weitgehend zu vermeiden, findet
direkt nach der Begasung für die Dauer von ca. 1 Stunde optional ein Temperschritt bei Temperaturen
> 1000 °C statt. Dies führt zum sogenannten Haltepunktmaterial. Hierbei gibt man dem
interstitiellen Sauerstoff die Möglichkeit, im Wafer zu diffundieren und sich an Nukleationspunkten
anzulagern. Üblicherweise sind es Versetzungen, Punktdefekte oder Korngrenzen, an denen
sich solche Cluster bilden. Frühere Untersuchungen haben ergeben, dass Neue Donatoren einen
größeren negativen Einfluss auf die Diffusionslängen haben als große Sauerstoffcluster [78].
Durch die Bildung solcher Ausscheidungen verringert sich der Anteil an interstitiellem Sauerstoff
auf 5ּ 1017 cm-3 [76], so dass beim späteren Zellprozess weniger Sauerstoffatome zur Bildung von
Neuen Donatoren zur Verfügung stehen. Als Alternative zu dem so behandelten Haltepunktmaterial
ist auch Rapidmaterial im Einsatz. Hierbei wird auf den abschließenden Temperschritt verzichtet.
Stattdessen ist während des Zellprozesses darauf zu achten, dass der kritische Temperaturbereich
möglichst schnell bzw. gar nicht durchlaufen wird, um die Bildung Neuer Donatoren
auf ein Minimum zu reduzieren.
pdf, 155 Seiten, --> Seite 51 ff
http://deposit.ddb.de/cgi-bin/dokserv?idn=970773307&dok_var=…
Der Temperaturbereich 600-900°C
Ein wichtiger Schritt zur Lösung des Problems war den Prozeß in eine Vakuumkammer zu verlegen während der Erstarrung und längere Zeiten im Temperaturbereich von 600-900°C zu verrmeiden.[/u]
Genau das hat Detlef Sontag auch mit seinem Patent von 3/2009 auch bei der neuen umweltfreudlichen Textur erfolgreich verhindert. Auch dort werden die Zellen nicht mehr bis auf 900-1100°C erhitzt sondern nur noch auf max. 250-350°C in mehreren Schritten. Der kritische Bereich von 600-900°C wird also auch bei der Textur nicht mehr erreicht. Das Patent wurde zu meinem Erstaunen auch in den USA geschützt !!
Auszug aus der Diss. von Detlef Sontag, 2/2004
... jetzt ist er bei der Deutschen Cell tätig
Die Konzentration an metallischen Fremdatomen ist in RGS so hoch wie in kaum einem anderen
kristallinen Siliziummaterial. Das große Verhältnis von Oberfläche zu Volumen während der Erstarrung
begünstigt den Einbau von Verunreinigungen. Die höchsten Anteile an Fremdstoffen
haben Sauerstoff und Kohlenstoff. Sie werden bei RGS zum Großteil durch den Zuchtprozess
eingeführt. Substrat, Schmelztiegel und Ziehrahmen bestehen aus Graphit bzw. Quarz. Bei Temperaturen
über 1400 °Ci diffundieren Kohlenstoffatome in die Schmelze. Dadurch steigt die Konzentration
an substitutionellem Kohlenstoff auf [Cs] ≈ 1-3ּ 1018 cm-3. Aufgrund der beim Herstellungsverfahren
notwendigen Begasung mit Sauerstoff tritt direkt an der Oberfläche der Wafer
eine sehr hohe Sauerstoffkonzentration von ca. 1ּ 1020 cm-3 auf, die aber bereits nach 20-25 μm
auf einen konstanten Wert von ca. 3ּ 1018 cm-3 im Volumen abfällt [70]. Aufgrund von Segregationseffekten
enthält die oberste Schicht auch eine hohe Zahl von Verunreinigungen. Sie wird vor
Beginn des eigentlichen Zellprozesses zusammen mit dem sauerstoffreichen Gebiet in einem
Planarisierungsschritt abgetragen.
Die hohe Volumenkonzentration an Sauerstoff birgt die Gefahr, dass in einem Temperaturbereich
zwischen 600-900 °C interstitieller Sauerstoff durch Clusterbildung zu Rekombinationszentren
wie zum Beispiel neuen Donatoren führt . Dieser Effekt wird durch die Anwesenheit von
Kohlenstoff noch beschleunigt [77]. Die Lebensdauern der Ladungsträger werden dadurch limitiert
und die Zellparameter somit begrenzt.
Um die Bildung Neuer Donatoren während des Abkühlvorganges weitgehend zu vermeiden, findet
direkt nach der Begasung für die Dauer von ca. 1 Stunde optional ein Temperschritt bei Temperaturen
> 1000 °C statt. Dies führt zum sogenannten Haltepunktmaterial. Hierbei gibt man dem
interstitiellen Sauerstoff die Möglichkeit, im Wafer zu diffundieren und sich an Nukleationspunkten
anzulagern. Üblicherweise sind es Versetzungen, Punktdefekte oder Korngrenzen, an denen
sich solche Cluster bilden. Frühere Untersuchungen haben ergeben, dass Neue Donatoren einen
größeren negativen Einfluss auf die Diffusionslängen haben als große Sauerstoffcluster [78].
Durch die Bildung solcher Ausscheidungen verringert sich der Anteil an interstitiellem Sauerstoff
auf 5ּ 1017 cm-3 [76], so dass beim späteren Zellprozess weniger Sauerstoffatome zur Bildung von
Neuen Donatoren zur Verfügung stehen. Als Alternative zu dem so behandelten Haltepunktmaterial
ist auch Rapidmaterial im Einsatz. Hierbei wird auf den abschließenden Temperschritt verzichtet.
Stattdessen ist während des Zellprozesses darauf zu achten, dass der kritische Temperaturbereich
möglichst schnell bzw. gar nicht durchlaufen wird, um die Bildung Neuer Donatoren
auf ein Minimum zu reduzieren.
pdf, 155 Seiten, --> Seite 51 ff
http://deposit.ddb.de/cgi-bin/dokserv?idn=970773307&dok_var=…
Der Temperaturbereich 600-900°C
Ein wichtiger Schritt zur Lösung des Problems war den Prozeß in eine Vakuumkammer zu verlegen während der Erstarrung und längere Zeiten im Temperaturbereich von 600-900°C zu verrmeiden.[/u]
Genau das hat Detlef Sontag auch mit seinem Patent von 3/2009 auch bei der neuen umweltfreudlichen Textur erfolgreich verhindert. Auch dort werden die Zellen nicht mehr bis auf 900-1100°C erhitzt sondern nur noch auf max. 250-350°C in mehreren Schritten. Der kritische Bereich von 600-900°C wird also auch bei der Textur nicht mehr erreicht. Das Patent wurde zu meinem Erstaunen auch in den USA geschützt !!
Ermittlung einer
angemessenen zusätzlichen Absenkung der
Einspeisevergütung für Solarstrom im Jahr 2010
Februar 2010 - (ISE Fraunhofer)
http://www.ise.fraunhofer.de/veroeffentlichungen/studie-des-…
angemessenen zusätzlichen Absenkung der
Einspeisevergütung für Solarstrom im Jahr 2010
Februar 2010 - (ISE Fraunhofer)
http://www.ise.fraunhofer.de/veroeffentlichungen/studie-des-…
Evonik plant größten Windstrom-Speicher der Welt
VON Marlies Uken 1. MÄRZ 2010 UM 15:54 UHR

Die Mega-Batterie von Evonik (Copyright: Li-Tec Battery GmbH)
So sieht sie also aus, die Mega-Batterie, die Evonik heute vorgestellt hat. Das Unternehmen will damit in den Zukunftsmarkt Ökostrom-Speicher einsteigen. Die Speicherkapazität wird etwa 700 Kilowattstunden betragen können. Die Batterie soll etwa so groß wie ein Schiffscontainer werden. Nach Tests soll die Kapazität in wenigen Jahren auf etwa 10 Megawatt wachsen. Jede Anlage könnte so mehrere tausend Haushalte mit Strom versorgen. Ohne solche Mega-Speicher für schwankenden Solar-und Windstrom wird die Energiewende nicht klappen.
http://blog.zeit.de/gruenegeschaefte/2010/03/01/evonik-plant…
VON Marlies Uken 1. MÄRZ 2010 UM 15:54 UHR
Die Mega-Batterie von Evonik (Copyright: Li-Tec Battery GmbH)
So sieht sie also aus, die Mega-Batterie, die Evonik heute vorgestellt hat. Das Unternehmen will damit in den Zukunftsmarkt Ökostrom-Speicher einsteigen. Die Speicherkapazität wird etwa 700 Kilowattstunden betragen können. Die Batterie soll etwa so groß wie ein Schiffscontainer werden. Nach Tests soll die Kapazität in wenigen Jahren auf etwa 10 Megawatt wachsen. Jede Anlage könnte so mehrere tausend Haushalte mit Strom versorgen. Ohne solche Mega-Speicher für schwankenden Solar-und Windstrom wird die Energiewende nicht klappen.
http://blog.zeit.de/gruenegeschaefte/2010/03/01/evonik-plant…

... JV JointSolarPanel - 2006 ................................................................bei RGS ca. 40% Kostenreduzierung !! (gelb)
Antwort auf Beitrag Nr.: 39.045.156 von bossi1 am 02.03.10 21:29:16In den neuen Stellenbeschreibungen von Solwafer wird jetzt von einem Produktionsstart Mitte 2010 mit 2 RGS Linien in den Niederlanden gesprochen ...
Eine weitere niederländische Quelle mit der Aussage 2 HJ 2010 ...
(..) Baanbrekend
Door het nieuwe Ribbon-Growth-on-Substrate-proces
(RGS) wordt veel efficiënter met het kostbare silicium
omgegaan. In tegenstelling tot de conventionele productiemethode
waar silicium in plakjes wordt gezaagd,
laat de RGS-methode siliciummoleculen groeien.
Vloeibaar silicium wordt via een gietmal gegoten op
een hittebestendige, herbruikbare ondergrond. Het
vloeibare silicium stolt vervolgens als een dunne folie.
‘Revolutionair’, noemt Deltaan Kees Westerweele,
financieel eindverantwoordelijke voor het Solwaferproject,
deze techniek. Westerweele: ‘Baanbrekend is
het nieuwe productieproces van de wafers. Dankzij
de RGS-technologie hoeft er niet meer gezaagd te
worden, wat zaagverliezen bespaart. En dat is voelbaar
in de portemonnee. Bovendien verloopt het productieproces
tientallen malen sneller.’ Momenteel
bereidt Solwafer de bouw van een eerste waferfabriek
in Zeeland voor. Onderzoek vindt plaats middels een
pilotmachine nabij Alkmaar. Westerweele: ‘De eindfase
van de tests is in zicht, we hopen in de tweede helft
van 2010 te starten met de commerciële productie van
RGS-wafers.’ (..)
Automatische Google Übersetzung ...
Wegweisend
Der neue Ribbon-Growth-on-Substrat-Prozess
(RGS) ist viel effizienter mit dem kostbaren Silizium
behandelt. Im Gegensatz zu herkömmlichen Produktion
wo Silizium wird in Scheiben geschnitten,
RGS kann die Methode, um Silizium-Moleküle wachsen.
Flüssige Silizium wird durch eine Form gegossen
eine hitzebeständige, wiederverwendbare Oberfläche. Es
Flüssigkeit erstarrt dann als eine dünne Siliziumschicht.
"Revolutionäre", ruft Deltaan Kees Westerweele,
letztlich verantwortlich für die finanzielle Solwaferproject,
dieser Technik. Westerweele: "Erster Spatenstich ist
Die neue Produktion der Wafer. Danke
der RGS-Technologie nicht mehr zu schneiden
sein, was spart sah Verluste. Und das ist spürbar
in der Brieftasche. Darüber hinaus läuft die Produktion
Dutzende Male schneller. "derzeit
Solwafer bereitet den Bau eines ersten Wafer-Anlage
in Zeeland für. Forschung erfolgt durch ein
Pilot-Gerät in der Nähe von Alkmaar. Westerweele: "Die letzte Phase
der Tests ist in Sicht, so hoffen wir in der zweiten Hälfte
von 2010 bis zum Beginn der kommerziellen Produktion von
RGS-Wafern. "
http://www.zeeuwstijdschrift.nl/files/jrg58/ZT1-2zonschijnt.…
Eine weitere niederländische Quelle mit der Aussage 2 HJ 2010 ...
(..) Baanbrekend
Door het nieuwe Ribbon-Growth-on-Substrate-proces
(RGS) wordt veel efficiënter met het kostbare silicium
omgegaan. In tegenstelling tot de conventionele productiemethode
waar silicium in plakjes wordt gezaagd,
laat de RGS-methode siliciummoleculen groeien.
Vloeibaar silicium wordt via een gietmal gegoten op
een hittebestendige, herbruikbare ondergrond. Het
vloeibare silicium stolt vervolgens als een dunne folie.
‘Revolutionair’, noemt Deltaan Kees Westerweele,
financieel eindverantwoordelijke voor het Solwaferproject,
deze techniek. Westerweele: ‘Baanbrekend is
het nieuwe productieproces van de wafers. Dankzij
de RGS-technologie hoeft er niet meer gezaagd te
worden, wat zaagverliezen bespaart. En dat is voelbaar
in de portemonnee. Bovendien verloopt het productieproces
tientallen malen sneller.’ Momenteel
bereidt Solwafer de bouw van een eerste waferfabriek
in Zeeland voor. Onderzoek vindt plaats middels een
pilotmachine nabij Alkmaar. Westerweele: ‘De eindfase
van de tests is in zicht, we hopen in de tweede helft
van 2010 te starten met de commerciële productie van
RGS-wafers.’ (..)
Automatische Google Übersetzung ...
Wegweisend
Der neue Ribbon-Growth-on-Substrat-Prozess
(RGS) ist viel effizienter mit dem kostbaren Silizium
behandelt. Im Gegensatz zu herkömmlichen Produktion
wo Silizium wird in Scheiben geschnitten,
RGS kann die Methode, um Silizium-Moleküle wachsen.
Flüssige Silizium wird durch eine Form gegossen
eine hitzebeständige, wiederverwendbare Oberfläche. Es
Flüssigkeit erstarrt dann als eine dünne Siliziumschicht.
"Revolutionäre", ruft Deltaan Kees Westerweele,
letztlich verantwortlich für die finanzielle Solwaferproject,
dieser Technik. Westerweele: "Erster Spatenstich ist
Die neue Produktion der Wafer. Danke
der RGS-Technologie nicht mehr zu schneiden
sein, was spart sah Verluste. Und das ist spürbar
in der Brieftasche. Darüber hinaus läuft die Produktion
Dutzende Male schneller. "derzeit
Solwafer bereitet den Bau eines ersten Wafer-Anlage
in Zeeland für. Forschung erfolgt durch ein
Pilot-Gerät in der Nähe von Alkmaar. Westerweele: "Die letzte Phase
der Tests ist in Sicht, so hoffen wir in der zweiten Hälfte
von 2010 bis zum Beginn der kommerziellen Produktion von
RGS-Wafern. "
http://www.zeeuwstijdschrift.nl/files/jrg58/ZT1-2zonschijnt.…
Antwort auf Beitrag Nr.: 39.064.169 von bossi1 am 04.03.10 22:02:13Haste schon eine Antwort von der IR, bzw. aus Freiberg?
Antwort auf Beitrag Nr.: 39.064.227 von lieberlong am 04.03.10 22:09:03Nein leider noch nicht. Wie sieht es bei Dir aus? 

Antwort auf Beitrag Nr.: 39.064.256 von bossi1 am 04.03.10 22:11:43Bis jetzt hab ich "nur" das hier seit September 09:
Sehr geehrter Herr .......,
vielen Dank für Ihre Anfrage.
Die Eröffnung der neuen Waferfabrik wird voraussichtlich Ende des 1. Quartals bzw. Anfang des 2. Quartals 2010 sein.
Ich habe meine Kollegen in Freiberg gebeten, Sie bei den Einladungen zu berücksichtigen.
Freundliche Grüße
Sabrina Romes
Investor Relations
Sehr geehrter Herr .......,
vielen Dank für Ihre Anfrage.
Die Eröffnung der neuen Waferfabrik wird voraussichtlich Ende des 1. Quartals bzw. Anfang des 2. Quartals 2010 sein.
Ich habe meine Kollegen in Freiberg gebeten, Sie bei den Einladungen zu berücksichtigen.
Freundliche Grüße
Sabrina Romes
Investor Relations
Antwort auf Beitrag Nr.: 39.063.294 von bossi1 am 04.03.10 20:19:37CrystalClear
Stand 5/2009, Final Event
Hier wird jetzt ein Ribboncamp erwähnt und dabei die Kosten der Modulfertigung pessimistisch eingeschätzt, bei geringen Skaleneffekten der Massenproduktion am Anfang der Produktion. Wird für das fertige Modul bei ca. 0,95€/Wp liegen. = 1,29 USD/Wp

Hier die optimistische Schätzung inkl. der Skaleneffekte bei optimaler Großserie . Wird für das fertige Modul bei ca. 0,85€/Wp liegen. = 1,16 USD/Wp

... der Vergleich wurde bei allen Zelltypen gemacht !!
Einsparpotential in der Großserie ...

Stand 5/2009, Final Event
Hier wird jetzt ein Ribboncamp erwähnt und dabei die Kosten der Modulfertigung pessimistisch eingeschätzt, bei geringen Skaleneffekten der Massenproduktion am Anfang der Produktion. Wird für das fertige Modul bei ca. 0,95€/Wp liegen. = 1,29 USD/Wp
Hier die optimistische Schätzung inkl. der Skaleneffekte bei optimaler Großserie . Wird für das fertige Modul bei ca. 0,85€/Wp liegen. = 1,16 USD/Wp
... der Vergleich wurde bei allen Zelltypen gemacht !!
Einsparpotential in der Großserie ...
Das ECN MultistaR MWT Modul
- ECN MWT Zellen
- lötfreier Kleber
- Einsatz der ECN/Eurotron Modullinie
Es wurden dabei unterschiedliche Wafer eingesetzt:
- 120 μm DS (Deutsche Solar) 16,5% η, Modul = 16,4% η
- 160 μm REC 17,2% η, Modul = 16,7% η
Es fällt auf, das der Modulwirkungsgrad durch schmalere Frontseitenkontakte der MWT Zelle deutlich besser wurde im Vergleich zum Zellwirkungsgrad. Der Wirkungsgrad nimmt mit dünneren Zellen ab. Trotzdem scheint das besonders reine Silizium der Deutschen Solar viel auszugleichen. Je reiner Silizium ist, je weniger Ladungsträgerverluste entstehen.

- ECN MWT Zellen
- lötfreier Kleber
- Einsatz der ECN/Eurotron Modullinie
Es wurden dabei unterschiedliche Wafer eingesetzt:
- 120 μm DS (Deutsche Solar) 16,5% η, Modul = 16,4% η
- 160 μm REC 17,2% η, Modul = 16,7% η
Es fällt auf, das der Modulwirkungsgrad durch schmalere Frontseitenkontakte der MWT Zelle deutlich besser wurde im Vergleich zum Zellwirkungsgrad. Der Wirkungsgrad nimmt mit dünneren Zellen ab. Trotzdem scheint das besonders reine Silizium der Deutschen Solar viel auszugleichen. Je reiner Silizium ist, je weniger Ladungsträgerverluste entstehen.
Dürfte zwar noch eine Zeit dauern, aber es wird an Pluto II gearbeitet bei Suntech; aus dem Conference Call:
Now that Pluto Generation 1 is successfully in full scale production with high yield and efficiencies, we are moving forward with the development of Pluto Generation 2 technology. Laboratory evaluation of the technology indicates that Generation 2 Pluto will achieve conversion efficiencies of 20% to 21% on monocrystalline cells and 18% to 19% on multicrystalline cells.
Most of the performance increase for Pluto 2 is derived from significantly increased voltages which are achieved by replacing the screen-printed PV contacts with one equivalent to the front surface contacts of Pluto 1 technology.
We're not giving definite times yet for Pluto 2. We've been doing quite a bit of evaluation of the technology in our laboratories. And it gives us confidence to be able to now predict the performance levels for Pluto 2. In terms of timing for implementation, we'll go through a phase initially of doing some test production like what we did with Pluto 1 and then ramp that up to full scale production. We expect it all to happen even more smoothly and quickly than Pluto 1. But we're not going to give more guidance in the actual timeline at this stage. We'll give you more insight into that during next year, perhaps later this year.
Now that Pluto Generation 1 is successfully in full scale production with high yield and efficiencies, we are moving forward with the development of Pluto Generation 2 technology. Laboratory evaluation of the technology indicates that Generation 2 Pluto will achieve conversion efficiencies of 20% to 21% on monocrystalline cells and 18% to 19% on multicrystalline cells.
Most of the performance increase for Pluto 2 is derived from significantly increased voltages which are achieved by replacing the screen-printed PV contacts with one equivalent to the front surface contacts of Pluto 1 technology.
We're not giving definite times yet for Pluto 2. We've been doing quite a bit of evaluation of the technology in our laboratories. And it gives us confidence to be able to now predict the performance levels for Pluto 2. In terms of timing for implementation, we'll go through a phase initially of doing some test production like what we did with Pluto 1 and then ramp that up to full scale production. We expect it all to happen even more smoothly and quickly than Pluto 1. But we're not going to give more guidance in the actual timeline at this stage. We'll give you more insight into that during next year, perhaps later this year.
Antwort auf Beitrag Nr.: 39.069.713 von xyinvestor am 05.03.10 15:13:37Danke für den Beitrag zu Suntech.
Suntechs PLUTO
Die Rückseite der Pluto Solarzelle ist mit einer positiven (p) Oberflächenschicht aus Aluminiumoxid beschichtet (blau), welche deutlich die Verluste an der Solarzellenrückseite reduzieren. Das Patent von Bram Hoex baut auch darauf auf. Der Rückseitenkontakt selbst besteht wie bei der Perl Zelle üblich aus vielen lokalen back surface fields (BSF), die durch Löcher in der rückseitigen Oxidschicht mit dem ganzflächig aufgetragenen Rückseitenkontakt verbunden sind (grau).

Solarzelle mit punktuellem Rückseitenkontakt: Durch eine die elektrische Schicht ist die Rückseite optimal passiviert, die Kontaktierung erfolgt nur punktuell und mit lokalen BSF.
An der Frontseite sieht man die bei einer Perl Zelle üblichen Pyramidenstrukturen, welche die Reflexion um bis zu 70% senken inkl. einer erforderlichen Antireflexionsschicht. Die Fronseitenkontakte wurden hier deutlich in der Breite reduziert, um Verschattungsverluste zu vermeiden. Unten sieht man die Pluto Zelle ...

Schematic of the simplified Pluto solar cell with screen-printed and fired rear aluminium contact and front metal lines only 20-25 microns wide.
Produktionsschritte für Pluto
1. Texture and clean
2. Inline diffusion
3. Wet edge isolation
4. Anti-reflection & surface passivation coating
5. Patterning of anti-reflection coating
6. Selective emitter formation
7. Screen print Al and formation of BSF
8. Self aligned metallizationscaling the wafer size to that used commercially.
Die technische Daten der Pluto Zelle ... 8 Seiten ...
http://www.suntech-power.com/images/stories/pluto/pluto_whit…
Ich hatte schon von Pluto II gelesen und das Erhöhen der Spannung zeigt wie sie vorgehen wollen. Suntech hat übrigens jetzt eine sehr gute Homepage.
Suntechs PLUTO
Die Rückseite der Pluto Solarzelle ist mit einer positiven (p) Oberflächenschicht aus Aluminiumoxid beschichtet (blau), welche deutlich die Verluste an der Solarzellenrückseite reduzieren. Das Patent von Bram Hoex baut auch darauf auf. Der Rückseitenkontakt selbst besteht wie bei der Perl Zelle üblich aus vielen lokalen back surface fields (BSF), die durch Löcher in der rückseitigen Oxidschicht mit dem ganzflächig aufgetragenen Rückseitenkontakt verbunden sind (grau).
Solarzelle mit punktuellem Rückseitenkontakt: Durch eine die elektrische Schicht ist die Rückseite optimal passiviert, die Kontaktierung erfolgt nur punktuell und mit lokalen BSF.
An der Frontseite sieht man die bei einer Perl Zelle üblichen Pyramidenstrukturen, welche die Reflexion um bis zu 70% senken inkl. einer erforderlichen Antireflexionsschicht. Die Fronseitenkontakte wurden hier deutlich in der Breite reduziert, um Verschattungsverluste zu vermeiden. Unten sieht man die Pluto Zelle ...
Schematic of the simplified Pluto solar cell with screen-printed and fired rear aluminium contact and front metal lines only 20-25 microns wide.
Produktionsschritte für Pluto
1. Texture and clean
2. Inline diffusion
3. Wet edge isolation
4. Anti-reflection & surface passivation coating
5. Patterning of anti-reflection coating
6. Selective emitter formation
7. Screen print Al and formation of BSF
8. Self aligned metallizationscaling the wafer size to that used commercially.
Die technische Daten der Pluto Zelle ... 8 Seiten ...
http://www.suntech-power.com/images/stories/pluto/pluto_whit…
Ich hatte schon von Pluto II gelesen und das Erhöhen der Spannung zeigt wie sie vorgehen wollen. Suntech hat übrigens jetzt eine sehr gute Homepage.
Die Eurotron Modullinie ...
Method for the production of a solar panel and semi-product
Inventors:
Bakker, Jan (Peppelstraat 31, 2971 BG Bleskensgraaf, NL)
Verschoor, Abraham Jan (Oosteinde 30A, 3366 BG Wijngaarden, NL)
Den Hartigh, Simon (Schoolstraat 1A, 2969 BG Oud Alblas, NL)
Application Number:
EP20090163487
Publication Date:
12/30/2009
Filing Date:
06/23/2009
Assignee:
Eurotron B.V. (Van Beukelaarweg 45, 2971 VL Bleskensgraaf, NL)
Download PDF EP2139050 ... mit Zeichnungen
http://www.freepatentsonline.com/EP2139050.pdf
Claims:
1. Method for the production of a solar panel (15) with a plurality of solar cells (8), comprising the steps of: - providing a package (1), respectively comprising a backing foil (4) with a pattern of electrically conductive wires (16) and which is provided with a thermally activated adhesive (17), a lower layer of fusible foil, such as ethylene vinyl acetate (EVA) (6), provided on the side of the layer of the backing foil to which the adhesive (17) is applied, an array of solar cells (8), the contacts (9) of which are connected to or can be connected to the electrically conductive wires (16) on the backing foil (4), an upper layer of fusible foil, such as EVA (10), provided on the array of solar cells (8), and a translucent panel (11), - placing the package (1) in an auxiliary heating station (12), - heating the package (1) in an auxiliary heating station (12) so that the package (1) is fixated, - the subsequent transfer of the fixated package (13) to a primary heating station (14).
2. Method according to claim 1, comprising the steps of: - heating the fixated package (13) in the primary heating station (14), and subjecting said fixated package (13) to an overpressure, - cooling the package (13) and the relief of the overpressure for forming a solar panel, - removing the finished solar panel (15) from the primary heating station (14).
3. Method according to claim 1 or 2, comprising the step of: - cooling the fixated package (13) after removal thereof from the auxiliary heating station (12).
4. Method according to any of the preceding claims, wherein said package is heated in the auxiliary heating station (12) for a period of less than a second up to several tens of seconds.
5. Method according to any of the preceding claims, wherein said package is heated in the primary heating station (14) for a period of several minutes, for example 5-7 minutes.
6. Method according to any of the preceding claims, comprising the steps of: - providing a layer of EVA (6) with holes (7) on the backing foil (4), - applying quantities of electrically conductive adhesive material (17) to the backing foil (4), - applying the EVA layer (6) in such a manner that the holes (7) coincide with the quantities of adhesive material on the backing foil (4), - forming the electrical connection of the contacts (9) provided on the solar cells (8) with the electrically conductive wires (16) on the backing foil (4) via the quantities of electrically conductive adhesive (17) applied in the holes (7) in the layer of EVA.
7. Method according to claim 6, comprising the step of providing contacts and the electrically conductive strips soldered thereto to the back side of the solar cells.
8. Method according to claim 6, comprising the step of providing contacts and the electrically conductive strips soldered thereto to the front side of the solar cells.
9. Method according to any of the preceding claims, comprising the step of: - heating of the package (1) in the auxiliary heating station (12) under atmospheric pressure or ambient pressure.
10. Semi-product (13) for use in the method as described in the foregoing, respectively comprising a backing foil (4) with a pattern of electrically conductive wires (16) and which is provided with a thermally activated adhesive (17), a layer of fusible foil, such as ethylene vinyl acetate (EVA) (6), provided on the side of the layer of foil to which the adhesive (17) is applied, an array of solar cells (8), a layer of fusible foil, such as EVA (10), and a translucent panel (11), wherein the semi-product (13) has been subjected to an increased temperature under atmospheric pressure.
11. Semi-product according to claim 10, wherein the layer of EVA material (6) bordering on the thermally activated adhesive (17) is provided with holes (7) and the electrical contacts (9) provided on the solar cells (8) via quantities of adhesive material applied in the holes are connected with the electrically conductive wires (16) on the backing foil (4).
12. Semi-product according to claim 10, wherein the contacts of the solar cells are soldered to the electrically conductive strips.
13. Semi-product according to claim 12, wherein the contacts of the solar cells and the electrically conductive strips are arranged on the front side of the solar cells.
14. Semi-product according to claim 12, wherein the contacts of the solar cells and the electrically conductive strips are arranged on the back side of the solar cells.
Description:
The invention relates to the production of solar panels which comprise an array of jointly connected solar cells. Such solar cells or photovoltaic cells are optoelectronic devices by means of which radiation can be converted into electrical current. The cells generally consist of crystalline silicon and are jointly connected by an electrical circuit. That electrical circuit is connected to the contacts of each solar cell. An embodiment is known wherein those contacts are arranged on the front side of the solar cell. In such an embodiment, the electrical circuit, for example in the form of electrically conductive strips of material, is arranged on the front side of the solar panel. A drawback of that embodiment is that a portion of the surface of the panel is occupied by the electrical circuit and therefore cannot be used for the photovoltaic conversion.
Further to this, solar cells are known wherein the contacts are arranged on the back side. The electrical circuit is therefore also arranged on the back side, so that a larger portion of the available surface of the solar panel remains available for the photovoltaic conversion.
Solar panels of these types can be produced in various ways. It is known from
US patent 5.972.732 that a solar panel can be formed consecutively from a layer of foil, an electrically conductive layer, an array of solar cells, followed again by a layer of foil and finally a sturdy light translucent panel, such as a glass panel. Such a package is heated in a kiln, thereby curing the layer of foil, which usually consists of ethylene vinyl acetate.
Before the solar panel is ready after heating and curing the foil layers, however, the various components thereof are arranged in a package in a relatively loosely stacked position with respect to one another. In this state, the package needs to be treated very carefully since relative displacement of the components may otherwise occur. If the various components are dislocated, however, the end-product will be faulty, thus resulting in the malfunction of the electrical contacts. It is also inevitable that the package is subjected to certain displacements during transport, as it is transferred from the assembly station to a kiln for the final production of the solar panel.
The object of the invention is therefore to provide a method for the production of solar panels as referred to in the foregoing, wherein the risk of dislocation of the different components in a package is prevented. This object is achieved by a method for the production of a solar panel with a plurality of solar cells, comprising the steps of:
providing a package, respectively comprising a backing foil with a pattern of electrically conductive wires and which is provided with a thermally activated adhesive, a lower layer of fusible foil, such as ethylene vinyl acetate (EVA), provided on the lower side of the layer of foil to which the adhesive layer is applied, an array of solar cells, the contacts of which are connected to or which can be connected to the electrically conductive wires on the backing foil, an upper layer of fusible foil provided on top of the array of solar cells, such as EVA, and a light translucent panel,
placing the package in an auxiliary heating station
heating the package in an auxiliary heating station so that the package is fixated;
the subsequent transfer of the fixated package to a primary heating station.
In the method according to the invention, the various components from the package that must be formed to compose the solar panel are fixated at an early stage with respect to one another by heating at a moderately high temperature. This fixation process may take place, for example, on the workbench where the package is assembled. The package thus fixated can then be finished, without the risk of displacement of the various components with respect to one another, in a kiln or laminator, whereupon the finished solar panel is obtained. The temperature at which the package is fixated is for example approx. 120°C, whereas the temperature at which the package is formed to produce a finished solar panel is, for example, approx. 150°C. In particular, the fixation of the package in the auxiliary heating station can be performed under atmospheric pressure or ambient pressure.
The method according to the invention can be applied to the production of different types of solar panels. Specifically, but not exclusively, the method can be applied to the production of a solar panel wherein the contacts of the individual solar cells are arranged on the back side thereof, so that a relatively large photovoltaic surface is obtained. In that case the method according to the invention comprises the steps of:
providing a layer of EVA with holes on the foil,
providing quantities of electrically conductive adhesive to the backing foil,
applying the EVA layer in such a manner that the holes coincide with the quantities of adhesive material applied to the backing foil,
the electrical connection of the contacts provided on the solar cells with the electrically conductive wires on the foil via the quantities of electrically conductive adhesive applied in the holes in the layer of EVA.
The electrical connection between the contacts of the individual solar cells and the electrically conductive foil is now established by the electrically conductive adhesive layer in the holes of the EVA layer. However, alternatively, the method may also be applied for the production of solar panels constructed in the traditional manner, whereby the contacts of the solar cells are attached to electrically conductive strips by soldering means. These strips may be applied either on the back side or the front side of the solar cells.
The invention further relates to a semi-product for use in the method as described in the foregoing, respectively comprising a backing foil with a pattern of electrically conductive wires and which is provided with a thermally activated adhesive, a fusible foil, such as ethylene vinyl acetate (EVA), provided on the side of the layer of foil to which the adhesive layer is applied, an array of solar cells, a layer of fusible foil, such as EVA, and a translucent panel, wherein the semi-product has been subjected to an increased temperature at atmospheric pressure.
According to a first embodiment, the thermally activated adhesive layer can be electrically conductive. The EVA layer bordering on said adhesive layer has holes, while the electrical contacts formed on the solar cells are connected via the holes with the electrically conductive adhesive layer and the foil. Alternatively, the contacts of the solar cells can be soldered to the electrically conductive strips. According to a first optional embodiment, in this case the contacts of the solar cells and the electrically conductive strips may be arranged on the front side of the solar cells. According to a second optional embodiment, the contacts of the solar cells and the electrically conductive strips may be arranged on the back side of the solar cells.
The invention will now be described in more detail with reference to the exemplary embodiment shown in the figures.
Figure 1 shows a side view of an arrangement for implementing the method according to the invention.
Figure 2 shows a top view.
Figure 3 shows an exploded cross-sectional view through a package for use in the arrangement shown in figures 1 and 2.
Figure 4 shows a bottom view of a solar panel.
Figure 5 shows the various steps of the method according to the invention.
The arrangement depicted in figures 1 and 2 shows a package 1, the arrangement of which will be described in more detail with reference to figure 3. This package is placed on a workbench 2. A battery of heating equipment 3 is arranged above the package.
As shown in figure 3, the package comprises, from bottom to top, a backing foil 4 applied to the back side, upon which a pattern of electrically conductive wires 16 is applied. Adhesive points or adhesive dots 17 are applied to the electrically conductive wires 16. A layer of ethylene vinyl acetate 6 then follows, provided with holes 7. An adhesive point or adhesive dot comprising electrically conductive adhesive material 17 is very precisely applied in and around the holes 7. This electrically conductive adhesive can be a quick-setting silver-based adhesive, or a soldering paste.
An array of solar cells 8 with electrical contacts 9 (see also figure 4) on the lower side is arranged on top of the ethylene vinyl acetate 6, each of which are aligned with respect to a hole 7 in the layer 6. A further layer of ethylene vinyl acetate 10 is applied on top of the solar cells 8, whilst the uppermost layer is formed by a glass panel.
In the arrangement shown in the figures 1 and 2, these various components are laid on top of one another so that there are no openings or gaps in between. In this state, the package 1 is heated to 120°C, for example, so that the electrically conductive and thermally activated adhesive 17 is activated. This causes adhesion in the package, while the electrical contacts 9 are brought conductively into contact with the electrically conductive wires 16 on the backing foil 4. An ambient pressure or atmospheric pressure preferably prevails in the auxiliary heating station where this fixation process is carried out.
Upon cooling, the package 1 is fixated in such a manner that a semi-product 13 is formed and this can then be transported without the risk of relative dislocation of the various components occurring. The semi-product 13 can be transferred to a kiln, for example, in order to cure the layers of ethylene vinyl acetate 6, 10 and to produce a finished solar panel 15. This curing process may take place in the usual manner under overpressure.
Figure 5 is a schematic representation of the process of the method according to the invention. In the heating station 12, the package 1 is fixated on the workbench 2 under the effects of heat originating from the battery of heating equipment 3, for example to a temperature of 120°C. A period of less than a second up to several tens of seconds is sufficient to achieve the desired degree of fixation. The semi-product 13 thus obtained, the components of which are firmly fixated to prevent dislocation, is then fed into the kiln 14 without any difficulty.
A semi-product 13 is then heated further in the kiln 14 to a temperature of 150°C, for example, and then subjected to an overpressure. After some time, whilst maintaining heating and overpressure, for example between 5-7 minutes, the adhesion between the different parts is formed, after which the finished solar panel 15 is obtained.
1. Package
2. Mold table/bench
3. Battery of heating equipment
4. Backing foil
6. Lower layer of ethylene vinyl acetate
7. Hole in layer
8. Solar cell
9. Solar cell contact
10. Upper layer of ethylene vinyl acetate
11. Glass panel
12. Heating station
13. Semi-product
14. Kiln
15. Solar panel
16. Electrically conductive wire
17. Electrically conductive adhesive material
http://www.freepatentsonline.com/EP2139050.html
Method for the production of a solar panel and semi-product
Inventors:
Bakker, Jan (Peppelstraat 31, 2971 BG Bleskensgraaf, NL)
Verschoor, Abraham Jan (Oosteinde 30A, 3366 BG Wijngaarden, NL)
Den Hartigh, Simon (Schoolstraat 1A, 2969 BG Oud Alblas, NL)
Application Number:
EP20090163487
Publication Date:
12/30/2009
Filing Date:
06/23/2009
Assignee:
Eurotron B.V. (Van Beukelaarweg 45, 2971 VL Bleskensgraaf, NL)
Download PDF EP2139050 ... mit Zeichnungen
http://www.freepatentsonline.com/EP2139050.pdf
Claims:
1. Method for the production of a solar panel (15) with a plurality of solar cells (8), comprising the steps of: - providing a package (1), respectively comprising a backing foil (4) with a pattern of electrically conductive wires (16) and which is provided with a thermally activated adhesive (17), a lower layer of fusible foil, such as ethylene vinyl acetate (EVA) (6), provided on the side of the layer of the backing foil to which the adhesive (17) is applied, an array of solar cells (8), the contacts (9) of which are connected to or can be connected to the electrically conductive wires (16) on the backing foil (4), an upper layer of fusible foil, such as EVA (10), provided on the array of solar cells (8), and a translucent panel (11), - placing the package (1) in an auxiliary heating station (12), - heating the package (1) in an auxiliary heating station (12) so that the package (1) is fixated, - the subsequent transfer of the fixated package (13) to a primary heating station (14).
2. Method according to claim 1, comprising the steps of: - heating the fixated package (13) in the primary heating station (14), and subjecting said fixated package (13) to an overpressure, - cooling the package (13) and the relief of the overpressure for forming a solar panel, - removing the finished solar panel (15) from the primary heating station (14).
3. Method according to claim 1 or 2, comprising the step of: - cooling the fixated package (13) after removal thereof from the auxiliary heating station (12).
4. Method according to any of the preceding claims, wherein said package is heated in the auxiliary heating station (12) for a period of less than a second up to several tens of seconds.
5. Method according to any of the preceding claims, wherein said package is heated in the primary heating station (14) for a period of several minutes, for example 5-7 minutes.
6. Method according to any of the preceding claims, comprising the steps of: - providing a layer of EVA (6) with holes (7) on the backing foil (4), - applying quantities of electrically conductive adhesive material (17) to the backing foil (4), - applying the EVA layer (6) in such a manner that the holes (7) coincide with the quantities of adhesive material on the backing foil (4), - forming the electrical connection of the contacts (9) provided on the solar cells (8) with the electrically conductive wires (16) on the backing foil (4) via the quantities of electrically conductive adhesive (17) applied in the holes (7) in the layer of EVA.
7. Method according to claim 6, comprising the step of providing contacts and the electrically conductive strips soldered thereto to the back side of the solar cells.
8. Method according to claim 6, comprising the step of providing contacts and the electrically conductive strips soldered thereto to the front side of the solar cells.
9. Method according to any of the preceding claims, comprising the step of: - heating of the package (1) in the auxiliary heating station (12) under atmospheric pressure or ambient pressure.
10. Semi-product (13) for use in the method as described in the foregoing, respectively comprising a backing foil (4) with a pattern of electrically conductive wires (16) and which is provided with a thermally activated adhesive (17), a layer of fusible foil, such as ethylene vinyl acetate (EVA) (6), provided on the side of the layer of foil to which the adhesive (17) is applied, an array of solar cells (8), a layer of fusible foil, such as EVA (10), and a translucent panel (11), wherein the semi-product (13) has been subjected to an increased temperature under atmospheric pressure.
11. Semi-product according to claim 10, wherein the layer of EVA material (6) bordering on the thermally activated adhesive (17) is provided with holes (7) and the electrical contacts (9) provided on the solar cells (8) via quantities of adhesive material applied in the holes are connected with the electrically conductive wires (16) on the backing foil (4).
12. Semi-product according to claim 10, wherein the contacts of the solar cells are soldered to the electrically conductive strips.
13. Semi-product according to claim 12, wherein the contacts of the solar cells and the electrically conductive strips are arranged on the front side of the solar cells.
14. Semi-product according to claim 12, wherein the contacts of the solar cells and the electrically conductive strips are arranged on the back side of the solar cells.
Description:
The invention relates to the production of solar panels which comprise an array of jointly connected solar cells. Such solar cells or photovoltaic cells are optoelectronic devices by means of which radiation can be converted into electrical current. The cells generally consist of crystalline silicon and are jointly connected by an electrical circuit. That electrical circuit is connected to the contacts of each solar cell. An embodiment is known wherein those contacts are arranged on the front side of the solar cell. In such an embodiment, the electrical circuit, for example in the form of electrically conductive strips of material, is arranged on the front side of the solar panel. A drawback of that embodiment is that a portion of the surface of the panel is occupied by the electrical circuit and therefore cannot be used for the photovoltaic conversion.
Further to this, solar cells are known wherein the contacts are arranged on the back side. The electrical circuit is therefore also arranged on the back side, so that a larger portion of the available surface of the solar panel remains available for the photovoltaic conversion.
Solar panels of these types can be produced in various ways. It is known from
US patent 5.972.732 that a solar panel can be formed consecutively from a layer of foil, an electrically conductive layer, an array of solar cells, followed again by a layer of foil and finally a sturdy light translucent panel, such as a glass panel. Such a package is heated in a kiln, thereby curing the layer of foil, which usually consists of ethylene vinyl acetate.
Before the solar panel is ready after heating and curing the foil layers, however, the various components thereof are arranged in a package in a relatively loosely stacked position with respect to one another. In this state, the package needs to be treated very carefully since relative displacement of the components may otherwise occur. If the various components are dislocated, however, the end-product will be faulty, thus resulting in the malfunction of the electrical contacts. It is also inevitable that the package is subjected to certain displacements during transport, as it is transferred from the assembly station to a kiln for the final production of the solar panel.
The object of the invention is therefore to provide a method for the production of solar panels as referred to in the foregoing, wherein the risk of dislocation of the different components in a package is prevented. This object is achieved by a method for the production of a solar panel with a plurality of solar cells, comprising the steps of:
providing a package, respectively comprising a backing foil with a pattern of electrically conductive wires and which is provided with a thermally activated adhesive, a lower layer of fusible foil, such as ethylene vinyl acetate (EVA), provided on the lower side of the layer of foil to which the adhesive layer is applied, an array of solar cells, the contacts of which are connected to or which can be connected to the electrically conductive wires on the backing foil, an upper layer of fusible foil provided on top of the array of solar cells, such as EVA, and a light translucent panel,
placing the package in an auxiliary heating station
heating the package in an auxiliary heating station so that the package is fixated;
the subsequent transfer of the fixated package to a primary heating station.
In the method according to the invention, the various components from the package that must be formed to compose the solar panel are fixated at an early stage with respect to one another by heating at a moderately high temperature. This fixation process may take place, for example, on the workbench where the package is assembled. The package thus fixated can then be finished, without the risk of displacement of the various components with respect to one another, in a kiln or laminator, whereupon the finished solar panel is obtained. The temperature at which the package is fixated is for example approx. 120°C, whereas the temperature at which the package is formed to produce a finished solar panel is, for example, approx. 150°C. In particular, the fixation of the package in the auxiliary heating station can be performed under atmospheric pressure or ambient pressure.
The method according to the invention can be applied to the production of different types of solar panels. Specifically, but not exclusively, the method can be applied to the production of a solar panel wherein the contacts of the individual solar cells are arranged on the back side thereof, so that a relatively large photovoltaic surface is obtained. In that case the method according to the invention comprises the steps of:
providing a layer of EVA with holes on the foil,
providing quantities of electrically conductive adhesive to the backing foil,
applying the EVA layer in such a manner that the holes coincide with the quantities of adhesive material applied to the backing foil,
the electrical connection of the contacts provided on the solar cells with the electrically conductive wires on the foil via the quantities of electrically conductive adhesive applied in the holes in the layer of EVA.
The electrical connection between the contacts of the individual solar cells and the electrically conductive foil is now established by the electrically conductive adhesive layer in the holes of the EVA layer. However, alternatively, the method may also be applied for the production of solar panels constructed in the traditional manner, whereby the contacts of the solar cells are attached to electrically conductive strips by soldering means. These strips may be applied either on the back side or the front side of the solar cells.
The invention further relates to a semi-product for use in the method as described in the foregoing, respectively comprising a backing foil with a pattern of electrically conductive wires and which is provided with a thermally activated adhesive, a fusible foil, such as ethylene vinyl acetate (EVA), provided on the side of the layer of foil to which the adhesive layer is applied, an array of solar cells, a layer of fusible foil, such as EVA, and a translucent panel, wherein the semi-product has been subjected to an increased temperature at atmospheric pressure.
According to a first embodiment, the thermally activated adhesive layer can be electrically conductive. The EVA layer bordering on said adhesive layer has holes, while the electrical contacts formed on the solar cells are connected via the holes with the electrically conductive adhesive layer and the foil. Alternatively, the contacts of the solar cells can be soldered to the electrically conductive strips. According to a first optional embodiment, in this case the contacts of the solar cells and the electrically conductive strips may be arranged on the front side of the solar cells. According to a second optional embodiment, the contacts of the solar cells and the electrically conductive strips may be arranged on the back side of the solar cells.
The invention will now be described in more detail with reference to the exemplary embodiment shown in the figures.
Figure 1 shows a side view of an arrangement for implementing the method according to the invention.
Figure 2 shows a top view.
Figure 3 shows an exploded cross-sectional view through a package for use in the arrangement shown in figures 1 and 2.
Figure 4 shows a bottom view of a solar panel.
Figure 5 shows the various steps of the method according to the invention.
The arrangement depicted in figures 1 and 2 shows a package 1, the arrangement of which will be described in more detail with reference to figure 3. This package is placed on a workbench 2. A battery of heating equipment 3 is arranged above the package.
As shown in figure 3, the package comprises, from bottom to top, a backing foil 4 applied to the back side, upon which a pattern of electrically conductive wires 16 is applied. Adhesive points or adhesive dots 17 are applied to the electrically conductive wires 16. A layer of ethylene vinyl acetate 6 then follows, provided with holes 7. An adhesive point or adhesive dot comprising electrically conductive adhesive material 17 is very precisely applied in and around the holes 7. This electrically conductive adhesive can be a quick-setting silver-based adhesive, or a soldering paste.
An array of solar cells 8 with electrical contacts 9 (see also figure 4) on the lower side is arranged on top of the ethylene vinyl acetate 6, each of which are aligned with respect to a hole 7 in the layer 6. A further layer of ethylene vinyl acetate 10 is applied on top of the solar cells 8, whilst the uppermost layer is formed by a glass panel.
In the arrangement shown in the figures 1 and 2, these various components are laid on top of one another so that there are no openings or gaps in between. In this state, the package 1 is heated to 120°C, for example, so that the electrically conductive and thermally activated adhesive 17 is activated. This causes adhesion in the package, while the electrical contacts 9 are brought conductively into contact with the electrically conductive wires 16 on the backing foil 4. An ambient pressure or atmospheric pressure preferably prevails in the auxiliary heating station where this fixation process is carried out.
Upon cooling, the package 1 is fixated in such a manner that a semi-product 13 is formed and this can then be transported without the risk of relative dislocation of the various components occurring. The semi-product 13 can be transferred to a kiln, for example, in order to cure the layers of ethylene vinyl acetate 6, 10 and to produce a finished solar panel 15. This curing process may take place in the usual manner under overpressure.
Figure 5 is a schematic representation of the process of the method according to the invention. In the heating station 12, the package 1 is fixated on the workbench 2 under the effects of heat originating from the battery of heating equipment 3, for example to a temperature of 120°C. A period of less than a second up to several tens of seconds is sufficient to achieve the desired degree of fixation. The semi-product 13 thus obtained, the components of which are firmly fixated to prevent dislocation, is then fed into the kiln 14 without any difficulty.
A semi-product 13 is then heated further in the kiln 14 to a temperature of 150°C, for example, and then subjected to an overpressure. After some time, whilst maintaining heating and overpressure, for example between 5-7 minutes, the adhesion between the different parts is formed, after which the finished solar panel 15 is obtained.
1. Package
2. Mold table/bench
3. Battery of heating equipment
4. Backing foil
6. Lower layer of ethylene vinyl acetate
7. Hole in layer
8. Solar cell
9. Solar cell contact
10. Upper layer of ethylene vinyl acetate
11. Glass panel
12. Heating station
13. Semi-product
14. Kiln
15. Solar panel
16. Electrically conductive wire
17. Electrically conductive adhesive material
http://www.freepatentsonline.com/EP2139050.html
New Concepts for
Front Side Metallization of
Industrial Silicon Solar Cells
Diss, A. Mette, 241 Seiten engl., 2007 ... eine gute Arbeit zum Thema !!!
http://www.freidok.uni-freiburg.de/volltexte/3782/pdf/Diss_M…
Kurze deutsche Zusammenfassung
Schwerpunkt der vorliegenden Arbeit ist die Optimierung der
Vorderseitenstruktur industriell gefertigter Siliziumsolarzellen. Da der
standardmäßig mit dem Siebdruckverfahren hergestellte Kontakt stark limitiert ist,
das heißt einen hohen Kontaktwiderstand zum Silizium, eine geringe
Fingerleitfähigkeit und ein geringeres Aspektverhältnis (Höhe : Breite) aufweist,
wurden alternative Metallisierungstechnologien für die Solarzellenvorderseite
evaluiert. Hierzu zählen Schablonen-, Tampon-, Tintenstrahldruck und Dispensen.
Allerdings erfüllt keine dieser Technologien alle Anforderungen eines
hocheffizienten Vorderseitenkontaktes. Aus diesem Grund basieren die in dieser
Arbeit entwickelten Konzepte überwiegend auf einem Zweischichtenkontaktsystem.
Die erste Schicht soll dabei eine schmale Kontaktbreite, einen
niedrigen Kontaktwiderstand, eine ausreichende Haftfestigkeit sowie eine gute
Anbindung zu dem Metall der darüber liegenden zweiten Schicht aufweisen. Die
Aufgabe der zweiten Schicht ist es, den Strom der ersten Schicht einzusammeln
und abzuführen. Daher spielt hier eine hohe spezifische Leitfähigkeit die zentrale
Rolle.
Das gesteigerte Wirkungsgradpotential eines solchen Zweischichtensystems im
Vergleich zu einem siebgedruckten Standardkontakt wurde anhand von
Verlustrechnungen demonstriert.
Für die Beurteilung der neuen Kontaktierungsprozesse ist der
Gesamtserienwiderstand der Solarzelle ein zentraler Charakterisierungsparameter,
um die elektrischen Verluste zu quantifizieren. Die Herausforderung
besteht darin, ein Optimum zwischen elektrischen (Widerstands-) und optischen
(Abschattungs-) Verlusten des Vorderseitengrids zu ermitteln. Sechs
unterschiedliche Bestimmungsmethoden wurden untersucht und experimentell
verglichen. Methoden basierend auf dem Vergleich zweier Kennlinien bei
verschiedenen Bestrahlungsbedingungen ergaben zuverlässige Serienwiderstandswerte
für Solarzellen unter Arbeitsbedingungen.
Aufgrund der großen Bedeutung der Siebdrucktechnologie in der industriellen
Solarzellenherstellung wurde dieser Prozess ebenfalls untersucht. Der
Vorderseitensiebdruckprozess konnte unter Einsatz von hochschmelzenden
Pasten optimiert werden. Trotz der unterschiedlichen Zusammensetzung der
hochschmelzenden Paste im Vergleich zu herkömmlichen Pasten ist das
Fließverhalten und somit die Druckfähigkeit ähnlich, wenn eine erhöhte
Temperatur gewählt wird. Der Vorteil der siebgedruckten hochschmelzenden Paste
ist das Erreichen von relativ hohen Aspektverhältnissen (1 : 3 – 1 : 4). Wirkungsgrade
von bis zu 18.0%22 konnten auf 12.5 x 12.5 cm² großen Cz-Silizium-
Solarzellen erreicht werden, eine Steigerung um Dh = 0.3% absolut verglichen mit
konventionell gedruckten Solarzellen aus der gleichen Charge.
Hochvakuumaufdampfen von Metallen auf photolithographisch strukturierten
Vorderseiten ist der Laborreferenzprozess für ein Mehrschichtsystem. Dieser wird
zur Herstellung hocheffizienter Solarzellen benutzt. Im Rahmen dieser Arbeit
wurden die Kontakteigenschaften mehrere Metalle (Ni, Cr, Al, Pd, Ti und Ag)
untersucht. Solarzellenwirkungsgrade von 21.5% wurden für Ni-Ag und 21.3% für
Cr-Ag Kontakte erreicht. Diese sind vergleichbar zu dem Referenzschichtsystem
Ti-Pd-Ag.
Für den Hocheffizienzprozess wird die so genannte Licht-induzierte Galvanik
benutzt, um die zweite Schicht des vorgeschlagenen Zweischichtenkontaktsystems
herzustellen. Durch theoretische sowie experimentelle Untersuchungen wurde ein
tiefer gehendes Verständnis der chemischen Abläufe erreicht. So konnten optimale
Betriebsbedingungen für den Galvanikprozess ermittelt werden. Dies ermöglichte
den erfolgreichen Übertrag von kleinflächigen, hocheffizienten Solarzellen mit
aufgedampften Kontakten auf großflächig hergestellten Solarzellen mit feinen
Siebdruckkontakten und einem ganzflächigen Aluminium Rückseitenkontaktfeld
(Al-BSF) als Rückseitenstruktur. Ein Wirkungsgradgewinn von 0.3% bis 0.4%
absolut wurde realisiert. Dieses Ergebnis führte zu der Entwicklung einer
industriellen Licht-induzierten Galvanikanlage im Durchlaufverfahren. Auf
2 x 2 cm² großen FZ-Silizium-Solarzellen mit feinen siebgedruckten und
galvanisierten Kontakten sowie einem Al-BSF wurden Wirkungsgrade bis zu
18.7% erreicht. Unter Verwendung des LFC Rückseitenprozesses wurden
Wirkungsgrade bis zu 19.3%22 erreicht, der nach Wissen des Autors höchste
berichtete Wirkungsgrad für Solarzellen mit einer Siebdruckvorderseite.
Anstelle des Feinliniensiebdrucks gibt es eine Vielzahl von Technologien, die
sich zur Herstellung der Kontaktschicht eignen. Eine vielversprechende Alternative
bietet der Tampondruck. In dieser Arbeit wurde der Tampondruckprozess mit
hochschmelzenden Pasten durchgeführt, bei dem das komplette Druckbild vom
Tampon zum Wafer übertragen werden konnte. I
Eine Metallisierungstechnologie, die den Wafer mechanisch nicht belastet,
basiert auf der Vernebelung von Metall-Tinten. Mit dem patentierten und in dieser
Arbeit weiterentwickelten Aerosolstrahldruckverfahren konnten mit
metallorganischen Tinten unterbrechungsfreie Linien von nur 14 μm Breite
erreicht werden. Unter Verwendung modifizierter Siebdruckpasten wurden auf Cz-
Silizium-Solarzellen mit einer Größe von 12.5 x 12.5 cm² Wirkungsgrade bis zu
18.3% und einem Füllfaktor von 81.0% mit Aerosolstrahldruck gedruckten und
galvanisierten Frontkontakten erzielt.
Um ein besseres Verständnis des Kontaktbildungsprozesses der galvanisierten
und dünn gedruckten Finger zu erreichen, wurden Mikrostrukturuntersuchungen
durchgeführt. Die Zunahme des Kontaktwiderstandes mit
abnehmender Kontaktbreite konnte auf eine geringere Ätzung der
Siliziumnitridfläche und einer geringeren Silber-Kristallitdichte unter dem Kontakt
zurückgeführt werden. Zur Erklärung der beobachteten Verbesserung des Kontaktwiderstandes
durch den Galvanikprozess, werden neue Strompfade zwischen
Galvaniksilber und Silizium am Randbereich des Dickfilmkontaktes
vorgeschlagen.
Zusammenfassend konnte also gezeigt werden, dass das in dieser Arbeit
favorisierte Zweischichtenkontaktsystem nicht nur theoretisch sondern auch
experimentell ein signifikant erhöhtes Wirkunsgradpotential aufweist.
Insbesondere bei der Verwendung der Aerosolstrahltechnik zur Erzeugung der
Saatschicht und angepasster Metallisierungpaste können beachtliche
Wirkungsgraderhöhungen in der industriellen Fertigung erwartet werden.
Bisher war die siebgedruckte Metallisierung ca. 120 μm breit und mit sehr flach (rechts im Bild) ...

Suntech hat bei Pluto die Breite bereits auf ca. 28 μm reduziert ...

+++++
Ein siebgedruckte Kontaktstruktur hat normalerweise eine typische Breite von 100 bis 120 μm und sind etwa 10 bis 15 μm dick. Da sich mit Siebdruck keine wesent- lieh höheren Aspektverhältnisse als etwa 0,1 erreichen lassen, kann die Fingerbreite nicht reduziert werden, ohne gleichzeitig den Linienwiderstand der Finger zu erhöhen. Andererseits sind die durch die Abschattung der Frontseite verursachten Verluste um so größer je breiter die frontseitigen Kontakte sind. Ein weiterer Nachteil sind die hohen Materialkosten der Silberkontakte. Das Aspekverhältnis muß daher verbessert werden bei den Kontakten, also deutlich schmäler und dafür höher um den Linienwiederstand nicht zu erhöhen ...
(WO/2009/006988) CONTACT STRUCTURE FOR A SEMICONDUCTOR COMPONENT AND A METHOD FOR PRODUCTION THEREOF
DEUTSCHE CELL GMBH; Berthelsdorfer Strasse 111A, 09587 Freiberg/Sachsen (DE) (All Except US).
Publication Date:
15.01.2009
Inventors:
KRAUSE, Andreas; (DE).
BITNAR, Bernd; (DE).
NEUHAUS, Holger; (DE).
KUTZER, Martin; (DE).
(DE) Ein Halbleiter-Bauelement (1) umfasst ein Substrat (2) mit einer ersten Seite (3) und einer zweiten Seite (4) und einer auf mindestens einer Seite (3, 4) des Substrats (2) angeordneten mehrschichtigen Kontaktstruktur (9), wobei die Kontakt- Struktur (9) eine Sperr-Schicht (6) zur Verhinderung der Diffusion von Ionen von der dem Substrat (2) gegenüberliegenden Seite der Sperr-Schicht (6) in das Substrat (2), aufweist.

http://www.wipo.int/pctdb/en/wo.jsp?WO=2009006988&IA=EP20080…
Zusammenfassung:
Die erfindungsgemäß hergestellten Kontaktstrukturen 9 haben stabile Schichten. Abzugstests haben eine sehr gute Haftfestigkeit der Kontakt- Strukturen 9 auf dem Silizium-Substrat 2 ergeben. Die elektrischen Verluste in den einzelnen Bahnen der Kontakt-Struktur 9 sind gegenüber denen in den Leiterbahnen 5 stark reduziert. Insgesamt fuhrt das erfindungsgemäße Verfahren zu einem vergrößerten Aspektverhältnis AVKs der einzelnen Bahnen der Kontakt- Struktur 9, was wiederum zu einer Steigerung des Wirkungsgrades einer Solarzelle mit derartigen Kontakt-Strukturen 9 führt. Die Verfahrensschritte 11, 12 und 13 lassen sich als kontinuierliches Verfahren verwirklichen, das heißt die nasschemischen bzw. elektrochemischen Verfahrensschritte 11,12 und 13 müssen nicht durch einen Tem- perschritt unterbrochen werden. Hierdurch ist das Verfahren besonders zeit- und kostengünstig.
... in einem anderm Patent der Deutschen Cell von 4/2009 wird erklärt, wie man es gemacht hat.
http://www.wipo.int/pctdb/en/wo.jsp?WO=2009021713&IA=EP20080…
Front Side Metallization of
Industrial Silicon Solar Cells
Diss, A. Mette, 241 Seiten engl., 2007 ... eine gute Arbeit zum Thema !!!
http://www.freidok.uni-freiburg.de/volltexte/3782/pdf/Diss_M…
Kurze deutsche Zusammenfassung
Schwerpunkt der vorliegenden Arbeit ist die Optimierung der
Vorderseitenstruktur industriell gefertigter Siliziumsolarzellen. Da der
standardmäßig mit dem Siebdruckverfahren hergestellte Kontakt stark limitiert ist,
das heißt einen hohen Kontaktwiderstand zum Silizium, eine geringe
Fingerleitfähigkeit und ein geringeres Aspektverhältnis (Höhe : Breite) aufweist,
wurden alternative Metallisierungstechnologien für die Solarzellenvorderseite
evaluiert. Hierzu zählen Schablonen-, Tampon-, Tintenstrahldruck und Dispensen.
Allerdings erfüllt keine dieser Technologien alle Anforderungen eines
hocheffizienten Vorderseitenkontaktes. Aus diesem Grund basieren die in dieser
Arbeit entwickelten Konzepte überwiegend auf einem Zweischichtenkontaktsystem.
Die erste Schicht soll dabei eine schmale Kontaktbreite, einen
niedrigen Kontaktwiderstand, eine ausreichende Haftfestigkeit sowie eine gute
Anbindung zu dem Metall der darüber liegenden zweiten Schicht aufweisen. Die
Aufgabe der zweiten Schicht ist es, den Strom der ersten Schicht einzusammeln
und abzuführen. Daher spielt hier eine hohe spezifische Leitfähigkeit die zentrale
Rolle.
Das gesteigerte Wirkungsgradpotential eines solchen Zweischichtensystems im
Vergleich zu einem siebgedruckten Standardkontakt wurde anhand von
Verlustrechnungen demonstriert.
Für die Beurteilung der neuen Kontaktierungsprozesse ist der
Gesamtserienwiderstand der Solarzelle ein zentraler Charakterisierungsparameter,
um die elektrischen Verluste zu quantifizieren. Die Herausforderung
besteht darin, ein Optimum zwischen elektrischen (Widerstands-) und optischen
(Abschattungs-) Verlusten des Vorderseitengrids zu ermitteln. Sechs
unterschiedliche Bestimmungsmethoden wurden untersucht und experimentell
verglichen. Methoden basierend auf dem Vergleich zweier Kennlinien bei
verschiedenen Bestrahlungsbedingungen ergaben zuverlässige Serienwiderstandswerte
für Solarzellen unter Arbeitsbedingungen.
Aufgrund der großen Bedeutung der Siebdrucktechnologie in der industriellen
Solarzellenherstellung wurde dieser Prozess ebenfalls untersucht. Der
Vorderseitensiebdruckprozess konnte unter Einsatz von hochschmelzenden
Pasten optimiert werden. Trotz der unterschiedlichen Zusammensetzung der
hochschmelzenden Paste im Vergleich zu herkömmlichen Pasten ist das
Fließverhalten und somit die Druckfähigkeit ähnlich, wenn eine erhöhte
Temperatur gewählt wird. Der Vorteil der siebgedruckten hochschmelzenden Paste
ist das Erreichen von relativ hohen Aspektverhältnissen (1 : 3 – 1 : 4). Wirkungsgrade
von bis zu 18.0%22 konnten auf 12.5 x 12.5 cm² großen Cz-Silizium-
Solarzellen erreicht werden, eine Steigerung um Dh = 0.3% absolut verglichen mit
konventionell gedruckten Solarzellen aus der gleichen Charge.
Hochvakuumaufdampfen von Metallen auf photolithographisch strukturierten
Vorderseiten ist der Laborreferenzprozess für ein Mehrschichtsystem. Dieser wird
zur Herstellung hocheffizienter Solarzellen benutzt. Im Rahmen dieser Arbeit
wurden die Kontakteigenschaften mehrere Metalle (Ni, Cr, Al, Pd, Ti und Ag)
untersucht. Solarzellenwirkungsgrade von 21.5% wurden für Ni-Ag und 21.3% für
Cr-Ag Kontakte erreicht. Diese sind vergleichbar zu dem Referenzschichtsystem
Ti-Pd-Ag.
Für den Hocheffizienzprozess wird die so genannte Licht-induzierte Galvanik
benutzt, um die zweite Schicht des vorgeschlagenen Zweischichtenkontaktsystems
herzustellen. Durch theoretische sowie experimentelle Untersuchungen wurde ein
tiefer gehendes Verständnis der chemischen Abläufe erreicht. So konnten optimale
Betriebsbedingungen für den Galvanikprozess ermittelt werden. Dies ermöglichte
den erfolgreichen Übertrag von kleinflächigen, hocheffizienten Solarzellen mit
aufgedampften Kontakten auf großflächig hergestellten Solarzellen mit feinen
Siebdruckkontakten und einem ganzflächigen Aluminium Rückseitenkontaktfeld
(Al-BSF) als Rückseitenstruktur. Ein Wirkungsgradgewinn von 0.3% bis 0.4%
absolut wurde realisiert. Dieses Ergebnis führte zu der Entwicklung einer
industriellen Licht-induzierten Galvanikanlage im Durchlaufverfahren. Auf
2 x 2 cm² großen FZ-Silizium-Solarzellen mit feinen siebgedruckten und
galvanisierten Kontakten sowie einem Al-BSF wurden Wirkungsgrade bis zu
18.7% erreicht. Unter Verwendung des LFC Rückseitenprozesses wurden
Wirkungsgrade bis zu 19.3%22 erreicht, der nach Wissen des Autors höchste
berichtete Wirkungsgrad für Solarzellen mit einer Siebdruckvorderseite.
Anstelle des Feinliniensiebdrucks gibt es eine Vielzahl von Technologien, die
sich zur Herstellung der Kontaktschicht eignen. Eine vielversprechende Alternative
bietet der Tampondruck. In dieser Arbeit wurde der Tampondruckprozess mit
hochschmelzenden Pasten durchgeführt, bei dem das komplette Druckbild vom
Tampon zum Wafer übertragen werden konnte. I
Eine Metallisierungstechnologie, die den Wafer mechanisch nicht belastet,
basiert auf der Vernebelung von Metall-Tinten. Mit dem patentierten und in dieser
Arbeit weiterentwickelten Aerosolstrahldruckverfahren konnten mit
metallorganischen Tinten unterbrechungsfreie Linien von nur 14 μm Breite
erreicht werden. Unter Verwendung modifizierter Siebdruckpasten wurden auf Cz-
Silizium-Solarzellen mit einer Größe von 12.5 x 12.5 cm² Wirkungsgrade bis zu
18.3% und einem Füllfaktor von 81.0% mit Aerosolstrahldruck gedruckten und
galvanisierten Frontkontakten erzielt.
Um ein besseres Verständnis des Kontaktbildungsprozesses der galvanisierten
und dünn gedruckten Finger zu erreichen, wurden Mikrostrukturuntersuchungen
durchgeführt. Die Zunahme des Kontaktwiderstandes mit
abnehmender Kontaktbreite konnte auf eine geringere Ätzung der
Siliziumnitridfläche und einer geringeren Silber-Kristallitdichte unter dem Kontakt
zurückgeführt werden. Zur Erklärung der beobachteten Verbesserung des Kontaktwiderstandes
durch den Galvanikprozess, werden neue Strompfade zwischen
Galvaniksilber und Silizium am Randbereich des Dickfilmkontaktes
vorgeschlagen.
Zusammenfassend konnte also gezeigt werden, dass das in dieser Arbeit
favorisierte Zweischichtenkontaktsystem nicht nur theoretisch sondern auch
experimentell ein signifikant erhöhtes Wirkunsgradpotential aufweist.
Insbesondere bei der Verwendung der Aerosolstrahltechnik zur Erzeugung der
Saatschicht und angepasster Metallisierungpaste können beachtliche
Wirkungsgraderhöhungen in der industriellen Fertigung erwartet werden.
Bisher war die siebgedruckte Metallisierung ca. 120 μm breit und mit sehr flach (rechts im Bild) ...
Suntech hat bei Pluto die Breite bereits auf ca. 28 μm reduziert ...
+++++
Ein siebgedruckte Kontaktstruktur hat normalerweise eine typische Breite von 100 bis 120 μm und sind etwa 10 bis 15 μm dick. Da sich mit Siebdruck keine wesent- lieh höheren Aspektverhältnisse als etwa 0,1 erreichen lassen, kann die Fingerbreite nicht reduziert werden, ohne gleichzeitig den Linienwiderstand der Finger zu erhöhen. Andererseits sind die durch die Abschattung der Frontseite verursachten Verluste um so größer je breiter die frontseitigen Kontakte sind. Ein weiterer Nachteil sind die hohen Materialkosten der Silberkontakte. Das Aspekverhältnis muß daher verbessert werden bei den Kontakten, also deutlich schmäler und dafür höher um den Linienwiederstand nicht zu erhöhen ...
(WO/2009/006988) CONTACT STRUCTURE FOR A SEMICONDUCTOR COMPONENT AND A METHOD FOR PRODUCTION THEREOF
DEUTSCHE CELL GMBH; Berthelsdorfer Strasse 111A, 09587 Freiberg/Sachsen (DE) (All Except US).
Publication Date:
15.01.2009
Inventors:
KRAUSE, Andreas; (DE).
BITNAR, Bernd; (DE).
NEUHAUS, Holger; (DE).
KUTZER, Martin; (DE).
(DE) Ein Halbleiter-Bauelement (1) umfasst ein Substrat (2) mit einer ersten Seite (3) und einer zweiten Seite (4) und einer auf mindestens einer Seite (3, 4) des Substrats (2) angeordneten mehrschichtigen Kontaktstruktur (9), wobei die Kontakt- Struktur (9) eine Sperr-Schicht (6) zur Verhinderung der Diffusion von Ionen von der dem Substrat (2) gegenüberliegenden Seite der Sperr-Schicht (6) in das Substrat (2), aufweist.
http://www.wipo.int/pctdb/en/wo.jsp?WO=2009006988&IA=EP20080…
Zusammenfassung:
Die erfindungsgemäß hergestellten Kontaktstrukturen 9 haben stabile Schichten. Abzugstests haben eine sehr gute Haftfestigkeit der Kontakt- Strukturen 9 auf dem Silizium-Substrat 2 ergeben. Die elektrischen Verluste in den einzelnen Bahnen der Kontakt-Struktur 9 sind gegenüber denen in den Leiterbahnen 5 stark reduziert. Insgesamt fuhrt das erfindungsgemäße Verfahren zu einem vergrößerten Aspektverhältnis AVKs der einzelnen Bahnen der Kontakt- Struktur 9, was wiederum zu einer Steigerung des Wirkungsgrades einer Solarzelle mit derartigen Kontakt-Strukturen 9 führt. Die Verfahrensschritte 11, 12 und 13 lassen sich als kontinuierliches Verfahren verwirklichen, das heißt die nasschemischen bzw. elektrochemischen Verfahrensschritte 11,12 und 13 müssen nicht durch einen Tem- perschritt unterbrochen werden. Hierdurch ist das Verfahren besonders zeit- und kostengünstig.
... in einem anderm Patent der Deutschen Cell von 4/2009 wird erklärt, wie man es gemacht hat.
http://www.wipo.int/pctdb/en/wo.jsp?WO=2009021713&IA=EP20080…
warum die Module von Sunpower einen so viel höheren Wirkungsgrad besitzen ...
Sunpower hat als erster weltweit Rückseitenkontaktzellen in Großserie gebaut. Sie setzten dabei Back-Junction (BJ-) Solarzellen ein. Das Prinzip dieser Zelle beruht darauf, daß höhere Lichtausbeuten erzielt werden können, da sich auf der Vorderseite keinerlei Kontakte mehr befinden. Ein weiterer Vorteil des Rückseitenkontaktes ist, dass die Leiterbahnen im Hinblick auf ihre elektrische Leistung optimiert werden können, da man diese im Gegensatz zu Vorderseitenkontakten nicht so schmal wie möglich ausführen muss. Da die Elektronen aufgrund der Rückseitenverlegung den Weg durch die ganze Zelle nehmen müssen um abfließen zu können, wird als Material hochreines, monokristallines Silizium verwendet, dessen Oberfläche texturiert ist. Weiterhin wurde die Rückseite mit einer hochreflektierenden Beschichtung ausgestattet, die für Elektronen leicht durchlässig ist. Im Gegensatz zu anderen Zellen wird bei den Rückseitenkontaktzellen von Sunpower Corp. n-dotiertes Silizium als Basis verwendet.
Die BJ Solarzelle ...

Sunpower hat als erster weltweit Rückseitenkontaktzellen in Großserie gebaut. Sie setzten dabei Back-Junction (BJ-) Solarzellen ein. Das Prinzip dieser Zelle beruht darauf, daß höhere Lichtausbeuten erzielt werden können, da sich auf der Vorderseite keinerlei Kontakte mehr befinden. Ein weiterer Vorteil des Rückseitenkontaktes ist, dass die Leiterbahnen im Hinblick auf ihre elektrische Leistung optimiert werden können, da man diese im Gegensatz zu Vorderseitenkontakten nicht so schmal wie möglich ausführen muss. Da die Elektronen aufgrund der Rückseitenverlegung den Weg durch die ganze Zelle nehmen müssen um abfließen zu können, wird als Material hochreines, monokristallines Silizium verwendet, dessen Oberfläche texturiert ist. Weiterhin wurde die Rückseite mit einer hochreflektierenden Beschichtung ausgestattet, die für Elektronen leicht durchlässig ist. Im Gegensatz zu anderen Zellen wird bei den Rückseitenkontaktzellen von Sunpower Corp. n-dotiertes Silizium als Basis verwendet.
Die BJ Solarzelle ...
Wie umweltfreundlich ist die Solarindustrie eigentlich?
Datum: 07.03. 00:00

Düsseldorf (BoerseGo.de) - Wer ein umweltschonendes Produkt herstellt, muss nicht zwangsläufig selbst klimafreundlich sein. Das mag verwirren und macht es nicht unbedingt einfacher – zumindest nicht für Anleger, die richtig grün investieren wollen. Eine aktuelle Studie von Murphy & Spitz Research hat Photovoltaik-Industrie unter die Lupe genommen und nachgeprüft, welches Unternehmen tatsächlich nicht zu Lasten des Planeten produziert. „Die Studie beschäftigt sich aus dem Blickwinkel eines Investors damit, welche Anforderungen ein PV-Unternehmen erfüllen muss, um ernsthaft als nachhaltig arbeitend eingestuft werden zu können“, heißt es direkt im Vorwort. Murphy & Spitz betreibt selbst zwei Fonds. Durch die hauseigene Untersuchung soll bei Investitionen in die Solarbranche gewährleistet sein, dass die Unternehmen entlang der gesamten Wertschöpfungskette nachhaltig und „sauber“ arbeiten. Das Ergebnis hat am Ende auch die Macher der Studie überrascht. Die Spanne von einem grünen Blickwinkel ausgesehen reicht von gut bis schlecht.
„Diese Studie geht sehr tief“, sagt Nicole Vormann, Leiterin des Nachhaltigkeitsresearchs bei Murphy & Spitz und Autorin der Studie. Das Ziel der Studie war, ein differenziertes Bild entstehen zu lassen“, erläutert sie. Etwa ein drei Viertel Jahr habe sie täglich für diese Studie geforscht – Internetseiten und Jahresberichte durchforscht, die Unternehmen und externe Experten befragt. Einige Erkenntnisse waren auch für die Expertin neu und kamen anders als erwartet. Bei den chinesischen Herstellern habe sie, wie sie unverwandt zugibt, vor ihren Recherchen selbst Vorurteile gehabt. Dabei hätten einige von ihnen besser abgeschnitten als Vormann erwartet hatte. Bei dem amerikanischen Unternehmen Sunpower dagegen hätte sie nicht gedacht, dass diese so intransparent seien. Vormann habe unzählige Male dort angefragt – die Antwort blieb man ihr bis heute schuldig. „Es war für mich selbst interessant zu sehen, dass es kein schwarz oder weiß oder die Solarindustrie an sich gibt. Es kommt immer ganz stark auf das Unternehmen an“, sagt sie. Allerdings würden die klar messbaren Ziele in der Photovoltaik-Branche nicht so offen dargelegt wie in den anderen Branchen und das mache es schwer zu überprüfen, auf welchem Niveau diese Ziele seien und ob sie auch tatsächlich erreicht würden.
Umweltbewusste Investoren haben es nicht einfach
Gerade das macht es für Anleger nicht einfacher. Jemand, der nicht nur in ein Umweltthema, sondern auch in ein umweltfreundliches Unternehmen investieren will, hat es ziemlich schwer ohne Fachkenntnisse. „Ich weiß, worauf ich achten und wo ich nachfragen muss“, sagt Vormann, die selbst diplomierte Umwelttechnikerin und damit vom Fach ist. Betrachtungsansätze gibt es viele: Ein Beispiel dafür, dass Solarenergie an sich zwar sauber ist, die Herstellung der Modul das aber nicht unbedingt sein muss, ist der Produktionsschritt vom Wafer zur Solarzelle. Denn dabei werden ätzende, zum Teil hochgiftige, brandfördernde chemische Substanzen gebraucht. Auch der Energieaufwand für die Produktion ist enorm. „Um die Nachhaltigkeit eines Produkts und eines Unternehmens beurteilen zu können, muss der ganze Lebenszyklus des Produkts von der ,Wiege bis zur Bahre‘ betrachtet werden“, wird in der Studie deswegen explizit betont. Das bedeutet, dass auch die Rohstofflieferanten, andere Zulieferer und Joint-and-Venture-Partner, kurzum alle Glieder der gesamten Wertschöpfungskette ökologisch und sozial verträglich sein müssen. Deswegen werden dort auch die unterschiedlichen Produktionsschritte und die verschiedenen technischen Verfahren dort erläutert.
Solarunternehmen sind keine Heiligen
Dass es auch in der Photovoltaik-Branche schwarze Schafe gibt, dafür gibt es einige Beispiele. Der Siliziumhersteller Louyang Zhonggug, mittlerweile ein Ex-Lieferant von Suntech, war für einen Umweltskandal verantwortlich. Laut einem Bericht der Washington Post vom März 2008 Silziumtetrachlorid kippte Louyang Zhonggug zwischen Grundschulen, auf Getreidefelder und das eigene Werksgelände gekippt. Silziumtetrachlorid ist eine ätzende Flüssigkeit, die bei der Herstellung von Reinstsilizium entsteht. Einer der Abnehmer von Louyang Zhonggug war Suntech. Zwar hat das chinesische Unternehmen nun neue Lieferanten, der gute Ruf hat dafür aber ein paar Schrammen abgekriegt. „Die Reputation von Suntech hatte durch diesen Umweltskandal sehr gelitten. Aus Sicht von Murphy&Spitz zeigt das Beispiel klar, dass die Photovoltaik-Industrie die Zulieferer mit Blick auf die Weiterverwendung der Nebenprodukte und eine ordnungsgemäße Entsorgung selbst prüfen muss“, kommentiert die Studie. Auch, was Moral und Ethik angeht, hat die Solarindustrie nicht immer eine weiße Weste und auch darauf wird bei Murphy&Spitz geachtet. „Unsere Ausschlusskriterien gelten generell, da gehen wir sowieso nicht von ab“, sagt Vormann. Das gilt auch für Solarhersteller. Als Beispiel für ein Unternehmen, in das Murphy & Spitz aus moralischen Gründen nicht investiert, nennt sie einen Solarmodulhersteller, der 80 Prozent seines Umsatzes durch das US-Militär erwirtschaftet. Es habe die Anflugbefeuerung – die Beleuchtung – für die Landebahnen von US-Militärstützpunkten in Afghanistan und den Irak hergestellt.
Die bisher einzige Vergleichsbasis heißt ISO 14001
Um die die Solarunternehmen vergleichen zu können, hat Vormann auf die ISO 14001 Zertifizierung geschaut. Für die ISO 14001 Zertifizierung prüfen externe Fachleute den Betrieb. Es ist bisher das einzige internationale Prüfverfahren für den Umweltschutz, das einen überhaupt Vergleich möglich macht. „Diese Zertifizierung ist sehr anspruchsvoll, hat aber ihre Schwächen“, räumt Vormann ein. Um nach ISO 14001 zertifiziert zu werden, muss ein Unternehmen seine Lieferanten nach einem Umweltmanagementsystem befragen. Allerdings auch nicht mehr – denn diese Norm verpflichtet die Unternehmen nicht dazu, nur ISO-14001-zertifizierte Lieferanten zu nehmen. „Wir erwarten von einem Modulhersteller, dass er alle Produktionsschritte darlegt und wir erwarten, von unseren Modulherstellern, dass er bei seinen Siliziumlieferanten abfragt, ob er diese Norm erfüllt“, erläutert die Umwelttechnikerin.
Yingli, Suntech und Trina liegen im Mittelfeld
Insgesamt sind die chinesischen Hersteller zwar weniger transparent, aber dafür besser als ihr Ruf. Dass die Unternehmen aus dem Reich der Mitte weniger mitteilsam sind, liegt unter anderem auch an der fernöstlichen Mentalität und heißt nicht zwangsläufig, dass sie nichts für den Umweltschutz tun. „Entgegen anders lautender Vorurteile haben die drei überprüften chinesischen Hersteller – Yinglee Green, Suntech und Trina – ISO 14001. Allerdings werden die Zielen und der Umgang mit den Lieferanten nicht kommuniziert, so dass das Niveau der Managementsysteme nicht eingeschätzt werden kann“, heißt es in der Studie. Unter den chinesischen Herstellern glänzt Yingli, das sich insgesamt in der Bewertung im Mittelfeld bewegt. Zwar finden sich auf der Webseite von Yingli kaum Daten und Fakten zu Umweltaspekten. Das gleiche gelte auch für den englischsprachigen Jahresbericht. Dafür sei aber der chinesischsprachige Jahresbericht ausführlicher und belege, dass Yingli im Umwelt- und Arbeitsschutz besser aufgestellt sei, als aus den anderen Quellen hervorgehe.
Die nachhaltigsten Solarwerte
Besonders gut schnitten FirstSolar und SolarWorld ab. Alle Standorte von FirstSolar seien nach ISO 14001 zertifiziert. Zum Teil gebe es auch Arbeitsschutzzertifikate nach OHSAS 18001. „Die Transparenz und Kooperation ist vorbildlich. Bezüglich des Recyclings ist First Solar im Bereich der Dünnschichttechnologie das einzige Unternehmen, das eine Recyclinganlage betreibt“, heißt es in der Studie. Bei dem Verfahren, das First Solar beim Recycling von Dünnschichtmodulen anwendet, können 90 Prozent des Glases und 95 Prozent der Halbleiter wiedergewonnen werden. First Solar betreibt in Frankfurt an der Oder die einzige Recyclinganlage für CdTe Dünnschichtmodule in Deutschland.
SolarWorld setze mit seinem Nachhaltigkeitsbericht einen neuen Standard innerhalb der Photovoltaik-Branche. Von allen untersuchten Unternehmen veröffentliche SolarWorld als einziges in seinem Jahresbericht Daten und Fakten zum Umwelt- und zum Arbeitsschutz. Im Bereich der kristallinen Zelltechnologie habe SolarWorld einen Wettbewerbsvorteil, da ein Tochterunternehmen als einziges das entsprechende Recycling-Know-How habe. Das ist die Recyclinganlage für Module auf Siliziumbasis der Deutschen Solar AG.
Schlechte Noten für Sunpower
SunPower konnte wie oben schon erwähnt nicht glänzen. Das amerikanische Unternehmen bleibe bisher den Nachweis seiner Zertifizierung schuldig. Von allen untersuchten Unternehmen erhalte SunPower mit Blick auf die Transparenz, Berichterstattung und Kooperation die schlechteste Bewertung.
Murphy&Spitz Umweltfonds Welt
Der M&S Umweltfonds Welt verfolgt weiterhin überwiegend eine ruhige, werterhaltende Anlagepolitik. Die Entwicklung im Monat Januar war negativ und wurde mit –4,27 Prozent abgeschlossen. Die sehr gut ins Jahr gestarteten chinesischen und US-Solarwerte wurden „vorsorglich im Vorfeld der deutschen Verhandlungen zur Senkung der Einspeisevergütung für Solarstrom aufgelöst“, wie das Unternehmen mitteilt. Dadurch habe man die Verluste im Rahmen halten können. „Wir gehen mittelfristig von einer Erholung der Aktienmärkte bei gleichzeitiger Volatilität aus. Die Investitionsquote stieg bis Mitte Januar auf 99,5 Prozent und sank bis zum Ende des Monates auf 76,99 Prozent. Die noch verbleibenden Mittel wurden in Liquidität gehalten“, teilte Murphy&Spitz mit. Der immense Einfluss auf alle weltweiten Solarproduzenten basiere darauf, dass der deutsche Markt nach Einschätzung von Murphy&Spitz Research 2009 einen Weltmarktanteil von 60 Prozent hatte.
Murphy&Spitz Umweltfonds Deutschland
Der M&S Umweltfonds Deutschland investiert in nachhaltige Wachstumsunternehmen in Deutschland. Ziel ist es, einen ökologischen Mehrwert für die Umwelt, Gesellschaft und die Menschen zu erzielen. „Im Januar stellten wir eine hohe Volatilität der Märke und des MSUF Deutschlands fest. Hatte der MSUF Deutschland bis Mitte Januar die Aktienquote auf über 95 Prozent erhöht, so wurde die Quote bis Ende des Monats auf 78,11 Prozent gesenkt - der Rest der Mittel wurde in Liquidität gehalten“, teilt die Gesellschaft mit. Auch hier bei diesem Fonds hatte sich Murphy& Spitz vorsorglich von einigen Solarwerten getrennt. Murphy&Spitz führte Ende Januar die Beteiligungsgesellschaft M&S Green Capital AG an die Börse und beteiligte sich im Rahmen eines Pipeinvestments an ihr. Die Entwicklung im Januar war negativ und liegt bei -5,78 Prozent.
http://www.boerse-go.de/nachricht/Wie-umweltfreundlich-ist-d…
... ein Beispiel für Umweltbewustsein ist das Patent für der Deutschen Cell. Dabei kommt man für die Textur von mc Solarzellen ohne Anteile der gefährlichen Flußsäure aus und verwendet alternativ einfach zu verarbeitende Phosphorsäure. Die ist sehr einfach und preiswert zu entsorgen, bildet keine giftigen Gase und kann später zu Dünger verarbeitet werden.
Das Patent dazu ...
http://www.patent-de.com/pdf/DE102007054484B3.pdf
Datum: 07.03. 00:00
Düsseldorf (BoerseGo.de) - Wer ein umweltschonendes Produkt herstellt, muss nicht zwangsläufig selbst klimafreundlich sein. Das mag verwirren und macht es nicht unbedingt einfacher – zumindest nicht für Anleger, die richtig grün investieren wollen. Eine aktuelle Studie von Murphy & Spitz Research hat Photovoltaik-Industrie unter die Lupe genommen und nachgeprüft, welches Unternehmen tatsächlich nicht zu Lasten des Planeten produziert. „Die Studie beschäftigt sich aus dem Blickwinkel eines Investors damit, welche Anforderungen ein PV-Unternehmen erfüllen muss, um ernsthaft als nachhaltig arbeitend eingestuft werden zu können“, heißt es direkt im Vorwort. Murphy & Spitz betreibt selbst zwei Fonds. Durch die hauseigene Untersuchung soll bei Investitionen in die Solarbranche gewährleistet sein, dass die Unternehmen entlang der gesamten Wertschöpfungskette nachhaltig und „sauber“ arbeiten. Das Ergebnis hat am Ende auch die Macher der Studie überrascht. Die Spanne von einem grünen Blickwinkel ausgesehen reicht von gut bis schlecht.
„Diese Studie geht sehr tief“, sagt Nicole Vormann, Leiterin des Nachhaltigkeitsresearchs bei Murphy & Spitz und Autorin der Studie. Das Ziel der Studie war, ein differenziertes Bild entstehen zu lassen“, erläutert sie. Etwa ein drei Viertel Jahr habe sie täglich für diese Studie geforscht – Internetseiten und Jahresberichte durchforscht, die Unternehmen und externe Experten befragt. Einige Erkenntnisse waren auch für die Expertin neu und kamen anders als erwartet. Bei den chinesischen Herstellern habe sie, wie sie unverwandt zugibt, vor ihren Recherchen selbst Vorurteile gehabt. Dabei hätten einige von ihnen besser abgeschnitten als Vormann erwartet hatte. Bei dem amerikanischen Unternehmen Sunpower dagegen hätte sie nicht gedacht, dass diese so intransparent seien. Vormann habe unzählige Male dort angefragt – die Antwort blieb man ihr bis heute schuldig. „Es war für mich selbst interessant zu sehen, dass es kein schwarz oder weiß oder die Solarindustrie an sich gibt. Es kommt immer ganz stark auf das Unternehmen an“, sagt sie. Allerdings würden die klar messbaren Ziele in der Photovoltaik-Branche nicht so offen dargelegt wie in den anderen Branchen und das mache es schwer zu überprüfen, auf welchem Niveau diese Ziele seien und ob sie auch tatsächlich erreicht würden.
Umweltbewusste Investoren haben es nicht einfach
Gerade das macht es für Anleger nicht einfacher. Jemand, der nicht nur in ein Umweltthema, sondern auch in ein umweltfreundliches Unternehmen investieren will, hat es ziemlich schwer ohne Fachkenntnisse. „Ich weiß, worauf ich achten und wo ich nachfragen muss“, sagt Vormann, die selbst diplomierte Umwelttechnikerin und damit vom Fach ist. Betrachtungsansätze gibt es viele: Ein Beispiel dafür, dass Solarenergie an sich zwar sauber ist, die Herstellung der Modul das aber nicht unbedingt sein muss, ist der Produktionsschritt vom Wafer zur Solarzelle. Denn dabei werden ätzende, zum Teil hochgiftige, brandfördernde chemische Substanzen gebraucht. Auch der Energieaufwand für die Produktion ist enorm. „Um die Nachhaltigkeit eines Produkts und eines Unternehmens beurteilen zu können, muss der ganze Lebenszyklus des Produkts von der ,Wiege bis zur Bahre‘ betrachtet werden“, wird in der Studie deswegen explizit betont. Das bedeutet, dass auch die Rohstofflieferanten, andere Zulieferer und Joint-and-Venture-Partner, kurzum alle Glieder der gesamten Wertschöpfungskette ökologisch und sozial verträglich sein müssen. Deswegen werden dort auch die unterschiedlichen Produktionsschritte und die verschiedenen technischen Verfahren dort erläutert.
Solarunternehmen sind keine Heiligen
Dass es auch in der Photovoltaik-Branche schwarze Schafe gibt, dafür gibt es einige Beispiele. Der Siliziumhersteller Louyang Zhonggug, mittlerweile ein Ex-Lieferant von Suntech, war für einen Umweltskandal verantwortlich. Laut einem Bericht der Washington Post vom März 2008 Silziumtetrachlorid kippte Louyang Zhonggug zwischen Grundschulen, auf Getreidefelder und das eigene Werksgelände gekippt. Silziumtetrachlorid ist eine ätzende Flüssigkeit, die bei der Herstellung von Reinstsilizium entsteht. Einer der Abnehmer von Louyang Zhonggug war Suntech. Zwar hat das chinesische Unternehmen nun neue Lieferanten, der gute Ruf hat dafür aber ein paar Schrammen abgekriegt. „Die Reputation von Suntech hatte durch diesen Umweltskandal sehr gelitten. Aus Sicht von Murphy&Spitz zeigt das Beispiel klar, dass die Photovoltaik-Industrie die Zulieferer mit Blick auf die Weiterverwendung der Nebenprodukte und eine ordnungsgemäße Entsorgung selbst prüfen muss“, kommentiert die Studie. Auch, was Moral und Ethik angeht, hat die Solarindustrie nicht immer eine weiße Weste und auch darauf wird bei Murphy&Spitz geachtet. „Unsere Ausschlusskriterien gelten generell, da gehen wir sowieso nicht von ab“, sagt Vormann. Das gilt auch für Solarhersteller. Als Beispiel für ein Unternehmen, in das Murphy & Spitz aus moralischen Gründen nicht investiert, nennt sie einen Solarmodulhersteller, der 80 Prozent seines Umsatzes durch das US-Militär erwirtschaftet. Es habe die Anflugbefeuerung – die Beleuchtung – für die Landebahnen von US-Militärstützpunkten in Afghanistan und den Irak hergestellt.
Die bisher einzige Vergleichsbasis heißt ISO 14001
Um die die Solarunternehmen vergleichen zu können, hat Vormann auf die ISO 14001 Zertifizierung geschaut. Für die ISO 14001 Zertifizierung prüfen externe Fachleute den Betrieb. Es ist bisher das einzige internationale Prüfverfahren für den Umweltschutz, das einen überhaupt Vergleich möglich macht. „Diese Zertifizierung ist sehr anspruchsvoll, hat aber ihre Schwächen“, räumt Vormann ein. Um nach ISO 14001 zertifiziert zu werden, muss ein Unternehmen seine Lieferanten nach einem Umweltmanagementsystem befragen. Allerdings auch nicht mehr – denn diese Norm verpflichtet die Unternehmen nicht dazu, nur ISO-14001-zertifizierte Lieferanten zu nehmen. „Wir erwarten von einem Modulhersteller, dass er alle Produktionsschritte darlegt und wir erwarten, von unseren Modulherstellern, dass er bei seinen Siliziumlieferanten abfragt, ob er diese Norm erfüllt“, erläutert die Umwelttechnikerin.
Yingli, Suntech und Trina liegen im Mittelfeld
Insgesamt sind die chinesischen Hersteller zwar weniger transparent, aber dafür besser als ihr Ruf. Dass die Unternehmen aus dem Reich der Mitte weniger mitteilsam sind, liegt unter anderem auch an der fernöstlichen Mentalität und heißt nicht zwangsläufig, dass sie nichts für den Umweltschutz tun. „Entgegen anders lautender Vorurteile haben die drei überprüften chinesischen Hersteller – Yinglee Green, Suntech und Trina – ISO 14001. Allerdings werden die Zielen und der Umgang mit den Lieferanten nicht kommuniziert, so dass das Niveau der Managementsysteme nicht eingeschätzt werden kann“, heißt es in der Studie. Unter den chinesischen Herstellern glänzt Yingli, das sich insgesamt in der Bewertung im Mittelfeld bewegt. Zwar finden sich auf der Webseite von Yingli kaum Daten und Fakten zu Umweltaspekten. Das gleiche gelte auch für den englischsprachigen Jahresbericht. Dafür sei aber der chinesischsprachige Jahresbericht ausführlicher und belege, dass Yingli im Umwelt- und Arbeitsschutz besser aufgestellt sei, als aus den anderen Quellen hervorgehe.
Die nachhaltigsten Solarwerte
Besonders gut schnitten FirstSolar und SolarWorld ab. Alle Standorte von FirstSolar seien nach ISO 14001 zertifiziert. Zum Teil gebe es auch Arbeitsschutzzertifikate nach OHSAS 18001. „Die Transparenz und Kooperation ist vorbildlich. Bezüglich des Recyclings ist First Solar im Bereich der Dünnschichttechnologie das einzige Unternehmen, das eine Recyclinganlage betreibt“, heißt es in der Studie. Bei dem Verfahren, das First Solar beim Recycling von Dünnschichtmodulen anwendet, können 90 Prozent des Glases und 95 Prozent der Halbleiter wiedergewonnen werden. First Solar betreibt in Frankfurt an der Oder die einzige Recyclinganlage für CdTe Dünnschichtmodule in Deutschland.
SolarWorld setze mit seinem Nachhaltigkeitsbericht einen neuen Standard innerhalb der Photovoltaik-Branche. Von allen untersuchten Unternehmen veröffentliche SolarWorld als einziges in seinem Jahresbericht Daten und Fakten zum Umwelt- und zum Arbeitsschutz. Im Bereich der kristallinen Zelltechnologie habe SolarWorld einen Wettbewerbsvorteil, da ein Tochterunternehmen als einziges das entsprechende Recycling-Know-How habe. Das ist die Recyclinganlage für Module auf Siliziumbasis der Deutschen Solar AG.
Schlechte Noten für Sunpower
SunPower konnte wie oben schon erwähnt nicht glänzen. Das amerikanische Unternehmen bleibe bisher den Nachweis seiner Zertifizierung schuldig. Von allen untersuchten Unternehmen erhalte SunPower mit Blick auf die Transparenz, Berichterstattung und Kooperation die schlechteste Bewertung.
Murphy&Spitz Umweltfonds Welt
Der M&S Umweltfonds Welt verfolgt weiterhin überwiegend eine ruhige, werterhaltende Anlagepolitik. Die Entwicklung im Monat Januar war negativ und wurde mit –4,27 Prozent abgeschlossen. Die sehr gut ins Jahr gestarteten chinesischen und US-Solarwerte wurden „vorsorglich im Vorfeld der deutschen Verhandlungen zur Senkung der Einspeisevergütung für Solarstrom aufgelöst“, wie das Unternehmen mitteilt. Dadurch habe man die Verluste im Rahmen halten können. „Wir gehen mittelfristig von einer Erholung der Aktienmärkte bei gleichzeitiger Volatilität aus. Die Investitionsquote stieg bis Mitte Januar auf 99,5 Prozent und sank bis zum Ende des Monates auf 76,99 Prozent. Die noch verbleibenden Mittel wurden in Liquidität gehalten“, teilte Murphy&Spitz mit. Der immense Einfluss auf alle weltweiten Solarproduzenten basiere darauf, dass der deutsche Markt nach Einschätzung von Murphy&Spitz Research 2009 einen Weltmarktanteil von 60 Prozent hatte.
Murphy&Spitz Umweltfonds Deutschland
Der M&S Umweltfonds Deutschland investiert in nachhaltige Wachstumsunternehmen in Deutschland. Ziel ist es, einen ökologischen Mehrwert für die Umwelt, Gesellschaft und die Menschen zu erzielen. „Im Januar stellten wir eine hohe Volatilität der Märke und des MSUF Deutschlands fest. Hatte der MSUF Deutschland bis Mitte Januar die Aktienquote auf über 95 Prozent erhöht, so wurde die Quote bis Ende des Monats auf 78,11 Prozent gesenkt - der Rest der Mittel wurde in Liquidität gehalten“, teilt die Gesellschaft mit. Auch hier bei diesem Fonds hatte sich Murphy& Spitz vorsorglich von einigen Solarwerten getrennt. Murphy&Spitz führte Ende Januar die Beteiligungsgesellschaft M&S Green Capital AG an die Börse und beteiligte sich im Rahmen eines Pipeinvestments an ihr. Die Entwicklung im Januar war negativ und liegt bei -5,78 Prozent.
http://www.boerse-go.de/nachricht/Wie-umweltfreundlich-ist-d…
... ein Beispiel für Umweltbewustsein ist das Patent für der Deutschen Cell. Dabei kommt man für die Textur von mc Solarzellen ohne Anteile der gefährlichen Flußsäure aus und verwendet alternativ einfach zu verarbeitende Phosphorsäure. Die ist sehr einfach und preiswert zu entsorgen, bildet keine giftigen Gase und kann später zu Dünger verarbeitet werden.
Das Patent dazu ...
http://www.patent-de.com/pdf/DE102007054484B3.pdf
In einem Granulierturm will der SolarWorld- Konzern in Freiberg ab August Silizium veredeln. Für den in fünf Monaten errichteten 25 Meter hohen Bau wurde am Dienstag Richtfest gefeiert. «Mit dieser von unseren Ingenieuren entwickelten neuen Technologie schaffen wir eine wichtige Verbindung zwischen unseren Wertschöpfungsstufen Solarsilizium und Solarwafer»
Eine Verbindung zwischen Solarsilizium und (RGS) Solarwafern ...
Für die "kontinuierliche" Siliziumzufuhr braucht RGS genau wie SR bei Evergreen und EDF bei Schott sehr feines Si Granulat (Korngröße 3-5 mm) und nicht die sonst üblichen mehrere Zentimeter großen Silizium Granulatkörner aus den Siemens Reaktoren. Das zur Volumenreduzierung grob gepresste JSSI Siliziumpulver scheint dazu nicht geeignet zu sein und stellte möglicherweise auch ein Problem bei den bekannten RGS Waferdefekten dar, wo sich in den Clustern immer Sauerstoff und Kohlenstoffansammlungen fanden. Für diese These spricht ein Entgasungsprozeß vor dem eigentlichem Pressvorgang vom Si Pulver, den man im Patent zur Verdichtungsanlage der Sunicom nachlesen kann. Zusätzlich wird jetzt auch eine Gasspülung direkt vor der RGS Maschine eingesetzt. Waferdefekte oder unreines Silizium behindern die Ladungsträger in der Solarzelle und reduzieren somit den Wirkungsgrad der Zellen.
Alles spricht für RGS in der neuen Fabrik in Freiberg, denn für die bisherige Waferfertigung braucht man keinen Granulierturm! Ich erinnere mich noch gut an Lieferprobleme vor Jahren von Evergreen Solar bei diesem speziellem Si Granulat, das nicht jeder Hersteller liefern kann.
+++++
Als besonders vorteilhaft ist vorgesehen, die gesamte Vorrichtung in einem gasdicht geschlossenen Reaktions-Raum anzuordnen. Um Oberflächenreaktionen des Siliziumpulvers mit Sauerstoff zu vermeiden, ist eine in den Figuren nicht dargestellte Inertgas-Einrichtung zum Ersetzen des im Reaktions-Raum enthaltenen Sauerstoffs durch ein Schutz- oder Inertgas, vor- zugsweise Stickstoff oder Argon, vorgesehen ist. Die Verdichtung des Pulvers kann somit in einer sauerstoff-freien Atmosphäre vollzogen werden.
Vorzugsweise wird die Zufuhr-Einrichtung 1 mittels der ersten Entgasungs-Einrichtung 13 und die Verdichtungs-Einrichtung 2 mittels der zweiten Entgasungs-Einrichtung 65 während des Befüllvorgangs der Form- Kammer 25 zumindest teilweise vom Gas evakuiert, um das Pulver schon vor dem Verdichten in der Form-Kammer 25 weitgehend gasfrei bereitzustellen und dadurch die Porenbildung im Formung zu minimieren. Ein weiterer Vorteil des Befüllens unter reduziertem Druck besteht in der dadurch erreichten Vorverdichtung des Pulvers, wodurch wiederum eine höhere Enddichte der Formlinge erzielt wird.
Auszug Patent SUNICOM zur Si Verdichtung ...
http://www.wipo.int/pctdb/en/wo.jsp?WO=2009053084&IA=EP20080…
+++++
Die ersten Partikel sollten des Weiteren eine Korngröße zwischen 0,3 mm bis 5 mm, vorzugsweise im Bereich zwischen 0,5 mm und 3,0 mm aufweisen. Um den Einfluss von Ecken und Kanten im Rohrsystem zu minimieren, sollte das Längen- und Breitenverhältnis des Granulates < 3 betragen. Unabhängig hiervon wird die Fließfähigkeit mit der Zunahme des Anteils an den zweiten, also sphärischen Partikeln erhöht.
Ursächlich für die Verringerung der Förderrate bei einem Längen-Breitenverhältnis > 3 für die ersten Feststoffpartikel dürfte sein, dass in diesem Falle Granulatkörner verhaken können und somit das Rohr bzw. Rohrsystern, durch das die Partikel gefördert werden, verstopfen kann. Werden jedoch entsprechende längliche Körper mit einem Längen-Breitenverhältnis < 3 mit kleinerem fließfähigen Material, also den zweiten eine sphärische Geometrie aufweisenden Partikeln gleichmäßig vermischt, so verbessert sich die Förderrate, da in diesem Fall die ersten Feststoffpartikel quasi von den zweiten Feststoffpartikeln umgeben und mittels dieser gefördert werden.
Auszug Patent Schott Solar 10/2009 zu Si Granulat ...
http://www.freepatentsonline.com/EP1726034.html
Das Schott Patent bietet noch eine interessante Möglichkeit ...
Somit eröffnet sich z. B. die Möglichkeit, zerkleinertes Material von kostengünstigen Siliciumpartikeln wie Kristal Bruchstücken, rezyklierten gebrochenen Wafern, gebrochenen fehlerhaften Kristallen oder Sägeabschnitten, um nur einige Beispiele zu nennen, zu verwenden, die geschmolzen werden.
... ob man die Lizenz gekauft hat? Schott Solar hat EDF eingestellt.
Eine Verbindung zwischen Solarsilizium und (RGS) Solarwafern ...
Für die "kontinuierliche" Siliziumzufuhr braucht RGS genau wie SR bei Evergreen und EDF bei Schott sehr feines Si Granulat (Korngröße 3-5 mm) und nicht die sonst üblichen mehrere Zentimeter großen Silizium Granulatkörner aus den Siemens Reaktoren. Das zur Volumenreduzierung grob gepresste JSSI Siliziumpulver scheint dazu nicht geeignet zu sein und stellte möglicherweise auch ein Problem bei den bekannten RGS Waferdefekten dar, wo sich in den Clustern immer Sauerstoff und Kohlenstoffansammlungen fanden. Für diese These spricht ein Entgasungsprozeß vor dem eigentlichem Pressvorgang vom Si Pulver, den man im Patent zur Verdichtungsanlage der Sunicom nachlesen kann. Zusätzlich wird jetzt auch eine Gasspülung direkt vor der RGS Maschine eingesetzt. Waferdefekte oder unreines Silizium behindern die Ladungsträger in der Solarzelle und reduzieren somit den Wirkungsgrad der Zellen.
Alles spricht für RGS in der neuen Fabrik in Freiberg, denn für die bisherige Waferfertigung braucht man keinen Granulierturm! Ich erinnere mich noch gut an Lieferprobleme vor Jahren von Evergreen Solar bei diesem speziellem Si Granulat, das nicht jeder Hersteller liefern kann.
+++++
Als besonders vorteilhaft ist vorgesehen, die gesamte Vorrichtung in einem gasdicht geschlossenen Reaktions-Raum anzuordnen. Um Oberflächenreaktionen des Siliziumpulvers mit Sauerstoff zu vermeiden, ist eine in den Figuren nicht dargestellte Inertgas-Einrichtung zum Ersetzen des im Reaktions-Raum enthaltenen Sauerstoffs durch ein Schutz- oder Inertgas, vor- zugsweise Stickstoff oder Argon, vorgesehen ist. Die Verdichtung des Pulvers kann somit in einer sauerstoff-freien Atmosphäre vollzogen werden.
Vorzugsweise wird die Zufuhr-Einrichtung 1 mittels der ersten Entgasungs-Einrichtung 13 und die Verdichtungs-Einrichtung 2 mittels der zweiten Entgasungs-Einrichtung 65 während des Befüllvorgangs der Form- Kammer 25 zumindest teilweise vom Gas evakuiert, um das Pulver schon vor dem Verdichten in der Form-Kammer 25 weitgehend gasfrei bereitzustellen und dadurch die Porenbildung im Formung zu minimieren. Ein weiterer Vorteil des Befüllens unter reduziertem Druck besteht in der dadurch erreichten Vorverdichtung des Pulvers, wodurch wiederum eine höhere Enddichte der Formlinge erzielt wird.
Auszug Patent SUNICOM zur Si Verdichtung ...
http://www.wipo.int/pctdb/en/wo.jsp?WO=2009053084&IA=EP20080…
+++++
Die ersten Partikel sollten des Weiteren eine Korngröße zwischen 0,3 mm bis 5 mm, vorzugsweise im Bereich zwischen 0,5 mm und 3,0 mm aufweisen. Um den Einfluss von Ecken und Kanten im Rohrsystem zu minimieren, sollte das Längen- und Breitenverhältnis des Granulates < 3 betragen. Unabhängig hiervon wird die Fließfähigkeit mit der Zunahme des Anteils an den zweiten, also sphärischen Partikeln erhöht.
Ursächlich für die Verringerung der Förderrate bei einem Längen-Breitenverhältnis > 3 für die ersten Feststoffpartikel dürfte sein, dass in diesem Falle Granulatkörner verhaken können und somit das Rohr bzw. Rohrsystern, durch das die Partikel gefördert werden, verstopfen kann. Werden jedoch entsprechende längliche Körper mit einem Längen-Breitenverhältnis < 3 mit kleinerem fließfähigen Material, also den zweiten eine sphärische Geometrie aufweisenden Partikeln gleichmäßig vermischt, so verbessert sich die Förderrate, da in diesem Fall die ersten Feststoffpartikel quasi von den zweiten Feststoffpartikeln umgeben und mittels dieser gefördert werden.
Auszug Patent Schott Solar 10/2009 zu Si Granulat ...
http://www.freepatentsonline.com/EP1726034.html
Das Schott Patent bietet noch eine interessante Möglichkeit ...
Somit eröffnet sich z. B. die Möglichkeit, zerkleinertes Material von kostengünstigen Siliciumpartikeln wie Kristal Bruchstücken, rezyklierten gebrochenen Wafern, gebrochenen fehlerhaften Kristallen oder Sägeabschnitten, um nur einige Beispiele zu nennen, zu verwenden, die geschmolzen werden.
... ob man die Lizenz gekauft hat? Schott Solar hat EDF eingestellt.
Antwort auf Beitrag Nr.: 39.064.365 von lieberlong am 04.03.10 22:28:23Eröffnung Waferfabrik - Bis jetzt hab ich "nur" das hier seit September 09 ...
Ich hab heute Frau Romes von der IR in Bonn angerufen. Nach ihrer Aussage ist die geplante Eröffnung der neuen Waferfabrik keine öffentliche Veranstaltung und daher können auch Aktionäre nicht teilnehmen. Darauf hab ich nach einem Termin für eine Besichtigung der neuen Fabrik nach der Eröffnung gefragt, wenn die neue Produktion läuft. Sie will nachfragen und mir Bescheid geben.
P.S.: Der neue Granulierturm geht erst im Sommer in Betrieb. Vorher wird sich auch beim Thema RGS nichts tun. Im Moment wird möglicherweise die letzte Testphase laufen, wie die Niederländer schreiben.
Ich hab heute Frau Romes von der IR in Bonn angerufen. Nach ihrer Aussage ist die geplante Eröffnung der neuen Waferfabrik keine öffentliche Veranstaltung und daher können auch Aktionäre nicht teilnehmen. Darauf hab ich nach einem Termin für eine Besichtigung der neuen Fabrik nach der Eröffnung gefragt, wenn die neue Produktion läuft. Sie will nachfragen und mir Bescheid geben.
P.S.: Der neue Granulierturm geht erst im Sommer in Betrieb. Vorher wird sich auch beim Thema RGS nichts tun. Im Moment wird möglicherweise die letzte Testphase laufen, wie die Niederländer schreiben.
hier wie ich finde eine interessante Info vom Waferhersteller Renesola:
We worked through the remainder of our high-cost raw materials and expect first quarter 2010 polysilicon cost to be below US$60 per kilogram. We also reduced our average wafer processing cost significantly to approximately US$0.34 per watt. Das bedeutet, dass die Waferprod.kosten incl. Silizium in Q1/2010 bei 0,70 USD/Wp liegen (6g/Wp-Verbrauch).
Evergreen produziert in den USA String-Ribbon Wafer zu 0,69 USD/Wp bei 3,9 Gramm pro Watt....
Bei Solarworld hat mittlere Si Kosten von ca. 60-70 USD/kg und Evergreen um 90 USD, wenn ich mich noch richtig erinnere. Bei 3,9 g/Wp fallen also Kosten von 0,35 USD für das Si an und Prozeßkosten von 0,34 USD/Wp.
Der RGS Waferprozeß ist nicht wie SR von der Kristallisierung der Wafer abhängig und bei einer mittleren Geschwindigkeit um den Faktor 75 schneller als SR. Die Geschwindugkeit müßte sich deutlich in den Prozeßkosten bemerkbar machen. SR kommt auf 0,34 USD/Wp und bei RGS würde ich mind. 40% weniger rechnen, also 0,20 USD/Wp.
Dabei können Wafer von 100-300 µm verarbeitet werden. Bei 120 µm bedeutet das 2,1 g/Wp, obwohl ich am Anfang eher mit 180 µm und 3,15 g/Wp rechnen würde. Bei 65 USD/kg im Mittel = 0,20 USD/Wp
RGS Wafer / Solarworld
0,20 USD Prozeßkosten
0,20 USD Silizium
-------------------
0,40 USD/Wp
P.S.: Übrigens ist der mc RGS Wafer neben MWT auch für andere Zellarten geeignet. Solarworld will nach Holger Neuhaus die "mittlere" Leistung der poly Zellen auf 18% steigern und bei mono auf 20%.
We worked through the remainder of our high-cost raw materials and expect first quarter 2010 polysilicon cost to be below US$60 per kilogram. We also reduced our average wafer processing cost significantly to approximately US$0.34 per watt. Das bedeutet, dass die Waferprod.kosten incl. Silizium in Q1/2010 bei 0,70 USD/Wp liegen (6g/Wp-Verbrauch).
Evergreen produziert in den USA String-Ribbon Wafer zu 0,69 USD/Wp bei 3,9 Gramm pro Watt....
Bei Solarworld hat mittlere Si Kosten von ca. 60-70 USD/kg und Evergreen um 90 USD, wenn ich mich noch richtig erinnere. Bei 3,9 g/Wp fallen also Kosten von 0,35 USD für das Si an und Prozeßkosten von 0,34 USD/Wp.
Der RGS Waferprozeß ist nicht wie SR von der Kristallisierung der Wafer abhängig und bei einer mittleren Geschwindigkeit um den Faktor 75 schneller als SR. Die Geschwindugkeit müßte sich deutlich in den Prozeßkosten bemerkbar machen. SR kommt auf 0,34 USD/Wp und bei RGS würde ich mind. 40% weniger rechnen, also 0,20 USD/Wp.
Dabei können Wafer von 100-300 µm verarbeitet werden. Bei 120 µm bedeutet das 2,1 g/Wp, obwohl ich am Anfang eher mit 180 µm und 3,15 g/Wp rechnen würde. Bei 65 USD/kg im Mittel = 0,20 USD/Wp
RGS Wafer / Solarworld
0,20 USD Prozeßkosten
0,20 USD Silizium
-------------------
0,40 USD/Wp
P.S.: Übrigens ist der mc RGS Wafer neben MWT auch für andere Zellarten geeignet. Solarworld will nach Holger Neuhaus die "mittlere" Leistung der poly Zellen auf 18% steigern und bei mono auf 20%.
So sah man 5/2009 die Kostenziele ...
How to Achieve PV System Price < 3 €/Wp?
Estimate of maximum module manufacturing cost to achieve PV system price of < 3 €/Wp

Installation profit 0,27 €/Wp
Labour cost 0,10 €/Wp
Inverter 0,25 €/Wp
Supporting s tructure, cables 0,20 €/Wp
Module trading 0,10 €/Wp
Margin 25%, 0,51 €/Wp
Overhead 10%, 0,14 €/Wp
Manufacturing cost 1,40 €/Wp
How to Achieve PV System Price < 3 €/Wp?
Estimate of maximum module manufacturing cost to achieve PV system price of < 3 €/Wp
Installation profit 0,27 €/Wp
Labour cost 0,10 €/Wp
Inverter 0,25 €/Wp
Supporting s tructure, cables 0,20 €/Wp
Module trading 0,10 €/Wp
Margin 25%, 0,51 €/Wp
Overhead 10%, 0,14 €/Wp
Manufacturing cost 1,40 €/Wp
Sunways AG / Monokristalline Siliziumsolarzellen mit Siebdruckmetallisierung erreichen einen Wirkungsgrad größer 19 Prozent
Utl.: - Zusammenarbeit der Sunways AG mit dem Institut für Solarenergieforschung Hameln (ISFH)
- Steigerung des Wirkungsgrads durch verbesserte Rückseite
Konstanz (euro adhoc) - Konstanz, 11. März 2010 - Die Sunways AG (FWB: SWW; ISIN DE0007332207) und das Institut für Solarenergieforschung Hameln (ISFH) haben im Rahmen eines gemeinsamen Entwicklungsprojektes mit dem Ziel, die Effizienz von Siliziumsolarzellen weiter zu steigern, einen wichtigen Meilenstein erreicht. Unter Einsatz der etablierten Siebdrucktechnologie zur Metallisierung von Siliziumsolarzellen ist es gelungen, monokristalline Zellen mit einem Wirkungsgrad von 19,1 Prozent herzustellen. Der Schwerpunkt der Arbeiten lag auf der Entwicklung einer hocheffizienten Rückseite für Siliziumsolarzellen. Dadurch wurde besonders die Ausbeute im langwelligen Bereich des Sonnenspektrums verbessert. Damit vereint dieses Konzept das hohe Wirkungsgradpotenzial der neuen Rückseite mit der bewährten guten Verarbeitbarkeit siebdruckmetallisierter Solarzellen. Die einzelnen Prozessschritte in der Herstellung der Prototypen mit einer Fläche von 155 Quadratzentimetern (5 Zoll-Zellen) wurden am ISFH sowie unter produktionsähnlichen Bedingungen durch Sunways ausgeführt. Roland Burkhardt, Technologievorstand der Sunways AG, kommentierte die Ergebnisse: "Ich freue mich sehr über diesen Erfolg unserer Entwicklungsarbeit. Ein Wirkungsgrad von mehr als 19 Prozent bei Siliziumsolarzellen mit Siebdruckkontakten ist international führend. Dieser beeindruckende Fortschritt ist das Ergebnis unserer langjährigen erfolgreichen Kooperation mit dem Institut für Solarenergieforschung Hameln (ISFH)." Er fügte hinzu: "Sunways hat das Ziel, die technischen Möglichkeiten und Voraussetzungen zur Gewinnung von Strom aus der Sonne ständig zu verbessern. Damit steigern wir kontinuierlich die Stromausbeute und den Nutzen einer Photovoltaikanlage."
Über Sunways Die Sunways AG, Konstanz, steht für die konsequente Nutzung der Sonnenenergie, um die Energieversorgung der Menschheit wirtschaftlich, langfristig und nachhaltig zu sichern. Sunways bietet technologische Kompetenz, Leistung und höchste Qualität - vom Einzelprodukt bis zum vollständigen Solarsystem. Seit der Gründung 1993 hat sich die Sunways AG zu einem international tätigen Technologieführer in der Photovoltaik-Industrie entwickelt. Mit Solarzellen auf Siliziumbasis, Wechselrichtern, Solarmodulen und Solarsystemen bietet das Unternehmen die für Betrieb und Ertrag einer Photovoltaik-Anlage entscheidenden Komponenten an. Mit kundenorientierten Lösungen (transparente und farbige Solarzellen, gebäudeintegrierte Photovoltaik) verwirklicht Sunways einzigartige Ideen. Zur Sunways AG gehören die Sunways Production GmbH in Arnstadt sowie eigene Vertriebsniederlassungen in Barcelona/Spanien und Bologna/Italien. Im Jahr 2008 erzielte die Gruppe mit rund 370 Mitarbeitern einen Umsatz von rund 260 Mio. EUR. Die Aktien der Sunways AG werden an der Frankfurter Wertpapierbörse gehandelt (SWW, ISIN DE0007332207). Weitere Informationen unter www.sunways.de.
Rückfragehinweis: Dr. Harald F. Schäfer
Leiter Unternehmenskommunikation&Investor Relations
Tel.: +49 (0)7531 996 77-415
E-Mail: communications@sunways.de
Emittent: Sunways AG Macairestr. 3 - 5 D-78467 Konstanz Telefon: +49 (0)7531 99677 0 FAX: +49 (0)7531 99677 10 Email: info@sunways.de WWW: http://www.sunways.de Branche: Alternativ-Energien ISIN: DE0007332207 Indizes: CDAX, Prime All Share, Technology All Share Börsen: Regulierter Markt/Prime Standard: Frankfurt, Freiverkehr: Berlin, Hamburg, Stuttgart, Düsseldorf, München Sprache: Deutsch
ISIN DE0007332207
AXC0143 2010-03-11/14:30
© 2010 dpa-AFX
P.S.: Solarworld bezieht ja auch Zellen von Sunways, allerdings wohl Polys.
Utl.: - Zusammenarbeit der Sunways AG mit dem Institut für Solarenergieforschung Hameln (ISFH)
- Steigerung des Wirkungsgrads durch verbesserte Rückseite
Konstanz (euro adhoc) - Konstanz, 11. März 2010 - Die Sunways AG (FWB: SWW; ISIN DE0007332207) und das Institut für Solarenergieforschung Hameln (ISFH) haben im Rahmen eines gemeinsamen Entwicklungsprojektes mit dem Ziel, die Effizienz von Siliziumsolarzellen weiter zu steigern, einen wichtigen Meilenstein erreicht. Unter Einsatz der etablierten Siebdrucktechnologie zur Metallisierung von Siliziumsolarzellen ist es gelungen, monokristalline Zellen mit einem Wirkungsgrad von 19,1 Prozent herzustellen. Der Schwerpunkt der Arbeiten lag auf der Entwicklung einer hocheffizienten Rückseite für Siliziumsolarzellen. Dadurch wurde besonders die Ausbeute im langwelligen Bereich des Sonnenspektrums verbessert. Damit vereint dieses Konzept das hohe Wirkungsgradpotenzial der neuen Rückseite mit der bewährten guten Verarbeitbarkeit siebdruckmetallisierter Solarzellen. Die einzelnen Prozessschritte in der Herstellung der Prototypen mit einer Fläche von 155 Quadratzentimetern (5 Zoll-Zellen) wurden am ISFH sowie unter produktionsähnlichen Bedingungen durch Sunways ausgeführt. Roland Burkhardt, Technologievorstand der Sunways AG, kommentierte die Ergebnisse: "Ich freue mich sehr über diesen Erfolg unserer Entwicklungsarbeit. Ein Wirkungsgrad von mehr als 19 Prozent bei Siliziumsolarzellen mit Siebdruckkontakten ist international führend. Dieser beeindruckende Fortschritt ist das Ergebnis unserer langjährigen erfolgreichen Kooperation mit dem Institut für Solarenergieforschung Hameln (ISFH)." Er fügte hinzu: "Sunways hat das Ziel, die technischen Möglichkeiten und Voraussetzungen zur Gewinnung von Strom aus der Sonne ständig zu verbessern. Damit steigern wir kontinuierlich die Stromausbeute und den Nutzen einer Photovoltaikanlage."
Über Sunways Die Sunways AG, Konstanz, steht für die konsequente Nutzung der Sonnenenergie, um die Energieversorgung der Menschheit wirtschaftlich, langfristig und nachhaltig zu sichern. Sunways bietet technologische Kompetenz, Leistung und höchste Qualität - vom Einzelprodukt bis zum vollständigen Solarsystem. Seit der Gründung 1993 hat sich die Sunways AG zu einem international tätigen Technologieführer in der Photovoltaik-Industrie entwickelt. Mit Solarzellen auf Siliziumbasis, Wechselrichtern, Solarmodulen und Solarsystemen bietet das Unternehmen die für Betrieb und Ertrag einer Photovoltaik-Anlage entscheidenden Komponenten an. Mit kundenorientierten Lösungen (transparente und farbige Solarzellen, gebäudeintegrierte Photovoltaik) verwirklicht Sunways einzigartige Ideen. Zur Sunways AG gehören die Sunways Production GmbH in Arnstadt sowie eigene Vertriebsniederlassungen in Barcelona/Spanien und Bologna/Italien. Im Jahr 2008 erzielte die Gruppe mit rund 370 Mitarbeitern einen Umsatz von rund 260 Mio. EUR. Die Aktien der Sunways AG werden an der Frankfurter Wertpapierbörse gehandelt (SWW, ISIN DE0007332207). Weitere Informationen unter www.sunways.de.
Rückfragehinweis: Dr. Harald F. Schäfer
Leiter Unternehmenskommunikation&Investor Relations
Tel.: +49 (0)7531 996 77-415
E-Mail: communications@sunways.de
Emittent: Sunways AG Macairestr. 3 - 5 D-78467 Konstanz Telefon: +49 (0)7531 99677 0 FAX: +49 (0)7531 99677 10 Email: info@sunways.de WWW: http://www.sunways.de Branche: Alternativ-Energien ISIN: DE0007332207 Indizes: CDAX, Prime All Share, Technology All Share Börsen: Regulierter Markt/Prime Standard: Frankfurt, Freiverkehr: Berlin, Hamburg, Stuttgart, Düsseldorf, München Sprache: Deutsch
ISIN DE0007332207
AXC0143 2010-03-11/14:30
© 2010 dpa-AFX
P.S.: Solarworld bezieht ja auch Zellen von Sunways, allerdings wohl Polys.
Bei JSSI läuft noch ein F&E Projekt. Das JSSI Siliziumpulver hat im Vergleich zum kompaktem Silizium eine große Oberfläche. Das macht das Handling mit dem Si schwieriger. Es besteht die Gefahr von Verunreinigungen bei der Verarbeitung, wozu auch Sauerstoff (Oxid) zählt. Deswegen möglicherweise auch der neue Granulierturm ...
+++++
Verbundprojekt: Grundlegende produktionsnahe Untersuchungen zur Herstellung
und dem Einsatz von kosteneffektivem und qualitätsgerechtem Solarsilicium nach
dem JSSi-Verfahren (SUNSIL 2010)
Förderkennzeichen: 0325006A; 0325006B
Laufzeit: 01.10.2007 – 30.09.2010
Zuwendungssumme: 1.691.255 €
Projektpartner: Joint Solar Silicon GmbH & Co. KG (Koordinator);
Deutsche Solar Aktiengesellschaft
Kurzfassung: Im Jahr 2003 haben die Degussa AG (heute Evonik) und die SolarWorld AG
zusammen die Joint Solar Silicon GmbH & Co. KG (JSSi) gegründet, um ein Verfahren für die
kosteneffektive und energieeffiziente Herstellung von Solarsilicium zu entwickeln. Eine erste
Pilotanlage mit einer Kapazität von 850 t wird im Jahr 2008 in Betrieb genommen.
Im Verbundprojekt SUNSIL 2010 zwischen JSSi und Deutsche Solar AG werden grundlegende
Untersuchungen zum JSSi-Verfahren realisiert.
Alle Verfahrensabschnitte wie die Pyrolyse des Silans, das Abscheiden des Siliciumpulvers,
die mechanische oder thermische Nachbehandlung des Produktes sowie dessen universelle
Einsetzbarkeit in den folgenden Verarbeitungsschritten der Photovoltaik werden systematisch
erforscht und entwickelt.
Verbundprojekt: Steigerung der Ressourcennutzung bei der Fertigung
von Solarsiliziumwafern durch Reduzierung des Sägeverlustes (Kerf loss)
Förderkennzeichen: 0327601A; 0327601B; 0327601C; 0327601D; 0327601E
Laufzeit: 01.08.2006 – 31.07.2009
Zuwendungssumme: 1.731.137 €
Projektpartner: Deutsche Solar Aktiengesellschaft (Koordinator);
PV Silicon Forschungs und Produktions GmbH;
ASi Industries GmbH; VDEh-Betriebsforschungsinstitut GmbH;
Fraunhofer-Institut für Werkstoffmechanik (IWM)
Verbundprojekt ÖkoProfit – Steigerung der Öko-Effizienz und der
Produktqualität in der Herstellung von kristallinen Siliziumsolarzellen durch
Erforschung industriell-technologischer Wirkungszusammenhänge
Förderkennzeichen: 0329918A; 0329918B
Laufzeit: 01.11.2002 – 30.04.2007
Zuwendungssumme: 1.715.475 €
Projektpartner: M+W Zander Facility Engineering GmbH – Abt. TGS
(Projektentwicklung – Neue Technologien) (Koordinator);
Deutsche Cell GmbH
Kurzfassung: Im Rahmen des vorliegenden Projektes sollte der Aufbau einer "state-of-the-art"
Fertigung in Freiberg durch die Fa. Deutsche Cell GmbH im Sinne der zitierten kontinuierlichen
Verbesserung zusammen mit dem Planer der Anlagen, der M+W Zander Facility Engineering
GmbH mit wissenschaftlichen und technischen Untersuchungen begleitet werden, die nicht einer
einfachen Rationalisierung und damit Profitabilitätssteigerung, sondern dem ganzheitlichen
Aspekt der ökologischen Verbesserung des Gesamtprozesses verpflichtet waren.
Das Projekt hat den beteiligten Partnern wesentliche Impulse zur Weiterentwicklung und
Optimierung der Herstellvorgänge von Solarzellen in einem dynamischen Umfeld gegeben
Entwicklung fertigungsrelevanter Technologien für hocheffiziente
und kostengünstige kristalline Silizium-Solarzellen ... eine BSF Rückkontaktzelle !!
Förderkennzeichen: 0327535
Laufzeit: 01.08.2005 – 31.07.2008
Zuwendungssumme: 1.490.279 €
Projektpartner: SolarWorld Industries Deutschland GmbH – RS/T-CSI
Kurzfassung: Das im Labormaßstab aufgezeigte Wirkungsgradpotential monokristalliner
Solarzellen von über 18 % wurde weiter ausgebaut und in fertigungsreife Technologien und
Produkte umgesetzt. Durch Weiterentwicklung selektiver Emitterstrukturen, der BSF- Herstellung,
der Passivierung und der Metallisierung konnten beste Solarzellen mit einem Wirkungsgrad
(WG) von 18.8 % erreicht werden. Dasselbe Zellenkonzept konnte ebenfalls erfolgreich auf
n- typ- Silizium angewendet und stabile hohe WG über 18 % mit Bestwerten von 18.3 % erreicht
werden. Mit dem Ziel dünner Rückseitenkontaktsolarzellen wurde ein Herstellungsprozess in
kostengünstiger Siebdrucktechnologie entwickelt und erste 125 mm x 125 mm- Rückseitenkontakt-
Solarzellen mit bis zu ca. 12 % WG mit reiner Siebdruckmetallisierung hergestellt.
Verbundprojekt NEON: New Generation – Untersuchungen zur
Herstellung großer und dünner Solarsiliciumwafer und Solarzellen
Förderkennzeichen: 0329929A; 0329929B; 0329929C; 0329929D
Laufzeit: 01.10.2003 – 31.03.2007
Zuwendungssumme: 3.477.079 €
Projektpartner: Deutsche Solar Aktiengesellschaft (Koordinator); TU Bergakademie
Freiberg – Fak. für Maschinenbau, Verfahrens- und Energietechnik –
Inst. für Mechanik und Fluiddynamik; Technische Universität Dresden –
Fakultät Maschinenwesen – Institut für Werkstoffwissenschaft;
Technische Universität Dresden – Fakultät Maschinenwesen –
Institut für Produktionstechnik (IPT)
Kurzfassung: Die Vorhabensbeschreibung lag bei Redaktionsschluss nicht vor.
Verbundprojekt SPEED – Grundlagenuntersuchungen und
Prozessentwicklung zur Kristallisation von multikristallinem Silizium
Förderkennzeichen: 0329979A; 0329979B; 0329979C; 0329979D; 0329979E
Laufzeit: 01.09.2005 – 31.08.2008
Zuwendungssumme: 2.789.864 €
Projektpartner: Deutsche Solar Aktiengesellschaft (Koordinator); ACCESS e.V.;
Fraunhofer-Institut für Solare Energiesysteme (ISE);
Technische Universität Bergakademie Freiberg – Fakultät für Chemie
und Physik – Institut für Experimentelle Physik;
FCT Systeme GmbH
Kurzfassung: Die Erhöhung des Anteils regenerativer Energien am Gesamtbedarf ist ein Ziel
der weltweiten Politik. Um mit der Herstellung von Solarzellen aus in Blöcken kristallisiertem
Silizium wettbewerbsfähig zu bleiben und die staatliche Förderung für Solarstrom zu senken,
ist eine Optimierung des Herstellungsprozesses erforderlich.
Inhalt des Projektes „Speed“ ist daher die Entwicklung und der Bau einer Versuchskristallisationsanlage,
die die Herstellung von multikristallinen Silizium-Blöcken mit höheren Blockgewichten
in kürzeren Prozesszeiten bei hoher Qualität ermöglicht. Partner dieses Projekts sind die Deutsche
Solar AG, Access e.V., FCT Systeme GmbH (Fine Ceramics Technologies), Fraunhofer-ISE
(Institut für Solare Energiesysteme) und die Technische Universität Bergakademie Freiberg
http://www.fz-juelich.de/ptj/lw_resource/datapool/__pages/pd…
Die BSF Solarzelle ...
Bei RGS wurden BSF Rückseitenzellen schon von der Uni Konstanz erwähnt !!
+++++
Verbundprojekt: Grundlegende produktionsnahe Untersuchungen zur Herstellung
und dem Einsatz von kosteneffektivem und qualitätsgerechtem Solarsilicium nach
dem JSSi-Verfahren (SUNSIL 2010)
Förderkennzeichen: 0325006A; 0325006B
Laufzeit: 01.10.2007 – 30.09.2010
Zuwendungssumme: 1.691.255 €
Projektpartner: Joint Solar Silicon GmbH & Co. KG (Koordinator);
Deutsche Solar Aktiengesellschaft
Kurzfassung: Im Jahr 2003 haben die Degussa AG (heute Evonik) und die SolarWorld AG
zusammen die Joint Solar Silicon GmbH & Co. KG (JSSi) gegründet, um ein Verfahren für die
kosteneffektive und energieeffiziente Herstellung von Solarsilicium zu entwickeln. Eine erste
Pilotanlage mit einer Kapazität von 850 t wird im Jahr 2008 in Betrieb genommen.
Im Verbundprojekt SUNSIL 2010 zwischen JSSi und Deutsche Solar AG werden grundlegende
Untersuchungen zum JSSi-Verfahren realisiert.
Alle Verfahrensabschnitte wie die Pyrolyse des Silans, das Abscheiden des Siliciumpulvers,
die mechanische oder thermische Nachbehandlung des Produktes sowie dessen universelle
Einsetzbarkeit in den folgenden Verarbeitungsschritten der Photovoltaik werden systematisch
erforscht und entwickelt.
Verbundprojekt: Steigerung der Ressourcennutzung bei der Fertigung
von Solarsiliziumwafern durch Reduzierung des Sägeverlustes (Kerf loss)
Förderkennzeichen: 0327601A; 0327601B; 0327601C; 0327601D; 0327601E
Laufzeit: 01.08.2006 – 31.07.2009
Zuwendungssumme: 1.731.137 €
Projektpartner: Deutsche Solar Aktiengesellschaft (Koordinator);
PV Silicon Forschungs und Produktions GmbH;
ASi Industries GmbH; VDEh-Betriebsforschungsinstitut GmbH;
Fraunhofer-Institut für Werkstoffmechanik (IWM)
Verbundprojekt ÖkoProfit – Steigerung der Öko-Effizienz und der
Produktqualität in der Herstellung von kristallinen Siliziumsolarzellen durch
Erforschung industriell-technologischer Wirkungszusammenhänge
Förderkennzeichen: 0329918A; 0329918B
Laufzeit: 01.11.2002 – 30.04.2007
Zuwendungssumme: 1.715.475 €
Projektpartner: M+W Zander Facility Engineering GmbH – Abt. TGS
(Projektentwicklung – Neue Technologien) (Koordinator);
Deutsche Cell GmbH
Kurzfassung: Im Rahmen des vorliegenden Projektes sollte der Aufbau einer "state-of-the-art"
Fertigung in Freiberg durch die Fa. Deutsche Cell GmbH im Sinne der zitierten kontinuierlichen
Verbesserung zusammen mit dem Planer der Anlagen, der M+W Zander Facility Engineering
GmbH mit wissenschaftlichen und technischen Untersuchungen begleitet werden, die nicht einer
einfachen Rationalisierung und damit Profitabilitätssteigerung, sondern dem ganzheitlichen
Aspekt der ökologischen Verbesserung des Gesamtprozesses verpflichtet waren.
Das Projekt hat den beteiligten Partnern wesentliche Impulse zur Weiterentwicklung und
Optimierung der Herstellvorgänge von Solarzellen in einem dynamischen Umfeld gegeben
Entwicklung fertigungsrelevanter Technologien für hocheffiziente
und kostengünstige kristalline Silizium-Solarzellen
... eine BSF Rückkontaktzelle !!Förderkennzeichen: 0327535
Laufzeit: 01.08.2005 – 31.07.2008
Zuwendungssumme: 1.490.279 €
Projektpartner: SolarWorld Industries Deutschland GmbH – RS/T-CSI
Kurzfassung: Das im Labormaßstab aufgezeigte Wirkungsgradpotential monokristalliner
Solarzellen von über 18 % wurde weiter ausgebaut und in fertigungsreife Technologien und
Produkte umgesetzt. Durch Weiterentwicklung selektiver Emitterstrukturen, der BSF- Herstellung,
der Passivierung und der Metallisierung konnten beste Solarzellen mit einem Wirkungsgrad
(WG) von 18.8 % erreicht werden. Dasselbe Zellenkonzept konnte ebenfalls erfolgreich auf
n- typ- Silizium angewendet und stabile hohe WG über 18 % mit Bestwerten von 18.3 % erreicht
werden. Mit dem Ziel dünner Rückseitenkontaktsolarzellen wurde ein Herstellungsprozess in
kostengünstiger Siebdrucktechnologie entwickelt und erste 125 mm x 125 mm- Rückseitenkontakt-
Solarzellen mit bis zu ca. 12 % WG mit reiner Siebdruckmetallisierung hergestellt.
Verbundprojekt NEON: New Generation – Untersuchungen zur
Herstellung großer und dünner Solarsiliciumwafer und Solarzellen
Förderkennzeichen: 0329929A; 0329929B; 0329929C; 0329929D
Laufzeit: 01.10.2003 – 31.03.2007
Zuwendungssumme: 3.477.079 €
Projektpartner: Deutsche Solar Aktiengesellschaft (Koordinator); TU Bergakademie
Freiberg – Fak. für Maschinenbau, Verfahrens- und Energietechnik –
Inst. für Mechanik und Fluiddynamik; Technische Universität Dresden –
Fakultät Maschinenwesen – Institut für Werkstoffwissenschaft;
Technische Universität Dresden – Fakultät Maschinenwesen –
Institut für Produktionstechnik (IPT)
Kurzfassung: Die Vorhabensbeschreibung lag bei Redaktionsschluss nicht vor.
Verbundprojekt SPEED – Grundlagenuntersuchungen und
Prozessentwicklung zur Kristallisation von multikristallinem Silizium
Förderkennzeichen: 0329979A; 0329979B; 0329979C; 0329979D; 0329979E
Laufzeit: 01.09.2005 – 31.08.2008
Zuwendungssumme: 2.789.864 €
Projektpartner: Deutsche Solar Aktiengesellschaft (Koordinator); ACCESS e.V.;
Fraunhofer-Institut für Solare Energiesysteme (ISE);
Technische Universität Bergakademie Freiberg – Fakultät für Chemie
und Physik – Institut für Experimentelle Physik;
FCT Systeme GmbH
Kurzfassung: Die Erhöhung des Anteils regenerativer Energien am Gesamtbedarf ist ein Ziel
der weltweiten Politik. Um mit der Herstellung von Solarzellen aus in Blöcken kristallisiertem
Silizium wettbewerbsfähig zu bleiben und die staatliche Förderung für Solarstrom zu senken,
ist eine Optimierung des Herstellungsprozesses erforderlich.
Inhalt des Projektes „Speed“ ist daher die Entwicklung und der Bau einer Versuchskristallisationsanlage,
die die Herstellung von multikristallinen Silizium-Blöcken mit höheren Blockgewichten
in kürzeren Prozesszeiten bei hoher Qualität ermöglicht. Partner dieses Projekts sind die Deutsche
Solar AG, Access e.V., FCT Systeme GmbH (Fine Ceramics Technologies), Fraunhofer-ISE
(Institut für Solare Energiesysteme) und die Technische Universität Bergakademie Freiberg
http://www.fz-juelich.de/ptj/lw_resource/datapool/__pages/pd…
Die BSF Solarzelle ...
Bei RGS wurden BSF Rückseitenzellen schon von der Uni Konstanz erwähnt !!
Ich halte jedoch Si-Preise für UNTER 30 USD/Kg kaum möglich,weil Unternhemen wie Wacker an Standorten in Dtld hohe Energie-und Arbeistkosten haben, sowie hohe Umweltstandards. In China mag man vielleicht diese Kosten erreichen.
LDK prognostiziert Prod.Kosten von 29 USD/Kg Ende 2010.
Renesola etwa 40 USD/Kg Ende 2010.
Yingli weiss ich nicht!
Inwieweit solche Zahlen realistisch sind, keine Ahnung!
Man braucht nur Stromkosten und Technik zu vergleichen.
Daten:
Webcast: Centrother´s "grid factory" ... 2/2009
hier: ihre Si-Produktion TCS/Siemens in Kanada
Stromverbrauch 165 kWh/kg
Industriestrom VAE = 0,015€ kWh
Industriestrom Kanada = 0,028€/kWh
Industriestrom China (LDK) = 0,03€/kWh
Industriestrom Deutschland = 0,08€/kWh
Centrotherm Si Produktion in Kanada
Produktionskosten Silizum ohne Industriestrom = 23,88€/kg
Dabei benötigt man 165 kWh Industriestrom á 0,028€ = 4,62€/kg
Produktionskosten Silizum inkl. Industriestrom = 28,50€/kg = 39,04 USD/kg
+++++
JSSI Si Produktion in Deutschland
Stromverbrauch unter 20kWh/kg
Produktionskosten Silizum ohne Industriestrom = 23,88€/kg
Dabei benötigt man 20 kWh Industriestrom á 0,08€ = 1,60€/kg
ProduktionskostenIn den VAE würde JSSI zu 24,18€/kg oder 33,12 USD/kg produzieren Silizum inkl. Industriestrom = 25,48€/kg = 34,90 USD/kg
In den VAE würde TCI/Siemens zu 26,35€/kg oder 36,10 USD/kg produzieren
In den VAE würde JSSI zu 24,18€/kg oder 33,12 USD/kg produzieren
LDK prognostiziert Prod.Kosten von 29 USD/Kg Ende 2010.
Renesola etwa 40 USD/Kg Ende 2010.
Yingli weiss ich nicht!
Inwieweit solche Zahlen realistisch sind, keine Ahnung!

Man braucht nur Stromkosten und Technik zu vergleichen.
Daten:
Webcast: Centrother´s "grid factory" ... 2/2009
hier: ihre Si-Produktion TCS/Siemens in Kanada
Stromverbrauch 165 kWh/kg
Industriestrom VAE = 0,015€ kWh
Industriestrom Kanada = 0,028€/kWh
Industriestrom China (LDK) = 0,03€/kWh
Industriestrom Deutschland = 0,08€/kWh
Centrotherm Si Produktion in Kanada
Produktionskosten Silizum ohne Industriestrom = 23,88€/kg
Dabei benötigt man 165 kWh Industriestrom á 0,028€ = 4,62€/kg
Produktionskosten Silizum inkl. Industriestrom = 28,50€/kg = 39,04 USD/kg
+++++
JSSI Si Produktion in Deutschland
Stromverbrauch unter 20kWh/kg
Produktionskosten Silizum ohne Industriestrom = 23,88€/kg
Dabei benötigt man 20 kWh Industriestrom á 0,08€ = 1,60€/kg
ProduktionskostenIn den VAE würde JSSI zu 24,18€/kg oder 33,12 USD/kg produzieren Silizum inkl. Industriestrom = 25,48€/kg = 34,90 USD/kg
In den VAE würde TCI/Siemens zu 26,35€/kg oder 36,10 USD/kg produzieren
In den VAE würde JSSI zu 24,18€/kg oder 33,12 USD/kg produzieren
Antwort auf Beitrag Nr.: 39.125.211 von bossi1 am 12.03.10 15:19:47upps - der vorletzte Abschnitt noch mal neu ...
Produktionskosten Silizum inkl. Industriestrom = 25,48€/kg = 34,90 USD/kg
Produktionskosten Silizum inkl. Industriestrom = 25,48€/kg = 34,90 USD/kg
Antwort auf Beitrag Nr.: 39.096.287 von bossi1 am 09.03.10 18:25:48In einem Granulierturm will der SolarWorld- Konzern in Freiberg ab August Silizium veredeln. Für den in fünf Monaten errichteten 25 Meter hohen Bau wurde am Dienstag Richtfest gefeiert. «Mit dieser von unseren Ingenieuren entwickelten neuen Technologie schaffen wir eine wichtige Verbindung zwischen unseren Wertschöpfungsstufen Solarsilizium und Solarwafer»
Das Siliziumpulver wird in in großen 200 ltr. Fässern in Freiberg angeliefert und dann zu Sunbricks um den Faktor 10 verdichtet. Für RGS benötigt man jedoch ein fließfähiges Granulat mit einer Körnung von 50-300 µm für die RGS Maschine und einen optimalen Schmelzprozeß.

Das Siliziumpulver wird in in großen 200 ltr. Fässern in Freiberg angeliefert und dann zu Sunbricks um den Faktor 10 verdichtet. Für RGS benötigt man jedoch ein fließfähiges Granulat mit einer Körnung von 50-300 µm für die RGS Maschine und einen optimalen Schmelzprozeß.
Antwort auf Beitrag Nr.: 39.129.934 von bossi1 am 12.03.10 21:23:49Sag mal, wo bekommst Du denn immer die sheets her, die Du wohl abfotographierst und uploadest?
Antwort auf Beitrag Nr.: 39.130.096 von lieberlong am 12.03.10 21:43:53Ich hab eine größere Favoritenliste, wo ich alles interessante zum Thema Solarenergie und der Technischen Entwicklung sammle, was man beim gelegentlichen surfen so mehr oder weniger zufällig findet. Man braucht nur die richtigen Suchbegriffe, der Rest ergibt sich von selbst. Ein Bild oder eine Grafik sagt öfters mehr zu einer pdf Datei aus, als der Link selbst. Das ist schnell mit Handy gemacht und wird per Bluetooth auf einen der Mac´s übertragen. Das Apple OS hat ein einfaches & schnelles Bildberarbeitungsprogramm und danach wird hochgeladen. Das letzte Bild zu den Sunbricks habe ich eben zufällig in einer Werbepause vom TV gefunden. Damit kann RGS nicht beschickt werden ...
http://www.sunicon.de/fileadmin/content_for_all/pdf/sta_frei…
http://www.sunicon.de/fileadmin/content_for_all/pdf/sta_frei…
Antwort auf Beitrag Nr.: 39.130.422 von bossi1 am 12.03.10 22:27:10...krass, was es nicht alles so gibt mittlerweile...
Antwort auf Beitrag Nr.: 39.118.381 von bossi1 am 11.03.10 20:51:43Entwicklung fertigungsrelevanter Technologien für hocheffiziente
und kostengünstige kristalline Silizium-Solarzellen ... eine BSF Rückseitenkontaktzelle !!
INFRARED MICROSCOPY INVESTIGATION OF THE CRYSTAL STRUCTURE OF
RIBBON GROWTH ON SUBSTRATE (RGS) SOLAR CELLS ... 9/2009
(..) The Infrared Microscopy image (figure 8) and the two Electron Microscopy images (figure 9 & 10) show a surface affected by dents and deepened grain boundaries within grid regions. These seem to be remains of the etched Al-Si BSF. The deepened grain boundaries which were observed up to 50-60 μm from the back surface to the wafer bulk (calculated from the unpolished processed cell) seem to fit the trend of an increased chance for shunts in this locations. (..)
+++++
Kohlenstoff und Sauerstoff Defekte in den RGS Wafern ...
Defects found by Infrared Microscopy can be linked to oxygen and carbon impurities at grain boundaries but grain sizes and etch pit densities of grains have the strongest correlation to the local mean Internal Quantum Efficiency (IQE). Keywords: Ribbon Silicon, Crystallization, Defect Density
5 SUMMARY
The Ribbon Growth on Substrate method is a cost-effective casting technology with advantages in time, energy and material consumption compared to the standard block-casting process for multicrystalline silicon materials. Due to the crystallization characteristics a variety of crystal defects are observable in the wafer. The electrical properties of a processed RGS solar cell by means of LBIC measurement was compared to the Infrared Microscopy, Electron Microscopy, EDX and Etch pit density investigations of the corresponding wafer. The structures and impurities found with these methods may limit the performance of the cell, but only etch pit density and the average grain size in a specific area of the wafer could be directly correlated to the local mean IQE. It could be found that the larger the grains and the lower the etch pit density in a certain area, the higher the local mean IQE.
6 OUTLOOK
The methods used to determine the crystallographic characteristics can be refined with high resolution EBIC / LBIC measurements to gain a deeper knowledge about the correlations between crystallographic characteristics and electrical properties. But the main investigation in the future will be the monitoring of different crystallization parameters of the casting of RGS wafers with the crystallographic parameters and their correlation to the local IQE and the passivation of defects by gettering und hydrogenation.
http://www.uni-konstanz.de/pv/index_pu.htm
und kostengünstige kristalline Silizium-Solarzellen ... eine BSF Rückseitenkontaktzelle !!
INFRARED MICROSCOPY INVESTIGATION OF THE CRYSTAL STRUCTURE OF
RIBBON GROWTH ON SUBSTRATE (RGS) SOLAR CELLS
... 9/2009(..) The Infrared Microscopy image (figure 8) and the two Electron Microscopy images (figure 9 & 10) show a surface affected by dents and deepened grain boundaries within grid regions. These seem to be remains of the etched Al-Si BSF. The deepened grain boundaries which were observed up to 50-60 μm from the back surface to the wafer bulk (calculated from the unpolished processed cell) seem to fit the trend of an increased chance for shunts in this locations. (..)
+++++
Kohlenstoff und Sauerstoff Defekte in den RGS Wafern ...
Defects found by Infrared Microscopy can be linked to oxygen and carbon impurities at grain boundaries but grain sizes and etch pit densities of grains have the strongest correlation to the local mean Internal Quantum Efficiency (IQE). Keywords: Ribbon Silicon, Crystallization, Defect Density
5 SUMMARY
The Ribbon Growth on Substrate method is a cost-effective casting technology with advantages in time, energy and material consumption compared to the standard block-casting process for multicrystalline silicon materials. Due to the crystallization characteristics a variety of crystal defects are observable in the wafer. The electrical properties of a processed RGS solar cell by means of LBIC measurement was compared to the Infrared Microscopy, Electron Microscopy, EDX and Etch pit density investigations of the corresponding wafer. The structures and impurities found with these methods may limit the performance of the cell, but only etch pit density and the average grain size in a specific area of the wafer could be directly correlated to the local mean IQE. It could be found that the larger the grains and the lower the etch pit density in a certain area, the higher the local mean IQE.
6 OUTLOOK
The methods used to determine the crystallographic characteristics can be refined with high resolution EBIC / LBIC measurements to gain a deeper knowledge about the correlations between crystallographic characteristics and electrical properties. But the main investigation in the future will be the monitoring of different crystallization parameters of the casting of RGS wafers with the crystallographic parameters and their correlation to the local IQE and the passivation of defects by gettering und hydrogenation.
http://www.uni-konstanz.de/pv/index_pu.htm
Rückseitenreflektoren
Die neue EWT Zelle mit dem Rückseitenreflektor --> 15

(..) Die zweite Kontakt-Struktur 13 umfasst außerdem eine elektrisch leitende Folie 15. Die Folie 15 steht in elektrischem Kontakt mit den Rückseiten-Kontakten 14. Sie ist hierzu mit diesen verlötet oder mittels eines Leitklebers verklebt. Die Folie 15 ist auf ihrer dem Halbleiter-Substrat 2 zugewandten Seite reflektierend ausgebildet. Somit wird das Licht, welches das Halbleiter-Bauelement 1 durchstrahlt, von der Folie 15 reflektiert, wodurch der Wirkungsgrad des Halbleiter-Bauelements 1 weiter verbessert wird. (..)
+++++
Ein Beispiel ...
Rückseitenreflektor in einem "Dünsschichtprozeß" von ISFH mit BSF Kontakt ...
Optisches Modell zur Beschreibung eines Rückseitenreflektors aus gesintertem porösen Silicium
Der am ISFH bearbeitete Dünnschichtprozess (Psi, poröses Silicium-Prozess) erlaubt die Herstellung einkristalliner Silicium-Solarzellen, die mit einer Dicke unter 30 µm erheblich dünner sind als konventionelle Wafer-basierte Solarzellen mit rund 200 µm Dicke. Dadurch kann der Verbrauch an teurem Siliciummaterial pro Watt Nennleistung drastisch verringert werden. Aufgrund ihrer geringen Dicken benötigen Psi-Solarzellen zum Photoneneinfang Strukturen, die als Lichtfallen dienen und die Absorption in der Solarzelle erhöhen, beispielsweise texturierte Oberflächen.
Beim Psi-Prozess dient eine Schicht aus gesintertem porösem Silicium (SPS, sintered porous silicon) als Sollbruchstelle, die das Ablösen einer wenige Mikrometer dicken, homoepitaktisch aufgewachsenen Siliciumschicht vom Wachstumssubstrat ermöglicht. Hierbei verbleiben Reste des porösen Siliciums an der Rückseite der späteren Solarzelle, wie Abb. 39 zeigt. Diese poröse Schicht ist mit Poren durchsetzt, deren Durchmesser im Bereich von 10 nm bis 100 nm liegt. Licht, das beim ersten Einfall in die Solarzelle nicht absorbiert wird, kann an den Poren diffus gestreut werden, wie Abb. 39 verdeutlicht. Ein großer Teil dieser diffus gestreuten Photonen verbleibt aufgrund von Totalreflexion in der Solarzelle und wird entweder erneut gestreut oder absorbiert. Die dadurch erzielte Verlängerung der mittleren Weglänge der Photonen führt zu höherer Absorption und ermöglicht somit höhere Wirkungsgrade. Das Verständnis solcher mehrfachen Streuprozesse bildet die Grundlage für die Optimierung der Lichteinkopplung in Psi-Solarzellen durch Streuung. Zu diesem Zweck wurde ein optisches Modell entwickelt, das die oben genannten Vorgänge in Psi-Solarzellen beschreibt.
Da die Poren in SPS eine nahezu sphärische Form aufweisen, ist die Verwendung der Mie-Streutheorie zur Beschreibung der auftretenden Lichtstreuung nahe liegend. Allerdings betrachtet die Mie-Theorie lediglich ein einzelnes Streuzentrum. Die Poren im SPS sind jedoch nicht isoliert, sondern eng benachbart mit einem Abstand, der in der Größenordnung des Porendurchmessers liegt. Unsere Ergebnisse zeigen, dass der Einfluss umgebender Poren auf die Streuung im Rahmen der Mie-Theorie berücksichtigt werden kann. Dies geschieht, indem für die Berechnung der Streueffizienz ein effektiver, durch die poröse Struktur verringerter Brechungsindex für das Streuzentrum (Pore) umgebende Medium angesetzt wird. Der so berechnete Streukoeffizient zeigt eine gute Übereinstimmung mit gemessenen Werten, die aus einer Analyse der direkten, d.h. der gerichteten Reflexion und Transmission freitragender SPS-Schichten gewonnen wurden (Abb. 40).
Das optische Modell berechnet zunächst die direkte Reflexion, Transmission und die tiefenabhängige Absorption mit Hilfe der Transfer-Matrix Methode. In diese kohärente Rechnung geht der Streukoeffizient als zusätzlicher Absorptionskoeffizient ein. In einem zweiten Schritt wird die diffus gestreute Strahlung betrachtet. Eine Iteration simuliert die Ausbreitung der diffusen Strahlung in der Solarzelle unter Berücksichtigung von internen Reflexionen an Grenzflächen sowie Mehrfachstreuung und liefert die diffuse Reflexion, Transmission und Absorption. Abb. 41 zeigt den Vergleich zwischen simulierter und gemessener diffuser Reflexion einer freitragenden SPS-Schicht. Die Simulation deckt sich weitgehend mit der Messung.
In Verbindung mit eindimensionalen Bauelementsimulationen erlaubt das entwickelte optische Modell den Einfluss wichtiger Geometrieparameter, wie beispielsweise die Dicke der rückseitigen SPS-Schicht und die Größe der Poren, auf den Wirkungsgrad von PSI-Solarzellen zu analysieren. Die Ergebnisse einer solchen Simulation für die in Abb. 39 gezeigte Struktur sind in Abb. 42 zu sehen. Der Wirkungsgrad steigt zunächst mit der Dicke der SPS-Schicht an und geht ab einer Schichtdicke von 2 bis 3 µm in eine Sättigung über. Das Niveau dieser Sättigung hängt vom Porendurchmesser ab. Größere Poren streuen das Licht stärker als kleinere, was sich in einem höheren Wirkungsgrad ausdrückt. Der Vergleich mit einem Lambert’schen, also idealen Rückreflektor zeigt, dass ein SPS-Reflektor bereits etwa die Hälfte der im Idealfall möglichen Wirkungsgradsteigerung erzielt.

Abb. 39: Schematische Darstellung der Streuung in Psi-Solarzellen mit einem SPS-Rückreflektor. Das hier entwickelte optische Modell beschreibt, wie einfallendes Licht an den Poren der rückseitigen SPS-Schicht gestreut wird und sich anschließend diffus in der Solarzelle ausbreitet. ... hier wurde ein BSF Rückseitenfeld eingesetzt !!

Abb. 40: Der nach der Mie-Theorie berechnete (durchgezogene Linie) und gemessene (schwarze Punkte) Streukoeffizient γ einer freitragenden SPS-Probe. Die Verwendung eines reduzierten, effektiven Brechungsindex neff für das umgebende Host-Medium führt zu besserer Übereinstimmung als die Verwendung des Brechungsindex nSi von Silicium. Hier wurde für neff der aus Messungen der direkten Reflexion und Transmission bestimmte Brechungsindex verwendet. Die Oszillationen in der Messkurve rühren von Interferenzen in den gemessenen Spektren her.
+++++
Beim Sintern werden Pulvermassen zunächst so geformt, dass wenigstens ein minimaler Zusammenhalt der Pulverpartikel gegeben ist. Deshalb darf z. B. bei der Pulvermetallurgie die Korngröße 0,6 mm nicht übersteigen. Der vorgepresste Grünling wird im Anschluss durch Wärmebehandlung unterhalb der Schmelztemperatur verdichtet und ausgehärtet. Der neue Garanulierturm stellt die erforderliche Korngröße auch her.
Die neue EWT Zelle mit dem Rückseitenreflektor --> 15
(..) Die zweite Kontakt-Struktur 13 umfasst außerdem eine elektrisch leitende Folie 15. Die Folie 15 steht in elektrischem Kontakt mit den Rückseiten-Kontakten 14. Sie ist hierzu mit diesen verlötet oder mittels eines Leitklebers verklebt. Die Folie 15 ist auf ihrer dem Halbleiter-Substrat 2 zugewandten Seite reflektierend ausgebildet. Somit wird das Licht, welches das Halbleiter-Bauelement 1 durchstrahlt, von der Folie 15 reflektiert, wodurch der Wirkungsgrad des Halbleiter-Bauelements 1 weiter verbessert wird. (..)
+++++
Ein Beispiel ...
Rückseitenreflektor in einem "Dünsschichtprozeß" von ISFH mit BSF Kontakt ...
Optisches Modell zur Beschreibung eines Rückseitenreflektors aus gesintertem porösen Silicium
Der am ISFH bearbeitete Dünnschichtprozess (Psi, poröses Silicium-Prozess) erlaubt die Herstellung einkristalliner Silicium-Solarzellen, die mit einer Dicke unter 30 µm erheblich dünner sind als konventionelle Wafer-basierte Solarzellen mit rund 200 µm Dicke. Dadurch kann der Verbrauch an teurem Siliciummaterial pro Watt Nennleistung drastisch verringert werden. Aufgrund ihrer geringen Dicken benötigen Psi-Solarzellen zum Photoneneinfang Strukturen, die als Lichtfallen dienen und die Absorption in der Solarzelle erhöhen, beispielsweise texturierte Oberflächen.
Beim Psi-Prozess dient eine Schicht aus gesintertem porösem Silicium (SPS, sintered porous silicon) als Sollbruchstelle, die das Ablösen einer wenige Mikrometer dicken, homoepitaktisch aufgewachsenen Siliciumschicht vom Wachstumssubstrat ermöglicht. Hierbei verbleiben Reste des porösen Siliciums an der Rückseite der späteren Solarzelle, wie Abb. 39 zeigt. Diese poröse Schicht ist mit Poren durchsetzt, deren Durchmesser im Bereich von 10 nm bis 100 nm liegt. Licht, das beim ersten Einfall in die Solarzelle nicht absorbiert wird, kann an den Poren diffus gestreut werden, wie Abb. 39 verdeutlicht. Ein großer Teil dieser diffus gestreuten Photonen verbleibt aufgrund von Totalreflexion in der Solarzelle und wird entweder erneut gestreut oder absorbiert. Die dadurch erzielte Verlängerung der mittleren Weglänge der Photonen führt zu höherer Absorption und ermöglicht somit höhere Wirkungsgrade. Das Verständnis solcher mehrfachen Streuprozesse bildet die Grundlage für die Optimierung der Lichteinkopplung in Psi-Solarzellen durch Streuung. Zu diesem Zweck wurde ein optisches Modell entwickelt, das die oben genannten Vorgänge in Psi-Solarzellen beschreibt.
Da die Poren in SPS eine nahezu sphärische Form aufweisen, ist die Verwendung der Mie-Streutheorie zur Beschreibung der auftretenden Lichtstreuung nahe liegend. Allerdings betrachtet die Mie-Theorie lediglich ein einzelnes Streuzentrum. Die Poren im SPS sind jedoch nicht isoliert, sondern eng benachbart mit einem Abstand, der in der Größenordnung des Porendurchmessers liegt. Unsere Ergebnisse zeigen, dass der Einfluss umgebender Poren auf die Streuung im Rahmen der Mie-Theorie berücksichtigt werden kann. Dies geschieht, indem für die Berechnung der Streueffizienz ein effektiver, durch die poröse Struktur verringerter Brechungsindex für das Streuzentrum (Pore) umgebende Medium angesetzt wird. Der so berechnete Streukoeffizient zeigt eine gute Übereinstimmung mit gemessenen Werten, die aus einer Analyse der direkten, d.h. der gerichteten Reflexion und Transmission freitragender SPS-Schichten gewonnen wurden (Abb. 40).
Das optische Modell berechnet zunächst die direkte Reflexion, Transmission und die tiefenabhängige Absorption mit Hilfe der Transfer-Matrix Methode. In diese kohärente Rechnung geht der Streukoeffizient als zusätzlicher Absorptionskoeffizient ein. In einem zweiten Schritt wird die diffus gestreute Strahlung betrachtet. Eine Iteration simuliert die Ausbreitung der diffusen Strahlung in der Solarzelle unter Berücksichtigung von internen Reflexionen an Grenzflächen sowie Mehrfachstreuung und liefert die diffuse Reflexion, Transmission und Absorption. Abb. 41 zeigt den Vergleich zwischen simulierter und gemessener diffuser Reflexion einer freitragenden SPS-Schicht. Die Simulation deckt sich weitgehend mit der Messung.
In Verbindung mit eindimensionalen Bauelementsimulationen erlaubt das entwickelte optische Modell den Einfluss wichtiger Geometrieparameter, wie beispielsweise die Dicke der rückseitigen SPS-Schicht und die Größe der Poren, auf den Wirkungsgrad von PSI-Solarzellen zu analysieren. Die Ergebnisse einer solchen Simulation für die in Abb. 39 gezeigte Struktur sind in Abb. 42 zu sehen. Der Wirkungsgrad steigt zunächst mit der Dicke der SPS-Schicht an und geht ab einer Schichtdicke von 2 bis 3 µm in eine Sättigung über. Das Niveau dieser Sättigung hängt vom Porendurchmesser ab. Größere Poren streuen das Licht stärker als kleinere, was sich in einem höheren Wirkungsgrad ausdrückt. Der Vergleich mit einem Lambert’schen, also idealen Rückreflektor zeigt, dass ein SPS-Reflektor bereits etwa die Hälfte der im Idealfall möglichen Wirkungsgradsteigerung erzielt.
Abb. 39: Schematische Darstellung der Streuung in Psi-Solarzellen mit einem SPS-Rückreflektor. Das hier entwickelte optische Modell beschreibt, wie einfallendes Licht an den Poren der rückseitigen SPS-Schicht gestreut wird und sich anschließend diffus in der Solarzelle ausbreitet. ... hier wurde ein BSF Rückseitenfeld eingesetzt !!
Abb. 40: Der nach der Mie-Theorie berechnete (durchgezogene Linie) und gemessene (schwarze Punkte) Streukoeffizient γ einer freitragenden SPS-Probe. Die Verwendung eines reduzierten, effektiven Brechungsindex neff für das umgebende Host-Medium führt zu besserer Übereinstimmung als die Verwendung des Brechungsindex nSi von Silicium. Hier wurde für neff der aus Messungen der direkten Reflexion und Transmission bestimmte Brechungsindex verwendet. Die Oszillationen in der Messkurve rühren von Interferenzen in den gemessenen Spektren her.
+++++
Beim Sintern werden Pulvermassen zunächst so geformt, dass wenigstens ein minimaler Zusammenhalt der Pulverpartikel gegeben ist. Deshalb darf z. B. bei der Pulvermetallurgie die Korngröße 0,6 mm nicht übersteigen. Der vorgepresste Grünling wird im Anschluss durch Wärmebehandlung unterhalb der Schmelztemperatur verdichtet und ausgehärtet. Der neue Garanulierturm stellt die erforderliche Korngröße auch her.
EUROTRON
3. MODULE ASSEMBLY LINE
It is essential that a module technology will be
developed to enable to work with these extremely thin
and fragile cells. A novel module assembly process,
developed by ECN, has the potential to fulfill this
requirement containing the following steps: 1)
Conductive back-sheet foil comprising an electrical
pattern for interconnection of solar cells. 2) Conductive
paste deposition on the conductive tracks of the
interconnection foil. 3) Placing of a pre-processed
sheet of EVA. 4) Solar cell pick and placed unit to
connect the cells with the conductive paste. 5) Lay up
of an additional EVA sheet and a cover glass plate.
Finally, the module lay-up will be laminated in a
vacuum laminator while simultaneously forming the
interconnections. In this context, a module assembly
line is presently build by TTA and ECN to demonstrate
manufacturing speed and handling of thin back
contacted solar cells. This equipment is capable of
assembling modules configured into matrices of 4 x 9
and 6 x 10 using 156 x 156 mm² cells. The module
assembly line is designed to support existing cell types
such as Interdigitated Back Contact (IBC),
Heterojunction with Intrinsic Thin layer (HIT), Emitter
Wrap Through (EWT), Metallization Wrap Around
(MWA) and Metallization Wrap Through (MWT) solar
cells. ... und BSF
http://www.ecn.nl/docs/library/report/2008/m08041.pdf
3. MODULE ASSEMBLY LINE
It is essential that a module technology will be
developed to enable to work with these extremely thin
and fragile cells. A novel module assembly process,
developed by ECN, has the potential to fulfill this
requirement containing the following steps: 1)
Conductive back-sheet foil comprising an electrical
pattern for interconnection of solar cells. 2) Conductive
paste deposition on the conductive tracks of the
interconnection foil. 3) Placing of a pre-processed
sheet of EVA. 4) Solar cell pick and placed unit to
connect the cells with the conductive paste. 5) Lay up
of an additional EVA sheet and a cover glass plate.
Finally, the module lay-up will be laminated in a
vacuum laminator while simultaneously forming the
interconnections. In this context, a module assembly
line is presently build by TTA and ECN to demonstrate
manufacturing speed and handling of thin back
contacted solar cells. This equipment is capable of
assembling modules configured into matrices of 4 x 9
and 6 x 10 using 156 x 156 mm² cells. The module
assembly line is designed to support existing cell types
such as Interdigitated Back Contact (IBC),
Heterojunction with Intrinsic Thin layer (HIT), Emitter
Wrap Through (EWT), Metallization Wrap Around
(MWA) and Metallization Wrap Through (MWT) solar
cells. ... und BSF
http://www.ecn.nl/docs/library/report/2008/m08041.pdf
Collaboration is planned with Oregon companies such as SolarWorld, Voxtel and CH2M Hill, as well as leading universities in Germany, Taiwan and South Korea ...
Das Prinzip der Quantum- Dot- Solarzelle

Oberer Zelle
mit 2 Nanometer großen Silizium Quantenpunkten, Bandlücke 2,0 eV
Mittlere Zelle
mit 4 Nanometer großen Silizium Quantenpunkten, Bandlücke 1,5 eV
Untere Zelle
herkömmliches Silizium, Bandlücke 1,1 eV
Es wird energiearmes langwelliges Licht und energiereiches kurzwelliges Licht genutzt. Der Elektronentransport erfolgt durch den Tunneleffekt an den Quantenpunkten in der verbundenen Stapelzelle. Es können jedoch nicht nur drei, sondern unendliche viele Zellen gestapelt werden. Jede Zelle baut sich dabei wie eine konventionale Solarzelle auf. Nur das ergibt einen max. theoretischen Wirkungsgrad von 68% nach Green.
+++++
Effizienzlimit
Wenn ein Photon auf einen Halbleiter trifft, gibt es seine Energie an Elektronen im Halbleiter ab. Allerdings ist eine bestimmte Mindestenergie nötig, damit das Elektron sie aufnehmen und sich – energetisch angeregt – bewegen kann. Ob ein Lichtteilchen diese Mindestenergie aufbringen kann, hängt von seiner Farbe ab. Bei Silizium reicht bereits die Energie infraroter Photonen. Das bedeutet aber gleichzeitig, dass die Energie der energiereicheren blauen Lichtteilchen nicht ganz genützt werden kann, da auch sie nur ein Elektron in Bewegung setzen und die überschüssige Energie wieder abgeben. Andere Materialien können zwar das Licht blauer Photonen effektiver nutzen, sind aber nicht empfindlich auf infrarote Photonen. Dadurch existiert ein grundsätzliches Limit von 33 Prozent für Solarzellen aus nur einem einzigen Halbleitermaterial, das nur Stapelzellen überschreiten können. Theoretisch sind damit – bei unendlich vielen Schichten – 68 Prozent möglich.
Quantenpunktzellen
Eine Quantenpunkt-Tandemzelle entsteht, indem man Schichten zum Beispiel aus Siliziumdioxid auf eine Siliziumzelle aufträgt und in jede zweite Schicht einen Überschuss von Silizium gibt. Heizt man die Schichten auf, entstehen im Siliziumdioxid kleine Siliziumkugeln – die Quantenpunkte. Deren Größe bestimmt, in welchem Spektralbereich sie empfindlich sind. In einer Tandemzelle soll die obere Zelle eine Quantenpunktzelle sein, die untere eine kristalline Siliziumzelle oder zum Beispiel eine CSG-Zelle (siehe folgender Kasten). Zwischen den Zellen und an den Rändern oben und unten müssen noch – wie in jeder konventionellen Zelle – dotierte Schichten aufgebracht werden. Physiker erwarten, dass sie die Größe der Quantenpunkte und damit den Spektralbereich, in dem die Zelle effektiv arbeitet, in einer Stapelzelle anpassen können, so dass der Spektralbereich sich mit dem der unteren Zelle optimal ergänzt. Eine Tandemzelle mit kristallinem Silizium als Material der untersten Zelle könnte so theoretisch 42,5 Prozent, eine Tripelzelle mit einer weiteren Quantenpunktzelle sogar 47,5 Prozent Wirkungsgrad erreichen. In der Praxis dürfte nur die Hälfte bis ein Drittel möglich sein, da an anderen Stellen Verluste auftreten.
Das Prinzip der Quantum- Dot- Solarzelle
Oberer Zelle
mit 2 Nanometer großen Silizium Quantenpunkten, Bandlücke 2,0 eV
Mittlere Zelle
mit 4 Nanometer großen Silizium Quantenpunkten, Bandlücke 1,5 eV
Untere Zelle
herkömmliches Silizium, Bandlücke 1,1 eV
Es wird energiearmes langwelliges Licht und energiereiches kurzwelliges Licht genutzt. Der Elektronentransport erfolgt durch den Tunneleffekt an den Quantenpunkten in der verbundenen Stapelzelle. Es können jedoch nicht nur drei, sondern unendliche viele Zellen gestapelt werden. Jede Zelle baut sich dabei wie eine konventionale Solarzelle auf. Nur das ergibt einen max. theoretischen Wirkungsgrad von 68% nach Green.
+++++
Effizienzlimit
Wenn ein Photon auf einen Halbleiter trifft, gibt es seine Energie an Elektronen im Halbleiter ab. Allerdings ist eine bestimmte Mindestenergie nötig, damit das Elektron sie aufnehmen und sich – energetisch angeregt – bewegen kann. Ob ein Lichtteilchen diese Mindestenergie aufbringen kann, hängt von seiner Farbe ab. Bei Silizium reicht bereits die Energie infraroter Photonen. Das bedeutet aber gleichzeitig, dass die Energie der energiereicheren blauen Lichtteilchen nicht ganz genützt werden kann, da auch sie nur ein Elektron in Bewegung setzen und die überschüssige Energie wieder abgeben. Andere Materialien können zwar das Licht blauer Photonen effektiver nutzen, sind aber nicht empfindlich auf infrarote Photonen. Dadurch existiert ein grundsätzliches Limit von 33 Prozent für Solarzellen aus nur einem einzigen Halbleitermaterial, das nur Stapelzellen überschreiten können. Theoretisch sind damit – bei unendlich vielen Schichten – 68 Prozent möglich.
Quantenpunktzellen
Eine Quantenpunkt-Tandemzelle entsteht, indem man Schichten zum Beispiel aus Siliziumdioxid auf eine Siliziumzelle aufträgt und in jede zweite Schicht einen Überschuss von Silizium gibt. Heizt man die Schichten auf, entstehen im Siliziumdioxid kleine Siliziumkugeln – die Quantenpunkte. Deren Größe bestimmt, in welchem Spektralbereich sie empfindlich sind. In einer Tandemzelle soll die obere Zelle eine Quantenpunktzelle sein, die untere eine kristalline Siliziumzelle oder zum Beispiel eine CSG-Zelle (siehe folgender Kasten). Zwischen den Zellen und an den Rändern oben und unten müssen noch – wie in jeder konventionellen Zelle – dotierte Schichten aufgebracht werden. Physiker erwarten, dass sie die Größe der Quantenpunkte und damit den Spektralbereich, in dem die Zelle effektiv arbeitet, in einer Stapelzelle anpassen können, so dass der Spektralbereich sich mit dem der unteren Zelle optimal ergänzt. Eine Tandemzelle mit kristallinem Silizium als Material der untersten Zelle könnte so theoretisch 42,5 Prozent, eine Tripelzelle mit einer weiteren Quantenpunktzelle sogar 47,5 Prozent Wirkungsgrad erreichen. In der Praxis dürfte nur die Hälfte bis ein Drittel möglich sein, da an anderen Stellen Verluste auftreten.
@peekey
Ich halte jedoch Si-Preise für UNTER 30 USD/Kg kaum möglich,weil Unternhemen wie Wacker an Standorten in Dtld hohe Energie-und Arbeistkosten haben, sowie hohe Umweltstandards. In China mag man vielleicht diese Kosten erreichen.
LDK prognostiziert Prod.Kosten von 29 USD/Kg Ende 2010.
Renesola etwa 40 USD/Kg Ende 2010.
Yingli weiss ich nicht!
Inwieweit solche Zahlen realistisch sind, keine Ahnung!
#22998
Man braucht nur Stromkosten und Technik zu vergleichen.
Daten:
Webcast: Centrother´s "grid factory" ... 2/2009
hier: ihre Si-Produktion TCS/Siemens in Kanada
Stromverbrauch 165 kWh/kg
Industriestrom VAE = 0,015€ kWh
Industriestrom Kanada = 0,028€/kWh
Industriestrom China (LDK) = 0,03€/kWh
Industriestrom Deutschland = 0,08€/kWh
Centrotherm Si Produktion in Kanada
Produktionskosten Silizum ohne Industriestrom = 23,88€/kg
Dabei benötigt man 165 kWh Industriestrom á 0,028€ = 4,62€/kg
Produktionskosten Silizum inkl. Industriestrom = 28,50€/kg = (39,04 USD/kg)
+++++
JSSI Si Produktion in Deutschland
Stromverbrauch unter 20kWh/kg
Produktionskosten Silizum ohne Industriestrom = 23,88€/kg
Dabei benötigt man 20 kWh Industriestrom á 0,08€ = 1,60€/kg
ProduktionskostenIn Silizum inkl. Industriestrom = 25,48€/kg = (34,90 USD/kg)
Ich halte jedoch Si-Preise für UNTER 30 USD/Kg kaum möglich,weil Unternhemen wie Wacker an Standorten in Dtld hohe Energie-und Arbeistkosten haben, sowie hohe Umweltstandards. In China mag man vielleicht diese Kosten erreichen.
LDK prognostiziert Prod.Kosten von 29 USD/Kg Ende 2010.
Renesola etwa 40 USD/Kg Ende 2010.
Yingli weiss ich nicht!
Inwieweit solche Zahlen realistisch sind, keine Ahnung!
#22998
Man braucht nur Stromkosten und Technik zu vergleichen.
Daten:
Webcast: Centrother´s "grid factory" ... 2/2009
hier: ihre Si-Produktion TCS/Siemens in Kanada
Stromverbrauch 165 kWh/kg
Industriestrom VAE = 0,015€ kWh
Industriestrom Kanada = 0,028€/kWh
Industriestrom China (LDK) = 0,03€/kWh
Industriestrom Deutschland = 0,08€/kWh
Centrotherm Si Produktion in Kanada
Produktionskosten Silizum ohne Industriestrom = 23,88€/kg
Dabei benötigt man 165 kWh Industriestrom á 0,028€ = 4,62€/kg
Produktionskosten Silizum inkl. Industriestrom = 28,50€/kg = (39,04 USD/kg)
+++++
JSSI Si Produktion in Deutschland
Stromverbrauch unter 20kWh/kg
Produktionskosten Silizum ohne Industriestrom = 23,88€/kg
Dabei benötigt man 20 kWh Industriestrom á 0,08€ = 1,60€/kg
ProduktionskostenIn Silizum inkl. Industriestrom = 25,48€/kg = (34,90 USD/kg)
Antwort auf Beitrag Nr.: 39.152.833 von bossi1 am 16.03.10 19:13:56JSSI Si Produktion in Deutschland
Stromverbrauch unter 20kWh/kg
Produktionskosten Silizum ohne Industriestrom = 23,88€/kg
Dabei benötigt man 20 kWh Industriestrom á 0,08€ = 1,60€/kg
ProduktionskostenIn Silizum inkl. Industriestrom = 25,48€/kg
Die BAYER Roadmap bei PV 2000-2010
... von Prof. Woditsch
Unsere Sunicon hat seit Ende 2009 ein Patent auf ein Silan Derivat, das zu Monosilan oder Trichlorsilan verarbeitet werden kann. Das Patent selbst stammt von Bayer. Erst danach sprach FA von der Siliziumfabrik. Was will man mit dem Patent? Könnte man es in den VAE eingesetzen? Würde es die Kosten senken?
ich hab etwas gesucht und bin auf eine Roadmap von Prof. Woditsch für Bayer von 2000 - 2010 für ihre Deutsche Solar gestoßen. Man zeigt auf wie man das Marktpotenial und die Silizium-, Wafer- und Modulpreise bis 2010 einschätzt mit den möglichen Kostensenkungen. Dabei wurden auch Aussagen zum Wirkungsgrad und Waferdicke gemacht.
Die Nachfrage am Markt hatte Woditsch mit 800 MW 2010 total unterschätzt. Dafür liegen die Kostenschätzungen je Wp in besser. Die Preise wurden noch in DM angegeben und habe ich unten umgerechnet.
Umgerechnet für 2010:
Wafer = 0,77€/Wp
Zelle = 0,45€/Wp
Modul = 1,00€/Wp
Gesamt = 1,72€/Wp
Wirkungsgrad = 17%
Woditsch´s Gedanken zur 5.000t/a Silizium Fabrik
Die Deutsche Solar GmbH verfolgt das Ziel, ein Verfahren zur Produktion eines Solarsiliciums mit Produktionskosten von weniger als 10 EURO/kg bei einem Produktionsvolumen von 5.000mt/a bis 2001 zu entwickeln. Dabei sollen Preise unter 13 EURO pro kg realisiert werden.
... also nur ca. 50% der aktuellen Kosten aus der 850t Pilotanlage !!
pdf 14 Seiten, Prof. Peter Woditsch
• Kostenreduktionspotentiale bei der Herstellung von PV-Modulen
http://www.fvee.de/fileadmin/publikationen/Themenhefte/th200…
+++++
Überblick centrotherm
... und was sie bieten
Zur Siliziumproduktion setzen wir auf eigens entwickelte CVD-Reaktoren (Chemical Vapor Deposition) nach dem Siemens-Verfahren. Sie zeichnen sich durch einen niedrigen Energieverbrauch aus und erzielen neben hoher Produktionskapazität einen herausragenden Reinheitsgrad des Endprodukts. Die ebenfalls von uns entwickelten STC-TCS-Konverter wandeln das im CVD-Prozess entstehende Siliziumtetrachlorid in Trichlorsilan um, welches dann wieder dem Prozess zugeführt wird. Hierdurch werden die Kosten der Siliziumproduktion deutlich gesenkt. Reaktoren und Konverter müssen besonderen Belastungen – hohem Druck und extremen Temperaturen – standhalten. Das in den Konzern integrierte Tochterunternehmen Glatt liefert hierzu die Spezialtechnik im Druckbehälterbau.
Abgasrückgewinnungsanlagen (Vent-Gas-Recovery-Anlagen) zerlegen in einem chemischen Prozess das in der Siliziumproduktion entstehende Gasgemisch in seine einzelnen Komponenten, um diese dann wieder in die Produktion zurückzuführen. Dadurch werden die Produktions- und Energiekosten erheblich gesenkt und zugleich die Umwelt geschont.
Zur Gewinnung von Solarsilizium wird in der Industrie derzeit überwiegend das so genannte „Siemens-Verfahren“ angewandt. Daneben wird in jüngster Zeit auch das noch in Entwicklung befindliche metallurgische Reinigungsverfahren industriell erprobt. Bislang bietet centrotherm photovoltaics seine Dienstleistungen sowie Produktionsanlagen für die Siliziumfertigung nur auf der Grundlage des etablierten Siemens-Verfahrens an – geplant ist aber das Leistungsportfolio für Anlagen mit metallurgischen Reinigungsverfahren entsprechend zu erweitern.
CVD-Verfahren
Sowohl für die Halbleiter- als auch für die Solarzellenindustrie wird zur Gewinnung von Silizium überwiegend das Siemens-Verfahren angewandt, bei dem Siliziumdioxid zunächst mit Kohlenstoff im Reduktionsofen bei Temperaturen um 2.000 °C zusammengeführt wird. Dabei findet die chemische Reduktion des Siliziumdioxids zu metallurgischem Silizium statt, das bei ausgewähltem Quarzsand eine Reinheit von bis zu 98 Prozent erreichen kann. In einem zweiten Schritt wird das metallurgische Silizium weiter aufbereitet, indem es bei Temperaturen zwischen 300 und 350 °C mit gasförmigem Chlorwasserstoff (HCl) zu Trichlorsilan (HSiCl3) umgewandelt wird. Nach mehreren Destillationsschritten wird das Trichlorsilan unter Zufuhr von Wasserstoff (H2) bei etwa 1.100 bis 1.200 °C im so genannten „CVD-Reaktor“ thermisch in Silizium und Chlorwasserstoff zersetzt. Das Silizium scheidet sich dabei auf eingebrachte Reinstsiliziumstäbe ab.
Als weiteres Reaktionsnebenprodukt fällt Siliziumtetrachlorid (SiCl4) an, das zu Trichlorsilan konvertiert und in den Prozess zurückgeführt wird. Alternativ kann das Siliziumtetrachlorid unter Zuführung von Sauerstoff zu Kieselsäure verbrannt werden, die dann u. a. in der Pharmazie, Verpackungsindustrie, Glasfaserindustrie sowie bei der Farb- und Lackherstellung Verwendung findet. Einen entsprechenden Siliziumtetrachlorid-Trichlorsilan-Konverter hat centrotherm photovoltaics entwickelt.
Der derzeitige Stand der Technik erlaubt noch keine komplette Zersetzung des gasförmigen Trichlorsilan im CVD-Reaktor. Jedoch kann das verbleibende Trichlorsilan in einem Konverter ein weiteres Mal aufbereitet und zur Gewinnung von Silizium erneut in den CVD-Reaktor eingeleitet werden, so dass sich die Ausbeute erhöht.
Eine Alternative zu diesem Verfahren ist die Verwendung von Monosilan (SiH4), das aus den zuvorgenannten Elementen gewonnen wird: Monosilan zerfällt nach einem Reinigungsschritt an beheizten Oberflächen oder beim Durchleiten durch Wirbelschichtreaktoren und scheidet dabei Silizium ab.
Das in beiden Verfahren gewonnene Silizium weist einen Reinheitsgrad von 8 N bis 9 N (bis 99,9999999 Prozent) auf und ist damit für die Verwendung in Solarzellen geeignet.
http://www.centrotherm.de/de/produkte-dienstleistungen/siliz…
... wenn Solarworld JSSI und das Silan Derivat vermarkten möchte, braucht man einen Industriepartner für den Anlagenbau und ein größeres Vorzeigeobjekt.
Stromverbrauch unter 20kWh/kg
Produktionskosten Silizum ohne Industriestrom = 23,88€/kg
Dabei benötigt man 20 kWh Industriestrom á 0,08€ = 1,60€/kg
ProduktionskostenIn Silizum inkl. Industriestrom = 25,48€/kg
Die BAYER Roadmap bei PV 2000-2010
... von Prof. Woditsch
Unsere Sunicon hat seit Ende 2009 ein Patent auf ein Silan Derivat, das zu Monosilan oder Trichlorsilan verarbeitet werden kann. Das Patent selbst stammt von Bayer. Erst danach sprach FA von der Siliziumfabrik. Was will man mit dem Patent? Könnte man es in den VAE eingesetzen? Würde es die Kosten senken?
ich hab etwas gesucht und bin auf eine Roadmap von Prof. Woditsch für Bayer von 2000 - 2010 für ihre Deutsche Solar gestoßen. Man zeigt auf wie man das Marktpotenial und die Silizium-, Wafer- und Modulpreise bis 2010 einschätzt mit den möglichen Kostensenkungen. Dabei wurden auch Aussagen zum Wirkungsgrad und Waferdicke gemacht.
Die Nachfrage am Markt hatte Woditsch mit 800 MW 2010 total unterschätzt. Dafür liegen die Kostenschätzungen je Wp in besser. Die Preise wurden noch in DM angegeben und habe ich unten umgerechnet.
Umgerechnet für 2010:
Wafer = 0,77€/Wp
Zelle = 0,45€/Wp
Modul = 1,00€/Wp
Gesamt = 1,72€/Wp
Wirkungsgrad = 17%
Woditsch´s Gedanken zur 5.000t/a Silizium Fabrik
Die Deutsche Solar GmbH verfolgt das Ziel, ein Verfahren zur Produktion eines Solarsiliciums mit Produktionskosten von weniger als 10 EURO/kg bei einem Produktionsvolumen von 5.000mt/a bis 2001 zu entwickeln. Dabei sollen Preise unter 13 EURO pro kg realisiert werden.
... also nur ca. 50% der aktuellen Kosten aus der 850t Pilotanlage !!

pdf 14 Seiten, Prof. Peter Woditsch
• Kostenreduktionspotentiale bei der Herstellung von PV-Modulen
http://www.fvee.de/fileadmin/publikationen/Themenhefte/th200…
+++++
Überblick centrotherm
... und was sie bieten
Zur Siliziumproduktion setzen wir auf eigens entwickelte CVD-Reaktoren (Chemical Vapor Deposition) nach dem Siemens-Verfahren. Sie zeichnen sich durch einen niedrigen Energieverbrauch aus und erzielen neben hoher Produktionskapazität einen herausragenden Reinheitsgrad des Endprodukts. Die ebenfalls von uns entwickelten STC-TCS-Konverter wandeln das im CVD-Prozess entstehende Siliziumtetrachlorid in Trichlorsilan um, welches dann wieder dem Prozess zugeführt wird. Hierdurch werden die Kosten der Siliziumproduktion deutlich gesenkt. Reaktoren und Konverter müssen besonderen Belastungen – hohem Druck und extremen Temperaturen – standhalten. Das in den Konzern integrierte Tochterunternehmen Glatt liefert hierzu die Spezialtechnik im Druckbehälterbau.
Abgasrückgewinnungsanlagen (Vent-Gas-Recovery-Anlagen) zerlegen in einem chemischen Prozess das in der Siliziumproduktion entstehende Gasgemisch in seine einzelnen Komponenten, um diese dann wieder in die Produktion zurückzuführen. Dadurch werden die Produktions- und Energiekosten erheblich gesenkt und zugleich die Umwelt geschont.
Zur Gewinnung von Solarsilizium wird in der Industrie derzeit überwiegend das so genannte „Siemens-Verfahren“ angewandt. Daneben wird in jüngster Zeit auch das noch in Entwicklung befindliche metallurgische Reinigungsverfahren industriell erprobt. Bislang bietet centrotherm photovoltaics seine Dienstleistungen sowie Produktionsanlagen für die Siliziumfertigung nur auf der Grundlage des etablierten Siemens-Verfahrens an – geplant ist aber das Leistungsportfolio für Anlagen mit metallurgischen Reinigungsverfahren entsprechend zu erweitern.
CVD-Verfahren
Sowohl für die Halbleiter- als auch für die Solarzellenindustrie wird zur Gewinnung von Silizium überwiegend das Siemens-Verfahren angewandt, bei dem Siliziumdioxid zunächst mit Kohlenstoff im Reduktionsofen bei Temperaturen um 2.000 °C zusammengeführt wird. Dabei findet die chemische Reduktion des Siliziumdioxids zu metallurgischem Silizium statt, das bei ausgewähltem Quarzsand eine Reinheit von bis zu 98 Prozent erreichen kann. In einem zweiten Schritt wird das metallurgische Silizium weiter aufbereitet, indem es bei Temperaturen zwischen 300 und 350 °C mit gasförmigem Chlorwasserstoff (HCl) zu Trichlorsilan (HSiCl3) umgewandelt wird. Nach mehreren Destillationsschritten wird das Trichlorsilan unter Zufuhr von Wasserstoff (H2) bei etwa 1.100 bis 1.200 °C im so genannten „CVD-Reaktor“ thermisch in Silizium und Chlorwasserstoff zersetzt. Das Silizium scheidet sich dabei auf eingebrachte Reinstsiliziumstäbe ab.
Als weiteres Reaktionsnebenprodukt fällt Siliziumtetrachlorid (SiCl4) an, das zu Trichlorsilan konvertiert und in den Prozess zurückgeführt wird. Alternativ kann das Siliziumtetrachlorid unter Zuführung von Sauerstoff zu Kieselsäure verbrannt werden, die dann u. a. in der Pharmazie, Verpackungsindustrie, Glasfaserindustrie sowie bei der Farb- und Lackherstellung Verwendung findet. Einen entsprechenden Siliziumtetrachlorid-Trichlorsilan-Konverter hat centrotherm photovoltaics entwickelt.
Der derzeitige Stand der Technik erlaubt noch keine komplette Zersetzung des gasförmigen Trichlorsilan im CVD-Reaktor. Jedoch kann das verbleibende Trichlorsilan in einem Konverter ein weiteres Mal aufbereitet und zur Gewinnung von Silizium erneut in den CVD-Reaktor eingeleitet werden, so dass sich die Ausbeute erhöht.
Eine Alternative zu diesem Verfahren ist die Verwendung von Monosilan (SiH4), das aus den zuvorgenannten Elementen gewonnen wird: Monosilan zerfällt nach einem Reinigungsschritt an beheizten Oberflächen oder beim Durchleiten durch Wirbelschichtreaktoren und scheidet dabei Silizium ab.
Das in beiden Verfahren gewonnene Silizium weist einen Reinheitsgrad von 8 N bis 9 N (bis 99,9999999 Prozent) auf und ist damit für die Verwendung in Solarzellen geeignet.
http://www.centrotherm.de/de/produkte-dienstleistungen/siliz…
... wenn Solarworld JSSI und das Silan Derivat vermarkten möchte, braucht man einen Industriepartner für den Anlagenbau und ein größeres Vorzeigeobjekt.
Antwort auf Beitrag Nr.: 39.153.882 von bossi1 am 16.03.10 20:54:10Ich lese in diesem Thread immer begeistert mit. Danke für Deine Arbeit!
Ein kleiner Nachtrag:
Wafer = 0,77€/Wp
Zelle = 0,45€/Wp
Modul = 1,00€/Wp
Gesamt = 1,72€/Wp
Wirkungsgrad = 17%
Bei Modul sollten es 0,50€/Wp sein.
Grüße kof
Ein kleiner Nachtrag:
Wafer = 0,77€/Wp
Zelle = 0,45€/Wp
Modul = 1,00€/Wp
Gesamt = 1,72€/Wp
Wirkungsgrad = 17%
Bei Modul sollten es 0,50€/Wp sein.
Grüße kof
Antwort auf Beitrag Nr.: 39.155.673 von king_of_fools am 17.03.10 09:13:40Danke für die kleine Korrektur
Das Beispiel sollte nur zeigen, die Kosten einer 5.000t JSSI Produktion mehr oder weniger bei 50% unserer 850t Pilotanlage liegen können, wie Woditsch schon 2000 geschätzt hat. Für eine weitere Expansion bei Silizium sprach auch die gewählte Rechtsform einer AG bei unserer SUNICON.
P.S.: LDK will die Silizium Sparte auslagern und in Hongkong an die Börse bringen lt. einer News Ende 2009.
Das Beispiel sollte nur zeigen, die Kosten einer 5.000t JSSI Produktion mehr oder weniger bei 50% unserer 850t Pilotanlage liegen können, wie Woditsch schon 2000 geschätzt hat. Für eine weitere Expansion bei Silizium sprach auch die gewählte Rechtsform einer AG bei unserer SUNICON.
P.S.: LDK will die Silizium Sparte auslagern und in Hongkong an die Börse bringen lt. einer News Ende 2009.
DE102008062591A1
Titel
Halbleiter-Bauelement ... mit BSF Rückseitenkontakten !!
Anmelder
Deutsche Cell GmbH, 09599 Freiberg, DE
Erfinder
Krause, Andreas, Dr., 01187 Dresden, DE;
Bitnar, Bernd, Dr., 09599 Freiberg, DE;
Neuhaus, Holger, Dr., 09599 Freiberg, DE;
Kutzer, Martin, 09322 Penig, DE;
Schlegel, Kristian, 08056 Zwickau, DE;
Lengsfeld, Claudia, 09599 Freiberg, DE
Vertreter
Rau, Schneck & Hübner Patent- und Rechtsanwälte, 90402 Nürnberg
DE-Anmeldedatum
16.12.2008
Veröffentlichungstag im Patentblatt
04.03.2010
http://www.patent-de.com/20100304/DE102008062591A1.html
+++++
Die Erfindung betrifft ein Halbleiter-Bauelement sowie ein Verfahren zur Herstellung eines Halbleiter-Bauelements.
Bei lasergefeuerten (LFC-)Solarzellen ist auf der sonnenabgewandten Rückseite der Solarzelle üblicherweise eine Metallschicht aus Aluminium aufgebracht. Es ist bekannt, dass das Verlöten von Aluminium technisch sehr aufwändig ist. Auch eine galvanische Abscheidung einer gut lötbaren Metallschicht auf der Aluminiumschicht ist nicht ohne weiteres möglich, da die Aluminiumschicht spontan eine nicht-elektronenleitende Aluminiumoxid-Oberflächen-Schicht ausbildet. Eine galvanische Beschichtung der Rückseite einer LFC-Solarzelle ist somit nicht ohne spezielle Vorbehandlung möglich. Derartige Vorbehandlungen sind aufwändig und teuer. Außerdem führen sie zu einer verminderten Haftfestigkeit der abgeschiedenen Schichten.
Der Erfindung liegt daher die Aufgabe zugrunde, ein Halbleiter-Bauelement mit einer verbesserten Kontakt-Schicht zu schaffen. Der Erfindung liegt weiterhin die Aufgabe zugrunde, ein Verfahren zur Herstellung eines derartigen Halbleiter-Bauelements bereitzustellen.
Diese Aufgabe wird erfindungsgemäß durch die Merkmale der Ansprüche 1 und 12 gelöst. Der Kern der Erfindung besteht darin, die mittels eines Lasers erzeugten Vertiefungen an der Oberfläche eines Halbleiter-Substrats mittels galvanischer Abscheidung von Kontakten aufzufüllen. Vorteilhafterweise sind die Vertiefungen in zumindest einem Teilbereich auf der Oberfläche des Halbleiter-Substrats derart angeordnet, dass benachbarte Kontakte miteinander verschmelzen und eine zusammenhängende Kontakt-Struktur bilden. Weitere Vorteile ergeben sich aus den Unteransprüchen.
Merkmale und Einzelheiten der Erfindung ergeben sich aus der Beschreibung mehrerer Ausführungsbeispiele anhand der Zeichnungen. Es zeigen
1 einen Querschnitt durch ein Halbleiter-Bauelement gemäß einem Ausführungsbeispiel vor Auffüllung der LFC-Kontakte,
2 einen Querschnitt durch das Halbleiter-Bauelement gemäß 1 nach der Verlötung der Kontakte,
3 eine Ausschnittsvergrößerung des Bereichs III aus 1,
4 eine Ausschnittsvergrößerung des Bereichs IV aus 2,
5 eine Ansicht der Rückseite des Halbleiter-Bauelements gemäß 1,
6 eine Ansicht der Rückseite des Halbleiter-Bauelements gemäß einem weiteren Ausführungsbeispiel und
7 eine vereinfachte Schnitt-Darstellung entlang der Linie VII-VII des Ausführungsbeispiels gemäß 6.
Ein insbesondere als Solarzelle ausgebildetes Halbleiter-Bauelement 1 umfasst ein flächig ausgebildetes Halbleiter-Substrat 2 mit einer Vorderseite 3, einer dieser gegenüberliegenden Rückseite 4 und einer senkrecht auf er Vorderseite 3 und der Rückseite 4 stehenden Flächennormalen 5. Das Halbleitersubstrat 2 ist aus einem Halbleiter-Material, insbesondere aus Silizium. Andere Halbleiter-Materialien sind jedoch ebenfalls denkbar. Auf der Rückseite 4 des Halbleiter-Substrats 2 ist eine elektrische Passivierungs-Schicht 6 aufgebracht, die auch als interner Licht-Reflektor ausgelegt sein kann. Die Passivierungs-Schicht 6 ist elektrisch isolierend. Sie ist vorzugsweise aus Siliziumnitrid oder Siliziumdioxid. Die Passivierungsschicht 6 weist eine Vielzahl von Öffnungen 7 auf. Die Öffnungen 7 haben Abmessungen senkrecht zur Flächennormalen 5, welche im Verhältnis zu den Abmessungen des Halbleiter-Substrats 2 sehr klein sind. Sie werden daher auch als punktförmig bezeichnet. Die Öffnungen 7 sind insbesondere kreisförmig. Die Öffnungen werden durch Laserpulse hergestellt.
Außerdem umfasst das Halbleiter-Bauelement 1 eine auf der Passivierungsschicht 6 angeordnete, elektrisch leitende Kontakt-Schicht 8. Die Kontakt-Schicht 8 ist aus einem gut elektrisch leitfähigen Metall, insbesondere aus Aluminium. Sie ist auf ihrer dem Halbleiter-Substrat 2 zugewandten Seite reflektierend ausgebildet.
Die Öffnungen 7 durchdringen die Kontakt-Schicht 8 und die darunter liegende Passivierungsschicht 6 in Richtung der Flächennormalen 5 vollständig. Im Bereich dieser Öffnungen 7 weist das Halbleiter-Substrat 2 Vertiefungen 9 auf, welche sich in Richtung der Flächennormalen 5 erstrecken.
Die Vertiefungen 9 haben senkrecht zur Flächennormalen 5 einen runden, insbesondere einen kreisförmigen Querschnitt. Sie haben einen Durchmesser D senkrecht zur Flächennormalen im Bereich von 1 &mgr;m bis 100 &mgr;m, insbesondere im Bereich von 25 &mgr;m bis 75 &mgr;m.
Die Vertiefungen 9 weisen jeweils eine dem Halbleiter-Substrat zugewandte Boden-Wand 10 auf. Auf dieser ist eine Boden-Schicht 11 ausgebildet, welche zumindest einen Anteil des Materials der Kontakt-Schicht 8 und einen Anteil des Materials des Halbleiter-Substrats 2 aufweist. Die Boden-Schicht 11 kann zusätzlich insbesondere Dotierstoffe aufweisen. Die Boden-Schicht 11 steht in elektrischem Kontakt mit der Kontakt-Schicht 8. Die Boden-Schicht 11 ist insbesondere als eine mit Aluminium hochdotierte Silizium-Schicht ausgebildet. Die Boden-Schicht 11 weist vorteilhafterweise eine Aluminium-Metall- und/oder eine Silizium-Metall-Legierung auf. Sie ist daher gut leitfähig. Die Boden-Schicht 11 weist insbesondere auch einen Anteil an Bor auf.
Des Weiteren umfasst das Halbleiter-Bauelement 1 eine Vielzahl von Kontakt-Elementen 12 zur elektrischen Verbindung der Kontakt-Schicht 8 mit dem Halbleiter-Substrat 2. Die Kontakt-Elemente 12 sind elektrisch gut leitfähig. Sie sind außerdem gut lötbar. Die Kontakt-Elemente 12 weisen einen Anteil an Nickel auf. Der Nickelanteil beträgt mindestens 50%, insbesondere mindestens 90%, insbesondere mindestens 99%. Vorzugsweise weisen die Kontakt-Elemente 12 außerdem einen Anteil an Bor auf. Anstelle des Bor-Anteils kann auch ein anderer Dotierstoff vorgesehen sein. Im Kontaktbereich zwischen dem Kontakt-Element 12 und der Boden-Schicht 11 in der Vertiefung 9 im Halbleiter-Substrat 2 ist eine Nickel-Silizium-Legierung, insbesondere Nickelsilizid ausgebildet. Entsprechend ist im Kontaktbereich zwischen dem Kontakt-Element 12 und der Kontakt-Schicht 8 eine Aluminium-Nickel-Legierung ausgebildet. Hierdurch ist der Kontaktwiderstand zwischen dem Halbleiter-Substrat 2 und der Kontakt-Struktur 16 einerseits beziehungsweise zwischen der Kontakt-Struktur 16 und der Kontakt-Schicht 8 andererseits erheblich reduziert.
Die Kontakt-Elemente 12 stehen somit sowohl mit dem Halbleiter-Substrat 2 als auch mit der Kontakt-Schicht 8 in elektrisch leitender Verbindung. Sie füllen die Vertiefungen 9 jeweils zu mindestens 50%, insbesondere mindestens 90%, vorzugsweise vollständig aus. In Richtung senkrecht zur Flächennormalen 5 stehen die Kontakt-Elemente 12 mit einem Überstand 13 jeweils über die Vertiefungen 9 über. Der Überstand 13 liegt hierbei auf der Kontakt-Schicht 8 auf.
Die Vertiefungen 9 mit den Kontakt-Elementen 12 sind in einem regelmäßigen Muster auf der Rückseite 4 des Halbleiter-Substrats 2 angeordnet. Hierbei weist das Muster mindestens zwei Teilbereiche 14, 15 auf. Der zweite Teilbereich 15 ist streifenförmig ausgebildet. Er umfasst mindestens einen, vorzugsweise mehrere, parallel zueinander verlaufende, linienförmige Unterbereiche. Benachbarte Vertiefungen 9 im ersten Teilbereich 14 haben einen ersten Abstand A1, während benachbarte Vertiefungen 9 im zweiten Teilbereich 15 einen zweiten Abstand A2 haben. Der zweite Abstand A2 ist kleiner als der erste Abstand A1, A2 < A1. Der zweite Abstand A2 liegt im Bereich von 10 &mgr;m bis 200 &mgr;m, insbesondere im Bereich von 50 &mgr;m bis 120 &mgr;m, insbesondere im Bereich von 80 &mgr;m bis 100 &mgr;m. Der zweite Abstand A2 ist insbesondere weniger als zweimal so groß wie der Überstand 13 der Kontakt-Elemente 12 über die Vertiefungen 9 in Richtung senkrecht zur Flächennormalen 5, sodass sich benachbarte Kontakt-Elemente 12 im zweiten Teilbereich 15 mittels ihrer Überstände 13 berühren und somit eine zusammenhängende Kontakt-Struktur 16 bilden. Der Überstand 13 ist jedoch kleiner, als dass die Kontakt-Struktur 16 das Halbleiter-Substrat 2 vollständig, das heißt lückenlos überdeckte. Mit anderen Worten bleiben auch im zweiten Teilbereich 15 Zwischenräume zwischen den sich berührenden Kontakt-Elementen 12, welche Poren in der zusammenhängenden Kontakt-Struktur 16 bilden. Die Kontakt-Struktur 16 wird daher auch als offenporig bezeichnet. Durch diese Poren sind die mechanischen Eigenschaften der Kontakt-Struktur 16 wesentlich verbessert. Insbesondere können durch die Poren thermische Spannungen zwischen der Kontakt-Struktur 16 und dem Halbleiter-Substrat 2 ausgeglichen werden. Die Kontakt-Struktur 16 ist linienförmig ausgebildet. Sie wird auch als Busbar bezeichnet.
Im Gegensatz zum zweiten Teilbereich 15 ist der Abstand A1 zwischen zwei benachbarten Kontakt-Elementen 12 im ersten Teilbereich 14 mehr als zweimal so groß wie der Überstand 13 der Kontakt-Elemente 12 über die Vertiefungen 9 in Richtung senkrecht zur Flächennormalen 5. Im ersten Teilbereich 14 sind die einzelnen Kontakt-Elemente 12 somit voneinander elektrisch isoliert. Der erste Abstand A1 liegt im Bereich von 200 &mgr;m bis 20.000 &mgr;m. Er beträgt vorzugsweise mindestens 500 &mgr;m, insbesondere mindestens 1.000 &mgr;m.
Die Vertiefungen 9 mit den Kontakt-Elementen 12 sind vorzugsweise an den Ecken eines regulären, insbesondere eines quadratischen, rechteckigen oder hexagonalen Gitters angeordnet.
Im zweiten Teilbereich 15 ist die Kontakt-Struktur 16, das heißt die Kontakt-Elemente 12 mittels einer Lot-Schicht 17 mit Kontakt-Bändchen 18 verlötet. Die Lot-Schicht 17 kann aus einem Zinn-Blei-Lot oder aus einem bleifreien Zinn-Lot sein. Vorteilhafterweise weist das Lot der Lot-Schicht 17 einen Anteil an Wismut auf. Diesbezüglich sei auf die DE 10 2008 031 836.1 verwiesen.
Es ist vorgesehen, dass das Halbleiter-Bauelement 1 zu jeweils einer der Kontakt-Strukturen 16 eine entsprechend ausgebildete Kontakt-Struktur auf der Vorderseite 3 aufweist, wobei die Kontakt-Strukturen 16 auf der Vorder- und Rückseite 3, 4 jeweils in Richtung der Flächennormalen 5 fluchtend zueinander angeordnet sind.
In einer alternativen Ausführungsform wird auf den zweiten Teilbereich mit einer enger benachbarten Anordnung der Vertiefungen 9 mit den Kontakt-Elementen 12 verzichtet. Stattdessen ist vorgesehen, auf der Rückseite 4 des Halbleiter-Bauelements 1 ganzflächig eine Folie aus einem gut leitfähigen und weich lötbarem Material, beispielsweise aus Kupfer oder einer Metalllegierung wie Messing, anzubringen, wobei die Folie mit den Kontakt-Elementen 12 verlötet ist. Vorteilhafterweise ist die Metallfolie mit einem Zinn-Lot beschichtet. Auf diese Folie können sodann wiederum die Kontakt-Bändchen 18 zum Verbinden mehrerer Halbleiter-Bauelemente 1 in einem Modul aufgelötet werden. Durch die Metallfolie wird die Querleitfähigkeit der Rückseite 4 der LFC-Solarzelle deutlich verbessert, wodurch der Widerstandsverlust reduziert und ein Wirkungsgradgewinn generiert werden kann. Auf die Verlötung mit Kontakt-Bändchen kann verzichtet werden, wenn eine geeignet geformte Folie auf den frontseitigen Busbar der benachbarten Solarzelle geführt wird, wodurch die Folie die Serienverschaltung der einzelnen Solarzellen herstellt.
Im Folgenden wird ein Verfahren zur Herstellung des Halbleiter-Bauelements 1 beschrieben. Zunächst wird das Halbleiter-Bauelement 1 mit lasergefeuerten (LF-)Kontakten bereitgestellt. Für die Herstellung des Halbleiter-Bauelements 1 mit LF-Kontakten sei auf die DE 10 2008 024 053.2 verwiesen. Als Ausgangspunkt dient das Halbleiter-Substrat 2, insbesondere ein Siliziumwafer, welcher zumindest auf seiner Rückseite 4, vorzugsweise auch auf seiner Vorderseite 3 mit der Passivierungs-Schicht 6 und der auf dieser angeordneten Kontakt-Schicht 8 versehen wird. Sodann wird das Halbleiter-Substrat 2 mittels eines gepulsten Lasers mit den Vertiefungen 9 versehen. Beim Einbringen der Vertiefungen in das Halbleiter-Substrat 2 bilden sich die Öffnungen 7 in der Kontakt-Schicht 8 und der darunter liegenden Passivierungsschicht 6 aus. Vorteilhafterweise ist zum Einbringen der Vertiefungen 9 ein flüssigkeitsstrahl-geführter Laser vorgesehen. Hierbei kann der Flüssigkeitsstrahl vorzugsweise Dotierstoffe wie Phosphor, Arsen, Antimon oder auch Bor, Indium, Aluminium, Gallium oder deren Verbindungen enthalten.
Zum Auffüllen der Vertiefungen 9 werden die Kontakt-Elemente 12 aus einem dotierstoff-haltigen Elektrolyten in die Vertiefungen 9 abgeschieden. Hierbei erfolgt die Abscheidung ausschließlich in den Vertiefungen 9. Auf der Kontakt-Schicht 8 findet aufgrund einer sich spontan ausbildenden, nicht-elektronenleitenden Aluminiumoxid-Schicht keine galvanische Metallabscheidung statt. Die galvanische Abscheidung der Kontakt-Elemente 12 wird solange fortgesetzt, bis die Vertiefungen 9 vollständig aufgefüllt sind, und die Kontakt-Elemente 12 in Richtung senkrecht zur Flächennormalen 5 über die Vertiefungen 9 überstehen. Aufgrund der speziellen Anordnung der Vertiefungen 9 auf der Rückseite 4 des Halbleiter-Substrats 2 wachsen die Überstände 13 der Kontakt-Elemente 12 im zweiten Teilbereich 15 hierbei zusammen und bilden somit die zusammenhängende, teilweise geschlossene, offenporige Kontakt-Struktur 16. Durch das Auffüllen der Vertiefungen 9 werden außerdem mögliche Unterbrechungen des Kontakts zwischen dem Halbleiter-Substrat 2 und der Kontakt-Schicht 8 im Bereich der Öffnungen 7 überbrückt, wodurch der Leistungsverlust am Kontaktwiderstand der lasergefeuerten Kontakte reduziert wird.
Da die Kontakt-Elemente 12 gut mit Lot benetzbar sind, lässt sich die Kontakt-Struktur 16 sehr gut mit Kontakt-Bändchen 18 verlöten. Die Kontakt-Bändchen 18 gehen hierbei eine haftfeste Verbindung mit dem Halbleiter-Bauelement 1 ein. Thermische Spannungen, welche aufgrund von unterschiedlichen Ausdehnungskoeffizienten des Halbleiter-Substrats 2 und der Kontakt-Struktur 16 beim Verlöten derselben typischerweise auftreten können, werden zumindest teilweise durch die Poren zwischen den Kontakt-Elementen 12 ausgeglichen.
In einem weiteren Ausführungsbeispiel ist vorgesehen, das Halbleiter-Bauelement 1 nach der Abscheidung der Kontakt-Elemente 12 in den Vertiefungen 9 zu tempern. Die Temperatur liegt bei diesem Temperschritt im Bereich zwischen 300°C und 700°C, insbesondere im Bereich zwischen 400°C und 550°C. Beim Tempern des Halbleiter-Bauelements 1 bildet sich in den Vertiefungen 9, insbesondere im Bereich der Boden-Schicht 11 Nickelsilizid. Entsprechend bildet sich im Kontakt-Bereich zwischen den Überständen 13 der Kontakt-Elemente 12 und der Kontakt-Schicht 8 eine Aluminium-Nickel-Legierung. Hierdurch wird der Kontaktwiderstand zwischen den Kontakt-Elementen 12 und dem Halbleiter-Substrat 2 einerseits und den Kontakt-Elementen 12 und der Kontakt-Schicht 8 andererseits erheblich reduziert. Außerdem bilden sich beim Tempern in der Boden-Schicht 11 Aluminium-Silizium-Legierungen. Schließlich begünstigt das Tempern die Diffusion von Dotierstoff, der optional in die Kontakt-Elemente 12 eingelagert ist, durch die Boden-Wand 10 in das Halbleiter-Substrat 2.
Das Tempern wird vorzugsweise in einer Inertgas-Atmosphäre durchgeführt. Wird alternativ hierzu an Luft getempert, ist zur Wiederherstellung der Lötbarkeit der Kontakt-Elemente 12 eine Behandlung deren Oberfläche in Salzsäure vorgesehen. Die Salzsäure hat vorzugsweise eine Konzentration von ungefähr 20%.
Im Folgenden wird unter Bezugnahme auf die 6 und 7 ein weiteres Ausführungsbeispiel der Erfindung beschrieben. Identische Teile erhalten dieselben Bezugszeichen wie beim ersten Ausführungsbeispiel, auf dessen Beschreibung hiermit verwiesen wird. Konstruktiv unterschiedliche jedoch funktionell gleichartige Teile erhalten dieselben Bezugszeichen mit einem nachgestellten a. Bei diesem Ausführungsbeispiel sind die Kontakt-Elemente 12 im ersten Teilbereich 14 in Linien angeordnet. Die Linien verlaufen vorzugsweise senkrecht zur Ausrichtung der linienförmig ausgebildeten, Busbare bildenden Kontakt-Struktur 16a im zweiten Teilbereich 15.
Somit umfasst die Kontakt-Struktur 16a bei diesem Ausführungsbeispiel zusätzlich zu den Busbaren im zweiten Teilbereich 15 linienförmig ausgebildete Quer-Kontakte 19. Die Quer-Kontakte 19 sind senkrecht zu den Busbaren angeordnet. Die Quer-Kontakte 19 sind elektrisch leitend mit den Busbaren verbunden. Sie verbinden die Busbare miteinander. Sie sind insbesondere so angeordnet, dass sie Kontaktfingern auf der Vorderseite 3 des Halbleiter-Substrats 2 in Richtung der Flächennormalen 5 gegenüber liegen. Sie sind vorzugsweise mit einem Linienabstand AL angeordnet, welcher dem Abstand A1 des ersten Ausführungsbeispiels entspricht. Der Linienabstand AL ist vorzugsweise ein ganzzahliges Vielfaches, insbesondere zweifaches oder dreifaches, des Abstandes der Kontaktfinger auf der Vorderseite 3. Durch die Anordnung der linienförmigen Quer-Kontakte 19 gegenüber den Kontaktfingern auf der Vorderseite 3 des Halbleiter-Substrats 2 werden Rekombinationsverluste möglichst gering gehalten.
Durch die Quer-Kontakte 19 wird die Querleitfähigkeit der Rückseite 4 bereitgestellt. Hierdurch ist es möglich, die Dicke der Kontakt-Schicht 8 zu reduzieren. Dies führt zu einer verkürzten Prozesszeit, Material- und Kosteneinsparungen. Die Kontakt-Schicht 8 weist bei diesem Ausführungsbeispiel eine Dicke DK auf, welche höchstens 0,5 &mgr;m, insbesondere höchstens 0,2 &mgr;m, insbesondere höchstens 0,1 &mgr;m beträgt.
Die Kontakt-Elemente 12 sind entsprechend wie beim ersten Ausführungsbeispiel ausgebildet. Zur Verbesserung ihrer Leitfähigkeit ist zusätzlich eine auf ihnen abgeschiedene Leit-Schicht 20 vorgesehen. Die Leit-Schicht 20 weist eine Dicke im Bereich von 3 &mgr;m bis 50 &mgr;m auf. Die Dicke der Kontakt-Elemente 12, gemessen von der Rückseite 4 des Halbleiter-Substrats 2 in Richtung der Flächennormalen 5, liegt im Bereich von 1 &mgr;m bis 5 &mgr;m. Die Leit-Schicht 20 umfasst vorzugsweise einen Anteil an Kupfer. Sie besteht insbesondere vollständig aus Kupfer oder einer Kupferverbindung. Die Kontakt-Elemente 12 bilden hierbei eine Sperr-Schicht, welche eine Diffusion von Kupferionen in das Halbleiter-Substrat 2 verhindert.
Auf der Leit-Schicht 20 ist eine Löt-Schicht 21 vorgesehen. Die Löt-Schicht 21 weist eine Dicke im Bereich von 1 &mgr;m bis 5 &mgr;m auf. Sie weist zumindest einen Anteil Nickel, Silber, Zinn oder einer Verbindung dieser Metalle auf. Sie besteht vorzugsweise aus Silber, Nickel oder Zinn.
Die Kontakt-Struktur 16a umfasst somit die Kontakt-Schicht 8, die Sperr-Schicht, die Leit-Schicht 20 und die Löt-Schicht 21. Eine entsprechende Ausbildung der Kontakt-Struktur 16a ist selbstverständlich auch beim ersten Ausführungsbeispiel möglich.
Die beschriebenen Kontakt-Strukturen 16, 16a können ebenso zur Erzeugung einer Vorderseitenmetallisierung mit hohem Aspektverhältnis angewendet werden. In diesem Fall wird die Kontakt-Schicht 8 im Bereich zwischen den Kontakt-Strukturen 16, 16a nach Abscheidung derselben wieder entfernt. Dies geschieht beispielsweise mittels geeigneter Chemikalien, insbesondere einer Natriumhydroxidlösung.
+++++
... beim Halbleiterelements wird eine Zelle mit AL-BSF Rückseitenkontakten beschrieben. Es liest sich sehr interessant mit den möglichen Alternativen und vorgesehenen kostengünstigen Prozeßen (Bohren/Dotieren wieder ein Arbeitsgang). Es fehlen aber die Patentzeichnungen, damit man alles zuordnen kann. Auch PLUTO und Panda setzen BSF eins. Das kann bei poly n-typ oder mono Zellen verwendedet werden, wo es zudem nicht zu einer Degration bei der Zellleistung beim ersten Einsatz kommt. Es handelt sich durch die Alu-Beschichtung (ich denke da an das Patent von Bram Hoex) auf der Rükseite um sehr leistungsfähige und trotzdem preiswerte Zelltechnik mit mehreren Alternativen. Ist auch für RGS vorgesehen !!
Laser-Gefeuerte Kontakte = LFC
Ein Bild zu (Al-) BSF die hier per Laser hergestellt wird ...
Titel
Halbleiter-Bauelement
... mit BSF Rückseitenkontakten !!Anmelder
Deutsche Cell GmbH, 09599 Freiberg, DE
Erfinder
Krause, Andreas, Dr., 01187 Dresden, DE;
Bitnar, Bernd, Dr., 09599 Freiberg, DE;
Neuhaus, Holger, Dr., 09599 Freiberg, DE;
Kutzer, Martin, 09322 Penig, DE;
Schlegel, Kristian, 08056 Zwickau, DE;
Lengsfeld, Claudia, 09599 Freiberg, DE
Vertreter
Rau, Schneck & Hübner Patent- und Rechtsanwälte, 90402 Nürnberg
DE-Anmeldedatum
16.12.2008
Veröffentlichungstag im Patentblatt
04.03.2010
http://www.patent-de.com/20100304/DE102008062591A1.html
+++++
Die Erfindung betrifft ein Halbleiter-Bauelement sowie ein Verfahren zur Herstellung eines Halbleiter-Bauelements.
Bei lasergefeuerten (LFC-)Solarzellen ist auf der sonnenabgewandten Rückseite der Solarzelle üblicherweise eine Metallschicht aus Aluminium aufgebracht. Es ist bekannt, dass das Verlöten von Aluminium technisch sehr aufwändig ist. Auch eine galvanische Abscheidung einer gut lötbaren Metallschicht auf der Aluminiumschicht ist nicht ohne weiteres möglich, da die Aluminiumschicht spontan eine nicht-elektronenleitende Aluminiumoxid-Oberflächen-Schicht ausbildet. Eine galvanische Beschichtung der Rückseite einer LFC-Solarzelle ist somit nicht ohne spezielle Vorbehandlung möglich. Derartige Vorbehandlungen sind aufwändig und teuer. Außerdem führen sie zu einer verminderten Haftfestigkeit der abgeschiedenen Schichten.
Der Erfindung liegt daher die Aufgabe zugrunde, ein Halbleiter-Bauelement mit einer verbesserten Kontakt-Schicht zu schaffen. Der Erfindung liegt weiterhin die Aufgabe zugrunde, ein Verfahren zur Herstellung eines derartigen Halbleiter-Bauelements bereitzustellen.
Diese Aufgabe wird erfindungsgemäß durch die Merkmale der Ansprüche 1 und 12 gelöst. Der Kern der Erfindung besteht darin, die mittels eines Lasers erzeugten Vertiefungen an der Oberfläche eines Halbleiter-Substrats mittels galvanischer Abscheidung von Kontakten aufzufüllen. Vorteilhafterweise sind die Vertiefungen in zumindest einem Teilbereich auf der Oberfläche des Halbleiter-Substrats derart angeordnet, dass benachbarte Kontakte miteinander verschmelzen und eine zusammenhängende Kontakt-Struktur bilden. Weitere Vorteile ergeben sich aus den Unteransprüchen.
Merkmale und Einzelheiten der Erfindung ergeben sich aus der Beschreibung mehrerer Ausführungsbeispiele anhand der Zeichnungen. Es zeigen
1 einen Querschnitt durch ein Halbleiter-Bauelement gemäß einem Ausführungsbeispiel vor Auffüllung der LFC-Kontakte,
2 einen Querschnitt durch das Halbleiter-Bauelement gemäß 1 nach der Verlötung der Kontakte,
3 eine Ausschnittsvergrößerung des Bereichs III aus 1,
4 eine Ausschnittsvergrößerung des Bereichs IV aus 2,
5 eine Ansicht der Rückseite des Halbleiter-Bauelements gemäß 1,
6 eine Ansicht der Rückseite des Halbleiter-Bauelements gemäß einem weiteren Ausführungsbeispiel und
7 eine vereinfachte Schnitt-Darstellung entlang der Linie VII-VII des Ausführungsbeispiels gemäß 6.
Ein insbesondere als Solarzelle ausgebildetes Halbleiter-Bauelement 1 umfasst ein flächig ausgebildetes Halbleiter-Substrat 2 mit einer Vorderseite 3, einer dieser gegenüberliegenden Rückseite 4 und einer senkrecht auf er Vorderseite 3 und der Rückseite 4 stehenden Flächennormalen 5. Das Halbleitersubstrat 2 ist aus einem Halbleiter-Material, insbesondere aus Silizium. Andere Halbleiter-Materialien sind jedoch ebenfalls denkbar. Auf der Rückseite 4 des Halbleiter-Substrats 2 ist eine elektrische Passivierungs-Schicht 6 aufgebracht, die auch als interner Licht-Reflektor ausgelegt sein kann. Die Passivierungs-Schicht 6 ist elektrisch isolierend. Sie ist vorzugsweise aus Siliziumnitrid oder Siliziumdioxid. Die Passivierungsschicht 6 weist eine Vielzahl von Öffnungen 7 auf. Die Öffnungen 7 haben Abmessungen senkrecht zur Flächennormalen 5, welche im Verhältnis zu den Abmessungen des Halbleiter-Substrats 2 sehr klein sind. Sie werden daher auch als punktförmig bezeichnet. Die Öffnungen 7 sind insbesondere kreisförmig. Die Öffnungen werden durch Laserpulse hergestellt.
Außerdem umfasst das Halbleiter-Bauelement 1 eine auf der Passivierungsschicht 6 angeordnete, elektrisch leitende Kontakt-Schicht 8. Die Kontakt-Schicht 8 ist aus einem gut elektrisch leitfähigen Metall, insbesondere aus Aluminium. Sie ist auf ihrer dem Halbleiter-Substrat 2 zugewandten Seite reflektierend ausgebildet.
Die Öffnungen 7 durchdringen die Kontakt-Schicht 8 und die darunter liegende Passivierungsschicht 6 in Richtung der Flächennormalen 5 vollständig. Im Bereich dieser Öffnungen 7 weist das Halbleiter-Substrat 2 Vertiefungen 9 auf, welche sich in Richtung der Flächennormalen 5 erstrecken.
Die Vertiefungen 9 haben senkrecht zur Flächennormalen 5 einen runden, insbesondere einen kreisförmigen Querschnitt. Sie haben einen Durchmesser D senkrecht zur Flächennormalen im Bereich von 1 &mgr;m bis 100 &mgr;m, insbesondere im Bereich von 25 &mgr;m bis 75 &mgr;m.
Die Vertiefungen 9 weisen jeweils eine dem Halbleiter-Substrat zugewandte Boden-Wand 10 auf. Auf dieser ist eine Boden-Schicht 11 ausgebildet, welche zumindest einen Anteil des Materials der Kontakt-Schicht 8 und einen Anteil des Materials des Halbleiter-Substrats 2 aufweist. Die Boden-Schicht 11 kann zusätzlich insbesondere Dotierstoffe aufweisen. Die Boden-Schicht 11 steht in elektrischem Kontakt mit der Kontakt-Schicht 8. Die Boden-Schicht 11 ist insbesondere als eine mit Aluminium hochdotierte Silizium-Schicht ausgebildet. Die Boden-Schicht 11 weist vorteilhafterweise eine Aluminium-Metall- und/oder eine Silizium-Metall-Legierung auf. Sie ist daher gut leitfähig. Die Boden-Schicht 11 weist insbesondere auch einen Anteil an Bor auf.
Des Weiteren umfasst das Halbleiter-Bauelement 1 eine Vielzahl von Kontakt-Elementen 12 zur elektrischen Verbindung der Kontakt-Schicht 8 mit dem Halbleiter-Substrat 2. Die Kontakt-Elemente 12 sind elektrisch gut leitfähig. Sie sind außerdem gut lötbar. Die Kontakt-Elemente 12 weisen einen Anteil an Nickel auf. Der Nickelanteil beträgt mindestens 50%, insbesondere mindestens 90%, insbesondere mindestens 99%. Vorzugsweise weisen die Kontakt-Elemente 12 außerdem einen Anteil an Bor auf. Anstelle des Bor-Anteils kann auch ein anderer Dotierstoff vorgesehen sein. Im Kontaktbereich zwischen dem Kontakt-Element 12 und der Boden-Schicht 11 in der Vertiefung 9 im Halbleiter-Substrat 2 ist eine Nickel-Silizium-Legierung, insbesondere Nickelsilizid ausgebildet. Entsprechend ist im Kontaktbereich zwischen dem Kontakt-Element 12 und der Kontakt-Schicht 8 eine Aluminium-Nickel-Legierung ausgebildet. Hierdurch ist der Kontaktwiderstand zwischen dem Halbleiter-Substrat 2 und der Kontakt-Struktur 16 einerseits beziehungsweise zwischen der Kontakt-Struktur 16 und der Kontakt-Schicht 8 andererseits erheblich reduziert.
Die Kontakt-Elemente 12 stehen somit sowohl mit dem Halbleiter-Substrat 2 als auch mit der Kontakt-Schicht 8 in elektrisch leitender Verbindung. Sie füllen die Vertiefungen 9 jeweils zu mindestens 50%, insbesondere mindestens 90%, vorzugsweise vollständig aus. In Richtung senkrecht zur Flächennormalen 5 stehen die Kontakt-Elemente 12 mit einem Überstand 13 jeweils über die Vertiefungen 9 über. Der Überstand 13 liegt hierbei auf der Kontakt-Schicht 8 auf.
Die Vertiefungen 9 mit den Kontakt-Elementen 12 sind in einem regelmäßigen Muster auf der Rückseite 4 des Halbleiter-Substrats 2 angeordnet. Hierbei weist das Muster mindestens zwei Teilbereiche 14, 15 auf. Der zweite Teilbereich 15 ist streifenförmig ausgebildet. Er umfasst mindestens einen, vorzugsweise mehrere, parallel zueinander verlaufende, linienförmige Unterbereiche. Benachbarte Vertiefungen 9 im ersten Teilbereich 14 haben einen ersten Abstand A1, während benachbarte Vertiefungen 9 im zweiten Teilbereich 15 einen zweiten Abstand A2 haben. Der zweite Abstand A2 ist kleiner als der erste Abstand A1, A2 < A1. Der zweite Abstand A2 liegt im Bereich von 10 &mgr;m bis 200 &mgr;m, insbesondere im Bereich von 50 &mgr;m bis 120 &mgr;m, insbesondere im Bereich von 80 &mgr;m bis 100 &mgr;m. Der zweite Abstand A2 ist insbesondere weniger als zweimal so groß wie der Überstand 13 der Kontakt-Elemente 12 über die Vertiefungen 9 in Richtung senkrecht zur Flächennormalen 5, sodass sich benachbarte Kontakt-Elemente 12 im zweiten Teilbereich 15 mittels ihrer Überstände 13 berühren und somit eine zusammenhängende Kontakt-Struktur 16 bilden. Der Überstand 13 ist jedoch kleiner, als dass die Kontakt-Struktur 16 das Halbleiter-Substrat 2 vollständig, das heißt lückenlos überdeckte. Mit anderen Worten bleiben auch im zweiten Teilbereich 15 Zwischenräume zwischen den sich berührenden Kontakt-Elementen 12, welche Poren in der zusammenhängenden Kontakt-Struktur 16 bilden. Die Kontakt-Struktur 16 wird daher auch als offenporig bezeichnet. Durch diese Poren sind die mechanischen Eigenschaften der Kontakt-Struktur 16 wesentlich verbessert. Insbesondere können durch die Poren thermische Spannungen zwischen der Kontakt-Struktur 16 und dem Halbleiter-Substrat 2 ausgeglichen werden. Die Kontakt-Struktur 16 ist linienförmig ausgebildet. Sie wird auch als Busbar bezeichnet.
Im Gegensatz zum zweiten Teilbereich 15 ist der Abstand A1 zwischen zwei benachbarten Kontakt-Elementen 12 im ersten Teilbereich 14 mehr als zweimal so groß wie der Überstand 13 der Kontakt-Elemente 12 über die Vertiefungen 9 in Richtung senkrecht zur Flächennormalen 5. Im ersten Teilbereich 14 sind die einzelnen Kontakt-Elemente 12 somit voneinander elektrisch isoliert. Der erste Abstand A1 liegt im Bereich von 200 &mgr;m bis 20.000 &mgr;m. Er beträgt vorzugsweise mindestens 500 &mgr;m, insbesondere mindestens 1.000 &mgr;m.
Die Vertiefungen 9 mit den Kontakt-Elementen 12 sind vorzugsweise an den Ecken eines regulären, insbesondere eines quadratischen, rechteckigen oder hexagonalen Gitters angeordnet.
Im zweiten Teilbereich 15 ist die Kontakt-Struktur 16, das heißt die Kontakt-Elemente 12 mittels einer Lot-Schicht 17 mit Kontakt-Bändchen 18 verlötet. Die Lot-Schicht 17 kann aus einem Zinn-Blei-Lot oder aus einem bleifreien Zinn-Lot sein. Vorteilhafterweise weist das Lot der Lot-Schicht 17 einen Anteil an Wismut auf. Diesbezüglich sei auf die DE 10 2008 031 836.1 verwiesen.
Es ist vorgesehen, dass das Halbleiter-Bauelement 1 zu jeweils einer der Kontakt-Strukturen 16 eine entsprechend ausgebildete Kontakt-Struktur auf der Vorderseite 3 aufweist, wobei die Kontakt-Strukturen 16 auf der Vorder- und Rückseite 3, 4 jeweils in Richtung der Flächennormalen 5 fluchtend zueinander angeordnet sind.
In einer alternativen Ausführungsform wird auf den zweiten Teilbereich mit einer enger benachbarten Anordnung der Vertiefungen 9 mit den Kontakt-Elementen 12 verzichtet. Stattdessen ist vorgesehen, auf der Rückseite 4 des Halbleiter-Bauelements 1 ganzflächig eine Folie aus einem gut leitfähigen und weich lötbarem Material, beispielsweise aus Kupfer oder einer Metalllegierung wie Messing, anzubringen, wobei die Folie mit den Kontakt-Elementen 12 verlötet ist. Vorteilhafterweise ist die Metallfolie mit einem Zinn-Lot beschichtet. Auf diese Folie können sodann wiederum die Kontakt-Bändchen 18 zum Verbinden mehrerer Halbleiter-Bauelemente 1 in einem Modul aufgelötet werden. Durch die Metallfolie wird die Querleitfähigkeit der Rückseite 4 der LFC-Solarzelle deutlich verbessert, wodurch der Widerstandsverlust reduziert und ein Wirkungsgradgewinn generiert werden kann. Auf die Verlötung mit Kontakt-Bändchen kann verzichtet werden, wenn eine geeignet geformte Folie auf den frontseitigen Busbar der benachbarten Solarzelle geführt wird, wodurch die Folie die Serienverschaltung der einzelnen Solarzellen herstellt.
Im Folgenden wird ein Verfahren zur Herstellung des Halbleiter-Bauelements 1 beschrieben. Zunächst wird das Halbleiter-Bauelement 1 mit lasergefeuerten (LF-)Kontakten bereitgestellt. Für die Herstellung des Halbleiter-Bauelements 1 mit LF-Kontakten sei auf die DE 10 2008 024 053.2 verwiesen. Als Ausgangspunkt dient das Halbleiter-Substrat 2, insbesondere ein Siliziumwafer, welcher zumindest auf seiner Rückseite 4, vorzugsweise auch auf seiner Vorderseite 3 mit der Passivierungs-Schicht 6 und der auf dieser angeordneten Kontakt-Schicht 8 versehen wird. Sodann wird das Halbleiter-Substrat 2 mittels eines gepulsten Lasers mit den Vertiefungen 9 versehen. Beim Einbringen der Vertiefungen in das Halbleiter-Substrat 2 bilden sich die Öffnungen 7 in der Kontakt-Schicht 8 und der darunter liegenden Passivierungsschicht 6 aus. Vorteilhafterweise ist zum Einbringen der Vertiefungen 9 ein flüssigkeitsstrahl-geführter Laser vorgesehen. Hierbei kann der Flüssigkeitsstrahl vorzugsweise Dotierstoffe wie Phosphor, Arsen, Antimon oder auch Bor, Indium, Aluminium, Gallium oder deren Verbindungen enthalten.
Zum Auffüllen der Vertiefungen 9 werden die Kontakt-Elemente 12 aus einem dotierstoff-haltigen Elektrolyten in die Vertiefungen 9 abgeschieden. Hierbei erfolgt die Abscheidung ausschließlich in den Vertiefungen 9. Auf der Kontakt-Schicht 8 findet aufgrund einer sich spontan ausbildenden, nicht-elektronenleitenden Aluminiumoxid-Schicht keine galvanische Metallabscheidung statt. Die galvanische Abscheidung der Kontakt-Elemente 12 wird solange fortgesetzt, bis die Vertiefungen 9 vollständig aufgefüllt sind, und die Kontakt-Elemente 12 in Richtung senkrecht zur Flächennormalen 5 über die Vertiefungen 9 überstehen. Aufgrund der speziellen Anordnung der Vertiefungen 9 auf der Rückseite 4 des Halbleiter-Substrats 2 wachsen die Überstände 13 der Kontakt-Elemente 12 im zweiten Teilbereich 15 hierbei zusammen und bilden somit die zusammenhängende, teilweise geschlossene, offenporige Kontakt-Struktur 16. Durch das Auffüllen der Vertiefungen 9 werden außerdem mögliche Unterbrechungen des Kontakts zwischen dem Halbleiter-Substrat 2 und der Kontakt-Schicht 8 im Bereich der Öffnungen 7 überbrückt, wodurch der Leistungsverlust am Kontaktwiderstand der lasergefeuerten Kontakte reduziert wird.
Da die Kontakt-Elemente 12 gut mit Lot benetzbar sind, lässt sich die Kontakt-Struktur 16 sehr gut mit Kontakt-Bändchen 18 verlöten. Die Kontakt-Bändchen 18 gehen hierbei eine haftfeste Verbindung mit dem Halbleiter-Bauelement 1 ein. Thermische Spannungen, welche aufgrund von unterschiedlichen Ausdehnungskoeffizienten des Halbleiter-Substrats 2 und der Kontakt-Struktur 16 beim Verlöten derselben typischerweise auftreten können, werden zumindest teilweise durch die Poren zwischen den Kontakt-Elementen 12 ausgeglichen.
In einem weiteren Ausführungsbeispiel ist vorgesehen, das Halbleiter-Bauelement 1 nach der Abscheidung der Kontakt-Elemente 12 in den Vertiefungen 9 zu tempern. Die Temperatur liegt bei diesem Temperschritt im Bereich zwischen 300°C und 700°C, insbesondere im Bereich zwischen 400°C und 550°C. Beim Tempern des Halbleiter-Bauelements 1 bildet sich in den Vertiefungen 9, insbesondere im Bereich der Boden-Schicht 11 Nickelsilizid. Entsprechend bildet sich im Kontakt-Bereich zwischen den Überständen 13 der Kontakt-Elemente 12 und der Kontakt-Schicht 8 eine Aluminium-Nickel-Legierung. Hierdurch wird der Kontaktwiderstand zwischen den Kontakt-Elementen 12 und dem Halbleiter-Substrat 2 einerseits und den Kontakt-Elementen 12 und der Kontakt-Schicht 8 andererseits erheblich reduziert. Außerdem bilden sich beim Tempern in der Boden-Schicht 11 Aluminium-Silizium-Legierungen. Schließlich begünstigt das Tempern die Diffusion von Dotierstoff, der optional in die Kontakt-Elemente 12 eingelagert ist, durch die Boden-Wand 10 in das Halbleiter-Substrat 2.
Das Tempern wird vorzugsweise in einer Inertgas-Atmosphäre durchgeführt. Wird alternativ hierzu an Luft getempert, ist zur Wiederherstellung der Lötbarkeit der Kontakt-Elemente 12 eine Behandlung deren Oberfläche in Salzsäure vorgesehen. Die Salzsäure hat vorzugsweise eine Konzentration von ungefähr 20%.
Im Folgenden wird unter Bezugnahme auf die 6 und 7 ein weiteres Ausführungsbeispiel der Erfindung beschrieben. Identische Teile erhalten dieselben Bezugszeichen wie beim ersten Ausführungsbeispiel, auf dessen Beschreibung hiermit verwiesen wird. Konstruktiv unterschiedliche jedoch funktionell gleichartige Teile erhalten dieselben Bezugszeichen mit einem nachgestellten a. Bei diesem Ausführungsbeispiel sind die Kontakt-Elemente 12 im ersten Teilbereich 14 in Linien angeordnet. Die Linien verlaufen vorzugsweise senkrecht zur Ausrichtung der linienförmig ausgebildeten, Busbare bildenden Kontakt-Struktur 16a im zweiten Teilbereich 15.
Somit umfasst die Kontakt-Struktur 16a bei diesem Ausführungsbeispiel zusätzlich zu den Busbaren im zweiten Teilbereich 15 linienförmig ausgebildete Quer-Kontakte 19. Die Quer-Kontakte 19 sind senkrecht zu den Busbaren angeordnet. Die Quer-Kontakte 19 sind elektrisch leitend mit den Busbaren verbunden. Sie verbinden die Busbare miteinander. Sie sind insbesondere so angeordnet, dass sie Kontaktfingern auf der Vorderseite 3 des Halbleiter-Substrats 2 in Richtung der Flächennormalen 5 gegenüber liegen. Sie sind vorzugsweise mit einem Linienabstand AL angeordnet, welcher dem Abstand A1 des ersten Ausführungsbeispiels entspricht. Der Linienabstand AL ist vorzugsweise ein ganzzahliges Vielfaches, insbesondere zweifaches oder dreifaches, des Abstandes der Kontaktfinger auf der Vorderseite 3. Durch die Anordnung der linienförmigen Quer-Kontakte 19 gegenüber den Kontaktfingern auf der Vorderseite 3 des Halbleiter-Substrats 2 werden Rekombinationsverluste möglichst gering gehalten.
Durch die Quer-Kontakte 19 wird die Querleitfähigkeit der Rückseite 4 bereitgestellt. Hierdurch ist es möglich, die Dicke der Kontakt-Schicht 8 zu reduzieren. Dies führt zu einer verkürzten Prozesszeit, Material- und Kosteneinsparungen. Die Kontakt-Schicht 8 weist bei diesem Ausführungsbeispiel eine Dicke DK auf, welche höchstens 0,5 &mgr;m, insbesondere höchstens 0,2 &mgr;m, insbesondere höchstens 0,1 &mgr;m beträgt.
Die Kontakt-Elemente 12 sind entsprechend wie beim ersten Ausführungsbeispiel ausgebildet. Zur Verbesserung ihrer Leitfähigkeit ist zusätzlich eine auf ihnen abgeschiedene Leit-Schicht 20 vorgesehen. Die Leit-Schicht 20 weist eine Dicke im Bereich von 3 &mgr;m bis 50 &mgr;m auf. Die Dicke der Kontakt-Elemente 12, gemessen von der Rückseite 4 des Halbleiter-Substrats 2 in Richtung der Flächennormalen 5, liegt im Bereich von 1 &mgr;m bis 5 &mgr;m. Die Leit-Schicht 20 umfasst vorzugsweise einen Anteil an Kupfer. Sie besteht insbesondere vollständig aus Kupfer oder einer Kupferverbindung. Die Kontakt-Elemente 12 bilden hierbei eine Sperr-Schicht, welche eine Diffusion von Kupferionen in das Halbleiter-Substrat 2 verhindert.
Auf der Leit-Schicht 20 ist eine Löt-Schicht 21 vorgesehen. Die Löt-Schicht 21 weist eine Dicke im Bereich von 1 &mgr;m bis 5 &mgr;m auf. Sie weist zumindest einen Anteil Nickel, Silber, Zinn oder einer Verbindung dieser Metalle auf. Sie besteht vorzugsweise aus Silber, Nickel oder Zinn.
Die Kontakt-Struktur 16a umfasst somit die Kontakt-Schicht 8, die Sperr-Schicht, die Leit-Schicht 20 und die Löt-Schicht 21. Eine entsprechende Ausbildung der Kontakt-Struktur 16a ist selbstverständlich auch beim ersten Ausführungsbeispiel möglich.
Die beschriebenen Kontakt-Strukturen 16, 16a können ebenso zur Erzeugung einer Vorderseitenmetallisierung mit hohem Aspektverhältnis angewendet werden. In diesem Fall wird die Kontakt-Schicht 8 im Bereich zwischen den Kontakt-Strukturen 16, 16a nach Abscheidung derselben wieder entfernt. Dies geschieht beispielsweise mittels geeigneter Chemikalien, insbesondere einer Natriumhydroxidlösung.
+++++
... beim Halbleiterelements wird eine Zelle mit AL-BSF Rückseitenkontakten beschrieben. Es liest sich sehr interessant mit den möglichen Alternativen und vorgesehenen kostengünstigen Prozeßen (Bohren/Dotieren wieder ein Arbeitsgang). Es fehlen aber die Patentzeichnungen, damit man alles zuordnen kann. Auch PLUTO und Panda setzen BSF eins. Das kann bei poly n-typ oder mono Zellen verwendedet werden, wo es zudem nicht zu einer Degration bei der Zellleistung beim ersten Einsatz kommt. Es handelt sich durch die Alu-Beschichtung (ich denke da an das Patent von Bram Hoex) auf der Rükseite um sehr leistungsfähige und trotzdem preiswerte Zelltechnik mit mehreren Alternativen. Ist auch für RGS vorgesehen !!
Laser-Gefeuerte Kontakte = LFC
Ein Bild zu (Al-) BSF die hier per Laser hergestellt wird ...
Antwort auf Beitrag Nr.: 39.160.853 von bossi1 am 17.03.10 17:26:29Was für Vorteile hat die neue Zelle mit BSF Kontakten ??
Ich hatte mir dazu ein BSF Patent der Gebr, Schmid angesehen ...
a) eine bifaciale Zelle ist ohne Abschattung möglich, preiswerte und effiziente Zelle
Erfindungsgemäß wird auf die Rückseite eines Solarzellen-Substrats, das insbesondere aus Silizium besteht, eine BSF-Schicht dadurch aufgebracht, dass zuerst Aluminium oder ein TCO auf das Substrat aufgebracht wird. Anschließend wird Aluminium oder ein Teil davon in das Substrat einlegiert, wobei die entstehende BSF-Schicht transparent ist bzw. keine Abschattung bewirkt. Der Vorteil dieses Herstellungsverfahrens sowie eines damit erzeugten BSF liegt darin, dass auch zweiseitige bzw. sogenannte bifaciale Solarzellen hergestellt werden können, die also auch von der Rückseite bestrahlt werden können, ohne dass das BSF eine Abschattung bewirkt. Vor allem können so sowohl großflächige als auch kleine bzw. lokale BSF geschaffen werden. Des Weiteren können verschiedene Aufbringungsverfahren für das Aluminium oder das TCO verwendet werden, wie nachfolgend noch dargelegt wird. Schließlich ist ein solches Verfahren relativ günstig und so kann eine im Vergleich zu anderen hocheffizienten Solarzellen günstige Zelle geschaffen werden.
b) durch Bram Hoex Aluminiumdioxid Beschichtung anstatt Bor kann BSF auch für n-typ poly Silizum eingesetzt werden.
Durch die Verwendung von Aluminium anstelle von Bor für das BSF kann ein erheblich günstigerer und besser zu beherrschender Prozess eingesetzt werden, unter anderem auch dadurch, dass die Legierungstemperatur für Aluminium erheblich niedriger liegt als die für Bor, insbesondere bei weniger als 900°C. Es ist bei den dargestellten erfindungsgemäßen Solarzellen möglich, multikristallines Siliziummaterial zu verwenden. Dies war früher nicht möglich, da früher beim Einlegieren mit Bor höhere Temperaturen notwendig waren, welche das multikristalline Silizium zerstört hätten. Zum Legieren von Aluminium kann die Temperatur deutlich unter 900°C gehalten werden. Somit kann also im Rahmen der Erfindung auch multikristallines Siliziummaterial für das Substrat verwendet werden.
c) Einfach Verarbeitung der Aluminiumschicht, mehrere Möglichkeiten
Für die Aufbringung des Aluminiums auf das Substrat gibt es unterschiedliche Möglichkeiten. Gemäß einer Möglichkeit kann es durch Siebdruckverfahren oder durch ein Ink-Jet-Verfahren aufgebracht werden. Des Weiteren kann es in flüssiger bzw. pastöser Form aufgebracht werden, beispielsweise als aluminiumhaltige Flüssigkeit oder aluminiumhal- tiges Gel. Gemäß einer nochmals weiteren Möglichkeit kann Aluminium ähnlich wie sonstige Metallbeschichtungen durch Sputtern, Verdampfen, CVD-Verfahren oder Legieren aufgebracht werden.
Zum Einlegieren des Aluminiums in das Substrat bzw. das Siliziummaterial des Substrats kann ein Erwärmungsprozess vorgesehen sein. Dieser unterscheidet sich vorteilhaft von einer für das vorhergehende Aufbringen des Aluminiums verwendeten oder dabei auftretenden Erwärmung. So kann dieser Prozess besser gesteuert bzw. für seinen Zweck optimiert werden.
Die Gebr. Schmid BSF Zelle ...
http://www.wipo.int/pctdb/ja/wo.jspWO=2008107094&IA=EP200800…
Ich hatte mir dazu ein BSF Patent der Gebr, Schmid angesehen ...
a) eine bifaciale Zelle ist ohne Abschattung möglich, preiswerte und effiziente Zelle
Erfindungsgemäß wird auf die Rückseite eines Solarzellen-Substrats, das insbesondere aus Silizium besteht, eine BSF-Schicht dadurch aufgebracht, dass zuerst Aluminium oder ein TCO auf das Substrat aufgebracht wird. Anschließend wird Aluminium oder ein Teil davon in das Substrat einlegiert, wobei die entstehende BSF-Schicht transparent ist bzw. keine Abschattung bewirkt. Der Vorteil dieses Herstellungsverfahrens sowie eines damit erzeugten BSF liegt darin, dass auch zweiseitige bzw. sogenannte bifaciale Solarzellen hergestellt werden können, die also auch von der Rückseite bestrahlt werden können, ohne dass das BSF eine Abschattung bewirkt. Vor allem können so sowohl großflächige als auch kleine bzw. lokale BSF geschaffen werden. Des Weiteren können verschiedene Aufbringungsverfahren für das Aluminium oder das TCO verwendet werden, wie nachfolgend noch dargelegt wird. Schließlich ist ein solches Verfahren relativ günstig und so kann eine im Vergleich zu anderen hocheffizienten Solarzellen günstige Zelle geschaffen werden.
b) durch Bram Hoex Aluminiumdioxid Beschichtung anstatt Bor kann BSF auch für n-typ poly Silizum eingesetzt werden.
Durch die Verwendung von Aluminium anstelle von Bor für das BSF kann ein erheblich günstigerer und besser zu beherrschender Prozess eingesetzt werden, unter anderem auch dadurch, dass die Legierungstemperatur für Aluminium erheblich niedriger liegt als die für Bor, insbesondere bei weniger als 900°C. Es ist bei den dargestellten erfindungsgemäßen Solarzellen möglich, multikristallines Siliziummaterial zu verwenden. Dies war früher nicht möglich, da früher beim Einlegieren mit Bor höhere Temperaturen notwendig waren, welche das multikristalline Silizium zerstört hätten. Zum Legieren von Aluminium kann die Temperatur deutlich unter 900°C gehalten werden. Somit kann also im Rahmen der Erfindung auch multikristallines Siliziummaterial für das Substrat verwendet werden.
c) Einfach Verarbeitung der Aluminiumschicht, mehrere Möglichkeiten
Für die Aufbringung des Aluminiums auf das Substrat gibt es unterschiedliche Möglichkeiten. Gemäß einer Möglichkeit kann es durch Siebdruckverfahren oder durch ein Ink-Jet-Verfahren aufgebracht werden. Des Weiteren kann es in flüssiger bzw. pastöser Form aufgebracht werden, beispielsweise als aluminiumhaltige Flüssigkeit oder aluminiumhal- tiges Gel. Gemäß einer nochmals weiteren Möglichkeit kann Aluminium ähnlich wie sonstige Metallbeschichtungen durch Sputtern, Verdampfen, CVD-Verfahren oder Legieren aufgebracht werden.
Zum Einlegieren des Aluminiums in das Substrat bzw. das Siliziummaterial des Substrats kann ein Erwärmungsprozess vorgesehen sein. Dieser unterscheidet sich vorteilhaft von einer für das vorhergehende Aufbringen des Aluminiums verwendeten oder dabei auftretenden Erwärmung. So kann dieser Prozess besser gesteuert bzw. für seinen Zweck optimiert werden.
Die Gebr. Schmid BSF Zelle ...
http://www.wipo.int/pctdb/ja/wo.jspWO=2008107094&IA=EP200800…
Antwort auf Beitrag Nr.: 39.164.226 von bossi1 am 17.03.10 22:45:25upps ... durch Bram Hoex Aluminiumoxid Beschichtung anstatt Bor ...
Für SW bleibt zu hoffen, dass die sehr schnell das Ruder umgerissen bekommen und ihre neue Technologie kostengünstig und schnell in die Massenfertigung umgesetzt bekommen.
Die neue Zelle mit den BSF Technik (baut auf der Perl Zelle von Green auf) wurde bisher nur bei mono Zellen eingesetzt. Mono Zellen werden bei Solarworld nur in den USA produziert und könnten demnach auch dort eingesetzt werden beim Ausbau auf 500 MW. Bei mono Zellen sind damit Wirkungsgrade von über 20% möglich, wenn man auf Leistung aus ist. Yingli schafft z.B. 18,5% mit einer billig Version der mono Zellen bei BSF.
Bei BSF wurde bisher die Frontseite mit Bor dotiert und das erfolgt bei Temperaturen von über 1000°C. Das ist bei mono kein Problem, aber bei poly wären die Zellen zerstört worden. Erst das Patent von Bram Hoex von der TU Eindhoven (man forscht dort auch an RGS) für einen 30 µm Aluminiumoxid Film an der Frontseite brachte die Lösung. Das ist bei Temperaturen von deutlich unter 900°C möglich und steigert den gesamten Wirkungsgrad um 6% bzw. um 1% beim Zellwirkungsgrad. Seit der Zeit kann man BSF auch bei poly einsetzen und bevorzugt beim n-typ, der wie mono keine Probleme mit der Degradion beim Wirkungsgrad (ca. 5%) beim ersten Einsatz der Zelle hat.
Schon 2007 wurde an der TU Eindhoven das neue Verfahren z.B. bei RGS eingesetzt. 2008 bekam Bram Hoex unseren Einstein Award. Die TU Eindhoven und ECN wurden danach zum Pilgerort für die Solarindustrie und die neue Zelltechnik mit Aluminiumoxid. Yingli und Canadian Solar haben sogar ein JV für "Nachhilfe" bei der Zelltechnik mit der ECN geschlossen. Die BSF Kontakte gehören eigentlich zur Perl Zelle vom Australier Green, die mit 24,7% Wirkungsgrad immer noch den Rekord halten. Der Leiter der Solarworld Inovations ist Dr. Holger Neuhaus hat damals in Australien promoviert. Das macht man nur, wenn man zur UNSW nach Sydney und Dr. Green will. Auch Dr. Shi von Suntech "soll" dort studiert haben, denn auch PLUTO baut auf einer vereinfachten Perl Zelle mit BSF Rückseitenkontakten, Al-Beschichtung an der Rückseite (es gibt mehrere Techniken dazu) und der Pyramidenstrutur an der Frontseite auf.

Dr. Holger Neuhaus,
Solarworld Inovations
Bei PLUTO wurde das Aspektverhältnis der Frontseitenkontakte von 120 µm auf ca. 28 µm verringert und somit die Abschattungsverluste. Das wird bei Solarworld in einem anderen Patent beschrieben und die Herstellungsschritte dazu wieder in einem anderem, genau wie die neue geniale Textur für die poly Zellen. Die Frontseitenkontakte müssen höher werden und dürfen die Leistung der Zellen nicht behindern. Dazu braucht man neue Techniken. Solarworld hat es geschafft dabei zusätzlich noch die Leistung zu steigern und preiswertere Materialen (weniger Silber) einzusetzen. Suntech arbeitet noch an der weiteren Leistungsteigerung.
Der bisher übliche Siebdruck (rechts) mit 120 µm ...
PLUTO Frontseitenkontake mit 28 µm ...
Die neuen 2teiligen Frontseitenkontakte von Solarword ... (8= Nickel)
In allen neuen Paten sieht man wie Material- und Energiekosten eingespart werden und mehrere Arbeitschritte in einen Prozeß zusammen gefaßt werden. Dazu setzt man unter anderem auf neuste Lasertechnik, die beim Bohren auch gleichzeitig dotieren können. Andere Zellprofis (z.B. Q-Cells) wollen noch mit dem Ätzverfahren arbeiten (Quebec) und später dotieren ...
Die neue Zelle mit den BSF Technik (baut auf der Perl Zelle von Green auf) wurde bisher nur bei mono Zellen eingesetzt. Mono Zellen werden bei Solarworld nur in den USA produziert und könnten demnach auch dort eingesetzt werden beim Ausbau auf 500 MW. Bei mono Zellen sind damit Wirkungsgrade von über 20% möglich, wenn man auf Leistung aus ist. Yingli schafft z.B. 18,5% mit einer billig Version der mono Zellen bei BSF.
Bei BSF wurde bisher die Frontseite mit Bor dotiert und das erfolgt bei Temperaturen von über 1000°C. Das ist bei mono kein Problem, aber bei poly wären die Zellen zerstört worden. Erst das Patent von Bram Hoex von der TU Eindhoven (man forscht dort auch an RGS) für einen 30 µm Aluminiumoxid Film an der Frontseite brachte die Lösung. Das ist bei Temperaturen von deutlich unter 900°C möglich und steigert den gesamten Wirkungsgrad um 6% bzw. um 1% beim Zellwirkungsgrad. Seit der Zeit kann man BSF auch bei poly einsetzen und bevorzugt beim n-typ, der wie mono keine Probleme mit der Degradion beim Wirkungsgrad (ca. 5%) beim ersten Einsatz der Zelle hat.
Schon 2007 wurde an der TU Eindhoven das neue Verfahren z.B. bei RGS eingesetzt. 2008 bekam Bram Hoex unseren Einstein Award. Die TU Eindhoven und ECN wurden danach zum Pilgerort für die Solarindustrie und die neue Zelltechnik mit Aluminiumoxid. Yingli und Canadian Solar haben sogar ein JV für "Nachhilfe" bei der Zelltechnik mit der ECN geschlossen. Die BSF Kontakte gehören eigentlich zur Perl Zelle vom Australier Green, die mit 24,7% Wirkungsgrad immer noch den Rekord halten. Der Leiter der Solarworld Inovations ist Dr. Holger Neuhaus hat damals in Australien promoviert. Das macht man nur, wenn man zur UNSW nach Sydney und Dr. Green will. Auch Dr. Shi von Suntech "soll" dort studiert haben, denn auch PLUTO baut auf einer vereinfachten Perl Zelle mit BSF Rückseitenkontakten, Al-Beschichtung an der Rückseite (es gibt mehrere Techniken dazu) und der Pyramidenstrutur an der Frontseite auf.
Dr. Holger Neuhaus,
Solarworld Inovations
Bei PLUTO wurde das Aspektverhältnis der Frontseitenkontakte von 120 µm auf ca. 28 µm verringert und somit die Abschattungsverluste. Das wird bei Solarworld in einem anderen Patent beschrieben und die Herstellungsschritte dazu wieder in einem anderem, genau wie die neue geniale Textur für die poly Zellen. Die Frontseitenkontakte müssen höher werden und dürfen die Leistung der Zellen nicht behindern. Dazu braucht man neue Techniken. Solarworld hat es geschafft dabei zusätzlich noch die Leistung zu steigern und preiswertere Materialen (weniger Silber) einzusetzen. Suntech arbeitet noch an der weiteren Leistungsteigerung.
Der bisher übliche Siebdruck (rechts) mit 120 µm ...
PLUTO Frontseitenkontake mit 28 µm ...
Die neuen 2teiligen Frontseitenkontakte von Solarword ... (8= Nickel)
In allen neuen Paten sieht man wie Material- und Energiekosten eingespart werden und mehrere Arbeitschritte in einen Prozeß zusammen gefaßt werden. Dazu setzt man unter anderem auf neuste Lasertechnik, die beim Bohren auch gleichzeitig dotieren können. Andere Zellprofis (z.B. Q-Cells) wollen noch mit dem Ätzverfahren arbeiten (Quebec) und später dotieren ...

Sehr geehrter Herr ***,
wir freuen uns sehr über Ihr großes Interesse an der SolarWorld AG.
Wir müssen jedoch nochmals um Ihr Verständnis bitten, dass wir Sie als treuer Aktionär leider bei der Eröffnungsfeier der neuen Waferproduktion in Freiberg nicht berücksichtigen können.
Sollten wir in Zukunft eine öffentliche Veranstaltung für Aktionäre und weitere Interessenten anbieten, werden wir Sie gerne in die Einladungsliste mit aufnehmen.
Wir würden uns freuen, Sie am 20. Mai 2010 um 11.00 Uhr bei unserer Hauptversammlung in Bonn begrüßen zu dürfen.
Mit freundlichen Grüßen

wir freuen uns sehr über Ihr großes Interesse an der SolarWorld AG.
Wir müssen jedoch nochmals um Ihr Verständnis bitten, dass wir Sie als treuer Aktionär leider bei der Eröffnungsfeier der neuen Waferproduktion in Freiberg nicht berücksichtigen können.
Sollten wir in Zukunft eine öffentliche Veranstaltung für Aktionäre und weitere Interessenten anbieten, werden wir Sie gerne in die Einladungsliste mit aufnehmen.
Wir würden uns freuen, Sie am 20. Mai 2010 um 11.00 Uhr bei unserer Hauptversammlung in Bonn begrüßen zu dürfen.
Mit freundlichen Grüßen

Antwort auf Beitrag Nr.: 39.169.724 von lieberlong am 18.03.10 16:01:50Hätte mich auch auf die Teilnahmenan der Eröffnungsfeier gefreut...
Verstehe aber die Absage von SW.
Stellte Euch vor, die Peekey-Schnittys-&Co vom Haupt-threat laufen da mit gezückter Camera durch die Hallen, nehmen jedes Detail auf und verscherbeln`s an die geliebten China-Modul-Produzenten
Verfolgungs-Wahn oder Realitätssinn??!
olmo
Verstehe aber die Absage von SW.
Stellte Euch vor, die Peekey-Schnittys-&Co vom Haupt-threat laufen da mit gezückter Camera durch die Hallen, nehmen jedes Detail auf und verscherbeln`s an die geliebten China-Modul-Produzenten

Verfolgungs-Wahn oder Realitätssinn??!
olmo
Antwort auf Beitrag Nr.: 39.169.724 von lieberlong am 18.03.10 16:01:50dass wir Sie als treuer Aktionär leider bei der Eröffnungsfeier der neuen Waferproduktion in Freiberg nicht berücksichtigen können.
Ich hätte es mir gerne auch mal angesehen ...
Man wird die neue Waferfertigung im kleinem Rahmen eröffnen, aber RGS wird nicht vor dem Sommer beginnen, bis der neue Turm im Betrieb ist. Ich bin jetzt erst mal auf den GB 2009 gespannt und ggf. einen Umsatz Ausblick 2010 ...
- was hat den Gewinn so deutlich reduziert?
- was wurde mit JSSI Produziert?
- was wurde in F&E investiert?
- wie war der Absatz in den Auslandsmärkten?
Beispiel zum Umsatz aus dem 1-3 Q 2009 zum Vorjahr
- Deutschland +56,8%
- Europa -52,8% ... !!
- Asien -29,6%
- USA -56,5% ... !!
- Sonstige -34,7%
Auslandsquote nur noch 33% nach 59% !!
Ich hätte es mir gerne auch mal angesehen ...
Man wird die neue Waferfertigung im kleinem Rahmen eröffnen, aber RGS wird nicht vor dem Sommer beginnen, bis der neue Turm im Betrieb ist. Ich bin jetzt erst mal auf den GB 2009 gespannt und ggf. einen Umsatz Ausblick 2010 ...
- was hat den Gewinn so deutlich reduziert?
- was wurde mit JSSI Produziert?
- was wurde in F&E investiert?
- wie war der Absatz in den Auslandsmärkten?
Beispiel zum Umsatz aus dem 1-3 Q 2009 zum Vorjahr
- Deutschland +56,8%
- Europa -52,8% ... !!
- Asien -29,6%
- USA -56,5% ... !!
- Sonstige -34,7%
Auslandsquote nur noch 33% nach 59% !!
Antwort auf Beitrag Nr.: 39.171.921 von bossi1 am 18.03.10 19:26:06- Europa -52,8% ... !!
- Asien -29,6%
- USA -56,5% ... !!
Auslandsquote nur noch 33% nach 59% !!
Könnte man auch so sehen: Europa wegen Spanien und USA/Asien wegen gestarteter inländischer Produktion? Hab da irgendeine Aussage Koeckes noch im Kopf...
- Asien -29,6%
- USA -56,5% ... !!
Auslandsquote nur noch 33% nach 59% !!
Könnte man auch so sehen: Europa wegen Spanien und USA/Asien wegen gestarteter inländischer Produktion? Hab da irgendeine Aussage Koeckes noch im Kopf...

Eine schöne Übersicht zu den Chinesen im Sektor ...
... aus einem China Thread bei W.O
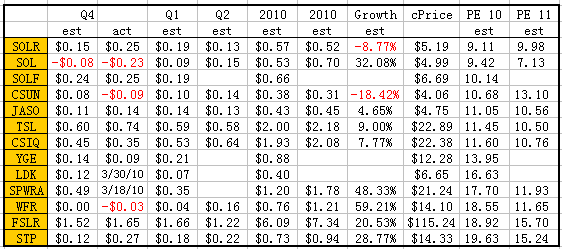
... aus einem China Thread bei W.O
Antwort auf Beitrag Nr.: 39.160.853 von bossi1 am 17.03.10 17:26:29Si-Höchsteffizienz-Solarzellen
n-Typ Solarzellen mit Aluminium-Emitter
Mehr als 90 % der industriell hergestellten Silicium-Solarzellen bestehen heutzutage aus kristallinem p-Typ Silicium. Dies liegt hauptsächlich darin begründet, dass der Herstellungsprozess, insbesondere die Phosphor-Diffusion für die Bildung des Emitters, seit vielen Jahren in Produktionslinien etabliert ist. Nichtsdestotrotz besitzt n-Typ Silicium hervorragende elektrische Eigenschaften und ist durch diese Überlegenheit gegenüber p-Typ Material in den letzten Jahren verstärkt ins Interesse der Solarzellentwicklung gerückt.
Als Alternative zu einem Bor-dotierten p+ Emitter, der in einem Hochtemperaturschritt diffundiert wird, haben wir einen Aluminium-dotierten Emitter entwickelt, der durch einfaches Siebdrucken einer Aluminium-haltigen Paste auf die Rückseite der Zelle und einem nachfolgenden kurzen Einlegierungsschritt ausgebildet wird. Ein großer Vorteil dieses Verfahrens und der damit herstellbaren rückseitig sammelnden n+np+ Zellstruktur liegt darin, dass der Prozessschritt für das Emitterlegieren bereits in Produktionslinien konventioneller p-Typ Zellen für das Al-Rückseitenfeld (BSF) eingesetzt wird.
... das erklärt auch, das Suntech die Produktionslinien für PLUTO nur umrüsten mußte
Da bei rückseitig sammelnden Zellen eine effektive Passivierung der Vorderseite eine wichtige Voraussetzung für hohe Effizienzen ist, verwenden wir hier ein Zwei-Lagen-Metallisierungskonzept zur Erzeugung des Kontaktgitters aus Fingern und Busbars, das auch die Kontaktierung schwach dotierter Oberflächen erlaubt. Nach Aerosol-Druck der Saatschicht mit einer am Fraunhofer ISE entwickelten speziellen Metalltinte erfolgt das Verdicken der Kontakte in lichtinduzierter Silber-Galvanik.
Für diese n-Typ Solarzellen mit beidseitig gedruckten Kontakten haben wir auf großen Flächen bereits den weltweit besten Wirkungsgrad von 18,2 % erreicht (monokristallines Si), 150 cm2, Voc = 632 mV, Jsc = 36,0 mA/cm2). Darüberhinaus konnten wir für kleine Zellen (4 cm2) mit einem photolithographisch definierten Kontaktgitter und einer zusätzlichen Passivierungsschicht aus Al2O3 auf der Emitteroberfläche einen Wirkungsgrad von über 20 % erzielen und so das große Potenzial dieser Al-p+ Emitter demonstrieren.
http://www.ise.fraunhofer.de/geschaeftsfelder-und-marktberei…
Bei P-n+ (rot) unter den Pyramiden an der Frontseite würde die zusätzliche Al2O3 Schicht von Bram Hoex angebracht ...



n-Typ Solarzellen mit Aluminium-Emitter
Mehr als 90 % der industriell hergestellten Silicium-Solarzellen bestehen heutzutage aus kristallinem p-Typ Silicium. Dies liegt hauptsächlich darin begründet, dass der Herstellungsprozess, insbesondere die Phosphor-Diffusion für die Bildung des Emitters, seit vielen Jahren in Produktionslinien etabliert ist. Nichtsdestotrotz besitzt n-Typ Silicium hervorragende elektrische Eigenschaften und ist durch diese Überlegenheit gegenüber p-Typ Material in den letzten Jahren verstärkt ins Interesse der Solarzellentwicklung gerückt.
Als Alternative zu einem Bor-dotierten p+ Emitter, der in einem Hochtemperaturschritt diffundiert wird, haben wir einen Aluminium-dotierten Emitter entwickelt, der durch einfaches Siebdrucken einer Aluminium-haltigen Paste auf die Rückseite der Zelle und einem nachfolgenden kurzen Einlegierungsschritt ausgebildet wird. Ein großer Vorteil dieses Verfahrens und der damit herstellbaren rückseitig sammelnden n+np+ Zellstruktur liegt darin, dass der Prozessschritt für das Emitterlegieren bereits in Produktionslinien konventioneller p-Typ Zellen für das Al-Rückseitenfeld (BSF) eingesetzt wird.
... das erklärt auch, das Suntech die Produktionslinien für PLUTO nur umrüsten mußte
Da bei rückseitig sammelnden Zellen eine effektive Passivierung der Vorderseite eine wichtige Voraussetzung für hohe Effizienzen ist, verwenden wir hier ein Zwei-Lagen-Metallisierungskonzept zur Erzeugung des Kontaktgitters aus Fingern und Busbars, das auch die Kontaktierung schwach dotierter Oberflächen erlaubt. Nach Aerosol-Druck der Saatschicht mit einer am Fraunhofer ISE entwickelten speziellen Metalltinte erfolgt das Verdicken der Kontakte in lichtinduzierter Silber-Galvanik.
Für diese n-Typ Solarzellen mit beidseitig gedruckten Kontakten haben wir auf großen Flächen bereits den weltweit besten Wirkungsgrad von 18,2 % erreicht (monokristallines Si), 150 cm2, Voc = 632 mV, Jsc = 36,0 mA/cm2). Darüberhinaus konnten wir für kleine Zellen (4 cm2) mit einem photolithographisch definierten Kontaktgitter und einer zusätzlichen Passivierungsschicht aus Al2O3 auf der Emitteroberfläche einen Wirkungsgrad von über 20 % erzielen und so das große Potenzial dieser Al-p+ Emitter demonstrieren.
http://www.ise.fraunhofer.de/geschaeftsfelder-und-marktberei…
Bei P-n+ (rot) unter den Pyramiden an der Frontseite würde die zusätzliche Al2O3 Schicht von Bram Hoex angebracht ...
Antwort auf Beitrag Nr.: 39.182.780 von bossi1 am 20.03.10 10:16:28Ein großer Vorteil dieses Verfahrens und der damit herstellbaren rückseitig sammelnden n+np+ Zellstruktur liegt darin, dass der Prozessschritt für das Emitterlegieren bereits in Produktionslinien konventioneller p-Typ Zellen für das Al-Rückseitenfeld (BSF) eingesetzt wird ...
Aus der Diss. von Detlef Sontag zu RGS von 2004
... er arbeitet jetzt bei der Deutschen Cell
1.2.1. BSF-Bildung durch Siebdrucktechnik
Für Siliziummaterialien wie RGS, mit geringen Diffusionslängen der Minoritäten, ist das in Abschnitt
1.1.4 beschriebene, durch aufgedampftes Aluminium gebildete BSF ausreichend, um den
Einfluss der Rückseite auf die IV-Parameter einer Solarzelle gering zu halten. Materialien mit
einer geringen Defektdichte und Diffusionslängen größer als die Zelldicke, sind jedoch auf eine
bessere rückseitige Passivierung angewiesen, da auch im rückwärtigen Bereich generierte Minoritäten
den Emitter erreichen und zum Gesamtstrom beitragen können.
Seine Überlegungen zu Produktions- und Materialkosten der RGS Wafer

Relative Herstellungskosten für 100 cm² große Wafer für zwei unterschiedliche Sägeverfahren und einen schnellen Folienziehprozess (RGS) ... Aussage aus 2004 !!
Drahtsäge_______________RGS-------> kostengünstiger
Fertigung 67_____________8_________- 88,1% ... seine Aussage zu den Prozesskosten
Material _ 18____________10_________ -44,5% ... Materialkosten = Silizium
Gesamt __ 85____________18________ -78,8%
Aus der Diss. von Detlef Sontag zu RGS von 2004
... er arbeitet jetzt bei der Deutschen Cell
1.2.1. BSF-Bildung durch Siebdrucktechnik
Für Siliziummaterialien wie RGS, mit geringen Diffusionslängen der Minoritäten, ist das in Abschnitt
1.1.4 beschriebene, durch aufgedampftes Aluminium gebildete BSF ausreichend, um den
Einfluss der Rückseite auf die IV-Parameter einer Solarzelle gering zu halten. Materialien mit
einer geringen Defektdichte und Diffusionslängen größer als die Zelldicke, sind jedoch auf eine
bessere rückseitige Passivierung angewiesen, da auch im rückwärtigen Bereich generierte Minoritäten
den Emitter erreichen und zum Gesamtstrom beitragen können.
Seine Überlegungen zu Produktions- und Materialkosten der RGS Wafer
Relative Herstellungskosten für 100 cm² große Wafer für zwei unterschiedliche Sägeverfahren und einen schnellen Folienziehprozess (RGS) ... Aussage aus 2004 !!
Drahtsäge_______________RGS-------> kostengünstiger
Fertigung 67_____________8_________- 88,1% ... seine Aussage zu den Prozesskosten
Material _ 18____________10_________ -44,5% ... Materialkosten = Silizium
Gesamt __ 85____________18________ -78,8%
Zum Ressoursenproblem und zur Kostenentwicklung
in der Photovoltaik
pdf 10 Seiten, 16.12.2008
http://www.thur.de/philo/notizen/PV_Dynamik.pdf
in der Photovoltaik
pdf 10 Seiten, 16.12.2008
http://www.thur.de/philo/notizen/PV_Dynamik.pdf
Das alte Anschlußdosen Patent von Boris Klebenberger ...
(WO/2003/041227) ASSEMBLY COMPRISED OF A PANEL-LIKE CONSTRUCTED MODULE AND OF A CONNECTION UNIT, PRODUCTION METHOD AND DEVICE
Publication Date:
15.05.2003
Applicants:
LEOPOLD KOSTAL GMBH & CO. KG [DE/DE]; Wiesenstrasse 47, 58507 Lüdenscheid (DE) (All Except US).
SOLARWORLD AG [DE/DE]; Kurt-Schumacher-Strasse 12-14, 53113 Bonn (DE) (All Except US).
Inventors:
BERGMANN, Eduard; (DE).
RILLING, Herwig; (DE).
WESTERMAYR, Peter; (DE).
HOFBAUER, Clemens; (DE).
KLEBENSBERGER, Boris; (DE).
WAMBACH, Karsten; (DE).

(DE) Eine Anordnung umfassend ein paneelartig aufgebautes elektrisches/elektronisches Modul (7) mit einer flachen Oberfläche mit freiliegend kontaktierbaren Anschlussabschnitten A¿S? als Teil einer im wesentlichen ebenen Leiterbahnstruktur zum elektrischen Anschliessen des Moduls (7) sowie umfassend eine Anschlusseinheit (1) mit auf einer in einer Ebene parallel zur Leiterbahnstruktur des Moduls (7) angeordneten Leiterbahnstruktur (2) befindlichen elektrischen/elektro-nischen Elementen D sowie ausgestattet mit Mitteln zum Kontaktieren von Anschlussabschnitten des Moduls, so dass das Modul über die Anschlusseinheit elektrisch anschliessbar ist, ist dadurch bestimmt, dass die Mittel zum Kontaktieren der Anschlussabschnitte A¿S? des Moduls (7) aus der Ebene der Leiterbahnstruktur (2) herausgebogene und einen Teil der Leiterbahnstruktur darstellende Anschlussabschnitte A¿A? und die Anschlussabschnitte A¿S? des Moduls (7) starre und aus der Ebene der Leiterbahnstruktur des Moduls (7) herausbiegbare elektrische Leiterabschnitte A¿S? sind, wobei die Anschlussabschnitte A¿A? der Anschlusseinheit 1 entsprechend der Anordnung der Anschlussabschnitte A¿S? des Moduls (7) angeordnet sind, so dass bei der mit dem Modul (7) verbundenen Anschlusseinheit (1) jeweils ein Anschlussabschnitt A¿S? des Moduls (7) und einer der Anschlusseinheit (1) elektrisch miteinander verbunden in einem Abschnitt aneinandergrenzen und im Bereich des Aneinandergrenzens in einer anderen Raumlage als diejenige der Ebenen der Leiterbahnstrukturen (2) angeordnet sind.
http://www.wipo.int/pctdb/en/wo.jsp?wo=2003041227
(WO/2003/041227) ASSEMBLY COMPRISED OF A PANEL-LIKE CONSTRUCTED MODULE AND OF A CONNECTION UNIT, PRODUCTION METHOD AND DEVICE
Publication Date:
15.05.2003
Applicants:
LEOPOLD KOSTAL GMBH & CO. KG [DE/DE]; Wiesenstrasse 47, 58507 Lüdenscheid (DE) (All Except US).
SOLARWORLD AG [DE/DE]; Kurt-Schumacher-Strasse 12-14, 53113 Bonn (DE) (All Except US).
Inventors:
BERGMANN, Eduard; (DE).
RILLING, Herwig; (DE).
WESTERMAYR, Peter; (DE).
HOFBAUER, Clemens; (DE).
KLEBENSBERGER, Boris; (DE).
WAMBACH, Karsten; (DE).
(DE) Eine Anordnung umfassend ein paneelartig aufgebautes elektrisches/elektronisches Modul (7) mit einer flachen Oberfläche mit freiliegend kontaktierbaren Anschlussabschnitten A¿S? als Teil einer im wesentlichen ebenen Leiterbahnstruktur zum elektrischen Anschliessen des Moduls (7) sowie umfassend eine Anschlusseinheit (1) mit auf einer in einer Ebene parallel zur Leiterbahnstruktur des Moduls (7) angeordneten Leiterbahnstruktur (2) befindlichen elektrischen/elektro-nischen Elementen D sowie ausgestattet mit Mitteln zum Kontaktieren von Anschlussabschnitten des Moduls, so dass das Modul über die Anschlusseinheit elektrisch anschliessbar ist, ist dadurch bestimmt, dass die Mittel zum Kontaktieren der Anschlussabschnitte A¿S? des Moduls (7) aus der Ebene der Leiterbahnstruktur (2) herausgebogene und einen Teil der Leiterbahnstruktur darstellende Anschlussabschnitte A¿A? und die Anschlussabschnitte A¿S? des Moduls (7) starre und aus der Ebene der Leiterbahnstruktur des Moduls (7) herausbiegbare elektrische Leiterabschnitte A¿S? sind, wobei die Anschlussabschnitte A¿A? der Anschlusseinheit 1 entsprechend der Anordnung der Anschlussabschnitte A¿S? des Moduls (7) angeordnet sind, so dass bei der mit dem Modul (7) verbundenen Anschlusseinheit (1) jeweils ein Anschlussabschnitt A¿S? des Moduls (7) und einer der Anschlusseinheit (1) elektrisch miteinander verbunden in einem Abschnitt aneinandergrenzen und im Bereich des Aneinandergrenzens in einer anderen Raumlage als diejenige der Ebenen der Leiterbahnstrukturen (2) angeordnet sind.
http://www.wipo.int/pctdb/en/wo.jsp?wo=2003041227
SolarWorld hat bei einem internationalen Nachhaltigkeitsvergleich der Silicon Valley Toxics Coalition (SVTC) in den USA die höchste Punktzahl als bester Hersteller kristalliner Solartechnologie erhalten. Die regierungs- und unternehmensunabhängige US-Umweltorganisation hat dabei neben der Transparenz und der sozialen Verantwortung der Unternehmen die Nachhaltigkeit von Produktion und Lieferbeziehungen sowie den Verzicht auf den Einsatz umweltschädlicher Materialien bewertet. Nachdem der SolarWorld Konzern für seine nachhaltige Unternehmensführung in Deutschland bereits mehrmals ausgezeichnet worden ist, hat er damit auch in den USA Bestnoten erhalten.
Solarworld hat Patente (inkl. den USA) für eine neue Texturierungslösung (Pyramidenstrukturen) mit Anteilen von Phosphorsäure für Solarzellen. Die Phosphorsäure selbst kann problemlos recyclet und später zu Dünger verarbeitet werden. Die Phosphoranteile im Volldünger brauchen die Pflanzen für Frucht und Blüte. Große Solarfabriken verarbeiten sonst bis zu 1.000t der sehr gefährlichen Säuremischungen mit Flußsäure. Erfinder war Dr. Detlef Sontag ...
Gauting, 25.11.09
Hochgiftige Chemikalien in der Modulproduktion
Fahrlässiger Umgang mit gefährlichen Materialien birgt Risiko für Mensch und Umwelt. Modulhersteller brauchen industrieweite Standards.
Tausende neue Arbeitsplätze, saubere Energien, glückliche Menschen – das Image der Solarindustrie ist so makellos, dass die grossen Parteien Aufnahmen von Solarmodulen in ihren Wahlwerbespots einsetzen. In den Köpfen vieler Menschen werden Solarzellen unmittelbar mit Umweltschutz assoziiert.
Das kommt nicht von ungefähr, haben Solarzellen doch eine hervoragende Energiebilanz. Entgegen vieler Mutmassungen erwirtschaften Solarzellen bereits nach durchschnittlich drei Jahren die Energie, die in ihre Herstellung geflossen ist.
Ob aller positiven Erkenntnisse darf aber nicht übersehen werden, dass Solarzellen nicht aus Luft und Liebe zum blauen Planeten hergestellt werden. Wir sprechen von einer industriellen Produktion, die schwindelerregend schnell wächst. Der kumulative Output (gemessen in Megawatt) wuchs von 1999 bis 2008 um 49% - pro Jahr, im Durchschnitt. Eine Ausnahme dabei bildet nun das Jahr 2009, das im Zeichen der Krise steht und der verwöhnten Solarindustrie neben einer reinigenden Konsolidierung, Überkapazitäten und fallenden Modulpreisen dennoch zweistellige Wachstumsraten bescheren wird.
Diesem Reiz erliegen viele Investoren, und so spriessen Solarfabs wie Pilze aus dem Boden. Um der Nachfrage in führenden Verbrauchermärkten wie Deutschland, Japan und in Zukunft wohl auch den USA gerecht zu werden, explodieren die Produktionskapazitäten weltweit.
Linear dazu entwickelt sich die Nachfrage nach Rohstoffen. In diesem Zusammenhang ist an erster Stelle Silizium zu nennen, das als Grundlage für die nach herkömmlicher Technologie hergestellten Solarzellen dient; heute stellen sie rund 85 Prozent des Gesamtvolumens, gefolgt von den neueren, aber zur Zeit noch weniger effizienten Dünnschichtzellen.
Ähnlich wie bei den technologisch verwandten Computerchips werden die Siliziumoberflächen in mehreren Prozessschritten mit Hilfe von aggressiven Chemikalien behandelt. Das dient unter anderem der Texturierung der Oberfläche und garantiert den Solarzellen damit eine optimierte Ausbeute beim Einfangen der Sonnenstrahlen.
Die Liste der in der Produktion eingesetzten Flüssigkeiten und Gase ist lang, und ihre Eigenschaften und Umweltgefährlichkeit sind zum Teil erschreckend. Flüssigkeiten wie etwa Flusssäure, von der grosse Fabs mehr als 1000 Tonnen im Jahr einsetzen, sind nicht nur hochkorrosiv, sondern tragen auch das Zeichen „T+“ für „sehr giftig“. Schon kleine Mengen eingeatmeter Dämpfe oder Flüssigkeit auf der Haut bei unsachgemässer Handhabung können zu schwersten Verletzungen und in gravierenden Fällen zum Tod führen.
Das Recycling dieser Flüssigkeiten ist in vielen Fällen eine grosse technische Herausforderung; es wird verkompliziert durch eine hohe Verdünnung und oftmals Vermischung der Flüssigkeit mit anderen Chemikalien, die nach dem Gebrauch zusätzlich mit den Materialien der behandelten Oberfläche kontaminiert sind. Selbstverständlich findet Recycling im Rahmen der Möglichkeiten statt – aber oft in Ländern, die diesen Service sehr günstig anbieten. (..)
http://www.soolux.com/aktuelles/news/news-detailansicht/hoch…
... es gibt Anbieter, die gefährliche Schwermetalle (wie Cadmium) in ihren CdTe Modulen verwenden und das um den Faktor 70 höher, als es in der EU- Elektronikverordnung gestattet ist. Das Gesetz wird bisher noch nicht bei Solarmodulen angewendet. Bei der EU-Elektronikverordung spielt es jedoch keine Rolle, ob die Cadmiumanteile später recyclet werden können.
Solarworld hat Patente (inkl. den USA) für eine neue Texturierungslösung (Pyramidenstrukturen) mit Anteilen von Phosphorsäure für Solarzellen. Die Phosphorsäure selbst kann problemlos recyclet und später zu Dünger verarbeitet werden. Die Phosphoranteile im Volldünger brauchen die Pflanzen für Frucht und Blüte. Große Solarfabriken verarbeiten sonst bis zu 1.000t der sehr gefährlichen Säuremischungen mit Flußsäure. Erfinder war Dr. Detlef Sontag ...
Gauting, 25.11.09
Hochgiftige Chemikalien in der Modulproduktion
Fahrlässiger Umgang mit gefährlichen Materialien birgt Risiko für Mensch und Umwelt. Modulhersteller brauchen industrieweite Standards.
Tausende neue Arbeitsplätze, saubere Energien, glückliche Menschen – das Image der Solarindustrie ist so makellos, dass die grossen Parteien Aufnahmen von Solarmodulen in ihren Wahlwerbespots einsetzen. In den Köpfen vieler Menschen werden Solarzellen unmittelbar mit Umweltschutz assoziiert.
Das kommt nicht von ungefähr, haben Solarzellen doch eine hervoragende Energiebilanz. Entgegen vieler Mutmassungen erwirtschaften Solarzellen bereits nach durchschnittlich drei Jahren die Energie, die in ihre Herstellung geflossen ist.
Ob aller positiven Erkenntnisse darf aber nicht übersehen werden, dass Solarzellen nicht aus Luft und Liebe zum blauen Planeten hergestellt werden. Wir sprechen von einer industriellen Produktion, die schwindelerregend schnell wächst. Der kumulative Output (gemessen in Megawatt) wuchs von 1999 bis 2008 um 49% - pro Jahr, im Durchschnitt. Eine Ausnahme dabei bildet nun das Jahr 2009, das im Zeichen der Krise steht und der verwöhnten Solarindustrie neben einer reinigenden Konsolidierung, Überkapazitäten und fallenden Modulpreisen dennoch zweistellige Wachstumsraten bescheren wird.
Diesem Reiz erliegen viele Investoren, und so spriessen Solarfabs wie Pilze aus dem Boden. Um der Nachfrage in führenden Verbrauchermärkten wie Deutschland, Japan und in Zukunft wohl auch den USA gerecht zu werden, explodieren die Produktionskapazitäten weltweit.
Linear dazu entwickelt sich die Nachfrage nach Rohstoffen. In diesem Zusammenhang ist an erster Stelle Silizium zu nennen, das als Grundlage für die nach herkömmlicher Technologie hergestellten Solarzellen dient; heute stellen sie rund 85 Prozent des Gesamtvolumens, gefolgt von den neueren, aber zur Zeit noch weniger effizienten Dünnschichtzellen.
Ähnlich wie bei den technologisch verwandten Computerchips werden die Siliziumoberflächen in mehreren Prozessschritten mit Hilfe von aggressiven Chemikalien behandelt. Das dient unter anderem der Texturierung der Oberfläche und garantiert den Solarzellen damit eine optimierte Ausbeute beim Einfangen der Sonnenstrahlen.
Die Liste der in der Produktion eingesetzten Flüssigkeiten und Gase ist lang, und ihre Eigenschaften und Umweltgefährlichkeit sind zum Teil erschreckend. Flüssigkeiten wie etwa Flusssäure, von der grosse Fabs mehr als 1000 Tonnen im Jahr einsetzen, sind nicht nur hochkorrosiv, sondern tragen auch das Zeichen „T+“ für „sehr giftig“. Schon kleine Mengen eingeatmeter Dämpfe oder Flüssigkeit auf der Haut bei unsachgemässer Handhabung können zu schwersten Verletzungen und in gravierenden Fällen zum Tod führen.
Das Recycling dieser Flüssigkeiten ist in vielen Fällen eine grosse technische Herausforderung; es wird verkompliziert durch eine hohe Verdünnung und oftmals Vermischung der Flüssigkeit mit anderen Chemikalien, die nach dem Gebrauch zusätzlich mit den Materialien der behandelten Oberfläche kontaminiert sind. Selbstverständlich findet Recycling im Rahmen der Möglichkeiten statt – aber oft in Ländern, die diesen Service sehr günstig anbieten. (..)
http://www.soolux.com/aktuelles/news/news-detailansicht/hoch…
... es gibt Anbieter, die gefährliche Schwermetalle (wie Cadmium) in ihren CdTe Modulen verwenden und das um den Faktor 70 höher, als es in der EU- Elektronikverordnung gestattet ist. Das Gesetz wird bisher noch nicht bei Solarmodulen angewendet. Bei der EU-Elektronikverordung spielt es jedoch keine Rolle, ob die Cadmiumanteile später recyclet werden können.
Da es einigen Herstellern schwer fallen dürfte, die Anforderungen einer solchen konsequenten Richtlinie unmittelbar umzusetzen, schlägt die SolarWorld AG zeitliche Übergangsfristen vor. Eine vollständige Ausnahme wäre aber nicht tragbar, da dies dem nachhaltigen Ansehen der Branche bei den Verbrauchern mit Recht schaden würde.
Richtlinie 2002/95/EG (RoHS)
1) Blei
2) Quecksilber
3) Cadmium
4) sechswertiges Chrom
5) Polybromierte Biphenyle (PBB)
6) Polybromierte Diphenylether (PBDE)
Bleifreie Lötverbindungen
Zur Umstellung auf bleifreie Lötverbindungen wird von vielen Herstellern eine Ablösung der üblichen Sn60Pb40-Lote und die Einführung von höherschmelzenden SnCu- oder SnAgCu-Loten getestet. Hierbei zeigen sich außer den höheren Kosten (100–200 % durch das Silber und die Patentkosten) für die bleifreien Lote auch Probleme mit der qualitativen Beurteilung der „matteren“ Lötstellen beim Einsatz silberhaltiger Legierungen. Es gibt zudem auch noch einige Adaptionsprobleme bei den Prozessen. Hier wird beim Einsatz silberhaltiger Legierungen eine Begutachtung der Maschinen dringend empfohlen. In der Regel lohnt es sich nicht, bestehende Maschinen umzubauen. Neben einem neuen Tiegel und dem gesamten Tiegelinventar wird auch eine längere Vorheizstrecke benötigt. Ferner kann Silber sowohl Edelstahl als auch Titan auflösen. Für den Löttiegel und die Lötdüsen wird deshalb beschichteter Stahl verwendet. Diese Beschichtung ist aber empfindlich gegenüber mechanischer Beanspruchung (Bohren, Kratzen, Schlagen).
Das gesamte thermische Prozessfenster ist kleiner geworden: So beträgt die Temperaturdifferenz zwischen Schmelzpunkt von Sn95.5Ag3.8Cu0.7 (217 °C) und der Arbeitstemperatur von 260 °C nur noch 43 °C laut: Lot. Zum Vergleich beträgt sie beim Sn63 Pb37 (Schmelzpunkt 186 °C und einer Arbeitstemperatur 250 °C) 64 °C. Dies kann beispielsweise bewirken, dass bei Multilayerplatinen, Platinen mit Kühlkörpern, Trafos oder anderen wärmeentziehenden Bauteilen das Lot beim Hochsteigen in der Durchkontaktierung bereits erstarrt, bevor es die Oberseite erreicht und der Kontakt hergestellt wird. Als Ausweg ist eine Erhöhung des Energieeintrags während der Vorheizungsphase möglich, jedoch entziehen auch hier die Kühlkörper der Platine noch reichlich Wärme. Das Arbeiten mit höheren Löttemperaturen (bis ca. 280 °C) hingegen würde zwar das Prozessfenster vergrößern, kann aber bei kleinen Bauteilen mit geringer Wärmekapazität zu Schmelzeffekten führen. Eine Abschätzung im vorhinein ist schwer möglich, da immer noch viele Bauteile laut Datenblatt auf 260 °C spezifiziert sind.
http://de.wikipedia.org/wiki/Richtlinie_2002/95/EG_(RoHS)
... eine Alternative wären auch leitfähige Kleber bei der Modulproduktion, wie man es schon in den Patenten von Solarworld nachlesen kann.
Richtlinie 2002/95/EG (RoHS)
1) Blei
2) Quecksilber
3) Cadmium
4) sechswertiges Chrom
5) Polybromierte Biphenyle (PBB)
6) Polybromierte Diphenylether (PBDE)
Bleifreie Lötverbindungen
Zur Umstellung auf bleifreie Lötverbindungen wird von vielen Herstellern eine Ablösung der üblichen Sn60Pb40-Lote und die Einführung von höherschmelzenden SnCu- oder SnAgCu-Loten getestet. Hierbei zeigen sich außer den höheren Kosten (100–200 % durch das Silber und die Patentkosten) für die bleifreien Lote auch Probleme mit der qualitativen Beurteilung der „matteren“ Lötstellen beim Einsatz silberhaltiger Legierungen. Es gibt zudem auch noch einige Adaptionsprobleme bei den Prozessen. Hier wird beim Einsatz silberhaltiger Legierungen eine Begutachtung der Maschinen dringend empfohlen. In der Regel lohnt es sich nicht, bestehende Maschinen umzubauen. Neben einem neuen Tiegel und dem gesamten Tiegelinventar wird auch eine längere Vorheizstrecke benötigt. Ferner kann Silber sowohl Edelstahl als auch Titan auflösen. Für den Löttiegel und die Lötdüsen wird deshalb beschichteter Stahl verwendet. Diese Beschichtung ist aber empfindlich gegenüber mechanischer Beanspruchung (Bohren, Kratzen, Schlagen).
Das gesamte thermische Prozessfenster ist kleiner geworden: So beträgt die Temperaturdifferenz zwischen Schmelzpunkt von Sn95.5Ag3.8Cu0.7 (217 °C) und der Arbeitstemperatur von 260 °C nur noch 43 °C laut: Lot. Zum Vergleich beträgt sie beim Sn63 Pb37 (Schmelzpunkt 186 °C und einer Arbeitstemperatur 250 °C) 64 °C. Dies kann beispielsweise bewirken, dass bei Multilayerplatinen, Platinen mit Kühlkörpern, Trafos oder anderen wärmeentziehenden Bauteilen das Lot beim Hochsteigen in der Durchkontaktierung bereits erstarrt, bevor es die Oberseite erreicht und der Kontakt hergestellt wird. Als Ausweg ist eine Erhöhung des Energieeintrags während der Vorheizungsphase möglich, jedoch entziehen auch hier die Kühlkörper der Platine noch reichlich Wärme. Das Arbeiten mit höheren Löttemperaturen (bis ca. 280 °C) hingegen würde zwar das Prozessfenster vergrößern, kann aber bei kleinen Bauteilen mit geringer Wärmekapazität zu Schmelzeffekten führen. Eine Abschätzung im vorhinein ist schwer möglich, da immer noch viele Bauteile laut Datenblatt auf 260 °C spezifiziert sind.
http://de.wikipedia.org/wiki/Richtlinie_2002/95/EG_(RoHS)
... eine Alternative wären auch leitfähige Kleber bei der Modulproduktion, wie man es schon in den Patenten von Solarworld nachlesen kann.
Antwort auf Beitrag Nr.: 39.160.853 von bossi1 am 17.03.10 17:26:29Bezieht sich auf die neue Solarzelle mit den Al-BSF Kontakten von 3/2010 ...
DE102008046480 (A1)
Verfahren zur Herstellung einer lötbaren LFC-Solarzellenrückseite und aus derartigen LFC-Solarzellen verschaltetes Solarmodul
Veröffentlichungsdatum: 2010-03-11
Erfinder:
KUTZER MARTIN [DE];
OHNESORGE ALEXANDER [DE];
KRAUSE ANDREAS [DE];
HEEMEIER MICHAEL [DE];
SCHLEGEL KRISTIAN [DE];
NEUHAUS HOLGER [DE]
Anmelder:
SOLARWORLD INNOVATIONS GMBH
Das EPA übernimmt keine Verantwortung für die Richtigkeit von Daten, die von anderen Behörden als dem EPA herrühren, und haftet somit insbesondere nicht für deren Vollständigkeit, Aktualität oder Eignung für einen bestimmten Zweck. Verbindliche Auskünfte erhalten Sie bei den jeweiligen Patentbehörden.
Diesen Text übersetzen Beschreibung zu DE 102008046480 (A1)
[0001] Die Erfindung betrifft ein Halbleiter-Bauelement, ein Modul aus mehreren Halbleiter-Bauelementen sowie ein Verfahren zur Herstellung eines Halbleiter-Bauelements.
[0002] Bei lasergefeuerten (LFC-)Solarzellen ist auf der sonnenabgewandten Rückseite der Solarzelle üblicherweise eine Metallschicht aus Aluminium aufgebracht. Es ist bekannt, dass das Verlöten von Aluminium technisch sehr aufwendig ist.
[0003] Der Erfindung liegt daher die Aufgabe zugrunde, ein Halbleiter-Bauelement mit einer LFC-Rückseite zu verbessern. Der Erfindung liegt weiterhin die Aufgabe zugrunde, ein Verfahren zur Herstellung eines derartigen Halbleiter-Bauelements bereitzustellen.
[0004] Diese Aufgabe wird erfindungsgemäss durch die Merkmale der Ansprüche 1, 7 und 8 gelöst. Der Kern der Erfindung besteht darin, auf der LFC-Rückseite des Halbleiter-Bauelements eine gut lötbare Metallfolie anzubringen. Hierfür eignet sich insbesondere eine gut leitfähige Metallfolie aus Kupfer. Weitere Vorteile ergeben sich aus den Unteransprüchen.
[0005] Merkmale und Einzelheiten der Erfindung ergeben sich aus der Beschreibung mehrerer Ausführungsbeispiele anhand der Zeichnung.
[0006] 1 zeigt eine schematische Schnitt-Darstellung durch ein Halbleiter-Bauelement gemäss einem ersten Ausführungsbeispiel.
[0007] Ein insbesondere als Solarzelle ausgebildetes Halbleiter-Bauelement 1 umfasst ein flächig ausgebildetes Halbleiter-Substrat 2 mit einer Vorderseite 3 , einer dieser gegenüberliegenden Rückseite 4 und einer senkrecht auf der Vorderseite 3 und der Rückseite 4 stehenden Flächennormalen 5 . Das Halbleiter-Substrat 2 ist aus einem Halbleiter-Material, insbesondere aus Silizium. Andere Halbleiter-Materialien sind jedoch ebenfalls denkbar. Auf der Rückseite 4 des Halbleiter-Substrats 2 ist eine die elektrische Passivierungs-Schicht 6 aufgebracht, die auch als interner Licht-Reflektor ausgelegt sein kann. Die elektrische Passivierungs-Schicht 6 ist elektrisch isolierend. Sie ist vorzugsweise aus Siliziumnitrid oder Siliziumdioxid. Die Passivierungs-Schicht 6 weist eine Dicke Dp von höchstens 1.000 nm, insbesondere höchstens 500 nm, insbesondere 100 nm auf.
[0008] Ausserdem umfasst das Halbleiter-Bauelement 1 eine auf der die elektrischen Passivierungs-Schicht 6 angeordnete, elektrisch leitende Kontakt-Schicht 7 . Die Kontakt-Schicht 7 ist aus einem gut elektrisch leitfähigen Metall, insbesondere aus Aluminium. Sie ist auf ihrer dem Halbleiter-Substrat 2 zugewandten Seite reflektierend ausgebildet. Die Kontakt-Schicht 7 hat eine Dicke DK in Richtung der Flächennormalen 5 von höchstens 22 [mu]m, insbesondere höchstens 10 [mu]m, insbesondere höchsten 5 [mu]m, insbesondere höchstens 1 [mu]m.
[0009] Auf der Rückseite 4 ist eine Vielzahl von lasergefeuerten Kontakten (LFC) 8 vorgesehen. Die lasergefeuerten Kontakte 8 sind durch eine Bestrahlung mit einem Laser herstellbar. Bei dieser Bestrahlung wird das Halbleiter-Bauelement 1 in einem definierten Punkt- oder linienförmigen Bereich erhitzt, so dass sich eine lokale Schmelzmischung aus dem Material der Kontakt-Schicht 7 , der Passivierungs-Schicht 6 und dem darunter liegenden Halbleiter-Substrat 2 bildet. Nach dem Erstarren bilden die LFC 8 einen guten elektrischen Kontakt zwischen dem Halbleiter-Substrat 2 und der Kontakt-Schicht 7.
[0010] Die LFC 8 sind durch Bestrahlung der Rückseite 4 des Halbleiter-Bauelements 1 mit einer geeigneten Strahlungsquelle, insbesondere einem Laser herstellbar. Hierbei durchdringt das Material der Kontakt-Schicht 7 in einem kleinen definierten Bereich der Rückseite 4 die Passivierungs-Schicht 6 und verschmilzt mit dem Halbleiter-Substrat 2 , sodass die LFC 8 einen guten elektrischen Kontakt zwischen dem Halbleiter-Substrat 2 und der Kontakt-Schicht 7 bilden. Die LFC 8 haben zumindest in eine Richtung senkrecht zur Flächennormalen 5 eine geringe Ausdehnung B im Bereich von 1 [mu]m bis 100 [mu]m, insbesondere im Bereich von 25 [mu]m bis 75 [mu]m.
[0011] Die LFC 8 sind in einem vorgegebenen, insbesondere einem regelmässigen Muster auf der Rückseite 4 des Halbleiter-Substrats 2 angeordnet.
[0012] Schliesslich umfasst das Halbleiter-Bauelement 1 eine auf der Kontakt-Schicht 7 angeordnete, flächig ausgebildete Deck-Schicht 9 . Als Deck-Schicht 9 ist eine Kupferfolie vorgesehen. Die Deck-Schicht 9 kann auch einen Anteil an Messing aufweisen oder aus Messing bestehen. Ausserdem ist zwischen der Deck-Schicht 9 und der Kontakt-Schicht 7 eine dünne, elektrisch leitfähige Kleb-Schicht 10 vorgesehen. Vorteilhafter Weise ist die Deck-Schicht 9 selbstklebend ausgebildet. Vorzugsweise überdeckt die Deck-Schicht 9 die Rückseite 4 weitestgehend, insbesondere vollständig. Hierdurch wird der Übergangswiderstand zwischen der Kontakt-Schicht 7 und der Deck-Schicht 9 minimiert. Ausserdem wird durch eine ganzflächig aufgeklebte Deck-Schicht 9 die Querleitfähigkeit der Rückseitenmetallisierung des Halbleiter-Bauelements 1 erhöht. Hierdurch können Leistungsverluste augrund des Übergangswiderstandes zwischen der Kontakt-Schicht 7 und der Deck-Schicht 9 kompensiert werden.
[0013] Die Deck-Schicht 9 ist gut verlötbar. Zur Ver besserung der Lötbarkeit kann auf die Deck-Schicht 9 eine Löt-Schicht 11 aufgebracht sein. Die Löt-Schicht 11 weist insbesondere einen Anteil an Zinn und/oder an Wismut auf.
[0014] Auf die Deck-Schicht 9 sind mittels Lot-Kontakten 12 Kontakt-Bändchen 13 aufgebracht. Hierdurch sind mehrere Halbleiter-Bauelemente 1 zu einem Modul miteinander verbindbar.
[0015] In einer besonders vorteilhaften Ausführungsform ist die Deck-Schicht 9 auf ihrer dem Halbleiter-Substrat 2 zugewandten Seite mit einer Diffusions-Sperrschicht 14 beschichtet. Die Diffusions-Sperrschicht 14 ist insbesondere aus Nickel und/oder Kobalt. Sie bildet eine Diffusionssperre zur Unterdrückung der Diffusion von Metallionen, insbesondere von Kupfer-Ionen aus der Deck-Schicht 9 in das Halbleiter-Substrat 2.
[0016] Anstelle einer ganzflächigen Deck-Schicht 9 kann auch vorgesehen sein, die Deck-Schicht 9 nur bereichsweise auf die Rückseite 4 des Halbleiter-Bauelements 1 aufzubringen. Die Deck-Schicht 9 ist jedoch insbesondere in den Bereichen, an welchen die Anordnung der Kontakt-Blättchen 13 vorgesehen ist auf die Rückseite 4 des Halbleiter-Bauelements 1 aufgebracht.
[0017] Im Folgenden wird ein Verfahren zur Herstellung des Halbleiter-Bauelements 1 beschrieben. Zunächst wird das Halbleiter-Bauelement 1 mit LFC 8 bereitgestellt. Für die Herstellung des Halbleiter-Bauelements mit 1 LFC 8 sei auf die DE 10 2008 024053.2 verwiesen. Als Ausgangspunkt dient das Halbleiter-Substrat 2 , insbesondere ein Siliziumwafer, welcher zumindest auf seiner Rückseite 4 , vorzugsweise auch auf seiner Vorderseite 3 mit der Passivierungs-Schicht 6 und der auf dieser angeordneten Kontakt-Schicht 7 versehen wird. Sodann wird das Halbleiter-Substrat 2 mittels eines gepulsten Lasers mit den LFC 8 versehen. Hierzu ist vorteilhafterweise ein flüssigkeitsstrahl-geführter Laser vorgesehen. Der Flüssigkeitsstrahl weist vorzugsweise Dotierstoffe wie Phosphor, Arsen, Antimon oder auch Bor, Indium, Aluminium, Gallium oder deren Verbindungen auf.
[0018] Anschliessend wird die, vorzugsweise als selbstklebende Kupferfolie ausgebildete Deck-Schicht 9 , auf die Rückseite 4 des Halbleiter-Bauelements 1 aufgebracht. Gegebenenfalls wird die Rückseite 4 des Halbleiter-Bauelements 1 zunächst mit einer leitfähigen Kleb-Schicht 10 versehen. Die Haftfestigkeit der Deck-Schicht 9 wird durch die prozessbedingt relativ raue Oberfläche der Rückseite 4 des Halbleiter-Bauelements 1 unterstützt.
[0019] Sodann wird die Deck-Schicht 9 mit der Löt-Schicht 11 versehen. Selbstverständlich ist es auch möglich, die Deck-Schicht 9 vor der Aufbringung auf das Halbleiter-Bauelement 1 mit der Löt-Schicht 11 zu versehen. Die Löt-Schicht 11 wird insbesondere in den Bereichen aufgebracht, an welchen die Lot-Kontakte 12 für die Kontakt-Bändchen 13 vorgesehen sind. Die Kontakt-Bändchen 13 lassen sich auf einfache Weise mit der Deck-Schicht 9 über die Lot-Kontakte 12 verbinden.
[0020] Zur Herstellung eines Moduls werden mehrere Halbleiter-Bauelemente 1 mittels der Kontakt-Bändchen 13 miteinander verschaltet.
ZITATE ENTHALTEN IN DER BESCHREIBUNG
[0021] Diese Liste der vom Anmelder aufgeführten Dokumente wurde automatisiert erzeugt und ist ausschliesslich zur besseren Information des Lesers aufgenommen. Die Liste ist nicht Bestandteil der deutschen Patent- bzw. Gebrauchsmusteranmeldung. Das DPMA übernimmt keinerlei Haftung für etwaige Fehler oder Auslassungen.
In einem Blog gefunden ...
http://erfolgsebook-patentschriften.blogspot.com/2010/03/ver…
DE102008046480 (A1)
Verfahren zur Herstellung einer lötbaren LFC-Solarzellenrückseite und aus derartigen LFC-Solarzellen verschaltetes Solarmodul
Veröffentlichungsdatum: 2010-03-11
Erfinder:
KUTZER MARTIN [DE];
OHNESORGE ALEXANDER [DE];
KRAUSE ANDREAS [DE];
HEEMEIER MICHAEL [DE];
SCHLEGEL KRISTIAN [DE];
NEUHAUS HOLGER [DE]
Anmelder:
SOLARWORLD INNOVATIONS GMBH
Das EPA übernimmt keine Verantwortung für die Richtigkeit von Daten, die von anderen Behörden als dem EPA herrühren, und haftet somit insbesondere nicht für deren Vollständigkeit, Aktualität oder Eignung für einen bestimmten Zweck. Verbindliche Auskünfte erhalten Sie bei den jeweiligen Patentbehörden.
Diesen Text übersetzen Beschreibung zu DE 102008046480 (A1)
[0001] Die Erfindung betrifft ein Halbleiter-Bauelement, ein Modul aus mehreren Halbleiter-Bauelementen sowie ein Verfahren zur Herstellung eines Halbleiter-Bauelements.
[0002] Bei lasergefeuerten (LFC-)Solarzellen ist auf der sonnenabgewandten Rückseite der Solarzelle üblicherweise eine Metallschicht aus Aluminium aufgebracht. Es ist bekannt, dass das Verlöten von Aluminium technisch sehr aufwendig ist.
[0003] Der Erfindung liegt daher die Aufgabe zugrunde, ein Halbleiter-Bauelement mit einer LFC-Rückseite zu verbessern. Der Erfindung liegt weiterhin die Aufgabe zugrunde, ein Verfahren zur Herstellung eines derartigen Halbleiter-Bauelements bereitzustellen.
[0004] Diese Aufgabe wird erfindungsgemäss durch die Merkmale der Ansprüche 1, 7 und 8 gelöst. Der Kern der Erfindung besteht darin, auf der LFC-Rückseite des Halbleiter-Bauelements eine gut lötbare Metallfolie anzubringen. Hierfür eignet sich insbesondere eine gut leitfähige Metallfolie aus Kupfer. Weitere Vorteile ergeben sich aus den Unteransprüchen.
[0005] Merkmale und Einzelheiten der Erfindung ergeben sich aus der Beschreibung mehrerer Ausführungsbeispiele anhand der Zeichnung.
[0006] 1 zeigt eine schematische Schnitt-Darstellung durch ein Halbleiter-Bauelement gemäss einem ersten Ausführungsbeispiel.
[0007] Ein insbesondere als Solarzelle ausgebildetes Halbleiter-Bauelement 1 umfasst ein flächig ausgebildetes Halbleiter-Substrat 2 mit einer Vorderseite 3 , einer dieser gegenüberliegenden Rückseite 4 und einer senkrecht auf der Vorderseite 3 und der Rückseite 4 stehenden Flächennormalen 5 . Das Halbleiter-Substrat 2 ist aus einem Halbleiter-Material, insbesondere aus Silizium. Andere Halbleiter-Materialien sind jedoch ebenfalls denkbar. Auf der Rückseite 4 des Halbleiter-Substrats 2 ist eine die elektrische Passivierungs-Schicht 6 aufgebracht, die auch als interner Licht-Reflektor ausgelegt sein kann. Die elektrische Passivierungs-Schicht 6 ist elektrisch isolierend. Sie ist vorzugsweise aus Siliziumnitrid oder Siliziumdioxid. Die Passivierungs-Schicht 6 weist eine Dicke Dp von höchstens 1.000 nm, insbesondere höchstens 500 nm, insbesondere 100 nm auf.
[0008] Ausserdem umfasst das Halbleiter-Bauelement 1 eine auf der die elektrischen Passivierungs-Schicht 6 angeordnete, elektrisch leitende Kontakt-Schicht 7 . Die Kontakt-Schicht 7 ist aus einem gut elektrisch leitfähigen Metall, insbesondere aus Aluminium. Sie ist auf ihrer dem Halbleiter-Substrat 2 zugewandten Seite reflektierend ausgebildet. Die Kontakt-Schicht 7 hat eine Dicke DK in Richtung der Flächennormalen 5 von höchstens 22 [mu]m, insbesondere höchstens 10 [mu]m, insbesondere höchsten 5 [mu]m, insbesondere höchstens 1 [mu]m.
[0009] Auf der Rückseite 4 ist eine Vielzahl von lasergefeuerten Kontakten (LFC) 8 vorgesehen. Die lasergefeuerten Kontakte 8 sind durch eine Bestrahlung mit einem Laser herstellbar. Bei dieser Bestrahlung wird das Halbleiter-Bauelement 1 in einem definierten Punkt- oder linienförmigen Bereich erhitzt, so dass sich eine lokale Schmelzmischung aus dem Material der Kontakt-Schicht 7 , der Passivierungs-Schicht 6 und dem darunter liegenden Halbleiter-Substrat 2 bildet. Nach dem Erstarren bilden die LFC 8 einen guten elektrischen Kontakt zwischen dem Halbleiter-Substrat 2 und der Kontakt-Schicht 7.
[0010] Die LFC 8 sind durch Bestrahlung der Rückseite 4 des Halbleiter-Bauelements 1 mit einer geeigneten Strahlungsquelle, insbesondere einem Laser herstellbar. Hierbei durchdringt das Material der Kontakt-Schicht 7 in einem kleinen definierten Bereich der Rückseite 4 die Passivierungs-Schicht 6 und verschmilzt mit dem Halbleiter-Substrat 2 , sodass die LFC 8 einen guten elektrischen Kontakt zwischen dem Halbleiter-Substrat 2 und der Kontakt-Schicht 7 bilden. Die LFC 8 haben zumindest in eine Richtung senkrecht zur Flächennormalen 5 eine geringe Ausdehnung B im Bereich von 1 [mu]m bis 100 [mu]m, insbesondere im Bereich von 25 [mu]m bis 75 [mu]m.
[0011] Die LFC 8 sind in einem vorgegebenen, insbesondere einem regelmässigen Muster auf der Rückseite 4 des Halbleiter-Substrats 2 angeordnet.
[0012] Schliesslich umfasst das Halbleiter-Bauelement 1 eine auf der Kontakt-Schicht 7 angeordnete, flächig ausgebildete Deck-Schicht 9 . Als Deck-Schicht 9 ist eine Kupferfolie vorgesehen. Die Deck-Schicht 9 kann auch einen Anteil an Messing aufweisen oder aus Messing bestehen. Ausserdem ist zwischen der Deck-Schicht 9 und der Kontakt-Schicht 7 eine dünne, elektrisch leitfähige Kleb-Schicht 10 vorgesehen. Vorteilhafter Weise ist die Deck-Schicht 9 selbstklebend ausgebildet. Vorzugsweise überdeckt die Deck-Schicht 9 die Rückseite 4 weitestgehend, insbesondere vollständig. Hierdurch wird der Übergangswiderstand zwischen der Kontakt-Schicht 7 und der Deck-Schicht 9 minimiert. Ausserdem wird durch eine ganzflächig aufgeklebte Deck-Schicht 9 die Querleitfähigkeit der Rückseitenmetallisierung des Halbleiter-Bauelements 1 erhöht. Hierdurch können Leistungsverluste augrund des Übergangswiderstandes zwischen der Kontakt-Schicht 7 und der Deck-Schicht 9 kompensiert werden.
[0013] Die Deck-Schicht 9 ist gut verlötbar. Zur Ver besserung der Lötbarkeit kann auf die Deck-Schicht 9 eine Löt-Schicht 11 aufgebracht sein. Die Löt-Schicht 11 weist insbesondere einen Anteil an Zinn und/oder an Wismut auf.
[0014] Auf die Deck-Schicht 9 sind mittels Lot-Kontakten 12 Kontakt-Bändchen 13 aufgebracht. Hierdurch sind mehrere Halbleiter-Bauelemente 1 zu einem Modul miteinander verbindbar.
[0015] In einer besonders vorteilhaften Ausführungsform ist die Deck-Schicht 9 auf ihrer dem Halbleiter-Substrat 2 zugewandten Seite mit einer Diffusions-Sperrschicht 14 beschichtet. Die Diffusions-Sperrschicht 14 ist insbesondere aus Nickel und/oder Kobalt. Sie bildet eine Diffusionssperre zur Unterdrückung der Diffusion von Metallionen, insbesondere von Kupfer-Ionen aus der Deck-Schicht 9 in das Halbleiter-Substrat 2.
[0016] Anstelle einer ganzflächigen Deck-Schicht 9 kann auch vorgesehen sein, die Deck-Schicht 9 nur bereichsweise auf die Rückseite 4 des Halbleiter-Bauelements 1 aufzubringen. Die Deck-Schicht 9 ist jedoch insbesondere in den Bereichen, an welchen die Anordnung der Kontakt-Blättchen 13 vorgesehen ist auf die Rückseite 4 des Halbleiter-Bauelements 1 aufgebracht.
[0017] Im Folgenden wird ein Verfahren zur Herstellung des Halbleiter-Bauelements 1 beschrieben. Zunächst wird das Halbleiter-Bauelement 1 mit LFC 8 bereitgestellt. Für die Herstellung des Halbleiter-Bauelements mit 1 LFC 8 sei auf die DE 10 2008 024053.2 verwiesen. Als Ausgangspunkt dient das Halbleiter-Substrat 2 , insbesondere ein Siliziumwafer, welcher zumindest auf seiner Rückseite 4 , vorzugsweise auch auf seiner Vorderseite 3 mit der Passivierungs-Schicht 6 und der auf dieser angeordneten Kontakt-Schicht 7 versehen wird. Sodann wird das Halbleiter-Substrat 2 mittels eines gepulsten Lasers mit den LFC 8 versehen. Hierzu ist vorteilhafterweise ein flüssigkeitsstrahl-geführter Laser vorgesehen. Der Flüssigkeitsstrahl weist vorzugsweise Dotierstoffe wie Phosphor, Arsen, Antimon oder auch Bor, Indium, Aluminium, Gallium oder deren Verbindungen auf.
[0018] Anschliessend wird die, vorzugsweise als selbstklebende Kupferfolie ausgebildete Deck-Schicht 9 , auf die Rückseite 4 des Halbleiter-Bauelements 1 aufgebracht. Gegebenenfalls wird die Rückseite 4 des Halbleiter-Bauelements 1 zunächst mit einer leitfähigen Kleb-Schicht 10 versehen. Die Haftfestigkeit der Deck-Schicht 9 wird durch die prozessbedingt relativ raue Oberfläche der Rückseite 4 des Halbleiter-Bauelements 1 unterstützt.
[0019] Sodann wird die Deck-Schicht 9 mit der Löt-Schicht 11 versehen. Selbstverständlich ist es auch möglich, die Deck-Schicht 9 vor der Aufbringung auf das Halbleiter-Bauelement 1 mit der Löt-Schicht 11 zu versehen. Die Löt-Schicht 11 wird insbesondere in den Bereichen aufgebracht, an welchen die Lot-Kontakte 12 für die Kontakt-Bändchen 13 vorgesehen sind. Die Kontakt-Bändchen 13 lassen sich auf einfache Weise mit der Deck-Schicht 9 über die Lot-Kontakte 12 verbinden.
[0020] Zur Herstellung eines Moduls werden mehrere Halbleiter-Bauelemente 1 mittels der Kontakt-Bändchen 13 miteinander verschaltet.
ZITATE ENTHALTEN IN DER BESCHREIBUNG
[0021] Diese Liste der vom Anmelder aufgeführten Dokumente wurde automatisiert erzeugt und ist ausschliesslich zur besseren Information des Lesers aufgenommen. Die Liste ist nicht Bestandteil der deutschen Patent- bzw. Gebrauchsmusteranmeldung. Das DPMA übernimmt keinerlei Haftung für etwaige Fehler oder Auslassungen.
In einem Blog gefunden ...
http://erfolgsebook-patentschriften.blogspot.com/2010/03/ver…
Antwort auf Beitrag Nr.: 39.209.170 von bossi1 am 24.03.10 20:26:17Hier die org. Quelle zum Patent ...
http://www.patent-de.com/20100311/DE102008046480A1.html
http://www.patent-de.com/20100311/DE102008046480A1.html
Und, mit was kann er gegen die 18,3% PANDA Zelle anstinken?? Kein einziges verfluchtes Wort darüber ...
Man kann besser den Ball flach halten, als die Fehler von Milner zu wiederholen ...
Yingli´s PANDA Zelle baut auf der Perl Zelle auf, ist monokristallin und hat ein BSF Rückseitenfeld. Mono Zellen baut Solarworld nur in den USA, wo von 150 MW auf 500 MW ausgebaut wird. Solarworld hat eine neue fertig entwickelte und für mono geeignete Zelle (Patent vom März 2010) mit einem Al-BSF Rückseitenfeld. Diese Technik ist preiswert und sehr leistungsstark. Mit der Optimierung des Lichteinfangs (schmale Frontseitenkontakte, oder das Patent von Bram Hoex) und durch die Reduzierung ohmscher Verluste durch optimierte Frontseitenkontakten (auch dazu gibt es neue Patente) können Wirkungsgrade über 20% erreichen werden, wie ein ähnliches Beispiel der Fraunhofer Zelle zeigt.
Im März gab es noch ein ergänzendes Patent zum AL-BSF Rückseitenfeld ...
http://www.patent-de.com/20100311/DE102008046480A1.html
P.S.: Die neue EWT Zelle ist dagegen für den Standort Freiberg gedacht, da bei mono Silizium vom Material her das sehr aufwendige bohren/dotieren der Frontseitenpunkte nicht erforderlich ist.
Man kann besser den Ball flach halten, als die Fehler von Milner zu wiederholen ...
Yingli´s PANDA Zelle baut auf der Perl Zelle auf, ist monokristallin und hat ein BSF Rückseitenfeld. Mono Zellen baut Solarworld nur in den USA, wo von 150 MW auf 500 MW ausgebaut wird. Solarworld hat eine neue fertig entwickelte und für mono geeignete Zelle (Patent vom März 2010) mit einem Al-BSF Rückseitenfeld. Diese Technik ist preiswert und sehr leistungsstark. Mit der Optimierung des Lichteinfangs (schmale Frontseitenkontakte, oder das Patent von Bram Hoex) und durch die Reduzierung ohmscher Verluste durch optimierte Frontseitenkontakten (auch dazu gibt es neue Patente) können Wirkungsgrade über 20% erreichen werden, wie ein ähnliches Beispiel der Fraunhofer Zelle zeigt.
Im März gab es noch ein ergänzendes Patent zum AL-BSF Rückseitenfeld ...
http://www.patent-de.com/20100311/DE102008046480A1.html
P.S.: Die neue EWT Zelle ist dagegen für den Standort Freiberg gedacht, da bei mono Silizium vom Material her das sehr aufwendige bohren/dotieren der Frontseitenpunkte nicht erforderlich ist.
US-Patente, wo Mitarbeiter der Deutschen Cell aufgeführt werden
Eine Galvanisierungsmaske 1/2010 ....
http://www.faqs.org/patents/app/20100001407
Lötkontakte mit geringen Schmelztemperaturen 1/2010 ...
http://www.faqs.org/patents/app/20100001400
Metallisierung für Solarzelle p/n Kontakte 12/2009 ...
http://www.faqs.org/patents/app/20090311825
Unsere Point Contact Cell (EWT Zelle) 11/2009 ...
http://www.faqs.org/patents/app/20090283143
Der Seitenlink zur Patentübersicht (380) ...
http://www.faqs.org/patents/city/us_ny_scarborough
Eine Galvanisierungsmaske 1/2010 ....
http://www.faqs.org/patents/app/20100001407
Lötkontakte mit geringen Schmelztemperaturen 1/2010 ...
http://www.faqs.org/patents/app/20100001400
Metallisierung für Solarzelle p/n Kontakte 12/2009 ...
http://www.faqs.org/patents/app/20090311825
Unsere Point Contact Cell (EWT Zelle) 11/2009 ...
http://www.faqs.org/patents/app/20090283143
Der Seitenlink zur Patentübersicht (380) ...
http://www.faqs.org/patents/city/us_ny_scarborough
Antwort auf Beitrag Nr.: 39.205.408 von bossi1 am 24.03.10 13:13:36Richtlinie 2002/95/EG (RoHS)
Bleifreie Lötverbindungen
Zur Umstellung auf bleifreie Lötverbindungen wird von vielen Herstellern eine Ablösung der üblichen Sn60Pb40-Lote und die Einführung von höherschmelzenden SnCu- oder SnAgCu-Loten getestet. Hierbei zeigen sich außer den höheren Kosten (100–200 % durch das Silber und die Patentkosten) für die bleifreien Lote auch Probleme mit der qualitativen Beurteilung der „matteren“ Lötstellen beim Einsatz silberhaltiger Legierungen. (..)
2009 brachten wir folgende Neuprodukte oder Produktverbesserungen zur Marktreife:
--> Bleifreie Module:
ZUKÜNFTIGES LEISTUNGS POTENZIAL: Rezertifizierung als Grundlage für Einführung
Bleifreie Lötverbindungen
Zur Umstellung auf bleifreie Lötverbindungen wird von vielen Herstellern eine Ablösung der üblichen Sn60Pb40-Lote und die Einführung von höherschmelzenden SnCu- oder SnAgCu-Loten getestet. Hierbei zeigen sich außer den höheren Kosten (100–200 % durch das Silber und die Patentkosten) für die bleifreien Lote auch Probleme mit der qualitativen Beurteilung der „matteren“ Lötstellen beim Einsatz silberhaltiger Legierungen. (..)
2009 brachten wir folgende Neuprodukte oder Produktverbesserungen zur Marktreife:
--> Bleifreie Module:
ZUKÜNFTIGES LEISTUNGS POTENZIAL: Rezertifizierung als Grundlage für Einführung
Antwort auf Beitrag Nr.: 39.230.960 von bossi1 am 28.03.10 11:27:35Die neuen Pluto-Module von Suntech sind bereits bleifrei.
http://www.suntech-power.com/images/stories/pluto/hiperforma…
http://www.suntech-power.com/images/stories/pluto/hiperforma…
Antwort auf Beitrag Nr.: 39.230.999 von xyinvestor am 28.03.10 11:40:47Mehr Info zu den bleifreien Suntech-Modulen:
http://seekingalpha.com/article/150422-suntechs-pluto-panel-…
http://seekingalpha.com/article/150422-suntechs-pluto-panel-…
GB 2009
EXTERNES KNOW-HOW ERGÄNZT EIGENE ENTWICKLUNG. Im Rahmen einer engen Kooperation zur Entwicklung
eines neuartigen Metallisierungsverfahrens für Solarzelleng haben wir uns eine exklusive Option auf das
Grundlagen-Know-how unseres Entwicklungspartners gesichert. Bei erfolgreicher Demonstration der
Produktionsreife, welche für 2010 geplant ist, können wir diese Option ziehen. Wir ergänzen unsere
eigenen Innovationen in diesem Bereich dadurch optimal und streben die Schaffung eines einzigartigen
Produktmerkmals an.
Das bezieht sich klar auf die neuen Patente zur neuen mehrteiligen Metallisierung für die Frontseite mit Optimierung des Lichteinfangs durch verbessertes Aspekverhältnis (Höhe/Breite), sowie die Reduzierung ohmscher
Verluste zur zusätzlichen Leistungssteigerung. Die Einführung 2010 bedeutet auch die Einführung der neuen LFC-Zellen mit dem Al-BSF Kontaktfeld bei mono in den USA (350 MW) und poly in Freiberg. Die Zelle hat viele Vorteile, die auch Suntech und Yingli erkannt haben.
P.S.: Es gab schon wieder ein neues LFC Patent, aber diesmal mit tech. Zeichnungen ...
EXTERNES KNOW-HOW ERGÄNZT EIGENE ENTWICKLUNG. Im Rahmen einer engen Kooperation zur Entwicklung
eines neuartigen Metallisierungsverfahrens für Solarzelleng haben wir uns eine exklusive Option auf das
Grundlagen-Know-how unseres Entwicklungspartners gesichert. Bei erfolgreicher Demonstration der
Produktionsreife, welche für 2010 geplant ist, können wir diese Option ziehen. Wir ergänzen unsere
eigenen Innovationen in diesem Bereich dadurch optimal und streben die Schaffung eines einzigartigen
Produktmerkmals an.
Das bezieht sich klar auf die neuen Patente zur neuen mehrteiligen Metallisierung für die Frontseite mit Optimierung des Lichteinfangs durch verbessertes Aspekverhältnis (Höhe/Breite), sowie die Reduzierung ohmscher
Verluste zur zusätzlichen Leistungssteigerung. Die Einführung 2010 bedeutet auch die Einführung der neuen LFC-Zellen mit dem Al-BSF Kontaktfeld bei mono in den USA (350 MW) und poly in Freiberg. Die Zelle hat viele Vorteile, die auch Suntech und Yingli erkannt haben.
P.S.: Es gab schon wieder ein neues LFC Patent, aber diesmal mit tech. Zeichnungen ...
Antwort auf Beitrag Nr.: 39.231.020 von xyinvestor am 28.03.10 11:47:35 modules are lead free ,,,
Danke für die Suntech Info. Ihr Marktführer verpaßt keinen Trend bei den neuen Produkten. Ändert man jedoch alte Modullinien, muß alles neu zertifiziert werden ohne direkten Gegenwert. Das rechnet sich nur, wenn neue leistungsfähigere Modultechnik zum Einsatz kommt. Auch Solarworld wird die neuen Module gleich mit bleifreier Technik zertifizieren.
Danke für die Suntech Info. Ihr Marktführer verpaßt keinen Trend bei den neuen Produkten. Ändert man jedoch alte Modullinien, muß alles neu zertifiziert werden ohne direkten Gegenwert. Das rechnet sich nur, wenn neue leistungsfähigere Modultechnik zum Einsatz kommt. Auch Solarworld wird die neuen Module gleich mit bleifreier Technik zertifizieren.
ECN - Photovoltaic Technology Made in Holland
- Eine RGS Anlage kostet nur 10% vergleichbarer Wafertechnik !!
- reduziert Prozeßkosten um 50% in der Waferproduktion !!
- reduziert Siliziumbedarf bis 60% (fehlender kerf loss)
- Verbrauch von 3-11 g/Wp je nach Bedarf
- 1 Wafer je Sekunde = 50 MW/a
Paul Wyers ECN, 5/2008, pdf 29 Seiten
http://www.twanetwerk.nl/upl_documents/ECNWyers.pdf


- Eine RGS Anlage kostet nur 10% vergleichbarer Wafertechnik !!
- reduziert Prozeßkosten um 50% in der Waferproduktion !!
- reduziert Siliziumbedarf bis 60% (fehlender kerf loss)
- Verbrauch von 3-11 g/Wp je nach Bedarf
- 1 Wafer je Sekunde = 50 MW/a
Paul Wyers ECN, 5/2008, pdf 29 Seiten
http://www.twanetwerk.nl/upl_documents/ECNWyers.pdf
Antwort auf Beitrag Nr.: 39.160.853 von bossi1 am 17.03.10 17:26:29Halbleiter Bauelement
Das EU Patent EP2151869 von 2/2010 inkl. der tech. Zeichnungen
http://www.freepatentsonline.com/EP2151869.pdf
Das EU Patent EP2151869 von 2/2010 inkl. der tech. Zeichnungen
http://www.freepatentsonline.com/EP2151869.pdf
23.03.10 16:20
Large-scale production announced of high-efficiency solar cells developed by Yingli, Amtech and ECN
Yingli Green Energy Holding, one of the world’s leading vertically integrated photovoltaic product manufacturers, announced a 300MW manufacturing capacity expansion for n-type monocrystalline silicon cells and modules in China. The new production lines will be designed to produce next generation high efficiency n-type silicon solar cells based on the technology developed through Project PANDA. This project, which started in 2009, is a collaboration among ECN, Yingli Green Energy and Amtech Systems. PANDA aims at significantly raising the efficiency of crystalline silicon solar cells and at commercializing the new technology on Yingli’s production lines. The high efficiency cells utilize the cell design (n-type technology) of ECN, the solar diffusion technology and dry PSG removal technology of Tempress Systems, Inc. (Amtech’s solar subsidiary) and Yingli’s Green Energy’s cell process technology. On the PANDA pilot line next-generation cells with an average efficiency of 18% or higher have already successfully been produced. An even higher average efficiency – to at least 18.5% - is expected on the commercial production lines by the end of 2010.
ECN.nl
Large-scale production announced of high-efficiency solar cells developed by Yingli, Amtech and ECN
Yingli Green Energy Holding, one of the world’s leading vertically integrated photovoltaic product manufacturers, announced a 300MW manufacturing capacity expansion for n-type monocrystalline silicon cells and modules in China. The new production lines will be designed to produce next generation high efficiency n-type silicon solar cells based on the technology developed through Project PANDA. This project, which started in 2009, is a collaboration among ECN, Yingli Green Energy and Amtech Systems. PANDA aims at significantly raising the efficiency of crystalline silicon solar cells and at commercializing the new technology on Yingli’s production lines. The high efficiency cells utilize the cell design (n-type technology) of ECN, the solar diffusion technology and dry PSG removal technology of Tempress Systems, Inc. (Amtech’s solar subsidiary) and Yingli’s Green Energy’s cell process technology. On the PANDA pilot line next-generation cells with an average efficiency of 18% or higher have already successfully been produced. An even higher average efficiency – to at least 18.5% - is expected on the commercial production lines by the end of 2010.
ECN.nl
22.02.10 07:50
Research project Silicon-Light aims at better and cheaper solar cells on foil
Lead by the Energy research Centre of the Netherlands (ECN), a consortium of seven European partners and one Chinese university collaborate in a new solar cell research project with the name Silicon-Light. This project has started on January 1 of 2010 and will last for three years. The aim of this project is to enable the fabrication of better and cheaper thin film silicon solar cells on foil. These “solar foils” are extremely well suited for building integrated PV applications.
Silicon is a superb feedstock material for solar cells. To make cells with high efficiencies, though, it is important to make the silicon as pure as possible. This purification is an expensive process, and therefore it is necessary to make the solar cells as thin as possible. In Silicon-Light methods are being investigated and improved to fabricate thin silicon layers with thickness of about 1/1000 of a millimetre out of a gas phase on foil by means of Plasma Enhanced Chemical Vapour Deposition (PECVD). The purpose is to make high quality amorphous and micro-crystalline silicon at relatively low process temperatures (typically below 200 ºC), allowing the usage of cheap plastics as substrate foil. To collect all sunlight into only one micrometer of silicon, special structures need to be incorporated in the solar cells which trap the light. In Silicon-Light we investigate methods to create light-scattering textures at the rear side of the cell. For the fabrication of these textures, with structures on nanometre scale, methods from the semiconductor industry like e-beam lithography will be applied. To demonstrate that these textures can be manufactured on large scale, these methods will be combined with large scale production methods which are used in the holographic industry.
Another aim of the project is to develop new TCO layers for thin film silicon solar cells. TCO (Transparent Conductive Oxide) layers are needed to collect the generated current at the front side of the solar cell. Indium Tin Oxide (ITO) is technically a good candidate but the scarceness of Indium requires to investigate alternative materials. Zinc-Oxide is a possible alternative but has certain disadvantages related to its stability in humid environments. In Silicon-Light new TCO materials will be developed that should combine the advantages of ITO with that of ZnO.
The consortium of Silicon-Light consists of eight partners with different backgrounds. Besides ECN as coordinator and solar cell research institute, the following parties participate: EPFL (Switzerland): a top-institute in the field of thin film silicon solar cells; University of Ljubjana specialized in the theory of light-management in solar cells; University of Copenhagen: specialized in electron microscopy for analysis of thin layers; University of Valencia and the JiaoTong University of Shanghai for the fabrication of nanometre scale structures by e-beam lithography; Umicore as manufacturer of materials for thin film solar cells and finally VHF Technologies: a manufacturer of thin film silicon solar cells, as an end user of the project.
The project Silicon-Light is subsidized by the European Commission in the framework of the thematic research programme Energy in FP7.
For more information please contact:
Wim Soppe (coordinator)
ECN Solar Energy
Research project Silicon-Light aims at better and cheaper solar cells on foil
Lead by the Energy research Centre of the Netherlands (ECN), a consortium of seven European partners and one Chinese university collaborate in a new solar cell research project with the name Silicon-Light. This project has started on January 1 of 2010 and will last for three years. The aim of this project is to enable the fabrication of better and cheaper thin film silicon solar cells on foil. These “solar foils” are extremely well suited for building integrated PV applications.
Silicon is a superb feedstock material for solar cells. To make cells with high efficiencies, though, it is important to make the silicon as pure as possible. This purification is an expensive process, and therefore it is necessary to make the solar cells as thin as possible. In Silicon-Light methods are being investigated and improved to fabricate thin silicon layers with thickness of about 1/1000 of a millimetre out of a gas phase on foil by means of Plasma Enhanced Chemical Vapour Deposition (PECVD). The purpose is to make high quality amorphous and micro-crystalline silicon at relatively low process temperatures (typically below 200 ºC), allowing the usage of cheap plastics as substrate foil. To collect all sunlight into only one micrometer of silicon, special structures need to be incorporated in the solar cells which trap the light. In Silicon-Light we investigate methods to create light-scattering textures at the rear side of the cell. For the fabrication of these textures, with structures on nanometre scale, methods from the semiconductor industry like e-beam lithography will be applied. To demonstrate that these textures can be manufactured on large scale, these methods will be combined with large scale production methods which are used in the holographic industry.
Another aim of the project is to develop new TCO layers for thin film silicon solar cells. TCO (Transparent Conductive Oxide) layers are needed to collect the generated current at the front side of the solar cell. Indium Tin Oxide (ITO) is technically a good candidate but the scarceness of Indium requires to investigate alternative materials. Zinc-Oxide is a possible alternative but has certain disadvantages related to its stability in humid environments. In Silicon-Light new TCO materials will be developed that should combine the advantages of ITO with that of ZnO.
The consortium of Silicon-Light consists of eight partners with different backgrounds. Besides ECN as coordinator and solar cell research institute, the following parties participate: EPFL (Switzerland): a top-institute in the field of thin film silicon solar cells; University of Ljubjana specialized in the theory of light-management in solar cells; University of Copenhagen: specialized in electron microscopy for analysis of thin layers; University of Valencia and the JiaoTong University of Shanghai for the fabrication of nanometre scale structures by e-beam lithography; Umicore as manufacturer of materials for thin film solar cells and finally VHF Technologies: a manufacturer of thin film silicon solar cells, as an end user of the project.
The project Silicon-Light is subsidized by the European Commission in the framework of the thematic research programme Energy in FP7.
For more information please contact:
Wim Soppe (coordinator)
ECN Solar Energy
Werkseröffnung in Freiberg Ende Mai ...
Wasserversorger schwimmt gegen den Trend
Freiberger Zweckverband verzeichnet wachsenden Absatz - Lehrpfad im Betriebsgelände klärt auch außerhalb des Tags des Wassers auf
Ein Meilenstein für die Wasserversorgung in der Region war im September vorigen Jahres die Inbetriebnahme der 4,5 Kilometer langen Rohwasserleitung ins Gewerbegebiet Freiberg-Ost. Mario Behrendt, Vorstandsvorsitzender der Deutschen Solar AG, erläuterte dabei Freibergs Oberbürgermeister Bernd-Erwin Schramm (parteilos), Christian Zschammer von der Landestalsperrenverwaltung, Gunter Hüttner vom gleichnamigen Baubetrieb aus Chemnitz sowie dem Hilbersdorfer und Bobritzscher Gemeindeoberhaupt Volker Haupt (CDU, v. l. n. r.) die Vorzüge der Kühlung mit Rohwasser in der neuen Produktionsstätte seines Unternehmens.

Foto: Eckardt Mildner/Archiv
Freiberg. "Klarheit ohne Wenn und Aber" heißt das Motto für den Geschäftsleiter des Wasserzweckverbands Freiberg (WZF) nicht nur am Tag des Wassers: "Wir bieten das ganze Jahr Führungen durch unser Wasserwerk in Freiberg an", betont Christian Neubert. Gerade Schulklassen würden sich gern für dieses Angebot anmelden. Eine Termin-Absprache empfiehlt der WZF-Chef auch für den Trinkwasser-Lehrpfad auf dem Betriebsgelände an der Hegelstraße 45 der Kreisstadt: "Dann kann einer unserer Mitarbeiter auch detailliertere Erläuterungen geben."
Zu berichten gibt es dabei vieles. So gehört der Freiberger Verband zu den wenigen in der Branche, die ihren Absatz im vergangenen Jahr steigern konnten. Mehr als 4,5 Millionen Kubikmeter Trink- und reichlich 2,1 Millionen Kubikmeter Betriebswasser haben Neubert und seine Mannschaft 2009 in 20 Städte und Gemeinden geliefert. Das Verbandsgebiet erstreckt sich dabei über drei Großkreise: Neben den Altkreisen Brand-Erbisdorf und Freiberg werden auch die Stadt Nossen im Landkreis Meißen und die Gemeinde Hartmannsdorf-Reichenau im Landkreis Sächsische Schweiz-Osterzgebirge mit kühlem Nass aus der Talsperre Lichtenberg versorgt. Insgesamt wohnen fast 105.000 Einwohner im Territorium des Verbandes.
Einen wesentlichen Anteil an der guten Bilanz hat der Betriebswasserabsatz, der 1994 mit gerade mal 48.000 Kubikmetern begonnen hat und seither stetig gewachsen ist. Neben den Betrieben auf dem Industriegelände "Hütte Freiberg" an der Frauensteiner Straße profitieren davon auch die Betriebe der Halbleiterindustrie. So wurde erst im September vergangenen Jahres eine Rohwasserleitung in das Gewerbegebiet Freiberg-Ost fertig gestellt. Hier hat die Deutsche Solar AG eine Produktionsstätte für Siliziumwafer für Sonnenstrommodule errichtet, in der 500 Beschäftigte tätig sein sollen. Die offizielle Einweihung ist nach Unternehmensangaben für Ende Mai geplant.
Darüber hinaus entsorgt der WZF auch in 14 Städten und gemeinden das Abwasser von knapp 25.000 Einwohnern. Er betreibt dafür ein Kanalnetz von 199 Kilometern Länge, zwölf Kläranlagen und 21 Pumpwerke. In diesem Jahr sollen auf dem Abwassersektor rund 500.000 Euro investiert werden; im Trinkwasserbereich sind dreimal so hohe Ausgaben geplant.
http://www.freiepresse.de/NACHRICHTEN/REGIONALES/MITTELSACHS…
Wasserversorger schwimmt gegen den Trend
Freiberger Zweckverband verzeichnet wachsenden Absatz - Lehrpfad im Betriebsgelände klärt auch außerhalb des Tags des Wassers auf
Ein Meilenstein für die Wasserversorgung in der Region war im September vorigen Jahres die Inbetriebnahme der 4,5 Kilometer langen Rohwasserleitung ins Gewerbegebiet Freiberg-Ost. Mario Behrendt, Vorstandsvorsitzender der Deutschen Solar AG, erläuterte dabei Freibergs Oberbürgermeister Bernd-Erwin Schramm (parteilos), Christian Zschammer von der Landestalsperrenverwaltung, Gunter Hüttner vom gleichnamigen Baubetrieb aus Chemnitz sowie dem Hilbersdorfer und Bobritzscher Gemeindeoberhaupt Volker Haupt (CDU, v. l. n. r.) die Vorzüge der Kühlung mit Rohwasser in der neuen Produktionsstätte seines Unternehmens.
Foto: Eckardt Mildner/Archiv
Freiberg. "Klarheit ohne Wenn und Aber" heißt das Motto für den Geschäftsleiter des Wasserzweckverbands Freiberg (WZF) nicht nur am Tag des Wassers: "Wir bieten das ganze Jahr Führungen durch unser Wasserwerk in Freiberg an", betont Christian Neubert. Gerade Schulklassen würden sich gern für dieses Angebot anmelden. Eine Termin-Absprache empfiehlt der WZF-Chef auch für den Trinkwasser-Lehrpfad auf dem Betriebsgelände an der Hegelstraße 45 der Kreisstadt: "Dann kann einer unserer Mitarbeiter auch detailliertere Erläuterungen geben."
Zu berichten gibt es dabei vieles. So gehört der Freiberger Verband zu den wenigen in der Branche, die ihren Absatz im vergangenen Jahr steigern konnten. Mehr als 4,5 Millionen Kubikmeter Trink- und reichlich 2,1 Millionen Kubikmeter Betriebswasser haben Neubert und seine Mannschaft 2009 in 20 Städte und Gemeinden geliefert. Das Verbandsgebiet erstreckt sich dabei über drei Großkreise: Neben den Altkreisen Brand-Erbisdorf und Freiberg werden auch die Stadt Nossen im Landkreis Meißen und die Gemeinde Hartmannsdorf-Reichenau im Landkreis Sächsische Schweiz-Osterzgebirge mit kühlem Nass aus der Talsperre Lichtenberg versorgt. Insgesamt wohnen fast 105.000 Einwohner im Territorium des Verbandes.
Einen wesentlichen Anteil an der guten Bilanz hat der Betriebswasserabsatz, der 1994 mit gerade mal 48.000 Kubikmetern begonnen hat und seither stetig gewachsen ist. Neben den Betrieben auf dem Industriegelände "Hütte Freiberg" an der Frauensteiner Straße profitieren davon auch die Betriebe der Halbleiterindustrie. So wurde erst im September vergangenen Jahres eine Rohwasserleitung in das Gewerbegebiet Freiberg-Ost fertig gestellt. Hier hat die Deutsche Solar AG eine Produktionsstätte für Siliziumwafer für Sonnenstrommodule errichtet, in der 500 Beschäftigte tätig sein sollen. Die offizielle Einweihung ist nach Unternehmensangaben für Ende Mai geplant.
Darüber hinaus entsorgt der WZF auch in 14 Städten und gemeinden das Abwasser von knapp 25.000 Einwohnern. Er betreibt dafür ein Kanalnetz von 199 Kilometern Länge, zwölf Kläranlagen und 21 Pumpwerke. In diesem Jahr sollen auf dem Abwassersektor rund 500.000 Euro investiert werden; im Trinkwasserbereich sind dreimal so hohe Ausgaben geplant.
http://www.freiepresse.de/NACHRICHTEN/REGIONALES/MITTELSACHS…
Below you can find details about the conference programme on Thursday 25 March 2010.
--> 12:00 Leon Laas, Manager Process & Operations, RGS Development
Ribbon growth on substrate is key technology for PV growth
Leon Laas, Manager Process & Operations, RGS Development
The ribbon growth on substrate (RGS) silicon wafer technology is a unique casting technology for the next generation of silicon wafer manufacturing for photovoltaic application. Compared to today’s cut wafer technology, the silicon yield is increased from about 40 percent to more than 90 percent. Production speed per machine is increased by an order of magnitude compared to solidified and cut wafer manufacturing lines as well as other silicon ribbon technologies such as edge-fed growth or string ribbon. This results in a strongly reduced investment for manufacturing equipment per MWp produced. RGS is a key technology for enabling the high growth rates of the PV sector in the future.
The development of this technology is organised by RGS Development. The approach is to use the know-how on silicon casting, high temperature mechatronics, in an innovative company with the objective to commercialise the technology via licensing and support to manufacturing companies.
For this purpose a full scale test machine has been built in Broek op Langedijk together with a network of specialized equipment suppliers. Test wafer production has been started in 2009. The next phase will be the demonstration of the technology on larger scale and the further development towards future production lines.
Biografie
Leon Laas has studied material engineering and graduated on the application of thermal barrier coatings for fusion reactor walls. He started working at the Energy research Centre of the Netherlands (ECN) in 1989 on the test production of superconductive wires for Cern. Together with the Joint Research Centre of the EU he started up an advanced coating centre where he managed coating projects for gas turbine protection and corrosion resistance of acid transporting pumps. Next to his work he followed a business school education and graduated in 1996. In 1997 he joined the Solar Energy group where he started working on the ribbon growth on substrate (RGS) technology in 2001. Together with Dr. A.G. Schönecker he managed the RGSolar project, resulting in the establishing of RGS Development company with the realisation of the current RGS machine at Broek op Langedijk in The Netherlands. Today the author is a member of the project management team of RGS Development B.V. where he is assigned to lead the RGS process test operations.
http://www.hightechmechatronica.nl/en/programme/programme-20…
Antwort auf Beitrag Nr.: 39.271.658 von bossi1 am 03.04.10 19:38:581.9 n-type RGS ... in Verbindung mit einem Al-BSF Rückseitenfeld
Instead of boron as a dopant resulting in p-type silicon, phosphorous doping
resulting in n-type silicon can be used. Since n-type silicon is a quite new material for
photovoltaics, published results mainly focus on characterisation by means of lifetime
and gettering experiments. Especially for multicrystalline n-type material only few
experiments on solar cell level were published up to now [71], [72]. There are
different reasons why n-type silicon is beneficial for photovoltaics: firstly, electronics
industry offers a significant amount of residual highly doped n-type silicon (IC and
processor production) for PV application. Secondly, n-type silicon shows higher as
grown lifetimes compared to p-type silicon due to lower capture cross sections of
metallic impurities. Further on, P doped n-type silicon shows no degradation due to
boron related complexes such as BO and FeB. The enhanced minority carrier
lifetimes for n-type silicon as reported in various publications [71], [72] are a result of
lower capture cross sections for most impurities as already mentioned. As a result,
the ratio of the minority charge carrier diffusion lengths Lp / Ln for holes and electrons
respectively is for the most part significantly larger than unity (except for Cr) for a
given amount of impurities with an underlying diffusion coefficient of Dn = 3·Dp [71].
The latter correlation should be advantageous for silicon materials containing higher
impurity concentrations such as RGS.
As described in paragraph 1.2.1, RGS is currently produced by a discontinuously
working laboratory-scale machine. The main focus during the last few years was laid
on lowering the oxygen content and the improvement of crystallisation conditions
which resulted in significantly enhanced solar cell efficiencies as presented in
paragraph 1.6.6.4. Due to the limited output of the laboratory-scale machine no main
focus was laid on the production of n-type RGS and thus only a few n-type RGS
wafers were produced to test the feasibility of n-type RGS production. This has to be
considered when the wafer quality and solar cell results are described in the
following. (..)
Aus der Diss. Sven Seren, 5/2007, pdf 140 Seiten
http://kops.ub.uni-konstanz.de/volltexte/2007/3312/pdf/Seren…
... in Verbindung mit einem Al-BSF RückseitenfeldInstead of boron as a dopant resulting in p-type silicon, phosphorous doping
resulting in n-type silicon can be used. Since n-type silicon is a quite new material for
photovoltaics, published results mainly focus on characterisation by means of lifetime
and gettering experiments. Especially for multicrystalline n-type material only few
experiments on solar cell level were published up to now [71], [72]. There are
different reasons why n-type silicon is beneficial for photovoltaics: firstly, electronics
industry offers a significant amount of residual highly doped n-type silicon (IC and
processor production) for PV application. Secondly, n-type silicon shows higher as
grown lifetimes compared to p-type silicon due to lower capture cross sections of
metallic impurities. Further on, P doped n-type silicon shows no degradation due to
boron related complexes such as BO and FeB. The enhanced minority carrier
lifetimes for n-type silicon as reported in various publications [71], [72] are a result of
lower capture cross sections for most impurities as already mentioned. As a result,
the ratio of the minority charge carrier diffusion lengths Lp / Ln for holes and electrons
respectively is for the most part significantly larger than unity (except for Cr) for a
given amount of impurities with an underlying diffusion coefficient of Dn = 3·Dp [71].
The latter correlation should be advantageous for silicon materials containing higher
impurity concentrations such as RGS.
As described in paragraph 1.2.1, RGS is currently produced by a discontinuously
working laboratory-scale machine. The main focus during the last few years was laid
on lowering the oxygen content and the improvement of crystallisation conditions
which resulted in significantly enhanced solar cell efficiencies as presented in
paragraph 1.6.6.4. Due to the limited output of the laboratory-scale machine no main
focus was laid on the production of n-type RGS and thus only a few n-type RGS
wafers were produced to test the feasibility of n-type RGS production. This has to be
considered when the wafer quality and solar cell results are described in the
following. (..)
Aus der Diss. Sven Seren, 5/2007, pdf 140 Seiten
http://kops.ub.uni-konstanz.de/volltexte/2007/3312/pdf/Seren…
Antwort auf Beitrag Nr.: 39.271.658 von bossi1 am 03.04.10 19:38:58Leon Laas (links) en Dr. Axel Schönecker (rechts) leggen de laatste hand aan de RGS-apparatuur waarmee siliciumschijven worden gegoten.
http://images.google.de/imgres?imgurl=http://www.ecn.nl/file…

http://images.google.de/imgres?imgurl=http://www.ecn.nl/file…
Photovoltaik
Photovoltaik: Stempelverfahren für industrielle Fertigung von Hocheffizienzzellen

Photovoltaik Stempelverfahren für industrielle Fertigung von Hocheffizienzzellen (Foto: BMU - Brigitte Hiss)
Im Projekt Nanotex arbeitet das Fraunhofer ISE an einem neuartigen Texturierungsverfahren für kristalline Siliciumsolarzellen. Dieses Verfahren basiert auf der Nanoimprint-Lithographie, bei der eine Ätzmaske in einem Stempelverfahren strukturiert wird und somit anschließend ein definierter Ätzprozess durchgeführt werden kann. Dieses Stempelverfahren soll die Photolithographie ersetzen, die zum Erreichen höchster Wirkungsgrade nur im Labormaßstab verwendet wird.
Um das Stempeln der Ätzmaske industrietauglich zu gestalten, soll dies in einem Rollenprägeprozess realisiert werden. Neben einer vereinfachten Prozessführung zur klassischen Photolithographie ermöglicht die Nanoimprint Lithographie eine erhöhte Strukturauflösung sowie die Möglichkeit, kontinuierliche Profile in Ätzmasken herzustellen. Ein Anwendungsschwerpunkt des Nanotex Projekts liegt auf der Vorderseitentextur multikristalliner Siliziumsolarzellen, da hier noch ein großes Optimierungspotential zu gängigen industriell hergestellten Texturen besteht.
Quelle: Bundesministerium für Umwelt, Naturschutz und Reaktorsicherheit (BMU)
http://www.energie-experten.org/experte/meldung-anzeigen/new…
Photovoltaik: Stempelverfahren für industrielle Fertigung von Hocheffizienzzellen
Photovoltaik Stempelverfahren für industrielle Fertigung von Hocheffizienzzellen (Foto: BMU - Brigitte Hiss)
Im Projekt Nanotex arbeitet das Fraunhofer ISE an einem neuartigen Texturierungsverfahren für kristalline Siliciumsolarzellen. Dieses Verfahren basiert auf der Nanoimprint-Lithographie, bei der eine Ätzmaske in einem Stempelverfahren strukturiert wird und somit anschließend ein definierter Ätzprozess durchgeführt werden kann. Dieses Stempelverfahren soll die Photolithographie ersetzen, die zum Erreichen höchster Wirkungsgrade nur im Labormaßstab verwendet wird.
Um das Stempeln der Ätzmaske industrietauglich zu gestalten, soll dies in einem Rollenprägeprozess realisiert werden. Neben einer vereinfachten Prozessführung zur klassischen Photolithographie ermöglicht die Nanoimprint Lithographie eine erhöhte Strukturauflösung sowie die Möglichkeit, kontinuierliche Profile in Ätzmasken herzustellen. Ein Anwendungsschwerpunkt des Nanotex Projekts liegt auf der Vorderseitentextur multikristalliner Siliziumsolarzellen, da hier noch ein großes Optimierungspotential zu gängigen industriell hergestellten Texturen besteht.
Quelle: Bundesministerium für Umwelt, Naturschutz und Reaktorsicherheit (BMU)
http://www.energie-experten.org/experte/meldung-anzeigen/new…
Antwort auf Beitrag Nr.: 39.271.818 von bossi1 am 03.04.10 21:20:27Das RGS Patent von Schönecker, Hoek, Gutjahr und Laas hatte ich mir damals nur oberflächlich angesehen bei den beschrieben Verstärkungsrillen. Das wurde in einer RGS Dissertation erwähnt, um dünne Wafer stabiler zu machen. Im Patent werden jedoch die weiteren Möglichkeiten der "Wafermuster" für die späteren Solarzellen bei RGS ausführlich beschrieben ...
Patent erteilt: 11/2008
Patent application title: Method and Device for Producing Metal Panels with a Pattern
Inventors:
Axel Georg Schonecker Eelko Gelbert Hoek Astrid Gutjahr Leonardus Jacobus Laas
Agents:
YOUNG & THOMPSON
Assignees:
Origin: ALEXANDRIA, VA US
IPC8 Class: AB32B330FI
USPC Class: 428573
Abstract:
The invention relates to a device and method for producing metal panels. First a metal melt is produced, then a substrate, which has a lower temperature than the metal melt, is brought into contact with it so that some of the metal melt crystallises on the substrate. The substrate is then moved relative to the metal melt so that a metal foil is formed on the substrate. Finally the metal foil is divided into metal panels. According to the invention the substrate comprises grooves which are used to fit partitions between the panels, as well as grooves which are filled with liquid metal. The latter grooves provide a reinforcement for the metal panels. In addition a pattern of recesses and/or elevations can be provided in the substrate so that the same pattern is formed in the metal foil. The pattern may consist, for example, of parallel grooves which ensure that the surface of the foil is enlarged. In the case of solar cells this results in greater efficiency.
http://www.faqs.org/patents/app/20080286599
Google Übersetzung dazu ...
http://translate.google.de/translate?js=y&prev=_t&hl=de&ie=U…
Einen RGS Wafer wie eine "Waffel" strukturiert ...
Eine Textur auf der Oberfläche einer Solarzelle kann aus V-förmigen Rillen bestehen, die mechanisch gesägt werden oder aus Pyramiden oder ähnlichen Stukturen, die geätzt werden. Beim RGS Wafer kann jedoch die Oberfläche der Wafer mit einer V-förmigen Rillenstruktur während der Herstellung gewalzt werden. Das vergrößert die Waferoberfläche, vermindert die Reflexionsverluste und steigert somit den Wirkungsgrad der späteren Solarzelle. Das kann nur bei RGS bereits während der Waferherstellung erfolgen !!
[0016]The recesses are preferably narrower than 1 mm. Such thin grooves in the substrate are bridged by the metal during crystallisation. Using this method very thin foils can be produced which comprise on one side V-shaped parallel grooves, for example, enabling the effective area of a solar cell to be increased. This larger surface in turn provides improved optical properties, resulting in an increase in efficiency of the solar cell.
+++++
Die Rückseite kann für die Al-BSF Kontakte bereits vorbereitet werden ...
[0042]FIG. 9 shows a cross-section through substrate band 8, with a number of cavities 93 which have such a dimension and angle of inclination that they are not filled with metal. This gives rise locally to holes in the metal panel. Here the term `hole` refers to a passage. These holes may be round, but may also have any shape, e.g. rectangular. These holes may be used in a subsequent process step in which metal contacts are connected to the front and rear sides of foil 16. Here the special production of these holes with a laser, for example, is no longer necessary. The holes preferably have a width of between 1 mm and 2 mm. The length, if it is to be defined, depends on the application. The above-mentioned holes may also be made by installing on the surface of substrate 8 elevations which are so high that they project through foil 16. FIG. 10 shows an elevation of the embodiment in FIG. 9. It can be see that each metal panel is provided with some nine holes. FIG. 10 shows cavities 93 organised in a matrix. Other arrangements and numbers are possible, depending on the application of the metal panels.
... leider gibt es keine Zeichnungen dazu
Patent erteilt: 11/2008
Patent application title: Method and Device for Producing Metal Panels with a Pattern
Inventors:
Axel Georg Schonecker Eelko Gelbert Hoek Astrid Gutjahr Leonardus Jacobus Laas
Agents:
YOUNG & THOMPSON
Assignees:
Origin: ALEXANDRIA, VA US
IPC8 Class: AB32B330FI
USPC Class: 428573
Abstract:
The invention relates to a device and method for producing metal panels. First a metal melt is produced, then a substrate, which has a lower temperature than the metal melt, is brought into contact with it so that some of the metal melt crystallises on the substrate. The substrate is then moved relative to the metal melt so that a metal foil is formed on the substrate. Finally the metal foil is divided into metal panels. According to the invention the substrate comprises grooves which are used to fit partitions between the panels, as well as grooves which are filled with liquid metal. The latter grooves provide a reinforcement for the metal panels. In addition a pattern of recesses and/or elevations can be provided in the substrate so that the same pattern is formed in the metal foil. The pattern may consist, for example, of parallel grooves which ensure that the surface of the foil is enlarged. In the case of solar cells this results in greater efficiency.
http://www.faqs.org/patents/app/20080286599
Google Übersetzung dazu ...
http://translate.google.de/translate?js=y&prev=_t&hl=de&ie=U…
Einen RGS Wafer wie eine "Waffel" strukturiert ...
Eine Textur auf der Oberfläche einer Solarzelle kann aus V-förmigen Rillen bestehen, die mechanisch gesägt werden oder aus Pyramiden oder ähnlichen Stukturen, die geätzt werden. Beim RGS Wafer kann jedoch die Oberfläche der Wafer mit einer V-förmigen Rillenstruktur während der Herstellung gewalzt werden. Das vergrößert die Waferoberfläche, vermindert die Reflexionsverluste und steigert somit den Wirkungsgrad der späteren Solarzelle. Das kann nur bei RGS bereits während der Waferherstellung erfolgen !!
[0016]The recesses are preferably narrower than 1 mm. Such thin grooves in the substrate are bridged by the metal during crystallisation. Using this method very thin foils can be produced which comprise on one side V-shaped parallel grooves, for example, enabling the effective area of a solar cell to be increased. This larger surface in turn provides improved optical properties, resulting in an increase in efficiency of the solar cell.
+++++
Die Rückseite kann für die Al-BSF Kontakte bereits vorbereitet werden ...
[0042]FIG. 9 shows a cross-section through substrate band 8, with a number of cavities 93 which have such a dimension and angle of inclination that they are not filled with metal. This gives rise locally to holes in the metal panel. Here the term `hole` refers to a passage. These holes may be round, but may also have any shape, e.g. rectangular. These holes may be used in a subsequent process step in which metal contacts are connected to the front and rear sides of foil 16. Here the special production of these holes with a laser, for example, is no longer necessary. The holes preferably have a width of between 1 mm and 2 mm. The length, if it is to be defined, depends on the application. The above-mentioned holes may also be made by installing on the surface of substrate 8 elevations which are so high that they project through foil 16. FIG. 10 shows an elevation of the embodiment in FIG. 9. It can be see that each metal panel is provided with some nine holes. FIG. 10 shows cavities 93 organised in a matrix. Other arrangements and numbers are possible, depending on the application of the metal panels.
... leider gibt es keine Zeichnungen dazu
Antwort auf Beitrag Nr.: 39.287.159 von bossi1 am 07.04.10 14:14:16Mechanische Texturierung
a-c Einzelblatt-texturiert
d ) Walzen-texturiert

Bei polykristallinem Silizium lässt sich die Oberfläche mit einer sauren Lösung strukturieren. © Deutsche Cell GmbH

In Pyramidenform texturierte Oberfläche aus monokristallinem Silizium. Die Struktur wird mit einer alkalischen Lösung geätzt.
© Deutsche Cell GmbH
Solarzelle mit punktuellem Rückseitenkontakt: Durch eine dielektrische Schicht ist die Rückseite optimal passiviert, die Kontaktierung erfolgt nur punktuell und mit lokalen BSF.
... hier sieht man eine V-förmige Texturierung auf der Frontseite.
a-c Einzelblatt-texturiert
d ) Walzen-texturiert
Bei polykristallinem Silizium lässt sich die Oberfläche mit einer sauren Lösung strukturieren. © Deutsche Cell GmbH
In Pyramidenform texturierte Oberfläche aus monokristallinem Silizium. Die Struktur wird mit einer alkalischen Lösung geätzt.
© Deutsche Cell GmbH
Solarzelle mit punktuellem Rückseitenkontakt: Durch eine dielektrische Schicht ist die Rückseite optimal passiviert, die Kontaktierung erfolgt nur punktuell und mit lokalen BSF.
... hier sieht man eine V-förmige Texturierung auf der Frontseite.
Antwort auf Beitrag Nr.: 39.287.159 von bossi1 am 07.04.10 14:14:16Die fehlenden Zeichnungen (1-10) zu den V-förmig texturierten RGS Wafern an der Frontseite und den Rückseitenstrukturen für das Al-BSF Feld in der RGS Maschine. In Figur 1 beginnt der der RGS Gießvorgang ...
http://www.freepatentsonline.com/20080286599.pdf
http://www.freepatentsonline.com/20080286599.pdf
Antwort auf Beitrag Nr.: 39.287.159 von bossi1 am 07.04.10 14:14:16Oberflächentextur
Wafer aus Foliensilizium haben keine Oberfläche, die durch den Sägeprozess eine Schädigung aufweisen. Dies kann von Vorteil sein, da prinzipiell weniger Silizium vor dem Solarzellenprozess entfernt werden muss. Andererseits lassen sich nicht bei allen Materialen die gewohnten Methoden zur Oberflächentextur direkt übertragen. Daher wird diesem Prozessschritt besondere Aufmerksamkeit zuteil. Neben einer Anpassung der momentan sehr gebräuchlichen sauren Texturlösungen wurde in der Vergangenheit auch an einer mechanischen, makroskopischen Textur geforscht. Dabei ließ sich neben einer geringeren Reflexion auch die erhöhte Einsammelwahrscheinlichkeit von Ladungsträgern in den gesägten V-Gräben nachweisen (Abbildung 3). Dieser Effekt ist besonders ausgeprägt in Materialien mit geringen bis mittleren Ladungsträgerdiffusionslängen. Beide Effekte führen zu einer Steigerung der Kurzschlussstromdichte Jsc und somit des Wirkungsgrades.
Eine weitere Möglichkeit besteht in der Texturierung der Oberfläche mit Hilfe eines Plasmas.

Abbildung 3: Erhöhte Quantenausbeute (IQE) in den Gräben einer mechanisch texturierten RGS Solarzelle durch schräge Lichteinkopplung und bessere Einsammelwahrscheinlichkeit der erzeugten Ladungsträger. Der obere Bildausschnitt zeigt den untexturierten Teil der Solarzelle.
Daten um 2004 ...
http://www.uni-konstanz.de/pv/projekte/material.htm
Wafer aus Foliensilizium haben keine Oberfläche, die durch den Sägeprozess eine Schädigung aufweisen. Dies kann von Vorteil sein, da prinzipiell weniger Silizium vor dem Solarzellenprozess entfernt werden muss. Andererseits lassen sich nicht bei allen Materialen die gewohnten Methoden zur Oberflächentextur direkt übertragen. Daher wird diesem Prozessschritt besondere Aufmerksamkeit zuteil. Neben einer Anpassung der momentan sehr gebräuchlichen sauren Texturlösungen wurde in der Vergangenheit auch an einer mechanischen, makroskopischen Textur geforscht. Dabei ließ sich neben einer geringeren Reflexion auch die erhöhte Einsammelwahrscheinlichkeit von Ladungsträgern in den gesägten V-Gräben nachweisen (Abbildung 3). Dieser Effekt ist besonders ausgeprägt in Materialien mit geringen bis mittleren Ladungsträgerdiffusionslängen. Beide Effekte führen zu einer Steigerung der Kurzschlussstromdichte Jsc und somit des Wirkungsgrades.
Eine weitere Möglichkeit besteht in der Texturierung der Oberfläche mit Hilfe eines Plasmas.
Abbildung 3: Erhöhte Quantenausbeute (IQE) in den Gräben einer mechanisch texturierten RGS Solarzelle durch schräge Lichteinkopplung und bessere Einsammelwahrscheinlichkeit der erzeugten Ladungsträger. Der obere Bildausschnitt zeigt den untexturierten Teil der Solarzelle.
Daten um 2004 ...
http://www.uni-konstanz.de/pv/projekte/material.htm
Oberflächenpassivierung von kristallinen Silizium Solarzellen
Dissertation zur Erlangung des akademischen Grades des
Doktors der Naturwissenschaften (Dr. rer. nat.)
an der Universität Konstanz
Fakultät für Physik vorgelegt von
Bernd Bitnar
... arbeitet jetzt bei der Deutschen Solar und war an mehreren Patenten beteiligt
Konstanz, Juli 1998
pdf mit 147 Seiten ...
http://deposit.d-nb.de/cgi-bin/dokserv?idn=957055765&dok_var…
+++++
Seite 20 ...
Eine weitere Möglichkeit besteht darin, in die Oberfläche mit einer kommerziellen Wafer-
Säge V-Gräben zu sägen (mechanische V-Texturierung) [ZEC1], [FAT1], [TER1], [TER2].
Die Tiefe der Texturierung läßt sich dabei durch die Sägetiefe frei wählen. Der Spitzenwinkel
der V-Stege kann durch die Wahl unterschiedlicher Sägeblätter oder Texturwalzen variiert
werden. Typische Texturtiefen liegen bei 50 - 100 µm und sind damit in der gleichen
Größenordnung wie die Zelldicke. Abb. 1.10 zeigt rechts einen Ausschnitt aus einer
mechanisch texturierten Oberfläche. Die Tiefe der V-Gräben beträgt hier etwa 100 µm. Die
Gräben wurden nacheinander mit einem einzigen Sägeblatt gefräst (Einzelblattverfahren). Es
ist eine sehr gleichmäßige Struktur zu sehen. Die V-Stege sind sehr spitz. In den Gräben tritt
eine leichte Verrundung auf.
Seite 125 ...
5.8 V-texturierte Siebdrucksolarzellen
Bei der Texturierung von Siebdrucksolarzellen sollte auch der Strukturierungsschritt schnell
und kosteneffizient erfolgen können. Die mechanische Texturierung bietet diese Möglichkeit
bei der Verwendung einer Strukturierungs-Walze [GER]. Mit der Walze ist es möglich, einen
10x10 cm2 großen Wafer mit wenigen Schnitten in einigen Sekunden zu texturieren [FAT2].
In diesem Kapitel werden Siebdruckzellen, die auf diese Weise texturiert wurden, mit der
PCVD/SR-Methode charakterisiert. Insbesondere wird der Emitter-Sättigungsstrom solcher
Zellen bestimmt.
Hierzu wurden walzentexturierte Siebdruckzellen prozessiert.15 Für die Texturierung wurde
eine spezielle Walze verwendet, die die V-Gräben nur zwischen Plateaus, auf die die
Frontmetallisierung gedruckt werden kann, einsägt [GER]. Hierdurch verlaufen die
Metallfinger auf einem flachen Bereich der Oberfläche. Würde man die Finger senkrecht zu
den V-Gräben auf die Texturierung aufbringen, wären sie länger als im Fall der flachen
Oberfläche und ihr Serienwiderstand deshalb größer. Außerdem können texturierte und flache
Zellen auf diese Weise identisch gedruckt werden.
... bei dünnen Wafern wird "mechanisches" texturieren nicht möglich sein
Dissertation zur Erlangung des akademischen Grades des
Doktors der Naturwissenschaften (Dr. rer. nat.)
an der Universität Konstanz
Fakultät für Physik vorgelegt von
Bernd Bitnar
... arbeitet jetzt bei der Deutschen Solar und war an mehreren Patenten beteiligt
Konstanz, Juli 1998
pdf mit 147 Seiten ...
http://deposit.d-nb.de/cgi-bin/dokserv?idn=957055765&dok_var…
+++++
Seite 20 ...
Eine weitere Möglichkeit besteht darin, in die Oberfläche mit einer kommerziellen Wafer-
Säge V-Gräben zu sägen (mechanische V-Texturierung) [ZEC1], [FAT1], [TER1], [TER2].
Die Tiefe der Texturierung läßt sich dabei durch die Sägetiefe frei wählen. Der Spitzenwinkel
der V-Stege kann durch die Wahl unterschiedlicher Sägeblätter oder Texturwalzen variiert
werden. Typische Texturtiefen liegen bei 50 - 100 µm und sind damit in der gleichen
Größenordnung wie die Zelldicke. Abb. 1.10 zeigt rechts einen Ausschnitt aus einer
mechanisch texturierten Oberfläche. Die Tiefe der V-Gräben beträgt hier etwa 100 µm. Die
Gräben wurden nacheinander mit einem einzigen Sägeblatt gefräst (Einzelblattverfahren). Es
ist eine sehr gleichmäßige Struktur zu sehen. Die V-Stege sind sehr spitz. In den Gräben tritt
eine leichte Verrundung auf.
Seite 125 ...
5.8 V-texturierte Siebdrucksolarzellen
Bei der Texturierung von Siebdrucksolarzellen sollte auch der Strukturierungsschritt schnell
und kosteneffizient erfolgen können. Die mechanische Texturierung bietet diese Möglichkeit
bei der Verwendung einer Strukturierungs-Walze [GER]. Mit der Walze ist es möglich, einen
10x10 cm2 großen Wafer mit wenigen Schnitten in einigen Sekunden zu texturieren [FAT2].
In diesem Kapitel werden Siebdruckzellen, die auf diese Weise texturiert wurden, mit der
PCVD/SR-Methode charakterisiert. Insbesondere wird der Emitter-Sättigungsstrom solcher
Zellen bestimmt.
Hierzu wurden walzentexturierte Siebdruckzellen prozessiert.15 Für die Texturierung wurde
eine spezielle Walze verwendet, die die V-Gräben nur zwischen Plateaus, auf die die
Frontmetallisierung gedruckt werden kann, einsägt [GER]. Hierdurch verlaufen die
Metallfinger auf einem flachen Bereich der Oberfläche. Würde man die Finger senkrecht zu
den V-Gräben auf die Texturierung aufbringen, wären sie länger als im Fall der flachen
Oberfläche und ihr Serienwiderstand deshalb größer. Außerdem können texturierte und flache
Zellen auf diese Weise identisch gedruckt werden.
... bei dünnen Wafern wird "mechanisches" texturieren nicht möglich sein
Antwort auf Beitrag Nr.: 39.294.955 von bossi1 am 08.04.10 15:03:31Eine weitere Möglichkeit besteht in der Texturierung der Oberfläche mit Hilfe eines Plasmas ...
Plasmaätzen
Plasmaätzen (auch Trockenätzen) ist ein in der Halbleiter - und Mikrotechnik verwendetes gaschemisches Verfahren zur Feinstrukturierung von Festkörperoberflächen. Im Gegensatz zum ebenfalls gebräuchlichen naßchemischen Ätzen kann beim Plasmaätzen auf die prozeßtechnisch oft umständliche Handhabung flüssiger Medien vollig verzichtet werden. Ein weiterer Vorteil ist die sehr gute Realisierbarkeit anisotroper (richtungsabhängiger) Ätzprozesse.

Beim Plasmaätzen in einem Vakuumreaktor (Etch Tool) der bis zu einem Druck von wenigen Millibar mit einem Ätzgas gefüllt ist eine Hochfrequenz- oder elektrodenlosen Mikrowellenentladung (27.2 Mhz bzw 2.45 GHz) gezündet und so ein hochreaktives ätzaktives Plasma erzeugt. In der Praxis erfolgt die Aktivierung entweder in der Ätzkammer selbst oder bereits in der Ätzgaszuleitung ("Remote Plasma"). Letztere Verfahrensweise wird besonders dann gewählt wenn wie beim Reinigungsätzen auf einen Anisotropie verzichtet werden kann.
Als Ätzgas eignen sich zum Beispiel Tetrafluormethan Hexafluorethan Perfluorpropan und andere perfluorierte Kohlenwasserstoffe PFCs Perfluorbutadien und andere ungesättigte PFCs perfluorierte Aromaten und Heteroaromaten etc.
Oft werden Ätzgasen einige Prozent Sauerstoff beigemischt um die Ätzrate zu steigern. Je nach Ätzmedium erreicht hierdurch eine höhere Ausbeute an ätzaktiven Spezies oder steuert die bei C-haltigen Ätzgasen parallel zum Ätzprozess stattfindenden Polymerbildung. Beispiele sind das Zumischen von Sauerstoff zu CF4 oder NF3 (Förderung des Ätzgaszerfalls durch CO CO2 bzw NOx-Bildung). Neuerdings werden auch Ätzgase verwendet die Sauerstoff als Molekülanteil enthalten. Da sich im sauerstoffhaltigen Plasma bevorzugt energetisch angeregter Sauerstoff bildet wird der Ätzgaszerfall aber auch durch Energieübertragung vom angeregten Sauerstoff auf das Ätzgas befördert. Andere effiziente Energieüberträger sind z.B. Argon Xenon und Stickstoff. Derartige Energieübertragsreagktionen sind in der Atmosphärenchemie bereits seit vielen Jahrzehnten bekannt und recht eingehend untersucht. Im Halbleiterbereich werden Energieübertragungsreaktionen derzeit eher unbewußt genutzt.
Unter den anorganische Ätzgasen sind insbesondere Schwefelhexafluorid Stickstofftrifluorid Bortrichlorid Chlor Chlor - und Bromwasserstoff und Sauerstoff zu nennen. Auch Gemische aus unterschiedlichen ätzaktiven Gasen sind üblich. So kann man z.B. einem Ätzgas eine Ätzgas zusetzten das besonders schwere Ionen bildet (z.B. BCl3 Cl2-Gemische). Man erreicht hierdurch eine z.T sehr deutliche Verbesserung in der Anisotropie der Ätzreaktion.
Wichtigstes Kriterium bei der Auswahl des Ätzgases ist seine Fähigkeit mit dem zu ätzenden Feststoff ein leicht flüchtiges Reaktionsprodukt zu bilden. Grundsätzlich werden daher bei Ätzen von Strukturen die auf Silicum basieren -Silicium Siliciumoxid und Siliciumnitrid sind nicht nur Basismaterialien jedes mikroelektronischen Bauteils sondern auch die meistverwendeten Materialien in der Mikrotechnik - Ätzgase eingesetzt die Fluor oder Chlor enthalten. Als Reaktionsprodukt der Ätzreaktion entstehen flüchtiges SiCl4 oder SiF4. Wegen des hohen SiF4 Dampfdrucks werden in der der Praxis überwiegend fluorhaltige Gas Zum "Siliciumätzen " eingesetzt.
Zum Ätzen von Alumimum das als Leiterbahnmaterial eingesetzt wird verwendet man u.a. Bromwasserstoff (HBr)- AlBr3-Bildung . Wolfram ein im Mikroprozessorbereich durchgängig anzutreffendes Leiterbahnmaterial wird mit fluorhaltigen Gasen geätzt. Beim Ätzen bildet sich flüchtiges WF6.
Beim Ätzen von Kupfer einem sehr modernen Leiterbahnmaterial greift man im Augenblick in Ermangelung eines geeigneten gasförmigen Trockenätzmediums wieder auf naßchemische Verfahren zurück. Die Ätzreaktion stützt sich hier auf der Neigung des Kupfer zur Bildung löslicher Aminkomplexe.
Sollen organische Materialien geätzt werden verwendet man Sauerstoff. Ätzprodukte sind hier CO oder CO2. Bei dem zum Ätzen eingesetzte Substanzen handelt es sich durchgängig um im industriellen Maßstab erzeugte Produkte.
So entstammen viele der zum Ätzen eingesetzten PFCs unmittelbar der Kunststoffproduktion. Sie werden hier entweder als Monomere eingesetzt oder fallen als Nebenprodukt bei Monomersythese an.
Bortrichlorid Chlor Chlorwasserstoff und Bromwasserstoff sind traditionelle Basischemikalien der chemischen Industrie und werden z.T in sehr großen Maßstab hergestellt.
Anorganische Fluorverbindungen die als Ätzgas eingesetzt werden entstehen oft durch direkte Umsetzung der Elemente in einstufiger Reaktion. Typische Beispiele sind Schwefelhexafluorid (SF6) und Stickstofftrifluorid (NF3). Schwefelhexafluorid findet in auch als Isoliergas verbreitet Anwendnung ist aber wegen seiner hohen Stabilität und seines extremen Potentials als Treibhausgas problematisch. Stickstofftrifluorid (NF3) ebenfalls ein großtechnisch erzeugtes Produkt mit ausgeprägtem Treibhausgaspotential wird ausschließlich als Ätzgas verwendet. Bis zu einer Temperatur von ca 600 °C ist NF3 thermisch relativ stabil. Bei nicht zu hohem Druck beginnt NF3 ab ca. 750 °C langsam in Fluor und NF2 zu zerfallen. Bei sehr hoher Temperatur erfolgt schließlich die weitere Aufspaltung des NF2 in Fluoratome und in das sehr stabile NF.
Auch das technisch großer Menge erzeugte Fluor kann als Ätzgas eingesetzt werden. In allen Plasmaätzprozessen die sich flurohaltiger Ätzmedien bedienen tritt elementares Fluor zwangsläufig als Produkt von Rekombinationsprozessen auf und nimmt deshalb an praktisch allen Ätzprozess als aktives Komponente teil. Die niedrige F-F Dissoziationsenergie führt dazu dass Fluor auch plasmafreies thermisches Ätzen erlaubt. Bei einem theoretischen F2-Druck von 0.1 mbar genügt ein Aufheizen der Ätzkammer auf 500 °C um einen stabilen Gasdissoziationsgrad von ca. 25% zu erreichen. bei höheren Drücken geht zwar der Dissoziationsgrad zurück die Absolutkonzentration ätzaktiver Spezies nimmt aber weiter zu. Im Prinzip sogar vakuumloses Ätzen durchführbar. Ein besonderer Vorteil des thermischen Ätzens ist auch in der Tatsache zu sehen dass thermische Ätzprozesse gegenüber Ätzgasverunreinigungen unempfindlich sind. Bei der verwendeten Temperatur verhalten sich alle üblichen Ätzgasverunreinigungen inert. Beim Plasmaätzen ist dagegen stets zu erwarten dass auch Gasverunreinigungen 'aktiviert' werden. Weitere Vorteile ist die auch reaktionskinetischer Sicht vorteilhafte Temperatur die für einen sehr schnellen Ätzprozess sorgt. Im Unterschied zu allen anderen Ätzgasen ist Fluor kein Treibhausgas. Auch aus dem Abgasstrom kann Fluor sehr einfach und kostengünstig durch Trockenabsorption entfernt werden. Die bei anderen Ätzgasen erforderichen teuren zweistufigen Abgasbehandlungssysteme die oft zur Sekundärbildung neuer umweltrelevanter Stoffe führen entfällt somit. Als Ätzgas verwendet man entweder unverdünntes Fluor oder Fluor-Edelgasgemische.
Alle oben beschriebenen anorganische Fluorverbindungen werden in der Halbleiter - und Displayindustrie insbesondere auch zum Reinigungätzen verwendet und deshab in z.T. sehr großen Mengen eingesetzt.
SF6 findet außerdem in der Mikrotechnologie im RIE-Prozess (( Reactive Ion Etching)) Anwendung.
Innerhalb der 'Aktivierungszone' des Ätzreaktors wird aus dem Ätzgas das ohne Aktivierung meist kein Ätzwirkung entfalten würde ein hochreaktives Plasmaerzeugt . Neben neutralen Gasteilchen treten im Plasma freie Elektronen Ionen verschiedensten Ionisierungsgrads Radikale elektronisch angeregte Moleküle auf. Welche Spezies in welcher Konzentration auftreten hängt von der chemischen Natur des Ätzgases ab. Als Anhaltspunkt kann hier z.B. die Ioniersierungsenergie des Ätzgases dienen.
Neben des obigen reaktiven Spezies erzeugt die Entladungszone auch kurzwellige UV-Strahlung . Auch hier hängt die emittierte Frequenz von der Natur des Ätzgases ab.
Je nach Verfahrensart ist man beim Plasmaätzen entweder an den durch das Plasma erzeugten Atomen und Radikalen oder an Atomen und Ionen interessiert.
Beim Plasmaätzen verwendet man Ionen in recht profaner Weise als den "Sand eines Sandstrahlgebläses". Durch das permanente "Sandstrahlen" des geerdeten Substrats mit Ionen wird dessen Oberfläche mechanisch "aufgerissen" und dem chemischen Angriff ätzaktiver Spezies zugänglich gemacht. Spezielle Strukturen lassen sich erzeugen indem man bestimmte Bereiche der Substratoberfläche mit einem Photolack (Photoresist) abdeckt.
Erklärung der Wirkungsweise
Da sich die Ionen in einem anisotropen Feld bewegen ist die durch Ionen erzeugte Wirkung ebenfalls anisotrop. Die an sich isotrope Reaktion anderer am Ätzprozess beteiligten Teilchen läßt sich hierdurch ebenfalls in anisotrope Bahnen lenken. Um besonders scharfe Strukturen zum Beispiel tiefe Gräben mit senkrechten Kanten zu erhalten verwendet man Ätzgase die polymerisierbare Teilchen erzeugen. (Die komplexe Struktur vieler Ätzgase beruht auf der nicht immer berechtigten Annahme dass bestimmte polymerisierbare Teilchen in besonders hoher Konzentration gebildet werden.) . Die isotrope Polymerisationsreaktien setzen bevorzugt an den geschützten Kanten und an Grabenflanken ein die nicht dem Ionenbeschuss ausgesetzt sind. Die Polymerisation erzeugt auf der Oberfläche eine Schutzschicht welche die chemische Ätzreation noch anistropher macht. Gelegentlich kommen auch sauerstoffhaltige Verbindungen als Ätzgas zur Anwednungen. Man versucht hierdurch u.a. der Polymerisationsreaktion durch Oxidation entgegenzuwirken und diese hierduch zu steuern.
Probleme des Verfahrens
Praktisch alle Teilchen innerhalb der Plasmzone sind in ständiger Wechselwirkung miteinander. Viele der stattfinden Reaktionen (Ionen-Molekül-Reaktionen Rekombinationen etc.) sind stark exotherm und bewirken die hohe Temperatur der Plasmazone. Die hohe Temperatur begünstigt wiederum die Teilchewechselwirkung und bewirkt dass die Nettoausbeute an reaktiven Teilchen die schießlich für den Ätzprozess zur Verfügung stehen stets sehr niedrig bleibt. Eine weitere Senke für die reaktiven Teilchen sind außerdem die Wände des Plasmareaktors und die Wände von Reaktoreinbauten.
Ein weiteres Problem bei den beschriebenden Vorgehensweise ist jedoch die Prozesssteuerung. Im Plasma laufen alle oben genannten Prozesse gleichzeitig ab. Zum Teil werden die Prozesse auch durch die Tatsache dass sie in einem gasdurchströmten Reaktor erfolgen zeitaufgelöst auf den Reaktorinnenraum abgebildet. Die sehr komplexe Dynamik des bereits chemisch-kinetisch äußerordentlich komplexen Ätzprozesses bedingt dass kleinste Parameteränderungen - zum Beispiel Änderungen bei Gasfluß und Reaktordruck eine Veränderung der Entladungsstärke oder der Feldstärke im Reaktor eine Veränderung der Reaktorgeometrie - die Verhältnisse im Reaktor grundlegend verändern können. Das Einfahren eines Plasmaätzprozesses erfordert daher Erfahrung und viel Zeit. Einmal eingestellt und optimiert sollten einzelne Prozessparameter möglicht nicht mehr verändert werden.
Lösungsansätze
Durch Absenken des Partialdrucks des ätzaktiven Gases kann man desn Partialdruck reaktiver Teilchen und deren 'Lebensdauer' erheblich erhöhen. Die Partialdruckabsenkung kann hierbei entweder durch gezielte Reduktion des Gesamtreaktordrucks oder auch durch Verdünnen des ätzaktiven Gases mit einem Intergas erfolgen. Bei systematischer Vorgehensweise die natürlich auch berücksichtigt dass sich bei Reaktordruckänderungen auch die Verweilzeit des Gases im Reaktor verändert lässen sich Ätzprozesse so so recht einfach optimieren.
Übrigens führt das einfache Erhöhen der Entladungsstärke meist deshalb nicht zu erwünschten Steigerung der Ätzrate weil beim Erhöhen der Entladungstärke auch die Verlustreaktionen drastisch zunehmen. Zusäzlich erzeugte ätzaktive Spezies gehen also gleich wieder verloren.
Im Vergleich zu Ionen haben Atome und auch Radikale unter den Hochvakuumbedingungen des Plasmareaktor eine sehr lange Lebensdauer. Ionen treten dagegen nur in der Plasmazone und deren unmittelbaren Randbereichen auf. "Remote-Plasmasysteme" sind aus diesem Grund nur für isotrope Ätzprozesse geeignet und kommen als Zweitsystem beim Reinigungsätzen zum Einsatz.
Später auftretende Probleme
Probleme die im späteren Routinebetrieb auftreten sind meist auf Bedienungsfehler und auf unwissentliche Veränderung von Basis-Prozess parametern zurückzuführen. Auch die in der Praxis gelegentlich beobachtenten überraschende Ausbeuteverbesserungen oder -verschlechterungen sind meist auf die unbeabsichtigte oder zufällige Veränderungen wichtiger Prozessparameter zurückzuführen. Da bei den meisten kommerziellen Plasmaanlagen Einrichtungen fehlen die eine Überwachung der Prozesschemie ermöglichen werden überhöhte Prozesskosten und hohe Emissionen deshalb oft gar nicht oder erst sehr spät festgestellt.
http://www.uni-protokolle.de/Lexikon/Plasma%E4tzen.html
Plasmaätzen
Plasmaätzen (auch Trockenätzen) ist ein in der Halbleiter - und Mikrotechnik verwendetes gaschemisches Verfahren zur Feinstrukturierung von Festkörperoberflächen. Im Gegensatz zum ebenfalls gebräuchlichen naßchemischen Ätzen kann beim Plasmaätzen auf die prozeßtechnisch oft umständliche Handhabung flüssiger Medien vollig verzichtet werden. Ein weiterer Vorteil ist die sehr gute Realisierbarkeit anisotroper (richtungsabhängiger) Ätzprozesse.
Beim Plasmaätzen in einem Vakuumreaktor (Etch Tool) der bis zu einem Druck von wenigen Millibar mit einem Ätzgas gefüllt ist eine Hochfrequenz- oder elektrodenlosen Mikrowellenentladung (27.2 Mhz bzw 2.45 GHz) gezündet und so ein hochreaktives ätzaktives Plasma erzeugt. In der Praxis erfolgt die Aktivierung entweder in der Ätzkammer selbst oder bereits in der Ätzgaszuleitung ("Remote Plasma"). Letztere Verfahrensweise wird besonders dann gewählt wenn wie beim Reinigungsätzen auf einen Anisotropie verzichtet werden kann.
Als Ätzgas eignen sich zum Beispiel Tetrafluormethan Hexafluorethan Perfluorpropan und andere perfluorierte Kohlenwasserstoffe PFCs Perfluorbutadien und andere ungesättigte PFCs perfluorierte Aromaten und Heteroaromaten etc.
Oft werden Ätzgasen einige Prozent Sauerstoff beigemischt um die Ätzrate zu steigern. Je nach Ätzmedium erreicht hierdurch eine höhere Ausbeute an ätzaktiven Spezies oder steuert die bei C-haltigen Ätzgasen parallel zum Ätzprozess stattfindenden Polymerbildung. Beispiele sind das Zumischen von Sauerstoff zu CF4 oder NF3 (Förderung des Ätzgaszerfalls durch CO CO2 bzw NOx-Bildung). Neuerdings werden auch Ätzgase verwendet die Sauerstoff als Molekülanteil enthalten. Da sich im sauerstoffhaltigen Plasma bevorzugt energetisch angeregter Sauerstoff bildet wird der Ätzgaszerfall aber auch durch Energieübertragung vom angeregten Sauerstoff auf das Ätzgas befördert. Andere effiziente Energieüberträger sind z.B. Argon Xenon und Stickstoff. Derartige Energieübertragsreagktionen sind in der Atmosphärenchemie bereits seit vielen Jahrzehnten bekannt und recht eingehend untersucht. Im Halbleiterbereich werden Energieübertragungsreaktionen derzeit eher unbewußt genutzt.
Unter den anorganische Ätzgasen sind insbesondere Schwefelhexafluorid Stickstofftrifluorid Bortrichlorid Chlor Chlor - und Bromwasserstoff und Sauerstoff zu nennen. Auch Gemische aus unterschiedlichen ätzaktiven Gasen sind üblich. So kann man z.B. einem Ätzgas eine Ätzgas zusetzten das besonders schwere Ionen bildet (z.B. BCl3 Cl2-Gemische). Man erreicht hierdurch eine z.T sehr deutliche Verbesserung in der Anisotropie der Ätzreaktion.
Wichtigstes Kriterium bei der Auswahl des Ätzgases ist seine Fähigkeit mit dem zu ätzenden Feststoff ein leicht flüchtiges Reaktionsprodukt zu bilden. Grundsätzlich werden daher bei Ätzen von Strukturen die auf Silicum basieren -Silicium Siliciumoxid und Siliciumnitrid sind nicht nur Basismaterialien jedes mikroelektronischen Bauteils sondern auch die meistverwendeten Materialien in der Mikrotechnik - Ätzgase eingesetzt die Fluor oder Chlor enthalten. Als Reaktionsprodukt der Ätzreaktion entstehen flüchtiges SiCl4 oder SiF4. Wegen des hohen SiF4 Dampfdrucks werden in der der Praxis überwiegend fluorhaltige Gas Zum "Siliciumätzen " eingesetzt.
Zum Ätzen von Alumimum das als Leiterbahnmaterial eingesetzt wird verwendet man u.a. Bromwasserstoff (HBr)- AlBr3-Bildung . Wolfram ein im Mikroprozessorbereich durchgängig anzutreffendes Leiterbahnmaterial wird mit fluorhaltigen Gasen geätzt. Beim Ätzen bildet sich flüchtiges WF6.
Beim Ätzen von Kupfer einem sehr modernen Leiterbahnmaterial greift man im Augenblick in Ermangelung eines geeigneten gasförmigen Trockenätzmediums wieder auf naßchemische Verfahren zurück. Die Ätzreaktion stützt sich hier auf der Neigung des Kupfer zur Bildung löslicher Aminkomplexe.
Sollen organische Materialien geätzt werden verwendet man Sauerstoff. Ätzprodukte sind hier CO oder CO2. Bei dem zum Ätzen eingesetzte Substanzen handelt es sich durchgängig um im industriellen Maßstab erzeugte Produkte.
So entstammen viele der zum Ätzen eingesetzten PFCs unmittelbar der Kunststoffproduktion. Sie werden hier entweder als Monomere eingesetzt oder fallen als Nebenprodukt bei Monomersythese an.
Bortrichlorid Chlor Chlorwasserstoff und Bromwasserstoff sind traditionelle Basischemikalien der chemischen Industrie und werden z.T in sehr großen Maßstab hergestellt.
Anorganische Fluorverbindungen die als Ätzgas eingesetzt werden entstehen oft durch direkte Umsetzung der Elemente in einstufiger Reaktion. Typische Beispiele sind Schwefelhexafluorid (SF6) und Stickstofftrifluorid (NF3). Schwefelhexafluorid findet in auch als Isoliergas verbreitet Anwendnung ist aber wegen seiner hohen Stabilität und seines extremen Potentials als Treibhausgas problematisch. Stickstofftrifluorid (NF3) ebenfalls ein großtechnisch erzeugtes Produkt mit ausgeprägtem Treibhausgaspotential wird ausschließlich als Ätzgas verwendet. Bis zu einer Temperatur von ca 600 °C ist NF3 thermisch relativ stabil. Bei nicht zu hohem Druck beginnt NF3 ab ca. 750 °C langsam in Fluor und NF2 zu zerfallen. Bei sehr hoher Temperatur erfolgt schließlich die weitere Aufspaltung des NF2 in Fluoratome und in das sehr stabile NF.
Auch das technisch großer Menge erzeugte Fluor kann als Ätzgas eingesetzt werden. In allen Plasmaätzprozessen die sich flurohaltiger Ätzmedien bedienen tritt elementares Fluor zwangsläufig als Produkt von Rekombinationsprozessen auf und nimmt deshalb an praktisch allen Ätzprozess als aktives Komponente teil. Die niedrige F-F Dissoziationsenergie führt dazu dass Fluor auch plasmafreies thermisches Ätzen erlaubt. Bei einem theoretischen F2-Druck von 0.1 mbar genügt ein Aufheizen der Ätzkammer auf 500 °C um einen stabilen Gasdissoziationsgrad von ca. 25% zu erreichen. bei höheren Drücken geht zwar der Dissoziationsgrad zurück die Absolutkonzentration ätzaktiver Spezies nimmt aber weiter zu. Im Prinzip sogar vakuumloses Ätzen durchführbar. Ein besonderer Vorteil des thermischen Ätzens ist auch in der Tatsache zu sehen dass thermische Ätzprozesse gegenüber Ätzgasverunreinigungen unempfindlich sind. Bei der verwendeten Temperatur verhalten sich alle üblichen Ätzgasverunreinigungen inert. Beim Plasmaätzen ist dagegen stets zu erwarten dass auch Gasverunreinigungen 'aktiviert' werden. Weitere Vorteile ist die auch reaktionskinetischer Sicht vorteilhafte Temperatur die für einen sehr schnellen Ätzprozess sorgt. Im Unterschied zu allen anderen Ätzgasen ist Fluor kein Treibhausgas. Auch aus dem Abgasstrom kann Fluor sehr einfach und kostengünstig durch Trockenabsorption entfernt werden. Die bei anderen Ätzgasen erforderichen teuren zweistufigen Abgasbehandlungssysteme die oft zur Sekundärbildung neuer umweltrelevanter Stoffe führen entfällt somit. Als Ätzgas verwendet man entweder unverdünntes Fluor oder Fluor-Edelgasgemische.
Alle oben beschriebenen anorganische Fluorverbindungen werden in der Halbleiter - und Displayindustrie insbesondere auch zum Reinigungätzen verwendet und deshab in z.T. sehr großen Mengen eingesetzt.
SF6 findet außerdem in der Mikrotechnologie im RIE-Prozess (( Reactive Ion Etching)) Anwendung.
Innerhalb der 'Aktivierungszone' des Ätzreaktors wird aus dem Ätzgas das ohne Aktivierung meist kein Ätzwirkung entfalten würde ein hochreaktives Plasmaerzeugt . Neben neutralen Gasteilchen treten im Plasma freie Elektronen Ionen verschiedensten Ionisierungsgrads Radikale elektronisch angeregte Moleküle auf. Welche Spezies in welcher Konzentration auftreten hängt von der chemischen Natur des Ätzgases ab. Als Anhaltspunkt kann hier z.B. die Ioniersierungsenergie des Ätzgases dienen.
Neben des obigen reaktiven Spezies erzeugt die Entladungszone auch kurzwellige UV-Strahlung . Auch hier hängt die emittierte Frequenz von der Natur des Ätzgases ab.
Je nach Verfahrensart ist man beim Plasmaätzen entweder an den durch das Plasma erzeugten Atomen und Radikalen oder an Atomen und Ionen interessiert.
Beim Plasmaätzen verwendet man Ionen in recht profaner Weise als den "Sand eines Sandstrahlgebläses". Durch das permanente "Sandstrahlen" des geerdeten Substrats mit Ionen wird dessen Oberfläche mechanisch "aufgerissen" und dem chemischen Angriff ätzaktiver Spezies zugänglich gemacht. Spezielle Strukturen lassen sich erzeugen indem man bestimmte Bereiche der Substratoberfläche mit einem Photolack (Photoresist) abdeckt.
Erklärung der Wirkungsweise
Da sich die Ionen in einem anisotropen Feld bewegen ist die durch Ionen erzeugte Wirkung ebenfalls anisotrop. Die an sich isotrope Reaktion anderer am Ätzprozess beteiligten Teilchen läßt sich hierdurch ebenfalls in anisotrope Bahnen lenken. Um besonders scharfe Strukturen zum Beispiel tiefe Gräben mit senkrechten Kanten zu erhalten verwendet man Ätzgase die polymerisierbare Teilchen erzeugen. (Die komplexe Struktur vieler Ätzgase beruht auf der nicht immer berechtigten Annahme dass bestimmte polymerisierbare Teilchen in besonders hoher Konzentration gebildet werden.) . Die isotrope Polymerisationsreaktien setzen bevorzugt an den geschützten Kanten und an Grabenflanken ein die nicht dem Ionenbeschuss ausgesetzt sind. Die Polymerisation erzeugt auf der Oberfläche eine Schutzschicht welche die chemische Ätzreation noch anistropher macht. Gelegentlich kommen auch sauerstoffhaltige Verbindungen als Ätzgas zur Anwednungen. Man versucht hierdurch u.a. der Polymerisationsreaktion durch Oxidation entgegenzuwirken und diese hierduch zu steuern.
Probleme des Verfahrens
Praktisch alle Teilchen innerhalb der Plasmzone sind in ständiger Wechselwirkung miteinander. Viele der stattfinden Reaktionen (Ionen-Molekül-Reaktionen Rekombinationen etc.) sind stark exotherm und bewirken die hohe Temperatur der Plasmazone. Die hohe Temperatur begünstigt wiederum die Teilchewechselwirkung und bewirkt dass die Nettoausbeute an reaktiven Teilchen die schießlich für den Ätzprozess zur Verfügung stehen stets sehr niedrig bleibt. Eine weitere Senke für die reaktiven Teilchen sind außerdem die Wände des Plasmareaktors und die Wände von Reaktoreinbauten.
Ein weiteres Problem bei den beschriebenden Vorgehensweise ist jedoch die Prozesssteuerung. Im Plasma laufen alle oben genannten Prozesse gleichzeitig ab. Zum Teil werden die Prozesse auch durch die Tatsache dass sie in einem gasdurchströmten Reaktor erfolgen zeitaufgelöst auf den Reaktorinnenraum abgebildet. Die sehr komplexe Dynamik des bereits chemisch-kinetisch äußerordentlich komplexen Ätzprozesses bedingt dass kleinste Parameteränderungen - zum Beispiel Änderungen bei Gasfluß und Reaktordruck eine Veränderung der Entladungsstärke oder der Feldstärke im Reaktor eine Veränderung der Reaktorgeometrie - die Verhältnisse im Reaktor grundlegend verändern können. Das Einfahren eines Plasmaätzprozesses erfordert daher Erfahrung und viel Zeit. Einmal eingestellt und optimiert sollten einzelne Prozessparameter möglicht nicht mehr verändert werden.
Lösungsansätze
Durch Absenken des Partialdrucks des ätzaktiven Gases kann man desn Partialdruck reaktiver Teilchen und deren 'Lebensdauer' erheblich erhöhen. Die Partialdruckabsenkung kann hierbei entweder durch gezielte Reduktion des Gesamtreaktordrucks oder auch durch Verdünnen des ätzaktiven Gases mit einem Intergas erfolgen. Bei systematischer Vorgehensweise die natürlich auch berücksichtigt dass sich bei Reaktordruckänderungen auch die Verweilzeit des Gases im Reaktor verändert lässen sich Ätzprozesse so so recht einfach optimieren.
Übrigens führt das einfache Erhöhen der Entladungsstärke meist deshalb nicht zu erwünschten Steigerung der Ätzrate weil beim Erhöhen der Entladungstärke auch die Verlustreaktionen drastisch zunehmen. Zusäzlich erzeugte ätzaktive Spezies gehen also gleich wieder verloren.
Im Vergleich zu Ionen haben Atome und auch Radikale unter den Hochvakuumbedingungen des Plasmareaktor eine sehr lange Lebensdauer. Ionen treten dagegen nur in der Plasmazone und deren unmittelbaren Randbereichen auf. "Remote-Plasmasysteme" sind aus diesem Grund nur für isotrope Ätzprozesse geeignet und kommen als Zweitsystem beim Reinigungsätzen zum Einsatz.
Später auftretende Probleme
Probleme die im späteren Routinebetrieb auftreten sind meist auf Bedienungsfehler und auf unwissentliche Veränderung von Basis-Prozess parametern zurückzuführen. Auch die in der Praxis gelegentlich beobachtenten überraschende Ausbeuteverbesserungen oder -verschlechterungen sind meist auf die unbeabsichtigte oder zufällige Veränderungen wichtiger Prozessparameter zurückzuführen. Da bei den meisten kommerziellen Plasmaanlagen Einrichtungen fehlen die eine Überwachung der Prozesschemie ermöglichen werden überhöhte Prozesskosten und hohe Emissionen deshalb oft gar nicht oder erst sehr spät festgestellt.
http://www.uni-protokolle.de/Lexikon/Plasma%E4tzen.html
Die Deutsche Cell und das Paul Scherer Institut in einem F&E Projekt für TPV-Stapelzellen aus unterschiedlichen Materialien und Bandlücken (mono Si hier 1,100 μm) für die direkte Stromerzeugung aus Wärme ...
Novel thin film thermophotovoltaic system
Wilhelm Durischa, and Bernd Bitnar,
a Paul Scherrer Institut, CH-5232 Villigen PSI, Switzerland
b Deutsche Cell GmbH, Berthelsdorfer Str. 111a, 09599 Freiberg, Germany
11 February 2010.
Abstract
We describe a novel design of a thermophotovoltaic (TPV) system based on thin film photocells. The radiation source is a selective emitter made from Yb2O3, which allows the use of photocells with a band gap between 1.0 and 1.2 eV. Thin film solar cell materials like microcrystalline Si or Cu(In,Ga)Se2 (CIGS) can in principle be used for such a system. So far, a special CIGS TPV photocell is not available, but the requirements to the cell for an application in a TPV system, like suitable band gap, small series resistance, flexibility and superstrate configuration, were separately achieved in lab-scale photocells.
The proposed thin film TPV system is cylindrically symmetric and consists of a monolithic CIGS photocell module at the outer surface of a glass tube. Due to a direct contact of the whole rear side of the cell with a cooling water film, an efficient cell cooling is achievable. Complicated cooling water plumbing is not necessary. A drastic cost reduction is expected compared to TPV systems that use conventional crystalline Si photocells.
Numerical simulations of the novel CIGS TPV system based on an existing system with Si photocells and CIGS photocell parameters from the literature result in a system efficiency of up to 4% without recuperator. We suggest an application of our proposed system for electrically self-powered residential heating systems. For that, a system efficiency of 1–2% is sufficient, so surplus electricity can be supplied into the house grid for external consumption.
http://www.sciencedirect.com/science?_ob=ArticleURL&_udi=B6V…
Das Paul Scherer Institut in der Schweiz ...
http://www.psi.ch/
Das TPV-Prinzip ...

... eine Effizienz von 1-2% hört sich wenig an, aber bei einer Heizungsanlage mit 30 kW sind ca. 2% 600 Watt Tag und Nacht.
+++++
Weitere Möglichkeiten ...
Thermophotovoltaik: Strom aus Wärmestrahlung
Eine noch junge Technologie stellt sich vor: Die Thermophotovoltaik
Noch ist dieses Energiewandlungsverfahren vor allem in den Forschungslaboren zuhause. Allerdings lassen erste Anwendungsbeispiele schon jetzt eine wichtige Rolle vermuten in einer hocheffizienten Energieversorgung auf Basis erneuerbarer Energien.
Thermophotovoltaik (TPV) kann im Prinzip überall dort ansetzten, wo eine Verbrennung von Kraftstoffen erfolgt, z.B. von Biogas oder Holz. Photovoltaikzellen nehmen die von einer Wärmequelle ausgehende Strahlung auf und wandeln diese in elektrischen Strom um. Vereinfacht funktioniert das Verfahren wie herkömmliche Photovoltaik - nur ohne Sonneneinstrahlung. Noch sind die elektrischen Wirkungsgrade mit 1% bei den eingesetzten Photozellen sehr bescheiden, kommen doch im Labor produzierte monokristalline Zellen für den Einsatz an der Sonne auf bis zu 25% Wirkungsgrad.
Mehr Strom ohne Sonne
Dennoch kann es ohne Sonne letztlich doch viel besser klappen: Denn während bei der Sonne die spektrale Verteilung nicht verändert werden kann, d.h. die Wellenlänge der Strahlen für die Photozellen naturgemäß nicht mehr zu optimieren ist, geht dies bei der Wärmequelle.
Werden die Wärmequelle und die Photozelle optimal aufeinander eingestellt, können dann Wirkungsgrade von bis zu 70% erreicht werden. Erzeugt eine Photovoltaikzelle von der Größe einer Postkarte im Sonnenlicht etwa 1,5W, kann ein TPV-Generator gleicher Größe theoretisch 300 bis 500W erzeugen.
Kraft-Wärme-Kopplung umgekehrt
Konkrete Einsatzmöglichkeiten sind z.B. TPV-Generatoren, die große Mengen industrieller Abwärme zur Stromproduktion nutzen. Kann Abwärme im Produktionsprozess oder z.B. über ein Fernwärmenetz nicht sinnvoll verbraucht werden, ist somit noch eine effiziente Stromerzeugung möglich.
Vor allem für TPV-Generatoren als kleine Stromerzeugungsaggregate im Leistungsbereich von ca. 100 W bis wenige kW werden zur Zeit große Absatzmärkte gesehen. Unter anderem für Bordnetze im Automobilbereich, für die Bahn und den Schiffsbau wäre Thermophotovoltaik spannend. Generell kommt aber auch eine Nutzung im netzunabhängigen Bereich, z.B. für ganze Wohnhäuser in Frage.
http://www.energieportal24.de/fachberichte_artikel_130.htm
Novel thin film thermophotovoltaic system
Wilhelm Durischa, and Bernd Bitnar,
a Paul Scherrer Institut, CH-5232 Villigen PSI, Switzerland
b Deutsche Cell GmbH, Berthelsdorfer Str. 111a, 09599 Freiberg, Germany
11 February 2010.
Abstract
We describe a novel design of a thermophotovoltaic (TPV) system based on thin film photocells. The radiation source is a selective emitter made from Yb2O3, which allows the use of photocells with a band gap between 1.0 and 1.2 eV. Thin film solar cell materials like microcrystalline Si or Cu(In,Ga)Se2 (CIGS) can in principle be used for such a system. So far, a special CIGS TPV photocell is not available, but the requirements to the cell for an application in a TPV system, like suitable band gap, small series resistance, flexibility and superstrate configuration, were separately achieved in lab-scale photocells.
The proposed thin film TPV system is cylindrically symmetric and consists of a monolithic CIGS photocell module at the outer surface of a glass tube. Due to a direct contact of the whole rear side of the cell with a cooling water film, an efficient cell cooling is achievable. Complicated cooling water plumbing is not necessary. A drastic cost reduction is expected compared to TPV systems that use conventional crystalline Si photocells.
Numerical simulations of the novel CIGS TPV system based on an existing system with Si photocells and CIGS photocell parameters from the literature result in a system efficiency of up to 4% without recuperator. We suggest an application of our proposed system for electrically self-powered residential heating systems. For that, a system efficiency of 1–2% is sufficient, so surplus electricity can be supplied into the house grid for external consumption.
http://www.sciencedirect.com/science?_ob=ArticleURL&_udi=B6V…
Das Paul Scherer Institut in der Schweiz ...
http://www.psi.ch/
Das TPV-Prinzip ...
... eine Effizienz von 1-2% hört sich wenig an, aber bei einer Heizungsanlage mit 30 kW sind ca. 2% 600 Watt Tag und Nacht.
+++++
Weitere Möglichkeiten ...
Thermophotovoltaik: Strom aus Wärmestrahlung
Eine noch junge Technologie stellt sich vor: Die Thermophotovoltaik
Noch ist dieses Energiewandlungsverfahren vor allem in den Forschungslaboren zuhause. Allerdings lassen erste Anwendungsbeispiele schon jetzt eine wichtige Rolle vermuten in einer hocheffizienten Energieversorgung auf Basis erneuerbarer Energien.
Thermophotovoltaik (TPV) kann im Prinzip überall dort ansetzten, wo eine Verbrennung von Kraftstoffen erfolgt, z.B. von Biogas oder Holz. Photovoltaikzellen nehmen die von einer Wärmequelle ausgehende Strahlung auf und wandeln diese in elektrischen Strom um. Vereinfacht funktioniert das Verfahren wie herkömmliche Photovoltaik - nur ohne Sonneneinstrahlung. Noch sind die elektrischen Wirkungsgrade mit 1% bei den eingesetzten Photozellen sehr bescheiden, kommen doch im Labor produzierte monokristalline Zellen für den Einsatz an der Sonne auf bis zu 25% Wirkungsgrad.
Mehr Strom ohne Sonne
Dennoch kann es ohne Sonne letztlich doch viel besser klappen: Denn während bei der Sonne die spektrale Verteilung nicht verändert werden kann, d.h. die Wellenlänge der Strahlen für die Photozellen naturgemäß nicht mehr zu optimieren ist, geht dies bei der Wärmequelle.
Werden die Wärmequelle und die Photozelle optimal aufeinander eingestellt, können dann Wirkungsgrade von bis zu 70% erreicht werden. Erzeugt eine Photovoltaikzelle von der Größe einer Postkarte im Sonnenlicht etwa 1,5W, kann ein TPV-Generator gleicher Größe theoretisch 300 bis 500W erzeugen.
Kraft-Wärme-Kopplung umgekehrt
Konkrete Einsatzmöglichkeiten sind z.B. TPV-Generatoren, die große Mengen industrieller Abwärme zur Stromproduktion nutzen. Kann Abwärme im Produktionsprozess oder z.B. über ein Fernwärmenetz nicht sinnvoll verbraucht werden, ist somit noch eine effiziente Stromerzeugung möglich.
Vor allem für TPV-Generatoren als kleine Stromerzeugungsaggregate im Leistungsbereich von ca. 100 W bis wenige kW werden zur Zeit große Absatzmärkte gesehen. Unter anderem für Bordnetze im Automobilbereich, für die Bahn und den Schiffsbau wäre Thermophotovoltaik spannend. Generell kommt aber auch eine Nutzung im netzunabhängigen Bereich, z.B. für ganze Wohnhäuser in Frage.
http://www.energieportal24.de/fachberichte_artikel_130.htm
Antwort auf Beitrag Nr.: 39.300.757 von bossi1 am 09.04.10 10:58:51Thermophotovoltaik
Thermophotovoltaik (TPV) ist eine Technik zur Umwandlung von Wärme in elektrische Energie durch Photozellen. Hierbei wird ein Strahlungsemitter so stark erhitzt, daß er die Photozellen beleuchtet. Die Schwierigkeit besteht dabei in erster Linie in der Abstimmung des Strahlungsspektrums des Emitters mit dem Empfindlichkeitsspektrum der Photozelle.
Auf der Hannover Messe 1997 wird eine thermophotovoltaische Zelle präsentiert, die mit Hilfe einer Kerze ein Radio betreiben kann (!). Diese angepaßte Galliumarsenid-Zelle (s.o.) wandelt neben dem Licht auch die Wärmestrahlung in Strom um. Die Produktionsreife wird für 2010 erwartet, bei der ein Wirkungsgrad von 35 % anpeilt wird. Das Bundesforschungsministerium fördert die Forschungen bis 2000 mit insgesamt 16 Mio. DM.
2002 berichten Forscher der Schweizer Paul Scherrer Instituts in Villigen, daß man einen selektiven Emitter aus Yb2O3 entwickelt habe, dessen Emissionsspektrum auf Silizium-Photozellen abgestimmt ist, wodurch deren Einbau in gasbefeuerte Hausheizungen denkbar wird. In einem strom-autarken Heizsystem erzeugt ein TPV-System die elektrische Energie, welche die Heizung zum Betrieb benötigt, so daß diese nach dem Start völlig unabhängig vom Stromnetz arbeiten kann.
Mit einem kleinen Prototyp wird ein Wirkungsgrad von 2,4 % erreicht. Durch die zusätzliche Installation eines optimierten IR-reflektierenden Filters erwartet man sogar einen Wirkungsgrad von über 5 %.
http://www.energyprofi.com/jo/Thermophotovoltaik.html
Thermophotovoltaik (TPV) ist eine Technik zur Umwandlung von Wärme in elektrische Energie durch Photozellen. Hierbei wird ein Strahlungsemitter so stark erhitzt, daß er die Photozellen beleuchtet. Die Schwierigkeit besteht dabei in erster Linie in der Abstimmung des Strahlungsspektrums des Emitters mit dem Empfindlichkeitsspektrum der Photozelle.
Auf der Hannover Messe 1997 wird eine thermophotovoltaische Zelle präsentiert, die mit Hilfe einer Kerze ein Radio betreiben kann (!). Diese angepaßte Galliumarsenid-Zelle (s.o.) wandelt neben dem Licht auch die Wärmestrahlung in Strom um. Die Produktionsreife wird für 2010 erwartet, bei der ein Wirkungsgrad von 35 % anpeilt wird. Das Bundesforschungsministerium fördert die Forschungen bis 2000 mit insgesamt 16 Mio. DM.
2002 berichten Forscher der Schweizer Paul Scherrer Instituts in Villigen, daß man einen selektiven Emitter aus Yb2O3 entwickelt habe, dessen Emissionsspektrum auf Silizium-Photozellen abgestimmt ist, wodurch deren Einbau in gasbefeuerte Hausheizungen denkbar wird. In einem strom-autarken Heizsystem erzeugt ein TPV-System die elektrische Energie, welche die Heizung zum Betrieb benötigt, so daß diese nach dem Start völlig unabhängig vom Stromnetz arbeiten kann.
Mit einem kleinen Prototyp wird ein Wirkungsgrad von 2,4 % erreicht. Durch die zusätzliche Installation eines optimierten IR-reflektierenden Filters erwartet man sogar einen Wirkungsgrad von über 5 %.
http://www.energyprofi.com/jo/Thermophotovoltaik.html
Antwort auf Beitrag Nr.: 39.300.757 von bossi1 am 09.04.10 10:58:51Dr. Bernd Bitnar (Deutsche Cell) war ein ehemaliger Mitarbeiter vom Paul Scherrer Instiut ...
Publikationsnummer: 230048
Publikationstitel: Entwicklung von low band gap PV Zellen / Thermophotovoltaik TPV
Programm: Photovoltaik
Projekt: 22819 - *** Low-Bandgap PV Zellen
Alle Publikationen zu diesem Projekt anzeigen ARAMIS-Projektbeschreibung
Datum der Veröffentlichung: 01.06.2003
Auftragnehmer: Keine Angabe.
Autoren:
Dr. Bernd Bitnar | Paul Scherrer Institut | +41 (56) 310 40 85 | bernd.bitnar@psi.ch
Günther Palfinger | Paul Scherrer Institut | +41 (56) 310 25 80 | guenther.palfinger@psi.ch
Dr. Jens Gobrecht | Paul Scherrer Institut | +41 (56) 310 25 29 | jens.gobrecht@psi.ch
Dr. Detlev Grützmacher | Paul Scherrer Institut | +41 (56) 310 26 46 | detlev.gruetzmacher@psi.ch
Verfügbare Dokumente:
pdf 25 Seiten, ab Seite 6 ,,, ein Forschungsbericht dazu ,,,
http://www.bfe.admin.ch/php/modules/enet/streamfile.php?file…
Ziel der Arbeit
Ziel des hier beschriebenen Projektes war die Entwicklung einer Niederbandgapzelle als eine
entscheidende Komponente in Si- basierenden Tandem-Solarzellen einerseits und andererseits für
die Anwendung in thermophotovoltaischen Stromgeneratoren mit hohem Wirkungsgrad.
In einem TPV System sollte aus thermodynamischen Überlegungen die Temperatur der Wärmequelle
möglichst hoch sein. Andererseits müssen die in der Luftreinhalteverordnung festgelegten Grenzwerte
für die NOx Emissionen eingehalten werden und die Stabilität des Emitters über Jahre garantiert sein.
Dies bedeutet in der Praxis, dass die Verbrennungstemperatur nicht mehr als 1500 oC betragen darf.
Modellrechnungen haben gezeigt, dass ein in diesem Temperaturbereich betriebener TPV-Generator
idealerweise Photozellen mit einer Bandlücke von etwa 0.7 eV erfordert. Entsprechend muss für ein
optimiertes TPV System ein Emitter/Filtersystem entwickelt werden, welches auf eine derartige
Photozelle angepasst ist.
Der Entwicklung einer Niederbandgapzelle für die solare Photovoltaik in Stapelzellen (Tandemzellen)
wird grosse Bedeutung beigemessen. Der Wirkungsgrad von einstufigen Solarzellen ist aus
praktischen Gründen auf etwa 25% (ohne Konzentration) begrenzt. Soll dieser, z.B. aus Platzgründen,
deutlich gesteigert werden, kommen nur mehrstufige Zellsysteme (Stapelzellen) in Frage. Da aus
ökologischen Gründen langfristig vielleicht doch nur Si-basierte Systeme für solare PV in Frage
kommen, wäre dann die Verfügbarkeit einer low-gap Zelle auf der Basis von Si eine
Grundvoraussetzung für hocheffiziente PV-Systeme. Angestrebt wurde eine Zelle, welche eine
Bandlücke < 0.8 eV aufweist und in der Nähe der Bandkante einen Wirkungsgrad von etwa 30 % bzw.
unter breitbandigem Sonnenlicht etwa 5 % erreicht.
... auch hier sind die Quantenpunkte ein wichtiges Thema !!
Publikationsnummer: 230048
Publikationstitel: Entwicklung von low band gap PV Zellen / Thermophotovoltaik TPV
Programm: Photovoltaik
Projekt: 22819 - *** Low-Bandgap PV Zellen
Alle Publikationen zu diesem Projekt anzeigen ARAMIS-Projektbeschreibung
Datum der Veröffentlichung: 01.06.2003
Auftragnehmer: Keine Angabe.
Autoren:
Dr. Bernd Bitnar | Paul Scherrer Institut | +41 (56) 310 40 85 | bernd.bitnar@psi.ch
Günther Palfinger | Paul Scherrer Institut | +41 (56) 310 25 80 | guenther.palfinger@psi.ch
Dr. Jens Gobrecht | Paul Scherrer Institut | +41 (56) 310 25 29 | jens.gobrecht@psi.ch
Dr. Detlev Grützmacher | Paul Scherrer Institut | +41 (56) 310 26 46 | detlev.gruetzmacher@psi.ch
Verfügbare Dokumente:
pdf 25 Seiten, ab Seite 6 ,,, ein Forschungsbericht dazu ,,,
http://www.bfe.admin.ch/php/modules/enet/streamfile.php?file…
Ziel der Arbeit
Ziel des hier beschriebenen Projektes war die Entwicklung einer Niederbandgapzelle als eine
entscheidende Komponente in Si- basierenden Tandem-Solarzellen einerseits und andererseits für
die Anwendung in thermophotovoltaischen Stromgeneratoren mit hohem Wirkungsgrad.
In einem TPV System sollte aus thermodynamischen Überlegungen die Temperatur der Wärmequelle
möglichst hoch sein. Andererseits müssen die in der Luftreinhalteverordnung festgelegten Grenzwerte
für die NOx Emissionen eingehalten werden und die Stabilität des Emitters über Jahre garantiert sein.
Dies bedeutet in der Praxis, dass die Verbrennungstemperatur nicht mehr als 1500 oC betragen darf.
Modellrechnungen haben gezeigt, dass ein in diesem Temperaturbereich betriebener TPV-Generator
idealerweise Photozellen mit einer Bandlücke von etwa 0.7 eV erfordert. Entsprechend muss für ein
optimiertes TPV System ein Emitter/Filtersystem entwickelt werden, welches auf eine derartige
Photozelle angepasst ist.
Der Entwicklung einer Niederbandgapzelle für die solare Photovoltaik in Stapelzellen (Tandemzellen)
wird grosse Bedeutung beigemessen. Der Wirkungsgrad von einstufigen Solarzellen ist aus
praktischen Gründen auf etwa 25% (ohne Konzentration) begrenzt. Soll dieser, z.B. aus Platzgründen,
deutlich gesteigert werden, kommen nur mehrstufige Zellsysteme (Stapelzellen) in Frage. Da aus
ökologischen Gründen langfristig vielleicht doch nur Si-basierte Systeme für solare PV in Frage
kommen, wäre dann die Verfügbarkeit einer low-gap Zelle auf der Basis von Si eine
Grundvoraussetzung für hocheffiziente PV-Systeme. Angestrebt wurde eine Zelle, welche eine
Bandlücke < 0.8 eV aufweist und in der Nähe der Bandkante einen Wirkungsgrad von etwa 30 % bzw.
unter breitbandigem Sonnenlicht etwa 5 % erreicht.
... auch hier sind die Quantenpunkte ein wichtiges Thema !!
Dünne Drähte als Frontseitenkontakte ...
SEMICONDUCTOR COMPONENT WITH CONTACTS MADE OF ALLOYED-IN METAL WIRES
United States Patent Application 20100078073
Inventors: ... Mitarbeiter der Deutschen Cell
Krause, Andreas (Dresden, DE)
Kutzer, Martin (Penig, DE)
Heemeier, Michael (Dresden, DE)
F??lle, Alexander (Kirchberg, DE)
Neuhaus, Holger (Freiberg, DE)
Application Number:
12/566981
Publication Date:
04/01/2010
Filing Date:
09/25/2009
View Patent Images:
http://www.freepatentsonline.com/20100078073.pdf
Abstract:
A semiconductor component, especially a solar cell comprises a semiconductor substrate of a planar design having a first side and a second side lying opposite thereto, at least one contact structure arranged on at least one side of the semiconductor substrate, the at least one contact structure exhibiting a diffusion barrier to prevent the diffusion of ions from the contact structure into the semiconductor substrate
Einige der Zeichnungen dazu ...
BACKGROUND ART
Solar cells normally have a front side and a rear side, with a contact structure being applied on at least one of the two sides. The contact structure typically has a width of at least 100 µm, while its thickness is only about 10 to 15 µm. A greater width of the contact structure leads to a reduction in efficiency because of the increased shading that results. Conversely, a decrease of the width of the contact structure leads to an increase in the line resistances of the contact structure.
... das waren die Abmessungen der bisher üblichen siebgedruckten Frontseitenkontakte und ihren Verschattungsproblemen
SUMMARY OF THE INVENTION
The invention is therefore based on the object of creating a semiconductor component with an improved contact structure. The invention is also based on the object of providing a method for manufacturing such a semiconductor component.
Said object is achieved by a semiconductor component, especially a solar cell, comprising a semiconductor substrate of a planar design having a first side and a second side lying opposite thereto, at least one contact structure arranged on at least one side of the semiconductor substrate, and the at least one contact structure comprising a diffusion barrier to prevent the diffusion of ions from the contact structure into the semiconductor substrate. The object is further achieved by a semiconductor module comprising at least two semiconductor components being electrically conductively connected by means of at least one of the contact structures, and a method for manucaturing a semiconductor component comprising the steps of providing a semiconductor substrate of a planar design having a first side and a second side lying opposite thereto, providing a contact structure having a diffusion barrier to prevent the diffusion of ions from the contact structure into the semiconductor substrate, arranging the contact structure on at least one of the sides of the semiconductor substrate and heating, at least in some areas, the semiconductor substrate and the contact structure to produce an electrically conductive connection between the semiconductor substrate and the contact structure. The core of the invention consists in designing the contact structure for a semiconductor component as an electrically well conductive metal wire with at least one diffusion barrier coating, the coating of contact structure forming, at least in some areas, an alloy with the semiconductor substrate to form an electrical contact.
Owing to the high electrical conductivity, the cross-sectional surface area of the contact structure can be significantly reduced, which becomes noticeable as reduced shading, with a simultaneous reduction of the resistance losses. This improves the efficiency of the semiconductor component. Moreover, the material costs of the contact structure according to the present invention are significantly reduced when compared with the usual contact structures. Further advantages result from the sub-claims.
... man spricht von der Reduzierung der Verschattung. Folglich kann bei den dünnen Drähten mit hoher Leitfähigkeit (daher geringer Querschnitt) nur eine Kontaktstruktur an der Frontseite gemeint sein. Die Kosten der Frontseitenkontakte konnten deutlich gesenkt werden bei gesteigerter Effizienz !!
SEMICONDUCTOR COMPONENT WITH CONTACTS MADE OF ALLOYED-IN METAL WIRES
United States Patent Application 20100078073
Inventors: ... Mitarbeiter der Deutschen Cell
Krause, Andreas (Dresden, DE)
Kutzer, Martin (Penig, DE)
Heemeier, Michael (Dresden, DE)
F??lle, Alexander (Kirchberg, DE)
Neuhaus, Holger (Freiberg, DE)
Application Number:
12/566981
Publication Date:
04/01/2010
Filing Date:
09/25/2009
View Patent Images:
http://www.freepatentsonline.com/20100078073.pdf
Abstract:
A semiconductor component, especially a solar cell comprises a semiconductor substrate of a planar design having a first side and a second side lying opposite thereto, at least one contact structure arranged on at least one side of the semiconductor substrate, the at least one contact structure exhibiting a diffusion barrier to prevent the diffusion of ions from the contact structure into the semiconductor substrate
Einige der Zeichnungen dazu ...
BACKGROUND ART
Solar cells normally have a front side and a rear side, with a contact structure being applied on at least one of the two sides. The contact structure typically has a width of at least 100 µm, while its thickness is only about 10 to 15 µm. A greater width of the contact structure leads to a reduction in efficiency because of the increased shading that results. Conversely, a decrease of the width of the contact structure leads to an increase in the line resistances of the contact structure.
... das waren die Abmessungen der bisher üblichen siebgedruckten Frontseitenkontakte und ihren Verschattungsproblemen
SUMMARY OF THE INVENTION
The invention is therefore based on the object of creating a semiconductor component with an improved contact structure. The invention is also based on the object of providing a method for manufacturing such a semiconductor component.
Said object is achieved by a semiconductor component, especially a solar cell, comprising a semiconductor substrate of a planar design having a first side and a second side lying opposite thereto, at least one contact structure arranged on at least one side of the semiconductor substrate, and the at least one contact structure comprising a diffusion barrier to prevent the diffusion of ions from the contact structure into the semiconductor substrate. The object is further achieved by a semiconductor module comprising at least two semiconductor components being electrically conductively connected by means of at least one of the contact structures, and a method for manucaturing a semiconductor component comprising the steps of providing a semiconductor substrate of a planar design having a first side and a second side lying opposite thereto, providing a contact structure having a diffusion barrier to prevent the diffusion of ions from the contact structure into the semiconductor substrate, arranging the contact structure on at least one of the sides of the semiconductor substrate and heating, at least in some areas, the semiconductor substrate and the contact structure to produce an electrically conductive connection between the semiconductor substrate and the contact structure. The core of the invention consists in designing the contact structure for a semiconductor component as an electrically well conductive metal wire with at least one diffusion barrier coating, the coating of contact structure forming, at least in some areas, an alloy with the semiconductor substrate to form an electrical contact.
Owing to the high electrical conductivity, the cross-sectional surface area of the contact structure can be significantly reduced, which becomes noticeable as reduced shading, with a simultaneous reduction of the resistance losses. This improves the efficiency of the semiconductor component. Moreover, the material costs of the contact structure according to the present invention are significantly reduced when compared with the usual contact structures. Further advantages result from the sub-claims.
... man spricht von der Reduzierung der Verschattung. Folglich kann bei den dünnen Drähten mit hoher Leitfähigkeit (daher geringer Querschnitt) nur eine Kontaktstruktur an der Frontseite gemeint sein. Die Kosten der Frontseitenkontakte konnten deutlich gesenkt werden bei gesteigerter Effizienz !!
Testsieger SolarWorld präsentiert Neuheiten zur Light+Building 2010
photovoltaik-guide.de / Michael Ziegler
12.04.2010
Bonn, 12. April 2010 – Der SolarWorld Konzern präsentiert auf der Frankfurter Messe Light+Building vom 11. bis 16. April 2010 Neuheiten innerhalb der Produktpalette: das monokristalline schwarze Modul Sunmodule Plus black®, die neuen Anwendungen Sundeck® und Sunfix plus® für Schrägdächer, das Dachintegrationssystem Energiedach plus® mit schmaleren Solarlaminaten sowie den SunCarport®.
Die Produktpalette der SolarWorld Solarstrommodule wird ab sofort durch eine neue Black-Linie erweitert. Das neue komplett schwarze Modul Sunmodule Plus black® eignet sich aufgrund seiner homogenen Optik und seines schwarzen Rahmens perfekt für Anwendungen mit dunkler Dachhaut. SolarWorld Module überzeugen als Testsieger im Dauerertragstest der Fachzeitschrift Photon. Zum zweiten Mal in Folge haben die Solarstrommodule der SolarWorld im Langzeittest 2009 mehr Strom erzeugt als alle Wettbewerbsprodukte. Im Vergleich zu den übrigen Modulen ist der Stromertrag der SolarWorld Module bis zu zwölf Prozent besser. Kunden profitieren seit diesem Jahr ebenfalls von der 25 Jahre langen linearen Leistungsgarantie auf alle SolarWorld Module. SolarWorld garantiert, dass die tatsächliche Leistung eines Moduls pro Jahr durchschnittlich nicht mehr abnimmt als 0,7 Prozent der Nennleistung. Auch die Gewährleistung für SolarWorld Solarstrommodule wurde von zwei auf fünf Jahre verlängert.
Für Schrägdach-Anwendungen präsentiert SolarWorld ein neues Indachsystem: der Komplettbausatz Sundeck® mit SolarWorld Modulen ist als innovative Lösung aus anthrazit beschichtetem, verzinktem Stahlblech für Dachneigungen zwischen 20 und 60 Grad geeignet. Das Sundeck® wird direkt mit der Unterkonstruktion des Daches verschraubt und bettet sich durch den einheitlichen Farbton der Module harmonisch in die Optik des Daches ein.
Zudem hat die SolarWorld AG das bestehende Montagegestellsystem für Schrägdächer optimiert: das Sunfix plus® zeichnet sich durch weniger Bauteile und Verschraubungspunkte aus. Alle Schrauben sind optimal zugänglich und lassen sich mit nur einem Werkzeug montieren. Den Installateuren wird somit eine wesentlich schnellere Aufdachmontage ermöglicht. Die Bauteile des Sunfix plus® erfüllen alle gängigen Normen und werden je nach Bausituation und auftretenden Lasten individuell zusammengestellt.
Das TÜV-zertifizierte Dachintegrationssystem Energiedach plus®, einsetzbar als Komplett- oder Indachlösung mit Eindeckrahmen, ist jetzt mit schmaleren Solarlaminaten (Sunmodule Plus SW 145-155 Compact mono black) ausgestattet. Diese ermöglichen einen flexibleren Einsatz und sind einfacher in der Montage.
Neben den Aufdachlösungen bietet SolarWorld den SunCarport® als Solarkraftwerk vor der eigenen Haustür an: diese zusätzliche Fläche für eine leistungsstarke Solarstromanlage kann zukünftig auch beim Elektrofahrzeug für das Plus an Versorgungssicherheit sorgen. Bestehend aus Aluminium-Leichtbauprofilen ist der SunCarport® transportfreundlich und durch vorkonfektionierte Bausätze schnell zu montieren.
Die SolarWorld AG nimmt zur zweiten Jahreshälfte 2010 ein Eigenstrom-Kit ins Programm, bei dem mittels einer Verbrauchskontrolle und -steuerung der elektronischen Geräte der Anteil des Eigenverbrauchs wesentlich gesteigert werden kann. Zum Beispiel wird die Waschmaschine dann automatisch eingeschaltet, wenn die Solarstromanlage auf Hochtouren läuft. Bei dem energie-autarken System wird der Solarstrom, der tagsüber nicht genutzt wurde, zusätzlich in einer Batterie für den späteren Verbrauch zwischengespeichert. SolarWorld bietet somit zukünftig eine energie-intelligente Hausversorgung an: Strom vom Dach und den Energiespeicher im Keller.
Quelle: SolarWorld AG
http://www.photovoltaik-guide.de/testsieger-solarworld-praes…
photovoltaik-guide.de / Michael Ziegler
12.04.2010
Bonn, 12. April 2010 – Der SolarWorld Konzern präsentiert auf der Frankfurter Messe Light+Building vom 11. bis 16. April 2010 Neuheiten innerhalb der Produktpalette: das monokristalline schwarze Modul Sunmodule Plus black®, die neuen Anwendungen Sundeck® und Sunfix plus® für Schrägdächer, das Dachintegrationssystem Energiedach plus® mit schmaleren Solarlaminaten sowie den SunCarport®.
Die Produktpalette der SolarWorld Solarstrommodule wird ab sofort durch eine neue Black-Linie erweitert. Das neue komplett schwarze Modul Sunmodule Plus black® eignet sich aufgrund seiner homogenen Optik und seines schwarzen Rahmens perfekt für Anwendungen mit dunkler Dachhaut. SolarWorld Module überzeugen als Testsieger im Dauerertragstest der Fachzeitschrift Photon. Zum zweiten Mal in Folge haben die Solarstrommodule der SolarWorld im Langzeittest 2009 mehr Strom erzeugt als alle Wettbewerbsprodukte. Im Vergleich zu den übrigen Modulen ist der Stromertrag der SolarWorld Module bis zu zwölf Prozent besser. Kunden profitieren seit diesem Jahr ebenfalls von der 25 Jahre langen linearen Leistungsgarantie auf alle SolarWorld Module. SolarWorld garantiert, dass die tatsächliche Leistung eines Moduls pro Jahr durchschnittlich nicht mehr abnimmt als 0,7 Prozent der Nennleistung. Auch die Gewährleistung für SolarWorld Solarstrommodule wurde von zwei auf fünf Jahre verlängert.
Für Schrägdach-Anwendungen präsentiert SolarWorld ein neues Indachsystem: der Komplettbausatz Sundeck® mit SolarWorld Modulen ist als innovative Lösung aus anthrazit beschichtetem, verzinktem Stahlblech für Dachneigungen zwischen 20 und 60 Grad geeignet. Das Sundeck® wird direkt mit der Unterkonstruktion des Daches verschraubt und bettet sich durch den einheitlichen Farbton der Module harmonisch in die Optik des Daches ein.
Zudem hat die SolarWorld AG das bestehende Montagegestellsystem für Schrägdächer optimiert: das Sunfix plus® zeichnet sich durch weniger Bauteile und Verschraubungspunkte aus. Alle Schrauben sind optimal zugänglich und lassen sich mit nur einem Werkzeug montieren. Den Installateuren wird somit eine wesentlich schnellere Aufdachmontage ermöglicht. Die Bauteile des Sunfix plus® erfüllen alle gängigen Normen und werden je nach Bausituation und auftretenden Lasten individuell zusammengestellt.
Das TÜV-zertifizierte Dachintegrationssystem Energiedach plus®, einsetzbar als Komplett- oder Indachlösung mit Eindeckrahmen, ist jetzt mit schmaleren Solarlaminaten (Sunmodule Plus SW 145-155 Compact mono black) ausgestattet. Diese ermöglichen einen flexibleren Einsatz und sind einfacher in der Montage.
Neben den Aufdachlösungen bietet SolarWorld den SunCarport® als Solarkraftwerk vor der eigenen Haustür an: diese zusätzliche Fläche für eine leistungsstarke Solarstromanlage kann zukünftig auch beim Elektrofahrzeug für das Plus an Versorgungssicherheit sorgen. Bestehend aus Aluminium-Leichtbauprofilen ist der SunCarport® transportfreundlich und durch vorkonfektionierte Bausätze schnell zu montieren.
Die SolarWorld AG nimmt zur zweiten Jahreshälfte 2010 ein Eigenstrom-Kit ins Programm, bei dem mittels einer Verbrauchskontrolle und -steuerung der elektronischen Geräte der Anteil des Eigenverbrauchs wesentlich gesteigert werden kann. Zum Beispiel wird die Waschmaschine dann automatisch eingeschaltet, wenn die Solarstromanlage auf Hochtouren läuft. Bei dem energie-autarken System wird der Solarstrom, der tagsüber nicht genutzt wurde, zusätzlich in einer Batterie für den späteren Verbrauch zwischengespeichert. SolarWorld bietet somit zukünftig eine energie-intelligente Hausversorgung an: Strom vom Dach und den Energiespeicher im Keller.
Quelle: SolarWorld AG
http://www.photovoltaik-guide.de/testsieger-solarworld-praes…
Antwort auf Beitrag Nr.: 39.321.354 von bossi1 am 13.04.10 10:11:13Das neue komplett schwarze Modul Sunmodule Plus black® eignet sich aufgrund seiner homogenen Optik und seines schwarzen Rahmens perfekt für Anwendungen mit dunkler Dachhaut. SolarWorld Module überzeugen als Testsieger im Dauerertragstest der Fachzeitschrift Photon. Zum zweiten Mal in Folge haben die Solarstrommodule der SolarWorld im Langzeittest 2009 mehr Strom erzeugt als alle Wettbewerbsprodukte. Im Vergleich zu den übrigen Modulen ist der Stromertrag der SolarWorld Module bis zu zwölf Prozent besser. Kunden profitieren seit diesem Jahr ebenfalls von der 25 Jahre langen linearen Leistungsgarantie auf alle SolarWorld Module. SolarWorld garantiert, dass die tatsächliche Leistung eines Moduls pro Jahr durchschnittlich nicht mehr abnimmt als 0,7 Prozent der Nennleistung. Auch die Gewährleistung für SolarWorld Solarstrommodule wurde von zwei auf fünf Jahre verlängert.
... auch SunPower liefert schicke schwarze mono Module (Rahmen & Zellen) in den USA
... auch SunPower liefert schicke schwarze mono Module (Rahmen & Zellen) in den USA
3.04.2010, 15:45 Uhr
PV-Pilotlinie zur Entwicklung effizienter kristalliner Solarzellen
Hohenstein-Ernstthal - Am 14. April 2010 werden die Roth & Rau AG und das Fraunhofer-Institut für Keramische Technologien und Systeme (IKTS) in Hohenstein-Ernstthal eine neue Pilotlinie in Betrieb nehmen. Die neue Anlage dient zur Entwicklung und Herstellung effizienter und kostengünstiger kristalliner Solarzellen. Diese wird in Kooperation zwischen der Roth & Rau AG und dem Fraunhofer IKTS betrieben werden. Die in der Pilotlinie generierten Ergebnisse dienen in erster Linie der Ausbildung und dem Test neuer Zellkonzepte sowie der Entwicklung von Fertigungsausrüstung für kristalline Solarzellen. Darüber hinaus sehen sich beide Partner zukünftig in der Lage, auf industrienaher Ausrüstung neueste Materialien und Technologien bezüglich ihrer wirtschaftlichen Verwertbarkeit untersuchen zu können. Die Kosten für die in der Pilotlinie installierte Ausrüstung belaufen sich auf ca. 13,2 Mio. €, wofür den Partnern teilweise Mittel des Europäischen Fonds für Regionale Entwicklung sowie Mittel der Investitionsförderung durch die Sächsische Landesregierung zur Verfügung gestellt wurden.
http://www.iwr.de/news.php?id=15904
PV-Pilotlinie zur Entwicklung effizienter kristalliner Solarzellen
Hohenstein-Ernstthal - Am 14. April 2010 werden die Roth & Rau AG und das Fraunhofer-Institut für Keramische Technologien und Systeme (IKTS) in Hohenstein-Ernstthal eine neue Pilotlinie in Betrieb nehmen. Die neue Anlage dient zur Entwicklung und Herstellung effizienter und kostengünstiger kristalliner Solarzellen. Diese wird in Kooperation zwischen der Roth & Rau AG und dem Fraunhofer IKTS betrieben werden. Die in der Pilotlinie generierten Ergebnisse dienen in erster Linie der Ausbildung und dem Test neuer Zellkonzepte sowie der Entwicklung von Fertigungsausrüstung für kristalline Solarzellen. Darüber hinaus sehen sich beide Partner zukünftig in der Lage, auf industrienaher Ausrüstung neueste Materialien und Technologien bezüglich ihrer wirtschaftlichen Verwertbarkeit untersuchen zu können. Die Kosten für die in der Pilotlinie installierte Ausrüstung belaufen sich auf ca. 13,2 Mio. €, wofür den Partnern teilweise Mittel des Europäischen Fonds für Regionale Entwicklung sowie Mittel der Investitionsförderung durch die Sächsische Landesregierung zur Verfügung gestellt wurden.
http://www.iwr.de/news.php?id=15904
Antwort auf Beitrag Nr.: 39.325.771 von bossi1 am 13.04.10 17:51:47
Industrielle und neuartige Solarzellen
Einer der effizientesten Wege die Kosten der photovoltaischen Stromerzeugung zu reduzieren ist die Erhöhung des Wirkungsgrads der verwendeten Solarzellen. Insbesondere bei Siliciumsolarzellen, bei denen die Kosten für das Siliciummaterial einen signifikanten Anteil einnehmen, kann über gezielte Verbesserungen bei der Solarzellenherstellung ein großer Kostenvorteil erreicht werden. Daher ist die Optimierung industrieller Zellprozesse und die Entwicklung neuer hocheffizienter Zellstrukturen ein Schwerpunkt im Geschäftsfeld Silicium-Photovoltaik.
Am Fraunhofer ISE stehen hierfür zwei zentrale Labore zur Verfügung: Einerseits der Reinraum, in dem neue Zellstrukturen unter idealen Bedingungen entwickelt werden können und andererseits das PVTEC, in dem eine industrienahe Technologie die effiziente Umsetzung neuer Konzepte möglich macht. Durch die Kombination beider Forschungsplattformen und einem umfangreichen Charakterisierungs- und Simulationspool ist das Fraunhofer ISE weltweit in der einzigartigen Position, seine Kunden in der ganzen Kette von der grundlegenden Entwicklung bis zur Umsetzung in die Fertigungslinie umfassend zu unterstützen.
Neben der Standard-Siebdruckzelle arbeiten wir an einem sehr großen
Spektrum verschiedenster Solarzellenkonzepte:
Solarzellen mit dielektrischer Rückseitenpassivierung

Oberflächentextur der Weltrekordsolarzelle aus multikristallinem Silicium.
Ein Großteil der Wirkungsgradverluste heutiger Solarzellen entsteht an der Rekombination auf der Zellenrückseite. Insbesondere bei sehr dünnen Zellen sollte das momentan verwendete Aluminium-Back-Surface-Field durch eine dielelektrische Passivierungsschicht und punktweise Kontaktierung ersetzt werden. Mit einer solchen Zellstruktur und unserer patentierten Laser-fired-contact Technologie konnten wir den Weltrekord für multikristalline Siliciumsolarzellen (siehe Foto) erreichen
.
Metal-Wrap-Through (MWT) Solarzellen

Das Zellkonzept einer MWT-Solarzelle ist dem einer industriellen Standardzelle sehr ähnlich - mit dem Unterschied, dass der Busbar auf die Rückseite der Solarzelle gelegt wird. Hiermit werden Abschattungsverluste reduziert und somit eine komplett einseitige Verschaltung im Modul ermöglicht.
Emitter-Wrap-Through (EWT) Solarzellen
Bei diesen Zellen wird im Unterschied zu MWT-Zellen die gesamte Metallisierung auf die Rückseite gelegt. Der Stromtransport von der Vorder- zur Rückseite wird mittels vieler phosphor-diffundierter Löcher gewährleistet.
Reine Rückseitenkontaktsolarzellen
Bei dieser Variante von rückseitig kontaktierten Zellen wird neben der Metallisierung auch der sammelnde pn-Übergang auf die Rückseite der Zelle gelegt. Dieses Konzept hat das größte Wirkungsgradpotenzial, aber auch die höchsten Ansprüche an die Materialqualität, weshalb hier meistens n-Typ Silicium verwendet wird.
Solarzellen aus n-Typ Silicium
n-Typ Silicium zeigt im Vergleich zu p-Typ Silicium eine größere Toleranz gegenüber Verunreinigungen. Daher können mit diesem Material im Prinzip höhere Wirkungsgrade erreicht werden. Wir arbeiten neben den schon genannten Rückseitenkontaktzellen auch an Konzepten mit einem Emitter aus einlegiertem Aluminium, bordiffundiertem Silicium und amorphem Silicium (Heteroübergang)
+++++
Die physikalische Wirkungsgradgrenze von Siliciumsolarzellen beträgt 29%. Ziel unserer Forschung ist es, dieser physikalischen Grenze technologisch so nahe wie möglich zu kommen. Auf diesem Weg werden unterschiedlichste Konzepte untersucht, um die Verlustmechanismen so weit wie möglich zu minimieren. Wichtige Punkte hierbei sind zum einen die Maximierung des Lichteinfangs in Silicium (z.B. durch Verwendung von diffraktiven Strukturen auf der Solarzellenrückseite) und zum anderen die Reduzierung der Oberflächenrekombination.
Ziel der Arbeiten ist jedoch nicht nur die Realisierung höchster Effizienzen, sondern die Entwicklung zukünftiger Technologien. Neben den klassischen Technologien wie Diffusion und Oxidation werden auch neuere Technologien untersucht. Beispiele hierfür sind die ALD (Atomlagenabscheidung) zur Abscheidung ultra-dünner Passivierungsschichten (z.B. Al203 ) oder die PECVD (Plasmaunterstützte chemische Gasphasenabscheidung) zur Abscheidung von amorphen oder mikrokristallinen Siliciumschichten.
... das Patent von Bram Hoex
Die höchsten bisher erreichten Wirkungsgrade für Siliciumsolarzellen am Fraunhofer ISE sind unten im Link aufgelistet.
http://www.ise.fraunhofer.de/geschaeftsfelder-und-marktberei…
Industrielle und neuartige Solarzellen
Einer der effizientesten Wege die Kosten der photovoltaischen Stromerzeugung zu reduzieren ist die Erhöhung des Wirkungsgrads der verwendeten Solarzellen. Insbesondere bei Siliciumsolarzellen, bei denen die Kosten für das Siliciummaterial einen signifikanten Anteil einnehmen, kann über gezielte Verbesserungen bei der Solarzellenherstellung ein großer Kostenvorteil erreicht werden. Daher ist die Optimierung industrieller Zellprozesse und die Entwicklung neuer hocheffizienter Zellstrukturen ein Schwerpunkt im Geschäftsfeld Silicium-Photovoltaik.
Am Fraunhofer ISE stehen hierfür zwei zentrale Labore zur Verfügung: Einerseits der Reinraum, in dem neue Zellstrukturen unter idealen Bedingungen entwickelt werden können und andererseits das PVTEC, in dem eine industrienahe Technologie die effiziente Umsetzung neuer Konzepte möglich macht. Durch die Kombination beider Forschungsplattformen und einem umfangreichen Charakterisierungs- und Simulationspool ist das Fraunhofer ISE weltweit in der einzigartigen Position, seine Kunden in der ganzen Kette von der grundlegenden Entwicklung bis zur Umsetzung in die Fertigungslinie umfassend zu unterstützen.
Neben der Standard-Siebdruckzelle arbeiten wir an einem sehr großen
Spektrum verschiedenster Solarzellenkonzepte:
Solarzellen mit dielektrischer Rückseitenpassivierung
Oberflächentextur der Weltrekordsolarzelle aus multikristallinem Silicium.
Ein Großteil der Wirkungsgradverluste heutiger Solarzellen entsteht an der Rekombination auf der Zellenrückseite. Insbesondere bei sehr dünnen Zellen sollte das momentan verwendete Aluminium-Back-Surface-Field durch eine dielelektrische Passivierungsschicht und punktweise Kontaktierung ersetzt werden. Mit einer solchen Zellstruktur und unserer patentierten Laser-fired-contact Technologie konnten wir den Weltrekord für multikristalline Siliciumsolarzellen (siehe Foto) erreichen
.
Metal-Wrap-Through (MWT) Solarzellen
Das Zellkonzept einer MWT-Solarzelle ist dem einer industriellen Standardzelle sehr ähnlich - mit dem Unterschied, dass der Busbar auf die Rückseite der Solarzelle gelegt wird. Hiermit werden Abschattungsverluste reduziert und somit eine komplett einseitige Verschaltung im Modul ermöglicht.
Emitter-Wrap-Through (EWT) Solarzellen
Bei diesen Zellen wird im Unterschied zu MWT-Zellen die gesamte Metallisierung auf die Rückseite gelegt. Der Stromtransport von der Vorder- zur Rückseite wird mittels vieler phosphor-diffundierter Löcher gewährleistet.
Reine Rückseitenkontaktsolarzellen
Bei dieser Variante von rückseitig kontaktierten Zellen wird neben der Metallisierung auch der sammelnde pn-Übergang auf die Rückseite der Zelle gelegt. Dieses Konzept hat das größte Wirkungsgradpotenzial, aber auch die höchsten Ansprüche an die Materialqualität, weshalb hier meistens n-Typ Silicium verwendet wird.
Solarzellen aus n-Typ Silicium
n-Typ Silicium zeigt im Vergleich zu p-Typ Silicium eine größere Toleranz gegenüber Verunreinigungen. Daher können mit diesem Material im Prinzip höhere Wirkungsgrade erreicht werden. Wir arbeiten neben den schon genannten Rückseitenkontaktzellen auch an Konzepten mit einem Emitter aus einlegiertem Aluminium, bordiffundiertem Silicium und amorphem Silicium (Heteroübergang)
+++++
Die physikalische Wirkungsgradgrenze von Siliciumsolarzellen beträgt 29%. Ziel unserer Forschung ist es, dieser physikalischen Grenze technologisch so nahe wie möglich zu kommen. Auf diesem Weg werden unterschiedlichste Konzepte untersucht, um die Verlustmechanismen so weit wie möglich zu minimieren. Wichtige Punkte hierbei sind zum einen die Maximierung des Lichteinfangs in Silicium (z.B. durch Verwendung von diffraktiven Strukturen auf der Solarzellenrückseite) und zum anderen die Reduzierung der Oberflächenrekombination.
Ziel der Arbeiten ist jedoch nicht nur die Realisierung höchster Effizienzen, sondern die Entwicklung zukünftiger Technologien. Neben den klassischen Technologien wie Diffusion und Oxidation werden auch neuere Technologien untersucht. Beispiele hierfür sind die ALD (Atomlagenabscheidung) zur Abscheidung ultra-dünner Passivierungsschichten (z.B. Al203 ) oder die PECVD (Plasmaunterstützte chemische Gasphasenabscheidung) zur Abscheidung von amorphen oder mikrokristallinen Siliciumschichten.
... das Patent von Bram Hoex
Die höchsten bisher erreichten Wirkungsgrade für Siliciumsolarzellen am Fraunhofer ISE sind unten im Link aufgelistet.
http://www.ise.fraunhofer.de/geschaeftsfelder-und-marktberei…
PV-Schrott mit mehr Wert
Geschrieben von: Redaktion 06.04.10
Karlsruhe - Photovoltaik-Anlagen halten lange, aber nicht ewig. Mindestens 25 Jahre können die Module Solarstrom von Dach oder Fassade ernten, aber dann kommt die Zeit fürs Recycling. So arbeiten seit 2002 Forscher und Hersteller im sächsischen Freiberg an einem umweltschonenden, automatisierten und ökonomisch günstigen Recyclingverfahren für PV-Module, schreibt der Informationsdienst Wissenschaft (idw).
Es sollten sowohl Produktionsabfälle als auch alte und zerbrochene Silizium- oder Dünnschichtmodule verarbeitet werden können. Gerade bei der Herstellung von Siliziumwafern ermögliche die Verwendung von recyceltem Material eine deutliche Energieeinsparung gegenüber neu gewonnenem Silizium.
Ausserdem lassen sich durch einen geschlossenen Wertstoffkreislauf laut idw auch die in den Modulen vorhandenen Anteile von Schwermetallen und anderen Problemstoffen rückgewinnen. Ein geschlossener Wertstoffkreislauf sei ökologisch und ökonomisch sinnvoll. Durch automatisierte Recyclingverfahren liessen sich zukünftig 95 Prozent der Wertstoffe wiederverwerten.
In der EU lag die Abfallmenge aus PV-Modulen Ende 2008 bei 3.800 Tonnen, schreibt idw. Sie wird bis 2030 auf voraussichtlich 130.000 Tonnen anwachsen. Die Branche habe für das Recycling von PV-Modulen die Initiative "PV CYCLE" gegründet, um die Kreislaufwirtschaft bei der PV eigenverantwortlich zu garantieren. Über 60 Hersteller gehören der Initiative an, berichtet idw. (eg)
http://www.nachhaltigkeit.org/201004064490/materialien-produ…
Geschrieben von: Redaktion 06.04.10
Karlsruhe - Photovoltaik-Anlagen halten lange, aber nicht ewig. Mindestens 25 Jahre können die Module Solarstrom von Dach oder Fassade ernten, aber dann kommt die Zeit fürs Recycling. So arbeiten seit 2002 Forscher und Hersteller im sächsischen Freiberg an einem umweltschonenden, automatisierten und ökonomisch günstigen Recyclingverfahren für PV-Module, schreibt der Informationsdienst Wissenschaft (idw).
Es sollten sowohl Produktionsabfälle als auch alte und zerbrochene Silizium- oder Dünnschichtmodule verarbeitet werden können. Gerade bei der Herstellung von Siliziumwafern ermögliche die Verwendung von recyceltem Material eine deutliche Energieeinsparung gegenüber neu gewonnenem Silizium.
Ausserdem lassen sich durch einen geschlossenen Wertstoffkreislauf laut idw auch die in den Modulen vorhandenen Anteile von Schwermetallen und anderen Problemstoffen rückgewinnen. Ein geschlossener Wertstoffkreislauf sei ökologisch und ökonomisch sinnvoll. Durch automatisierte Recyclingverfahren liessen sich zukünftig 95 Prozent der Wertstoffe wiederverwerten.
In der EU lag die Abfallmenge aus PV-Modulen Ende 2008 bei 3.800 Tonnen, schreibt idw. Sie wird bis 2030 auf voraussichtlich 130.000 Tonnen anwachsen. Die Branche habe für das Recycling von PV-Modulen die Initiative "PV CYCLE" gegründet, um die Kreislaufwirtschaft bei der PV eigenverantwortlich zu garantieren. Über 60 Hersteller gehören der Initiative an, berichtet idw. (eg)
http://www.nachhaltigkeit.org/201004064490/materialien-produ…
Antwort auf Beitrag Nr.: 39.332.467 von bossi1 am 14.04.10 14:10:02Die Branche habe für das Recycling von PV-Modulen die Initiative "PV CYCLE" gegründet ...

Unsere Mitarbeiter ...
Karsten Wambach – Präsident

Dr. Karsten Wambach ist Leiter des Geschäftsbereichs SolarMaterial der Deutsche Solar AG, Freiberg, einer Tochter der SolarWorld AG. Seine Hauptaktivitäten bei SolarMaterial umfassen das Scale-Up neuer technologischer Prozesse wie z. B. die Rückgewinnung von Solarsilizium und Nebenprodukten, das Recycling von Solarzellen und -modulen, das saure Ätzen von Wafers und Silizium sowie die Entwicklung neuer metallurgischer Reinigungsprozesse für Solarsilizium.
Er ist aktives Mitglied der IEA PVPS Task 12 „Umweltverträglichkeit und Sicherheit von PV-Systemen“ und Leiter der Arbeitsgruppe „PV CYCLE“ beim BSW (Bundesverband Solarwirtschaft) und EPIA. Er arbeitet seit 20 Jahren im Bereich der Fotovoltaik und beschäftigt sich seit 15 Jahren mit dem Recycling von Modulen.
PC CYCLE Homepage ...
http://www.pvcycle.org/index.php?id=25&L=1
Unsere Mitarbeiter ...
Karsten Wambach – Präsident
Dr. Karsten Wambach ist Leiter des Geschäftsbereichs SolarMaterial der Deutsche Solar AG, Freiberg, einer Tochter der SolarWorld AG. Seine Hauptaktivitäten bei SolarMaterial umfassen das Scale-Up neuer technologischer Prozesse wie z. B. die Rückgewinnung von Solarsilizium und Nebenprodukten, das Recycling von Solarzellen und -modulen, das saure Ätzen von Wafers und Silizium sowie die Entwicklung neuer metallurgischer Reinigungsprozesse für Solarsilizium.
Er ist aktives Mitglied der IEA PVPS Task 12 „Umweltverträglichkeit und Sicherheit von PV-Systemen“ und Leiter der Arbeitsgruppe „PV CYCLE“ beim BSW (Bundesverband Solarwirtschaft) und EPIA. Er arbeitet seit 20 Jahren im Bereich der Fotovoltaik und beschäftigt sich seit 15 Jahren mit dem Recycling von Modulen.
PC CYCLE Homepage ...
http://www.pvcycle.org/index.php?id=25&L=1
Man findet sehr wenig chinesische Patente im Web, aber genug
westliche Patente aus dem Sektor auf chinesischen Seiten ...
16.04.2010
WIRTSCHAFTSSPIONAGE: Solarbranche im Fokus
Geheimdienste zunehmend in der Mark tätig
POTSDAM - Wirtschaftsspionage wird auch für Unternehmen in Brandenburg zunehmend zum Problem. Darin waren sich Experten des Verfassungsschutzes gestern bei einer gemeinsamen Fachtagung mit den Industrie- und Handelskammern (IHK) des Landes einig. Unter anderem die Führungsstellung in der Solarwirtschaft mache das Land demnach für Auslandsgeheimdienste attraktiv.
„Wirtschaftsspionage ist eine Bedrohung für die Konkurrenzfähigkeit des Standortes“, sagte der brandenburgische Innenstaatssekretär Rudolf Zeeb bei der gut besuchten Konferenz „1. Brandenburger Forum Wirtschaftsschutz“ in Potsdam. Große Firmen hätten meist Vorkehrungen zum Schutz, „kleinere haben oft keine Mittel dafür und auch noch nicht das Bewusstsein für ihre Kronjuwelen“, betonte der Hauptgeschäftsführer der Potsdamer IHK, René Kohl, im Vorfeld.
Genau diese wichtigsten fünf Prozent des Firmen-Know-how stünden im Visier der Geheimdienste, sagte Herbert Kurek vom Bundesamt für Verfassungsschutz. Vor allem Russland und China lassen derzeit ihre Agenten Betriebsgeheimnisse in anderen Ländern ausspähen. Die jährlichen Schäden der Wirtschaftsspionage würden Experten in Deutschland auf 50 Milliarden Euro schätzen, so Kurek. Zu den bevorzugten Branchen zähle die Energie- technik. In Brandenburg sei besonders die Solarindustrie ein Ziel von Spionage. Aber auch die in der Mark stark vertretene Biotechnologie und die Luft- und Raumfahrt gelten als gefährdet.
Um den Risiken vorzubeugen, gibt es seit 2009 eine Sicherheitspartnerschaft zwischen den IHKs und dem Verfassungsschutz im Land. Die Schlapphüte wollen vor allem präventiv tätig sein.
Die Region hat aber auch als Täterin Tradition. Friedrich II. habe schon einen preußischen Ingenieur nach England geschickt, um die Technologie der Dampfmaschinen auszuspähen, erinnerte die Leiterin des märkischen Verfassungsschutzes, Winfriede Schreiber. So zierte die Tagungseinladung das Bild einer erstmals in Deutschland konstruierten Dampflok. (gd)
http://www.maerkischeallgemeine.de/cms/beitrag/11778033/4850…
westliche Patente aus dem Sektor auf chinesischen Seiten ...
16.04.2010
WIRTSCHAFTSSPIONAGE: Solarbranche im Fokus
Geheimdienste zunehmend in der Mark tätig
POTSDAM - Wirtschaftsspionage wird auch für Unternehmen in Brandenburg zunehmend zum Problem. Darin waren sich Experten des Verfassungsschutzes gestern bei einer gemeinsamen Fachtagung mit den Industrie- und Handelskammern (IHK) des Landes einig. Unter anderem die Führungsstellung in der Solarwirtschaft mache das Land demnach für Auslandsgeheimdienste attraktiv.
„Wirtschaftsspionage ist eine Bedrohung für die Konkurrenzfähigkeit des Standortes“, sagte der brandenburgische Innenstaatssekretär Rudolf Zeeb bei der gut besuchten Konferenz „1. Brandenburger Forum Wirtschaftsschutz“ in Potsdam. Große Firmen hätten meist Vorkehrungen zum Schutz, „kleinere haben oft keine Mittel dafür und auch noch nicht das Bewusstsein für ihre Kronjuwelen“, betonte der Hauptgeschäftsführer der Potsdamer IHK, René Kohl, im Vorfeld.
Genau diese wichtigsten fünf Prozent des Firmen-Know-how stünden im Visier der Geheimdienste, sagte Herbert Kurek vom Bundesamt für Verfassungsschutz. Vor allem Russland und China lassen derzeit ihre Agenten Betriebsgeheimnisse in anderen Ländern ausspähen. Die jährlichen Schäden der Wirtschaftsspionage würden Experten in Deutschland auf 50 Milliarden Euro schätzen, so Kurek. Zu den bevorzugten Branchen zähle die Energie- technik. In Brandenburg sei besonders die Solarindustrie ein Ziel von Spionage. Aber auch die in der Mark stark vertretene Biotechnologie und die Luft- und Raumfahrt gelten als gefährdet.
Um den Risiken vorzubeugen, gibt es seit 2009 eine Sicherheitspartnerschaft zwischen den IHKs und dem Verfassungsschutz im Land. Die Schlapphüte wollen vor allem präventiv tätig sein.
Die Region hat aber auch als Täterin Tradition. Friedrich II. habe schon einen preußischen Ingenieur nach England geschickt, um die Technologie der Dampfmaschinen auszuspähen, erinnerte die Leiterin des märkischen Verfassungsschutzes, Winfriede Schreiber. So zierte die Tagungseinladung das Bild einer erstmals in Deutschland konstruierten Dampflok. (gd)
http://www.maerkischeallgemeine.de/cms/beitrag/11778033/4850…
Verfahren zur Herstellung von Solarzelle mit lötbar LFC Rückseite (Al-BSF) und ein Solarmodul aus solchen CONNECTED LFC SOLARZELLEN ...
Patent application title:
METHOD FOR MANUFACTURING A SOLDERABLE LFC SOLAR CELL REAR SIDE AND A SOLAR MODULE FROM SUCH CONNECTED LFC SOLAR CELLS
Inventors:
Andreas Krause
Holger Neuhaus
Martin Kutzer
Michael Heemeier
Alexander Ohnesorge
Kristian Schlegel
Agents: MCGLEW & TUTTLE, PC
Assignees:
Origin: SCARBOROUGH, NY US
IPC8 Class: AH01L31042FI
USPC Class: 136244
Patent application number:
20100084002
... von Anfang April 2010
http://www.faqs.org/patents/app/20100084002
Patent application title:
METHOD FOR MANUFACTURING A SOLDERABLE LFC SOLAR CELL REAR SIDE AND A SOLAR MODULE FROM SUCH CONNECTED LFC SOLAR CELLS
Inventors:
Andreas Krause
Holger Neuhaus
Martin Kutzer
Michael Heemeier
Alexander Ohnesorge
Kristian Schlegel
Agents: MCGLEW & TUTTLE, PC
Assignees:
Origin: SCARBOROUGH, NY US
IPC8 Class: AH01L31042FI
USPC Class: 136244
Patent application number:
20100084002
... von Anfang April 2010
http://www.faqs.org/patents/app/20100084002
Antwort auf Beitrag Nr.: 39.327.735 von bossi1 am 13.04.10 21:36:40FRAUNHOFER
Solarzellen mit dielektrischer Rückseitenpassivierung
Oberflächentextur der Weltrekordsolarzelle aus multikristallinem Silicium.
Ein Großteil der Wirkungsgradverluste heutiger Solarzellen entsteht an der Rekombination auf der Zellenrückseite. Insbesondere bei sehr dünnen Zellen sollte das momentan verwendete Aluminium-Back-Surface-Field durch eine dielelektrische Passivierungsschicht und punktweise Kontaktierung ersetzt werden. Mit einer solchen Zellstruktur und unserer patentierten Laser-fired-contact Technologie konnten wir den Weltrekord für multikristalline Siliciumsolarzellen erreichen
Genau diese dielekrische Rückseitenpassivierung wird auch im Patent oben erwähnt ...
SUMMARY OF THE INVENTION
[0003]The invention is therefore based on the object of improving a semiconductor component with an LFC rear side. The invention is also based on the object of providing a method for manufacturing such a semiconductor component.
[0004]According to the invention, said object is achieved by a semiconductor component comprising a semiconductor substrate of a planar design having a first side, a second side lying opposite thereto and a surface normal standing vertically on sides, and at least one dielectric passivation layer arranged on the second side, and at least one electrically conductive layer arranged on the passivation layer, and a well solderable cover layer arranged on the contact layer and an adhesive layer arranged between the cover layer and the contact layer. Furthermore, the contact ribbons of the semiconductor layer are applied on the cover layer by means of solder contacts and the cover layer is protected by an organic surface protection. The core of the invention consists in applying a well solderable metal foil on the LFC rear side of the semiconductor component. Particularly suitable for this is a well conductive metal foil made of copper.
+++++
[0018]After that, the cover layer 9, which is preferably designed as a self-adhesive copper foil, is applied on the rear side 4 of the semiconductor component 1. Where appropriate, the rear side 4 of the semiconductor component 1 is first provided with a conductive adhesive layer 10. The adhesive strength of the cover layer 9 is supported by what is for process reasons a relatively rough surface of the rear side 4 of the semiconductor component 1.
[0019]Then the cover layer 9 is provided with the solder layer 11. It is, of course, also possible to provide the cover layer 9 with the solder layer 11 before applying it on the semiconductor component 1. The solder layer 11 is especially applied in the areas in which the solder contacts 12 for the contact ribbons 13 are envisaged. The contact ribbons 13 can easily be connected with the cover layer 9 via the solder contacts 12.
... die lötbare selbstklebende Kupferfolie an der Rückseite der Solarzelle verwendet einen leitfähigem Kleber. Diese werden im Modul mit Bändern verötet. Also kombiniert man leitfähige Klebetechnik mit den Lötverbindungen, um nicht unnötige Risiken einzugehen. Ob das mit der Eurotron Modullinie möglich ist ??
Solarzellen mit dielektrischer Rückseitenpassivierung
Oberflächentextur der Weltrekordsolarzelle aus multikristallinem Silicium.
Ein Großteil der Wirkungsgradverluste heutiger Solarzellen entsteht an der Rekombination auf der Zellenrückseite. Insbesondere bei sehr dünnen Zellen sollte das momentan verwendete Aluminium-Back-Surface-Field durch eine dielelektrische Passivierungsschicht und punktweise Kontaktierung ersetzt werden. Mit einer solchen Zellstruktur und unserer patentierten Laser-fired-contact Technologie konnten wir den Weltrekord für multikristalline Siliciumsolarzellen erreichen
Genau diese dielekrische Rückseitenpassivierung wird auch im Patent oben erwähnt ...
SUMMARY OF THE INVENTION
[0003]The invention is therefore based on the object of improving a semiconductor component with an LFC rear side. The invention is also based on the object of providing a method for manufacturing such a semiconductor component.
[0004]According to the invention, said object is achieved by a semiconductor component comprising a semiconductor substrate of a planar design having a first side, a second side lying opposite thereto and a surface normal standing vertically on sides, and at least one dielectric passivation layer arranged on the second side, and at least one electrically conductive layer arranged on the passivation layer, and a well solderable cover layer arranged on the contact layer and an adhesive layer arranged between the cover layer and the contact layer. Furthermore, the contact ribbons of the semiconductor layer are applied on the cover layer by means of solder contacts and the cover layer is protected by an organic surface protection. The core of the invention consists in applying a well solderable metal foil on the LFC rear side of the semiconductor component. Particularly suitable for this is a well conductive metal foil made of copper.
+++++
[0018]After that, the cover layer 9, which is preferably designed as a self-adhesive copper foil, is applied on the rear side 4 of the semiconductor component 1. Where appropriate, the rear side 4 of the semiconductor component 1 is first provided with a conductive adhesive layer 10. The adhesive strength of the cover layer 9 is supported by what is for process reasons a relatively rough surface of the rear side 4 of the semiconductor component 1.
[0019]Then the cover layer 9 is provided with the solder layer 11. It is, of course, also possible to provide the cover layer 9 with the solder layer 11 before applying it on the semiconductor component 1. The solder layer 11 is especially applied in the areas in which the solder contacts 12 for the contact ribbons 13 are envisaged. The contact ribbons 13 can easily be connected with the cover layer 9 via the solder contacts 12.
... die lötbare selbstklebende Kupferfolie an der Rückseite der Solarzelle verwendet einen leitfähigem Kleber. Diese werden im Modul mit Bändern verötet. Also kombiniert man leitfähige Klebetechnik mit den Lötverbindungen, um nicht unnötige Risiken einzugehen. Ob das mit der Eurotron Modullinie möglich ist ??
Noch stellen nur wenige Produzenten Zellen mit selektivem Emitter her: Außer Canadian Solar beherrschen dies bislang nur die chinesischen Konkurrenten China Sunergy und Suntech Power.
@peekey
danke das Du uns so ausführlich über führende chinesische Unternehmen und ihre Techniken inkl. der Selektive-Emitter-Zelltechnologie informierst. Der Artikel ist von Sacha Rentzing und beschreibt eine Technik die schon um 1970 in Deutschland erfunden worden ist. Damals wurden die Ermittleröffnungen noch geätzt, und später dotiert, weil die Lasertechnik noch nicht so weit war. Auf dieser Technik baut auch die Perl Zelle von Martin Green auf aus Australien mit ihrer typischen Pyramidenstruktur an der Frontseite. Die setzt mit 24,7% Wirkungsgrad immer noch die Maßlatte im Sektor. Renzing spricht in seinem Artikel von einer p-Type Solarzelle, die früher in 2 Diffusionsschritten hergestellt werden mußten. Selbst wenn die Chinesen diesen Aufbau weiter verbessern, bleibt als Nachteil die lichtinduzierte Degradation von ca. 5% vom Gesamtwirkungsgrad der Solarzelle in den ersten 48 Stunden. Das erfolgt immer, wenn Bor- und Sauerstoffatome vom "Bor dotiertem" p-Typ Silizium sich beim erstem Einsatz verbinden.
Renzing ist entgangen, daß die eigenliche Revolution bei der Selektive-Emitter-Zelltechnologie in den Niederlanden von Bram Hoex in Eindhofen erfolgte. Seit der Zeit wurde Eindhoven und die ECN zum Pilgerort in der Solarindustrie. Erst sein Patent zu einer Passivierung mit Al2O3 macht den Einsatz von n-Type Silizium möglich und das ohne das Problem der lichtinduzierte Degradation. Mit der Technik wurde die Zelleistung gesteigert bis auf Wirkungsgrade von 23,4%. Diese neue Technik wird auch in unseren Solarworld Patenten erwähnt. Für RGS Technik wurde eine Zelltechnik mit der Selektive-Emitter-Zelltechnologie entwickelt, die auf n-Type Silizium aufbaut. Man arbeitete unter anderem an der TU Eindhofen an dem Projekt, wo auch Bram Hoex tätig war. Er bekam schon 2008 den Einstein Award von Solarworld für seine erfolgreiche Arbeit.
http://www.elektronikpraxis.vogel.de/stromversorgung/article…
Die erforderlichen Bohungen auf der Zellrückseite werden nach dem Solarworld Patenten in einem Arbeitsgang von Laser gebohrt und dotiert. Das spart einen zusätlichen Arbeitsgang für das dotieren. Selektive-Emitter-Zelltechnologie (Al-BSF oder LFC) kann anders als MWT oder EWT bei monokristallinen und polykristallinen Zellen eingesetzt werden.
P.S.: Die inovative Canadian Solar hat sich ihre neue MWT Zelltechnik still bei der ECN in den Niederlanden eingekauft und Yingli die Selektive-Emitter-Zelltechnologie für "n-Type Silizium", damit man auf Augenhöhe mitsprechen kann ohne Industriespionage. Ein beliebter Volkssport in China bei der Solarindustrie.
Canadian Solar ...
http://phx.corporate-ir.net/phoenix.zhtml?c=196781&p=irol-ne…
Yingli ...
http://ir.yinglisolar.com/phoenix.zhtml?c=213018&p=irol-news…
Industriespionge / Verfassungsschutz in der Solarindustrie ...
http://www.maerkischeallgemeine.de/cms/beitrag/11778033/4850…
@peekey
danke das Du uns so ausführlich über führende chinesische Unternehmen und ihre Techniken inkl. der Selektive-Emitter-Zelltechnologie informierst. Der Artikel ist von Sacha Rentzing und beschreibt eine Technik die schon um 1970 in Deutschland erfunden worden ist. Damals wurden die Ermittleröffnungen noch geätzt, und später dotiert, weil die Lasertechnik noch nicht so weit war. Auf dieser Technik baut auch die Perl Zelle von Martin Green auf aus Australien mit ihrer typischen Pyramidenstruktur an der Frontseite. Die setzt mit 24,7% Wirkungsgrad immer noch die Maßlatte im Sektor. Renzing spricht in seinem Artikel von einer p-Type Solarzelle, die früher in 2 Diffusionsschritten hergestellt werden mußten. Selbst wenn die Chinesen diesen Aufbau weiter verbessern, bleibt als Nachteil die lichtinduzierte Degradation von ca. 5% vom Gesamtwirkungsgrad der Solarzelle in den ersten 48 Stunden. Das erfolgt immer, wenn Bor- und Sauerstoffatome vom "Bor dotiertem" p-Typ Silizium sich beim erstem Einsatz verbinden.
Renzing ist entgangen, daß die eigenliche Revolution bei der Selektive-Emitter-Zelltechnologie in den Niederlanden von Bram Hoex in Eindhofen erfolgte. Seit der Zeit wurde Eindhoven und die ECN zum Pilgerort in der Solarindustrie. Erst sein Patent zu einer Passivierung mit Al2O3 macht den Einsatz von n-Type Silizium möglich und das ohne das Problem der lichtinduzierte Degradation. Mit der Technik wurde die Zelleistung gesteigert bis auf Wirkungsgrade von 23,4%. Diese neue Technik wird auch in unseren Solarworld Patenten erwähnt. Für RGS Technik wurde eine Zelltechnik mit der Selektive-Emitter-Zelltechnologie entwickelt, die auf n-Type Silizium aufbaut. Man arbeitete unter anderem an der TU Eindhofen an dem Projekt, wo auch Bram Hoex tätig war. Er bekam schon 2008 den Einstein Award von Solarworld für seine erfolgreiche Arbeit.
http://www.elektronikpraxis.vogel.de/stromversorgung/article…
Die erforderlichen Bohungen auf der Zellrückseite werden nach dem Solarworld Patenten in einem Arbeitsgang von Laser gebohrt und dotiert. Das spart einen zusätlichen Arbeitsgang für das dotieren. Selektive-Emitter-Zelltechnologie (Al-BSF oder LFC) kann anders als MWT oder EWT bei monokristallinen und polykristallinen Zellen eingesetzt werden.
P.S.: Die inovative Canadian Solar hat sich ihre neue MWT Zelltechnik still bei der ECN in den Niederlanden eingekauft und Yingli die Selektive-Emitter-Zelltechnologie für "n-Type Silizium", damit man auf Augenhöhe mitsprechen kann ohne Industriespionage. Ein beliebter Volkssport in China bei der Solarindustrie.
Canadian Solar ...
http://phx.corporate-ir.net/phoenix.zhtml?c=196781&p=irol-ne…
Yingli ...
http://ir.yinglisolar.com/phoenix.zhtml?c=213018&p=irol-news…
Industriespionge / Verfassungsschutz in der Solarindustrie ...

http://www.maerkischeallgemeine.de/cms/beitrag/11778033/4850…
Antwort auf Beitrag Nr.: 39.356.480 von bossi1 am 17.04.10 21:04:03@bossi1
bzgl. des von dir genannten Nachteils des lichtinduzierten Degradation bei den Chinesen:
Suntech hat die Dotierung mit Bor durch eine mit Galium-F22 ersetzt. Damit ist nur mehr eine Degradadtion von < 1% vorhanden!
Bei den Pluto-Zellen, aber auch bei den Standard-Zellen wird diese schon eingesetzt:
http://www.suntech-power.com/images/stories/2010_datasheets/…
Man beachte die Grafik rechts unten.
bzgl. des von dir genannten Nachteils des lichtinduzierten Degradation bei den Chinesen:
Suntech hat die Dotierung mit Bor durch eine mit Galium-F22 ersetzt. Damit ist nur mehr eine Degradadtion von < 1% vorhanden!
Bei den Pluto-Zellen, aber auch bei den Standard-Zellen wird diese schon eingesetzt:
http://www.suntech-power.com/images/stories/2010_datasheets/…
Man beachte die Grafik rechts unten.
Antwort auf Beitrag Nr.: 39.356.480 von bossi1 am 17.04.10 21:04:03 aha, also ich sehe mich nicht als kontrahent von bossi an, ok? sehe mich auch gar nicht dazu in der lage, da mein technisches wissen sehr beschränkt ist. ...
@peekey ...
Ich habe damals immmer deine Artikel zu den UMG-Künstlern gelesen und dabei von Dir gelernt, wie wichtig ein geringer Anteil von Phosphor im Silizium ist. Das ist besonders bei kristallinen p-Typ Siliziukm Zellen (Basismaterial) der Fall, die ca. 90% am Markt ausmachen, n-Typ jedoch nur 10%, weil die Zellherstellung damals nicht problemlos war. Der dickere Bereich, das Substratmaterial, wird als Basis bezeichnet und gibt der Zelle den Namen, zum Beispiel p-Typ bei herkömmlichen Solarzellen. Sie haben eine p-leitende Basis und eine dünne n-leitende Schicht, den Ladungsträger sammelnden Emitter.
- Eine p-Type Zelle wird üblicherweise mit Bor (*) dotiert, die Ermittler jedoch mit Phosphor. (*)
- Eine n-Type Zelle wird üblicherweise mit Phosphor (*) dotiert, die Ermittler jedoch mit Bor. (*)
Eine p-Type Solarzelle wird also Probleme bekommen, wenn der Anteil an Phosphor zu hoch ist. Bei der n-Type Solarzelle wird jedoch mit Phosphor (angepaßt) dotiert und ist auch bei UMG-Si nicht sehr anspruchsvoll. Das dotieren ist jedoch eine Wissenschaft für sich.
Die Zellherstelllung bei n-Type Silizium war nicht einfach und erst mit dem Patent Bram Hoex wird der Durchbruch in der Solarindustrie damit kommen. Die lichtinduzierte Degradation entfällt und es werden keine hohen Ansprüche an das Silizium gestellt, sodaß auch preiswertes UMG-Si zum Einsatz kommen kann. Zusätzlich kann der Wirkungsgrad durch reduzierte Verluste bei den Ladungsträgern gesteigert werden. Das scheint auch dem Autor Sascha Rentzing, der öfters zu Solarthemen schreibt in seinem Artikel entgangen zu sein.
(*) es sind auch andere Dotierstoffe möglich.
P.S.: Aus Freiberg wurde von mehreren Erfindern 2010 ein Patent veröffentlicht, in dem eine Dotierung für p-Typ Silizium ohne Bor ausführlich beschrieben wird. Es gibt mehrere mögliche Ersatzstoffe, die eine geringere lichtinduzierte Degradation vorweisen. (Einen Link dazu habe ich auf einem anderem Rechner)
@peekey ...
Ich habe damals immmer deine Artikel zu den UMG-Künstlern gelesen und dabei von Dir gelernt, wie wichtig ein geringer Anteil von Phosphor im Silizium ist. Das ist besonders bei kristallinen p-Typ Siliziukm Zellen (Basismaterial) der Fall, die ca. 90% am Markt ausmachen, n-Typ jedoch nur 10%, weil die Zellherstellung damals nicht problemlos war. Der dickere Bereich, das Substratmaterial, wird als Basis bezeichnet und gibt der Zelle den Namen, zum Beispiel p-Typ bei herkömmlichen Solarzellen. Sie haben eine p-leitende Basis und eine dünne n-leitende Schicht, den Ladungsträger sammelnden Emitter.
- Eine p-Type Zelle wird üblicherweise mit Bor (*) dotiert, die Ermittler jedoch mit Phosphor. (*)
- Eine n-Type Zelle wird üblicherweise mit Phosphor (*) dotiert, die Ermittler jedoch mit Bor. (*)
Eine p-Type Solarzelle wird also Probleme bekommen, wenn der Anteil an Phosphor zu hoch ist. Bei der n-Type Solarzelle wird jedoch mit Phosphor (angepaßt) dotiert und ist auch bei UMG-Si nicht sehr anspruchsvoll. Das dotieren ist jedoch eine Wissenschaft für sich.
Die Zellherstelllung bei n-Type Silizium war nicht einfach und erst mit dem Patent Bram Hoex wird der Durchbruch in der Solarindustrie damit kommen. Die lichtinduzierte Degradation entfällt und es werden keine hohen Ansprüche an das Silizium gestellt, sodaß auch preiswertes UMG-Si zum Einsatz kommen kann. Zusätzlich kann der Wirkungsgrad durch reduzierte Verluste bei den Ladungsträgern gesteigert werden. Das scheint auch dem Autor Sascha Rentzing, der öfters zu Solarthemen schreibt in seinem Artikel entgangen zu sein.
(*) es sind auch andere Dotierstoffe möglich.
P.S.: Aus Freiberg wurde von mehreren Erfindern 2010 ein Patent veröffentlicht, in dem eine Dotierung für p-Typ Silizium ohne Bor ausführlich beschrieben wird. Es gibt mehrere mögliche Ersatzstoffe, die eine geringere lichtinduzierte Degradation vorweisen. (Einen Link dazu habe ich auf einem anderem Rechner)
Antwort auf Beitrag Nr.: 39.357.058 von xyinvestor am 18.04.10 11:36:28Danke für den Beitrag. Die Produktinfo von Suntech kann sich sehen lassen ...
Dotierung ...
Eine Dotierung oder das Dotieren (v. lat. dotare „ausstatten“) bezeichnet in der Halbleitertechnik das Einbringen von Fremdatomen in eine Schicht oder ins Grundmaterial eines integrierten Schaltkreises. Die dabei eingebrachten Mengen sind in der Regel sehr gering (zwischen 0,1 ppb und 100 ppm).
Soll die elektrische Leitfähigkeit von Halbleitern geändert werden, dann wird zwischen p- und n-Dotierung unterschieden. Bei der p-Dotierung werden Fremdatome implantiert, die als Elektronen-Akzeptoren dienen. Bei n-Dotierung werden hingegen Elektronen-Donatoren implantiert. Für die Änderung der elektrischen Leitfähigkeit bei gängigen Halbleiterbauelementen aus Silicium oder Germanium (der vierten Hauptgruppe) kommen
für p-Gebiete ...
--> die Elemente aus der dritten Hauptgruppe wie beispielsweise
Bor, Indium, Aluminium oder Gallium und
für n-Gebiete ...
--> die Elemente aus der fünften Hauptgruppe wie beispielsweise
Phosphor, Arsen oder Antimon[/u] zum Einsatz.
 .
. 
--------------> n-Dotierung ---------------------------> p-Dotierung
Dotierung ...
Eine Dotierung oder das Dotieren (v. lat. dotare „ausstatten“) bezeichnet in der Halbleitertechnik das Einbringen von Fremdatomen in eine Schicht oder ins Grundmaterial eines integrierten Schaltkreises. Die dabei eingebrachten Mengen sind in der Regel sehr gering (zwischen 0,1 ppb und 100 ppm).
Soll die elektrische Leitfähigkeit von Halbleitern geändert werden, dann wird zwischen p- und n-Dotierung unterschieden. Bei der p-Dotierung werden Fremdatome implantiert, die als Elektronen-Akzeptoren dienen. Bei n-Dotierung werden hingegen Elektronen-Donatoren implantiert. Für die Änderung der elektrischen Leitfähigkeit bei gängigen Halbleiterbauelementen aus Silicium oder Germanium (der vierten Hauptgruppe) kommen
für p-Gebiete ...
--> die Elemente aus der dritten Hauptgruppe wie beispielsweise
Bor, Indium, Aluminium oder Gallium und
für n-Gebiete ...
--> die Elemente aus der fünften Hauptgruppe wie beispielsweise
Phosphor, Arsen oder Antimon[/u] zum Einsatz.
. --------------> n-Dotierung ---------------------------> p-Dotierung
Ein schöner Artikel zu Frank Asbeck
(..) Sein Ururgroßvater gründete 1853 die Vorläuferfirma der Stahlwerke in Südwestfalen, sein Vater hatte eine Gelenkschmiede mit 600 Mitarbeitern. Und "es war zu Hause die größte Sünde, nicht ans Telefon zu gehen - da könnte ja ein Kunde dran sein", erzählt Asbeck, bei dem in der Schule Legasthenie erkannt worden war. Sein Vater, mit dem er auch mal "fünf Jahre nicht gesprochen hat", trichterte ihm ein: "Wenn man dich über Brasilien abwirft und dann wiederfindet, musst du eine Spedition gegründet haben." Bevor sein Vater starb, hat er sich mit ihm versöhnt. Und sagt heute: "Das meiste, was ich gelernt habe, habe ich von ihm." (..)
http://www.abendblatt.de/wirtschaft/article1465729/Der-Sonne…
(..) Sein Ururgroßvater gründete 1853 die Vorläuferfirma der Stahlwerke in Südwestfalen, sein Vater hatte eine Gelenkschmiede mit 600 Mitarbeitern. Und "es war zu Hause die größte Sünde, nicht ans Telefon zu gehen - da könnte ja ein Kunde dran sein", erzählt Asbeck, bei dem in der Schule Legasthenie erkannt worden war. Sein Vater, mit dem er auch mal "fünf Jahre nicht gesprochen hat", trichterte ihm ein: "Wenn man dich über Brasilien abwirft und dann wiederfindet, musst du eine Spedition gegründet haben." Bevor sein Vater starb, hat er sich mit ihm versöhnt. Und sagt heute: "Das meiste, was ich gelernt habe, habe ich von ihm." (..)

http://www.abendblatt.de/wirtschaft/article1465729/Der-Sonne…
Ich habe mal vor ein paar Jahren in einem Forschungszentrum in Berlin am Wannsee eine Besichtigung mitgemacht. Dort wird auch an Solarzellen der "2. Generation" geforscht, wie si es damals nannten. Träger war glaube ich die Helmholtz Gesellschaft.
In der Zwischenzeit hat sich auch bei Helmholz viel getan ...
Sonntag 28. März , 11 Uhr
Die Energie der Zukunft: die neuen Dünnschicht-Solarzellen
Vorlesung: Prof. Dr. Bernd Rech, Leiter des Institut Silizium-Photovoltaik, Helmholtz-Zentrum Berlin für Materialien und Energie. Der andere Blick: Vorlesung von Prof. Dr. Norbert Koch, Supramolekulare Systeme, Institut für Physik, Humboldt-Universität zu Berlin
Die These:
Die Solarenergie besitzt das größte Potenzial aller erneuerbarer Energieträger. Jedes Jahr strahlt die Sonne 10.000 Mal mehr Energie auf die Erdoberfläche als die Welt derzeit an Primärenergie verbraucht. Ziel unserer Forschung ist es, dieses Sonnenlicht effektiv und kostengünstig in elektrischen Strom umzuwandeln. Dazu werden heute meist Halbleiterbauelemente aus Silizium eingesetzt. Dank kreativer Ideen sowie mittels moderner Dünnschicht- und Nanotechnik wird Silizium auch in Zukunft das führende Material der Photovoltaik sein. Die Vorlesung beschreibt den Stand der Photovoltaik heute und gibt einen Ausblick auf die Solarzellen von morgen. Im Mittelpunkt steht das zweithäufigste Element der Erdkruste: Silizium.
http://www.helmholtz.de/aktuelles/veranstaltungen/wissenscha…
... erst mit der Nanotechnik kann man Effizienzen über dem Limit der bisherigen Technik bei 31% erreichen. Das kann dann bis bis über 70% gehen. Für den "Steckdosenpreis" reichen schon etwas über 20% bei der Effizienz.
In der Zwischenzeit hat sich auch bei Helmholz viel getan ...
Sonntag 28. März , 11 Uhr
Die Energie der Zukunft: die neuen Dünnschicht-Solarzellen
Vorlesung: Prof. Dr. Bernd Rech, Leiter des Institut Silizium-Photovoltaik, Helmholtz-Zentrum Berlin für Materialien und Energie. Der andere Blick: Vorlesung von Prof. Dr. Norbert Koch, Supramolekulare Systeme, Institut für Physik, Humboldt-Universität zu Berlin
Die These:
Die Solarenergie besitzt das größte Potenzial aller erneuerbarer Energieträger. Jedes Jahr strahlt die Sonne 10.000 Mal mehr Energie auf die Erdoberfläche als die Welt derzeit an Primärenergie verbraucht. Ziel unserer Forschung ist es, dieses Sonnenlicht effektiv und kostengünstig in elektrischen Strom umzuwandeln. Dazu werden heute meist Halbleiterbauelemente aus Silizium eingesetzt. Dank kreativer Ideen sowie mittels moderner Dünnschicht- und Nanotechnik wird Silizium auch in Zukunft das führende Material der Photovoltaik sein. Die Vorlesung beschreibt den Stand der Photovoltaik heute und gibt einen Ausblick auf die Solarzellen von morgen. Im Mittelpunkt steht das zweithäufigste Element der Erdkruste: Silizium.
http://www.helmholtz.de/aktuelles/veranstaltungen/wissenscha…
... erst mit der Nanotechnik kann man Effizienzen über dem Limit der bisherigen Technik bei 31% erreichen. Das kann dann bis bis über 70% gehen. Für den "Steckdosenpreis" reichen schon etwas über 20% bei der Effizienz.
Antwort auf Beitrag Nr.: 39.182.780 von bossi1 am 20.03.10 10:16:28-- RICHTIGSTELLUNG --
+++ Die unten im Text "rot markierten Aussagen aus Posting #543" geben nur meine Meining wieder
und sind keine Aussagen vom Frauenhofer Institut !! +++
Hallo bossi1,
uns liegt eine Firmenanfrage des Frauenhofer Institutes vor.
Diese beanstanden Ihren Beitrag:
+++++++++++++++++++++++++++++++++++++++++++++++++
"Si-Höchsteffizienz-Solarzellen
n-Typ Solarzellen mit Aluminium-Emitter
Mehr als 90 % der industriell hergestellten Silicium-Solarzellen bestehen heutzutage aus kristallinem p-Typ Silicium. Dies liegt hauptsächlich darin begründet, dass der Herstellungsprozess, insbesondere die Phosphor-Diffusion für die Bildung des Emitters, seit vielen Jahren in Produktionslinien etabliert ist. Nichtsdestotrotz besitzt n-Typ Silicium hervorragende elektrische Eigenschaften und ist durch diese Überlegenheit gegenüber p-Typ Material in den letzten Jahren verstärkt ins Interesse der Solarzellentwicklung gerückt.
Als Alternative zu einem Bor-dotierten p+ Emitter, der in einem Hochtemperaturschritt diffundiert wird, haben wir einen Aluminium-dotierten Emitter entwickelt, der durch einfaches Siebdrucken einer Aluminium-haltigen Paste auf die Rückseite der Zelle und einem nachfolgenden kurzen Einlegierungsschritt ausgebildet wird. Ein großer Vorteil dieses Verfahrens und der damit herstellbaren rückseitig sammelnden n+np+ Zellstruktur liegt darin, dass der Prozessschritt für das Emitterlegieren bereits in Produktionslinien konventioneller p-Typ Zellen für das Al-Rückseitenfeld (BSF) eingesetzt wird.
... das erklärt auch, daß Suntech die Produktionslinien für PLUTO nur umrüsten mußte.
Da bei rückseitig sammelnden Zellen eine effektive Passivierung der Vorderseite eine wichtige Voraussetzung für hohe Effizienzen ist, verwenden wir hier ein Zwei-Lagen-Metallisierungskonzept zur Erzeugung des Kontaktgitters aus Fingern und Busbars, das auch die Kontaktierung schwach dotierter Oberflächen erlaubt. Nach Aerosol-Druck der Saatschicht mit einer am Fraunhofer ISE entwickelten speziellen Metalltinte erfolgt das Verdicken der Kontakte in lichtinduzierter Silber-Galvanik.
Für diese n-Typ Solarzellen mit beidseitig gedruckten Kontakten haben wir auf großen Flächen bereits den weltweit besten Wirkungsgrad von 18,2 % erreicht (monokristallines Si), 150 cm2, Voc = 632 mV, Jsc = 36,0 mA/cm2). Darüberhinaus konnten wir für kleine Zellen (4 cm2) mit einem photolithographisch definierten Kontaktgitter und einer zusätzlichen Passivierungsschicht aus Al2O3 auf der Emitteroberfläche einen Wirkungsgrad von über 20 % erzielen und so das große Potenzial dieser Al-p+ Emitter demonstrieren.
http://www.ise.fraunhofer.de/geschaeftsfelder-und-marktberei…
... auf den Pyramiden an der Frontseite (rot) liegt die zusätzliche Al2O3 Schicht, die Bram Hoex von der TU Eindhofen (sie arbeiten auch an RGS) entwickelt hat. Dafür gabs 2008 von Solarworld den Einstein Award. schau mal
bild"
+++++++++++++++++++++++++++++++++++++++++++++++++
Leider geht aus dem betreffenden Beitrag nicht eindeutig hervor, welche Aussagen Ihre eigene Meinung widerspiegeln. So befürchetet das Frauenhofer Institut, dass die Aussagen "... das erklärt auch, daß Suntech die Produktionslinien für PLUTO nur umrüsten mußte." und "... auf den Pyramiden an der Frontseite (rot) liegt die zusätzliche Al2O3 Schicht, die Bram Hoex von der TU Eindhofen (sie arbeiten auch an RGS) entwickelt hat. Dafür gabs 2008 von Solarworld den Einstein Award." fälschlicherweise von anderen Usern als Teil des Zitates interpretiert werden könnten.
Wir möchten Ihren Beitrag nicht entfernen, da er eigentlich keinen Verstoß gegen unsere Boardregeln darstellt und bitten Sie daher ein weiteres Posting in den Thread zu setzen, in welchem Sie noch einmal klarstellen, dass die beiden genannten Sätze Ihre eigene Meinung darstellen und nicht Teil des Zitates sind.
Wir würden uns sehr freuen, wenn dies möglich wäre.
Mit freundlichen Grüßen,
xxxx
+++++
Ich finde es schon interessant wenn jemand aus den Franhofer Institut meine bescheidenen Beträge mitliest. Ich hoffe sie konnten sich hier einen kleinen Überblick über die F&E bei Solarworld und die Patente des Unternehmens verschaffen. Auch die Links zu den vielen Dissertationen hier sind immer interessant.
S2, bossi
+++ Die unten im Text "rot markierten Aussagen aus Posting #543" geben nur meine Meining wieder
und sind keine Aussagen vom Frauenhofer Institut !! +++
Hallo bossi1,
uns liegt eine Firmenanfrage des Frauenhofer Institutes vor.
Diese beanstanden Ihren Beitrag:
+++++++++++++++++++++++++++++++++++++++++++++++++
"Si-Höchsteffizienz-Solarzellen
n-Typ Solarzellen mit Aluminium-Emitter
Mehr als 90 % der industriell hergestellten Silicium-Solarzellen bestehen heutzutage aus kristallinem p-Typ Silicium. Dies liegt hauptsächlich darin begründet, dass der Herstellungsprozess, insbesondere die Phosphor-Diffusion für die Bildung des Emitters, seit vielen Jahren in Produktionslinien etabliert ist. Nichtsdestotrotz besitzt n-Typ Silicium hervorragende elektrische Eigenschaften und ist durch diese Überlegenheit gegenüber p-Typ Material in den letzten Jahren verstärkt ins Interesse der Solarzellentwicklung gerückt.
Als Alternative zu einem Bor-dotierten p+ Emitter, der in einem Hochtemperaturschritt diffundiert wird, haben wir einen Aluminium-dotierten Emitter entwickelt, der durch einfaches Siebdrucken einer Aluminium-haltigen Paste auf die Rückseite der Zelle und einem nachfolgenden kurzen Einlegierungsschritt ausgebildet wird. Ein großer Vorteil dieses Verfahrens und der damit herstellbaren rückseitig sammelnden n+np+ Zellstruktur liegt darin, dass der Prozessschritt für das Emitterlegieren bereits in Produktionslinien konventioneller p-Typ Zellen für das Al-Rückseitenfeld (BSF) eingesetzt wird.
... das erklärt auch, daß Suntech die Produktionslinien für PLUTO nur umrüsten mußte.
Da bei rückseitig sammelnden Zellen eine effektive Passivierung der Vorderseite eine wichtige Voraussetzung für hohe Effizienzen ist, verwenden wir hier ein Zwei-Lagen-Metallisierungskonzept zur Erzeugung des Kontaktgitters aus Fingern und Busbars, das auch die Kontaktierung schwach dotierter Oberflächen erlaubt. Nach Aerosol-Druck der Saatschicht mit einer am Fraunhofer ISE entwickelten speziellen Metalltinte erfolgt das Verdicken der Kontakte in lichtinduzierter Silber-Galvanik.
Für diese n-Typ Solarzellen mit beidseitig gedruckten Kontakten haben wir auf großen Flächen bereits den weltweit besten Wirkungsgrad von 18,2 % erreicht (monokristallines Si), 150 cm2, Voc = 632 mV, Jsc = 36,0 mA/cm2). Darüberhinaus konnten wir für kleine Zellen (4 cm2) mit einem photolithographisch definierten Kontaktgitter und einer zusätzlichen Passivierungsschicht aus Al2O3 auf der Emitteroberfläche einen Wirkungsgrad von über 20 % erzielen und so das große Potenzial dieser Al-p+ Emitter demonstrieren.
http://www.ise.fraunhofer.de/geschaeftsfelder-und-marktberei…
... auf den Pyramiden an der Frontseite (rot) liegt die zusätzliche Al2O3 Schicht, die Bram Hoex von der TU Eindhofen (sie arbeiten auch an RGS) entwickelt hat. Dafür gabs 2008 von Solarworld den Einstein Award. schau mal
bild"
+++++++++++++++++++++++++++++++++++++++++++++++++
Leider geht aus dem betreffenden Beitrag nicht eindeutig hervor, welche Aussagen Ihre eigene Meinung widerspiegeln. So befürchetet das Frauenhofer Institut, dass die Aussagen "... das erklärt auch, daß Suntech die Produktionslinien für PLUTO nur umrüsten mußte." und "... auf den Pyramiden an der Frontseite (rot) liegt die zusätzliche Al2O3 Schicht, die Bram Hoex von der TU Eindhofen (sie arbeiten auch an RGS) entwickelt hat. Dafür gabs 2008 von Solarworld den Einstein Award." fälschlicherweise von anderen Usern als Teil des Zitates interpretiert werden könnten.
Wir möchten Ihren Beitrag nicht entfernen, da er eigentlich keinen Verstoß gegen unsere Boardregeln darstellt und bitten Sie daher ein weiteres Posting in den Thread zu setzen, in welchem Sie noch einmal klarstellen, dass die beiden genannten Sätze Ihre eigene Meinung darstellen und nicht Teil des Zitates sind.
Wir würden uns sehr freuen, wenn dies möglich wäre.
Mit freundlichen Grüßen,
xxxx
+++++
Ich finde es schon interessant wenn jemand aus den Franhofer Institut meine bescheidenen Beträge mitliest. Ich hoffe sie konnten sich hier einen kleinen Überblick über die F&E bei Solarworld und die Patente des Unternehmens verschaffen. Auch die Links zu den vielen Dissertationen hier sind immer interessant.
S2, bossi
Antwort auf Beitrag Nr.: 39.416.816 von bossi1 am 28.04.10 13:03:03*schmunzel*,
die Welt ist klein Aber passt schon. Ist ja nichts passiert.
Wer wird denn alles auf der HV sein?
Wombel_III
die Welt ist klein
Aber passt schon. Ist ja nichts passiert. Wer wird denn alles auf der HV sein?
Wombel_III
Antwort auf Beitrag Nr.: 39.416.816 von bossi1 am 28.04.10 13:03:03
Solange von SWV selbst nichts kommt...
Hatte ja auch schon mal "Kontakt" wegen Postings hier auf W .
.
Solange von SWV selbst nichts kommt...
Hatte ja auch schon mal "Kontakt" wegen Postings hier auf W
 .
.
Ich verstehe ja sowieso nichts... daher lese ich mal mit!!!
Antwort auf Beitrag Nr.: 39.417.184 von Wombel_III am 28.04.10 13:45:49Wscheint ja eher "very amused", für diese Aufmerksamkeit eines kleinen und feinen Threads bei ihnen zu sein, dank bossi...
P.S.: HV steht bei mir leider zeitlich auf der Kippe!
scheint ja eher "very amused", für diese Aufmerksamkeit eines kleinen und feinen Threads bei ihnen zu sein, dank bossi...
P.S.: HV steht bei mir leider zeitlich auf der Kippe!
Antwort auf Beitrag Nr.: 39.417.184 von Wombel_III am 28.04.10 13:45:49@Womberl_III
Wenn nichts unvorhergesehenes dazwischen kommt werde ich mit meiner Frau zur HV kommen.
@lieberlong
Ich hatte bei der n-Typ Zelle von Franhofer auch das Patent von Bram Hoex erwähnt und wo diese Al2O3 Schicht in einer Grafik angebracht wird. Fraunhofer erwähnt diese Schicht auch und man "konnte" den Eindruck bekommen, daß es mit dem Patent von Bram Hoex eine preiswertere Alternative gib von der Konkurrenz. Das Patent von Hoex wurde bei OTB Solar in den NL erwähnt und die wurden vor einigen Wochen von Roth & Rau übernommen. Müßte auch hier im Thread stehen. Wie immer nur meine Meinung.
@Don Camillo
Seit wann interessierst Du dich denn für langweilige Dissertationen, Patente und Technik von Solarworld & Co. ?
Wenn nichts unvorhergesehenes dazwischen kommt werde ich mit meiner Frau zur HV kommen.
@lieberlong
Ich hatte bei der n-Typ Zelle von Franhofer auch das Patent von Bram Hoex erwähnt und wo diese Al2O3 Schicht in einer Grafik angebracht wird. Fraunhofer erwähnt diese Schicht auch und man "konnte" den Eindruck bekommen, daß es mit dem Patent von Bram Hoex eine preiswertere Alternative gib von der Konkurrenz. Das Patent von Hoex wurde bei OTB Solar in den NL erwähnt und die wurden vor einigen Wochen von Roth & Rau übernommen. Müßte auch hier im Thread stehen. Wie immer nur meine Meinung.
@Don Camillo
Seit wann interessierst Du dich denn für langweilige Dissertationen, Patente und Technik von Solarworld & Co. ?
Antwort auf Beitrag Nr.: 39.422.894 von bossi1 am 29.04.10 09:02:06Bin auf Jobsuche... hab grad fertig studiert.. "Physikalische Technik, Dipl. Ing."
Ich bin ganz happy... natürlich...
Ich bin ganz happy... natürlich...

Antwort auf Beitrag Nr.: 39.426.309 von Don_Camillo am 29.04.10 16:03:31Ich bin ganz happy... natürlich ...
Kann ich verstehen, Glückwunsch nachträglich. Über was hast Du deine Diplomarbeit geschrieben? Je nachdem was Du für einen Schwerpunkt hattest (Mikrosystemtechnik, Umwelttechnik oder Physikalisch-Chemische Technik), könnte unter anderem die Solarindustrie dein zukünftiger Arbeitgeber sein. Also war der Thread nicht langweilig und ggf. sogar hilfreich für dich. Interessante Infos von Dir zum Thema sind natürlich gerne willkommen.
Bei mir ist das nur Hobby, weil ich unter anderm ein Technik Freak bin. Mein span. Schwager hat da mehr vorzuweisen und 2 x promoviert mit Mathe und Physik, begleitet von einem Ingenieurstudium. Dabei hat er mehre Bücher zum Thema geschrieben.
Kann ich verstehen, Glückwunsch nachträglich. Über was hast Du deine Diplomarbeit geschrieben? Je nachdem was Du für einen Schwerpunkt hattest (Mikrosystemtechnik, Umwelttechnik oder Physikalisch-Chemische Technik), könnte unter anderem die Solarindustrie dein zukünftiger Arbeitgeber sein. Also war der Thread nicht langweilig und ggf. sogar hilfreich für dich. Interessante Infos von Dir zum Thema sind natürlich gerne willkommen.
Bei mir ist das nur Hobby, weil ich unter anderm ein Technik Freak bin. Mein span. Schwager hat da mehr vorzuweisen und 2 x promoviert mit Mathe und Physik, begleitet von einem Ingenieurstudium. Dabei hat er mehre Bücher zum Thema geschrieben.
Antwort auf Beitrag Nr.: 39.429.102 von bossi1 am 29.04.10 22:04:41Bin da grade am suchen nach ner Stelle... hab noch etwas Zeit gebraucht, mich zu orientieren... => http://www.kimeta.de/kiSearch_Guest.aspx?q=Jobs+Physikalisch…
Gibt noch Jobmessen... schaue da auch mal nach...
Thema der Arbeit war Automatisierung eines Prüfstands... hmmm Messdatenerfassung und Gerätesteuerung... (mit dem Programmieren unter LABVIEW hat das nicht ganz geklappt, aber hab`s Diplom)...
Qualitätsmanagement ISO 9001 oder Betreuung und Entwurf von Energieparks könnte ich mir als Tätigkeit vorstellen... hab berufliche Erfahrungen in den Bereichen: Prüfstandsbau ISO 9001, Geologie (Untergrunderkundung), Autoindustrie (Bremsenentwicklung - Dauerlauffahrer), Faseroptik bei Schott... Elektriker bin ich auch noch... Naja... wird schon werden...
Mikrosystemtechnik... kenn ich mich auch aus... => Masken entwerfen... belichten... ätzen... Schicht aufbringen, abtragen oder Fremdatome einbringen (dotieren)...
Danke dir für die Konversation und natürlich für die Infos in den Threads...
LG D_C
Gibt noch Jobmessen... schaue da auch mal nach...
Thema der Arbeit war Automatisierung eines Prüfstands... hmmm Messdatenerfassung und Gerätesteuerung... (mit dem Programmieren unter LABVIEW hat das nicht ganz geklappt, aber hab`s Diplom)...
Qualitätsmanagement ISO 9001 oder Betreuung und Entwurf von Energieparks könnte ich mir als Tätigkeit vorstellen... hab berufliche Erfahrungen in den Bereichen: Prüfstandsbau ISO 9001, Geologie (Untergrunderkundung), Autoindustrie (Bremsenentwicklung - Dauerlauffahrer), Faseroptik bei Schott... Elektriker bin ich auch noch... Naja... wird schon werden...
Mikrosystemtechnik... kenn ich mich auch aus... => Masken entwerfen... belichten... ätzen... Schicht aufbringen, abtragen oder Fremdatome einbringen (dotieren)...
Danke dir für die Konversation und natürlich für die Infos in den Threads...
LG D_C
Wissenschaft / 29.04.2010 / 12:13
Metamaterial soll bessere Solarzellen ermöglichen
Licht soll neu entwickeltes Material so passieren wie Luft
Ein in den USA entwickeltes Metamaterial soll die Effizienz von Solarzellen erhöhen: Es ermöglicht, das Licht sehr genau zu brechen. Würden Solarzellen damit beschichtet, würde es verhindern, dass auftreffendes Licht reflektiert wird. So könnte sich der Wirkungsgrad der Zelle verbessern. Ein Team von Wissenschaftlern am California Institute of Technology (Caltech) in Pasadena hat ein Metamaterial entwickelt, dessen Struktur Licht mit einem negativen Brechungsindex (Negative-Index Metamaterial, NIM) bricht. Das soll bessere Solarzellen ermöglichen.
Wellenleiter in Metallschicht
Das Metamaterial besteht aus einer mehrere hundert Nanometer dicken Metallschicht, die mit gekoppelten plasmonischen Wellenleitern durchsetzt ist, schreiben die Wissenschaftler um Harry Atwater in der britischen Fachzeitschrift Nature Materials. Das sind runde Hohlräume, in deren Innerem ein dünner Draht aus dem gleichen Metall, in diesem Fall Silber, verläuft. Der Raum um den Draht ist mit einem zweiten Material aufgefüllt.
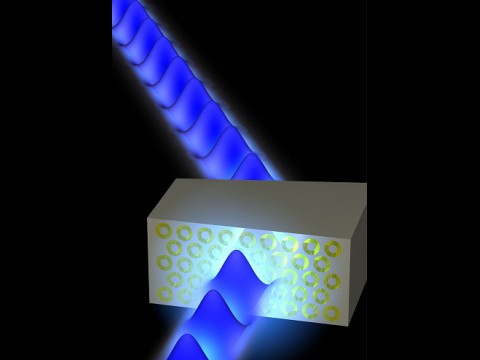
Querschnitt durch das Metamaterial
(Grafik: Caltech/Stanley Burgos)
Je nach Größe dieser Strukturen lässt sich die Brechung des Lichts beeinflussen - und zwar sowohl das Spektrum, das gebrochen wird, als auch der Winkel. Vorteil dieses Materials sei, erklären die Wissenschaftler, dass das Metamaterial das Licht unabhängig vom Einfallwinkel und von der Polarisation bricht. Das von den kalifornischen Forschern konstruierte Metamaterial bricht das blaue Spektrum des Lichts und ist ihren Angaben zufolge damit das erste NIM, das im sichtbaren Spektrum wirkt.
Wie durch Luft
Ziel sei, ein Material herzustellen, das den gleichen Brechungsindex wie Luft hat, durch das das Licht also hindurchgeht wie durch Luft, sagte Atwater dem US-Wissenschaftsmagazin Technology Review. Normalerweise wird Licht gebrochen, wenn es von einem Medium in ein anderes wechselt, weshalb ein gerader Gegenstand, der ins Wasser gehalten wird, gebogen erscheint. Dann sollen Solarzellen mit diesem Metamaterial beschichtet werden. Eine Solarzelle mit dem gleichen Brechungsindex wie Luft würde demnach kein Licht reflektieren, sondern alles nutzen können.
Das Problem ist jedoch noch die Lichtdurchlässigkeit: Nur 40 Prozent des einfallenden Lichts geht durch die Strukturen. Ziel sei, so Atwater, das Material so weiterzuentwickeln, dass sich dieser Anteil auf 90 Prozent erhöhe und das Metamaterial als Beschichtung von Solarzellen sinnvoll eingesetzt werden könne.
Metamaterialien sind Stoffe, die auf Grund ihrer Struktur elektromagnetische Wellen auf eine Art und Weise beeinflussen, die in der Natur nicht vorkommt. Unter anderem sollen sie die Entwicklung von Tarnkappen, die unsichtbar machen, ermöglichen. (wp)
http://www.golem.de/1004/74805.html
... hört sich ja fast wie ein Abfallprodukt an von der Entwicklung eines US-Tarnkappenbombers.
+++++
Ein Metamaterial ...
ist eine künstlich hergestellte Struktur, deren Durchlässigkeit für elektrische und magnetische Felder (Permittivität εr und Permeabilität μr) Werte aufweisen, die in der Natur üblicherweise nicht vorkommen. Von besonderem Interesse sind Metamaterialien mit reellen Brechzahlen im Bereich . Diese Materialien absorbieren das Licht nicht und versprechen neuartige Anwendungen im Bereich der Optik und Elektrotechnik.
Metamaterialien sind dadurch gekennzeichnet, dass sie in ihrem Inneren speziell angefertigte mikroskopische Strukturen aus elektrischen oder magnetisch wirksamen Materialien aufweisen, die für die besonderen Eigenschaften des Materials verantwortlich sind. Ein Beispiel für ein Metameterial für Mikrowellenstrahlung zeigt die nebenstehende Abbildung. Die besonderen Eigenschaften des Metamaterials kommen durch die dargestellten Leiterelemente mit aufgetrennten Ringstrukturen zustande. Die Mikrowellenstrahlung versorgt dabei die Leiterelemente mit Energie und regt sie zu resonanten Schwingungen an.
Metamaterial soll bessere Solarzellen ermöglichen
Licht soll neu entwickeltes Material so passieren wie Luft
Ein in den USA entwickeltes Metamaterial soll die Effizienz von Solarzellen erhöhen: Es ermöglicht, das Licht sehr genau zu brechen. Würden Solarzellen damit beschichtet, würde es verhindern, dass auftreffendes Licht reflektiert wird. So könnte sich der Wirkungsgrad der Zelle verbessern. Ein Team von Wissenschaftlern am California Institute of Technology (Caltech) in Pasadena hat ein Metamaterial entwickelt, dessen Struktur Licht mit einem negativen Brechungsindex (Negative-Index Metamaterial, NIM) bricht. Das soll bessere Solarzellen ermöglichen.
Wellenleiter in Metallschicht
Das Metamaterial besteht aus einer mehrere hundert Nanometer dicken Metallschicht, die mit gekoppelten plasmonischen Wellenleitern durchsetzt ist, schreiben die Wissenschaftler um Harry Atwater in der britischen Fachzeitschrift Nature Materials. Das sind runde Hohlräume, in deren Innerem ein dünner Draht aus dem gleichen Metall, in diesem Fall Silber, verläuft. Der Raum um den Draht ist mit einem zweiten Material aufgefüllt.
Querschnitt durch das Metamaterial
(Grafik: Caltech/Stanley Burgos)
Je nach Größe dieser Strukturen lässt sich die Brechung des Lichts beeinflussen - und zwar sowohl das Spektrum, das gebrochen wird, als auch der Winkel. Vorteil dieses Materials sei, erklären die Wissenschaftler, dass das Metamaterial das Licht unabhängig vom Einfallwinkel und von der Polarisation bricht. Das von den kalifornischen Forschern konstruierte Metamaterial bricht das blaue Spektrum des Lichts und ist ihren Angaben zufolge damit das erste NIM, das im sichtbaren Spektrum wirkt.
Wie durch Luft
Ziel sei, ein Material herzustellen, das den gleichen Brechungsindex wie Luft hat, durch das das Licht also hindurchgeht wie durch Luft, sagte Atwater dem US-Wissenschaftsmagazin Technology Review. Normalerweise wird Licht gebrochen, wenn es von einem Medium in ein anderes wechselt, weshalb ein gerader Gegenstand, der ins Wasser gehalten wird, gebogen erscheint. Dann sollen Solarzellen mit diesem Metamaterial beschichtet werden. Eine Solarzelle mit dem gleichen Brechungsindex wie Luft würde demnach kein Licht reflektieren, sondern alles nutzen können.
Das Problem ist jedoch noch die Lichtdurchlässigkeit: Nur 40 Prozent des einfallenden Lichts geht durch die Strukturen. Ziel sei, so Atwater, das Material so weiterzuentwickeln, dass sich dieser Anteil auf 90 Prozent erhöhe und das Metamaterial als Beschichtung von Solarzellen sinnvoll eingesetzt werden könne.
Metamaterialien sind Stoffe, die auf Grund ihrer Struktur elektromagnetische Wellen auf eine Art und Weise beeinflussen, die in der Natur nicht vorkommt. Unter anderem sollen sie die Entwicklung von Tarnkappen, die unsichtbar machen, ermöglichen. (wp)
http://www.golem.de/1004/74805.html
... hört sich ja fast wie ein Abfallprodukt an von der Entwicklung eines US-Tarnkappenbombers.
+++++
Ein Metamaterial ...
ist eine künstlich hergestellte Struktur, deren Durchlässigkeit für elektrische und magnetische Felder (Permittivität εr und Permeabilität μr) Werte aufweisen, die in der Natur üblicherweise nicht vorkommen. Von besonderem Interesse sind Metamaterialien mit reellen Brechzahlen im Bereich . Diese Materialien absorbieren das Licht nicht und versprechen neuartige Anwendungen im Bereich der Optik und Elektrotechnik.
Metamaterialien sind dadurch gekennzeichnet, dass sie in ihrem Inneren speziell angefertigte mikroskopische Strukturen aus elektrischen oder magnetisch wirksamen Materialien aufweisen, die für die besonderen Eigenschaften des Materials verantwortlich sind. Ein Beispiel für ein Metameterial für Mikrowellenstrahlung zeigt die nebenstehende Abbildung. Die besonderen Eigenschaften des Metamaterials kommen durch die dargestellten Leiterelemente mit aufgetrennten Ringstrukturen zustande. Die Mikrowellenstrahlung versorgt dabei die Leiterelemente mit Energie und regt sie zu resonanten Schwingungen an.
(WO/2010/000347) COMPACTING SILICON
Publication Date:
07.01.2010
Applicants:
SUNICON AG [DE/DE]; Berthelsdorfer Strasse 111A 09599 Freiberg (DE) (All Except US).
Inventors:
ASBECK, Frank; (DE).
MÜLLER, Armin; (DE).
THOMAS, Stefan; (DE).
Agent:
RAU, Albrecht; Königstrasse 2 90402 Nürnberg (DE) .
Title:
KOMPAKTIERUNG VON SILIZIUM
Abstract:
Zur Kompaktierung eines Formlings aus Siliziumpulver wird dieser in einer Form-Kammer (28) uniaxial gepresst.

http://www.wipo.int/pctdb/en/wo.jsp?WO=2010000347&IA=EP20090…
Kompaktierung von Silizium
Die Erfindung betrifft eine Vorrichtung und ein Verfahren zur Herstellung von Formungen aus einem Pulver, insbesondere aus Silizium.
Um beispielsweise das aus Monosilan in einem Abscheideprozess hergestellte Siliziumpulver weiterverarbeiten zu können, ist eine Erhöhung der Materialdichte und eine Formbildung von Vorteil. Hierzu wird üblicherweise ein Walzenkompaktierungs- Verfahren verwendet. Ein Problem hier- bei ist die Kontaminierung des Siliziumpulvers bei der Aufbereitung, insbesondere bei der Verdichtung. Um eine solche zu vermeiden, sind spezielle, nur aufwendig herstellbare Walzen notwendig. Aufgrund der mikrokristallinen Struktur und der Oberflächenbeschaffenheit der Kristallite kann das feinteilige Silizium, wie es zum Beispiel bei der pyrolytischen Zerset- zung von Monosilan anfällt, nicht durch simple mechanische Verdichtung zu einem verarbeitungsfähigen Material umgesetzt werden.
Der Erfindung liegt daher die Aufgabe zugrunde, eine Vorrichtung und ein Verfahren zur Formgebung eines Formlings aus einem Pulver weiterzu- entwickeln.
Diese Aufgabe wird erfindungsgemäß durch die Merkmale der Ansprüche 1 und 12 gelöst. Der Kern der Erfindung besteht darin, Pulver in einer Form-Kammer mittels einer uniaxialen Presse zu verdichten. Überraschen- derweise wurde gefunden, dass vorkompaktiertes Pulver, beispielsweise hochreines Siliziumpulver, mittels uniaxialen Pressens zu geeigneten Formungen gepresst werden konnte. (..)
Auch der Sauerstoffanteil wird reduziert ...
Der derart hergestellte Formung hat eine Dichte im Bereich von 100 g/dm3 bis 2000 g/dm3, insbesondere von mehr als 1000 g/dm3. Er hat eine Reinheit von mindestens 99,9%, insbesondere von mindestens 99,999%, insbe- sondere von mindestens 99,999999%. Der absorbierte Sauerstoffanteil beträgt maximal 2.000 ppm, insbesondere maximal 1.000 ppm. Das Kompak- tat weist einen Feinanteil unterhalb von 5 %, insbesondere unterhalb von 1 % des eingesetzten Silizium-Pulvers bei einer Verunreinigung hinsichtlich Metalle um weniger als 1 ppm, insbesondere weniger als 0, 1 ppm auf. Es weist eine Homogenität im Bereich von 90 % bis 100 % auf. Das Silizium- Kompaktat ist ferner durch eine innere Oberfläche im Bereich von 5 m2/g bis 15 m2/g, insbesondere im Bereich von 10 m2/g bis 13 m2/g gekennzeichnet. Die innere Struktur des Kompaktats ist durch Aggregate und/oder Agglomerate von Silizium-Partikeln gekennzeichnet und kann wie folgt beschrieben werden: Silizium-Partikel mit einer teilkohärenten Kristallstruktur bilden eine Primärstruktur von 25 bis 100 nin Größe. Sekundärstrukturen aus mikroskopisch identifizierbaren Clustern von Silizium- Primärpartikeln weisen Dimensionen von bis zu 1 μm auf. Agglomerierte Silizium-Sekundärpartikel setzen sich zu Terziärstrukturen von bis zu 100 μm zusammen, welche die makroskopischen Produkteigenschaften bestimmen. Diese sind insbesondere durch eine problemlose Stapel- und/oder Fließfähigkeit und eine für die technischen Belange ausreichend hohe Abriebfestigkeit gekennzeichnet, welche insbesondere für die Weiterverwendung des Kompaktats zur Herstellung einer Silizium-Schmelze
von Vorteil sind. Es hat sich gezeigt, dass der derart hergestellte Formung bei einer Temperatur von höchstens 1500° C zu einer homogenen Siliziumschmelze aufschmelzbar ist.
http://www.wipo.int/pctdb/en/wo.jsp?WO=2010000347&IA=EP20090…
Publication Date:
07.01.2010
Applicants:
SUNICON AG [DE/DE]; Berthelsdorfer Strasse 111A 09599 Freiberg (DE) (All Except US).
Inventors:
ASBECK, Frank; (DE).
MÜLLER, Armin; (DE).
THOMAS, Stefan; (DE).
Agent:
RAU, Albrecht; Königstrasse 2 90402 Nürnberg (DE) .
Title:
KOMPAKTIERUNG VON SILIZIUM
Abstract:
Zur Kompaktierung eines Formlings aus Siliziumpulver wird dieser in einer Form-Kammer (28) uniaxial gepresst.
http://www.wipo.int/pctdb/en/wo.jsp?WO=2010000347&IA=EP20090…
Kompaktierung von Silizium
Die Erfindung betrifft eine Vorrichtung und ein Verfahren zur Herstellung von Formungen aus einem Pulver, insbesondere aus Silizium.
Um beispielsweise das aus Monosilan in einem Abscheideprozess hergestellte Siliziumpulver weiterverarbeiten zu können, ist eine Erhöhung der Materialdichte und eine Formbildung von Vorteil. Hierzu wird üblicherweise ein Walzenkompaktierungs- Verfahren verwendet. Ein Problem hier- bei ist die Kontaminierung des Siliziumpulvers bei der Aufbereitung, insbesondere bei der Verdichtung. Um eine solche zu vermeiden, sind spezielle, nur aufwendig herstellbare Walzen notwendig. Aufgrund der mikrokristallinen Struktur und der Oberflächenbeschaffenheit der Kristallite kann das feinteilige Silizium, wie es zum Beispiel bei der pyrolytischen Zerset- zung von Monosilan anfällt, nicht durch simple mechanische Verdichtung zu einem verarbeitungsfähigen Material umgesetzt werden.
Der Erfindung liegt daher die Aufgabe zugrunde, eine Vorrichtung und ein Verfahren zur Formgebung eines Formlings aus einem Pulver weiterzu- entwickeln.
Diese Aufgabe wird erfindungsgemäß durch die Merkmale der Ansprüche 1 und 12 gelöst. Der Kern der Erfindung besteht darin, Pulver in einer Form-Kammer mittels einer uniaxialen Presse zu verdichten. Überraschen- derweise wurde gefunden, dass vorkompaktiertes Pulver, beispielsweise hochreines Siliziumpulver, mittels uniaxialen Pressens zu geeigneten Formungen gepresst werden konnte. (..)
Auch der Sauerstoffanteil wird reduziert ...
Der derart hergestellte Formung hat eine Dichte im Bereich von 100 g/dm3 bis 2000 g/dm3, insbesondere von mehr als 1000 g/dm3. Er hat eine Reinheit von mindestens 99,9%, insbesondere von mindestens 99,999%, insbe- sondere von mindestens 99,999999%. Der absorbierte Sauerstoffanteil beträgt maximal 2.000 ppm, insbesondere maximal 1.000 ppm. Das Kompak- tat weist einen Feinanteil unterhalb von 5 %, insbesondere unterhalb von 1 % des eingesetzten Silizium-Pulvers bei einer Verunreinigung hinsichtlich Metalle um weniger als 1 ppm, insbesondere weniger als 0, 1 ppm auf. Es weist eine Homogenität im Bereich von 90 % bis 100 % auf. Das Silizium- Kompaktat ist ferner durch eine innere Oberfläche im Bereich von 5 m2/g bis 15 m2/g, insbesondere im Bereich von 10 m2/g bis 13 m2/g gekennzeichnet. Die innere Struktur des Kompaktats ist durch Aggregate und/oder Agglomerate von Silizium-Partikeln gekennzeichnet und kann wie folgt beschrieben werden: Silizium-Partikel mit einer teilkohärenten Kristallstruktur bilden eine Primärstruktur von 25 bis 100 nin Größe. Sekundärstrukturen aus mikroskopisch identifizierbaren Clustern von Silizium- Primärpartikeln weisen Dimensionen von bis zu 1 μm auf. Agglomerierte Silizium-Sekundärpartikel setzen sich zu Terziärstrukturen von bis zu 100 μm zusammen, welche die makroskopischen Produkteigenschaften bestimmen. Diese sind insbesondere durch eine problemlose Stapel- und/oder Fließfähigkeit und eine für die technischen Belange ausreichend hohe Abriebfestigkeit gekennzeichnet, welche insbesondere für die Weiterverwendung des Kompaktats zur Herstellung einer Silizium-Schmelze
von Vorteil sind. Es hat sich gezeigt, dass der derart hergestellte Formung bei einer Temperatur von höchstens 1500° C zu einer homogenen Siliziumschmelze aufschmelzbar ist.
http://www.wipo.int/pctdb/en/wo.jsp?WO=2010000347&IA=EP20090…
Recht interessanter Artikel zu den jetzt aufkommenden neuen c-Si Ansätzen:
http://www.electroiq.com/index/display/photovoltaics-article…
http://www.electroiq.com/index/display/photovoltaics-article…
Antwort auf Beitrag Nr.: 39.512.199 von xyinvestor am 13.05.10 01:23:21Danke für den Beitrag
Photovoltaik-Forschung: Neue Drucktechnik erhöht den Wirkungsgrad von Solarzellen
11.05.2010
Das Photovoltaik-Labor des Instituts für Mikrotechnologie (IMT) an der Universität von Neuchâtel (Schweiz) hat ein neues Solarzellen-Druckverfahren entwickelt, mit dem 50 Mikrometer-Strukturen hergestellt und feinste Linien mehrlagig aufgebracht werden können. Dank diesen Techniken gehören die so genannten Heterojunction-Solarzellen des PV-Lab (Photovoltaics and thin film electronics laborarory) zu den Besten weltweit und zu den vielversprechendsten Zukunftstechnologien. Diese Zellen kombinieren die Vorteile von kristallinem Silizium (hoher Wirkungsgrad) mit den Vorteilen des Dünnfilm-Verfahrens für amorphes Silizium (hoher Durchsatz, günstige Herstellung). Sie erreichten bereits einen Wirkungsgrad von 20 %. Für die Kleinserienproduktion der Solarzellen entwickelte das Unternehmen Essemsolar zusammen mit dem PV-Lab einen neuen Drucker, den SP900-S. Der Solarserver präsentiert diese Neuentwicklung als "Solaranlage des Monats" im Mai 2010.

Fernando Zicarelli (links) und Professor Christoph Ballif: Ihre Innovationen erhöhen den Wirkungsgrad von Solarzellen. Foto: Essemsolar
Der Kampf um die Photonen ist in vollem Gange. Jedes Einzelne zählt. Die Solarzellen-Hersteller wollen keines vorbeiziehen oder reflektieren lassen, ohne dass es seine Energie abgegeben hat. Die findigen Forscher des PV-Lab an der EPFL in Neuchâtel arbeiten mit allen Tricks und "quetschen immer mehr Saft" aus den Solarzellen.
Professor Christophe Ballif und sein Team haben nun besonders die Leiterbahnen auf den Mehrschicht-Solarzellen ins Visier genommen. Sie haben die Breite der so genannten Fingers mehr als halbiert und gleichzeitig deren Höhe verdoppelt. Dies bedeutet: Die aktive Fläche der Solarzelle ist grösser und der Innenwiderstand der Zelle kleiner. Beide Werte vergrössern den Wirkungsgrad um mehrere Prozent.
Mehrschichtiger Siebdruck für neue Solarzellen-Strukturen
Industriestandard waren bisher Leiterbahnen mit einer Breite von 100 bis 150 Mikrometer (µm) und einer Höhe von 12 µm. Mit dem neuartigen Druckprozess lassen sich heute aber schon Strukturen herstellen, die eine Breite von 50 bis 70 µm und eine Höhe von 40 µm oder mehr haben. Das PV-Lab hat den Prozess entwickelt, Essemsolar realisierte die optimale Druckmaschine dafür. Dank der engen Zusammenarbeit ist heute bereits die automatisierte Fertigung von kleinen Serien möglich.
Schmale, hohe Leiterbahnen können in einzelnen Schichten übereinander gedruckt werden, bis die gewünschte Höhe erreicht ist. Die Idee ist nicht neu, aber bisher konnte fast niemand so feine Pastenstrukturen so präzise übereinander positionieren. Der Drucker von Essemsolar wurde genau für solche Anwendungen optimiert. Dafür gingen die Entwickler neue Wege beim Druckprozess und sie entwickelten neue Vision-, Antriebs- und Dämpfungssysteme, die den Anforderungen gewachsen waren. "Es ist ähnlich wie beim Zeitungsdruck", sagt Joachim Biegel, Produktmanager Solardrucksysteme bei Essemsolar. "Auch beim Vierfarbendruck müssen die einzelnen Farben exakt zueinander liegen, sonst verursacht die Titelstory nur Kopfschmerzen. Eine Druckmaschine nutzt sogenannte Passermarken, um die Farben auszurichten. Doch genau da liegt Unterschied: Auf Solarzellen gibt es keine solchen Marken, denn diese würden die aktive Fläche verringern."

So hoch wie breit: Feinste Strukturen mit hohem Querschnitt erhöhen die Leistungsfähigkeit einer Solarzelle. Foto: Essemsolar
Deshalb muss sich der Drucker SP900-S an den Strukturen auf dem Solar-Wafer selbst orientieren. Beim Ersten Druck sind dies vor allem die Kanten und Ecken des Wafers. Beim Drucken einer weiteren Lage muss das Sieb an den bestehenden Fingern (Kontakten) oder Busbars (Leiterbahnen) ausgerichtet werden. Das Vision-System des SP900-S kann beides. Sieb und Trägermaterial werden mit einer Genauigkeit von ±8 µm zueinander positioniert.
Von der Kraftsteuerung zur Wegregelung
Hohe Leiterbahnen können wie oben beschrieben in mehreren Lagen gedruckt werden. Früher versuchte man dies mit der Technik der "reduzierten Blende" und verwendete für die obere Lage ein Sieb mit kleineren Blenden, die beim Druck auf den bereits bestehenden Strukturen auflagen. Lokal kam es dabei aber immer wieder zu Ausquetschungen, die seitlich an der bestehenden Struktur herunterliefen. Zudem war die Herstellung von zwei verschiedenen Sieben teuer.


Links: Optimiert für den neuen, weggesteuerten Druckprozess: Druckerlinie SP900-S von Essemsolar. Rechts: Dank Doppeldruck-Verfahren mit dem SP900-S erhalten dünne Leiterbahnen mehr Querschnitt: Der Leitungswiderstand der Solarzellen sinkt und der Wirkungsgrad steigt. Fotos: Essemsolar
Das Verfahren von Essemsolar und PV-Lab nutzt das gleiche Sieb für die erste und die zweite Schicht. Für den zweiten Druck wird das Sieb um einige Mikrometer nach oben verschoben (oder das Substrat nach unten, je nachdem). Der Druckkopf regelt nicht mehr einen vorgegebenen Rakeldruck oder die Aufpress-Kraft, sondern auf eine genau definierte Wegstrecke in der Vertikalen. Auf diese Weise ist der Abstand zwischen Sieb und Substrat mikrometergenau regelbar. Es gibt keine seitlichen Ausquetschungen mehr und die Schichtdicke ist kontrollierbar. "Natürlich erfordert dieser Prozess eine perfekte Planparallelität von Rakel, Sieb und Substrat, und er stellt auch besondere Anforderungen an den Vertikalantrieb des Druckkopfes", betonen die Projektpartner. Normale Drucker seien dafür nicht geeignet, der SP900-S sei jedoch dahingehend optimiert worden.
Rakel brauchen Stütze
Die Vertikalachse des SP900-Druckkopfes ist mit einem kraftvollen aber hoch auflösenden Schrittmotorantrieb ausgerüstet mit dem sich die Rakelhöhe auf wenige Mikrometer genau regeln lässt. Ebenso kann auch der Drucktisch, auf dem das Trägermaterial fixiert ist, exakt auf Höhe gefahren werden. Das einzig Ungenaue sind die Rakel, aber auch dieses Problem lösten die Ingenieure. Normalerweise haben Siebdruck-Rakel grosse Toleranzen was die Verformung unter Druck angeht. Diese Toleranzen machen selbst die genauste Regelung zunichte. Deshalb wurden die so genannte Backbone-Rakel entwickelt. Diese funktionieren so: Eine massive Stütze schränkt die Rakel-Verformung ein, so dass nur die vorderste Rakelkante noch die Elastizität behält, die für den Siebdruck benötigt wird.
Der SP900-S ist besonders robust konstruiert und verfügt über auch über ein spezielles Dämpfungssystem, das den Drucktisch vom äusseren Rahmen schwingungstechnisch entkoppelt. Die Druckgenauigkeit von wenigen Mikrometern erforderte auch hier aussergewöhnliche Lösungen von den Maschinenkonstrukteuren. Am PV-Lab wurden verschiedenste Materialien auf Ihre Prozessfähigkeit hin untersucht, so auch die Drucksiebe. Für den Feinst-Siebdruck ist ein Gewebe erforderlich, das sehr feinmaschig ist und sich unter Druck nicht verformt. Aktuell setzt Essemsolar auf das Vecry-Gewebe, das die Vorteile von Edelstahl und synthetischen Fasern vereint.
Ausblick
Die einzigartig schmalen und hohen Leiterbahnen auf den Solarzellen haben nicht nur die Forscher am PV-Lab einen großen Schritt weiter gebracht. Mit der SP900-S steht der Industrie jetzt eine Maschine zur Verfügung, die in der Praxis entwickelt worden ist. Sie zeichnet sich laut Essemsolar durch die kompakte Bauweise mit kleiner Standfläche aus, die einfache Bedienung, die hohe Flexibilität und die niedrigen Wartungskosten. Der Solarzellen-Drucker eigne sich hervorragend für den Einsatz in Pilotlinien, Labors und Kleinserien-Produktionen.
Den Heterojunction-Solarzellen, die am PV-Lab entwickelt werden, erreichen bereits einen Wirkungsgrad von 20 % und sind anderen Zellen auch bei den Herstellkosten bereits heute überlegen, so die Projektpartner. Doch die Entwicklung sei noch lange nicht abgeschlossen. Die Projektpartner arbeiten an einer weiteren Halbierung der Strukturbreite auf unter 25 µm, um die aktive Fläche noch weiter zu maximieren. Die Photonenjagd geht weiter.
Autor: Adrian Schärli, Azular GmbH, Redaktion Solarserver: Rolf Hug
http://www.solarserver.de/solarmagazin/anlage.html
Photovoltaik-Forschung: Neue Drucktechnik erhöht den Wirkungsgrad von Solarzellen
11.05.2010
Das Photovoltaik-Labor des Instituts für Mikrotechnologie (IMT) an der Universität von Neuchâtel (Schweiz) hat ein neues Solarzellen-Druckverfahren entwickelt, mit dem 50 Mikrometer-Strukturen hergestellt und feinste Linien mehrlagig aufgebracht werden können. Dank diesen Techniken gehören die so genannten Heterojunction-Solarzellen des PV-Lab (Photovoltaics and thin film electronics laborarory) zu den Besten weltweit und zu den vielversprechendsten Zukunftstechnologien. Diese Zellen kombinieren die Vorteile von kristallinem Silizium (hoher Wirkungsgrad) mit den Vorteilen des Dünnfilm-Verfahrens für amorphes Silizium (hoher Durchsatz, günstige Herstellung). Sie erreichten bereits einen Wirkungsgrad von 20 %. Für die Kleinserienproduktion der Solarzellen entwickelte das Unternehmen Essemsolar zusammen mit dem PV-Lab einen neuen Drucker, den SP900-S. Der Solarserver präsentiert diese Neuentwicklung als "Solaranlage des Monats" im Mai 2010.
Fernando Zicarelli (links) und Professor Christoph Ballif: Ihre Innovationen erhöhen den Wirkungsgrad von Solarzellen. Foto: Essemsolar
Der Kampf um die Photonen ist in vollem Gange. Jedes Einzelne zählt. Die Solarzellen-Hersteller wollen keines vorbeiziehen oder reflektieren lassen, ohne dass es seine Energie abgegeben hat. Die findigen Forscher des PV-Lab an der EPFL in Neuchâtel arbeiten mit allen Tricks und "quetschen immer mehr Saft" aus den Solarzellen.
Professor Christophe Ballif und sein Team haben nun besonders die Leiterbahnen auf den Mehrschicht-Solarzellen ins Visier genommen. Sie haben die Breite der so genannten Fingers mehr als halbiert und gleichzeitig deren Höhe verdoppelt. Dies bedeutet: Die aktive Fläche der Solarzelle ist grösser und der Innenwiderstand der Zelle kleiner. Beide Werte vergrössern den Wirkungsgrad um mehrere Prozent.
Mehrschichtiger Siebdruck für neue Solarzellen-Strukturen
Industriestandard waren bisher Leiterbahnen mit einer Breite von 100 bis 150 Mikrometer (µm) und einer Höhe von 12 µm. Mit dem neuartigen Druckprozess lassen sich heute aber schon Strukturen herstellen, die eine Breite von 50 bis 70 µm und eine Höhe von 40 µm oder mehr haben. Das PV-Lab hat den Prozess entwickelt, Essemsolar realisierte die optimale Druckmaschine dafür. Dank der engen Zusammenarbeit ist heute bereits die automatisierte Fertigung von kleinen Serien möglich.
Schmale, hohe Leiterbahnen können in einzelnen Schichten übereinander gedruckt werden, bis die gewünschte Höhe erreicht ist. Die Idee ist nicht neu, aber bisher konnte fast niemand so feine Pastenstrukturen so präzise übereinander positionieren. Der Drucker von Essemsolar wurde genau für solche Anwendungen optimiert. Dafür gingen die Entwickler neue Wege beim Druckprozess und sie entwickelten neue Vision-, Antriebs- und Dämpfungssysteme, die den Anforderungen gewachsen waren. "Es ist ähnlich wie beim Zeitungsdruck", sagt Joachim Biegel, Produktmanager Solardrucksysteme bei Essemsolar. "Auch beim Vierfarbendruck müssen die einzelnen Farben exakt zueinander liegen, sonst verursacht die Titelstory nur Kopfschmerzen. Eine Druckmaschine nutzt sogenannte Passermarken, um die Farben auszurichten. Doch genau da liegt Unterschied: Auf Solarzellen gibt es keine solchen Marken, denn diese würden die aktive Fläche verringern."
So hoch wie breit: Feinste Strukturen mit hohem Querschnitt erhöhen die Leistungsfähigkeit einer Solarzelle. Foto: Essemsolar
Deshalb muss sich der Drucker SP900-S an den Strukturen auf dem Solar-Wafer selbst orientieren. Beim Ersten Druck sind dies vor allem die Kanten und Ecken des Wafers. Beim Drucken einer weiteren Lage muss das Sieb an den bestehenden Fingern (Kontakten) oder Busbars (Leiterbahnen) ausgerichtet werden. Das Vision-System des SP900-S kann beides. Sieb und Trägermaterial werden mit einer Genauigkeit von ±8 µm zueinander positioniert.
Von der Kraftsteuerung zur Wegregelung
Hohe Leiterbahnen können wie oben beschrieben in mehreren Lagen gedruckt werden. Früher versuchte man dies mit der Technik der "reduzierten Blende" und verwendete für die obere Lage ein Sieb mit kleineren Blenden, die beim Druck auf den bereits bestehenden Strukturen auflagen. Lokal kam es dabei aber immer wieder zu Ausquetschungen, die seitlich an der bestehenden Struktur herunterliefen. Zudem war die Herstellung von zwei verschiedenen Sieben teuer.
Links: Optimiert für den neuen, weggesteuerten Druckprozess: Druckerlinie SP900-S von Essemsolar. Rechts: Dank Doppeldruck-Verfahren mit dem SP900-S erhalten dünne Leiterbahnen mehr Querschnitt: Der Leitungswiderstand der Solarzellen sinkt und der Wirkungsgrad steigt. Fotos: Essemsolar
Das Verfahren von Essemsolar und PV-Lab nutzt das gleiche Sieb für die erste und die zweite Schicht. Für den zweiten Druck wird das Sieb um einige Mikrometer nach oben verschoben (oder das Substrat nach unten, je nachdem). Der Druckkopf regelt nicht mehr einen vorgegebenen Rakeldruck oder die Aufpress-Kraft, sondern auf eine genau definierte Wegstrecke in der Vertikalen. Auf diese Weise ist der Abstand zwischen Sieb und Substrat mikrometergenau regelbar. Es gibt keine seitlichen Ausquetschungen mehr und die Schichtdicke ist kontrollierbar. "Natürlich erfordert dieser Prozess eine perfekte Planparallelität von Rakel, Sieb und Substrat, und er stellt auch besondere Anforderungen an den Vertikalantrieb des Druckkopfes", betonen die Projektpartner. Normale Drucker seien dafür nicht geeignet, der SP900-S sei jedoch dahingehend optimiert worden.
Rakel brauchen Stütze
Die Vertikalachse des SP900-Druckkopfes ist mit einem kraftvollen aber hoch auflösenden Schrittmotorantrieb ausgerüstet mit dem sich die Rakelhöhe auf wenige Mikrometer genau regeln lässt. Ebenso kann auch der Drucktisch, auf dem das Trägermaterial fixiert ist, exakt auf Höhe gefahren werden. Das einzig Ungenaue sind die Rakel, aber auch dieses Problem lösten die Ingenieure. Normalerweise haben Siebdruck-Rakel grosse Toleranzen was die Verformung unter Druck angeht. Diese Toleranzen machen selbst die genauste Regelung zunichte. Deshalb wurden die so genannte Backbone-Rakel entwickelt. Diese funktionieren so: Eine massive Stütze schränkt die Rakel-Verformung ein, so dass nur die vorderste Rakelkante noch die Elastizität behält, die für den Siebdruck benötigt wird.
Der SP900-S ist besonders robust konstruiert und verfügt über auch über ein spezielles Dämpfungssystem, das den Drucktisch vom äusseren Rahmen schwingungstechnisch entkoppelt. Die Druckgenauigkeit von wenigen Mikrometern erforderte auch hier aussergewöhnliche Lösungen von den Maschinenkonstrukteuren. Am PV-Lab wurden verschiedenste Materialien auf Ihre Prozessfähigkeit hin untersucht, so auch die Drucksiebe. Für den Feinst-Siebdruck ist ein Gewebe erforderlich, das sehr feinmaschig ist und sich unter Druck nicht verformt. Aktuell setzt Essemsolar auf das Vecry-Gewebe, das die Vorteile von Edelstahl und synthetischen Fasern vereint.
Ausblick
Die einzigartig schmalen und hohen Leiterbahnen auf den Solarzellen haben nicht nur die Forscher am PV-Lab einen großen Schritt weiter gebracht. Mit der SP900-S steht der Industrie jetzt eine Maschine zur Verfügung, die in der Praxis entwickelt worden ist. Sie zeichnet sich laut Essemsolar durch die kompakte Bauweise mit kleiner Standfläche aus, die einfache Bedienung, die hohe Flexibilität und die niedrigen Wartungskosten. Der Solarzellen-Drucker eigne sich hervorragend für den Einsatz in Pilotlinien, Labors und Kleinserien-Produktionen.
Den Heterojunction-Solarzellen, die am PV-Lab entwickelt werden, erreichen bereits einen Wirkungsgrad von 20 % und sind anderen Zellen auch bei den Herstellkosten bereits heute überlegen, so die Projektpartner. Doch die Entwicklung sei noch lange nicht abgeschlossen. Die Projektpartner arbeiten an einer weiteren Halbierung der Strukturbreite auf unter 25 µm, um die aktive Fläche noch weiter zu maximieren. Die Photonenjagd geht weiter.
Autor: Adrian Schärli, Azular GmbH, Redaktion Solarserver: Rolf Hug
http://www.solarserver.de/solarmagazin/anlage.html
Patent application title:
LIGHT-INDUCED PLATING
Inventors: Andreas Krause Bernd Bitnar Holger Neuhaus Claudia Lengsfeld
Agents: MCGLEW & TUTTLE, PC
Assignees: keine Angabe, --> aber Deutsche Cell ohne genannt zu werden
Origin: SCARBOROUGH, NY US
IPC8 Class: AC25D712FI
USPC Class: 205 50
Publication date: 05/06/2010
Patent application number: 20100108525
Abstract:
An apparatus for the light-supported precipitation of an electrolyte on a semiconductor component comprises a plating bath with an electrolyte, a first electrode arranged in the plating bath and a second electrode arranged outside the plating bath, a holding device for the semiconductor component and an irradiation device for irradiating the semiconductor component with electromagnetic radiation, the irradiation device being arranged outside the plating bath.
BACKGROUND OF THE INVENTION
[0002]Light-induced and light-supported galvanic processes are suitable for the production of highly efficient solar cells. Generally, the light source for such methods is located opposite the front side of the solar cell, the electrolyte being arranged between the solar cell and the light source. What is disadvantageous here is that the electrolyte absorbs more or less of the light of the light source. Moreover, a light source arranged directly in front of the surface to be coated adversely affects, on the one hand, convection directly in front of the electrode and, on the other hand, stream line distribution, which can have a very adverse effect on the galvanic process. Finally, if the light source is arranged in the galvanic bath, the constructional and safety effort is considerable.
mehr dazu ...
http://www.faqs.org/patents/app/20100108525
... zu dem Patent oben gab es von Krause, Bitnar, Neuhaus und Bamberg auch im Januar 2010 ein Patent für die erforderliche Maske zum galvanisieren. Bamberg ist an diesem Patent der Deutschen Cell nicht beteiligt, aber dafür Claudia Lengsfeld.
LIGHT-INDUCED PLATING
Inventors: Andreas Krause Bernd Bitnar Holger Neuhaus Claudia Lengsfeld
Agents: MCGLEW & TUTTLE, PC
Assignees: keine Angabe, --> aber Deutsche Cell ohne genannt zu werden
Origin: SCARBOROUGH, NY US
IPC8 Class: AC25D712FI
USPC Class: 205 50
Publication date: 05/06/2010
Patent application number: 20100108525
Abstract:
An apparatus for the light-supported precipitation of an electrolyte on a semiconductor component comprises a plating bath with an electrolyte, a first electrode arranged in the plating bath and a second electrode arranged outside the plating bath, a holding device for the semiconductor component and an irradiation device for irradiating the semiconductor component with electromagnetic radiation, the irradiation device being arranged outside the plating bath.
BACKGROUND OF THE INVENTION
[0002]Light-induced and light-supported galvanic processes are suitable for the production of highly efficient solar cells. Generally, the light source for such methods is located opposite the front side of the solar cell, the electrolyte being arranged between the solar cell and the light source. What is disadvantageous here is that the electrolyte absorbs more or less of the light of the light source. Moreover, a light source arranged directly in front of the surface to be coated adversely affects, on the one hand, convection directly in front of the electrode and, on the other hand, stream line distribution, which can have a very adverse effect on the galvanic process. Finally, if the light source is arranged in the galvanic bath, the constructional and safety effort is considerable.
mehr dazu ...
http://www.faqs.org/patents/app/20100108525
... zu dem Patent oben gab es von Krause, Bitnar, Neuhaus und Bamberg auch im Januar 2010 ein Patent für die erforderliche Maske zum galvanisieren. Bamberg ist an diesem Patent der Deutschen Cell nicht beteiligt, aber dafür Claudia Lengsfeld.
Anders als geplant war ich dieses Jahr nicht auf der HV. Es gab aber mehrere gute Zusammenfassungen zur Veranstaltung aus den Hauptthread. Auch hier noch mal vielen Dank für eure Beiträge ...
1) ruhige, fast schon harmonische Versammlung. Ärger? Bis dato (s.o.) Fehlanzeige
2) Rückkaufprogramm: 1.411.667 St. zu einem Durchschnitt von 9,4634 Euro. Kein konkretes Ziel, sozusagen vorsorglich, da Kurswert als deutlich unterbewertet angesehen wird.
3) eigene Aktien reduzieren die Dividendenausschüttung - das eingesparte Kapital fließt in die Rücklagen
4) Produktion: 2008 418 MW, 2009 578 MW bei einer 24/7-Produktion. Q1 09 114 MW, Q1 2010 139 MW
5) EBIT: Q1 11% als traditionell und tendenziell schlechtestes Quartal im Jahresverlauf. Klang für mich so, dass EBIT-Marge auf Vorjahresniveau mit 15% angestrebt wird.
6) F&E-Ausgaben Q1 bei 50 Mill
7) Tilgung der bestehenden langfr. Verb. hauptsächlich in den Jahren 2014 und vor allem 2017.
8) SW-Fachpartner in D: etwa 500. Aber Schwerpunkt des Vertriebs über den Großhandel (Elektro, Sanitär)
9) 2009 etwa 10.000 individuell konfigurierte Sunkits
10) Absatzregion Q1 2010: D 70% (Vorjahr: 82), USA 10% (4), Europa 18% (11)
11) im Sommer 2010 neuer Produkt-Launch bei den Modulen, zu sehen auf der nächsten Intersolar in München (?)
12) Si-Einsatz zwischen 2004 und 2009 um 49 resp. 42% gesenkt im poly- resp. mono-Bereich. Angestrebt zwischen 2009 und 2013 weitere Reduktion um 30 resp. 35% (schätze mal pro Watt).
13) Wirkungsgrad poly: 2004 14%, 2009 16,1%, 2013 18%. Mono: 2004 16%, 2009 17,2% 2013 20% - "mehr als realistisch"
14) Jahresendkapazitäten 2010 geplant: Si 850t (2009: 800t), Wafer 1.300 MW (900), Zelle 750 MW (370), Modul 1.300 MW (420)
15) Prill(?)-Turm ab Herbst 2010 mit 200t in Betrieb
16) Batterie: erst Blei, später bei Verfügbarkeit Li-Ionen. Lieferant kommt aus Iserlohn
17) bei aktuellem €-$-Kurs seien die Produktionskosten von SW auf gleicher Höhe wie der günstigste "vernünftige" chinesische Wettbewerber
18) Anzahl TV-Spots: 2009 496, 2010 846
19) Analysten, die lt Koecke schon lange SW covern und vernünftig arbeiten (auch kritisch!): Dt. Bank (Kasik???), HSBC, Jeffries (McNamara) und Co´bank (Schramm)
20) Geschätzt, dass 50% der Juli-Degression auf der Modulebene ankommen werden, also 8% Preisreduktion für SW-Module geschätzt
21) Katar: 1,5 US-$-ct je kw/h Energiekosten, fix für die nächsten Jahre. Beliebige Produktionsmengenerhöhung möglich.
22) ab Q4 2010 volle Produktion
23) im Laufe der nächsten 12 Monaten News zu einer neuen Produktionsstätte. ABER: keine Euphorie, die soll "nur" Module für Solar2World produzieren, dafür aber in einem Entwicklungsland. Partner/Ideengeber/was auch immer wird ein (alternativer?) Nobelpreisträger (meine! Spekulation: Yunus???)
+++++
Es war auch überraschend für mich, dass das Rückkaufprogramm bereits soviel Aktien eingesammelt hat! Das ist schon mehr als ein Zehntel des gesamten Programms! Interessant war für mich, dass Koecke an einer Stelle den Zweck "Aquisitionswährung" als mehr oder weniger einzig sinnvolle Sache darstellte. Er relativierte es zwar recht geschickt, doch ich bekam den Eindruck, dess es zwar nicht DAS Target gibt, jedoch eine Auswahl an Targets existiert, aber der Zeitpunkt oder die Pläne noch nicht reif genug sind. Wie auch immer. Ich finde es sowieso sinnvoller, die Aktien zum Kaufen einzusetzen, als einzuziehen! Vielleicht ist da aber auch der Wunsch Vater des Gedanken
Die positive Einschätzung auf eine glanzvolle Zukunft von Solarworld des Vorstands und Aufsichtsrats war aus meiner Sicht nicht geschauspielert, sondern die basiert auf innerlicher Überzeugung!
Die Expansionen laufen und das operative Geschäft funktioniert! Es gab eine Folie mit den Siliziumeinsparungen und Wirkungsgradsteigerung, die war schon beeindruckend! Die Zahlen wurden ja schon genannt.
Katar wurde u.a. mit einer zukünftigen Siliziumknappheit begründet. Das fand ich interessant, denn das hatte ich so nicht nicht auf dem Radar. Weiterhin sprach Asbeck auch an, durchaus auch mal Wafer in Katar produzieren zu wollen. Es war keine Absichtserklärung, aber eine mögliche weitere Expansion. Bei einem Strompreis von 1,5 $-Cent auf 15 Jahre fest ist das auch durchaus zu verstehen
Die Netzparität wird in Deutschland 2012/2013 kommmen. Daran führt kein Weg mehr vorbei. Ich freue mich bereits auf die HV 2013/2014
+++++
Aktienrückkauf/Steuern
Der Grund für den Aktienrückkauf war, dass man das Unternehmen für deutlich unterbewertet hält (911 Mio € Cash, Vermögenswerte in gleicher Höhe) und das auch nach aussen hin zeigen wollte. Die Aktien könnten als Aquisitionswährung (gibt aber nichts Aktuelles) oder für Mitarbeiterprogramme verwendet werden. Wird dies nicht genutzt werden die Aktien eingezogen.
Laut Köcke sind die in 2009 gezahlten latenten Steuern nicht verloren und werden in den nächsten Quartalen das Ergebnis verbessern, weil man dann weniger Steuern bezahlen muss. Der Grund für die Aktion war, dass man die Bilanz sauber halten will und nicht fortwährend alte Verlustvorträge mitschleppen wollte.
RGS und Silizium:
Die gezeigte Pilotanlage hatte schon einige Ähnlichkeiten mit dem was Bossi hier öfters gezeigt hat. Es wurde aber gesagt, dass da noch dran gearbeitet wird. Es wurden Fotos der neuen Fabriken in Freiberg, und USA gezeigt und Asbeck sagte, da stehen viele Drahtsägen drin. RGS wird es in den nächsten 1 bis 2 Jahren wohl nicht geben. SW hat noch teilweise erschlossene Baugrundstücke für Erweiterungen in Freiberg und USA. Ich denke, dass sie eher dort an einen Einsatz von RGS denken.
Im Bereich der Siliziumversorgung geht Asbeck davon aus, das Silizium ab 2013 eher wieder knapp wird. In China machen die ersten Siliziumfabriken wieder dicht, weil nicht profitabel. Deshalb auch Katar. Die Gesamtkapazität soll ab 2013 3600t betragen, wovon ca. 1800t SW zur Verfügung stehen wird. Diese Menge kann auch noch erhöht werden.
Denkbar sind für Asbeck dort auch andere Produktionstätten (z.B. für Ingots O-Ton: Den Klumpen könnte man auch gleich vor Ort machen) zu errichten.
Von 2004 bis 2009 wurden der Siliziumeinsatz/Wp bei Poly um 49% und Mono um 42% reduziert. Bis 2013 rechnet SW mit weiteren -30% bzw. -35%.
Marktposition/Margen
In 2009 (und wie ich verstanden habe auch 2010) arbeiteten die Fabriken weltweit unter Volllast. Daraus kann man schliessen, dass sie mehr hätten verkaufen können, wenn mehr Produktionskapazität vorhanden gewesen wäre. Auf Grund des sehr guten Namennamens durch hohen Lebensdauer-Ertrag und beste Qualität, können sie am Markt weiterhin um 10% höhere Preise als die Konkurrenz erzielen.
Die EBIT-Marge sieht Asbeck zukünftig eher im jetzigen Bereich (11%), weil der Markt gereift ist, ist aber überzeugt, dass SW damit gut zurecht kommen wird.
EBIT-Margen: Suntech 10%, Yinli 10%, Solon -55%, Q-Cells -60%
Bester DAX -Wert RWE 15%
In USA lief das Geschäft nicht wie erwartet, weil die Finanzierung von Anlagen durch die Finanzkrise schwierig war. Für 2010 sieht man hier eine Entspannung, die sich auch im laufenden Geschäft nieder schlägt.
Zukünftige Strategie
Wir hatten ja immer gedacht, für das zukünftige Geschäft wäre RGS unbedingt notwendig. Das sieht SW wohl anders.
Mein Eindruck während der HV war die ganze Zeit, das die Unternehmensstrategie stark auf 2013 und danach ausgerichtet wird (und dann auch mit RGS). Asbeck is überzeugt 2013 Grid Parity zu haben mit einem dann explodierenden Markt.
Intereesant war eine Margen/Gewinn-Diskussion am Ende der Generaldebatte. Dort sagte Asbeck sinngemäss:
Wenn die EBIT-Marge bei 11% liegt und ich mehr Gewinn haben möchte, dann muss ich eben 3 Mal mehr verkaufen.
Ich denke, dass ist genau die Strategie bis 2013, was auch zu den Produktionkapazitäten passt.
2009 Ende 2010
Si 800t 850t
Zellen 370MW 750MW
Wafer 900MW 1300MW
Module 420MW 1300MW
+++++
Hat FA denn nicht sein Patent erwähnt?
1) ruhige, fast schon harmonische Versammlung. Ärger? Bis dato (s.o.) Fehlanzeige
2) Rückkaufprogramm: 1.411.667 St. zu einem Durchschnitt von 9,4634 Euro. Kein konkretes Ziel, sozusagen vorsorglich, da Kurswert als deutlich unterbewertet angesehen wird.
3) eigene Aktien reduzieren die Dividendenausschüttung - das eingesparte Kapital fließt in die Rücklagen
4) Produktion: 2008 418 MW, 2009 578 MW bei einer 24/7-Produktion. Q1 09 114 MW, Q1 2010 139 MW
5) EBIT: Q1 11% als traditionell und tendenziell schlechtestes Quartal im Jahresverlauf. Klang für mich so, dass EBIT-Marge auf Vorjahresniveau mit 15% angestrebt wird.
6) F&E-Ausgaben Q1 bei 50 Mill
7) Tilgung der bestehenden langfr. Verb. hauptsächlich in den Jahren 2014 und vor allem 2017.
8) SW-Fachpartner in D: etwa 500. Aber Schwerpunkt des Vertriebs über den Großhandel (Elektro, Sanitär)
9) 2009 etwa 10.000 individuell konfigurierte Sunkits
10) Absatzregion Q1 2010: D 70% (Vorjahr: 82), USA 10% (4), Europa 18% (11)
11) im Sommer 2010 neuer Produkt-Launch bei den Modulen, zu sehen auf der nächsten Intersolar in München (?)
12) Si-Einsatz zwischen 2004 und 2009 um 49 resp. 42% gesenkt im poly- resp. mono-Bereich. Angestrebt zwischen 2009 und 2013 weitere Reduktion um 30 resp. 35% (schätze mal pro Watt).
13) Wirkungsgrad poly: 2004 14%, 2009 16,1%, 2013 18%. Mono: 2004 16%, 2009 17,2% 2013 20% - "mehr als realistisch"
14) Jahresendkapazitäten 2010 geplant: Si 850t (2009: 800t), Wafer 1.300 MW (900), Zelle 750 MW (370), Modul 1.300 MW (420)
15) Prill(?)-Turm ab Herbst 2010 mit 200t in Betrieb
16) Batterie: erst Blei, später bei Verfügbarkeit Li-Ionen. Lieferant kommt aus Iserlohn
17) bei aktuellem €-$-Kurs seien die Produktionskosten von SW auf gleicher Höhe wie der günstigste "vernünftige" chinesische Wettbewerber
18) Anzahl TV-Spots: 2009 496, 2010 846
19) Analysten, die lt Koecke schon lange SW covern und vernünftig arbeiten (auch kritisch!): Dt. Bank (Kasik???), HSBC, Jeffries (McNamara) und Co´bank (Schramm)
20) Geschätzt, dass 50% der Juli-Degression auf der Modulebene ankommen werden, also 8% Preisreduktion für SW-Module geschätzt
21) Katar: 1,5 US-$-ct je kw/h Energiekosten, fix für die nächsten Jahre. Beliebige Produktionsmengenerhöhung möglich.
22) ab Q4 2010 volle Produktion
23) im Laufe der nächsten 12 Monaten News zu einer neuen Produktionsstätte. ABER: keine Euphorie, die soll "nur" Module für Solar2World produzieren, dafür aber in einem Entwicklungsland. Partner/Ideengeber/was auch immer wird ein (alternativer?) Nobelpreisträger (meine! Spekulation: Yunus???)
+++++
Es war auch überraschend für mich, dass das Rückkaufprogramm bereits soviel Aktien eingesammelt hat! Das ist schon mehr als ein Zehntel des gesamten Programms! Interessant war für mich, dass Koecke an einer Stelle den Zweck "Aquisitionswährung" als mehr oder weniger einzig sinnvolle Sache darstellte. Er relativierte es zwar recht geschickt, doch ich bekam den Eindruck, dess es zwar nicht DAS Target gibt, jedoch eine Auswahl an Targets existiert, aber der Zeitpunkt oder die Pläne noch nicht reif genug sind. Wie auch immer. Ich finde es sowieso sinnvoller, die Aktien zum Kaufen einzusetzen, als einzuziehen! Vielleicht ist da aber auch der Wunsch Vater des Gedanken
Die positive Einschätzung auf eine glanzvolle Zukunft von Solarworld des Vorstands und Aufsichtsrats war aus meiner Sicht nicht geschauspielert, sondern die basiert auf innerlicher Überzeugung!
Die Expansionen laufen und das operative Geschäft funktioniert! Es gab eine Folie mit den Siliziumeinsparungen und Wirkungsgradsteigerung, die war schon beeindruckend! Die Zahlen wurden ja schon genannt.
Katar wurde u.a. mit einer zukünftigen Siliziumknappheit begründet. Das fand ich interessant, denn das hatte ich so nicht nicht auf dem Radar. Weiterhin sprach Asbeck auch an, durchaus auch mal Wafer in Katar produzieren zu wollen. Es war keine Absichtserklärung, aber eine mögliche weitere Expansion. Bei einem Strompreis von 1,5 $-Cent auf 15 Jahre fest ist das auch durchaus zu verstehen
Die Netzparität wird in Deutschland 2012/2013 kommmen. Daran führt kein Weg mehr vorbei. Ich freue mich bereits auf die HV 2013/2014
+++++
Aktienrückkauf/Steuern
Der Grund für den Aktienrückkauf war, dass man das Unternehmen für deutlich unterbewertet hält (911 Mio € Cash, Vermögenswerte in gleicher Höhe) und das auch nach aussen hin zeigen wollte. Die Aktien könnten als Aquisitionswährung (gibt aber nichts Aktuelles) oder für Mitarbeiterprogramme verwendet werden. Wird dies nicht genutzt werden die Aktien eingezogen.
Laut Köcke sind die in 2009 gezahlten latenten Steuern nicht verloren und werden in den nächsten Quartalen das Ergebnis verbessern, weil man dann weniger Steuern bezahlen muss. Der Grund für die Aktion war, dass man die Bilanz sauber halten will und nicht fortwährend alte Verlustvorträge mitschleppen wollte.
RGS und Silizium:
Die gezeigte Pilotanlage hatte schon einige Ähnlichkeiten mit dem was Bossi hier öfters gezeigt hat. Es wurde aber gesagt, dass da noch dran gearbeitet wird. Es wurden Fotos der neuen Fabriken in Freiberg, und USA gezeigt und Asbeck sagte, da stehen viele Drahtsägen drin. RGS wird es in den nächsten 1 bis 2 Jahren wohl nicht geben. SW hat noch teilweise erschlossene Baugrundstücke für Erweiterungen in Freiberg und USA. Ich denke, dass sie eher dort an einen Einsatz von RGS denken.
Im Bereich der Siliziumversorgung geht Asbeck davon aus, das Silizium ab 2013 eher wieder knapp wird. In China machen die ersten Siliziumfabriken wieder dicht, weil nicht profitabel. Deshalb auch Katar. Die Gesamtkapazität soll ab 2013 3600t betragen, wovon ca. 1800t SW zur Verfügung stehen wird. Diese Menge kann auch noch erhöht werden.
Denkbar sind für Asbeck dort auch andere Produktionstätten (z.B. für Ingots O-Ton: Den Klumpen könnte man auch gleich vor Ort machen) zu errichten.
Von 2004 bis 2009 wurden der Siliziumeinsatz/Wp bei Poly um 49% und Mono um 42% reduziert. Bis 2013 rechnet SW mit weiteren -30% bzw. -35%.
Marktposition/Margen
In 2009 (und wie ich verstanden habe auch 2010) arbeiteten die Fabriken weltweit unter Volllast. Daraus kann man schliessen, dass sie mehr hätten verkaufen können, wenn mehr Produktionskapazität vorhanden gewesen wäre. Auf Grund des sehr guten Namennamens durch hohen Lebensdauer-Ertrag und beste Qualität, können sie am Markt weiterhin um 10% höhere Preise als die Konkurrenz erzielen.
Die EBIT-Marge sieht Asbeck zukünftig eher im jetzigen Bereich (11%), weil der Markt gereift ist, ist aber überzeugt, dass SW damit gut zurecht kommen wird.
EBIT-Margen: Suntech 10%, Yinli 10%, Solon -55%, Q-Cells -60%
Bester DAX -Wert RWE 15%
In USA lief das Geschäft nicht wie erwartet, weil die Finanzierung von Anlagen durch die Finanzkrise schwierig war. Für 2010 sieht man hier eine Entspannung, die sich auch im laufenden Geschäft nieder schlägt.
Zukünftige Strategie
Wir hatten ja immer gedacht, für das zukünftige Geschäft wäre RGS unbedingt notwendig. Das sieht SW wohl anders.
Mein Eindruck während der HV war die ganze Zeit, das die Unternehmensstrategie stark auf 2013 und danach ausgerichtet wird (und dann auch mit RGS). Asbeck is überzeugt 2013 Grid Parity zu haben mit einem dann explodierenden Markt.
Intereesant war eine Margen/Gewinn-Diskussion am Ende der Generaldebatte. Dort sagte Asbeck sinngemäss:
Wenn die EBIT-Marge bei 11% liegt und ich mehr Gewinn haben möchte, dann muss ich eben 3 Mal mehr verkaufen.
Ich denke, dass ist genau die Strategie bis 2013, was auch zu den Produktionkapazitäten passt.
2009 Ende 2010
Si 800t 850t
Zellen 370MW 750MW
Wafer 900MW 1300MW
Module 420MW 1300MW
+++++
Hat FA denn nicht sein Patent erwähnt?
Antwort auf Beitrag Nr.: 39.529.064 von bossi1 am 16.05.10 20:52:05Die Zeichnungen zum Patent vom 5/6/2010
LIGHT-INDUCED PLATING
http://www.freepatentsonline.com/20100108525.pdf
LIGHT-INDUCED PLATING
http://www.freepatentsonline.com/20100108525.pdf
Antwort auf Beitrag Nr.: 39.564.062 von bossi1 am 21.05.10 13:49:19Hallo bossi,
schöne Zusammenfasasung! Jetzt, nach ein paar Tagen des Setzens und Nachdenkens finde ich die Veranstaltung zwar weiterhin positiv, jedoch kamen wirklich sehr sehr viele Details NICHT zur Sprache.
Nun ja, eine HV ist sicherlich auch nicht der Ort, um technologische Dinge zu präsentieren, aber meine Neugier hätte es schon befriedigt
Wie auch immer. Ich habe (reines Bauchgefühl) ein sehr gutes Gefühl mitgenommen! Schauen wir mal, wie es weitergeht!
bye
Wombel_III
schöne Zusammenfasasung! Jetzt, nach ein paar Tagen des Setzens und Nachdenkens finde ich die Veranstaltung zwar weiterhin positiv, jedoch kamen wirklich sehr sehr viele Details NICHT zur Sprache.
Nun ja, eine HV ist sicherlich auch nicht der Ort, um technologische Dinge zu präsentieren, aber meine Neugier hätte es schon befriedigt
Wie auch immer. Ich habe (reines Bauchgefühl) ein sehr gutes Gefühl mitgenommen! Schauen wir mal, wie es weitergeht!
bye
Wombel_III
Antwort auf Beitrag Nr.: 39.591.132 von Wombel_III am 27.05.10 10:38:04hallo wombel,
die vielen details musst du persönlich erfragen.
in dem öffentlichen forum (ein spion mit 1 aktie hätte zugang!!!) wäre das viel zu gefährlich!
die solarindustrie ist heute die am meisten gefährdete branche in D (habe das vor kurzen irgendwo gelesen)
Daher ist das verhalten der SW nur allzugut nachzuvollziehen.
dennoch:
auch meine persönlichen recherchen haben mir ein hervorragendes gefühl gegeben.
daher auch nachgekauft..unter 8
die vielen details musst du persönlich erfragen.
in dem öffentlichen forum (ein spion mit 1 aktie hätte zugang!!!) wäre das viel zu gefährlich!
die solarindustrie ist heute die am meisten gefährdete branche in D (habe das vor kurzen irgendwo gelesen)
Daher ist das verhalten der SW nur allzugut nachzuvollziehen.
dennoch:
auch meine persönlichen recherchen haben mir ein hervorragendes gefühl gegeben.
daher auch nachgekauft..unter 8
Antwort auf Beitrag Nr.: 39.591.132 von Wombel_III am 27.05.10 10:38:04 Nun ja, eine HV ist sicherlich auch nicht der Ort, um technologische Dinge zu präsentieren, aber meine Neugier hätte es schon befriedigt
Mein Besuch der HV ist leider durch einen Wasserschaden in einem unserer MFH buchstäblich ins Wasser gefallen, obwohl ich mich darauf gefreut hatte. Trotzdem wird man mehr Infos zur Technik von Solarworld im Web finden, als auf der HV präsentiert wird. Da ich auch sehr neugierig bin und mich die neuen Techniken und Verfahren im PV Sektor sehr interessieren, werde ich hier weiter suchen, wenn ich etwas Zeit übrig habe. Dabei habe ich eine Solarfabrik noch nie von innen gesehen ...
S2 bossi
Mein Besuch der HV ist leider durch einen Wasserschaden in einem unserer MFH buchstäblich ins Wasser gefallen, obwohl ich mich darauf gefreut hatte. Trotzdem wird man mehr Infos zur Technik von Solarworld im Web finden, als auf der HV präsentiert wird. Da ich auch sehr neugierig bin und mich die neuen Techniken und Verfahren im PV Sektor sehr interessieren, werde ich hier weiter suchen, wenn ich etwas Zeit übrig habe. Dabei habe ich eine Solarfabrik noch nie von innen gesehen ...
S2 bossi
WIRTSCHAFT | 28.05.2010 | 11:00 UTC
Solarworld investiert Millionen
Mit einer 350-Millionen-Euro-Investition will das Bonner Photovoltaikunternehmen Solarworld ein Zeichen für den Standort Deutschland setzen. Am Produktionsstandort im sächsischen Freiberg geht an diesem Montag eine neue Fertigungsanlage für sogenannte Wafer, den Grundstoff für den Bau von Solarmodulen, in Betrieb. Dass der Bund gerade erst eine weitere Kürzung der Solarförderung beschlossen hat, sei ein harter Schlag, ändere aber nichts an der grundsätzlichen Situation, heißt es aus dem Unternehmen. An der Photovoltaik führe kein Weg vorbei.
Solarworld investiert Millionen
Mit einer 350-Millionen-Euro-Investition will das Bonner Photovoltaikunternehmen Solarworld ein Zeichen für den Standort Deutschland setzen. Am Produktionsstandort im sächsischen Freiberg geht an diesem Montag eine neue Fertigungsanlage für sogenannte Wafer, den Grundstoff für den Bau von Solarmodulen, in Betrieb. Dass der Bund gerade erst eine weitere Kürzung der Solarförderung beschlossen hat, sei ein harter Schlag, ändere aber nichts an der grundsätzlichen Situation, heißt es aus dem Unternehmen. An der Photovoltaik führe kein Weg vorbei.
Dünnschichtsolarzelle mit 20,1 % Wirkungsgrad

Quelle: ZSW
Wissenschaftler am Zentrum für Sonnenenergie-
und Wasserstoff-Forschung
Baden-Württemberg (ZSW) haben mit 20,1 % Wirkungsgrad bei Dünnschichtsolarzellen einen neuen Weltbestwert aufgestellt. Die Rekordsolarzelle aus Kupfer-Indium-Gallium-Diselenid, kurz CIGS, wurde im ZSW-Forschungslabor in Stuttgart hergestellt. Der Durchbruch bei der Materialentwicklung soll mittelfristig die Wirtschaftlichkeit der CIGS-Dünnschichtphotovoltaik deutlich verbessern. Mit dem Erfolg holen die Forscher aus Baden-Württemberg den Weltrekord nach Deutschland: Seit 16 Jahren hatte das US-Forschungsinstitut NREL den Titel inne.
„Bei unserem Rekord handelt es sich nicht nur um einen Rekord für CIGS-Solarzellen, sondern für Solarzellen in Dünnschichttechnik generell“, freut sich Dr. Michael Powalla, Mitglied im ZSW-Vorstand und Geschäftsbereichsleiter Photovoltaik. „Der Wirkungsgrad ist ein Ergebnis kontinuierlicher und systematischer Forschung, die von dem Bundesumweltministerium und dem Wirtschaftsministerium Baden-Württemberg seit vielen Jahren unterstützt wird. Besonders die enge Kooperation zwischen Grundlagenforschung an der Universität, anwendungsnaher Forschung am ZSW und der Produktion bei unserem Industriepartner Würth Solar hat uns diesen Spitzenplatz eingebracht.“
Die Fläche der Weltrekordzelle beträgt 0,5 cm². Die Solarzelle wurde in einer CIGS-Laborbeschichtungsanlage mit einem modifizierten Simultanverdampfungsprozess hergestellt, der im Prinzip auf Produktionsprozesse aufskalierbar ist. Die Solarzelle, bestehend aus der halbleitenden CIGS-Schicht und den Kontaktschichten, ist insgesamt nur rund 4 µm dick. Bei der Herstellung müssen die elektrischen und optischen Eigenschaften sehr gut aufeinander abgestimmt sein - ein extrem schwierig zu beherrschender Vorgang. Das Fraunhofer ISE in Freiburg hat die neuen Ergebnisse bestätigt.
28.05.2010 - productronic
http://www.all-electronics.de/ae/news/36091-D%25C3%25BCnnsch…
Quelle: ZSW
Wissenschaftler am Zentrum für Sonnenenergie-
und Wasserstoff-Forschung
Baden-Württemberg (ZSW) haben mit 20,1 % Wirkungsgrad bei Dünnschichtsolarzellen einen neuen Weltbestwert aufgestellt. Die Rekordsolarzelle aus Kupfer-Indium-Gallium-Diselenid, kurz CIGS, wurde im ZSW-Forschungslabor in Stuttgart hergestellt. Der Durchbruch bei der Materialentwicklung soll mittelfristig die Wirtschaftlichkeit der CIGS-Dünnschichtphotovoltaik deutlich verbessern. Mit dem Erfolg holen die Forscher aus Baden-Württemberg den Weltrekord nach Deutschland: Seit 16 Jahren hatte das US-Forschungsinstitut NREL den Titel inne.
„Bei unserem Rekord handelt es sich nicht nur um einen Rekord für CIGS-Solarzellen, sondern für Solarzellen in Dünnschichttechnik generell“, freut sich Dr. Michael Powalla, Mitglied im ZSW-Vorstand und Geschäftsbereichsleiter Photovoltaik. „Der Wirkungsgrad ist ein Ergebnis kontinuierlicher und systematischer Forschung, die von dem Bundesumweltministerium und dem Wirtschaftsministerium Baden-Württemberg seit vielen Jahren unterstützt wird. Besonders die enge Kooperation zwischen Grundlagenforschung an der Universität, anwendungsnaher Forschung am ZSW und der Produktion bei unserem Industriepartner Würth Solar hat uns diesen Spitzenplatz eingebracht.“
Die Fläche der Weltrekordzelle beträgt 0,5 cm². Die Solarzelle wurde in einer CIGS-Laborbeschichtungsanlage mit einem modifizierten Simultanverdampfungsprozess hergestellt, der im Prinzip auf Produktionsprozesse aufskalierbar ist. Die Solarzelle, bestehend aus der halbleitenden CIGS-Schicht und den Kontaktschichten, ist insgesamt nur rund 4 µm dick. Bei der Herstellung müssen die elektrischen und optischen Eigenschaften sehr gut aufeinander abgestimmt sein - ein extrem schwierig zu beherrschender Vorgang. Das Fraunhofer ISE in Freiburg hat die neuen Ergebnisse bestätigt.
28.05.2010 - productronic
http://www.all-electronics.de/ae/news/36091-D%25C3%25BCnnsch…

Giso Hahn studierte von 1989 bis 1995 Physik an der Universität Stuttgart mit Diplomarbeit am Max-Planck-Institut für Metallforschung. 1999 promovierte er an der Universität Konstanz über neuartige kristalline Silizium-Materialien und leitet internationale, nationale und bilaterale Projekte im Bereich der Photovoltaik. 2005 habilitierte er im Fachbereich Physik zum Thema "Folien-Silizium für die Photovoltaik", zudem lehrt er im Fachbereich Physik. Seit 2007 ist Giso Hahn verantwortlich für die Kooperation zwischen der Universität Konstanz und dem Fraunhofer-Institut für Solare Energiesysteme (FhG-ISE) in Freiburg. Giso Hahn leitet als außerplanmäßiger Professor die Photovoltaik-Abteilung an der Universität Konstanz mit rund 40 Mitarbeitern.
+++++
Im Gespräch mit Prof. Dr. Giso Hahn
Millionenzuwendung aus der Industrie für die Photovoltaik-Abteilung im Fachbereich Physik: Die Wissenschaftler freut’s mächtig. "Im Gespräch" wollte von Prof. Giso Hahn, Leiter der Photovoltaik-Abteilung, Details wissen.
Herr Prof. Hahn, fast hat man den Eindruck, als stünden Sie auf der Sonnenseite des Wissenschaftlerlebens. 2008 haben Sie vom Bundesumweltministerium 3,7 Millionen Euro für Ihre Forschungsarbeit bekommen, jetzt 1,25 Millionen Euro von einem Unternehmen.
Natürlich freut uns diese Unterstützung sehr, da sie ja auch eine Anerkennung der bislang geleisteten Arbeit ist. Das Geld vom Bundesumweltministerium im letzten Jahr durfte nur für die Anschaffung neuer Geräte benutzt werden, was sehr hilfreich war, um unseren teilweise sehr veralteten Gerätepark ein wenig auf Vordermann zu bringen. Die 1,25 Millionen sind zum Glück freier verwendbar.
Wie kommen Sie zu solchen Summen?
Zunächst einmal hört sich das nach sehr viel Geld an (was es natürlich auch ist). Wir forschen sehr angewandt und oft auch sehr eng im Rahmen von Drittmittelprojekten mit Unternehmen aus der Photovoltaik-Industrie zusammen, die einen Teil der Fördergelder in den öffentlich geförderten Projekten tragen müssen. In der Regel kommt aber der größere Anteil der Projektmittel in diesen Projekten von öffentlichen Förderinstitutionen wie beispielsweise der EU oder dem Bundesumwelt- oder -forschungsministerium. Da wir bei inzwischen über 40 Mitarbeitern nur zweieinhalb Stellen aus dem Unihaushalt finanziert bekommen, müssen fast alle Mitarbeiter aus diesen eingeworbenen Drittmitteln finanziert werden. Daran erkennt man, dass wir alleine für die Personalausgaben jährlich rund 1 bis 1,5 Millionen Euro einwerben müssen. Das geht eigentlich nur, wenn wir uns aktuellen Forschungsthemen widmen, die auch für die Industrie von Bedeutung sind. Dafür muss dann aber auch in den verschiedenen Stadien der Projekte von der Vorläuferforschung über die Beantragungsphase und die eigentliche Forschungsphase innerhalb des Projekts hart gearbeitet werden.
Sind Zuwendungen aus der Wirtschaft für Sie als Wissenschaftler mit einem „Gschmäckle“ verbunden?
Im Rahmen von konkreten Forschungsprojekten ein klares „Nein“, da hier vertraglich genau definiert ist, wofür das Geld innerhalb des Projekts eingesetzt werden kann. Außerdem bestehen klare Verträge, die von der Rechtsabteilung ausgehandelt werden. Ohne diese Drittmittelprojekte wäre ein großer Teil der universitären Forschung und Ausbildung nicht möglich.
Bei frei zur Verfügung gestellten Mitteln ohne konkreten Projekthintergrund muss natürlich sichergestellt werden, dass hier keine unerlaubte Einflussnahme stattfindet. Wir wären aber schlecht beraten, wenn wir dies zuließen, da wir auch mit weiteren Partnern aus der Industrie zusammenarbeiten, die teilweise Konkurrenten sind. Somit wollen und müssen wir unabhängig bleiben, wenn wir auch weiterhin längerfristig erfolgreich forschen wollen.
Für den Normalbürger hören sich schon die 1,25 Millionen Euro nach sehr viel Geld an. Was genau machen Sie damit?
Das ist noch nicht genau entschieden. Es gibt einen Beirat, der in regelmäßigen Abständen über die Verwendung der Forschungsmittel beschließt. Da das Projekt über fünf Jahre angelegt ist, haben wir hier die Chance, wenigstens für manche Mitarbeiter auch Arbeitsverträge über diese Zeitdauer anzubieten, was gegenüber den normalen Jahresverträgen eine Verbesserung ist und ein wenig mehr Kontinuität und Planungssicherheit erlaubt. Die Forschungsthemen werden sich teilweise an den bestehenden Kompetenzen orientieren, erlauben aber vor allem auch, neue Dinge anzustoßen, die über andere Förderinstitutionen nicht so einfach möglich gewesen wären.
Das Geld stammt von einer Firma aus dem Schwarzwald und wurde Ihnen zur freien Verfügung übergeben. Sind sie tatsächlich frei, was Sie mit dem Geld anfangen, zumal das Unternehmen selbst im Photovoltaik-Bereich arbeitet?
Völlig frei sind wir in der Verwendung der Gelder nicht. Es ist vertraglich festgehalten, für welche Forschungsthematiken innerhalb des relativ großen Gebiets der Photovoltaik das Geld verwendet werden soll. Aber die Forscher im Beirat entscheiden, wofür es konkret eingesetzt wird.
Sie wollen, wie Sie sagten, längerfristige Forschungsziele in Angriff nehmen. Was meinen Sie damit?
Wir wollen uns damit die Möglichkeit schaffen, auch Vorläuferforschung betreiben zu können und neue Expertise aufzubauen, um mit diesen Ergebnissen später wieder neue Drittmittelprojekte einzuwerben. Dafür ist es notwendig, auch Arbeitsverträge mit mehr als nur ein bis drei Jahre Laufzeit anbieten zu können.
Uneigennützig hat das Unternehmen wohl nicht gehandelt, als es Ihnen das Geld übergeben hat. Gibt es einen Vertragspassus, wonach gewisse Erkenntnisse nur an dieses Unternehmen weitergegeben werden?
Nein, es gibt keinen Passus, der die von Unimitarbeitern gewonnenen Erkenntnisse in ihrer Verwendung einschränkt. Darauf haben wir geachtet, da wir als Universität unsere Ergebnisse zum Beispiel im Rahmen von Promotionen natürlich möglichst frei veröffentlichen wollen.
Bei der Geldübergabe hieß es, es solle auch die Wettbewerbsfähigkeit der Konstanzer Forschung gestärkt werden. Gehört Ihr Team weltweit zu den führenden, oder an welcher Position sehen Sie sich?
Als universitäre Forschungseinrichtung sind wir in dieser angewandten Ausrichtung weltweit führend. Und auch im Kreis der nicht-universitären Forschungsinstitute können wir uns sehr gut behaupten, was neben der im Laufe der Jahre aufgebauten und zur Verfügung stehenden Ausstattung natürlich hauptsächlich an den kompetenten und motivierten Mitarbeitern liegt. In Konstanz hat sich da einiges bewegt.
Wie wichtig sind für Sie insgesamt gesehen Gelder aus der Wirtschaft?
Es ist unsere erste „Spende“ aus der Industrie, insofern betreten wir hier selber Neuland. Aber bei richtiger Verwendung der Mittel für interessante Forschungsthemen kann ich mir vorstellen, dass dieses Finanzierungsmodell als weitere Säule zur flexiblen Finanzierung von Spitzenforschung taugen kann. Entscheidend wird aber sein, dass dieses Geld nicht am Ende für Aufgaben eingesetzt wird, für die es nicht gedacht ist (beziehungsweise um Mittelkürzungen an anderer Stelle auszugleichen). Man kennt da ja genügend Beispiele aus der Politik.
Können Sie sich nach diesen 1,25 Millionen Euro jetzt zumindest eine Zeit lang „zurücklehnen“, oder müssen Sie sich dauerhaft darum kümmern, dass Ihre Abteilung finanziell ausreichend ausgestattet ist?
Durchatmen ja, zurücklehnen nein. Wenn man die Summe durch fünf Jahre Laufzeit teilt und mit unseren jährlichen Kosten vergleicht, relativiert sich das schon wieder etwas. Aber ich sehe es eher als Ansporn für die Verwirklichung weiterer guter Ideen in der Zukunft.
Sie haben ja auch die Möglichkeit, über die DFG Fördergelder zu beantragen.
Der Weg der Projektbeantragung über die klassischen Förderinstitutionen wird für uns wahrscheinlich der Normalfall bleiben.
Diese Gelder sind aber projektbezogen ...
... was auch seine Vorteile hat, da man sehr fokussiert an konkrete Problemstellungen herangehen muss. Im Einzelfall können die Ergebnisse schnell aus dem Labor in die Industrie überführt werden, was auch sehr motivierend sein kann. Dennoch wäre mehr Forschungsfreiheit durch eine kontinuierlichere Finanzierung einiger Personalstellen sehr wünschenswert, damit nicht mit dem erzwungenen Weggang guter Mitarbeiter ein Know-how-Verlust eintritt.
Erwarten Sie mittelfristig gesehen eine Erweiterung Ihrer derzeit rund 40 Mitarbeiter zählenden Photovoltaik-Abteilung?
Eine viel größere Zahl an Mitarbeitern lassen unsere Räumlichkeiten momentan gar nicht zu. Aber für gute und motivierte Leute haben wir bis jetzt immer noch ein Plätzchen gefunden.
http://www.aktuelles.uni-konstanz.de/im-gespraech-mit/archiv…
... die Firma aus dem Schwarzwald kann nur die Gebr. Schmid aus Freudenstadt sein
http://www.schmid-group.com/de/photovoltaik.html
+++++
Prof. Dr. Giso Hahn hat schon vor Bayer an RGS gearbeitet und war auch in den letzten Jahren aktiv an der Weiterentwicklung für RGS bei Solarworld beteiligt. Was ich bisher nicht wußte ist, daß man an der Uni Konstanz auch im Bereich Nanotechnik forscht, das für Spapelzellen verwendet werden kann.
Die Arbeit der Uni Konstanz im Bereich Nanotechink ist für Solarworld genau so interessant wie ihre F&E Projekte bei RGS. Einige Mitarbeiter bei unserer F&E stammen von der Uni Konstanz.

http://www.uni-konstanz.de/nanolab/?cont=research&subcont=ph…
Eine deutsche Übersetzung ...
http://translate.google.de/translate?js=y&prev=_t&hl=de&ie=U…
Novel thin film thermophotovoltaic system
a) Wilhelm Durischa,
and
b) Bernd Bitnar,
a) Paul Scherrer Institut, CH-5232 Villigen PSI, Switzerland
b) Deutsche Cell GmbH, Berthelsdorfer Str. 111a, 09599 Freiberg, Germany
Received 20 January 2010; accepted 26 January 2010. Available online 11 February 2010.
Abstract
We describe a novel design of a thermophotovoltaic (TPV) system based on thin film photocells. The radiation source is a selective emitter made from Yb2O3, which allows the use of photocells with a band gap between 1.0 and 1.2 eV. Thin film solar cell materials like microcrystalline Si or Cu(In,Ga)Se2 (CIGS) can in principle be used for such a system. So far, a special CIGS TPV photocell is not available, but the requirements to the cell for an application in a TPV system, like suitable band gap, small series resistance, flexibility and superstrate configuration, were separately achieved in lab-scale photocells.
The proposed thin film TPV system is cylindrically symmetric and consists of a monolithic CIGS photocell module at the outer surface of a glass tube. Due to a direct contact of the whole rear side of the cell with a cooling water film, an efficient cell cooling is achievable. Complicated cooling water plumbing is not necessary. A drastic cost reduction is expected compared to TPV systems that use conventional crystalline Si photocells.
Numerical simulations of the novel CIGS TPV system based on an existing system with Si photocells and CIGS photocell parameters from the literature result in a system efficiency of up to 4% without recuperator. We suggest an application of our proposed system for electrically self-powered residential heating systems. For that, a system efficiency of 1–2% is sufficient, so surplus electricity can be supplied into the house grid for external consumption.
Keywords: Thermophotovoltaics; TPV system; CIGS solar cells; Selective emitters
http://www.sciencedirect.com/science?_ob=ArticleURL&_udi=B6V…
--> siehe auch hier #573 - #575
+++++
Thermophotovoltaik: Strom aus Wärmestrahlung
Eine noch junge Technologie stellt sich vor: Die Thermophotovoltaik
Noch ist dieses Energiewandlungsverfahren vor allem in den Forschungslaboren zuhause. Allerdings lassen erste Anwendungsbeispiele schon jetzt eine wichtige Rolle vermuten in einer hocheffizienten Energieversorgung auf Basis erneuerbarer Energien.
Thermophotovoltaik (TPV) kann im Prinzip überall dort ansetzten, wo eine Verbrennung von Kraftstoffen erfolgt, z.B. von Biogas oder Holz. Photovoltaikzellen nehmen die von einer Wärmequelle ausgehende Strahlung auf und wandeln diese in elektrischen Strom um. Vereinfacht funktioniert das Verfahren wie herkömmliche Photovoltaik - nur ohne Sonneneinstrahlung. Noch sind die elektrischen Wirkungsgrade mit 1% bei den eingesetzten Photozellen sehr bescheiden, kommen doch im Labor produzierte monokristalline Zellen für den Einsatz an der Sonne auf bis zu 25% Wirkungsgrad.
Mehr Strom ohne Sonne
Dennoch kann es ohne Sonne letztlich doch viel besser klappen: Denn während bei der Sonne die spektrale Verteilung nicht verändert werden kann, d.h. die Wellenlänge der Strahlen für die Photozellen naturgemäß nicht mehr zu optimieren ist, geht dies bei der Wärmequelle.
Werden die Wärmequelle und die Photozelle optimal aufeinander eingestellt, können dann Wirkungsgrade von bis zu 70% erreicht werden. Erzeugt eine Photovoltaikzelle von der Größe einer Postkarte im Sonnenlicht etwa 1,5W, kann ein TPV-Generator gleicher Größe theoretisch 300 bis 500W erzeugen.
Kraft-Wärme-Kopplung umgekehrt
Konkrete Einsatzmöglichkeiten sind z.B. TPV-Generatoren, die große Mengen industrieller Abwärme zur Stromproduktion nutzen. Kann Abwärme im Produktionsprozess oder z.B. über ein Fernwärmenetz nicht sinnvoll verbraucht werden, ist somit noch eine effiziente Stromerzeugung möglich.
Vor allem für TPV-Generatoren als kleine Stromerzeugungsaggregate im Leistungsbereich von ca. 100 W bis wenige kW werden zur Zeit große Absatzmärkte gesehen. Unter anderem für Bordnetze im Automobilbereich, für die Bahn und den Schiffsbau wäre Thermophotovoltaik spannend. Generell kommt aber auch eine Nutzung im netzunabhängigen Bereich, z.B. für ganze Wohnhäuser in Frage.
http://www.energieportal24.de/fachberichte_artikel_130.htm
+++++
CPV-6 – International Conference on Concentrating Photovoltaic Systems - Vom 7.-9.4.2010 trifft sich in Freiburg die Fachwelt der Konzentratorphotovoltaik
(..) Eine Besonderheit ist die Integration der TPV-9 World Conference in die CPV-6. Diese bislang eigenständige internationale Fachkonferenz zur Thermophotovoltaik findet am Nachmittag des 9. April in den Räumen des Fraunhofer ISE statt. Bei der Thermophotovoltaik wandeln Photovoltaikzellen, die meist aus III-V-Halbleitern bestehen, Infrarotstrahlung, z.B. eines konventionellen Brenners, in elektrische Energie um. (..)
http://www.ise.fraunhofer.de/presse-und-medien/presseinforma…
a) Wilhelm Durischa,
and
b) Bernd Bitnar,
a) Paul Scherrer Institut, CH-5232 Villigen PSI, Switzerland
b) Deutsche Cell GmbH, Berthelsdorfer Str. 111a, 09599 Freiberg, Germany
Received 20 January 2010; accepted 26 January 2010. Available online 11 February 2010.
Abstract
We describe a novel design of a thermophotovoltaic (TPV) system based on thin film photocells. The radiation source is a selective emitter made from Yb2O3, which allows the use of photocells with a band gap between 1.0 and 1.2 eV. Thin film solar cell materials like microcrystalline Si or Cu(In,Ga)Se2 (CIGS) can in principle be used for such a system. So far, a special CIGS TPV photocell is not available, but the requirements to the cell for an application in a TPV system, like suitable band gap, small series resistance, flexibility and superstrate configuration, were separately achieved in lab-scale photocells.
The proposed thin film TPV system is cylindrically symmetric and consists of a monolithic CIGS photocell module at the outer surface of a glass tube. Due to a direct contact of the whole rear side of the cell with a cooling water film, an efficient cell cooling is achievable. Complicated cooling water plumbing is not necessary. A drastic cost reduction is expected compared to TPV systems that use conventional crystalline Si photocells.
Numerical simulations of the novel CIGS TPV system based on an existing system with Si photocells and CIGS photocell parameters from the literature result in a system efficiency of up to 4% without recuperator. We suggest an application of our proposed system for electrically self-powered residential heating systems. For that, a system efficiency of 1–2% is sufficient, so surplus electricity can be supplied into the house grid for external consumption.
Keywords: Thermophotovoltaics; TPV system; CIGS solar cells; Selective emitters
http://www.sciencedirect.com/science?_ob=ArticleURL&_udi=B6V…
--> siehe auch hier #573 - #575
+++++
Thermophotovoltaik: Strom aus Wärmestrahlung
Eine noch junge Technologie stellt sich vor: Die Thermophotovoltaik
Noch ist dieses Energiewandlungsverfahren vor allem in den Forschungslaboren zuhause. Allerdings lassen erste Anwendungsbeispiele schon jetzt eine wichtige Rolle vermuten in einer hocheffizienten Energieversorgung auf Basis erneuerbarer Energien.
Thermophotovoltaik (TPV) kann im Prinzip überall dort ansetzten, wo eine Verbrennung von Kraftstoffen erfolgt, z.B. von Biogas oder Holz. Photovoltaikzellen nehmen die von einer Wärmequelle ausgehende Strahlung auf und wandeln diese in elektrischen Strom um. Vereinfacht funktioniert das Verfahren wie herkömmliche Photovoltaik - nur ohne Sonneneinstrahlung. Noch sind die elektrischen Wirkungsgrade mit 1% bei den eingesetzten Photozellen sehr bescheiden, kommen doch im Labor produzierte monokristalline Zellen für den Einsatz an der Sonne auf bis zu 25% Wirkungsgrad.
Mehr Strom ohne Sonne
Dennoch kann es ohne Sonne letztlich doch viel besser klappen: Denn während bei der Sonne die spektrale Verteilung nicht verändert werden kann, d.h. die Wellenlänge der Strahlen für die Photozellen naturgemäß nicht mehr zu optimieren ist, geht dies bei der Wärmequelle.
Werden die Wärmequelle und die Photozelle optimal aufeinander eingestellt, können dann Wirkungsgrade von bis zu 70% erreicht werden. Erzeugt eine Photovoltaikzelle von der Größe einer Postkarte im Sonnenlicht etwa 1,5W, kann ein TPV-Generator gleicher Größe theoretisch 300 bis 500W erzeugen.
Kraft-Wärme-Kopplung umgekehrt
Konkrete Einsatzmöglichkeiten sind z.B. TPV-Generatoren, die große Mengen industrieller Abwärme zur Stromproduktion nutzen. Kann Abwärme im Produktionsprozess oder z.B. über ein Fernwärmenetz nicht sinnvoll verbraucht werden, ist somit noch eine effiziente Stromerzeugung möglich.
Vor allem für TPV-Generatoren als kleine Stromerzeugungsaggregate im Leistungsbereich von ca. 100 W bis wenige kW werden zur Zeit große Absatzmärkte gesehen. Unter anderem für Bordnetze im Automobilbereich, für die Bahn und den Schiffsbau wäre Thermophotovoltaik spannend. Generell kommt aber auch eine Nutzung im netzunabhängigen Bereich, z.B. für ganze Wohnhäuser in Frage.
http://www.energieportal24.de/fachberichte_artikel_130.htm
+++++
CPV-6 – International Conference on Concentrating Photovoltaic Systems - Vom 7.-9.4.2010 trifft sich in Freiburg die Fachwelt der Konzentratorphotovoltaik
(..) Eine Besonderheit ist die Integration der TPV-9 World Conference in die CPV-6. Diese bislang eigenständige internationale Fachkonferenz zur Thermophotovoltaik findet am Nachmittag des 9. April in den Räumen des Fraunhofer ISE statt. Bei der Thermophotovoltaik wandeln Photovoltaikzellen, die meist aus III-V-Halbleitern bestehen, Infrarotstrahlung, z.B. eines konventionellen Brenners, in elektrische Energie um. (..)
http://www.ise.fraunhofer.de/presse-und-medien/presseinforma…
(..) Last October, SolarWorld USA opened North America's largest solar manufacturing plant in Hillsboro, Ore., and a growing list of solar energy companies have a presence in the state. A combination of business tax credits and access to university research facilities is helping lure these businesses to Oregon.

Gordon Brinser,
vice president of operations at the SolarWorld facility in Hillsboro, said he welcomes the investment in university research and development labs focused on solar energy.
"This is very good news for SolarWorld and for other Oregon firms engaged in the solar energy sector," Brinser said. "By working together to grow a network of solar research facilities accessible to both industry and academia, Oregon's universities have the opportunity to become much more than the sum of their parts, and this helps position Oregon for more economic development around solar energy." (..)
http://uonews.uoregon.edu/archive/news-release/2009/3/oregon…
+++++
Monday, March 15, 2010, 9:20am PDT
New OSU solar research center set to open in May
by Erik Siemers
Business Journal Staff Writer

George Williams, Voxtel CEO
Voxtel Inc. wants to use its expertise in nanotechnology to become a manufacturer of next-generation solar energy cells.
But that’s a capital-intensive endeavor for the Beaverton-based company, a developer of advanced photodetectors that employs 33 people.
“For a small company, we can’t afford a multi-hundred-million-dollar investment,” said George Williams, Voxtel’s CEO.
Instead, Voxtel will be among the Oregon manufacturers planning to make use of a new solar energy manufacturing research center opening in May at Oregon State University.
The focus of the Oregon Process Innovation Center for Sustainable Solar Cell Manufacturing is to research new methods of making photovoltaic cells in ways that can drive down the cost of manufacturing.
In particular, university researchers will study advancements in thin-film technology — in which a thin layer of photovoltaic film is layered onto a piece of glass.
“We’re trying to get the thin film solar cells to be more competitive by making costs lower and improving performance,” said Greg Herman, an associate professor of chemical engineering at OSU and associate director of the center.
The center — which has received $2.7 million in funding, mostly from a three-year U.S. Department of Energy grant — will include a collaboration among more than 20 researchers from OSU, the University of Oregon, Portland State University and the Pacific Northwest National Laboratory.
But it’s more than an academic research lab. The center is designed to be an economic development engine, making its equipment and capabilities available to Oregon manufacturers in need of the research and development capacity.
That could prove to be a critical service in a state where more and more manufacturers of all sizes are dipping their toes into the fast-growing solar energy market.
“For a small company, it doesn’t make sense to buy a $500,000 piece of equipment you need to use for a few days a year,” said David Kenney, executive director of the Oregon Built Environment and Sustainable Technologies Center, which supplied the initial $232,000 investment to the center.
A Tektronix Inc. spinoff founded in 1999, Voxtel specializes in making photodetectors, devices that convert light into electronic signals.
While most of their work is used in military applications, the company wants to leverage its capabilities into photovoltaic products.
The goal is to develop flexible thin-film solar cells using nanocrystals, printed like ink onto a plastic surface.
The new OSU solar manufacturing research center will allow Voxtel to develop a manufacturing prototype, enhancing its ability to bring the product to market.
“There’s no way a small company like ours could reasonably go to market without this type of facility,” Williams said. “With this capability, we can have a direct path to market without having to set up a collaboration of five or six companies all with a small part of it.”
Herman said the center will work with manufacturers on melding the new manufacturing research into their operations.
“What we’re doing is having a lab available for both the university researchers as well as industrial partners to evaluate the integrating of the work we’re doing with their technologies,” he said.
http://www.sustainablebusinessoregon.com/articles/2010/03/ne…
Gordon Brinser,
vice president of operations at the SolarWorld facility in Hillsboro, said he welcomes the investment in university research and development labs focused on solar energy.
"This is very good news for SolarWorld and for other Oregon firms engaged in the solar energy sector," Brinser said. "By working together to grow a network of solar research facilities accessible to both industry and academia, Oregon's universities have the opportunity to become much more than the sum of their parts, and this helps position Oregon for more economic development around solar energy." (..)
http://uonews.uoregon.edu/archive/news-release/2009/3/oregon…
+++++
Monday, March 15, 2010, 9:20am PDT
New OSU solar research center set to open in May
by Erik Siemers
Business Journal Staff Writer
George Williams, Voxtel CEO
Voxtel Inc. wants to use its expertise in nanotechnology to become a manufacturer of next-generation solar energy cells.
But that’s a capital-intensive endeavor for the Beaverton-based company, a developer of advanced photodetectors that employs 33 people.
“For a small company, we can’t afford a multi-hundred-million-dollar investment,” said George Williams, Voxtel’s CEO.
Instead, Voxtel will be among the Oregon manufacturers planning to make use of a new solar energy manufacturing research center opening in May at Oregon State University.
The focus of the Oregon Process Innovation Center for Sustainable Solar Cell Manufacturing is to research new methods of making photovoltaic cells in ways that can drive down the cost of manufacturing.
In particular, university researchers will study advancements in thin-film technology — in which a thin layer of photovoltaic film is layered onto a piece of glass.
“We’re trying to get the thin film solar cells to be more competitive by making costs lower and improving performance,” said Greg Herman, an associate professor of chemical engineering at OSU and associate director of the center.
The center — which has received $2.7 million in funding, mostly from a three-year U.S. Department of Energy grant — will include a collaboration among more than 20 researchers from OSU, the University of Oregon, Portland State University and the Pacific Northwest National Laboratory.
But it’s more than an academic research lab. The center is designed to be an economic development engine, making its equipment and capabilities available to Oregon manufacturers in need of the research and development capacity.
That could prove to be a critical service in a state where more and more manufacturers of all sizes are dipping their toes into the fast-growing solar energy market.
“For a small company, it doesn’t make sense to buy a $500,000 piece of equipment you need to use for a few days a year,” said David Kenney, executive director of the Oregon Built Environment and Sustainable Technologies Center, which supplied the initial $232,000 investment to the center.
A Tektronix Inc. spinoff founded in 1999, Voxtel specializes in making photodetectors, devices that convert light into electronic signals.
While most of their work is used in military applications, the company wants to leverage its capabilities into photovoltaic products.
The goal is to develop flexible thin-film solar cells using nanocrystals, printed like ink onto a plastic surface.
The new OSU solar manufacturing research center will allow Voxtel to develop a manufacturing prototype, enhancing its ability to bring the product to market.
“There’s no way a small company like ours could reasonably go to market without this type of facility,” Williams said. “With this capability, we can have a direct path to market without having to set up a collaboration of five or six companies all with a small part of it.”
Herman said the center will work with manufacturers on melding the new manufacturing research into their operations.
“What we’re doing is having a lab available for both the university researchers as well as industrial partners to evaluate the integrating of the work we’re doing with their technologies,” he said.
http://www.sustainablebusinessoregon.com/articles/2010/03/ne…
Antwort auf Beitrag Nr.: 39.656.523 von bossi1 am 09.06.10 16:21:13
Nanocrystal Quantum Dots
Voxtel provides high-volume manufacture of high-quality nanoparticles — including atomically precise metal, metal oxide, and semiconductor nanocrystal quantum dots. These quantum dots include those with organic stabilization, doping, and/or the use of core-multi-shell architectures — all with a level of quality not previously available.
We specialize in “green” nanocrystals, made from less toxic materials and with less waste, and our capability includes materials difficult to manufacture using conventional techniques. This specialty allows developers to go to market with less expensive products that are also free from the cadmium, lead, and other toxic materials found in common nanocrystals.
Voxtel’s uses high-volume fluidic and gas flow syntheses with continuous feedback control, allowing multi-kg quantities for many applications, as well as high quantum yield (QY), precise spectral response, and well defined HOMO and LUMO levels — free of defects.
Voxtel’s products are divided into three product families: (1) wide-bandgap nanocrystals, including several metal oxides, sulfides, and halides (ex. ZnO, ZnS, LaF3, YVO4) that are most often transparent and absorb in the ultraviolet; (2) narrow-bandgap nanocrystals, which absorb in the visible, near infrared, and short-wavelength infrared (SWIR) spectral regions (including various III-V and II-VI material sets such as CdS, CdSe, CdTe, PbS, PbSe, CdTe, InP, InSb, and SnTe), and (3) metal nanoparticles.
http://nano.voxtel-inc.com/nanocrystal-quantum-dots/
Nanocrystal Quantum Dots
Voxtel provides high-volume manufacture of high-quality nanoparticles — including atomically precise metal, metal oxide, and semiconductor nanocrystal quantum dots. These quantum dots include those with organic stabilization, doping, and/or the use of core-multi-shell architectures — all with a level of quality not previously available.
We specialize in “green” nanocrystals, made from less toxic materials and with less waste, and our capability includes materials difficult to manufacture using conventional techniques. This specialty allows developers to go to market with less expensive products that are also free from the cadmium, lead, and other toxic materials found in common nanocrystals.
Voxtel’s uses high-volume fluidic and gas flow syntheses with continuous feedback control, allowing multi-kg quantities for many applications, as well as high quantum yield (QY), precise spectral response, and well defined HOMO and LUMO levels — free of defects.
Voxtel’s products are divided into three product families: (1) wide-bandgap nanocrystals, including several metal oxides, sulfides, and halides (ex. ZnO, ZnS, LaF3, YVO4) that are most often transparent and absorb in the ultraviolet; (2) narrow-bandgap nanocrystals, which absorb in the visible, near infrared, and short-wavelength infrared (SWIR) spectral regions (including various III-V and II-VI material sets such as CdS, CdSe, CdTe, PbS, PbSe, CdTe, InP, InSb, and SnTe), and (3) metal nanoparticles.
http://nano.voxtel-inc.com/nanocrystal-quantum-dots/
Interessant??
Quelle:
http://www.elektronikpraxis.vogel.de/elektronikfertigung/fot…
Die Gewinner der Kategorie „PV Produktionstechnik“
*
Festo aus Esslingen/Deutschland erhielt eine Auszeichnung für ihr sehr schnelles Handhabungssystem „High Speed H-Portal“. Die Kombination einer flachen Bauweise und einer niedrig bewegten Masse liefert Dynamik auf kleinstem Bauraum und spart so Energie und Ressourcen. Das Herz des Geräts ist ein Hub-Dreh-Modul. Dieses Zusammenspiel schafft es, die Wirkkraft der Produktion zu steigern.
*
Das Schweizer Unternehmen GEMO-TEC ist für sein Modulfertigungskonzept „NICE-Prozess“ ausgezeichnet worden. Der Prozess stellt eine Alternative zur Modulverkapselung dar, arbeitet mit einer luft- und feuchtigkeitsdichten Versiegelungstechnologie und ist komplett lötfrei und damit umweltfreundlich. Durch die Reduktion der Fertigungsschritte kann eine deutliche Kostenreduktion in der Fertigung erzielt werden.
*
Die Gebr. Schmid aus Freudenstadt/Deutschland sind für das kontaktlose Metallisierungsverfahren „LTP 1500/Laser Transfer Printing“ ausgezeichnet, dessen Leistungsdaten vergleichbar mit dem Standard Siebdruckverfahren sind. Durch das modulare Anlagenkonzept ist eine Integration in bestehende Fertigungslinien leicht möglich. Die eingesetzte Technologie ermöglicht es, auf lösemittelhaltige Pasten zu verzichten und einen der Trocknungsschritte einzusparen.
Quelle:
http://www.elektronikpraxis.vogel.de/elektronikfertigung/fot…
Die Gewinner der Kategorie „PV Produktionstechnik“
*
Festo aus Esslingen/Deutschland erhielt eine Auszeichnung für ihr sehr schnelles Handhabungssystem „High Speed H-Portal“. Die Kombination einer flachen Bauweise und einer niedrig bewegten Masse liefert Dynamik auf kleinstem Bauraum und spart so Energie und Ressourcen. Das Herz des Geräts ist ein Hub-Dreh-Modul. Dieses Zusammenspiel schafft es, die Wirkkraft der Produktion zu steigern.
*
Das Schweizer Unternehmen GEMO-TEC ist für sein Modulfertigungskonzept „NICE-Prozess“ ausgezeichnet worden. Der Prozess stellt eine Alternative zur Modulverkapselung dar, arbeitet mit einer luft- und feuchtigkeitsdichten Versiegelungstechnologie und ist komplett lötfrei und damit umweltfreundlich. Durch die Reduktion der Fertigungsschritte kann eine deutliche Kostenreduktion in der Fertigung erzielt werden.
*
Die Gebr. Schmid aus Freudenstadt/Deutschland sind für das kontaktlose Metallisierungsverfahren „LTP 1500/Laser Transfer Printing“ ausgezeichnet, dessen Leistungsdaten vergleichbar mit dem Standard Siebdruckverfahren sind. Durch das modulare Anlagenkonzept ist eine Integration in bestehende Fertigungslinien leicht möglich. Die eingesetzte Technologie ermöglicht es, auf lösemittelhaltige Pasten zu verzichten und einen der Trocknungsschritte einzusparen.
Antwort auf Beitrag Nr.: 39.662.780 von topdollar am 10.06.10 14:44:09Intersolar Europe 2010
„HOPPECKE – Your Global Specialist for Energy Storage Systems Solutions“
Unter diesem Slogan präsentiert HOPPECKE auf der Intersolar 2010 dem weltweiten Publikum seine Produktinnovationen aus dem Bereich Renewable Energies.

Als größter Batteriehersteller in europäischer Hand hat sich HOPPECKE auf die Entwicklung neuer Technologien und Dienstleistungen zur Energiespeicherung spezialisiert.
Mit der speziell für den Off-Grid Markt entwickelten „solar.power“ Produktfamilie zeigt HOPPECKE den aktuellen Stand der Spitzentechnologie. Li-Ionen Speichersysteme runden das umfassende Produktprogramm ab.
Die weltweit zunehmende Nutzung regenerativer Energien verleiht insbesondere Energie-speichern eine neue Dimension. Moderne Solar- und Off-Grid-Anwendungen stellen aber auch gleichzeitig hohe Anforderungen an die Batterietechnik. HOPPECKE hat sich dieser Aufgabe gestellt und mit mehr als 80 Jahren Erfahrung und eine der größten Forschungs- und Entwicklungsabteilung der Branche im Rücken, eine neue Leistungsklasse entwickelt.
„solar.power“ steht für innovative, ertragsoptimierten Batterietechnik die Gegensätze vereint – höchst effizienter Betrieb bei gleichzeitig maximaler Energiesicherheit.
Alle „solar.power“ Produkte zeichnen sich durch exzellente Zyklenfestigkeit und Langlebigkeit im Teilentladebetrieb sowie deutlich verbesserter Lagereigenschaft aus. Die „solar.power“ – Reihe bietet, je nach Einsatzzweck, die passenden Energiespeicher in bewährter Bleisäuretechnologie. Dazu gehören wartungsfreie Gel- oder Vlies-Typen, wie auch geschlossene Batterietypen, jeweils in Einzelzellen- oder Blockausführung. Optionales Zubehör wie z.B. AquaGenâ Rekombinations-systeme, Elektrolytumwälzung und Batteriemonitoring runden das vielfältige Produktangebot für dieses breite Anwendungsgebiet ab. HOPPECKE Kunden schätzen besonders den weltweit einheitlichen und zertifizierten Qualitäts-standart sowie anwendungsorientierte Systemlösungen. Service wird bei HOPPECKE groß geschrieben – für optimale Beratung und technisches Engineering steht von nun an Kunden in aller Welt der neu geschaffene Vertriebsbereich „Renewable Energies“ mit Rat und Tat zur Seite. HOPPECKE - Power from Innovation. Überzeugen Sie sich selbst!
Größter Industriebatterie-Hersteller in europäischem Besitz
Das Familienunternehmen aus dem sauerländischen Ort Hoppecke kann in diesem Jahr auf mehr als 80 Jahre Erfahrung im Batteriegeschäft zurückblicken. Über 1.400 Mitarbeiter (davon die Hälfte in Deutschland) erwirtschaften im Durchschnitt jährliche Wachstumsraten im zweistelligen Bereich. Mit 16 Tochtergesellschaften, zahlreichen Repräsentanzen, Partnern und Distributoren sowie Produktions- und Montagestätten weltweit ist HOPPECKE ein Global Player. Dabei gilt: „Eine Marke – eine Qualität“. Unsere Kunden können auf exzellente Qualität vertrauen - weltweit. Energie ist geben und nehmen – aus diesem Grund ist schon seit 1987 der schonende Umgang mit Ressourcen in den Unternehmensgrundsätzen verankert. Mit unserer eigenen zertifizierten Recyclinganlage für Bleiakkumulatoren leisten wir auch über die Lebensdauer unserer Produkte hinaus einen wichtigen Beitrag zum Thema Umweltschutz. 2009 erfolgte die Gründung der HOPPECKE Service Gesellschaft und der HOPPECKE Advanced Battery Technology. Damit wird Forschung und Entwicklung auch in Zukunft ein entscheidender Faktor sein. „Power from Innovation“ steht für zahlreiche Produkt-entwicklungen, die den Markt nachhaltig beeinflusst haben. Gemäß unserer Mission 2015 haben wir es uns zur Aufgabe gemacht, aktiv an der Erschließung effektiver Energiespeichertechnologien wie z.B. Li-Ion und neuer Anwendungsfelder mitzuwirken.
http://www.hoppecke.de/content/view/full/1227
+++++
Erneuerbare Energien
Die zunehmende Nutzung regenerativer Energien verleiht insbesondere der Speicherung dieser Energien eine stetig wachsende Bedeutung.
Im Bereich Regenerative Energietechnologien bieten wir Ihnen mit unserer Solar-Typenreihe hochqualitative Energiespeicherlösungen, die durch ihre extreme Zyklenfestigkeit als auch Langlebigkeit überzeugen.
Je nach Einsatzzweck, bieten wir Ihnen die passenden Energiespeicher in bewährter Bleisäuretechnologie, optimiert für das Anwendungsgebiet an.
Dazu gehören wartungsarme Gel- oder Vlies-Typen wie auch geschlossene Batterietypen in Einzelzellen- oder Blockausführung.
Optionales Zubehör wie AquaGen Rekombinationssysteme, Elektrolytumwälzung und Batteriemonitoring sorgen für effizienten Betrieb und hohe Verfügbarkeit der Energiespeicherlösung.
Gerne bieten wir Ihnen auch individuelle Lösungen mit Lithium Ionen Batterien an, kontaktieren Sie uns.
http://www.hoppecke.de/produkte/anwendungen/erneuerbare_ener…
„HOPPECKE – Your Global Specialist for Energy Storage Systems Solutions“
Unter diesem Slogan präsentiert HOPPECKE auf der Intersolar 2010 dem weltweiten Publikum seine Produktinnovationen aus dem Bereich Renewable Energies.
Als größter Batteriehersteller in europäischer Hand hat sich HOPPECKE auf die Entwicklung neuer Technologien und Dienstleistungen zur Energiespeicherung spezialisiert.
Mit der speziell für den Off-Grid Markt entwickelten „solar.power“ Produktfamilie zeigt HOPPECKE den aktuellen Stand der Spitzentechnologie. Li-Ionen Speichersysteme runden das umfassende Produktprogramm ab.
Die weltweit zunehmende Nutzung regenerativer Energien verleiht insbesondere Energie-speichern eine neue Dimension. Moderne Solar- und Off-Grid-Anwendungen stellen aber auch gleichzeitig hohe Anforderungen an die Batterietechnik. HOPPECKE hat sich dieser Aufgabe gestellt und mit mehr als 80 Jahren Erfahrung und eine der größten Forschungs- und Entwicklungsabteilung der Branche im Rücken, eine neue Leistungsklasse entwickelt.
„solar.power“ steht für innovative, ertragsoptimierten Batterietechnik die Gegensätze vereint – höchst effizienter Betrieb bei gleichzeitig maximaler Energiesicherheit.
Alle „solar.power“ Produkte zeichnen sich durch exzellente Zyklenfestigkeit und Langlebigkeit im Teilentladebetrieb sowie deutlich verbesserter Lagereigenschaft aus. Die „solar.power“ – Reihe bietet, je nach Einsatzzweck, die passenden Energiespeicher in bewährter Bleisäuretechnologie. Dazu gehören wartungsfreie Gel- oder Vlies-Typen, wie auch geschlossene Batterietypen, jeweils in Einzelzellen- oder Blockausführung. Optionales Zubehör wie z.B. AquaGenâ Rekombinations-systeme, Elektrolytumwälzung und Batteriemonitoring runden das vielfältige Produktangebot für dieses breite Anwendungsgebiet ab. HOPPECKE Kunden schätzen besonders den weltweit einheitlichen und zertifizierten Qualitäts-standart sowie anwendungsorientierte Systemlösungen. Service wird bei HOPPECKE groß geschrieben – für optimale Beratung und technisches Engineering steht von nun an Kunden in aller Welt der neu geschaffene Vertriebsbereich „Renewable Energies“ mit Rat und Tat zur Seite. HOPPECKE - Power from Innovation. Überzeugen Sie sich selbst!
Größter Industriebatterie-Hersteller in europäischem Besitz
Das Familienunternehmen aus dem sauerländischen Ort Hoppecke kann in diesem Jahr auf mehr als 80 Jahre Erfahrung im Batteriegeschäft zurückblicken. Über 1.400 Mitarbeiter (davon die Hälfte in Deutschland) erwirtschaften im Durchschnitt jährliche Wachstumsraten im zweistelligen Bereich. Mit 16 Tochtergesellschaften, zahlreichen Repräsentanzen, Partnern und Distributoren sowie Produktions- und Montagestätten weltweit ist HOPPECKE ein Global Player. Dabei gilt: „Eine Marke – eine Qualität“. Unsere Kunden können auf exzellente Qualität vertrauen - weltweit. Energie ist geben und nehmen – aus diesem Grund ist schon seit 1987 der schonende Umgang mit Ressourcen in den Unternehmensgrundsätzen verankert. Mit unserer eigenen zertifizierten Recyclinganlage für Bleiakkumulatoren leisten wir auch über die Lebensdauer unserer Produkte hinaus einen wichtigen Beitrag zum Thema Umweltschutz. 2009 erfolgte die Gründung der HOPPECKE Service Gesellschaft und der HOPPECKE Advanced Battery Technology. Damit wird Forschung und Entwicklung auch in Zukunft ein entscheidender Faktor sein. „Power from Innovation“ steht für zahlreiche Produkt-entwicklungen, die den Markt nachhaltig beeinflusst haben. Gemäß unserer Mission 2015 haben wir es uns zur Aufgabe gemacht, aktiv an der Erschließung effektiver Energiespeichertechnologien wie z.B. Li-Ion und neuer Anwendungsfelder mitzuwirken.
http://www.hoppecke.de/content/view/full/1227
+++++
Erneuerbare Energien
Die zunehmende Nutzung regenerativer Energien verleiht insbesondere der Speicherung dieser Energien eine stetig wachsende Bedeutung.
Im Bereich Regenerative Energietechnologien bieten wir Ihnen mit unserer Solar-Typenreihe hochqualitative Energiespeicherlösungen, die durch ihre extreme Zyklenfestigkeit als auch Langlebigkeit überzeugen.
Je nach Einsatzzweck, bieten wir Ihnen die passenden Energiespeicher in bewährter Bleisäuretechnologie, optimiert für das Anwendungsgebiet an.
Dazu gehören wartungsarme Gel- oder Vlies-Typen wie auch geschlossene Batterietypen in Einzelzellen- oder Blockausführung.
Optionales Zubehör wie AquaGen Rekombinationssysteme, Elektrolytumwälzung und Batteriemonitoring sorgen für effizienten Betrieb und hohe Verfügbarkeit der Energiespeicherlösung.
Gerne bieten wir Ihnen auch individuelle Lösungen mit Lithium Ionen Batterien an, kontaktieren Sie uns.
http://www.hoppecke.de/produkte/anwendungen/erneuerbare_ener…
SolarWorld AG:
Grundsteinlegung für dritte Modulfertigung in Freiberg
SolarWorld AG / Sonstiges
13.07.2010 11:59
Die SolarWorld AG bekräftigt mit zwei weiteren Ausbauprojekten ihr Bekenntnis zum Standort Deutschland. Der Solarstromhersteller feiert heute die Grundsteinlegung seiner dritten Modulfertigung im sächsischen Freiberg, dem größten Fertigungsstandort der SolarWorld AG weltweit. Bis Anfang 2011 wird auf dem 26.000 Quadratmeter großen Gelände im Gewerbegebiet Saxonia eine moderne, vollautomatisierte Produktionsstätte für kristalline Photovoltaik-Module entstehen. Damit werden die jährlichen Produktionskapazitäten am Standort Freiberg auf 450 Megawatt mehr als verdreifacht. In den Freiberger Produktionslinien werden dann fünf Module pro Minute hergestellt. In die neue High-Tech-Fertigung werden die Erfahrungen aus anderen Modulfertigungen der SolarWorld AG weltweit einfließen. Nach aktueller Planung werden etwa 200 Beschäftigte neu hinzukommen.
Logistikzentrum erweitert Im Freiberger Gewerbegebiet Saxonia erweitert die SolarWorld AG ihr Logistikzentrum SolarLog. Innerhalb von fünf Monaten wurde der Anbau errichtet, mit dem das SolarLog um 2.500 auf insgesamt 13.000 Quadratmeter Gesamtfläche wächst. In der Versandhalle werden Bausätze, bestehend aus Modulen und dem ergänzenden Zubehör, für die Abfertigung bereitgestellt. Das kann beispielsweise eine Solarstromanlage mit Batteriesystem sein: Mit dem Speichersystem SunPac von SolarWorld kann der Solarstromproduzent seinen Eigenstromanteil erhöhen und sich damit unabhängiger von Strompreiserhöhungen seines Energieversorgers machen. 'SolarWorld wappnet sich mit dieser Erweiterung für die Herausforderungen eines dynamischen Marktes und der gleichzeitig wachsenden Freiberger Produktion. Wir beschleunigen die Auslieferung spürbar und verbessern unseren Service dem Kunden gegenüber', sagte Frank Asbeck, Vorstandsvorsitzender der SolarWorld AG. Mit Abschluss der Erweiterung des Logistikzentrums können an zehn Laderampen gleichzeitig zehn LKW beladen werden. Jährlich werden dann ab 2011 zwei Millionen SolarWorld Module von Freiberg ausgeliefert.
Ehrenpromotion für Frank Asbeck Für sein Engagement in der Photovoltaik-Forschung sowie für das kulturelle Leben der Stadt Freiberg wird dem Vorstandsvorsitzenden der SolarWorld AG, Frank Asbeck, heute von der TU Bergakademie Freiberg die Ehrendoktorwürde verliehen. 'Insbesondere die Entscheidung, die Forschungs- und Entwicklungsaktivitäten der SolarWorld in Freiberg anzusiedeln, ist von strukturpolitischer Bedeutung für den Standort und die Universität', so der Senat in seiner Begründung. Mit der Gründung der Forschungsgesellschaft SolarWorld Innovations GmbH, bei der aktuell 92 Beschäftigte tätig sind, unterstrich Frank Asbeck die Bedeutung der eigenen Innovationsarbeit für ein modernes Industrieunternehmen. Die langjährige Kooperation zwischen SolarWorld und der TU Freiberg erstreckt sich auf viele Gebiete - von gemeinsamen Forschungsprojekten über einen SolarWorld-Stiftungsfonds bis hin zur Graduiertenschule 'Photovoltaik' - und wird auch zukünftig kontinuierlich ausgebaut.
Grundsteinlegung für dritte Modulfertigung in Freiberg
SolarWorld AG / Sonstiges
13.07.2010 11:59
Die SolarWorld AG bekräftigt mit zwei weiteren Ausbauprojekten ihr Bekenntnis zum Standort Deutschland. Der Solarstromhersteller feiert heute die Grundsteinlegung seiner dritten Modulfertigung im sächsischen Freiberg, dem größten Fertigungsstandort der SolarWorld AG weltweit. Bis Anfang 2011 wird auf dem 26.000 Quadratmeter großen Gelände im Gewerbegebiet Saxonia eine moderne, vollautomatisierte Produktionsstätte für kristalline Photovoltaik-Module entstehen. Damit werden die jährlichen Produktionskapazitäten am Standort Freiberg auf 450 Megawatt mehr als verdreifacht. In den Freiberger Produktionslinien werden dann fünf Module pro Minute hergestellt. In die neue High-Tech-Fertigung werden die Erfahrungen aus anderen Modulfertigungen der SolarWorld AG weltweit einfließen. Nach aktueller Planung werden etwa 200 Beschäftigte neu hinzukommen.
Logistikzentrum erweitert Im Freiberger Gewerbegebiet Saxonia erweitert die SolarWorld AG ihr Logistikzentrum SolarLog. Innerhalb von fünf Monaten wurde der Anbau errichtet, mit dem das SolarLog um 2.500 auf insgesamt 13.000 Quadratmeter Gesamtfläche wächst. In der Versandhalle werden Bausätze, bestehend aus Modulen und dem ergänzenden Zubehör, für die Abfertigung bereitgestellt. Das kann beispielsweise eine Solarstromanlage mit Batteriesystem sein: Mit dem Speichersystem SunPac von SolarWorld kann der Solarstromproduzent seinen Eigenstromanteil erhöhen und sich damit unabhängiger von Strompreiserhöhungen seines Energieversorgers machen. 'SolarWorld wappnet sich mit dieser Erweiterung für die Herausforderungen eines dynamischen Marktes und der gleichzeitig wachsenden Freiberger Produktion. Wir beschleunigen die Auslieferung spürbar und verbessern unseren Service dem Kunden gegenüber', sagte Frank Asbeck, Vorstandsvorsitzender der SolarWorld AG. Mit Abschluss der Erweiterung des Logistikzentrums können an zehn Laderampen gleichzeitig zehn LKW beladen werden. Jährlich werden dann ab 2011 zwei Millionen SolarWorld Module von Freiberg ausgeliefert.
Ehrenpromotion für Frank Asbeck Für sein Engagement in der Photovoltaik-Forschung sowie für das kulturelle Leben der Stadt Freiberg wird dem Vorstandsvorsitzenden der SolarWorld AG, Frank Asbeck, heute von der TU Bergakademie Freiberg die Ehrendoktorwürde verliehen. 'Insbesondere die Entscheidung, die Forschungs- und Entwicklungsaktivitäten der SolarWorld in Freiberg anzusiedeln, ist von strukturpolitischer Bedeutung für den Standort und die Universität', so der Senat in seiner Begründung. Mit der Gründung der Forschungsgesellschaft SolarWorld Innovations GmbH, bei der aktuell 92 Beschäftigte tätig sind, unterstrich Frank Asbeck die Bedeutung der eigenen Innovationsarbeit für ein modernes Industrieunternehmen. Die langjährige Kooperation zwischen SolarWorld und der TU Freiberg erstreckt sich auf viele Gebiete - von gemeinsamen Forschungsprojekten über einen SolarWorld-Stiftungsfonds bis hin zur Graduiertenschule 'Photovoltaik' - und wird auch zukünftig kontinuierlich ausgebaut.
ECN & RGS ...
Presentation PV Conference “The Solar Future” on 22-04-2010
(..) ECN’s technology development has resulted in the founding of new
companies, such as RGS Development in Broek-op-Langedijk, which aims to industrialise a new,
continuous technology for the manufacturing of silicon wafers by direct casting, to replace the
currently worldwide practised batch process of ingot crystallization and wire sawing.
Technology developed by ECN in its laboratories in Petten has to be scaled-up and demonstrated
on an industrial scale, before manufacturers will be willing to implement this technology in their
production lines. Currently, the up-scaling and demonstration are done in the production lines of
the customers, which is highly undesirable because it interferes with the regular production at
these plants. This is exactly why ECN wants to establish a semi-industrial pilot line in the
Heerlen/Aachen area, with support of the county of Heerlen and the Province of Limburg. Through
expanding its facilities with this centre in Heerlen/Aachen, ECN will be able to scale-up and
demonstrate its technology in-house on an industrial scale, and be able to serve the global PV
industry in an even better way, while creating maximum benefits for the region at the same time. (..)
http://www.clingendael.nl/resourcescarcity/literature/files/…
Presentation PV Conference “The Solar Future” on 22-04-2010
(..) ECN’s technology development has resulted in the founding of new
companies, such as RGS Development in Broek-op-Langedijk, which aims to industrialise a new,
continuous technology for the manufacturing of silicon wafers by direct casting, to replace the
currently worldwide practised batch process of ingot crystallization and wire sawing.
Technology developed by ECN in its laboratories in Petten has to be scaled-up and demonstrated
on an industrial scale, before manufacturers will be willing to implement this technology in their
production lines. Currently, the up-scaling and demonstration are done in the production lines of
the customers, which is highly undesirable because it interferes with the regular production at
these plants. This is exactly why ECN wants to establish a semi-industrial pilot line in the
Heerlen/Aachen area, with support of the county of Heerlen and the Province of Limburg. Through
expanding its facilities with this centre in Heerlen/Aachen, ECN will be able to scale-up and
demonstrate its technology in-house on an industrial scale, and be able to serve the global PV
industry in an even better way, while creating maximum benefits for the region at the same time. (..)
http://www.clingendael.nl/resourcescarcity/literature/files/…
DE102009013958A1 01.07.2010
Titel
Vorrichtung zum Vereinzeln gestaplter plattenförmiger Elemente ... (Wafer)
Anmelder
Deutsche Solar AG, 09599 Freiberg, DE;
HAP Handhabungs-, Automatisierungs- und Präzisionstechnik GmbH, 01217 Dresden, DE
Erfinder
Andritzke, Lothar, Dipl.-Phys., 01809 Müglitztal, DE;
Goedicke, Ulrich, 01307 Dresden, DE;
Döpping, Jürgen, 09599 Freiberg, DE
Vertreter
PFENNING MEINIG & PARTNER GbR, 01067 Dresden
DE-Anmeldedatum 11.03.2009
DE-Aktenzeichen 102009013958
Offenlegungstag 01.07.2010
Veröffentlichungstag im Patentblatt 01.07.2010
IPC-Hauptklasse B65G 59/02 (2006.01) A, F, I, 20090311, B, H, DE
IPC-Nebenklasse B65G 61/00 (2006.01) A, L, I, 20090311, B, H, DE
Zusammenfassung
Die Erfindung betrifft eine Vorrichtung zum Vereinzeln gestapelter plattenförmiger Elemente. Aufgabe der Erfindung ist es, Möglichkeiten anzugeben, mit denen gestapelte plattenförmige Elemente, insbesondere bruchempfindliche plattenförmige Elemente in kurzer Zeit sicher vereinzelt werden können und die nutzbare Betriebszeit einer Vorrichtung zu erhöhen. Bei der Erfindung wird ein Stapel plattenförmiger Elemente auf eine Hubeinrichtung, mit der ein gestuftes Anheben in Höhenstufen erfolgt, aufgesetzt. Oberhalb des Stapels ist eine Fördereinrichtung für plattenförmige Elemente angeordnet, bei der an einem in Form eines Stetigförderers ausgebildeten Förderband oder mindestens einer rotierenden Walze mindestens ein Förderelement befestigt ist. Förderelemente sind aus einem elastisch verformbaren Werkstoff gebildet und weisen in Richtung der Oberfläche von zu vereinzelnden plattenförmigen Elementen mindestens eine Stirnfläche auf. Förderelemente sind so dimensioniert und in einem Abstand zur Oberfläche eines vertikal oben an einem Stapel angeordneten plattenförmigen Elementes angeordnet, so dass Förderelemente bei einer translatorischen Bewegung des Förderbandes oder einer Rotation der Walze(n) in einen mechanischen Kontakt mit der Oberfläche des vertikal oben im Stapel angeordneten plattenförmigen Elementes gebracht werden und dadurch auf die Oberfläche dieses plattenförmigen Elementes eine Kraft ausgeübt ist und dieses plattenförmige Element mit der Bewegung der ...
http://www.patent-de.com/20100701/DE102009013958A1.html
Titel
Vorrichtung zum Vereinzeln gestaplter plattenförmiger Elemente ... (Wafer)
Anmelder
Deutsche Solar AG, 09599 Freiberg, DE;
HAP Handhabungs-, Automatisierungs- und Präzisionstechnik GmbH, 01217 Dresden, DE
Erfinder
Andritzke, Lothar, Dipl.-Phys., 01809 Müglitztal, DE;
Goedicke, Ulrich, 01307 Dresden, DE;
Döpping, Jürgen, 09599 Freiberg, DE
Vertreter
PFENNING MEINIG & PARTNER GbR, 01067 Dresden
DE-Anmeldedatum 11.03.2009
DE-Aktenzeichen 102009013958
Offenlegungstag 01.07.2010
Veröffentlichungstag im Patentblatt 01.07.2010
IPC-Hauptklasse B65G 59/02 (2006.01) A, F, I, 20090311, B, H, DE
IPC-Nebenklasse B65G 61/00 (2006.01) A, L, I, 20090311, B, H, DE
Zusammenfassung
Die Erfindung betrifft eine Vorrichtung zum Vereinzeln gestapelter plattenförmiger Elemente. Aufgabe der Erfindung ist es, Möglichkeiten anzugeben, mit denen gestapelte plattenförmige Elemente, insbesondere bruchempfindliche plattenförmige Elemente in kurzer Zeit sicher vereinzelt werden können und die nutzbare Betriebszeit einer Vorrichtung zu erhöhen. Bei der Erfindung wird ein Stapel plattenförmiger Elemente auf eine Hubeinrichtung, mit der ein gestuftes Anheben in Höhenstufen erfolgt, aufgesetzt. Oberhalb des Stapels ist eine Fördereinrichtung für plattenförmige Elemente angeordnet, bei der an einem in Form eines Stetigförderers ausgebildeten Förderband oder mindestens einer rotierenden Walze mindestens ein Förderelement befestigt ist. Förderelemente sind aus einem elastisch verformbaren Werkstoff gebildet und weisen in Richtung der Oberfläche von zu vereinzelnden plattenförmigen Elementen mindestens eine Stirnfläche auf. Förderelemente sind so dimensioniert und in einem Abstand zur Oberfläche eines vertikal oben an einem Stapel angeordneten plattenförmigen Elementes angeordnet, so dass Förderelemente bei einer translatorischen Bewegung des Förderbandes oder einer Rotation der Walze(n) in einen mechanischen Kontakt mit der Oberfläche des vertikal oben im Stapel angeordneten plattenförmigen Elementes gebracht werden und dadurch auf die Oberfläche dieses plattenförmigen Elementes eine Kraft ausgeübt ist und dieses plattenförmige Element mit der Bewegung der ...
http://www.patent-de.com/20100701/DE102009013958A1.html
Antwort auf Beitrag Nr.: 39.874.048 von bossi1 am 25.07.10 22:34:23guten Morgen Bo$$i,
wo er das nun schon wieder her hat? :-)
Ob diese Technik in den neuen Werken bereits zum Einsatz kommt?
Ich würde mich nicht wundern.
wo er das nun schon wieder her hat? :-)
Ob diese Technik in den neuen Werken bereits zum Einsatz kommt?
Ich würde mich nicht wundern.
Antwort auf Beitrag Nr.: 39.874.415 von topdollar am 26.07.10 08:27:17Ob diese Technik in den neuen Werken bereits zum Einsatz kommt?
Ich würde mich nicht wundern.
Das Patent wurde zwar erst im Juli 2010 erteilt, aber schon im März 2009 eingereicht. Von daher kann man davon ausgehen, daß es bereits in der neuen Waferfertigung eingesetzt wird.
S2 bossi
Ich würde mich nicht wundern.
Das Patent wurde zwar erst im Juli 2010 erteilt, aber schon im März 2009 eingereicht. Von daher kann man davon ausgehen, daß es bereits in der neuen Waferfertigung eingesetzt wird.
S2 bossi
Tag der offenen Tür am 15. Mai bei RGS Development, Bijlenstaal 54a, wo unser RGS Prototyp steht ...
Duurzame fietstocht door Langedijk
Start- en eindpunt: open dag RGS Development
LANGEDIJK - Door de Millenniumgemeente Langedijk vindt zaterdag 15 mei een duurzame fietstocht plaats. De fietstocht voert langs diverse woningen en instellingen waarin duurzame energie een belangrijke plaats inneemt. Op deze locaties krijgen deelnemers aan de fietstocht een korte uitleg van de bewoner of het bedrijf, bijvoorbeeld over het gebruik van warmtepompen en/of zonnepanelen.
Start- en eindpunt van de fietstocht is RGS Development, Bijlenstaal 54a op industrieterrein Zuiderdel in Broek op Langedijk. Dit bedrijf houdt op 15 mei een open dag. RGS Development ontwikkelt een nieuwe technologie om zonne(stroom)panelen aanmerkelijk goedkoper te maken. In de hal van het bedrijf staat een prototype van een machine die de zogenaamde 'wafers' (de blauwkleurige plaatjes) van de multi-kristallijn zonnepanelen veel efficiënter en goedkoper kan produceren.
Op de open dag van RGS Development zijn diverse bedrijven aanwezig met duurzame technieken, zoals warmtepompen, zonnepanelen en zonneboilers. Ook onderzoeksbureau ECN uit Petten is van de partij met een proefopstelling.
Kennismaken
De fietstocht duurt ongeveer anderhalf uur en is een leuke, informatieve en gezonde manier om kennis te maken met Langedijker inwoners en bedrijven die enthousiast bezig zijn met duurzame energie. U kunt tussen 10.00 uur en 14.30 uur starten met de fietstocht, die wordt georganiseerd door de werkgroep Energie van Millenniumgemeente Langedijk.
Meer weten? Kijk op www.millenniumgemeentelangedijk.com.
http://www.langedijkernieuwsblad.nl/nieuws/1797317-duurzame-…
Duurzame fietstocht door Langedijk
Start- en eindpunt: open dag RGS Development
LANGEDIJK - Door de Millenniumgemeente Langedijk vindt zaterdag 15 mei een duurzame fietstocht plaats. De fietstocht voert langs diverse woningen en instellingen waarin duurzame energie een belangrijke plaats inneemt. Op deze locaties krijgen deelnemers aan de fietstocht een korte uitleg van de bewoner of het bedrijf, bijvoorbeeld over het gebruik van warmtepompen en/of zonnepanelen.
Start- en eindpunt van de fietstocht is RGS Development, Bijlenstaal 54a op industrieterrein Zuiderdel in Broek op Langedijk. Dit bedrijf houdt op 15 mei een open dag. RGS Development ontwikkelt een nieuwe technologie om zonne(stroom)panelen aanmerkelijk goedkoper te maken. In de hal van het bedrijf staat een prototype van een machine die de zogenaamde 'wafers' (de blauwkleurige plaatjes) van de multi-kristallijn zonnepanelen veel efficiënter en goedkoper kan produceren.
Op de open dag van RGS Development zijn diverse bedrijven aanwezig met duurzame technieken, zoals warmtepompen, zonnepanelen en zonneboilers. Ook onderzoeksbureau ECN uit Petten is van de partij met een proefopstelling.
Kennismaken
De fietstocht duurt ongeveer anderhalf uur en is een leuke, informatieve en gezonde manier om kennis te maken met Langedijker inwoners en bedrijven die enthousiast bezig zijn met duurzame energie. U kunt tussen 10.00 uur en 14.30 uur starten met de fietstocht, die wordt georganiseerd door de werkgroep Energie van Millenniumgemeente Langedijk.
Meer weten? Kijk op www.millenniumgemeentelangedijk.com.
http://www.langedijkernieuwsblad.nl/nieuws/1797317-duurzame-…
Antwort auf Beitrag Nr.: 39.874.415 von topdollar am 26.07.10 08:27:17wo er das nun schon wieder her hat ?
Es kommt bei den neuen Patenten nur auf die richtigen Suchwörter bei Google an.
Ältere Patente findet man gemütlich in Patentsuchmaschinen wie dieser unten ...
http://www.oti.com/oti/search?searchType=company&searchText=…
Es kommt bei den neuen Patenten nur auf die richtigen Suchwörter bei Google an.
Ältere Patente findet man gemütlich in Patentsuchmaschinen wie dieser unten ...
http://www.oti.com/oti/search?searchType=company&searchText=…
29.07.2010 08:02
DGAP-Adhoc: SolarWorld AG steigert Absatzmenge um 58 Prozent gegenüber dem 1. Halbjahr 2009
und erwirtschaftet ein operatives Ergebnis von 81,2 Mio. Euro
Die SolarWorld AG hat das nachhaltige internationale Konzernwachstum im 2. Quartal 2010 fortgesetzt. Die konzernweite Absatzmenge wuchs im Vergleich zum Vorjahreszeitraum von 125 MW um 90 Prozent auf 237 MW. Das Unternehmen steigerte gleichzeitig seinen Umsatz um 68,6 Prozent von 227,1 Mio. Euro im 2. Quartal 2009 auf 382,8 Mio. Euro im 2. Quartal 2010. Das EBIT stieg im Vergleich zum 2. Quartal 2009 (45,5 Mio. Euro) um 10,9 Mio. Euro auf 56,4 Mio. Euro im 2. Quartal 2010. Die EBIT-Marge betrug 14,7 Prozent. Der Nachsteuergewinn wuchs von 27,9 (2. Quartal 2009) auf 29,6 Mio. Euro im 2. Quartal 2010.
Im Vergleich zum 1. Halbjahr 2009 (239 MW) stieg die konzernweite Absatzmenge um 58 Prozent auf 377 MW im 1. Halbjahr 2010. Der Umsatz wuchs um 50,8 Prozent von 403,4 Mio. Euro im 1. Halbjahr 2009 auf 608,4 Mio. Euro im 1. Halbjahr 2010. Für das 1. Halbjahr 2010 betrug das EBIT 81,2 (1. Halbjahr 2009: 83,3) Mio. Euro. Die EBIT-Marge lag bei 13,3 Prozent. Der Nachsteuergewinn belief sich im 1. Halbjahr 2010 auf 34,8 (1. Halbjahr 2009: 51,7) Mio. Euro.
Die Erweiterung der Produktionskapazitäten wird planmäßig umgesetzt, und die weltweiten Produktionsstandorte arbeiten mit Vollauslastung.
DGAP-Adhoc: SolarWorld AG steigert Absatzmenge um 58 Prozent gegenüber dem 1. Halbjahr 2009
und erwirtschaftet ein operatives Ergebnis von 81,2 Mio. Euro
Die SolarWorld AG hat das nachhaltige internationale Konzernwachstum im 2. Quartal 2010 fortgesetzt. Die konzernweite Absatzmenge wuchs im Vergleich zum Vorjahreszeitraum von 125 MW um 90 Prozent auf 237 MW. Das Unternehmen steigerte gleichzeitig seinen Umsatz um 68,6 Prozent von 227,1 Mio. Euro im 2. Quartal 2009 auf 382,8 Mio. Euro im 2. Quartal 2010. Das EBIT stieg im Vergleich zum 2. Quartal 2009 (45,5 Mio. Euro) um 10,9 Mio. Euro auf 56,4 Mio. Euro im 2. Quartal 2010. Die EBIT-Marge betrug 14,7 Prozent. Der Nachsteuergewinn wuchs von 27,9 (2. Quartal 2009) auf 29,6 Mio. Euro im 2. Quartal 2010.
Im Vergleich zum 1. Halbjahr 2009 (239 MW) stieg die konzernweite Absatzmenge um 58 Prozent auf 377 MW im 1. Halbjahr 2010. Der Umsatz wuchs um 50,8 Prozent von 403,4 Mio. Euro im 1. Halbjahr 2009 auf 608,4 Mio. Euro im 1. Halbjahr 2010. Für das 1. Halbjahr 2010 betrug das EBIT 81,2 (1. Halbjahr 2009: 83,3) Mio. Euro. Die EBIT-Marge lag bei 13,3 Prozent. Der Nachsteuergewinn belief sich im 1. Halbjahr 2010 auf 34,8 (1. Halbjahr 2009: 51,7) Mio. Euro.
Die Erweiterung der Produktionskapazitäten wird planmäßig umgesetzt, und die weltweiten Produktionsstandorte arbeiten mit Vollauslastung.
Pilot Line Processing of 18.6% Efficient Rear Surface Passivated Large Area Solar Cells ... (Mono)
Datei (PDF document 779Kb)
http://www.ise.fraunhofer.de/veroeffentlichungen/nach-jahrga…
Autor(en):
Wolf, A.; Wotke, E. A.; Walczak, A.; Mack, S.; Bitnar, B.; Koch, C. (SolarWorld Innovations GmbH, Freiberg, Germany); Preu, R.; Biro, D.
Veranstaltung:
35th IEEE PVSC 2010
Veranstaltungsort:
Honolulu, Hawaii, USA
Veranstalter:
IEEE
Datum:
25.06.2010
Sprache:
Englisch
Abstract:
We use the recently introduced Silicon Nitride Thermal Oxidation (SiNTO) process for the industrial fabrication of silicon solar cells that feature a thermal oxide passivated rear surface and local rear contacts. The SiNTO process represents an innovative approach for the fabrication of a passivated emitter and rear cell (PERC), since the front end part from the conventional process sequence is maintained. We apply mostly industrial production equipment using Czochralski silicon wafers that are partly processed in an industrial production line. Conventional screen printing is used for the formation of the front contacts. A stable conversion efficiency of 18.6% (independently confirmed) is achieved for a PERC device fabricated from conventional boron doped Cz-Silicon by means of the SiNTO process. The average efficiency of a batch of 24 SiNTO cells is 18.4%, measured after fabrication (not stabilized). A test module fabricated from 16 SiNTO solar cells features a fill factor of 76.2% and an open circuit voltage of 10.16 V, corresponding to an average of 635 mV per cell.
... (Mono)Datei (PDF document 779Kb)
http://www.ise.fraunhofer.de/veroeffentlichungen/nach-jahrga…
Autor(en):
Wolf, A.; Wotke, E. A.; Walczak, A.; Mack, S.; Bitnar, B.; Koch, C. (SolarWorld Innovations GmbH, Freiberg, Germany); Preu, R.; Biro, D.
Veranstaltung:
35th IEEE PVSC 2010
Veranstaltungsort:
Honolulu, Hawaii, USA
Veranstalter:
IEEE
Datum:
25.06.2010
Sprache:
Englisch
Abstract:
We use the recently introduced Silicon Nitride Thermal Oxidation (SiNTO) process for the industrial fabrication of silicon solar cells that feature a thermal oxide passivated rear surface and local rear contacts. The SiNTO process represents an innovative approach for the fabrication of a passivated emitter and rear cell (PERC), since the front end part from the conventional process sequence is maintained. We apply mostly industrial production equipment using Czochralski silicon wafers that are partly processed in an industrial production line. Conventional screen printing is used for the formation of the front contacts. A stable conversion efficiency of 18.6% (independently confirmed) is achieved for a PERC device fabricated from conventional boron doped Cz-Silicon by means of the SiNTO process. The average efficiency of a batch of 24 SiNTO cells is 18.4%, measured after fabrication (not stabilized). A test module fabricated from 16 SiNTO solar cells features a fill factor of 76.2% and an open circuit voltage of 10.16 V, corresponding to an average of 635 mV per cell.
Antwort auf Beitrag Nr.: 39.875.539 von bossi1 am 26.07.10 11:58:29Aus einem RGS Symposium aus Broek op Langedijk mit Axel Schönecker ...
Im Mai gelang es den ersten RGS Wafer mit 200 µm und 156x156 mm herzustellen. Ende 2010 werden dazu die ersten Prototypen erwartet. Ziel ist es die Waferkosten um 50% zu senken ...

Wereld primeur multikristallijne silicium wafer
Tijdens het PV (zonnestroom) symposium in Broek op Langedijk heeft Bert de Vries, plv. Directeur Generaal Energie en Telecom, een aandenken ontvangen uit handen van Gerrit Valk, voorzitter van de KvK Noord-West en Axel Schönecker, directeur RGS Development.
Tijdens het symposium werd namelijk uitgebreid stil gestaan bij de wereldwijde doorbraak van RGS in de productie van multikristallijne wafers voor zonnecellen en de ondersteuning hierbij door het ministerie van EZ. RGS heeft tien jaar gewerkt aan het proces om de prijs van wafers, het meest dure deel van een zonnecel, in één stap te halveren.
Begin mei dit jaar is RGS Development er in geslaagd een eerste run te draaien met “full scale” wafers, een plakje silicium van 15,6 x 15,6 cm en 0,2 mm dik. Eind 2010 zullen naar verwachting de eerste prototype zonnepanelen met RGS wafer toegepast worden.
Het symposium gaf een goed beeld, zo vertelt organisator Teus Olivierse, van verschillende zonnestroom ontwikkelingen in Nederland . Ontwikkelingen die er gezamenlijk toe zullen leiden dat een zonnepanel over zes jaar voor huishoudelijk gebruik betaalbaar is. Zonnepanelen zijn vandaag bijna een factor twee te duur en worden over het algemeen alleen met subsidie toegepast. Als industrie moeten we er met elkaar voor zorgen dat deze subsidie straks niet meer nodig is, aldus Olivierse tevens directeur van het Langedijker bedrijf Solar Electricity Development. Tijdens het symposium werd ook aandacht besteed aan de noodzaak van een stabiel investeringsklimaat en de kansen voor onze (regionale) werkgelegenheid.
Een pittige middagdebat tussen leden van de tweedekamer, de locale politiek en de industrie, onder de strakke leiding van Tom van het Hek, completeerde een interessant symposium aldus Olivierse.
Interviews met de betrokkenen zijn te beluisteren in het programma Compleet Actueel op zaterdag 5 juni van 16.00-18.00 uur.
Herhaling Compleet Actueel 6 juni van 18.00-20.00
http://www.compleetfm.nl/nw-16271-7-3261729/nieuws/wereld_pr…
Im Mai gelang es den ersten RGS Wafer mit 200 µm und 156x156 mm herzustellen. Ende 2010 werden dazu die ersten Prototypen erwartet. Ziel ist es die Waferkosten um 50% zu senken ...
Wereld primeur multikristallijne silicium wafer
Tijdens het PV (zonnestroom) symposium in Broek op Langedijk heeft Bert de Vries, plv. Directeur Generaal Energie en Telecom, een aandenken ontvangen uit handen van Gerrit Valk, voorzitter van de KvK Noord-West en Axel Schönecker, directeur RGS Development.
Tijdens het symposium werd namelijk uitgebreid stil gestaan bij de wereldwijde doorbraak van RGS in de productie van multikristallijne wafers voor zonnecellen en de ondersteuning hierbij door het ministerie van EZ. RGS heeft tien jaar gewerkt aan het proces om de prijs van wafers, het meest dure deel van een zonnecel, in één stap te halveren.
Begin mei dit jaar is RGS Development er in geslaagd een eerste run te draaien met “full scale” wafers, een plakje silicium van 15,6 x 15,6 cm en 0,2 mm dik. Eind 2010 zullen naar verwachting de eerste prototype zonnepanelen met RGS wafer toegepast worden.
Het symposium gaf een goed beeld, zo vertelt organisator Teus Olivierse, van verschillende zonnestroom ontwikkelingen in Nederland . Ontwikkelingen die er gezamenlijk toe zullen leiden dat een zonnepanel over zes jaar voor huishoudelijk gebruik betaalbaar is. Zonnepanelen zijn vandaag bijna een factor twee te duur en worden over het algemeen alleen met subsidie toegepast. Als industrie moeten we er met elkaar voor zorgen dat deze subsidie straks niet meer nodig is, aldus Olivierse tevens directeur van het Langedijker bedrijf Solar Electricity Development. Tijdens het symposium werd ook aandacht besteed aan de noodzaak van een stabiel investeringsklimaat en de kansen voor onze (regionale) werkgelegenheid.
Een pittige middagdebat tussen leden van de tweedekamer, de locale politiek en de industrie, onder de strakke leiding van Tom van het Hek, completeerde een interessant symposium aldus Olivierse.
Interviews met de betrokkenen zijn te beluisteren in het programma Compleet Actueel op zaterdag 5 juni van 16.00-18.00 uur.
Herhaling Compleet Actueel 6 juni van 18.00-20.00
http://www.compleetfm.nl/nw-16271-7-3261729/nieuws/wereld_pr…
Mit bifacialen Rückkontakt-Solarzellen ...
Third Generation – Volles Spektrum
24% des Lichteinfalls auf eine Silizium-Solarzelle geht durch Transmission verloren. Das liegt daran, dass im langwelligen Bereich des Sonnenspektrums die Energie der Photonen unterhalb der Silizium-Bandlücke liegt, und deshalb diese Photonen keine Elektron-Loch-Paare erzeugen können. Simulationen zeigen, dass wenn man im Spektrum auch diese niederenergetischen Photonen mit Energien unterhalb der Bandlücke nutzbar machen könnte, ein signifikanter Anstieg des Effizienzlimits von Silizium-Solarzellen zu erwarten wäre. Ein Weg, diesen Niedrigenergie-Bereich des solaren Spektrums für Silizium-Solarzellen nutzbar zu machen, ist die sogenannte „Up-conversion“. Deren Prinzip wird in Abbildung 3 dargestellt. Zwei niederenergetische Photonen regen ein Elektron von Energieniveau E0 über ein Zwischenniveau nach E1 an. Das angeregte Elektron kann dann mit einem Loch zurück ins Ausgangsniveau E0 rekombinieren, wobei sie ein Photon der Energie E1-E0 emittieren. Mit Hilfe dieser „Up-conversion“ kann aus zwei Photonen mit Energien unterhalb der Bandlücke ein Photon mit Energie oberhalb der Bandlücke erzeugt werden. Ein Photon mit Energie oberhalb der Bandlücke kann nun in der Solarzelle ein Elektron-Loch-Paar erzeugen.

Abbildung 3: Up-conversion zweier Photonen via Zwischenniveau in der Bandlücke.
Unser Ansatz ist, seltene Erden in einer isolierten Matrix hinter einer bifacialen Zelle zu benutzen (Abbildung 4). Das System kann je nach Art und Konzentration der Ionen und des Materials beeinflusst werden.

Abbildung 4: Der Up-conversion Aufbau besteht aus einer zweiseitigen Solarzelle, einer Isolatorschicht, einem Material, welches mit Ionen dotiert ist und einem Spiegel.
Neue Solarzellen-Konzepte - Uni Konstanz
http://www.uni-konstanz.de/pv/index_p.htm
Third Generation – Volles Spektrum
24% des Lichteinfalls auf eine Silizium-Solarzelle geht durch Transmission verloren. Das liegt daran, dass im langwelligen Bereich des Sonnenspektrums die Energie der Photonen unterhalb der Silizium-Bandlücke liegt, und deshalb diese Photonen keine Elektron-Loch-Paare erzeugen können. Simulationen zeigen, dass wenn man im Spektrum auch diese niederenergetischen Photonen mit Energien unterhalb der Bandlücke nutzbar machen könnte, ein signifikanter Anstieg des Effizienzlimits von Silizium-Solarzellen zu erwarten wäre. Ein Weg, diesen Niedrigenergie-Bereich des solaren Spektrums für Silizium-Solarzellen nutzbar zu machen, ist die sogenannte „Up-conversion“. Deren Prinzip wird in Abbildung 3 dargestellt. Zwei niederenergetische Photonen regen ein Elektron von Energieniveau E0 über ein Zwischenniveau nach E1 an. Das angeregte Elektron kann dann mit einem Loch zurück ins Ausgangsniveau E0 rekombinieren, wobei sie ein Photon der Energie E1-E0 emittieren. Mit Hilfe dieser „Up-conversion“ kann aus zwei Photonen mit Energien unterhalb der Bandlücke ein Photon mit Energie oberhalb der Bandlücke erzeugt werden. Ein Photon mit Energie oberhalb der Bandlücke kann nun in der Solarzelle ein Elektron-Loch-Paar erzeugen.
Abbildung 3: Up-conversion zweier Photonen via Zwischenniveau in der Bandlücke.
Unser Ansatz ist, seltene Erden in einer isolierten Matrix hinter einer bifacialen Zelle zu benutzen (Abbildung 4). Das System kann je nach Art und Konzentration der Ionen und des Materials beeinflusst werden.
Abbildung 4: Der Up-conversion Aufbau besteht aus einer zweiseitigen Solarzelle, einer Isolatorschicht, einem Material, welches mit Ionen dotiert ist und einem Spiegel.
Neue Solarzellen-Konzepte - Uni Konstanz
http://www.uni-konstanz.de/pv/index_p.htm
Dieses Jahr ohne Hinweis auf auf neue tech. Verfahren ...
19.08.2010 08:12
SolarWorld Einstein-Award 2010 wird an Nobelpreisträger Muhammad Yunus verliehen
Veröffentlichung einer Corporate News, übermittelt durch die DGAP - ein Unternehmen der EquityStory AG. Für den Inhalt der Mitteilung ist der Emittent / Herausgeber verantwortlich.
-------------------------------------------------------------------- -------
Die SolarWorld AG ehrt in diesem Jahr den Friedensnobelpreisträger Professor Muhammad Yunus mit dem SolarWorld Einstein-Award 2010. Der Professor für Ökonomie aus Bangladesch und Gründer der 'Grameen Bank' wird damit für sein bahnbrechendes Konzept der Mikrokredite für Arme ausgezeichnet, mit Hilfe derer weltweit Millionen Menschen den Sprung aus der Armut geschafft haben. Die Mikrokredite ermöglichten bis heute unter anderem die Installation von über 400.000 kleinen Solarstromsystemen, die die Energieversorgung der Menschen in den netzfernen, ländlichen Regionen von Bangladesch sicherstellen.
'Professor Yunus steht für ein radikal neues Denken der Wirtschaft und des Bankwesens. Er hat das Potential der Ärmsten dieser Welt erkannt, die sich mit einem kleinen Startguthaben, viel Kreativität und der Sonne als Energiequelle eine menschenwürdige Existenz aufbauen können. Das ist mehr als beispielhaft', erklärt Dr.-Ing. E. h. Frank Asbeck, Vorstandsvorsitzender der SolarWorld AG.
Ausgehend von den Mikrokrediten, die seit 1983 von den Banken der Grameen Family vergeben werden, entwickelte Yunus das Konzept des 'Social Business', welches inzwischen weltweit verwirklicht wird. Dieser Unternehmenstyp dient nicht der Profitmaximierung und dem Erwirtschaften von Dividenden, sondern der Lösung sozialer und ökologischer Probleme. Die 'Social Business'-Unternehmen stellen Technologien für sauberes Trinkwasser, erschwingliche Medikamente oder preiswerte, saubere Energie zur Verfügung.
Das Non-Profit-Unternehmen 'Grameen Shakti' (GS) ist ein solches 'Social Business', das sich seit dem Gründungsjahr 1996 der Energieversorgung netzferner, ländlicher Regionen Bangladeschs verschrieben hat. Den betroffenen Menschen werden zum Beispiel kleine Off-grid Solarstromanlagen mit Unterstützung von Mikrokrediten angeboten. Dank dieser sauberen Energie können die Menschen auch nach Einbruch der Dunkelheit arbeiten, Kinder für die Schule lernen und Maschinen, Radios und Handys mit Strom versorgt werden. Gleichzeitig wird die von Kerosinlampen ausgehende Klima- und Gesundheitsbelastung reduziert. Für die Installation und Wartung der Anlagen wurden Tausende Frauen ausgebildet, die damit ein sicheres Einkommen haben. Aufgrund der eingesparten Kerosinkosten sind die Anlagenbesitzer in der Lage, die Kredite innerhalb von zwei bis drei Jahren abzuzahlen. Ziel von GS ist, eine Million Solarstromsysteme bis 2015 zu installieren.
Der SolarWorld Einstein-Award 2010 wird feierlich verliehen anlässlich der 25. Europäischen Photovoltaikkonferenz am 6. September 2010 im spanischen Valencia. Im selben Rahmen erfolgt die Vergabe des SolarWorld Junior Einstein-Award 2010, mit dem junge Wissenschaftler aus dem Bereich der Solartechnologie ausgezeichnet werden. Weitere Informationen und Akkreditierung für Journalisten unter www.einstein-award.de.
Der Preisträger Professor Muhammad Yunus wurde 1940 in Chittagong, Bangladesch geboren. Nach dem wirtschaftswissenschaftlichen Studium arbeitete er als Assistant Professor an der Middle Tennessee State University in den USA, von wo aus er 1974 zurück nach Bangladesch kehrte. Dort wurde er Leiter des Economic Departments der Chittagong University. Schlüsselerlebnis und Impuls für seine Idee der Mikrokredite war ein Besuch in dem Dorf Jobra, wo er hautnah erlebte, wie schwer es für arme Menschen ist, Startkapital für kleine Unternehmungen zu bekommen. Er beschäftigte sich intensiv mit dem Problem und entwickelte das System der Mikrokredite. Diese werden, im Gegensatz zur herkömmlichen Kreditvergabe, Menschen ohne Geld und Sicherheiten gewährt. So sind arme Menschen nicht mehr gezwungen, Kredite zu horrenden Zinskonditionen in Kauf zu nehmen.
Der SolarWorld Einstein-Award Der SolarWorld Einstein-Award wird seit 2005 an Persönlichkeiten aus Wissenschaft, Wirtschaft, Politik und Gesellschaft verliehen, die sich auf dem Gebiet der Photovoltaik verdient gemacht haben. In den vergangenen Jahren wurden geehrt: Dr. Rupert Neudeck (Gründer der Grünhelme), Prof. Antonio Luque-Lopez (spanischer Photovoltaikpionier), Prof. Dr. Martin Green (Entwickler der effizientesten monokristallinen Solarzelle), Prof. Dr. Adolf Goetzberger (Gründer des Fraunhofer Instituts für Solare Energiesysteme), Prof. Dr. Klaus Töpfer (ehemaliger Bundesumweltminister und Umweltchef der UNO) und Dr. Hermann Scheer (einer der Väter des Erneuerbare-Energien-Gesetzes).
19.08.2010 08:12
SolarWorld Einstein-Award 2010 wird an Nobelpreisträger Muhammad Yunus verliehen
Veröffentlichung einer Corporate News, übermittelt durch die DGAP - ein Unternehmen der EquityStory AG. Für den Inhalt der Mitteilung ist der Emittent / Herausgeber verantwortlich.
-------------------------------------------------------------------- -------
Die SolarWorld AG ehrt in diesem Jahr den Friedensnobelpreisträger Professor Muhammad Yunus mit dem SolarWorld Einstein-Award 2010. Der Professor für Ökonomie aus Bangladesch und Gründer der 'Grameen Bank' wird damit für sein bahnbrechendes Konzept der Mikrokredite für Arme ausgezeichnet, mit Hilfe derer weltweit Millionen Menschen den Sprung aus der Armut geschafft haben. Die Mikrokredite ermöglichten bis heute unter anderem die Installation von über 400.000 kleinen Solarstromsystemen, die die Energieversorgung der Menschen in den netzfernen, ländlichen Regionen von Bangladesch sicherstellen.
'Professor Yunus steht für ein radikal neues Denken der Wirtschaft und des Bankwesens. Er hat das Potential der Ärmsten dieser Welt erkannt, die sich mit einem kleinen Startguthaben, viel Kreativität und der Sonne als Energiequelle eine menschenwürdige Existenz aufbauen können. Das ist mehr als beispielhaft', erklärt Dr.-Ing. E. h. Frank Asbeck, Vorstandsvorsitzender der SolarWorld AG.
Ausgehend von den Mikrokrediten, die seit 1983 von den Banken der Grameen Family vergeben werden, entwickelte Yunus das Konzept des 'Social Business', welches inzwischen weltweit verwirklicht wird. Dieser Unternehmenstyp dient nicht der Profitmaximierung und dem Erwirtschaften von Dividenden, sondern der Lösung sozialer und ökologischer Probleme. Die 'Social Business'-Unternehmen stellen Technologien für sauberes Trinkwasser, erschwingliche Medikamente oder preiswerte, saubere Energie zur Verfügung.
Das Non-Profit-Unternehmen 'Grameen Shakti' (GS) ist ein solches 'Social Business', das sich seit dem Gründungsjahr 1996 der Energieversorgung netzferner, ländlicher Regionen Bangladeschs verschrieben hat. Den betroffenen Menschen werden zum Beispiel kleine Off-grid Solarstromanlagen mit Unterstützung von Mikrokrediten angeboten. Dank dieser sauberen Energie können die Menschen auch nach Einbruch der Dunkelheit arbeiten, Kinder für die Schule lernen und Maschinen, Radios und Handys mit Strom versorgt werden. Gleichzeitig wird die von Kerosinlampen ausgehende Klima- und Gesundheitsbelastung reduziert. Für die Installation und Wartung der Anlagen wurden Tausende Frauen ausgebildet, die damit ein sicheres Einkommen haben. Aufgrund der eingesparten Kerosinkosten sind die Anlagenbesitzer in der Lage, die Kredite innerhalb von zwei bis drei Jahren abzuzahlen. Ziel von GS ist, eine Million Solarstromsysteme bis 2015 zu installieren.
Der SolarWorld Einstein-Award 2010 wird feierlich verliehen anlässlich der 25. Europäischen Photovoltaikkonferenz am 6. September 2010 im spanischen Valencia. Im selben Rahmen erfolgt die Vergabe des SolarWorld Junior Einstein-Award 2010, mit dem junge Wissenschaftler aus dem Bereich der Solartechnologie ausgezeichnet werden. Weitere Informationen und Akkreditierung für Journalisten unter www.einstein-award.de.
Der Preisträger Professor Muhammad Yunus wurde 1940 in Chittagong, Bangladesch geboren. Nach dem wirtschaftswissenschaftlichen Studium arbeitete er als Assistant Professor an der Middle Tennessee State University in den USA, von wo aus er 1974 zurück nach Bangladesch kehrte. Dort wurde er Leiter des Economic Departments der Chittagong University. Schlüsselerlebnis und Impuls für seine Idee der Mikrokredite war ein Besuch in dem Dorf Jobra, wo er hautnah erlebte, wie schwer es für arme Menschen ist, Startkapital für kleine Unternehmungen zu bekommen. Er beschäftigte sich intensiv mit dem Problem und entwickelte das System der Mikrokredite. Diese werden, im Gegensatz zur herkömmlichen Kreditvergabe, Menschen ohne Geld und Sicherheiten gewährt. So sind arme Menschen nicht mehr gezwungen, Kredite zu horrenden Zinskonditionen in Kauf zu nehmen.
Der SolarWorld Einstein-Award Der SolarWorld Einstein-Award wird seit 2005 an Persönlichkeiten aus Wissenschaft, Wirtschaft, Politik und Gesellschaft verliehen, die sich auf dem Gebiet der Photovoltaik verdient gemacht haben. In den vergangenen Jahren wurden geehrt: Dr. Rupert Neudeck (Gründer der Grünhelme), Prof. Antonio Luque-Lopez (spanischer Photovoltaikpionier), Prof. Dr. Martin Green (Entwickler der effizientesten monokristallinen Solarzelle), Prof. Dr. Adolf Goetzberger (Gründer des Fraunhofer Instituts für Solare Energiesysteme), Prof. Dr. Klaus Töpfer (ehemaliger Bundesumweltminister und Umweltchef der UNO) und Dr. Hermann Scheer (einer der Väter des Erneuerbare-Energien-Gesetzes).
Schott Solar und Solland Solar entwickeln gemeinsam Rückkontakt-Solarmodule
30. AUGUST 2010
Die beiden Photovoltaik-Unternehmen haben eine Partnerschaftsvereinbarung abgeschlossen. Sie werden künftig gemeinsam Rückkontakt-Solarmodule fertigen. Damit soll der Markteintritt der neuen Sunweb-Technologie von Solland Solar beschleunigt werden.

Schott Solar und Solland Solar wollen künftig gemeinsam
Rückkontakt-Solarmodule fertigen Foto: Solland Solar
Schott Solar und Solland Solar werden künftig auf dem Gebiet der Rückkontakt-Solarzellen und -module eng zusammenarbeiten. Dafür unterzeichneten Vertreter des deutschen und des niederländischen Photovoltaik-Unternehmens eine Partnerschaftsvereinbarung, wie Schott mitteilte. Darin enthalten seien Lizenzvereinbarungen, gemeinsame Forschungs- und Entwicklungsaktivitäten sowie die gemeinsame Produktion von Rückkontakt-Solarmodulen. Bis 2011 wollen Schott Solar und Solland Solar gemäß der Vereinbarungen eine Serienproduktion aufbauen. Dabei sollen Rückkontakt-Solarmodule mit einer Effizienz von bis zu 16 Prozent gefertigt werden. Die Zusammenarbeit sei für beide Photovoltaik-Unternehmen von Vorteil. Schott Solar erhalte den Zugriff auf die Sunweb-Technologie von Solland für Rückkontakt-Solarzellen und –Photovoltaik-Module. Das niederländische Unternehmen wiederum ermöglicht die Kooperation mit Schott Solar einen schnellen Markteintritt für seine Sunweb-Module. Die Pilotfertigungslinie für die Rückkontakt-Solarmodule werde im holländischen Werk von Solland Solar eingerichtet, hieß es weiter.
Den Kern der Sunweb-Technologie bildet eine Rückkontakt-Zelle auf Basis der Metal Wrap Through (MWT)-Technologie. Sie enthält ein einzigartiges Metallisierungsmuster auf der Vorderseite. Die Zelle ist in das Modul integriert. Solland Solar zufolge handelt es sich um die weltweit erste komplett integrierte Modultechnologie für Rückkontakt-Solarzellen. Die Module wiesen zudem eine zehn Prozent höhere Effizienz im Gegensatz zu konventionellen Geräten auf. (Sandra Enkhardt)
In der Oktober-Ausgabe der photovoltaik.eu (10/2010) werden wir ausführlich über Rückkontakt-Module berichten.
30. AUGUST 2010
Die beiden Photovoltaik-Unternehmen haben eine Partnerschaftsvereinbarung abgeschlossen. Sie werden künftig gemeinsam Rückkontakt-Solarmodule fertigen. Damit soll der Markteintritt der neuen Sunweb-Technologie von Solland Solar beschleunigt werden.
Schott Solar und Solland Solar wollen künftig gemeinsam
Rückkontakt-Solarmodule fertigen Foto: Solland Solar
Schott Solar und Solland Solar werden künftig auf dem Gebiet der Rückkontakt-Solarzellen und -module eng zusammenarbeiten. Dafür unterzeichneten Vertreter des deutschen und des niederländischen Photovoltaik-Unternehmens eine Partnerschaftsvereinbarung, wie Schott mitteilte. Darin enthalten seien Lizenzvereinbarungen, gemeinsame Forschungs- und Entwicklungsaktivitäten sowie die gemeinsame Produktion von Rückkontakt-Solarmodulen. Bis 2011 wollen Schott Solar und Solland Solar gemäß der Vereinbarungen eine Serienproduktion aufbauen. Dabei sollen Rückkontakt-Solarmodule mit einer Effizienz von bis zu 16 Prozent gefertigt werden. Die Zusammenarbeit sei für beide Photovoltaik-Unternehmen von Vorteil. Schott Solar erhalte den Zugriff auf die Sunweb-Technologie von Solland für Rückkontakt-Solarzellen und –Photovoltaik-Module. Das niederländische Unternehmen wiederum ermöglicht die Kooperation mit Schott Solar einen schnellen Markteintritt für seine Sunweb-Module. Die Pilotfertigungslinie für die Rückkontakt-Solarmodule werde im holländischen Werk von Solland Solar eingerichtet, hieß es weiter.
Den Kern der Sunweb-Technologie bildet eine Rückkontakt-Zelle auf Basis der Metal Wrap Through (MWT)-Technologie. Sie enthält ein einzigartiges Metallisierungsmuster auf der Vorderseite. Die Zelle ist in das Modul integriert. Solland Solar zufolge handelt es sich um die weltweit erste komplett integrierte Modultechnologie für Rückkontakt-Solarzellen. Die Module wiesen zudem eine zehn Prozent höhere Effizienz im Gegensatz zu konventionellen Geräten auf. (Sandra Enkhardt)
In der Oktober-Ausgabe der photovoltaik.eu (10/2010) werden wir ausführlich über Rückkontakt-Module berichten.
7.9.2010
SolarWorld Junior Einstein-Award geht an Fraunhofer-Nachwuchswissenschaftler
Preisträger des SolarWorld Junior Einstein-Awards 2010 ist der Nachwuchswissenschaftler Dr. Christian Reimann vom Fraunhofer Institut für Integrierte Systeme und Bauelementetechnologie (IISB) in Erlangen. In seiner Promotionsarbeit beschäftigte sich der Mineraloge mit der Bildung von Siliziumkristallen und der Vermeidung von Verunreinigungen in der Siliziumschmelze. Dadurch kann der Wirkungsgrad von Solarzellen erhöht und somit die Kosten für Solarstrom gesenkt werden. Das von Reimann entwickelte Verfahren wurde inzwischen als Patent angemeldet.
+++++
Könnte auch für RGS sehr interessant sein ...!!
Perfektes Silicium als Photovoltaik Grundmaterial
(Nanowerk News) Der diesjährige SolarWorld Junior Einstein-Award geht an Dr. Christian Reimann vom Fraunhofer-Institut für Integrierte Systeme und Bauelementetechnologie IISB in Erlangen. Der Mineraloge entwickelte ein Verfahren zur Erhöhung der Materialqualität gerichtet erstarrter Siliciumblöcke – dem Grundmaterial für die Photovoltaik. Dadurch kann der Wirkungsgrad von Solarzellen erhöht und somit die Kosten für Solarstrom gesenkt werden.
Der SolarWorld Junior Einstein-Award wird seit 2006 an Nachwuchswissenschaftler verliehen, die in ihrer Abschlussarbeit zur Photovoltaik oder in angrenzenden Gebieten herausragende Leistungen gezeigt haben. Christian Reimann erhält den Preis für seine Dissertation "Einbau von O, N und C bei der gerichteten Erstarrung von multikristallinen Siliciumblöcken für die Photovoltaik".

Dr. Christian Reimann mit einer Versuchsanlage zur Kristallisation von Solarsilicium in seinem Labor am Fraunhofer IISB.
Die Erzeugung von Photovoltaikstrom erfolgt heutzutage zum Großteil mittels Siliciumsolarzellen. Für deren Fertigung werden Siliciumscheiben ("Wafer") benötigt, die eine möglichst hohe Materialqualität aufweisen, aber in der Herstellung möglichst kostengünstig sind. Einen guten Kompromiss aus diesen Anforderungen stellen multikristalline Siliciumkristalle dar, die aus der Siliciumschmelze durch das Prinzip der gerichteten Erstarrung gezüchtet werden. Die Qualität der aus den Kristallen gesägten Siliciumwafer wird in großem Maße durch die während der Kristallisation und der Abkühlung auftretenden Wärme- und Stofftransportprozesse beeinflusst.
Durch die Wechselwirkung des Siliciumrohstoffs bzw. der Siliciumschmelze mit dem eingesetzten Tiegelmaterial, der Tiegelbeschichtung und der umgebenden Gasatmosphäre können bei der Herstellung des Siliciumkristalls Materialfehler in Form von so genannten Ausscheidungen von Materialien wie Siliciumdioxid (SiO2), Siliciumnitrid (Si3N4) und Siliciumcarbid (SiC) entstehen. Diese können sich problematisch beim anschließenden Sägeprozess auswirken, unerwünschte elektrische Aktivität zeigen sowie zur Ausbildung von Kurzschlussströmen führen und damit die Eigenschaften der Solarzellen verschlechtern. Daher ist es äußerst wichtig, den Gehalt an Sauerstoff, Stickstoff und Kohlenstoff zu reduzieren bzw. zu kontrollieren und die mit diesen Elementen verbundene Ausscheidungsbildung zu vermeiden. ... eigentlich das Problem bei RGS.
Christian Reimann untersuchte dazu den Einfluss der Erstarrungsgeschwindigkeit und einer speziell entwickelten Gasspüleinheit auf die Materialqualität der Siliciumblöcke. Zudem variierte er die eingesetzten Medien und Materialien (Rohstoff, Tiegelbeschichtung, Spülgasreinheit, Material der Gasspüleinheit) und untersuchte den Einbau der Fremdstoffe und die damit verbundene Entstehung von Ausscheidungen in der Siliciumschmelze. Christian Reimann wies in seiner Arbeit nach, dass durch eine gezielt eingesetzte Gasspülung an der Oberfläche der Siliciumschmelze eine Durchmischung derselben erzielt werden kann. Dies wiederum führt dazu, dass trotz hoher Fremdstoffkonzentrationen Siliciumkristalle ohne Ausscheidungen herge-stellt werden können.
"Dieses Ergebnis ist für die industrielle Kristallisation so innovativ und Erfolg versprechend, dass es zu einer Patentanmeldung geführt hat", erklärt Prof. Dr. Georg Müller, der die Promotionsarbeit betreute. Auch habe Christian Reimann ein Simulationsmodell erstellt, mit dem die experimentell untersuchten Parametervarianten simuliert werden können und das sich beim Vergleich mit den experimentellen Ergebnissen als tragfähig erwies.
In diesem Jahr durfte die Jury des SolarWorld Junior Einstein-Awards wieder zahlreiche exzellente Arbeiten aus allen Bereichen der Solarenergieforschung begutachten. "Herr Reimann wurde als Gewinner nominiert, da er in seiner Arbeit die Entstehung von Ausscheidungen sehr gut erklären kann, dies zu der Beseitigung des für die Industrie bedeutenden Phänomens führt und er hierbei sehr systematisch vorgegangen ist. Herr Reimann ist ein herausragender Wissenschaftler im Bereich der Solarenergieforschung", begründete die Jury ihre Entscheidung.
Christian Reimann studierte an der Johannes Gutenberg-Universität Mainz und an der Universität zu Köln Mineralogie und arbeitet seit 2005 am Fraunhofer IISB. Der SolarWorld Junior Einstein-Award wurde ihm gestern anlässlich der "25th European Photovoltaic Solar Energy Conference" in Valencia verliehen.
Source: Fraunhofer-Gesellschaft
http://www.nanowerk.com/news/newsid=17925.php
SolarWorld Junior Einstein-Award geht an Fraunhofer-Nachwuchswissenschaftler
Preisträger des SolarWorld Junior Einstein-Awards 2010 ist der Nachwuchswissenschaftler Dr. Christian Reimann vom Fraunhofer Institut für Integrierte Systeme und Bauelementetechnologie (IISB) in Erlangen. In seiner Promotionsarbeit beschäftigte sich der Mineraloge mit der Bildung von Siliziumkristallen und der Vermeidung von Verunreinigungen in der Siliziumschmelze. Dadurch kann der Wirkungsgrad von Solarzellen erhöht und somit die Kosten für Solarstrom gesenkt werden. Das von Reimann entwickelte Verfahren wurde inzwischen als Patent angemeldet.
+++++
Könnte auch für RGS sehr interessant sein ...!!
Perfektes Silicium als Photovoltaik Grundmaterial
(Nanowerk News) Der diesjährige SolarWorld Junior Einstein-Award geht an Dr. Christian Reimann vom Fraunhofer-Institut für Integrierte Systeme und Bauelementetechnologie IISB in Erlangen. Der Mineraloge entwickelte ein Verfahren zur Erhöhung der Materialqualität gerichtet erstarrter Siliciumblöcke – dem Grundmaterial für die Photovoltaik. Dadurch kann der Wirkungsgrad von Solarzellen erhöht und somit die Kosten für Solarstrom gesenkt werden.
Der SolarWorld Junior Einstein-Award wird seit 2006 an Nachwuchswissenschaftler verliehen, die in ihrer Abschlussarbeit zur Photovoltaik oder in angrenzenden Gebieten herausragende Leistungen gezeigt haben. Christian Reimann erhält den Preis für seine Dissertation "Einbau von O, N und C bei der gerichteten Erstarrung von multikristallinen Siliciumblöcken für die Photovoltaik".
Dr. Christian Reimann mit einer Versuchsanlage zur Kristallisation von Solarsilicium in seinem Labor am Fraunhofer IISB.
Die Erzeugung von Photovoltaikstrom erfolgt heutzutage zum Großteil mittels Siliciumsolarzellen. Für deren Fertigung werden Siliciumscheiben ("Wafer") benötigt, die eine möglichst hohe Materialqualität aufweisen, aber in der Herstellung möglichst kostengünstig sind. Einen guten Kompromiss aus diesen Anforderungen stellen multikristalline Siliciumkristalle dar, die aus der Siliciumschmelze durch das Prinzip der gerichteten Erstarrung gezüchtet werden. Die Qualität der aus den Kristallen gesägten Siliciumwafer wird in großem Maße durch die während der Kristallisation und der Abkühlung auftretenden Wärme- und Stofftransportprozesse beeinflusst.
Durch die Wechselwirkung des Siliciumrohstoffs bzw. der Siliciumschmelze mit dem eingesetzten Tiegelmaterial, der Tiegelbeschichtung und der umgebenden Gasatmosphäre können bei der Herstellung des Siliciumkristalls Materialfehler in Form von so genannten Ausscheidungen von Materialien wie Siliciumdioxid (SiO2), Siliciumnitrid (Si3N4) und Siliciumcarbid (SiC) entstehen. Diese können sich problematisch beim anschließenden Sägeprozess auswirken, unerwünschte elektrische Aktivität zeigen sowie zur Ausbildung von Kurzschlussströmen führen und damit die Eigenschaften der Solarzellen verschlechtern. Daher ist es äußerst wichtig, den Gehalt an Sauerstoff, Stickstoff und Kohlenstoff zu reduzieren bzw. zu kontrollieren und die mit diesen Elementen verbundene Ausscheidungsbildung zu vermeiden. ... eigentlich das Problem bei RGS.
Christian Reimann untersuchte dazu den Einfluss der Erstarrungsgeschwindigkeit und einer speziell entwickelten Gasspüleinheit auf die Materialqualität der Siliciumblöcke. Zudem variierte er die eingesetzten Medien und Materialien (Rohstoff, Tiegelbeschichtung, Spülgasreinheit, Material der Gasspüleinheit) und untersuchte den Einbau der Fremdstoffe und die damit verbundene Entstehung von Ausscheidungen in der Siliciumschmelze. Christian Reimann wies in seiner Arbeit nach, dass durch eine gezielt eingesetzte Gasspülung an der Oberfläche der Siliciumschmelze eine Durchmischung derselben erzielt werden kann. Dies wiederum führt dazu, dass trotz hoher Fremdstoffkonzentrationen Siliciumkristalle ohne Ausscheidungen herge-stellt werden können.
"Dieses Ergebnis ist für die industrielle Kristallisation so innovativ und Erfolg versprechend, dass es zu einer Patentanmeldung geführt hat", erklärt Prof. Dr. Georg Müller, der die Promotionsarbeit betreute. Auch habe Christian Reimann ein Simulationsmodell erstellt, mit dem die experimentell untersuchten Parametervarianten simuliert werden können und das sich beim Vergleich mit den experimentellen Ergebnissen als tragfähig erwies.
In diesem Jahr durfte die Jury des SolarWorld Junior Einstein-Awards wieder zahlreiche exzellente Arbeiten aus allen Bereichen der Solarenergieforschung begutachten. "Herr Reimann wurde als Gewinner nominiert, da er in seiner Arbeit die Entstehung von Ausscheidungen sehr gut erklären kann, dies zu der Beseitigung des für die Industrie bedeutenden Phänomens führt und er hierbei sehr systematisch vorgegangen ist. Herr Reimann ist ein herausragender Wissenschaftler im Bereich der Solarenergieforschung", begründete die Jury ihre Entscheidung.
Christian Reimann studierte an der Johannes Gutenberg-Universität Mainz und an der Universität zu Köln Mineralogie und arbeitet seit 2005 am Fraunhofer IISB. Der SolarWorld Junior Einstein-Award wurde ihm gestern anlässlich der "25th European Photovoltaic Solar Energy Conference" in Valencia verliehen.
Source: Fraunhofer-Gesellschaft
http://www.nanowerk.com/news/newsid=17925.php
hola bossi, weisst du näheres zu rgs? würde mich nur mal interessieren, ob es grundsätzlich voran geht mit der technologie. damit neue technologien massentauglich zu bekommen hatten ja schon andere probleme; suntechs pluto als paradebeispiel. ich weiss, dass das kein vergleich ist, aber es fällt auch auf, dass man von rgs kaum mehr etwas hört.
danke im vorfeld.
danke im vorfeld.
Antwort auf Beitrag Nr.: 40.116.228 von schnitty am 08.09.10 10:33:07... weißt du näheres zu rgs?
Der wichtige Granulierturm für RGS sollte im August 2010 fertig werden, da die RGS Anlage nicht einfach ohne Probleme mit Siliziumpulver beschickt werden kann. Bei RGS wurde eine Zusammenarbeit mit Fraunhofer und eine Gasspülung an der RGS-Maschine beim flüssigen Silizium zur Reduzierung von Sauerstoff, Stickstoff und Kohlenstoff schon vor längerer Zeit angesprochen. Damit konnte das flüssige Silizium nach Bedarf eingestellten. Das wurde zudem mit speziellen Meßgeräten und Verfahren nachgewiesen. (Posting muß ich noch mal suchen) 2010 wird dann rein zufällig der Fraunhofer Mitarbeiter Christian Reimann mit dem Einstein Junior Preis ausgezeichnet, genau wie letztes Jahr Bram Hoex aus den NL. Auch sein Patent war sehr wichtig. Es wird ein Patent zu der Erfindung von Christian Reimann erwähnt. Werde mal suchen ...
P.S.: Auch Sunicon verwendet in einem Patent eine Gasspülung bei der überarbeiteten Verdichtung vom JSSI Siliziumpulver, um Sauerstoff-, Stickstoff- und Kohlenstoffanteile weiter zu reduzieren. Siehe hier #513.
+++++
Hab wieder ein neues Patent gefunden ...
Der Sunicon wurde im Juli 2010 wieder ein Patent erteilt, bei der eine Gasspülung eine wichtige Rolle spielt. Es handelt sich jedoch nicht um RGS, sondern um die Aufbereitung von sekundär Silizium mit hohen Anteilen an Dotierstoffen, die wieder aufgearbeitet werden.
Dokumentenidentifikation DE102006056482B4 15.07.2010
Titel Vorrichtung und Verfahren zum Aufbereiten von Nichteisenmetallen
Anmelder Sunicon AG, 09599 Freiberg, DE
Erfinder Wambach, Karsten, Dr., 09600 Oberschöna, DE;
Knopf, Claudia, Dr., 09599 Freiberg, DE;
Röver, Ingo, Dr., 09599 Freiberg, DE
Vertreter Rau, Schneck & Hübner Patent- und Rechtsanwälte, 90402 Nürnberg
DE-Anmeldedatum 30.11.2006
DE-Aktenzeichen 102006056482
Offenlegungstag 05.06.2008
Veröffentlichungstag der Patenterteilung 15.07.2010
http://www.patent-de.com/20100715/DE102006056482B4.html
Der wichtige Granulierturm für RGS sollte im August 2010 fertig werden, da die RGS Anlage nicht einfach ohne Probleme mit Siliziumpulver beschickt werden kann. Bei RGS wurde eine Zusammenarbeit mit Fraunhofer und eine Gasspülung an der RGS-Maschine beim flüssigen Silizium zur Reduzierung von Sauerstoff, Stickstoff und Kohlenstoff schon vor längerer Zeit angesprochen. Damit konnte das flüssige Silizium nach Bedarf eingestellten. Das wurde zudem mit speziellen Meßgeräten und Verfahren nachgewiesen. (Posting muß ich noch mal suchen) 2010 wird dann rein zufällig der Fraunhofer Mitarbeiter Christian Reimann mit dem Einstein Junior Preis ausgezeichnet, genau wie letztes Jahr Bram Hoex aus den NL. Auch sein Patent war sehr wichtig. Es wird ein Patent zu der Erfindung von Christian Reimann erwähnt. Werde mal suchen ...
P.S.: Auch Sunicon verwendet in einem Patent eine Gasspülung bei der überarbeiteten Verdichtung vom JSSI Siliziumpulver, um Sauerstoff-, Stickstoff- und Kohlenstoffanteile weiter zu reduzieren. Siehe hier #513.
+++++
Hab wieder ein neues Patent gefunden ...
Der Sunicon wurde im Juli 2010 wieder ein Patent erteilt, bei der eine Gasspülung eine wichtige Rolle spielt. Es handelt sich jedoch nicht um RGS, sondern um die Aufbereitung von sekundär Silizium mit hohen Anteilen an Dotierstoffen, die wieder aufgearbeitet werden.
Dokumentenidentifikation DE102006056482B4 15.07.2010
Titel Vorrichtung und Verfahren zum Aufbereiten von Nichteisenmetallen
Anmelder Sunicon AG, 09599 Freiberg, DE
Erfinder Wambach, Karsten, Dr., 09600 Oberschöna, DE;
Knopf, Claudia, Dr., 09599 Freiberg, DE;
Röver, Ingo, Dr., 09599 Freiberg, DE
Vertreter Rau, Schneck & Hübner Patent- und Rechtsanwälte, 90402 Nürnberg
DE-Anmeldedatum 30.11.2006
DE-Aktenzeichen 102006056482
Offenlegungstag 05.06.2008
Veröffentlichungstag der Patenterteilung 15.07.2010
http://www.patent-de.com/20100715/DE102006056482B4.html
Noch ein Sunicon Patent aus 2010 ...
DE102008049004B3
Titel Spaltsieb
Anmelder Sunicon AG, 09599 Freiberg, DE
Erfinder Werzner, Kristin, Dipl.-Ing., 09600 Oberschöna, DE;
Konrad, Benjamin, Dipl.-Ing. (FH), 01139 Dresden, DE
Vertreter Rau, Schneck & Hübner Patent- und Rechtsanwälte, 90402 Nürnberg
DE-Anmeldedatum 25.09.2008
DE-Aktenzeichen 102008049004
Veröffentlichungstag der Patenterteilung 22.04.2010
Veröffentlichungstag im Patentblatt 22.04.2010
IPC-Hauptklasse B07B 1/14 (2006.01) A, F, I, 20080925, B, H, DE
Zusammenfassung Eine Vorrichtung zur Trennung von Glas-Zellbruch-Gemischen umfasst mindestens ein Sieb (4) mit mindestens einer sich entlang einer Längsrichtung (5) erstreckenden Stange (6) mit einem Durchmesser (D), welche zusammen mit einer Gegenwand einen Spalt (7) einer Breite (B) senkrecht zur Längsrichtung (5) bildet.
http://www.patent-de.com/20100422/DE102008049004B3.html
DE102008049004B3
Titel Spaltsieb
Anmelder Sunicon AG, 09599 Freiberg, DE
Erfinder Werzner, Kristin, Dipl.-Ing., 09600 Oberschöna, DE;
Konrad, Benjamin, Dipl.-Ing. (FH), 01139 Dresden, DE
Vertreter Rau, Schneck & Hübner Patent- und Rechtsanwälte, 90402 Nürnberg
DE-Anmeldedatum 25.09.2008
DE-Aktenzeichen 102008049004
Veröffentlichungstag der Patenterteilung 22.04.2010
Veröffentlichungstag im Patentblatt 22.04.2010
IPC-Hauptklasse B07B 1/14 (2006.01) A, F, I, 20080925, B, H, DE
Zusammenfassung Eine Vorrichtung zur Trennung von Glas-Zellbruch-Gemischen umfasst mindestens ein Sieb (4) mit mindestens einer sich entlang einer Längsrichtung (5) erstreckenden Stange (6) mit einem Durchmesser (D), welche zusammen mit einer Gegenwand einen Spalt (7) einer Breite (B) senkrecht zur Längsrichtung (5) bildet.
http://www.patent-de.com/20100422/DE102008049004B3.html
Antwort auf Beitrag Nr.: 40.121.999 von bossi1 am 08.09.10 22:57:01 ... am 24. März 2011
... am 24. März 2011
Ribbon growth on substrate is key technology for PV growth
Leon Laas, Manager Process & Operations, RGS Development
The ribbon growth on substrate (RGS) silicon wafer technology is a unique casting technology for the next generation of silicon wafer manufacturing for photovoltaic application. Compared to today’s cut wafer technology, the silicon yield is increased from about 40 percent to more than 90 percent. Production speed per machine is increased by an order of magnitude compared to solidified and cut wafer manufacturing lines as well as other silicon ribbon technologies such as edge-fed growth or string ribbon. This results in a strongly reduced investment for manufacturing equipment per MWp produced. RGS is a key technology for enabling the high growth rates of the PV sector in the future. The development of this technology is organised by RGS Development.
The approach is to use the know-how on silicon casting, high temperature mechatronics, in an innovative company with the objective to commercialise the technology via licensing and support to manufacturing companies. For this purpose a full scale test machine has been built in Broek op Langedijk together with a network of specialized equipment suppliers. Test wafer production has been started in 2009. The next phase will be the demonstration of the technology on larger scale and the further development towards future production lines.
Ein Bild aus der Anfangszeit von RGS
von Leon Laas (unten) und Axel Schönecker
Biografie
Leon Laas has studied material engineering and graduated on the application of thermal barrier coatings for fusion reactor walls. He started working at the Energy research Centre of the Netherlands (ECN) in 1989 on the test production of superconductive wires for Cern. Together with the Joint Research Centre of the EU he started up an advanced coating centre where he managed coating projects for gas turbine protection and corrosion resistance of acid transporting pumps. Next to his work he followed a business school education and graduated in 1996. In 1997 he joined the Solar Energy group where he started working on the ribbon growth on substrate (RGS) technology in 2001. Together with Dr. A.G. Schönecker he managed the RGSolar project, resulting in the establishing of RGS Development company with the realisation of the current RGS machine at Broek op Langedijk in The Netherlands. Today the author is a member of the project management team of RGS Development B.V. where he is assigned to lead the RGS process test operations.
http://www.hightechmechatronica.nl/programma/programma-2010/…
Ribbon growth on substrate is key technology for PV growth
Leon Laas, Manager Process & Operations, RGS Development
The ribbon growth on substrate (RGS) silicon wafer technology is a unique casting technology for the next generation of silicon wafer manufacturing for photovoltaic application. Compared to today’s cut wafer technology, the silicon yield is increased from about 40 percent to more than 90 percent. Production speed per machine is increased by an order of magnitude compared to solidified and cut wafer manufacturing lines as well as other silicon ribbon technologies such as edge-fed growth or string ribbon. This results in a strongly reduced investment for manufacturing equipment per MWp produced. RGS is a key technology for enabling the high growth rates of the PV sector in the future. The development of this technology is organised by RGS Development.
The approach is to use the know-how on silicon casting, high temperature mechatronics, in an innovative company with the objective to commercialise the technology via licensing and support to manufacturing companies. For this purpose a full scale test machine has been built in Broek op Langedijk together with a network of specialized equipment suppliers. Test wafer production has been started in 2009. The next phase will be the demonstration of the technology on larger scale and the further development towards future production lines.
Ein Bild aus der Anfangszeit von RGS
von Leon Laas (unten) und Axel Schönecker
Biografie
Leon Laas has studied material engineering and graduated on the application of thermal barrier coatings for fusion reactor walls. He started working at the Energy research Centre of the Netherlands (ECN) in 1989 on the test production of superconductive wires for Cern. Together with the Joint Research Centre of the EU he started up an advanced coating centre where he managed coating projects for gas turbine protection and corrosion resistance of acid transporting pumps. Next to his work he followed a business school education and graduated in 1996. In 1997 he joined the Solar Energy group where he started working on the ribbon growth on substrate (RGS) technology in 2001. Together with Dr. A.G. Schönecker he managed the RGSolar project, resulting in the establishing of RGS Development company with the realisation of the current RGS machine at Broek op Langedijk in The Netherlands. Today the author is a member of the project management team of RGS Development B.V. where he is assigned to lead the RGS process test operations.
http://www.hightechmechatronica.nl/programma/programma-2010/…
Antwort auf Beitrag Nr.: 40.114.651 von bossi1 am 07.09.10 22:59:29Junior Einstein-Award 2010
Dr. Christan Reimann und die Rolle von crystalconsulting ... [/b]
In seiner Promotionsarbeit beschäftigte sich Dipl. Ing, Christian Reimann mit der Bildung von Siliziumkristallen und der Vermeidung von Verunreinigungen in der Siliziumschmelze. Dadurch kann der Wirkungsgrad von Solarzellen erhöht und somit die Kosten für Solarstrom gesenkt werden. Das von Reimann entwickelte Verfahren wurde inzwischen als Patent angemeldet. Genau das was bei RGS zu verbessern war. Auch die Probenpräperation und Analytik dazu wird beschrieben.
Das Inhaltsverzeichnis zur Dissertation aus 2010 in Erlangen ...
Berichterstatter --> Prof. Dr. Dr. h.c. Georg Müller
http://www.shaker.de/Online-Gesamtkatalog-Download/2010.09.1…
+++++

Prof. Dr. Dr. h.c. Georg Müller war langjähriger Leiter des Erlanger Kristallabors (CGL) am Fraunhofer Institut IISB und an der Universität Erlangen-Nürnberg, wo er bis 2007 eine Professur für Werkstoffwissenschaften innehatte. Seit 2007 ist er als freier Berater tätig mit crystalconsulting.
Homepage crystalconsulting ...
http://www.crystalconsulting.de/kristallzuechtung/
Hier wird das neue Verfahren genau beschrieben ...
http://www.crystalconsulting.de/downloads/musterfolien.pdf
Einige ältere Postings im Thread zum Verfahren in Verbindung mit RGS ...
#492, #493 und #497
Dr. Christan Reimann und die Rolle von crystalconsulting ... [/b]
In seiner Promotionsarbeit beschäftigte sich Dipl. Ing, Christian Reimann mit der Bildung von Siliziumkristallen und der Vermeidung von Verunreinigungen in der Siliziumschmelze. Dadurch kann der Wirkungsgrad von Solarzellen erhöht und somit die Kosten für Solarstrom gesenkt werden. Das von Reimann entwickelte Verfahren wurde inzwischen als Patent angemeldet. Genau das was bei RGS zu verbessern war. Auch die Probenpräperation und Analytik dazu wird beschrieben.
Das Inhaltsverzeichnis zur Dissertation aus 2010 in Erlangen ...
Berichterstatter --> Prof. Dr. Dr. h.c. Georg Müller
http://www.shaker.de/Online-Gesamtkatalog-Download/2010.09.1…
+++++
Prof. Dr. Dr. h.c. Georg Müller war langjähriger Leiter des Erlanger Kristallabors (CGL) am Fraunhofer Institut IISB und an der Universität Erlangen-Nürnberg, wo er bis 2007 eine Professur für Werkstoffwissenschaften innehatte. Seit 2007 ist er als freier Berater tätig mit crystalconsulting.
Homepage crystalconsulting ...
http://www.crystalconsulting.de/kristallzuechtung/
Hier wird das neue Verfahren genau beschrieben ...
http://www.crystalconsulting.de/downloads/musterfolien.pdf
Einige ältere Postings im Thread zum Verfahren in Verbindung mit RGS ...
#492, #493 und #497
Enterprise Value
Aussagekräftiger als KGV ... !!
Der Unternehmenswert lässt sich aufgrund der Bilanzidentität auf zweifache Weise verstehen:
Unternehmenswert = Anlagevermögen + Nettoumlaufvermögen = Eigenkapital + Nettofinanzverbindlichkeiten
Zu der Bestimmung des Unternehmenswert kommen jeweils geschätzte, bzw. errechnete Marktwerte (und nicht Buchwerte) in Verwendung. Bei börsennotierten Unternehmen ist dieser relativ leicht von der aktiven (linken) Seite der Bilanz abzuleiten: Der Unternehmenswert ist hier die Summe aus Marktkapitalisierung plus Nettofinanzverbindlichkeiten (Schulden minus vorhandene liquide Mittel).
http://de.wikipedia.org/wiki/Enterprise_Value
+++++
Bespiel dazu ...
1) Nach KGV ...
Firma A:
Anzahl Aktien = 100
Kurs pro Aktie = 10
Marktkapitalisierung = 1000
Gewinn = 200
KGV = 5 ...
Firma B:
Anzahl Aktien = 100
Kurs pro Aktie = 10
Marktkapitalisierung = 1000
Gewinn = 250
KGV = 4
Man könnte nun meinen, dass Firma B billiger ist und somit günstiger bewertet ist.
Beschränkt man sich aber nicht nur auf die Marktkapitalisierung, sondern wagt
zusätzlich einen Blick in die Bilanz ergibt sich folgendes Bild:
2) Nach EV (Enterprise Value) ...
Firma A: ...
Anzahl Aktien = 100
Kurs pro Aktie = 10
Marktkapitalisierung = 1000
Gewinn = 200
KGV = 5
Darlehen = 0
Cash = 200
Enterprise Value = 1000 - 200 = 800
EV/Gewinn-Verhältnis = 4 ...
Firma B:
Anzahl Aktien = 100
Kurs pro Aktie = 10
Marktkapitalisierung = 1000
Gewinn = 250
KGV = 4
Darlehen 600
Cash = 100
Enterprise Value = 1000 + 500 = 1500
EV/Gewinn-Verhältnis = 6
Jetzt ergibt sich plötzlich ein ganz anderes, viel realistischeres Bil, nämlich Firma A ist die deutlich günstiger bewertete.
FAZIT: Marktkapitalisierung ist nicht ausschlaggebend, der Enterprise Value ist die richtige Kennzahl.
Aussagekräftiger als KGV ... !!
Der Unternehmenswert lässt sich aufgrund der Bilanzidentität auf zweifache Weise verstehen:
Unternehmenswert = Anlagevermögen + Nettoumlaufvermögen = Eigenkapital + Nettofinanzverbindlichkeiten
Zu der Bestimmung des Unternehmenswert kommen jeweils geschätzte, bzw. errechnete Marktwerte (und nicht Buchwerte) in Verwendung. Bei börsennotierten Unternehmen ist dieser relativ leicht von der aktiven (linken) Seite der Bilanz abzuleiten: Der Unternehmenswert ist hier die Summe aus Marktkapitalisierung plus Nettofinanzverbindlichkeiten (Schulden minus vorhandene liquide Mittel).
http://de.wikipedia.org/wiki/Enterprise_Value
+++++
Bespiel dazu ...
1) Nach KGV ...
Firma A:
Anzahl Aktien = 100
Kurs pro Aktie = 10
Marktkapitalisierung = 1000
Gewinn = 200
KGV = 5 ...
Firma B:
Anzahl Aktien = 100
Kurs pro Aktie = 10
Marktkapitalisierung = 1000
Gewinn = 250
KGV = 4
Man könnte nun meinen, dass Firma B billiger ist und somit günstiger bewertet ist.
Beschränkt man sich aber nicht nur auf die Marktkapitalisierung, sondern wagt
zusätzlich einen Blick in die Bilanz ergibt sich folgendes Bild:
2) Nach EV (Enterprise Value) ...
Firma A: ...

Anzahl Aktien = 100
Kurs pro Aktie = 10
Marktkapitalisierung = 1000
Gewinn = 200
KGV = 5
Darlehen = 0
Cash = 200
Enterprise Value = 1000 - 200 = 800
EV/Gewinn-Verhältnis = 4 ...
Firma B:
Anzahl Aktien = 100
Kurs pro Aktie = 10
Marktkapitalisierung = 1000
Gewinn = 250
KGV = 4
Darlehen 600
Cash = 100
Enterprise Value = 1000 + 500 = 1500
EV/Gewinn-Verhältnis = 6
Jetzt ergibt sich plötzlich ein ganz anderes, viel realistischeres Bil, nämlich Firma A ist die deutlich günstiger bewertete.
FAZIT: Marktkapitalisierung ist nicht ausschlaggebend, der Enterprise Value ist die richtige Kennzahl.
Solarworld weiht Forschungszentrum ein
22. September 2010 | Forschung und Entwicklung, Topnews Der Photovoltaik-Konzern hat sein neues Zentrum für Forschung und Entwicklung an seinem sächsischen Standort eingeweiht. 110 Mitarbeiter sollen fortan, die Technologie weiterentwickeln.
Die Solarworld AG hat insgesamt 55 Millionen Euro in den Bau seines neuen Forschungs- und Entwicklungszentrums im sächsischen Freiberg investiert. Es ist am Mittwoch offiziell eingeweiht worden, wie das Photovoltaik-Unternehmen aus Bonn mitteilte. Künftig werden demnach 110 Mitarbeiter neue Verfahren erforschen und entwickeln, die die Effizienz der Photovoltaik-Produkte optimieren und die Kosten permanent reduzieren sollen. Zum neuen Forschungs- und Entwicklungszentrum gehören unter anderem das Solarzellen- und das Modultechnikum.
Solarworld werde die weltweiten Forschungsaktivitäten nun in Freiberg bündeln. Insgesamt erstrecke sich das Zentrum über eine Gesamtfläche von 10.500 Quadratmetern. In den Produktionslinien würden Verfahren und Anlagen der nächsten Generation in einem produktionsnahen Maßstab erprobt, hieß es weiter. (Sandra Enkhardt)
22. September 2010 | Forschung und Entwicklung, Topnews Der Photovoltaik-Konzern hat sein neues Zentrum für Forschung und Entwicklung an seinem sächsischen Standort eingeweiht. 110 Mitarbeiter sollen fortan, die Technologie weiterentwickeln.
Die Solarworld AG hat insgesamt 55 Millionen Euro in den Bau seines neuen Forschungs- und Entwicklungszentrums im sächsischen Freiberg investiert. Es ist am Mittwoch offiziell eingeweiht worden, wie das Photovoltaik-Unternehmen aus Bonn mitteilte. Künftig werden demnach 110 Mitarbeiter neue Verfahren erforschen und entwickeln, die die Effizienz der Photovoltaik-Produkte optimieren und die Kosten permanent reduzieren sollen. Zum neuen Forschungs- und Entwicklungszentrum gehören unter anderem das Solarzellen- und das Modultechnikum.
Solarworld werde die weltweiten Forschungsaktivitäten nun in Freiberg bündeln. Insgesamt erstrecke sich das Zentrum über eine Gesamtfläche von 10.500 Quadratmetern. In den Produktionslinien würden Verfahren und Anlagen der nächsten Generation in einem produktionsnahen Maßstab erprobt, hieß es weiter. (Sandra Enkhardt)
27.08.2010
Freiberg, Alfred-Lange-Straße, Gewerbegebiet Saxiona
Erweiterung Zwischenebene Halle C und Technikanbau DS 900
Bautenstand: 27.08.2010
Fertigstellung der Stahlkonstruktion und Montage der Filigrandecken in der Zwischenebene und dem Technikanbau.
Die Betonage in der Zwischendecke Halle C ist vollendet.

http://bbf-freiberg.de/content/News/DS900Z_100903
Freiberg, Alfred-Lange-Straße, Gewerbegebiet Saxiona
Erweiterung Zwischenebene Halle C und Technikanbau DS 900
Bautenstand: 27.08.2010
Fertigstellung der Stahlkonstruktion und Montage der Filigrandecken in der Zwischenebene und dem Technikanbau.
Die Betonage in der Zwischendecke Halle C ist vollendet.
http://bbf-freiberg.de/content/News/DS900Z_100903
Antwort auf Beitrag Nr.: 40.241.822 von bossi1 am 30.09.10 16:56:15Hast Du bestimmt gefunden, weil Du nach irgendwelchen News zum heutigen Kursverlauf gesucht hast!?
Antwort auf Beitrag Nr.: 40.243.138 von lieberlong am 30.09.10 19:20:08Bingo lieberlong ...
8,50 scheint im Moment noch ein guter Boden für spontane Käufe zu sein. Wäre auch etwas für das C&T Musterdepot gewesen. Weist Du ob der neue Granulierturm für RGS in Freiberg bereits fertig ist? Ich hatte eben noch nach News zu RGS gesucht und dann die Bilder zur DS900 gefunden.
8,50 scheint im Moment noch ein guter Boden für spontane Käufe zu sein. Wäre auch etwas für das C&T Musterdepot gewesen. Weist Du ob der neue Granulierturm für RGS in Freiberg bereits fertig ist? Ich hatte eben noch nach News zu RGS gesucht und dann die Bilder zur DS900 gefunden.
Antwort auf Beitrag Nr.: 40.243.832 von bossi1 am 30.09.10 20:46:14Wäre auch etwas für das C&T Musterdepot gewesen.
Na Du bist gut, woher sollte man das denn vorher wissen (genau wie Q-Cells gestern)? Charttechnisch standen die Zeichen eben auf fallend!
Ich lade mal bei C&T was hoch und poste es dann auch im TecDax-Thread hier.
Weist Du ob der neue Granulierturm für RGS in Freiberg bereits fertig ist?
Nee, keine Ahnung! War lange nicht mehr nachschauen und durchs Saxonia-Gewerbegebiet kann man auch nicht so einfach mal durchfahren, zumindest durchs Solarworld-Areal nicht...
Na Du bist gut, woher sollte man das denn vorher wissen (genau wie Q-Cells gestern)? Charttechnisch standen die Zeichen eben auf fallend!
Ich lade mal bei C&T was hoch und poste es dann auch im TecDax-Thread hier.
Weist Du ob der neue Granulierturm für RGS in Freiberg bereits fertig ist?
Nee, keine Ahnung! War lange nicht mehr nachschauen und durchs Saxonia-Gewerbegebiet kann man auch nicht so einfach mal durchfahren, zumindest durchs Solarworld-Areal nicht...
Antwort auf Beitrag Nr.: 40.241.822 von bossi1 am 30.09.10 16:56:15TH 12,06
TT 11,91
R4 12,60
R3 12,45
R2 12,30
R1 12,13
Pivot > 11,98
S1 11,81
S2 11,66
S3 11,49
S4 11,32
F 2000 12,47
F 1764 12,39
F 1618 12,35
F 1382 12,27
F 1236 12,23
F 1 12,15
F 0764 12,07
F 0618 12,03
F 0382 11,95
F 0236 11,91
F 0 11,83
F _236 11,75
F _382 11,71
F _618 11,63
F _764 11,59
F _1000 11,51
TT 11,91
R4 12,60
R3 12,45
R2 12,30
R1 12,13
Pivot > 11,98
S1 11,81
S2 11,66
S3 11,49
S4 11,32
F 2000 12,47
F 1764 12,39
F 1618 12,35
F 1382 12,27
F 1236 12,23
F 1 12,15
F 0764 12,07
F 0618 12,03
F 0382 11,95
F 0236 11,91
F 0 11,83
F _236 11,75
F _382 11,71
F _618 11,63
F _764 11,59
F _1000 11,51
Antwort auf Beitrag Nr.: 40.246.887 von bossi1 am 01.10.10 10:50:36upps - sollte zu DLG ...
Antwort auf Beitrag Nr.: 40.241.822 von bossi1 am 30.09.10 16:56:15DS 900 ...
Wenn der Granulierturm für RGS in Freiberg in Betrieb geht,muß die Deutsche Solar(DS) die RGS-Anlagen dort auch irgendwo aufstellen. Die DS 900 könnte dafür vorgesehen sein und hat auch die notwendige Deckenhöhe für die hohen Anlagen. Bei den Niederländern wurde mal ein Termin von Ende 2010 erwähnt und der letzte Einstein Arward für Dr. Christian Reimann spricht ebenfalls dafür.
Auszug zu Dr. Reimann ...
Die Erzeugung von Photovoltaikstrom erfolgt heutzutage zum Großteil mittels Siliciumsolarzellen. Für deren Fertigung werden Siliciumscheiben ("Wafer") benötigt, die eine möglichst hohe Materialqualität aufweisen, aber in der Herstellung möglichst kostengünstig sind. Einen guten Kompromiss aus diesen Anforderungen stellen multikristalline Siliciumkristalle dar, die aus der Siliciumschmelze durch das Prinzip der gerichteten Erstarrung gezüchtet werden. Die Qualität der aus den Kristallen gesägten Siliciumwafer wird in großem Maße durch die während der Kristallisation und der Abkühlung auftretenden Wärme- und Stofftransportprozesse beeinflusst.
... man hat mit der möglichst "kostengünstigen Herstellung" RGS umschrieben.


Wenn der Granulierturm für RGS in Freiberg in Betrieb geht,muß die Deutsche Solar(DS) die RGS-Anlagen dort auch irgendwo aufstellen. Die DS 900 könnte dafür vorgesehen sein und hat auch die notwendige Deckenhöhe für die hohen Anlagen. Bei den Niederländern wurde mal ein Termin von Ende 2010 erwähnt und der letzte Einstein Arward für Dr. Christian Reimann spricht ebenfalls dafür.
Auszug zu Dr. Reimann ...
Die Erzeugung von Photovoltaikstrom erfolgt heutzutage zum Großteil mittels Siliciumsolarzellen. Für deren Fertigung werden Siliciumscheiben ("Wafer") benötigt, die eine möglichst hohe Materialqualität aufweisen, aber in der Herstellung möglichst kostengünstig sind. Einen guten Kompromiss aus diesen Anforderungen stellen multikristalline Siliciumkristalle dar, die aus der Siliciumschmelze durch das Prinzip der gerichteten Erstarrung gezüchtet werden. Die Qualität der aus den Kristallen gesägten Siliciumwafer wird in großem Maße durch die während der Kristallisation und der Abkühlung auftretenden Wärme- und Stofftransportprozesse beeinflusst.
... man hat mit der möglichst "kostengünstigen Herstellung" RGS umschrieben.
Antwort auf Beitrag Nr.: 40.247.714 von bossi1 am 01.10.10 12:33:57Wird eine Schmelze zerstäubt und im kalten Gas erstarrt so spricht man von einem Prillturm = Granulierturm. Genau das Teil ist an die DS 900 angebaut, wo möglicherweise die RGS Anlagen aufgebaut werden.
30.04.2010
Freiberg, Alfred-Lange-Straße, Gewerbegebiet Saxonia
Anbau Prillturm, Neubau Technikgebäude DS 900
Bautenstand 30.04.2010
Die Montage der Wandverkleidung - Prillturm - ist fertiggestellt.
Die Installation der Medien hat begonnen.


30.04.2010
Freiberg, Alfred-Lange-Straße, Gewerbegebiet Saxonia
Anbau Prillturm, Neubau Technikgebäude DS 900
Bautenstand 30.04.2010
Die Montage der Wandverkleidung - Prillturm - ist fertiggestellt.
Die Installation der Medien hat begonnen.

05.10.2010 09:50
Solarvalue AG: Technologischer Durchbruch: Solarvalue stellt ersten Solarsilizium-Ingot her
Solarvalue AG / Schlagwort(e): Produkteinführung
05.10.2010 09:50
Berlin, 05.10.2010: Dr. Christian Bornhauser, Vorstand der Solarvalue AG, präsentierte auf der ordentlichen Hauptversammlung einen aktuellen Statusbericht über die erzielten Fortschritte bei der Entwicklung des neuen Prozesses zur Herstellung von solarfähigem Silizium aus metallurgischem Silizium.
Geforderte Reinheiten erreicht. In wiederholten Tests auf unterschiedlichen Anlagen ist inzwischen der erste komplette Silizium-Ingot mit einem Gewicht von etwa 15 Kilogramm produziert worden. Dabei liegen die Reinheiten der kritischen Elemente Phosphor und Bor mit jeweils deutlich unter 1ppmw ('parts per million weight', gewichtsbezogener Anteil pro einer Million Si Atome) unterhalb der angestrebten Werte und somit im Bereich der gestellten Anforderungen.
Flexibler Prozess hinsichtlich des verwendeten Ausgangsmaterials. Merkmal des zugrunde liegenden Prozesses ist ein mehrstufiges Verfahren zur getrennten Reduzierung von Phosphor, Bor und sonstigen Metallen auf die jeweils geforderten Werte. Dabei können die verwendeten Eingangsmaterialien auch größeren Schwankungen unterlie-gen. Der Prozess ist daher flexibel in Bezug auf die Eingangsqualität des metallurgischen Si-liziums (MGS). Diese Prozessflexibilität ist insbesondere hinsichtlich der Verfügbarkeit und der Preisschwankungen beim Eingangsmaterial, dem metallurgischem Silizium, von Vorteil. Das Verfahren erlaubt die Verwendung einer breiteren 'Palette' von marktgängigen, sogenannten Commodity-Materialien, und bringt somit entsprechende Kostenvorteile mit sich.
Technologischer Durchbruch - Finanzierung eigener Pilotanlage gesichert. Dazu Dr. Bornhauser, Technischer Vorstand der Solarvalue AG: 'Mit dem neuen Verfahren haben wir in den letzten Monaten weit bessere Ergebnisse erzielt als mit dem vorhergehenden Prozess, der über fast zwei Jahre in den USA entwickelt und getestet wurde. Hier ist uns ein Durchbruch gelungen. Wir haben den ersten Ingot in einer Qualität hergestellt, die für die Herstellung von Solarzellen geeignet scheint. Natürlich muss dies zunächst in weiteren Tests geprüft werden. Als nächsten Schritt werden wir deshalb das Material von Partnern zu Zellen verarbeiten lassen. Insgesamt stimmt uns dies für die weitere Entwicklung der Solarvalue AG wieder positiver. Es ist mit dem neuen Produktionsprozess unverändert unser Ziel, aus metallurgischem Silizium Solarsilizium zu konkurrenzfähigen Kosten herzustellen. Dank unseres rigiden Sparprogramms reicht die vorhandene Liquidität aus heutiger Sicht für den Bau einer Pilotanlage für Ingots von jeweils etwa 60kg aus. In 2011 wollen wir damit erste Kunden qualifizieren und bei positiven Ergebnissen Umsätze erzielen. Bis zur Produktion in industriellem Maßstab haben wir allerdings noch etliche technische und insbesondere finanzielle Hürden zu überwinden.'
Nächste Präsentation. Am 12. November 2010 wird Dr. Bornhauser im Rahmen einer Analystenkonferenz am Rande des 11. Forum Solarpraxis in Berlin einen aktualisierten Bericht zum Unternehmen präsentieren.
ISIN DE000A0B58B4
AXC0047 2010-10-05/09:50
Solarvalue, FRA 0,50 +316%
... und immer noch kein Si-Umsatz !!
Solarvalue AG: Technologischer Durchbruch: Solarvalue stellt ersten Solarsilizium-Ingot her
Solarvalue AG / Schlagwort(e): Produkteinführung
05.10.2010 09:50
Berlin, 05.10.2010: Dr. Christian Bornhauser, Vorstand der Solarvalue AG, präsentierte auf der ordentlichen Hauptversammlung einen aktuellen Statusbericht über die erzielten Fortschritte bei der Entwicklung des neuen Prozesses zur Herstellung von solarfähigem Silizium aus metallurgischem Silizium.
Geforderte Reinheiten erreicht. In wiederholten Tests auf unterschiedlichen Anlagen ist inzwischen der erste komplette Silizium-Ingot mit einem Gewicht von etwa 15 Kilogramm produziert worden. Dabei liegen die Reinheiten der kritischen Elemente Phosphor und Bor mit jeweils deutlich unter 1ppmw ('parts per million weight', gewichtsbezogener Anteil pro einer Million Si Atome) unterhalb der angestrebten Werte und somit im Bereich der gestellten Anforderungen.
Flexibler Prozess hinsichtlich des verwendeten Ausgangsmaterials. Merkmal des zugrunde liegenden Prozesses ist ein mehrstufiges Verfahren zur getrennten Reduzierung von Phosphor, Bor und sonstigen Metallen auf die jeweils geforderten Werte. Dabei können die verwendeten Eingangsmaterialien auch größeren Schwankungen unterlie-gen. Der Prozess ist daher flexibel in Bezug auf die Eingangsqualität des metallurgischen Si-liziums (MGS). Diese Prozessflexibilität ist insbesondere hinsichtlich der Verfügbarkeit und der Preisschwankungen beim Eingangsmaterial, dem metallurgischem Silizium, von Vorteil. Das Verfahren erlaubt die Verwendung einer breiteren 'Palette' von marktgängigen, sogenannten Commodity-Materialien, und bringt somit entsprechende Kostenvorteile mit sich.
Technologischer Durchbruch - Finanzierung eigener Pilotanlage gesichert. Dazu Dr. Bornhauser, Technischer Vorstand der Solarvalue AG: 'Mit dem neuen Verfahren haben wir in den letzten Monaten weit bessere Ergebnisse erzielt als mit dem vorhergehenden Prozess, der über fast zwei Jahre in den USA entwickelt und getestet wurde. Hier ist uns ein Durchbruch gelungen. Wir haben den ersten Ingot in einer Qualität hergestellt, die für die Herstellung von Solarzellen geeignet scheint. Natürlich muss dies zunächst in weiteren Tests geprüft werden. Als nächsten Schritt werden wir deshalb das Material von Partnern zu Zellen verarbeiten lassen. Insgesamt stimmt uns dies für die weitere Entwicklung der Solarvalue AG wieder positiver. Es ist mit dem neuen Produktionsprozess unverändert unser Ziel, aus metallurgischem Silizium Solarsilizium zu konkurrenzfähigen Kosten herzustellen. Dank unseres rigiden Sparprogramms reicht die vorhandene Liquidität aus heutiger Sicht für den Bau einer Pilotanlage für Ingots von jeweils etwa 60kg aus. In 2011 wollen wir damit erste Kunden qualifizieren und bei positiven Ergebnissen Umsätze erzielen. Bis zur Produktion in industriellem Maßstab haben wir allerdings noch etliche technische und insbesondere finanzielle Hürden zu überwinden.'
Nächste Präsentation. Am 12. November 2010 wird Dr. Bornhauser im Rahmen einer Analystenkonferenz am Rande des 11. Forum Solarpraxis in Berlin einen aktualisierten Bericht zum Unternehmen präsentieren.
ISIN DE000A0B58B4
AXC0047 2010-10-05/09:50
Solarvalue, FRA 0,50 +316%
... und immer noch kein Si-Umsatz !!
ECN - Geschickt eingefädelt
neue energie 8/2010
Das Energieforschungszentrum der Niederlande weiß sich im internationalen Wettbewerb
der Institute zu behaupten. Die Holländer verkaufen ihr Know-how an aufstrebende chinesische
Hersteller.
http://www.neueenergie.net/fileadmin/ne/ne_inhalte/dokumente…
neue energie 8/2010
Das Energieforschungszentrum der Niederlande weiß sich im internationalen Wettbewerb
der Institute zu behaupten. Die Holländer verkaufen ihr Know-how an aufstrebende chinesische
Hersteller.
http://www.neueenergie.net/fileadmin/ne/ne_inhalte/dokumente…
Mit RGS Wafern testete man jetzt angepaßte RGS-Solarzellen mit unterschiedlichen Rückseitenkonzepten ...
Preprint 25th EU PVSEC / WCPEC-5 Valencia 2010
DIELECTRIC REAR SIDE PASSIVATION ON RIBBON GROWTH ON SUBSTRATE (RGS) SOLAR CELLS
U. Hess1, S. Joos1, J. Junge1, S. Seren1, G. Hahn1, T. Weber2, P.-Y. Pichon3, A. Schönecker3
1University of Konstanz, Department of Physics, P.O. Box, 78467 Konstanz, Germany
2SolarWorld Innovations GmbH, P.O. Box 1711, D-09587 Freiberg/Sachsen, Germany
3RGS Development B.V., P.O. Box 40, 1724 ZG Oudkarspel, The Netherlands
Author for correspondence: uwe.hess@uni-konstanz.de, Tel.: +49 7531 882060, Fax: +49 7531 883895
ABSTRACT:
Ribbon Growth on Substrate (RGS) silicon wafers are cast directly from the melt onto reusable substrates. With a high production speed in the order of one wafer per second and the avoidance of material loss due to wire-sawing like in the block-casting technology, RGS is a cost-effective material. The wafers are multicrystalline with typical grain sizes between 0.1 mm to 1 mm. Up to now, the adapted solar cell process contained an open rear side metallization realized by an Al-grid [1]. This had to be implemented because of increased process induced shunting in cell areas with Al back side metallization. For rear side passivation and avoidance of possible shunting, two new cell back side designs are tested and compared to the RGS baseline process. In this work, silicon carbide as a dielectric passivation layer and its properties regarding a co-firing temperature step and the application of such a layer in the RGS solar cell process is investigated. It is found that a cell process for RGS containing a dielectric layer on the cell rear side in connection with Laser Fired Contacts (LFCs) enhances the cell performance by reducing the area of possibly contacted shunting paths further and thus increasing the parallel resistance of the solar cells. The gain in efficiency is hereby less attributed to the improved rear side passivation quality for this material with a limited diffusion length.
+++++
SUMMARY
RGS wafers from the batch-type lab-scale machine at ECN have been processed to solar cells. Three different rear side designs are investigated. Besides the current RGS industrial-type screen-printing baseline process with an open rear side metallization (Al-grid, 10 % coverage) two new back side designs are tested. Both contain a silicon carbide layer as dielectric passivation, which was locally opened via laser ablation or by a LFC process. On all cells the LFC process results in better cell parameters relative to the two other processes. Spectral Response measurements reveal that in the long wavelength regime (> 800 nm) all the cells show similar properties with a trend of slightly better IQEs for the LFC process. This is understandable since the cells have an effective diffusion length of minority charge carriers around ~60-80 μm with a cell thickness of ~220-250 μm. The effect of an improved rear side passivation due to the SiC layer is therefore difficult to see. A contribution of the different back side reflections to the current densities of the cells is not clearly distinguishable from other effects.
From earlier investigations, it is known that Al metal pastes relatively heavily interacts with the crystal structure of RGS during metal firing. Consequently, the rear side contact areas often show up as the preferred locations for cell shunting. Additionally due to the low diffusion length, it is not clear how much the laser damage of the laser ablation process affects the cell parameters. Therefore, it is suggested that the trend of better cell results of the applied LFC process is unlikely the effect of the rear side passivation but of the way of contacting the RGS solar cells it in terms of reducing the contacted rear side area and possibly the avoidance of the industrially used Al metal pastes.
OUTLOOK
The results of this work apply to the RGS wafers cast by the discontinuous operating R&D machine. Since the new industrial scale installation was planned and built to improve the material quality in terms of diffusion length and crystal structure, a reassessment of rear side passivation investigations for wafers from the continuous working production machine will be necessary.
However, it was demonstrated that either by contact area reduction or by reducing possible spiking of commercial Al pastes during metal sintering, the solar cell characteristics could be improved. Therefore, the application of modern laser processed, local back contacts has clear advantages for RGS wafer based solar cells.
http://www.uni-konstanz.de/pv/publikationen/papers/valencia2…
Preprint 25th EU PVSEC / WCPEC-5 Valencia 2010
DIELECTRIC REAR SIDE PASSIVATION ON RIBBON GROWTH ON SUBSTRATE (RGS) SOLAR CELLS
U. Hess1, S. Joos1, J. Junge1, S. Seren1, G. Hahn1, T. Weber2, P.-Y. Pichon3, A. Schönecker3
1University of Konstanz, Department of Physics, P.O. Box, 78467 Konstanz, Germany
2SolarWorld Innovations GmbH, P.O. Box 1711, D-09587 Freiberg/Sachsen, Germany
3RGS Development B.V., P.O. Box 40, 1724 ZG Oudkarspel, The Netherlands
Author for correspondence: uwe.hess@uni-konstanz.de, Tel.: +49 7531 882060, Fax: +49 7531 883895
ABSTRACT:
Ribbon Growth on Substrate (RGS) silicon wafers are cast directly from the melt onto reusable substrates. With a high production speed in the order of one wafer per second and the avoidance of material loss due to wire-sawing like in the block-casting technology, RGS is a cost-effective material. The wafers are multicrystalline with typical grain sizes between 0.1 mm to 1 mm. Up to now, the adapted solar cell process contained an open rear side metallization realized by an Al-grid [1]. This had to be implemented because of increased process induced shunting in cell areas with Al back side metallization. For rear side passivation and avoidance of possible shunting, two new cell back side designs are tested and compared to the RGS baseline process. In this work, silicon carbide as a dielectric passivation layer and its properties regarding a co-firing temperature step and the application of such a layer in the RGS solar cell process is investigated. It is found that a cell process for RGS containing a dielectric layer on the cell rear side in connection with Laser Fired Contacts (LFCs) enhances the cell performance by reducing the area of possibly contacted shunting paths further and thus increasing the parallel resistance of the solar cells. The gain in efficiency is hereby less attributed to the improved rear side passivation quality for this material with a limited diffusion length.
+++++
SUMMARY
RGS wafers from the batch-type lab-scale machine at ECN have been processed to solar cells. Three different rear side designs are investigated. Besides the current RGS industrial-type screen-printing baseline process with an open rear side metallization (Al-grid, 10 % coverage) two new back side designs are tested. Both contain a silicon carbide layer as dielectric passivation, which was locally opened via laser ablation or by a LFC process. On all cells the LFC process results in better cell parameters relative to the two other processes. Spectral Response measurements reveal that in the long wavelength regime (> 800 nm) all the cells show similar properties with a trend of slightly better IQEs for the LFC process. This is understandable since the cells have an effective diffusion length of minority charge carriers around ~60-80 μm with a cell thickness of ~220-250 μm. The effect of an improved rear side passivation due to the SiC layer is therefore difficult to see. A contribution of the different back side reflections to the current densities of the cells is not clearly distinguishable from other effects.
From earlier investigations, it is known that Al metal pastes relatively heavily interacts with the crystal structure of RGS during metal firing. Consequently, the rear side contact areas often show up as the preferred locations for cell shunting. Additionally due to the low diffusion length, it is not clear how much the laser damage of the laser ablation process affects the cell parameters. Therefore, it is suggested that the trend of better cell results of the applied LFC process is unlikely the effect of the rear side passivation but of the way of contacting the RGS solar cells it in terms of reducing the contacted rear side area and possibly the avoidance of the industrially used Al metal pastes.
OUTLOOK
The results of this work apply to the RGS wafers cast by the discontinuous operating R&D machine. Since the new industrial scale installation was planned and built to improve the material quality in terms of diffusion length and crystal structure, a reassessment of rear side passivation investigations for wafers from the continuous working production machine will be necessary.
However, it was demonstrated that either by contact area reduction or by reducing possible spiking of commercial Al pastes during metal sintering, the solar cell characteristics could be improved. Therefore, the application of modern laser processed, local back contacts has clear advantages for RGS wafer based solar cells.
http://www.uni-konstanz.de/pv/publikationen/papers/valencia2…
DE102009010816A1 09.09.2010
Titel Verfahren zur Herstellung eines Halbleiter-Bauelements
Anmelder SolarWorld Innovations GmbH, 09599 Freiberg, DE
Erfinder Kutzer, Martin, 09322 Penig, DE;
Bitnar, Bernd, Dr., 09599 Freiberg, DE;
Krause, Andreas, Dr., 01187 Dresden, DE;
Heemeier, Michael, Dr., 01187 Dresden, DE;
Schlegel, Kristian, 08056 Zwickau, DE;
Weber, Torsten, 01099 Dresden, DE;
Neuhaus, Holger, Dr., 09599 Freiberg, DE;
Fülle, Alexander, 08107 Kirchberg, DE;
Schneiderlöchner, Eric, Dr., Hillsboro, Oreg., US
Vertreter Rau, Schneck & Hübner Patent- und Rechtsanwälte, 90402 Nürnberg
DE-Anmeldedatum 27.02.2009
DE-Aktenzeichen 102009010816
Offenlegungstag 09.09.2010
Veröffentlichungstag im Patentblatt 09.09.2010
Ein Verfahren zur Herstellung eines Halbleiter-Bauelements (8) mit einer gut lötbaren Kontakt-Struktur (9), umfassend das Bereitstellen eines flächig ausgebildeten Halbleiter-Substrats (1) mit einer ersten Seite (2), einer zweiten Seite (3), einer senkrecht auf diesen stehenden Flächennormalen (4), einer auf mindestens einer der Seiten (2, 3) angeordneten dielektrischen Passivierungs-Schicht (5) und einer auf der Passivierungs-Schicht (5) angeordneten ersten Kontakt-Schicht (6), zumindest bereichsweises Aufbringen mindestens einer zweiten Kontakt-Schicht (7) auf die erste Kontakt-Schicht (6), wobei die mindestens eine zweite Kontakt-Schicht (7) zumindest eine Teilschicht aus einem gut lötbaren Metall, insbesondere aus Nickel und/oder Silber und/oder Zinn und/oder einer Verbindung derselben, umfasst, und Herstellen einer elektrisch leitenden Kontaktierung zwischen der zweiten Kontakt-Schicht (7) und dem Halbleiter-Substrat (1).
http://www.patent-de.com/20100909/DE102009010816A1.html
+++++
Die Erfindung betrifft ein Verfahren zur Herstellung eines Halbleiter-Bauelements. Die Erfindung betrifft weiterhin ein Halbleiter-Bauelement mit einer lötbaren Kontakt-Struktur. Aus der DE 100 46 170 A1 ist eine Solarzelle mit lasergefeuerten Kontakten (LFC-Solarzelle) bekannt. Diese weist auf ihrer Oberfläche eine mehrere Mikrometer dicke Metallschicht aus Aluminium auf, welche lokal mit dem darunterliegenden Halbleiter-Substrat elektrisch leitend verbunden ist. Zur Verschaltung einzelner LFC-Zellen in einem Modul werden diese üblicherweise miteinander verlötet. Bekanntlich ist das Verlöten von Aluminium jedoch sehr problematisch und aufwändig.
Der Erfindung liegt daher die Aufgabe zugrunde, ein Verfahren zur Herstellung eines Halbleiter-Bauelements mit einer Kontakt-Struktur, welche gut lötbar ist, zu schaffen. Der Erfindung liegt weiterhin die Aufgabe zugrunde, ein Halbleiter-Bauelement mit einer gut lötbaren Kontakt-Struktur zu schaffen.
Diese Aufgaben werden durch die Merkmale der Ansprüche 1 und 13 gelöst. Der Kern der Erfindung besteht darin, auf eine erste Kontakt-Schicht mindestens eine weitere Kontakt-Schicht aufzubringen, welche aus einem gut lötbaren Metall ist.
Zur Herstellung einer elektrisch leitenden Verbindung zwischen der gut lötbaren, zweiten Kontakt-Schicht und dem Halbleiter-Substrat ist vorzugsweise ein Laser-Verfahren vorgesehen.
Die zweite Kontakt-Schicht kann ganzflächig auf die erste Kontakt-Schicht aufgebracht werden. Hierdurch wird insbesondere die Querleitfähigkeit der Kontakt-Schicht erhöht, sodass die Dicke der ersten Kontakt-Schicht deutlich reduziert werden kann.
Es ist jedoch ebenso möglich, die zweite Kontakt-Schicht in einem unterbrochenen Muster, das heißt in voneinander getrennten Teilbereichen, auf die erste Kontakt-Schicht aufzubringen. Dies hat den Vorteil, dass Schichtspannungen im Schichtstapel reduziert werden und somit einer Verbiegung des Substrates entgegengewirkt werden kann.
Zum Aufbringen der zweiten Kontakt-Schicht ist vorzugsweise ein Vakuum-Verfahren, insbesondere ein Aufdampf- und/oder Sputterverfahren vorgesehen. Vorzugsweise ist zur Aufbringung der zweiten Kontakt-Schicht ein entsprechendes Verfahren wie zur Aufbringung der ersten Kontakt-Schicht vorgesehen. Besonders vorteilhaft hieran ist, dass sowohl das Aufbringen der ersten als auch der zweiten Kontakt-Schicht in der gleichen Vakuumkammer durchgeführt werden kann. Hierdurch kann einerseits zusätzliche Prozesszeit durch Einsparung eines zusätzlichen Abpump-Schrittes vermieden werden, andererseits wird eine nachteilhafte, spontane Oxidation der ersten Kontakt-Schicht hierdurch wirksam vermieden, da diese nicht in Kontakt mit Luftsauerstoff kommt.
Die zweite Kontakt-Schicht kann auch in Form einer Folie auf die erste Kontakt-Schicht aufgebracht werden. Dies ist besonders einfach durchführbar. Die Folie weist vorzugsweise eine Klebschicht, insbesondere aus leitfähigem Klebstoff auf. Hierdurch wird eine besonders gute elektrische Anbindung der Folie an die erste Kontakt-Schicht hergestellt.
Die Folie umfasst eine Schicht aus einem Metall oder einer Metalllegierung. Als besonders brauchbar haben sich Folien mit einer Bimetall-Schicht erwiesen.
Das erfindungsgemäße Halbleiter-Bauelement ist besonders wirtschaftlich herstellbar und aufgrund der Eigenschaften der zweiten Kontakt-Struktur auf besonders einfache Weise in einem Solar-Modul verschaltbar.
Weitere Vorteile und Einzelheiten der Erfindung ergeben sich aus der Beschreibung mehrerer Ausführungsbeispiele anhand der Zeichnungen. Es zeigen:
1 eine schematische Darstellung eines Querschnitts durch ein Halbleiter-Bauelement gemäß einem ersten Ausführungsbeispiel der Erfindung,
2 eine Draufsicht auf ein Halbleiter-Bauelement gemäß einem zweiten Ausführungsbeispiel der Erfindung und
3 eine Draufsicht auf ein Halbleiter-Bauelement gemäß einem weiteren Ausführungsbeispiel der Erfindung.
Im Folgenden wird ein erfindungsgemäßes Verfahren zur Herstellung eines Halbleiter-Bauelements 8 mit einer gut lötbaren Kontakt-Struktur beschrieben. „Gut lötbar” meint in diesem Zusammenhang, dass eine Lötung mittels Weichlötverfahren möglich ist. Zunächst wird ein flächig ausgebildetes Halbleiter-Substrat 1 mit einer ersten Seite 2, einer dieser gegenüberliegenden zweiten Seite 3 und einer senkrecht auf dieser stehenden Flächennormalen 4 bereitgestellt. Bei der zweiten Seite 3 handelt es sich insbesondere um die spätere Rückseite, das heißt die Seite, welche beim Betrieb der Solarzelle die sonnenabgewandte Seite bildet.
Als Halbleiter-Substrat 1 dient insbesondere ein Siliziumsubstrat. Als Halbleiter-Substrat 1 kann jedoch ebenso ein anderes Halbleiter-Substrat dienen.
Auf der zweiten Seite 3 ist eine elektrische Passivierungs-Schicht 5 angeordnet. Die Passivierungs-Schicht ist beispielsweise aus Siliziumdioxid (SiO2) oder Siliziumnitrid. Die Passivierungs-Schicht 5 hat eine Dicke in Richtung der Flächennormalen 4 im Bereich von 80–150 nm, insbesondere 100 nm.
Auf der Passivierungs-Schicht 5 ist eine erste Kontakt-Schicht 6 angeordnet. Die erste Kontakt-Schicht 6 ist vorzugsweise aus Aluminium. Sie dient als Reflexionsschicht und als Leiter-Schicht, welche eine Querleitfähigkeit senkrecht zur Flächennormalen 4 bewirkt. Zum Aufbringen der ersten Kontakt-Schicht ist ein Vakuum-Verfahren, insbesondere ein Aufdampf-Verfahren oder ein Sputter-Verfahren vorgesehen. Das Aufbringen der ersten Kontakt-Schicht 6 geschieht hierbei in einer Vakuum-Kammer. Das Aufbringen geschieht insbesondere unter Ausschluss von Sauerstoff.
Im Vergleich zu üblichen Halbleiter-Bauelementen ist die Dicke der ersten Kontakt-Schicht 6 in Richtung der Flächennormalen 4 reduziert. Sie beträgt höchstens 3 &mgr;m, insbesondere höchstens 1 &mgr;m, insbesondere höchstens 0,5 &mgr;m. Hierdurch wird sowohl Material als auch die zum Aufbringen der ersten Kontakt-Schicht 6 benötigte Prozess-Zeit reduziert.
Auf das Halbleiter-Substrat 1 mit der Passivierungs-Schicht 5 und der ersten Kontakt-Schicht 6 wird im Folgenden zumindest bereichsweise mindestens eine zweite Kontakt-Schicht 7 aufgebracht. Die zweite Kontakt-Schicht 7 ist aus einem gut lötbaren Metall, insbesondere aus Nickel und/oder Silber und/oder Zinn und/oder einer Verbindung derselben. Für Details sei auf die DE 10 2008 062 591 verwiesen. Die zweite Kontakt-Schicht 7 ist bis zu einer Temperatur von mindestens 300°C, insbesondere mindestens 400°C, thermisch stabil, d. h. es findet keine Vermischung der Kontaktschichten 6, 7 statt. Die Kontakt-Schichten 6, 7 bilden zusammen eine Kontakt-Struktur 9.
Zum Aufbringen der zweiten Kontakt-Schicht 7 ist ebenfalls ein Vakuum-Verfahren, insbesondere ein Aufdampf- und/oder ein Sputter-Verfahren vorgesehen. Vorzugsweise erfolgt das Aufbringen der zweiten Kontakt-Schicht 7 in derselben Vakuum-Kammer wie das Aufbringen der ersten Kontakt-Schicht 6. In diesem Fall kann die Vakuum-Kammer vorteilhafterweise zwischen dem Aufbringen der ersten und der zweiten Kontakt-Schicht 6, 7 evakuiert bleiben. Ein zusätzlicher Abpumpschritt wird hierdurch vermieden. Somit wird zusätzliche Prozesszeit eingespart. Außerdem wird eine nachteilige, spontane Oxidation der ersten Kontakt-Schicht 6 verhindert, da diese vor dem Aufbringen der zweiten Kontakt-Schicht 7 nicht mit Sauerstoff in Kontakt kommt.
Die zweite Kontakt-Schicht 7 steht in elektrischem Kontakt mit der ersten Kontakt-Schicht 6. Sie trägt daher zur Querleitfähigkeit letzterer bei. Gemäß dem ersten Ausführungsbeispiel ist die zweite Kontakt-Schicht 7 ganzflächig auf die erste Kontakt-Schicht 6 aufgebracht.
Nach dem Aufbringen der zweiten Kontakt-Schicht 7 wird eine elektrisch leitende Kontaktierung zwischen der zweiten Kontakt-Schicht 7 und dem Halbleiter-Substrat 1 hergestellt. Hierzu ist erfindungsgemäß ein Laser-Verfahren vorgesehen. Durch das Laser-Verfahren wird die zweite Kontakt-Schicht 7 lokal durch die Passivierungs-Schicht 5 hindurchgefeuert und dadurch ein elektrischer Kontakt zwischen den Kontakt-Schichten 6, 7 und dem Halbleiter-Substrat 1 hergestellt. Dabei kann die zweite Kontakt-Schicht 7 lokal eine Legierung mit der ersten Kontakt-Schicht 6 und/oder dem Halbleiter-Substrat bilden.
Nach dem Laser-Verfahren zur Herstellung der elektrisch leitenden Kontaktierung zwischen den Kontakt-Schichten 6, 7 und dem Halbleiter-Substrat 1 kann ein Temperschritt zur Verringerung der durch den Laser induzierten Schädigung der Oberfläche des Halbleiter-Bauelements 8 vorgesehen sein.
Bei diesem Temperschritt wird das Halbleiter-Bauelement 8 mit den Kontakt-Schichten 6, 7 auf eine Temperatur von mindestens 300°C, insbesondere von etwa 400°C oder insbesondere von etwa 500°C erhitzt. Da die Kontakt-Schichten 6, 7 bis zu dieser Temperatur thermisch stabil sind, werden sie hierdurch nicht beschädigt.
In einem weiteren, nicht dargestellten Ausführungsbeispiel ist die zweite Kontakt-Schicht 7 mehrschichtig ausgebildet. Es kann insbesondere vorteilhaft sein, zunächst eine Diffusions-Sperrschicht, insbesondere aus Titan oder einer Titan-Verbindung, auf die erste Kontakt-Schicht 6 aufzubringen. Diese Diffusions-Sperrschicht verhindert eine Diffusion von Aluminium beispielsweise in Silber. Hierdurch wird die Stabilität der Kontakt-Schichten 6, 7 bei Temperprozessen gewährleistet.
Gemäß einem weiteren Ausführungsbeispiel der Erfindung werden die Kontakt-Schichten 6, 7, insbesondere die zweite Kontakt-Schicht 7 galvanisch oder chemisch, das heißt stromlos, abgeschieden. Im Falle einer galvanischen Abscheidung der zweiten Kontakt-Schicht 7 auf einer Aluminium-Schicht muss zunächst die nicht elektronenleitende Aluminium-Oxid-Schicht (Al2O3-Schicht) auf der Oberfläche der ersten Kontakt-Schicht 6 entfernt werden. Hierzu ist ein abwechselndes Ätzen mit Natriumhydroxid (NaOH) und Salpetersäure (HNO3) vorgesehen. Anschließend erfolgt eine Behandlung mit Zinkatbeize. Hierbei bildet sich durch den Austausch von Aluminium- und Zink-Ionen eine oberflächliche Zinkschicht, auf der weitere Metallschichten elektrochemisch abgeschieden werden können. Es ist ebenfalls möglich und erfindungsgemäß, die beschriebene Vorbehandlung mittels HNO3 und NaOH ausschließlich auf den Bereich, auf dem später die Busbare aufgelötet werden sollen, zu begrenzen. Hierfür bieten es sich beispielsweise an, die Chemikalien durch Tampondruck lokal aufzubringen. Bei der anschließenden elektrochemischen Beschichtung mit beispielsweise Nickel werden dann für die Dauer der Beschichtung oder auf die ersten Sekunden der Beschichtung beschränkt sehr hohe Stromdichten von bis zu 100 A/dm2, insbesondere von 30 A/dm2–50 A/dm2, insbesondere von 40 A/dm2 angelegt. Hierdurch kommt es zu einer massiven Wasserstoffentwicklung, die ein Durchbrechen der verbliebenen Oxidschicht und damit eine lokale Nickelabscheidung bewirkt.
Gemäß einem weiteren Ausführungsbeispiel ist es vorgesehen, die zweite Kontakt-Schicht 7 als Folie auszubilden. Die Folie umfasst eine Metall-Schicht aus einem Metall oder einer Metalllegierung. Vorzugsweise umfasst die Metall-Schicht ein Bi-Metall. Durch die Leitfähigkeit der Folie wird eine gute Querleitfähigkeit erreicht. Die Dicke der ersten Kontakt-Schicht 6 in Richtung der Flächennormalen 4 kann somit wie bei dem ersten Ausführungsbeispiel der Erfindung erheblich reduziert werden.
Vorteilhafterweise ist die Folie zumindest einseitig, insbesondere beidseitig beschichtet.
Vorzugsweise weist die Folie eine Kleb-Schicht auf. Die Folie kann mittels der Klebschicht auf besonders einfache Weise auf der ersten Kontakt-Schicht 6 angeordnet und fixiert werden. Hierbei wird vorzugsweise elektrisch leitfähiger Klebstoff verwendet, um die elektrische Anbindung der Folie an die erste Kontakt-Schicht 6 zu verbessern. Durch einen anschließenden Laser-Prozess wird die elektrische Kontaktierung zwischen der Folie, der ersten Kontakt-Schicht 6 und dem Halbleiter-Substrat 1 hergestellt.
Gemäß einem weiteren, in den 2 und 3 dargestellten Ausführungsbeispiel der Erfindung ist die zweite Kontakt-Schicht 7 in einem unterbrochenen Muster, das heißt in voneinander getrennten Teilbereichen, auf die erste Kontakt-Schicht 6 aufgebracht. Sie ist somit nicht ganzflächig ausgebildet. Dies hat den Vorteil, dass hierdurch Schichtspannungen im Schichtstapel reduziert werden, wodurch einer Verbiegung des Halbleiter-Substrats 1 entgegengewirkt werden kann. Die Aufbringung in einem unterbrochenen Muster kann beispielsweise durch eine Maske erfolgen.
Titel Verfahren zur Herstellung eines Halbleiter-Bauelements
Anmelder SolarWorld Innovations GmbH, 09599 Freiberg, DE
Erfinder Kutzer, Martin, 09322 Penig, DE;
Bitnar, Bernd, Dr., 09599 Freiberg, DE;
Krause, Andreas, Dr., 01187 Dresden, DE;
Heemeier, Michael, Dr., 01187 Dresden, DE;
Schlegel, Kristian, 08056 Zwickau, DE;
Weber, Torsten, 01099 Dresden, DE;
Neuhaus, Holger, Dr., 09599 Freiberg, DE;
Fülle, Alexander, 08107 Kirchberg, DE;
Schneiderlöchner, Eric, Dr., Hillsboro, Oreg., US
Vertreter Rau, Schneck & Hübner Patent- und Rechtsanwälte, 90402 Nürnberg
DE-Anmeldedatum 27.02.2009
DE-Aktenzeichen 102009010816
Offenlegungstag 09.09.2010
Veröffentlichungstag im Patentblatt 09.09.2010
Ein Verfahren zur Herstellung eines Halbleiter-Bauelements (8) mit einer gut lötbaren Kontakt-Struktur (9), umfassend das Bereitstellen eines flächig ausgebildeten Halbleiter-Substrats (1) mit einer ersten Seite (2), einer zweiten Seite (3), einer senkrecht auf diesen stehenden Flächennormalen (4), einer auf mindestens einer der Seiten (2, 3) angeordneten dielektrischen Passivierungs-Schicht (5) und einer auf der Passivierungs-Schicht (5) angeordneten ersten Kontakt-Schicht (6), zumindest bereichsweises Aufbringen mindestens einer zweiten Kontakt-Schicht (7) auf die erste Kontakt-Schicht (6), wobei die mindestens eine zweite Kontakt-Schicht (7) zumindest eine Teilschicht aus einem gut lötbaren Metall, insbesondere aus Nickel und/oder Silber und/oder Zinn und/oder einer Verbindung derselben, umfasst, und Herstellen einer elektrisch leitenden Kontaktierung zwischen der zweiten Kontakt-Schicht (7) und dem Halbleiter-Substrat (1).
http://www.patent-de.com/20100909/DE102009010816A1.html
+++++
Die Erfindung betrifft ein Verfahren zur Herstellung eines Halbleiter-Bauelements. Die Erfindung betrifft weiterhin ein Halbleiter-Bauelement mit einer lötbaren Kontakt-Struktur. Aus der DE 100 46 170 A1 ist eine Solarzelle mit lasergefeuerten Kontakten (LFC-Solarzelle) bekannt. Diese weist auf ihrer Oberfläche eine mehrere Mikrometer dicke Metallschicht aus Aluminium auf, welche lokal mit dem darunterliegenden Halbleiter-Substrat elektrisch leitend verbunden ist. Zur Verschaltung einzelner LFC-Zellen in einem Modul werden diese üblicherweise miteinander verlötet. Bekanntlich ist das Verlöten von Aluminium jedoch sehr problematisch und aufwändig.
Der Erfindung liegt daher die Aufgabe zugrunde, ein Verfahren zur Herstellung eines Halbleiter-Bauelements mit einer Kontakt-Struktur, welche gut lötbar ist, zu schaffen. Der Erfindung liegt weiterhin die Aufgabe zugrunde, ein Halbleiter-Bauelement mit einer gut lötbaren Kontakt-Struktur zu schaffen.
Diese Aufgaben werden durch die Merkmale der Ansprüche 1 und 13 gelöst. Der Kern der Erfindung besteht darin, auf eine erste Kontakt-Schicht mindestens eine weitere Kontakt-Schicht aufzubringen, welche aus einem gut lötbaren Metall ist.
Zur Herstellung einer elektrisch leitenden Verbindung zwischen der gut lötbaren, zweiten Kontakt-Schicht und dem Halbleiter-Substrat ist vorzugsweise ein Laser-Verfahren vorgesehen.
Die zweite Kontakt-Schicht kann ganzflächig auf die erste Kontakt-Schicht aufgebracht werden. Hierdurch wird insbesondere die Querleitfähigkeit der Kontakt-Schicht erhöht, sodass die Dicke der ersten Kontakt-Schicht deutlich reduziert werden kann.
Es ist jedoch ebenso möglich, die zweite Kontakt-Schicht in einem unterbrochenen Muster, das heißt in voneinander getrennten Teilbereichen, auf die erste Kontakt-Schicht aufzubringen. Dies hat den Vorteil, dass Schichtspannungen im Schichtstapel reduziert werden und somit einer Verbiegung des Substrates entgegengewirkt werden kann.
Zum Aufbringen der zweiten Kontakt-Schicht ist vorzugsweise ein Vakuum-Verfahren, insbesondere ein Aufdampf- und/oder Sputterverfahren vorgesehen. Vorzugsweise ist zur Aufbringung der zweiten Kontakt-Schicht ein entsprechendes Verfahren wie zur Aufbringung der ersten Kontakt-Schicht vorgesehen. Besonders vorteilhaft hieran ist, dass sowohl das Aufbringen der ersten als auch der zweiten Kontakt-Schicht in der gleichen Vakuumkammer durchgeführt werden kann. Hierdurch kann einerseits zusätzliche Prozesszeit durch Einsparung eines zusätzlichen Abpump-Schrittes vermieden werden, andererseits wird eine nachteilhafte, spontane Oxidation der ersten Kontakt-Schicht hierdurch wirksam vermieden, da diese nicht in Kontakt mit Luftsauerstoff kommt.
Die zweite Kontakt-Schicht kann auch in Form einer Folie auf die erste Kontakt-Schicht aufgebracht werden. Dies ist besonders einfach durchführbar. Die Folie weist vorzugsweise eine Klebschicht, insbesondere aus leitfähigem Klebstoff auf. Hierdurch wird eine besonders gute elektrische Anbindung der Folie an die erste Kontakt-Schicht hergestellt.
Die Folie umfasst eine Schicht aus einem Metall oder einer Metalllegierung. Als besonders brauchbar haben sich Folien mit einer Bimetall-Schicht erwiesen.
Das erfindungsgemäße Halbleiter-Bauelement ist besonders wirtschaftlich herstellbar und aufgrund der Eigenschaften der zweiten Kontakt-Struktur auf besonders einfache Weise in einem Solar-Modul verschaltbar.
Weitere Vorteile und Einzelheiten der Erfindung ergeben sich aus der Beschreibung mehrerer Ausführungsbeispiele anhand der Zeichnungen. Es zeigen:
1 eine schematische Darstellung eines Querschnitts durch ein Halbleiter-Bauelement gemäß einem ersten Ausführungsbeispiel der Erfindung,
2 eine Draufsicht auf ein Halbleiter-Bauelement gemäß einem zweiten Ausführungsbeispiel der Erfindung und
3 eine Draufsicht auf ein Halbleiter-Bauelement gemäß einem weiteren Ausführungsbeispiel der Erfindung.
Im Folgenden wird ein erfindungsgemäßes Verfahren zur Herstellung eines Halbleiter-Bauelements 8 mit einer gut lötbaren Kontakt-Struktur beschrieben. „Gut lötbar” meint in diesem Zusammenhang, dass eine Lötung mittels Weichlötverfahren möglich ist. Zunächst wird ein flächig ausgebildetes Halbleiter-Substrat 1 mit einer ersten Seite 2, einer dieser gegenüberliegenden zweiten Seite 3 und einer senkrecht auf dieser stehenden Flächennormalen 4 bereitgestellt. Bei der zweiten Seite 3 handelt es sich insbesondere um die spätere Rückseite, das heißt die Seite, welche beim Betrieb der Solarzelle die sonnenabgewandte Seite bildet.
Als Halbleiter-Substrat 1 dient insbesondere ein Siliziumsubstrat. Als Halbleiter-Substrat 1 kann jedoch ebenso ein anderes Halbleiter-Substrat dienen.
Auf der zweiten Seite 3 ist eine elektrische Passivierungs-Schicht 5 angeordnet. Die Passivierungs-Schicht ist beispielsweise aus Siliziumdioxid (SiO2) oder Siliziumnitrid. Die Passivierungs-Schicht 5 hat eine Dicke in Richtung der Flächennormalen 4 im Bereich von 80–150 nm, insbesondere 100 nm.
Auf der Passivierungs-Schicht 5 ist eine erste Kontakt-Schicht 6 angeordnet. Die erste Kontakt-Schicht 6 ist vorzugsweise aus Aluminium. Sie dient als Reflexionsschicht und als Leiter-Schicht, welche eine Querleitfähigkeit senkrecht zur Flächennormalen 4 bewirkt. Zum Aufbringen der ersten Kontakt-Schicht ist ein Vakuum-Verfahren, insbesondere ein Aufdampf-Verfahren oder ein Sputter-Verfahren vorgesehen. Das Aufbringen der ersten Kontakt-Schicht 6 geschieht hierbei in einer Vakuum-Kammer. Das Aufbringen geschieht insbesondere unter Ausschluss von Sauerstoff.
Im Vergleich zu üblichen Halbleiter-Bauelementen ist die Dicke der ersten Kontakt-Schicht 6 in Richtung der Flächennormalen 4 reduziert. Sie beträgt höchstens 3 &mgr;m, insbesondere höchstens 1 &mgr;m, insbesondere höchstens 0,5 &mgr;m. Hierdurch wird sowohl Material als auch die zum Aufbringen der ersten Kontakt-Schicht 6 benötigte Prozess-Zeit reduziert.
Auf das Halbleiter-Substrat 1 mit der Passivierungs-Schicht 5 und der ersten Kontakt-Schicht 6 wird im Folgenden zumindest bereichsweise mindestens eine zweite Kontakt-Schicht 7 aufgebracht. Die zweite Kontakt-Schicht 7 ist aus einem gut lötbaren Metall, insbesondere aus Nickel und/oder Silber und/oder Zinn und/oder einer Verbindung derselben. Für Details sei auf die DE 10 2008 062 591 verwiesen. Die zweite Kontakt-Schicht 7 ist bis zu einer Temperatur von mindestens 300°C, insbesondere mindestens 400°C, thermisch stabil, d. h. es findet keine Vermischung der Kontaktschichten 6, 7 statt. Die Kontakt-Schichten 6, 7 bilden zusammen eine Kontakt-Struktur 9.
Zum Aufbringen der zweiten Kontakt-Schicht 7 ist ebenfalls ein Vakuum-Verfahren, insbesondere ein Aufdampf- und/oder ein Sputter-Verfahren vorgesehen. Vorzugsweise erfolgt das Aufbringen der zweiten Kontakt-Schicht 7 in derselben Vakuum-Kammer wie das Aufbringen der ersten Kontakt-Schicht 6. In diesem Fall kann die Vakuum-Kammer vorteilhafterweise zwischen dem Aufbringen der ersten und der zweiten Kontakt-Schicht 6, 7 evakuiert bleiben. Ein zusätzlicher Abpumpschritt wird hierdurch vermieden. Somit wird zusätzliche Prozesszeit eingespart. Außerdem wird eine nachteilige, spontane Oxidation der ersten Kontakt-Schicht 6 verhindert, da diese vor dem Aufbringen der zweiten Kontakt-Schicht 7 nicht mit Sauerstoff in Kontakt kommt.
Die zweite Kontakt-Schicht 7 steht in elektrischem Kontakt mit der ersten Kontakt-Schicht 6. Sie trägt daher zur Querleitfähigkeit letzterer bei. Gemäß dem ersten Ausführungsbeispiel ist die zweite Kontakt-Schicht 7 ganzflächig auf die erste Kontakt-Schicht 6 aufgebracht.
Nach dem Aufbringen der zweiten Kontakt-Schicht 7 wird eine elektrisch leitende Kontaktierung zwischen der zweiten Kontakt-Schicht 7 und dem Halbleiter-Substrat 1 hergestellt. Hierzu ist erfindungsgemäß ein Laser-Verfahren vorgesehen. Durch das Laser-Verfahren wird die zweite Kontakt-Schicht 7 lokal durch die Passivierungs-Schicht 5 hindurchgefeuert und dadurch ein elektrischer Kontakt zwischen den Kontakt-Schichten 6, 7 und dem Halbleiter-Substrat 1 hergestellt. Dabei kann die zweite Kontakt-Schicht 7 lokal eine Legierung mit der ersten Kontakt-Schicht 6 und/oder dem Halbleiter-Substrat bilden.
Nach dem Laser-Verfahren zur Herstellung der elektrisch leitenden Kontaktierung zwischen den Kontakt-Schichten 6, 7 und dem Halbleiter-Substrat 1 kann ein Temperschritt zur Verringerung der durch den Laser induzierten Schädigung der Oberfläche des Halbleiter-Bauelements 8 vorgesehen sein.
Bei diesem Temperschritt wird das Halbleiter-Bauelement 8 mit den Kontakt-Schichten 6, 7 auf eine Temperatur von mindestens 300°C, insbesondere von etwa 400°C oder insbesondere von etwa 500°C erhitzt. Da die Kontakt-Schichten 6, 7 bis zu dieser Temperatur thermisch stabil sind, werden sie hierdurch nicht beschädigt.
In einem weiteren, nicht dargestellten Ausführungsbeispiel ist die zweite Kontakt-Schicht 7 mehrschichtig ausgebildet. Es kann insbesondere vorteilhaft sein, zunächst eine Diffusions-Sperrschicht, insbesondere aus Titan oder einer Titan-Verbindung, auf die erste Kontakt-Schicht 6 aufzubringen. Diese Diffusions-Sperrschicht verhindert eine Diffusion von Aluminium beispielsweise in Silber. Hierdurch wird die Stabilität der Kontakt-Schichten 6, 7 bei Temperprozessen gewährleistet.
Gemäß einem weiteren Ausführungsbeispiel der Erfindung werden die Kontakt-Schichten 6, 7, insbesondere die zweite Kontakt-Schicht 7 galvanisch oder chemisch, das heißt stromlos, abgeschieden. Im Falle einer galvanischen Abscheidung der zweiten Kontakt-Schicht 7 auf einer Aluminium-Schicht muss zunächst die nicht elektronenleitende Aluminium-Oxid-Schicht (Al2O3-Schicht) auf der Oberfläche der ersten Kontakt-Schicht 6 entfernt werden. Hierzu ist ein abwechselndes Ätzen mit Natriumhydroxid (NaOH) und Salpetersäure (HNO3) vorgesehen. Anschließend erfolgt eine Behandlung mit Zinkatbeize. Hierbei bildet sich durch den Austausch von Aluminium- und Zink-Ionen eine oberflächliche Zinkschicht, auf der weitere Metallschichten elektrochemisch abgeschieden werden können. Es ist ebenfalls möglich und erfindungsgemäß, die beschriebene Vorbehandlung mittels HNO3 und NaOH ausschließlich auf den Bereich, auf dem später die Busbare aufgelötet werden sollen, zu begrenzen. Hierfür bieten es sich beispielsweise an, die Chemikalien durch Tampondruck lokal aufzubringen. Bei der anschließenden elektrochemischen Beschichtung mit beispielsweise Nickel werden dann für die Dauer der Beschichtung oder auf die ersten Sekunden der Beschichtung beschränkt sehr hohe Stromdichten von bis zu 100 A/dm2, insbesondere von 30 A/dm2–50 A/dm2, insbesondere von 40 A/dm2 angelegt. Hierdurch kommt es zu einer massiven Wasserstoffentwicklung, die ein Durchbrechen der verbliebenen Oxidschicht und damit eine lokale Nickelabscheidung bewirkt.
Gemäß einem weiteren Ausführungsbeispiel ist es vorgesehen, die zweite Kontakt-Schicht 7 als Folie auszubilden. Die Folie umfasst eine Metall-Schicht aus einem Metall oder einer Metalllegierung. Vorzugsweise umfasst die Metall-Schicht ein Bi-Metall. Durch die Leitfähigkeit der Folie wird eine gute Querleitfähigkeit erreicht. Die Dicke der ersten Kontakt-Schicht 6 in Richtung der Flächennormalen 4 kann somit wie bei dem ersten Ausführungsbeispiel der Erfindung erheblich reduziert werden.
Vorteilhafterweise ist die Folie zumindest einseitig, insbesondere beidseitig beschichtet.
Vorzugsweise weist die Folie eine Kleb-Schicht auf. Die Folie kann mittels der Klebschicht auf besonders einfache Weise auf der ersten Kontakt-Schicht 6 angeordnet und fixiert werden. Hierbei wird vorzugsweise elektrisch leitfähiger Klebstoff verwendet, um die elektrische Anbindung der Folie an die erste Kontakt-Schicht 6 zu verbessern. Durch einen anschließenden Laser-Prozess wird die elektrische Kontaktierung zwischen der Folie, der ersten Kontakt-Schicht 6 und dem Halbleiter-Substrat 1 hergestellt.
Gemäß einem weiteren, in den 2 und 3 dargestellten Ausführungsbeispiel der Erfindung ist die zweite Kontakt-Schicht 7 in einem unterbrochenen Muster, das heißt in voneinander getrennten Teilbereichen, auf die erste Kontakt-Schicht 6 aufgebracht. Sie ist somit nicht ganzflächig ausgebildet. Dies hat den Vorteil, dass hierdurch Schichtspannungen im Schichtstapel reduziert werden, wodurch einer Verbiegung des Halbleiter-Substrats 1 entgegengewirkt werden kann. Die Aufbringung in einem unterbrochenen Muster kann beispielsweise durch eine Maske erfolgen.
transfer from technology development into production ...
A. Schönecker, RGS Development BV, auf einem Kongreß in Utrech am 29.9.2010
http://www.registratieplatform.nl/zondag1/
RGS wafers: From Dutch technology challenge to world market breakthrough
A.G. Schönecker, directeur, RGS Development BV, Broek op Langedijk
Ribbon growth on substrate (RGS) silicon wafers is a new silicon wafer technology with the potential to significantly reduce the cost of solar energy. RGS will cut silicon consumption in halve, drastically improve energy pay-back time and lower the manufacturing costs of photovoltaic modules. Although the technical, ecological and economical potential of this technology is well understood, the challenge is to transfer from technology development into production. This challenge requires more than technical results only. In the presentation we will introduce the technology principle, show the technical status of the development and also emphasize the future steps towards the application of the technology in the solar market. As for more new solar technologies, a successful introduction strategy needs to be executed to implement this promising Dutch technology into world-wide application.
A. Schönecker, RGS Development BV, auf einem Kongreß in Utrech am 29.9.2010
http://www.registratieplatform.nl/zondag1/
RGS wafers: From Dutch technology challenge to world market breakthrough
A.G. Schönecker, directeur, RGS Development BV, Broek op Langedijk
Ribbon growth on substrate (RGS) silicon wafers is a new silicon wafer technology with the potential to significantly reduce the cost of solar energy. RGS will cut silicon consumption in halve, drastically improve energy pay-back time and lower the manufacturing costs of photovoltaic modules. Although the technical, ecological and economical potential of this technology is well understood, the challenge is to transfer from technology development into production. This challenge requires more than technical results only. In the presentation we will introduce the technology principle, show the technical status of the development and also emphasize the future steps towards the application of the technology in the solar market. As for more new solar technologies, a successful introduction strategy needs to be executed to implement this promising Dutch technology into world-wide application.
Antwort auf Beitrag Nr.: 40.334.367 von bossi1 am 16.10.10 10:11:21die dazugehörende Präsentation:
http://www.senternovem.nl/mmfiles/RGS%20-%20Ribbon%20Growth%…
http://www.senternovem.nl/mmfiles/RGS%20-%20Ribbon%20Growth%…
Antwort auf Beitrag Nr.: 40.339.249 von Tri2Sol am 18.10.10 09:28:01Danke für den Link dazu @Tri2Sol
Ein paar aktuelle Bilder/Daten zu RGS ...
die Idee dazu ...

die RGS-Kostenziele in EU/China ...

ein Blick in die Zukunft ...

die betriebsfertige Anlage ...

die Patente dazu ...

Dr. Axel Schönecker,
RGS Development BV ...

Ein paar aktuelle Bilder/Daten zu RGS ...
die Idee dazu ...
die RGS-Kostenziele in EU/China ...
ein Blick in die Zukunft ...
die betriebsfertige Anlage ...
die Patente dazu ...
Dr. Axel Schönecker,
RGS Development BV ...
Guter Beitrag, Danke
die gehen davon aus das der Endverbraucher 2017 für 5 cent seinen Strom ins Netz einspeisen kann. Kein Wunder das die Stromversorger sich so fürchten.
Hauptsache die Autoindustrie in Deutschland verpennt nicht den Trend
die gehen davon aus das der Endverbraucher 2017 für 5 cent seinen Strom ins Netz einspeisen kann. Kein Wunder das die Stromversorger sich so fürchten.
Hauptsache die Autoindustrie in Deutschland verpennt nicht den Trend

OSU F&E
(Nano) Partner Voxtel aus Oregon ...
Voxtel’s Innovation Powers a Next-Generation Solar Cell
First-ever practical demonstration of advanced solar collection technique published in Science
September 30 — BEAVERTON, Ore. — Voxtel has demonstrated solar cell devices with the first measured signals from signal amplification due to multiple exciton generation (MEG) in quantum dot structures. This is the first practical verification of the MEG approach for improving the efficiency of solar cells, a ‘third-generation’ solar energy technique. The approach offers the potential for highly efficient, inexpensive photovoltaics that could be printed directly onto surfaces. This groundbreaking finding was
published in the prestigious journal Science by a partnership between researchers at Voxtel Inc. and the University of Wyoming. Voxtel is headquartered in Beaverton, Oregon, and Voxtel’s photovoltaic research team is based in Eugene, Oregon.
Voxtel’s approach promises to overcome the Shockley–Queisser limit, the well-known performance ceiling of about 34% efficiency for conventional ‘first-generation’ silicon cells. To overcome this limit, Voxtel developed an approach using quantum dots — semiconductor materials about one-billionth of a meter in diameter. The response of these custom-made materials can be tuned to match the sun’s light — including the infrared portion of the spectrum that silicon cells can not harness.
The engineered use of such quantum dots offers a maximum of about 66% efficiency, but in Voxtel’s MEG approach, the fundamental efficiency limit is raised to approximately 75%. For most photovoltaic technologies, a photon of solar energy can produce only one excited electron in the solar cell, but the MEG design allows multiple excited electrons to be produced and collected when a single photon is absorbed. This effectively multiplies the electrical current that can be produced from the absorption of energy from the sun. Although previous experiments showed that MEG was possible, today’s Science report demonstrated the process in an actual photovoltaic device, using Voxtel’s quantum dots to double the collection of electrons from high-energy photons.
Says George Williams, Voxtel’s president and founder, “Harnessing solar energy using MEG has profound implications for the next generation of solar cells. Today, a typical domestic rooftop installation can power at most a dozen light bulbs, but the potential efficiency of quantum dot solar cells would make solar power a much more practical alternative to fossil fuels.”
The quantum dot approach also has significant benefits in terms of cost. Says Mr. Williams, “Quantum dot solar cells can be fabricated directly from chemicals, and the quantum dot inks can be directly deposited on flexible substrates using roll-to-roll printing techniques, including ink jet printing. This is a major departure from conventional silicon solar cell manufacturing, which relies on costly infrastructure and intensive processing, and also generates a considerable amount of waste.” Both efficiency and cost are crucial in the pursuit of practical photovoltaic systems; for example, a solar cell that is only 15% efficient would have to be supplied at no cost in order to be financially practical when installed.
Regarding the Science report of the first demonstration of MEG in a working device, Mr. Williams says, “in the laboratory, we and others have see evidence of two, three, and more excitons using laboratory equipment, and this data has shown that, in order to extract the extra signal generated in the quantum dots, we needed to extract the carriers from the quantum dot in less than one picosecond — one millionth of one millionth of a second — or else they would recombine with each other. Voxtel used chemical coatings on the quantum dots to induce an electric dipole, which allowed us to capture the amplified signal before the carriers were annihilated.”
This result is a major step in a years-long effort to advance the technology to where it can be manufactured in commercial devices. “This is an extraordinary achievement, but there is also a lot of work remaining to realize the full benefits of quantum dot solar cells. The maximum efficiency of quantum dot cells has been about 7% so far, and despite the potential benefits of MEG, it will be several years before quantum dot solar cells exceed the efficiency of silicon, and several more years more before we realize the cost benefits of printed solar cells.”
Mit weiteren Artikeln ...
http://www.voxtel-inc.com/index.php/2010/09/30/voxte-innovat…
SolarWorld AG:
Freiberger Solarpionier Prof. Dr. Woditsch für Lebenswerk ausgezeichnet
photovoltaik-guide.de / Michael Ziegler | 20.10.2010

Bonn/Freiberg, 20. Oktober 2010, Der Halbleiterverband SEMI hat heute den Freiberger Solarpionier Prof. Dr. Peter Woditsch für sein Lebenswerk mit dem „European SEMI Lifetime Achievement Award“ ausgezeichnet. Der Vorstandsvorsitzende der SolarWorld Tochter Sunicon AG gehört zu den bedeutendsten Pionieren der Solarindustrie. Unter der Leitung des Chemikers wandelte sich der ehemalige Metallurgie- und Bergbaustandort Freiberg zu einem der größten Solarfertigungsstandorte Europas.
SolarWorld AG
Die SolarWorld AG ist aktuell der größte industrielle Arbeitgeber im Landkreis Mittelsachsen. Nach der Übernahme der Solarwaferproduktion der Bayer AG mit damals nur 120 Mitarbeitern durch die SolarWorld AG im Jahr 2000, erfolgte in den vergangenen zehn Jahren der Ausbau zu einem vollintegrierten Standort mit 1.800 Beschäftigten. Dabei setzte Prof. Dr. Peter Woditsch stets auf ein nachhaltiges Wachstum und führte den Freiberger Standort durch die Krisen und Umbrüche der Photovoltaikbranche.
Nach dem Studium und der Promotion in Erlangen arbeitete der gebürtige Breslauer 30 Jahre lang für den Bayer-Konzern, wo er als Forschungsdirektor die Entwicklung von Industriekeramik und Photovoltaik verantwortete. Nach der Privatisierung des Freiberger Halbleiterstandortes setzte er sich für die Übernahme der damals noch kleinen Solarwaferfertigung durch die Bayer AG ein. Als einer von wenigen Experten in der Branche war er bereits damals davon überzeugt, dass die Photovoltaik zu einer echten alternativen Energiequelle und Industrie werden könnte.
Prof. Dr. Peter Woditsch war neben seiner Tätigkeit als Manager stets an der Weiterentwicklung der Photovoltaik beteiligt. Als Miterfinder wurden von 1983 bis 2003 an ihn insgesamt 83 nationale und internationale Patente erteilt. An der TU Bergakademie Freiberg gründete er den SolarWorld Stiftungsfonds für Lehre und Forschung. Dieser unterstützt Projekte der Fakultäten für Chemie und Physik sowie die Graduiertenschule „Photovoltaik“, welche Absolventen bei der Promotion über photovoltaische und benachbarte Themengebiete begleitet. Für sein Engagement wurde Prof. Dr. Peter Woditsch im Jahr 2009 mit der Ehrenbürgerwürde der Bergstadt Freiberg ausgezeichnet.
Quelle: SolarWorld AG
Freiberger Solarpionier Prof. Dr. Woditsch für Lebenswerk ausgezeichnet
photovoltaik-guide.de / Michael Ziegler | 20.10.2010
Bonn/Freiberg, 20. Oktober 2010, Der Halbleiterverband SEMI hat heute den Freiberger Solarpionier Prof. Dr. Peter Woditsch für sein Lebenswerk mit dem „European SEMI Lifetime Achievement Award“ ausgezeichnet. Der Vorstandsvorsitzende der SolarWorld Tochter Sunicon AG gehört zu den bedeutendsten Pionieren der Solarindustrie. Unter der Leitung des Chemikers wandelte sich der ehemalige Metallurgie- und Bergbaustandort Freiberg zu einem der größten Solarfertigungsstandorte Europas.
SolarWorld AG
Die SolarWorld AG ist aktuell der größte industrielle Arbeitgeber im Landkreis Mittelsachsen. Nach der Übernahme der Solarwaferproduktion der Bayer AG mit damals nur 120 Mitarbeitern durch die SolarWorld AG im Jahr 2000, erfolgte in den vergangenen zehn Jahren der Ausbau zu einem vollintegrierten Standort mit 1.800 Beschäftigten. Dabei setzte Prof. Dr. Peter Woditsch stets auf ein nachhaltiges Wachstum und führte den Freiberger Standort durch die Krisen und Umbrüche der Photovoltaikbranche.
Nach dem Studium und der Promotion in Erlangen arbeitete der gebürtige Breslauer 30 Jahre lang für den Bayer-Konzern, wo er als Forschungsdirektor die Entwicklung von Industriekeramik und Photovoltaik verantwortete. Nach der Privatisierung des Freiberger Halbleiterstandortes setzte er sich für die Übernahme der damals noch kleinen Solarwaferfertigung durch die Bayer AG ein. Als einer von wenigen Experten in der Branche war er bereits damals davon überzeugt, dass die Photovoltaik zu einer echten alternativen Energiequelle und Industrie werden könnte.
Prof. Dr. Peter Woditsch war neben seiner Tätigkeit als Manager stets an der Weiterentwicklung der Photovoltaik beteiligt. Als Miterfinder wurden von 1983 bis 2003 an ihn insgesamt 83 nationale und internationale Patente erteilt. An der TU Bergakademie Freiberg gründete er den SolarWorld Stiftungsfonds für Lehre und Forschung. Dieser unterstützt Projekte der Fakultäten für Chemie und Physik sowie die Graduiertenschule „Photovoltaik“, welche Absolventen bei der Promotion über photovoltaische und benachbarte Themengebiete begleitet. Für sein Engagement wurde Prof. Dr. Peter Woditsch im Jahr 2009 mit der Ehrenbürgerwürde der Bergstadt Freiberg ausgezeichnet.
Quelle: SolarWorld AG
Upps - Frank mit Bart in den USA ...
SolarWorld CEO Frank Asbeck sees United States as 'God's country' for green power
Published: Wednesday, October 27, 2010, 9:10 PM
Updated: Thursday, October 28, 2010, 8:24 AM
Richard Read, The Oregonian

Frank Asbeck, SolarWorld's chief executive, spoke with workers
and board members in Hillsboro during a visit earlier this month.
The German company has invested more than $500 million in its
Hillsboro plant, built originally by Japan’s Komatsu as a semiconductor
wafer factory. Nearly 1,000 people now work in the plant.
Asbeck, the big, brash chief executive of Bonn-based SolarWorld, donned a Scottish kilt to pick her up at school. "Hi Sugar!" he called, waving to his mortified tween.
The stunt was vintage Asbeck, a swashbuckling entrepreneur who in a decade since taking SolarWorld public has led the cell and panel maker to $1.4 billion in annual sales. At 50, Germany's Sun King shows no signs of slowing, judging by his whirlwind visit last week to the company's Hillsboro factory. The plant, with nearly 1,000 employees, has grown in two years to become one of Oregon's largest manufacturers.
Herr Asbeck, a celebrity of sorts in Europe, is just breaking into the U.S. business scene, where he's poised to become a force as solar takes off. He speaks his mind publicly, unlike buttoned-down German execs stationed in Portland.
Take his pet peeve, the challenge of competing with heavily subsidized Chinese manufacturers. "How can you produce anything in the U.S.," he asks, "as long as Chinese are paid like donkeys?"
Yet Asbeck's company is manufacturing full-tilt in Oregon, having invested more than $500 million in an empty Komatsu silicon-wafer factory it acquired in 2007. He predicts America will leapfrog Spain and Japan within 15 months to become the world's second-biggest solar market behind Germany.
Asbeck is gambling on U.S. workers, automation and perhaps most of all, timing. He figures the American solar-panel market is about to blast off, driven by price reductions, government incentives and the end of cheap oil.
"You're God's country, a really sunny country," he says. "You can produce energy very feasibly."
Asbeck, a stocky, bearded six-footer, showed up last week at The Nines hotel in Portland for an interview, his first with a U.S. journalist. He wore jeans, a sport coat and a bright green scarf. A SolarWorld staff member ushered him toward the Library, a dark, manly, wood-paneled room reserved for the occasion.
Asbeck glanced at black leather couches and a pool table. "No," he said, waving dismissively, "let's sit in the sun." Before choosing a seat in the sunlit atrium, he ducked into the restaurant where one of his two sons, Nicolas, 14, was eating breakfast. "Hey," Asbeck said, "you can play pool in there if you want."
Asbeck spoke briefly about his background, apologizing for his English, which he spoke well but described as "nasty." He said he struggled in school with language classes, preferring physics, chemistry and math.
Asbeck got his university degree in agricultural engineering, writing a thesis on trout production. He decided not to become a scientist after concluding that only one-quarter of academic knowledge is applied in the real world.
After college, Asbeck rode a motorcycle through Africa, settling in Nigeria, where he started businesses repairing and selling machinery and processing palm-kernel oil for soap. Later in Peru, he sold Mercedes tractors, competing with Caterpillar.
In 1998, Asbeck started the Bonn-based solar-engineering company that would become SolarWorld; it went public the next year. SolarWorld bought Bayer's solar subsidiary in 2000 and the factories of Shell Solar -- formerly Siemens Solar and Arco Solar -- in 2006.
Today SolarWorld is vertically integrated, meaning company divisions are involved in every step -- from refining polysilicon raw material to growing silicon crystal to manufacturing wafers, cells and panels, to selling solar systems. The company, with about 3,300 employees, has factories in Hillsboro; Camarillo, Calif.; and Freiberg, Germany; as well as joint ventures in Qatar and South Korea.
The Sunday Times listed Asbeck as 60th on its list of wealthy greenies last year. The Times pegged his assets at $694 million, a figure the London newspaper said was twice as high until recent stock-market declines.
The maverick executive uses a smart phone to monitor company finances. He receives daily reports he says show U.S. sales increasing more than 40 percent compared to last year.
Asbeck also monitors news reports, such as recent stories about the U.S. government deciding to investigate claims by the United Steelworkers union that China engages in unfair trade in clean-tech products such as solar. He says Beijing massively subsidizes China's solar companies, also extending big low-interest loans that are later forgiven.
"We think total subsidies are more than 25 percent" of manufacturing costs, plus another 25 or 30 percent due to undervalued Chinese currency, Asbeck said. "They build huge capacity, overflood the market and ruin established industries in the countries that they target. It's a very rude and simple strategy."
Would he ever open a factory in China? "Never," he said. "We would never go in a country where human rights are not accepted and where health and safety conditions are not adequate."
SolarWorld's vision statement includes a goal of helping to avoid military conflicts by increasing independence from fossil fuels. Asked whether the company's ideology tacks left of most corporations, Asbeck appeared puzzled.
"We don't think left or right," he said. "It's sustainable, green thinking."
Asbeck said SolarWorld customers are willing to pay a premium of 10 to 15 percent because, he said, his company's products have superior quality.
Asbeck said he likes solar energy because it's a "democratic" form of energy that anyone can generate. He said he travels often with German Chancellor Angela Merkel, and has seen villages in developing countries that leapfrog conventional energy and telephone service to adopt wireless technology.
The United States is now the market for solar, Asbeck said. He predicts annual U.S. module sales will reach 2 gigawatts of capacity -- enough to power 400,000 homes -- by the end of next year, up from 441 megawatts last year. But he said local government incentives remain varied, confusing and subject to change.
The U.S. market could benefit, he said, from a national feed-in tariff system, in which homeowners with solar panels would be paid -- as in European countries -- for energy they generate beyond what they use. Oregon recently launched a pilot program along those lines, but federal regulations prevent homeowners from selling excess energy to utilities.
Asbeck said tariff systems have helped bring Germany close to "grid parity," where solar-energy prices fall to equal costs of conventional power.
He also would welcome a U.S. carbon tax and a federal mandate resembling those in Oregon and other states to boost renewable-energy generation. Asbeck, who opposes nuclear power, also favors a government-backed solar-research initiative akin to the Manhattan Project, the World War II project that developed the atomic bomb.
But even without reforms, Asbeck said, the U.S. solar market is poised to take off as long-term fossil-fuel prices head up. "The last drop of oil will be an expensive one," he said.
Asbeck acknowledged he's been criticized in Europe for driving a gas-guzzling Maserati sports car. "Everyone has an evil side," he quipped. "And someone has to use the last remaining oil in order for people to switch to solar."
But Asbeck said he also owns a Tesla, the U.S.-made electric sports car known for fast acceleration. "I really like to wave at Porches and say, 'Hey, I'm ahead of you!'"
Asbeck said he was serious about a $1.4 billion offer he made in 2008 to buy General Motors' Opel division in Germany and turn it into a green automaker. GM rejected the offer.
Certainly Asbeck has pulled crazier moves, according to the German press.
He once presented workers at SolarWorld's Bonn headquarters, a whimsically remodeled waterworks building, with geese for their holiday feasts. When the workers couldn't bear to kill the birds, he agreed to keep them on company grounds. He also keeps fish, deer and pot-bellied pigs on the property.
Asbeck said he'd dropped plans to build a compound for a pride of Zimbabwean lions. But he compared his company to a circus, filled with highly qualified specialists, some of whom have worked in the solar industry 30 years.
His specialty, he said, is being an entrepreneur. His secret to success: not going bankrupt.
"I'm only the director of the circus," said Asbeck, before departing The Nines for the Oregon Zoo to be welcomed at a luncheon reception attended by Gov. Ted Kulongoski and U.S. Sens. Ron Wyden and Jeff Merkley.
"I'm not the elephant," Asbeck said. "I'm not the lion."
http://www.oregonlive.com/business/index.ssf/2010/10/larworl…
SolarWorld CEO Frank Asbeck sees United States as 'God's country' for green power
Published: Wednesday, October 27, 2010, 9:10 PM
Updated: Thursday, October 28, 2010, 8:24 AM
Richard Read, The Oregonian
Frank Asbeck, SolarWorld's chief executive, spoke with workers
and board members in Hillsboro during a visit earlier this month.
The German company has invested more than $500 million in its
Hillsboro plant, built originally by Japan’s Komatsu as a semiconductor
wafer factory. Nearly 1,000 people now work in the plant.
Asbeck, the big, brash chief executive of Bonn-based SolarWorld, donned a Scottish kilt to pick her up at school. "Hi Sugar!" he called, waving to his mortified tween.
The stunt was vintage Asbeck, a swashbuckling entrepreneur who in a decade since taking SolarWorld public has led the cell and panel maker to $1.4 billion in annual sales. At 50, Germany's Sun King shows no signs of slowing, judging by his whirlwind visit last week to the company's Hillsboro factory. The plant, with nearly 1,000 employees, has grown in two years to become one of Oregon's largest manufacturers.
Herr Asbeck, a celebrity of sorts in Europe, is just breaking into the U.S. business scene, where he's poised to become a force as solar takes off. He speaks his mind publicly, unlike buttoned-down German execs stationed in Portland.
Take his pet peeve, the challenge of competing with heavily subsidized Chinese manufacturers. "How can you produce anything in the U.S.," he asks, "as long as Chinese are paid like donkeys?"
Yet Asbeck's company is manufacturing full-tilt in Oregon, having invested more than $500 million in an empty Komatsu silicon-wafer factory it acquired in 2007. He predicts America will leapfrog Spain and Japan within 15 months to become the world's second-biggest solar market behind Germany.
Asbeck is gambling on U.S. workers, automation and perhaps most of all, timing. He figures the American solar-panel market is about to blast off, driven by price reductions, government incentives and the end of cheap oil.
"You're God's country, a really sunny country," he says. "You can produce energy very feasibly."
Asbeck, a stocky, bearded six-footer, showed up last week at The Nines hotel in Portland for an interview, his first with a U.S. journalist. He wore jeans, a sport coat and a bright green scarf. A SolarWorld staff member ushered him toward the Library, a dark, manly, wood-paneled room reserved for the occasion.
Asbeck glanced at black leather couches and a pool table. "No," he said, waving dismissively, "let's sit in the sun." Before choosing a seat in the sunlit atrium, he ducked into the restaurant where one of his two sons, Nicolas, 14, was eating breakfast. "Hey," Asbeck said, "you can play pool in there if you want."
Asbeck spoke briefly about his background, apologizing for his English, which he spoke well but described as "nasty." He said he struggled in school with language classes, preferring physics, chemistry and math.
Asbeck got his university degree in agricultural engineering, writing a thesis on trout production. He decided not to become a scientist after concluding that only one-quarter of academic knowledge is applied in the real world.
After college, Asbeck rode a motorcycle through Africa, settling in Nigeria, where he started businesses repairing and selling machinery and processing palm-kernel oil for soap. Later in Peru, he sold Mercedes tractors, competing with Caterpillar.
In 1998, Asbeck started the Bonn-based solar-engineering company that would become SolarWorld; it went public the next year. SolarWorld bought Bayer's solar subsidiary in 2000 and the factories of Shell Solar -- formerly Siemens Solar and Arco Solar -- in 2006.
Today SolarWorld is vertically integrated, meaning company divisions are involved in every step -- from refining polysilicon raw material to growing silicon crystal to manufacturing wafers, cells and panels, to selling solar systems. The company, with about 3,300 employees, has factories in Hillsboro; Camarillo, Calif.; and Freiberg, Germany; as well as joint ventures in Qatar and South Korea.
The Sunday Times listed Asbeck as 60th on its list of wealthy greenies last year. The Times pegged his assets at $694 million, a figure the London newspaper said was twice as high until recent stock-market declines.
The maverick executive uses a smart phone to monitor company finances. He receives daily reports he says show U.S. sales increasing more than 40 percent compared to last year.
Asbeck also monitors news reports, such as recent stories about the U.S. government deciding to investigate claims by the United Steelworkers union that China engages in unfair trade in clean-tech products such as solar. He says Beijing massively subsidizes China's solar companies, also extending big low-interest loans that are later forgiven.
"We think total subsidies are more than 25 percent" of manufacturing costs, plus another 25 or 30 percent due to undervalued Chinese currency, Asbeck said. "They build huge capacity, overflood the market and ruin established industries in the countries that they target. It's a very rude and simple strategy."
Would he ever open a factory in China? "Never," he said. "We would never go in a country where human rights are not accepted and where health and safety conditions are not adequate."
SolarWorld's vision statement includes a goal of helping to avoid military conflicts by increasing independence from fossil fuels. Asked whether the company's ideology tacks left of most corporations, Asbeck appeared puzzled.
"We don't think left or right," he said. "It's sustainable, green thinking."
Asbeck said SolarWorld customers are willing to pay a premium of 10 to 15 percent because, he said, his company's products have superior quality.
Asbeck said he likes solar energy because it's a "democratic" form of energy that anyone can generate. He said he travels often with German Chancellor Angela Merkel, and has seen villages in developing countries that leapfrog conventional energy and telephone service to adopt wireless technology.
The United States is now the market for solar, Asbeck said. He predicts annual U.S. module sales will reach 2 gigawatts of capacity -- enough to power 400,000 homes -- by the end of next year, up from 441 megawatts last year. But he said local government incentives remain varied, confusing and subject to change.
The U.S. market could benefit, he said, from a national feed-in tariff system, in which homeowners with solar panels would be paid -- as in European countries -- for energy they generate beyond what they use. Oregon recently launched a pilot program along those lines, but federal regulations prevent homeowners from selling excess energy to utilities.
Asbeck said tariff systems have helped bring Germany close to "grid parity," where solar-energy prices fall to equal costs of conventional power.
He also would welcome a U.S. carbon tax and a federal mandate resembling those in Oregon and other states to boost renewable-energy generation. Asbeck, who opposes nuclear power, also favors a government-backed solar-research initiative akin to the Manhattan Project, the World War II project that developed the atomic bomb.
But even without reforms, Asbeck said, the U.S. solar market is poised to take off as long-term fossil-fuel prices head up. "The last drop of oil will be an expensive one," he said.
Asbeck acknowledged he's been criticized in Europe for driving a gas-guzzling Maserati sports car. "Everyone has an evil side," he quipped. "And someone has to use the last remaining oil in order for people to switch to solar."
But Asbeck said he also owns a Tesla, the U.S.-made electric sports car known for fast acceleration. "I really like to wave at Porches and say, 'Hey, I'm ahead of you!'"
Asbeck said he was serious about a $1.4 billion offer he made in 2008 to buy General Motors' Opel division in Germany and turn it into a green automaker. GM rejected the offer.
Certainly Asbeck has pulled crazier moves, according to the German press.
He once presented workers at SolarWorld's Bonn headquarters, a whimsically remodeled waterworks building, with geese for their holiday feasts. When the workers couldn't bear to kill the birds, he agreed to keep them on company grounds. He also keeps fish, deer and pot-bellied pigs on the property.
Asbeck said he'd dropped plans to build a compound for a pride of Zimbabwean lions. But he compared his company to a circus, filled with highly qualified specialists, some of whom have worked in the solar industry 30 years.
His specialty, he said, is being an entrepreneur. His secret to success: not going bankrupt.
"I'm only the director of the circus," said Asbeck, before departing The Nines for the Oregon Zoo to be welcomed at a luncheon reception attended by Gov. Ted Kulongoski and U.S. Sens. Ron Wyden and Jeff Merkley.
"I'm not the elephant," Asbeck said. "I'm not the lion."
http://www.oregonlive.com/business/index.ssf/2010/10/larworl…
Hatte ich bisher übersehen ... ist noch von Anfang 2010 ...
DE102008031836A1 21.01.2010
Titel
Lötkontakt
Anmelder
Deutsche Cell GmbH, 09599 Freiberg, DE
Erfinder
Schmidt, Hartmut, Dipl.-Ing., 81379 München, DE;
Krause, Andreas, Dr., 01187 Dresden, DE;
Bitnar, Bernd, Dr., 09599 Freiberg, DE
Veröffentlichungstag im Patentblatt
21.01.2010
Auszug:
"Diese Aufgaben werden durch die Merkmale der Ansprüche 1 und 11 gelöst. Der Kern der Erfindung besteht darin, zur elektrischen Verbindung eines Halbleiter-Bauelements, insbesondere einer Solarzelle, deren Anschlüsse mithilfe eines nieder-schmelzenden Lotes mit den dafür vorgesehenen Bereichen ihrer Kontakt-Struktur elektrisch leitend zu verbinden. Das Lot hat vorzugsweise eine Schmelztemperatur von weniger als 230°C, insbesondere weniger als 180°C, vorzugsweise weniger als 150°C. Hierdurch werden thermisch induzierte, mechanische Spannungen im Halbleiter-Substrat erheblich verringert. Im Vergleich zu elektrisch leitfähigen Klebstoffen sind die erfindungsgemäßen Lote erheblich billiger und darüber hinaus einfacher zu verarbeiten. Aufgrund der im weiteren beschriebenen Eigenschaften der Kontaktstruktur führt ein erneutes Aufschmelzen des Lötkontaktes während der Moduleinbettung zu keinen Problemen."
http://www.patent-de.com/20100121/DE102008031836A1.html
DE102008031836A1 21.01.2010
Titel
Lötkontakt
Anmelder
Deutsche Cell GmbH, 09599 Freiberg, DE
Erfinder
Schmidt, Hartmut, Dipl.-Ing., 81379 München, DE;
Krause, Andreas, Dr., 01187 Dresden, DE;
Bitnar, Bernd, Dr., 09599 Freiberg, DE
Veröffentlichungstag im Patentblatt
21.01.2010
Auszug:
"Diese Aufgaben werden durch die Merkmale der Ansprüche 1 und 11 gelöst. Der Kern der Erfindung besteht darin, zur elektrischen Verbindung eines Halbleiter-Bauelements, insbesondere einer Solarzelle, deren Anschlüsse mithilfe eines nieder-schmelzenden Lotes mit den dafür vorgesehenen Bereichen ihrer Kontakt-Struktur elektrisch leitend zu verbinden. Das Lot hat vorzugsweise eine Schmelztemperatur von weniger als 230°C, insbesondere weniger als 180°C, vorzugsweise weniger als 150°C. Hierdurch werden thermisch induzierte, mechanische Spannungen im Halbleiter-Substrat erheblich verringert. Im Vergleich zu elektrisch leitfähigen Klebstoffen sind die erfindungsgemäßen Lote erheblich billiger und darüber hinaus einfacher zu verarbeiten. Aufgrund der im weiteren beschriebenen Eigenschaften der Kontaktstruktur führt ein erneutes Aufschmelzen des Lötkontaktes während der Moduleinbettung zu keinen Problemen."
http://www.patent-de.com/20100121/DE102008031836A1.html
Geschickt eingefädelt
Das Energieforschungszentrum der Niederlande weiß sich im internationalen Wettbewerb
der Institute zu behaupten. Die Holländer verkaufen ihr Know-how an aufstrebende chine-
sische Hersteller.
Text: Sascha Rentzing
http://www.rentzing.com/resources/Geschickt+eingef$C3$A4delt…
Das Energieforschungszentrum der Niederlande weiß sich im internationalen Wettbewerb
der Institute zu behaupten. Die Holländer verkaufen ihr Know-how an aufstrebende chine-
sische Hersteller.
Text: Sascha Rentzing
http://www.rentzing.com/resources/Geschickt+eingef$C3$A4delt…
Hallo Bossi,
aus dem GB 3/2010:
5. Vorgänge von besonderer Bedeutung nach dem Bilanzstichtag
Die Deutsche Solar AG hat eine Absichtserklärung unterzeichnet, ihre 35 prozentige Beteiligung an der RGS an einen der Mitgesellschafter zu verkaufen.
Weisst du etwas darüber?
Weisst du, wer die anderen Mitgesellschafter sind (Konnte im Netz nicht s passendes finden)?
Danke u. Gruß,
MoeMeister
aus dem GB 3/2010:
5. Vorgänge von besonderer Bedeutung nach dem Bilanzstichtag
Die Deutsche Solar AG hat eine Absichtserklärung unterzeichnet, ihre 35 prozentige Beteiligung an der RGS an einen der Mitgesellschafter zu verkaufen.
Weisst du etwas darüber?
Weisst du, wer die anderen Mitgesellschafter sind (Konnte im Netz nicht s passendes finden)?
Danke u. Gruß,
MoeMeister
Antwort auf Beitrag Nr.: 40.500.051 von moemeister am 11.11.10 11:30:25sorry für´s Einmischen:
The RGS wafer manufacturing technology is developed by RGS Development B.V. , a Joint-Venture established by ECN, Sunergy Investco B.V and Deutsche Solar AG. Pilot machine building and wafer process development is supported within the RGSolar II project by the Dutch Ministery of Economic Affairs under the Economy-Ecology and Technology program operated by SenterNovem.
RGS wafer based solar cell process development is supported by the European Commission in the RGSells project within the 5th framework program. Partners in this project are the University of Konstanz, Thyndall institute, Sunways AG, S'Energy B.V. and Deutsche Solar AG.
The RGS wafer manufacturing technology is developed by RGS Development B.V. , a Joint-Venture established by ECN, Sunergy Investco B.V and Deutsche Solar AG. Pilot machine building and wafer process development is supported within the RGSolar II project by the Dutch Ministery of Economic Affairs under the Economy-Ecology and Technology program operated by SenterNovem.
RGS wafer based solar cell process development is supported by the European Commission in the RGSells project within the 5th framework program. Partners in this project are the University of Konstanz, Thyndall institute, Sunways AG, S'Energy B.V. and Deutsche Solar AG.
Antwort auf Beitrag Nr.: 40.500.051 von moemeister am 11.11.10 11:30:25Die Deutsche Solar AG hat eine Absichtserklärung unterzeichnet, ihre 35 prozentige Beteiligung an der RGS an einen der Mitgesellschafter zu verkaufen.
Hallo moemeister,
danke für das prompte Reinkopieren in diesen Thread!!
olmo
Hallo moemeister,
danke für das prompte Reinkopieren in diesen Thread!!
olmo
Antwort auf Beitrag Nr.: 40.500.051 von moemeister am 11.11.10 11:30:25Die Deutsche Solar AG hat eine Absichtserklärung unterzeichnet, ihre 35 prozentige Beteiligung an der RGS an einen der Mitgesellschafter zu verkaufen.
Hallo moemeister,
ich hatte es heute morgen bereits gelesen. Die deutsche Solar hat damals ihre RGS Patente exklusiv in die RGS Development BV in Pletten am ECN Standort eingebracht. ECN hält weitere 30% und die restlichen 35% (inkl. der Sunergy Investco Anteile) liegen beim niederländischem Versorger Delta. ECN könnte der interessierte Käufer sein, der diese und andere Techniken weltweit vermarkten möchte. ECN plant in Herlen bei Aachen eine Industrieproduktion für RGS. Heerlen ist auch der Standort von Solland, der mehrheitlich Delta gehört. Ob nur der Anteil an der RGS Entwicklungsgesellschaft verkauft wird oder auch das wichtige exklusive RGS Patent der Deutschen Solar, das noch von Bayer Solar stammt, wird nicht klar erwähnt. Es könnte gut sein, daß die Deutsche Solar RGS selbst weiter entwickelt, da in Freiberg der Granulierturm bereits gebaut wurde und es auch wichtige Entwicklungen für reines Silizium gab, die wichtig für den Erfolg von RGS sind und zudem den Wirkunsgrad der späteren Solarzellen verbessern.
+++++
RGS Development B.V ... Pletten Niederlande
Position in the value chain: IP and development of Wafer production method
Objective: technology development of Ribbon Growth on Substrate Wafers
Shareholders:
Deutsche Solar (Solar World) 35%, ECN (NL) 30%, and Sunergy Investco (DELTA N.V., NL) 35%
Main differentiating characteristics compared to other Ribbon technologies:
1) Higher production speed
2) No need to stop and cut of the Si ribbon
Main differentiating characteristics compared to other wafer manufacturers
1) Strong reduction of Si consumption
2) Very low cost per unit (low investment)
Next step: RGS Industrial (under development) Industrialization and market introduction of Ribbon Growth on Substrate Wafers
Quelle: GB 2009 Delta
+++++
20/4/2010
Auszug ...
ECN’s technology development has resulted in the founding of new companies, such as
RGS Development in Broek-op-Langedijk, which aims to industrialise a new, continuous
technology for the manufacturing of silicon wafers by direct casting, to replace the
currently worldwide practised batch process of ingot crystallization and wire sawing.
Technology developed by ECN in its laboratories in Petten has to be scaled-up and demonstrated
on an industrial scale, before manufacturers will be willing to implement this technology in their
production lines. Currently, the up-scaling and demonstration are done in the production lines of
the customers, which is highly undesirable because it interferes with the regular production at
these plants. This is exactly why ECN wants to establish a semi-industrial pilot line in the
Heerlen/Aachen area, with support of the county of Heerlen and the Province of Limburg. Through
expanding its facilities with this centre in Heerlen/Aachen, ECN will be able to scale-up and
demonstrate its technology in-house on an industrial scale, and be able to serve the global PV
industry in an even better way, while creating maximum benefits for the region at the same time.
http://www.clingendael.nl/resourcescarcity/literature/files/…
Hallo moemeister,
ich hatte es heute morgen bereits gelesen. Die deutsche Solar hat damals ihre RGS Patente exklusiv in die RGS Development BV in Pletten am ECN Standort eingebracht. ECN hält weitere 30% und die restlichen 35% (inkl. der Sunergy Investco Anteile) liegen beim niederländischem Versorger Delta. ECN könnte der interessierte Käufer sein, der diese und andere Techniken weltweit vermarkten möchte. ECN plant in Herlen bei Aachen eine Industrieproduktion für RGS. Heerlen ist auch der Standort von Solland, der mehrheitlich Delta gehört. Ob nur der Anteil an der RGS Entwicklungsgesellschaft verkauft wird oder auch das wichtige exklusive RGS Patent der Deutschen Solar, das noch von Bayer Solar stammt, wird nicht klar erwähnt. Es könnte gut sein, daß die Deutsche Solar RGS selbst weiter entwickelt, da in Freiberg der Granulierturm bereits gebaut wurde und es auch wichtige Entwicklungen für reines Silizium gab, die wichtig für den Erfolg von RGS sind und zudem den Wirkunsgrad der späteren Solarzellen verbessern.
+++++
RGS Development B.V ... Pletten Niederlande
Position in the value chain: IP and development of Wafer production method
Objective: technology development of Ribbon Growth on Substrate Wafers
Shareholders:
Deutsche Solar (Solar World) 35%, ECN (NL) 30%, and Sunergy Investco (DELTA N.V., NL) 35%
Main differentiating characteristics compared to other Ribbon technologies:
1) Higher production speed
2) No need to stop and cut of the Si ribbon
Main differentiating characteristics compared to other wafer manufacturers
1) Strong reduction of Si consumption
2) Very low cost per unit (low investment)
Next step: RGS Industrial (under development) Industrialization and market introduction of Ribbon Growth on Substrate Wafers
Quelle: GB 2009 Delta
+++++
20/4/2010
Auszug ...
ECN’s technology development has resulted in the founding of new companies, such as
RGS Development in Broek-op-Langedijk, which aims to industrialise a new, continuous
technology for the manufacturing of silicon wafers by direct casting, to replace the
currently worldwide practised batch process of ingot crystallization and wire sawing.
Technology developed by ECN in its laboratories in Petten has to be scaled-up and demonstrated
on an industrial scale, before manufacturers will be willing to implement this technology in their
production lines. Currently, the up-scaling and demonstration are done in the production lines of
the customers, which is highly undesirable because it interferes with the regular production at
these plants. This is exactly why ECN wants to establish a semi-industrial pilot line in the
Heerlen/Aachen area, with support of the county of Heerlen and the Province of Limburg. Through
expanding its facilities with this centre in Heerlen/Aachen, ECN will be able to scale-up and
demonstrate its technology in-house on an industrial scale, and be able to serve the global PV
industry in an even better way, while creating maximum benefits for the region at the same time.
http://www.clingendael.nl/resourcescarcity/literature/files/…
Antwort auf Beitrag Nr.: 40.501.446 von bossi1 am 11.11.10 13:44:30Bevor ich jetzt hier weiter Fragen stelle und damit den Thread zumülle, werde ich heute Abend diesen Fakten-Thread mal gründlich durchstöbern.
Danke für die Antwort @Bossi
Danke für die Antwort @Bossi
Antwort auf Beitrag Nr.: 40.501.446 von bossi1 am 11.11.10 13:44:30Zufallsfund - Eine verbesserte Technik zu RGS von einem bekanntem Mitarbeiter der Deutschen Solar?
EMR (Electro-Magnetic Ribbon)-Verfahren
DE19621912A1 04.12.1997
Titel Verfahren und Vorrichtung zur berührungsfreien Erzeugung von plattenförmigen Strukturen aus einer leitfähigen Schmelze eines Materials unter Verwendung einer induktiv erzeugten abstoßenden Wechselwirkung zwischen der Schmelze und einem formgebenden Bauteil
Erfinder
Willeke, Gerhard, Dr., 78464 Konstanz, DE;
Bitnar, Bernd, 78467 Konstanz, DE
Veröffentlichungstag im Patentblatt
04.12.1997
Zusammenfassung ...
Die Erfindung umfaßt ein Verfahren und eine Vorrichtung zur Formgebung von Material unter Verwendung einer geschmolzenen Zone (2), die durch induktive Abstoßungskräfte zwischen dem formgebenden Element (1) und der Schmelze stabil gehalten wird, ohne daß die geschmolzene Zone mit dem Formgeber in Kontakt gerät. Hierbei ist insbesondere an das direkte berührungsfreie Herstellen von Siliziumbändern oder -platten (sog. Wafern) für die Photovoltaik gedacht.
Hochfrequenz(HF)-Spulen (4) dienen zur Erzeugung der geschmolzenen Zone einerseits und zur Induzierung entgegengesetzter elektrischer Ströme in Formgeber und Schmelze andererseits, die eine elektromagnetische Abstoßung zwischen Formgeber und Schmelze bewirken. Um die Absorption des HF-Feldes im gekühlten Formgeber klein zu halten, ist dieser mit Schlitzen (7) versehen.
Das Ausgangsmaterial (6) kann bereits geschmolzen oder auch fest sein. Im letzteren Fall wird es dann in der Zone (2) aufgeschmolzen und erhält nach der Erstarrung die gewünschte plattenförmige Gestalt (3). Die geschmolzene Zone kann dabei dazu dienen, den Materialquerschnitt oder auch nur die Oberfläche zu ändern. Diese Aufschmelzung der Oberflächenschicht kann einseitig oder von mehreren Seiten erfolgen. Das Verfahren kann auch in Verbindung mit einem herkömmlichen Schmelztiegel zur Formgebung von bereits geschmolzenem Material dienen.
http://www.patent-de.com/19971204/DE19621912A1.html
+++++
Ausschnitt dazu ...
Ein schon versuchsweise angewandtes Verfahren ist das RGS (Ribbon Growth on Substrate)-Verfahren der Firma Bayer [3]. Hierbei wird eine Silizium-Schmelze in einem Gießrahmen auf einer Substratunterlage gehalten und diese Unterlage dann ähnlich einem Raupenband unter dem Gießrahmen, der gleichzeitig als Formgeber für die Oberfläche dient, hindurchgezogen. Der Vorteil des RGS-Verfahrens, direkt Scheiben zu produzieren ohne zusätzlichen Sägeschritt, wird mit dem Nachteil des Einbringens von Verunreinigungen in die Schmelze durch den Gießrahmen sowie die Substratunterlage erkauft.
Dasselbe gilt beispielsweise auch für den invertierten Stepanov-Prozeß [4], bei dem der Tiegel an der Unterseite einen dünnen Schlitz mit Graphitkanten als Formgeber aufweist, durch den die Schmelze läuft bzw. gedrückt wird und anschließend in Scheiben erstarrt. Auch hier ist der Nachteil eine starke Verunreinigung der Schmelze mit Kohlenstoff und anderen Stoffen aus dem Graphit der Formgeber.
Ein weiteres schon industriell angewandtes Verfahren zur direkten Produktion von Halbleiterscheiben ist das EFG (Edge-defined Film-fed Growth)-Verfahren [5]. Beim EFG-Verfahren werden ebenfalls mittels Graphit-Formgebern polygonale Röhren produziert, die dann in die gewünschten Scheiben getrennt werden können. Der Vorteil des EFG-Verfahrens gegenüber den anderen dargestellten liegt im Vorhandensein einer geschlossenen geschmolzenen Zone bei der Produktion von Röhren im Gegensatz zu Scheiben. Hierdurch können Einkristalle recht guter Qualität gewonnen werden. Wie beim Stepanov-Prozeß tritt jedoch auch hier eine Verunreinigung der Schmelze durch den Kontakt mit den Formgebern auf.
EMR ...
Die vorliegende Erfindung verbindet die Vorteile aller angesprochenen Verfahren mit dem Ziel, direkt Scheiben herzustellen ohne Verunreinigungen aus einem Tiegel in die Schmelze gelangen zu lassen. Hierzu wird das Prinzip des kalten Tiegels mit der durch elektromagnetische Induktion erzeugten Abstoßung der Schmelze vom plattenerzeugenden formgebenden Element angewandt. Das erfindungsgemäße Verfahren wird daher im weiteren auch als EMR (Electro-Magnetic Ribbon)-Verfahren bezeichnet. Der die leitfähige Schmelze abstoßende Formgeber (1) ermöglicht die Produktion beliebig geformter Substrate - insbesondere dünner Scheiben - beispielsweise für die Halbleiter-Anwendung.
Der Materialdurchsatz durch den EMR-Formgeber (1) kann prinzipiell in weiten Grenzen variiert werden, so daß sich mit demselben Verfahren Material hoher Qualität bei relativ geringem Durchsatz und Material möglicherweise minderer Qualität bei sehr hohem Durchsatz produzieren läßt.
EMR (Electro-Magnetic Ribbon)-Verfahren
DE19621912A1 04.12.1997
Titel Verfahren und Vorrichtung zur berührungsfreien Erzeugung von plattenförmigen Strukturen aus einer leitfähigen Schmelze eines Materials unter Verwendung einer induktiv erzeugten abstoßenden Wechselwirkung zwischen der Schmelze und einem formgebenden Bauteil
Erfinder
Willeke, Gerhard, Dr., 78464 Konstanz, DE;
Bitnar, Bernd, 78467 Konstanz, DE
Veröffentlichungstag im Patentblatt
04.12.1997
Zusammenfassung ...
Die Erfindung umfaßt ein Verfahren und eine Vorrichtung zur Formgebung von Material unter Verwendung einer geschmolzenen Zone (2), die durch induktive Abstoßungskräfte zwischen dem formgebenden Element (1) und der Schmelze stabil gehalten wird, ohne daß die geschmolzene Zone mit dem Formgeber in Kontakt gerät. Hierbei ist insbesondere an das direkte berührungsfreie Herstellen von Siliziumbändern oder -platten (sog. Wafern) für die Photovoltaik gedacht.
Hochfrequenz(HF)-Spulen (4) dienen zur Erzeugung der geschmolzenen Zone einerseits und zur Induzierung entgegengesetzter elektrischer Ströme in Formgeber und Schmelze andererseits, die eine elektromagnetische Abstoßung zwischen Formgeber und Schmelze bewirken. Um die Absorption des HF-Feldes im gekühlten Formgeber klein zu halten, ist dieser mit Schlitzen (7) versehen.
Das Ausgangsmaterial (6) kann bereits geschmolzen oder auch fest sein. Im letzteren Fall wird es dann in der Zone (2) aufgeschmolzen und erhält nach der Erstarrung die gewünschte plattenförmige Gestalt (3). Die geschmolzene Zone kann dabei dazu dienen, den Materialquerschnitt oder auch nur die Oberfläche zu ändern. Diese Aufschmelzung der Oberflächenschicht kann einseitig oder von mehreren Seiten erfolgen. Das Verfahren kann auch in Verbindung mit einem herkömmlichen Schmelztiegel zur Formgebung von bereits geschmolzenem Material dienen.
http://www.patent-de.com/19971204/DE19621912A1.html
+++++
Ausschnitt dazu ...
Ein schon versuchsweise angewandtes Verfahren ist das RGS (Ribbon Growth on Substrate)-Verfahren der Firma Bayer [3]. Hierbei wird eine Silizium-Schmelze in einem Gießrahmen auf einer Substratunterlage gehalten und diese Unterlage dann ähnlich einem Raupenband unter dem Gießrahmen, der gleichzeitig als Formgeber für die Oberfläche dient, hindurchgezogen. Der Vorteil des RGS-Verfahrens, direkt Scheiben zu produzieren ohne zusätzlichen Sägeschritt, wird mit dem Nachteil des Einbringens von Verunreinigungen in die Schmelze durch den Gießrahmen sowie die Substratunterlage erkauft.
Dasselbe gilt beispielsweise auch für den invertierten Stepanov-Prozeß [4], bei dem der Tiegel an der Unterseite einen dünnen Schlitz mit Graphitkanten als Formgeber aufweist, durch den die Schmelze läuft bzw. gedrückt wird und anschließend in Scheiben erstarrt. Auch hier ist der Nachteil eine starke Verunreinigung der Schmelze mit Kohlenstoff und anderen Stoffen aus dem Graphit der Formgeber.
Ein weiteres schon industriell angewandtes Verfahren zur direkten Produktion von Halbleiterscheiben ist das EFG (Edge-defined Film-fed Growth)-Verfahren [5]. Beim EFG-Verfahren werden ebenfalls mittels Graphit-Formgebern polygonale Röhren produziert, die dann in die gewünschten Scheiben getrennt werden können. Der Vorteil des EFG-Verfahrens gegenüber den anderen dargestellten liegt im Vorhandensein einer geschlossenen geschmolzenen Zone bei der Produktion von Röhren im Gegensatz zu Scheiben. Hierdurch können Einkristalle recht guter Qualität gewonnen werden. Wie beim Stepanov-Prozeß tritt jedoch auch hier eine Verunreinigung der Schmelze durch den Kontakt mit den Formgebern auf.
EMR ...
Die vorliegende Erfindung verbindet die Vorteile aller angesprochenen Verfahren mit dem Ziel, direkt Scheiben herzustellen ohne Verunreinigungen aus einem Tiegel in die Schmelze gelangen zu lassen. Hierzu wird das Prinzip des kalten Tiegels mit der durch elektromagnetische Induktion erzeugten Abstoßung der Schmelze vom plattenerzeugenden formgebenden Element angewandt. Das erfindungsgemäße Verfahren wird daher im weiteren auch als EMR (Electro-Magnetic Ribbon)-Verfahren bezeichnet. Der die leitfähige Schmelze abstoßende Formgeber (1) ermöglicht die Produktion beliebig geformter Substrate - insbesondere dünner Scheiben - beispielsweise für die Halbleiter-Anwendung.
Der Materialdurchsatz durch den EMR-Formgeber (1) kann prinzipiell in weiten Grenzen variiert werden, so daß sich mit demselben Verfahren Material hoher Qualität bei relativ geringem Durchsatz und Material möglicherweise minderer Qualität bei sehr hohem Durchsatz produzieren läßt.
Antwort auf Beitrag Nr.: 40.500.947 von olmo am 11.11.10 12:51:30Danke für die Patentnummer
Auch bei diesem Verfahren ist Dr. Bernd Bitner am Patent beteiligt ...
DE102008056093B3 10.06.2010
Verfahren und Vorrichtung zum lichtinduzierten Galvanisieren von Halbleiter-Bauelementen und Halbleiter-Bauelement
Anmelder
SolarWorld Innovations GmbH, 09599 Freiberg, DE
Erfinder
Krause, Andreas, Dr., 01187 Dresden, DE;
Bitnar, Bernd, Dr., 09599 Freiberg, DE;
Lengsfeld, Claudia, 09599 Freiberg, DE;
Neuhaus, Holger, Dr., 09599 Freiberg, DE
Veröffentlichungstag im Patentblatt 10.06.2010
Zusammenfassung ...
Die Erfindung betrifft eine Vorrichtung und ein Verfahren zur lichtunterstützten Abscheidung eines Metalls aus einem Elektrolyten auf einem Halbleiter-Bauelement. Die Erfindung betrifft weiterhin ein Halbleiter-Bauelement.
Lichtinduzierte und lichtunterstützte galvanische Prozesse eignen sich für die Herstellung hocheffizienter Solarzellen. Im Allgemeinen befindet sich die Lichtquelle bei derartigen Verfahren gegenüber der Vorderseite der Solarzelle, wobei sich zwischen der Solarzelle und der Lichtquelle der Elektrolyt befindet. Beispielsweise offenbart die DE 23 48 182 C3 ein Verfahren zur galvanischen Abscheidung einer Metallschicht auf der Oberfläche eines Halbleiterkörpers. Der Halbleiterkörper taucht mit seiner Oberfläche in ein galvanisches Bad ein und wird dabei mit Licht durch die lichtdurchlässige Galvanisierwanne bestrahlt. Aus der DE 10 2007 005 161 A1 ist ein Verfahren und eine Vorrichtung zum Galvanisieren von Substraten aus elektrisch halbleitenden Werkstoffen bekannt. Dabei wird eine zu beschichtende Seite von einer Lichtquelle beleuchtet, die sich auch außerhalb eines mindestens teilweise transparenten Arbeitsbehälters befinden kann. Nachteilig hieran ist, dass der Elektrolyt mehr oder weniger von dem Licht der Lichtquelle absorbiert. Außerdem beeinträchtigt eine direkt vor der zu beschichtenden Fläche angeordnete Lichtquelle zum einen die Konvektion unmittelbar vor der Elektrode und zum anderen die Stromlinienverteilung, was sich sehr nachteilig auf den galvanischen Prozess auswirken kann. Schließlich ist bei einer Anordnung der Lichtquelle im galvanischen Bad der bauliche und sicherheitstechnische Aufwand erheblich.
http://www.patent-de.com/20100610/DE102008056093B3.html
... siehe auch #651 und #626
Das Patent zur Galvanisierung erinnert mich ein wenig an Bram Hoex und die Anwendung von Aluminiumoxid anstelle von Siliziumnitrid zur Passivierung der Oberfläche gelang die Reduktion der elektrischen Verluste, was in Kooperationen mit Forschungsinstituten zu einer Steigerung der Gesamteffizienz der Solarzelle auf 23,2 Prozent führte. Zwar sind die positiven Eigenschaften von Aluminiumoxid schon lange bekannt, aber Bram Hoex gelang es erstmals solche Schichten herzustellen und die Idee in die industrielle Anwendung zu bringen. Die Galvanisierung könnte eine denkbare Alternative dazu sein.
Auch bei diesem Verfahren ist Dr. Bernd Bitner am Patent beteiligt ...
DE102008056093B3 10.06.2010
Verfahren und Vorrichtung zum lichtinduzierten Galvanisieren von Halbleiter-Bauelementen und Halbleiter-Bauelement
Anmelder
SolarWorld Innovations GmbH, 09599 Freiberg, DE
Erfinder
Krause, Andreas, Dr., 01187 Dresden, DE;
Bitnar, Bernd, Dr., 09599 Freiberg, DE;
Lengsfeld, Claudia, 09599 Freiberg, DE;
Neuhaus, Holger, Dr., 09599 Freiberg, DE
Veröffentlichungstag im Patentblatt 10.06.2010
Zusammenfassung ...
Die Erfindung betrifft eine Vorrichtung und ein Verfahren zur lichtunterstützten Abscheidung eines Metalls aus einem Elektrolyten auf einem Halbleiter-Bauelement. Die Erfindung betrifft weiterhin ein Halbleiter-Bauelement.
Lichtinduzierte und lichtunterstützte galvanische Prozesse eignen sich für die Herstellung hocheffizienter Solarzellen. Im Allgemeinen befindet sich die Lichtquelle bei derartigen Verfahren gegenüber der Vorderseite der Solarzelle, wobei sich zwischen der Solarzelle und der Lichtquelle der Elektrolyt befindet. Beispielsweise offenbart die DE 23 48 182 C3 ein Verfahren zur galvanischen Abscheidung einer Metallschicht auf der Oberfläche eines Halbleiterkörpers. Der Halbleiterkörper taucht mit seiner Oberfläche in ein galvanisches Bad ein und wird dabei mit Licht durch die lichtdurchlässige Galvanisierwanne bestrahlt. Aus der DE 10 2007 005 161 A1 ist ein Verfahren und eine Vorrichtung zum Galvanisieren von Substraten aus elektrisch halbleitenden Werkstoffen bekannt. Dabei wird eine zu beschichtende Seite von einer Lichtquelle beleuchtet, die sich auch außerhalb eines mindestens teilweise transparenten Arbeitsbehälters befinden kann. Nachteilig hieran ist, dass der Elektrolyt mehr oder weniger von dem Licht der Lichtquelle absorbiert. Außerdem beeinträchtigt eine direkt vor der zu beschichtenden Fläche angeordnete Lichtquelle zum einen die Konvektion unmittelbar vor der Elektrode und zum anderen die Stromlinienverteilung, was sich sehr nachteilig auf den galvanischen Prozess auswirken kann. Schließlich ist bei einer Anordnung der Lichtquelle im galvanischen Bad der bauliche und sicherheitstechnische Aufwand erheblich.
http://www.patent-de.com/20100610/DE102008056093B3.html
... siehe auch #651 und #626
Das Patent zur Galvanisierung erinnert mich ein wenig an Bram Hoex und die Anwendung von Aluminiumoxid anstelle von Siliziumnitrid zur Passivierung der Oberfläche gelang die Reduktion der elektrischen Verluste, was in Kooperationen mit Forschungsinstituten zu einer Steigerung der Gesamteffizienz der Solarzelle auf 23,2 Prozent führte. Zwar sind die positiven Eigenschaften von Aluminiumoxid schon lange bekannt, aber Bram Hoex gelang es erstmals solche Schichten herzustellen und die Idee in die industrielle Anwendung zu bringen. Die Galvanisierung könnte eine denkbare Alternative dazu sein.
Antwort auf Beitrag Nr.: 40.512.216 von bossi1 am 12.11.10 15:17:19Fraunhofer-Institut
Galvanische Prozesse
Galvanische Verfahren werden eingesetzt, um eine Vielzahl von Metallen als Schichten abzuscheiden. Der Vorteil dieser seit Jahrzehnten in vielen Bereichen außerhalb und innerhalb der Photovoltaik verwendeten Technik liegt in der Einfachheit der Prozesse und der hohen Qualität der abgeschiedenen Metallschichten. Am Fraunhofer ISE werden seit ca. 20 Jahren Solarzellen mit galvanisierten Kontakten prozessiert. Im Mittelpunkt unserer aktuellen Entwicklungsarbeit stehen sowohl die Prozessentwicklung als auch die Optimierung von Galvanikanlagen und -bädern vom Labormaßstab bis in die industrielle Umsetzung. Eine besondere Rolle spielt dabei die Nutzung verschiedener positiver Effekte, die sich aus der Eigenschaft der Solarzelle als Stromquelle bei Beleuchtung ergeben (lichtinduzierte bzw. lichtunterstützte Galvanik).

Solarzellen beim Durchlaufen der licht-induzierten Galvanikanlage zur Abscheidung von Silber.
Eine Anwendung ist die galvanische Verstärkung von vorprozessierten Metallkontakten (Saatschichten), z.B. von gedruckten oder aufgedampften Vorderseitenkontakten. Die Aufgabe der Galvanik ist es, hierbei die Leitfähigkeit der Kontakte zu verbessern, indem zusätzlich Silber bzw. Kupfer galvanisch abgeschieden werden. Aufgrund der hohen Leitfähigkeit der galvanisch abgeschiedenen Metallschicht sinken der Materialbedarf und damit die Kosten für die Solarzellenproduktion.
Eine weitere Anwendung ist die direkte galvanische Abscheidung von Metallen auf Silicium. Ein Metall, an dem derzeit intensiv geforscht wird, ist Nickel, da es sowohl als Kontaktmaterial zum Silicium als auch als Diffusionsbarriere für Kupfer zwei wichtige Funktionen erfüllt.
Forschungsschwerpunkte:
Galvanisches Verstärken von Saatschichten mit Silber und Kupfer (Optimierung der Anlagen, Prozesse und der verwendeten Chemikalien). Galvanisches Abscheiden von Nickel direkt auf Silicium als Kontaktschicht und auf Saatschichten als Diffusionsbarriere. Untersuchen von Diffusionsbarrieren für Kupfer.
Labore und Ausstattung:
2 automatisierte In-line Galvanikanlagen im industriellen Maßstab für die Abscheidung von Silber und Kupfer. Beide Anlagen sind sowohl für lichtinduzierte Galvanik als auch für klassische Galvanik geeignet.
5 F&E Laboranlagen für die Abscheidung von Cu, Ag, Ni, Sn mit verschiedensten galvanischen Prozessen.
Charakterisierung: Elektrochemische Charakterisierung mit Voltammetrie (Mehrkanalpotentiostat), Röntgenfluoreszenz Messgerät (XRF) X-Strata 980 (Oxford Instruments) zur Bestimmung der Dicke der abgeschiedenen Metallschichten.
2 Messplätze zur Bestimmung der Leitfähigkeit und des Kontaktwiderstandes: 4-Spitzenmessplatz, automatisierter Kontaktwiderstandsmessplatz (TLM). Probenpräparation: Chipsäge, Querschleifer, Ionen-Polierer, SEM.
Aktualisiert 01.10.2010
© Fraunhofer ISE Drucken
.. auch Fraunhofer hat seit Sept. 2010 ein Patent zur lichtinduzierten Galvanik
http://www.ise.fraunhofer.de/geschaeftsfelder-und-marktberei…
Galvanische Prozesse
Galvanische Verfahren werden eingesetzt, um eine Vielzahl von Metallen als Schichten abzuscheiden. Der Vorteil dieser seit Jahrzehnten in vielen Bereichen außerhalb und innerhalb der Photovoltaik verwendeten Technik liegt in der Einfachheit der Prozesse und der hohen Qualität der abgeschiedenen Metallschichten. Am Fraunhofer ISE werden seit ca. 20 Jahren Solarzellen mit galvanisierten Kontakten prozessiert. Im Mittelpunkt unserer aktuellen Entwicklungsarbeit stehen sowohl die Prozessentwicklung als auch die Optimierung von Galvanikanlagen und -bädern vom Labormaßstab bis in die industrielle Umsetzung. Eine besondere Rolle spielt dabei die Nutzung verschiedener positiver Effekte, die sich aus der Eigenschaft der Solarzelle als Stromquelle bei Beleuchtung ergeben (lichtinduzierte bzw. lichtunterstützte Galvanik).
Solarzellen beim Durchlaufen der licht-induzierten Galvanikanlage zur Abscheidung von Silber.
Eine Anwendung ist die galvanische Verstärkung von vorprozessierten Metallkontakten (Saatschichten), z.B. von gedruckten oder aufgedampften Vorderseitenkontakten. Die Aufgabe der Galvanik ist es, hierbei die Leitfähigkeit der Kontakte zu verbessern, indem zusätzlich Silber bzw. Kupfer galvanisch abgeschieden werden. Aufgrund der hohen Leitfähigkeit der galvanisch abgeschiedenen Metallschicht sinken der Materialbedarf und damit die Kosten für die Solarzellenproduktion.
Eine weitere Anwendung ist die direkte galvanische Abscheidung von Metallen auf Silicium. Ein Metall, an dem derzeit intensiv geforscht wird, ist Nickel, da es sowohl als Kontaktmaterial zum Silicium als auch als Diffusionsbarriere für Kupfer zwei wichtige Funktionen erfüllt.
Forschungsschwerpunkte:
Galvanisches Verstärken von Saatschichten mit Silber und Kupfer (Optimierung der Anlagen, Prozesse und der verwendeten Chemikalien). Galvanisches Abscheiden von Nickel direkt auf Silicium als Kontaktschicht und auf Saatschichten als Diffusionsbarriere. Untersuchen von Diffusionsbarrieren für Kupfer.
Labore und Ausstattung:
2 automatisierte In-line Galvanikanlagen im industriellen Maßstab für die Abscheidung von Silber und Kupfer. Beide Anlagen sind sowohl für lichtinduzierte Galvanik als auch für klassische Galvanik geeignet.
5 F&E Laboranlagen für die Abscheidung von Cu, Ag, Ni, Sn mit verschiedensten galvanischen Prozessen.
Charakterisierung: Elektrochemische Charakterisierung mit Voltammetrie (Mehrkanalpotentiostat), Röntgenfluoreszenz Messgerät (XRF) X-Strata 980 (Oxford Instruments) zur Bestimmung der Dicke der abgeschiedenen Metallschichten.
2 Messplätze zur Bestimmung der Leitfähigkeit und des Kontaktwiderstandes: 4-Spitzenmessplatz, automatisierter Kontaktwiderstandsmessplatz (TLM). Probenpräparation: Chipsäge, Querschleifer, Ionen-Polierer, SEM.
Aktualisiert 01.10.2010
© Fraunhofer ISE Drucken
.. auch Fraunhofer hat seit Sept. 2010 ein Patent zur lichtinduzierten Galvanik
http://www.ise.fraunhofer.de/geschaeftsfelder-und-marktberei…
So macht der SWV Aktienrückkauf Sinn ...
SolarWorld beschließt Übernahmeangebot für Solarparc
15.11.10 | 19:35 Uhr
Der im TecDAX notierte Solarkonzern will sich dadurch im Projektgeschäft weiter vorwärts integrieren und dieses international auszuweiten. SolarWorld beabsichtigt dabei, den Solarparc-Aktionären je Solarparc-Aktie eine SolarWorld-Aktie anzubieten.
Bonn (aktiencheck.de AG) - Der Solarkonzern SolarWorld AG (ISIN DE0005108401 / WKN 510840) gab am Montag bekannt, dass sein Vorstand heute ein freiwilliges Übernahmeangebot für die Solarparc AG (ISIN DE0006352537/ WKN 635253) beschlossen hat.
Der im TecDAX notierte Solarkonzern will sich dadurch im Projektgeschäft weiter vorwärts integrieren und dieses international auszuweiten. SolarWorld beabsichtigt dabei, den Solarparc-Aktionären je Solarparc-Aktie eine SolarWorld-Aktie anzubieten.
Das Übernahmeangebot erfolgt zu den in der Angebotsunterlage darzulegenden Bedingungen. Die Veröffentlichung der Angebotsunterlage wird den Angaben zufolge im Internet unter www.solarworld.de erfolgen. Dort wird auch die genaue Frist für die Annahme eines Übernahmeangebots veröffentlicht werden. SolarWorld hält derzeit 29 Prozent der Solarparc-Aktien.
http://www.ad-hoc-news.de/solarworld-beschliesst-uebernahmea…
SolarWorld beschließt Übernahmeangebot für Solarparc
15.11.10 | 19:35 Uhr
Der im TecDAX notierte Solarkonzern will sich dadurch im Projektgeschäft weiter vorwärts integrieren und dieses international auszuweiten. SolarWorld beabsichtigt dabei, den Solarparc-Aktionären je Solarparc-Aktie eine SolarWorld-Aktie anzubieten.
Bonn (aktiencheck.de AG) - Der Solarkonzern SolarWorld AG (ISIN DE0005108401 / WKN 510840) gab am Montag bekannt, dass sein Vorstand heute ein freiwilliges Übernahmeangebot für die Solarparc AG (ISIN DE0006352537/ WKN 635253) beschlossen hat.
Der im TecDAX notierte Solarkonzern will sich dadurch im Projektgeschäft weiter vorwärts integrieren und dieses international auszuweiten. SolarWorld beabsichtigt dabei, den Solarparc-Aktionären je Solarparc-Aktie eine SolarWorld-Aktie anzubieten.
Das Übernahmeangebot erfolgt zu den in der Angebotsunterlage darzulegenden Bedingungen. Die Veröffentlichung der Angebotsunterlage wird den Angaben zufolge im Internet unter www.solarworld.de erfolgen. Dort wird auch die genaue Frist für die Annahme eines Übernahmeangebots veröffentlicht werden. SolarWorld hält derzeit 29 Prozent der Solarparc-Aktien.
http://www.ad-hoc-news.de/solarworld-beschliesst-uebernahmea…
Antwort auf Beitrag Nr.: 40.525.842 von bossi1 am 15.11.10 20:51:06Solarworld hat bis Ende Sept. 2010 genau 4.838.723 eigene Aktien zurück gekauft. Das reicht für die Übernahme, denn Solarparc hat nur 6 Mio. Aktien, wobei Solarworld bereits 28,47% hält. Wenn ich mich richtig erinnere kontrolliert FA persönlich die 50,1% der Eifelstom GmbH, die er jetzt in Solarworld Aktien eintauscht und somit einen Anteil an Solarworld erhöht. Übrigens hatte eine Solarparc Aktie 2009 ein EPS von 0,58€. FA ist und bleibt ein schlauer Bauer ...

Antwort auf Beitrag Nr.: 40.526.111 von bossi1 am 15.11.10 21:33:33Das ist der nächste logische Schritt für FA, den er sicherlich schon lange so im Fokus hatte, da es Sinn macht in einem sich schnell verändernden und rasant aufstrebenden neuen Wirtschaftszweig mit seinen Standbeinen! Die Konsequenz darauf wird ja nun sein, dass der Aktienrückkauf gelaufen ist und nicht mehr interveniert werden kann...
Charttechnisch ja ziemlich nahe am weiteren Abgrund...
Charttechnisch ja ziemlich nahe am weiteren Abgrund...
Antwort auf Beitrag Nr.: 40.526.149 von lieberlong am 15.11.10 21:40:43Ich denke auch, daß damit der Aktienrückkauf gelaufen ist. Wird den Solarparc Aktionären wegen der mageren Solarworld Dividende sauer aufstoßen. Auch bei der Windwelt Übernahme sind sie 2002 nicht so gut weg gekommen.
Antwort auf Beitrag Nr.: 40.526.272 von bossi1 am 15.11.10 21:59:27Es ist ja noch nicht von einem Squeeze-out die Rede, sondern von einem Übernahmeangebot. Solarpark soll ja nur in den Konsolidierungsbereich von Solarworld. Das kann durchaus lukrativ sein die Solarpark-Aktien zu behalten, wenn Solarpark dann auch kräftiger im Ausland tätig wird als bisher.
Hallo Bossi1
Bin durch mit dem Thread und jetzt brennen mir die Augen, weil müd'.
Der Thread ist der Hammer! Habe zwar weniger als der Wirkungsgrad einer mono-Zelle verstanden. Aber man muss ja auch nicht alles verstehen.
Was du für eine Arbeit hier rein gesteckt hast. Wow!
Ein paar Fragen bleiben hier jedoch für mich unbeantwortet!
Vielleicht möchtest du ja die ein oder andere beantworten!
1. Wo steht Solarworld deiner Meinung nach was RGS betrifft (USA/Deutschland)
2. ECN - Geschickt eingefädelt
neue energie 8/2010
Das Energieforschungszentrum der Niederlande weiß sich im internationalen Wettbewerb
der Institute zu behaupten. Die Holländer verkaufen ihr Know-how an aufstrebende chinesischeHersteller.
Das habe ich befürchtet.
Ich glaube hier brauche ich nochmal den letzten Wink mit dem Zaunpfahl.
Das Know How wird den Chinesen verkauft. Heisst das, hier werden nicht komplette RGS-Fertigungsstraßen a la Centrotherm an die Chinesen verkauft?
Einfacher formuliert.
Hat Solarworld mit RGR-Fertigungsstraßen ein Alleinstellungsmerkmal oder kann das - wie immer - von den Chinesen kopiert werden und die stellen sich dann 500MW Produktionskapazität hin und fertig.
Nach Lesen dieses Threads scheint es a noch ein paar Probleme/Anforderungen seitens RGS zu geben (z.b. Silizium Verunreinigungen).
Auch gehört da noch mehr zu, z.B: Granulierturm, Patente, F&E wie Solarworld sie hat?
Danke und Gruß,
MoeMeister
so jetzt aber GN8
Bin durch mit dem Thread und jetzt brennen mir die Augen, weil müd'.
Der Thread ist der Hammer! Habe zwar weniger als der Wirkungsgrad einer mono-Zelle verstanden. Aber man muss ja auch nicht alles verstehen.
Was du für eine Arbeit hier rein gesteckt hast. Wow!
Ein paar Fragen bleiben hier jedoch für mich unbeantwortet!
Vielleicht möchtest du ja die ein oder andere beantworten!
1. Wo steht Solarworld deiner Meinung nach was RGS betrifft (USA/Deutschland)
2. ECN - Geschickt eingefädelt
neue energie 8/2010
Das Energieforschungszentrum der Niederlande weiß sich im internationalen Wettbewerb
der Institute zu behaupten. Die Holländer verkaufen ihr Know-how an aufstrebende chinesischeHersteller.
Das habe ich befürchtet.
Ich glaube hier brauche ich nochmal den letzten Wink mit dem Zaunpfahl.
Das Know How wird den Chinesen verkauft. Heisst das, hier werden nicht komplette RGS-Fertigungsstraßen a la Centrotherm an die Chinesen verkauft?
Einfacher formuliert.
Hat Solarworld mit RGR-Fertigungsstraßen ein Alleinstellungsmerkmal oder kann das - wie immer
- von den Chinesen kopiert werden und die stellen sich dann 500MW Produktionskapazität hin und fertig.Nach Lesen dieses Threads scheint es a noch ein paar Probleme/Anforderungen seitens RGS zu geben (z.b. Silizium Verunreinigungen).
Auch gehört da noch mehr zu, z.B: Granulierturm, Patente, F&E wie Solarworld sie hat?
Danke und Gruß,
MoeMeister
so jetzt aber GN8
Antwort auf Beitrag Nr.: 40.542.691 von moemeister am 18.11.10 00:58:04Hat Solarworld mit RGS-Fertigungsstraßen ein Alleinstellungsmerkmal
Hallo moemeister,
wenn RGS den Übergang in die industrielle Produktion schafft, hat der Vermarkter der RGS-Technik auch ein Alleinstellungsmerkmal am Markt. Deswegen wundert mich die Absichterklärung zum Verkauf der 35% Beteiligung schon etwas, ohne die genauen Hintergründe zu kennen. Hat FA nicht mal vor einiger Zeit im Zusammenhang mit dem koreanischem Partner über die Vermarktung eigener Technik als weiteres Standbein nachgedacht? Das wäre dann beim Verkauf vom Anteil der Entwicklungsgesellschaft vom Tisch.
Die Verunreinigungen
waren eigentlich das letzte große Problem bei RGS, die auch den Wirkungsgrad negativ beeinflußt haben, aber das sollte nach Reimann kein unlösbares Problem mehr sein. Eine wichtige Voraussetzung ist, das die RGS-Maschine bereits mit einer Vakuumkammer arbeitet.
Das Patent von Dr. C. Reimann (Einstein-Arward 2010)
vermeidet Materialfehler in Form von Ausscheidungen wie Siliciumdioxid (SiO2), Siliciumnitrid (Si3N4) und Siliciumcarbid (SiC). Diese können unerwünschte elektrische Aktivität zeigen sowie zur Ausbildung von Kurzschlussströmen führen und damit die Eigenschaften der Solarzellen (Wirkungsgrad) verschlechtern. Daher ist es äußerst wichtig, den Gehalt an Sauerstoff, Stickstoff und Kohlenstoff zu reduzieren bzw. zu kontrollieren und die mit diesen Elementen verbundene Ausscheidungsbildung zu vermeiden.
Christian Reimann untersuchte dazu den Einfluss der Erstarrungsgeschwindigkeit und einer speziell entwickelten Gasspüleinheit auf die Materialqualität der Siliciumblöcke. Zudem variierte er die eingesetzten Medien und Materialien und untersuchte den Einbau der Fremdstoffe und die damit verbundene Entstehung von Ausscheidungen in der Siliciumschmelze. Christian Reimann wies in seiner Arbeit nach, dass durch eine gezielt eingesetzte Gasspülung an der Oberfläche der Siliciumschmelze eine Durchmischung derselben erzielt werden kann. Dies wiederum führt dazu, dass trotz hoher Fremdstoffkonzentrationen Siliciumkristalle ohne Ausscheidungen hergestellt werden können.
ECN hat bereits Hochleistung-Solarzellen und die passenden automatischen Modullinien entwickelt. Das würde man gerne mit ihrer im RGS Development entwickelten RGS-Technik alles als niederländische Technik vermarkten. Die RGS-Technik baut jedoch auf dem exklusivem Patent der Deutschen Solar auf. Wird nur der Anteil an der Entwicklungsgesellschaft verkauft, müßte ECN trotzdem weiter Lizenzgebühren für das exklusive Patent (je hergestelltem Wafer) an die Deutsche Solar zahlen bei der Vermarktung ggf. bis nach China. Die Deutsche Solar kauft im Gegenzug ihre notwendige RGS Basistechnik dann bei ECN, könnte das aber mit evt. verbleibender eigener Technik unabhängig für sich weiter verbessern. Ist das der Grund, warum ECN in Heerlen weiter an der Technik arbeiten will?
Eine marktreife RGS-Technik würde die kristalline Solartechnik deutlich preiswerter machen, wobei der Wirkungsgrad immer geringer sein wird, als bei gesägten Wafern. Das ist kein Thema, wenn Fläche keine Rolle spielt wie bei großen Solarparks. Möglicherweise sieht FA mit Solarparc bessere Aussichten und Synergien für sein Unternehmen, die es bei der RGS Vermarktung in der F&E Gruppe so nicht gibt.
Mal sehen was FA wirklich vor hat, ohne darüber zu spekulieren.
S2, bossi
+++++
Wird wohl bei FA ein Gerücht bleiben ...
Übernahmegerüchte um Solarworld und First Solar
http://www.photovoltaik.eu/nachrichten/details/beitrag/berna…
Hallo moemeister,
wenn RGS den Übergang in die industrielle Produktion schafft, hat der Vermarkter der RGS-Technik auch ein Alleinstellungsmerkmal am Markt. Deswegen wundert mich die Absichterklärung zum Verkauf der 35% Beteiligung schon etwas, ohne die genauen Hintergründe zu kennen. Hat FA nicht mal vor einiger Zeit im Zusammenhang mit dem koreanischem Partner über die Vermarktung eigener Technik als weiteres Standbein nachgedacht? Das wäre dann beim Verkauf vom Anteil der Entwicklungsgesellschaft vom Tisch.
Die Verunreinigungen
waren eigentlich das letzte große Problem bei RGS, die auch den Wirkungsgrad negativ beeinflußt haben, aber das sollte nach Reimann kein unlösbares Problem mehr sein. Eine wichtige Voraussetzung ist, das die RGS-Maschine bereits mit einer Vakuumkammer arbeitet.
Das Patent von Dr. C. Reimann (Einstein-Arward 2010)
vermeidet Materialfehler in Form von Ausscheidungen wie Siliciumdioxid (SiO2), Siliciumnitrid (Si3N4) und Siliciumcarbid (SiC). Diese können unerwünschte elektrische Aktivität zeigen sowie zur Ausbildung von Kurzschlussströmen führen und damit die Eigenschaften der Solarzellen (Wirkungsgrad) verschlechtern. Daher ist es äußerst wichtig, den Gehalt an Sauerstoff, Stickstoff und Kohlenstoff zu reduzieren bzw. zu kontrollieren und die mit diesen Elementen verbundene Ausscheidungsbildung zu vermeiden.
Christian Reimann untersuchte dazu den Einfluss der Erstarrungsgeschwindigkeit und einer speziell entwickelten Gasspüleinheit auf die Materialqualität der Siliciumblöcke. Zudem variierte er die eingesetzten Medien und Materialien und untersuchte den Einbau der Fremdstoffe und die damit verbundene Entstehung von Ausscheidungen in der Siliciumschmelze. Christian Reimann wies in seiner Arbeit nach, dass durch eine gezielt eingesetzte Gasspülung an der Oberfläche der Siliciumschmelze eine Durchmischung derselben erzielt werden kann. Dies wiederum führt dazu, dass trotz hoher Fremdstoffkonzentrationen Siliciumkristalle ohne Ausscheidungen hergestellt werden können.
ECN hat bereits Hochleistung-Solarzellen und die passenden automatischen Modullinien entwickelt. Das würde man gerne mit ihrer im RGS Development entwickelten RGS-Technik alles als niederländische Technik vermarkten. Die RGS-Technik baut jedoch auf dem exklusivem Patent der Deutschen Solar auf. Wird nur der Anteil an der Entwicklungsgesellschaft verkauft, müßte ECN trotzdem weiter Lizenzgebühren für das exklusive Patent (je hergestelltem Wafer) an die Deutsche Solar zahlen bei der Vermarktung ggf. bis nach China. Die Deutsche Solar kauft im Gegenzug ihre notwendige RGS Basistechnik dann bei ECN, könnte das aber mit evt. verbleibender eigener Technik unabhängig für sich weiter verbessern. Ist das der Grund, warum ECN in Heerlen weiter an der Technik arbeiten will?
Eine marktreife RGS-Technik würde die kristalline Solartechnik deutlich preiswerter machen, wobei der Wirkungsgrad immer geringer sein wird, als bei gesägten Wafern. Das ist kein Thema, wenn Fläche keine Rolle spielt wie bei großen Solarparks. Möglicherweise sieht FA mit Solarparc bessere Aussichten und Synergien für sein Unternehmen, die es bei der RGS Vermarktung in der F&E Gruppe so nicht gibt.
Mal sehen was FA wirklich vor hat, ohne darüber zu spekulieren.
S2, bossi
+++++
Wird wohl bei FA ein Gerücht bleiben ...
Übernahmegerüchte um Solarworld und First Solar
http://www.photovoltaik.eu/nachrichten/details/beitrag/berna…
Antwort auf Beitrag Nr.: 40.527.550 von mickefett am 16.11.10 09:01:18Der Meister und sein Spiel ...
Es bleibt (wieder) in der Familie ...
http://www.taz.de/nc/1/archiv/archiv-start/?ressort=wu&dig=2…
... ein alter TAZ Artikel zur Windwelt Übernahme 2002
Es bleibt (wieder) in der Familie ...
http://www.taz.de/nc/1/archiv/archiv-start/?ressort=wu&dig=2…
... ein alter TAZ Artikel zur Windwelt Übernahme 2002
Antwort auf Beitrag Nr.: 40.512.216 von bossi1 am 12.11.10 15:17:19Oberflächenpassivierung von kristallinen Silizium Solarzellen
Bernd Bitnar - Dissertation
zur Erlangung des akademischen Grades des Doktors der Naturwissenschaften
(Dr. rer. nat.) an der Universität Konstanz Fakultät für Physik
Konstanz, Juli 1998
pdf 155 Seiten
http://kops.ub.uni-konstanz.de/volltexte/1999/85/pdf/85_1.pd…
Bernd Bitnar - Dissertation
zur Erlangung des akademischen Grades des Doktors der Naturwissenschaften
(Dr. rer. nat.) an der Universität Konstanz Fakultät für Physik
Konstanz, Juli 1998
pdf 155 Seiten
http://kops.ub.uni-konstanz.de/volltexte/1999/85/pdf/85_1.pd…
Antwort auf Beitrag Nr.: 40.559.299 von bossi1 am 20.11.10 15:00:18Hier ein Auszug aus dem GB der Solarparc AG
Erwartete Ertrags- und Finanzlage
Voraussichtliche Umsatz- und Ergebnisentwicklung
Wir erwarten für das Geschäftsjahr 2010 einen Konzernumsatz und ein Konzernergebnis über dem des Vorjahres. Konkret hängt die Umsatz- und Ertragsrealisation wesentlich vom Platzierungserfolg des Solarfonds Solarparc Deutschland I GmbH & Co. KG ab. Zum Bilanzstichtag und auch mit einsetzender Platzierung der Kommanditanteile gilt die Solarparc Aktiengesellschaft über die von ihr gegenüber dem Solarfonds abgegebene Platzierungsgarantie sowie über die Komplementärstellung der 100-prozentigen Tochtergesellschaft der Solarparc Aktiengesellschaft, der Solarparc Deutschland I GmbH als Komplementärin
der Fondsgesellschaft, als das über die Fondsgesellschaft die Kontrolle innehabende Unternehmen.
Erst wenn die Solarparc Aktiengesellschaft nicht mehr die faktische Kontrolle
über die Fondsgesellschaft ausübt, schlagen sich die Umsätze und Erträge aus der Fondsinitiierung im Konzernergebnis der Solarparc Aktiengesellschaft nieder. Mit fortschreitender Platzierung der Kommanditanteile der Fondsgesellschaft geht die faktische Kontrolle über die Fondsgesellschaft auf die beitretenden Kommanditisten der Fondsgesellschaft über.
Hierbei ist nicht der konkrete Platzierungsstand der Kommanditanteile ausschlaggebend, sondern der tatsächliche Verlust der Kontrollmöglichkeit über die Fondsgesellschaft. Als Kontrolle wird hier der maßgebliche Einfluss auf die Geschäftsführung der Fondsgesellschaft verstanden.
Im Verlauf des 1. Halbjahres 2010 werden wir den Bau des Solarparks Vestenbergsgreuth/Bayern (Größe: ca. 4,8 MWp) voraussichtlich abschließen. Wir beabsichtigen diesen Solarpark gegebenenfalls an einen Großinvestor zu veräußern, im Paket mit anderen Solarparks als Fondsprodukt zu platzieren oder zunächst in den Eigenbestand zu nehmen. Ein oder mehrere Projektverkäufe an Großinvestoren würden sich kurzfristig umsatz- und gewinnerhöhend niederschlagen. Die Platzierung als Fonds wäre wiederum von der Platzierung der Kommanditanteile und dem Innehaben einer faktischen Kontrolle über die Geschäftsführung dieser Fondsgesellschaft abhängig. Die Übernahme in den Eigenbestand würde sich langfristig konstant in den Umsätzen und nachhaltigen Erträgen niederschlagen.
Die Umsätze aus der Betriebsführung werden sich zum einen durch den Abschluss der
Betriebsführungsverträge mit dem Solarfonds Solarparc Deutschland I GmbH & Co. KG
nach dessen erwarteterEntkonsolidierung und zum anderen durch angestrebte Abschlüsse von weiteren Betriebsführungsverträgen auch für nicht von uns errichtete Solarkraftwerke voraussichtlich deutlich erhöhen.
VORAUSSICHTLICHE ENTWICKLUNG DER DIVIDENDEN
Unsere Aktionäre werden künftig weiter angemessen am Geschäftserfolg der Solarparc
Aktiengesellschaft beteiligt. Dividendenkontinuität ist uns ein zentrales Anliegen. Wir wollen damit die langjährige Treue unserer Anteilseigner belohnen. Mit steigenden Gewinnen werden auch die Dividenden wachsen – soweit es die unternehmerischen Ziele und Vorgaben, anstehende Investitionen und die Entwicklung neuer Projekte erlauben. Unser Ziel ist es, auch zukünftig Dividenden zu zahlen und somit an unserer Dividendenpolitik festzuhalten.
Entsprechend werden Aufsichtsrat und Vorstand der Hauptversammlung 2010 eine
Dividende in Höhe von 50 Eurocent je Aktie vorschlagen.•
Und gegen 16 Cent bei Solarworld ist die Dividende bei Solarpark z.Zt. bereits mehr als 3-mal so hoch. Weshalb sollte ich tauschen?
Schließlich beurteile ich das Geschäft von Solarpark als weniger volatil als das von Solarworld.
Erwartete Ertrags- und Finanzlage
Voraussichtliche Umsatz- und Ergebnisentwicklung
Wir erwarten für das Geschäftsjahr 2010 einen Konzernumsatz und ein Konzernergebnis über dem des Vorjahres. Konkret hängt die Umsatz- und Ertragsrealisation wesentlich vom Platzierungserfolg des Solarfonds Solarparc Deutschland I GmbH & Co. KG ab. Zum Bilanzstichtag und auch mit einsetzender Platzierung der Kommanditanteile gilt die Solarparc Aktiengesellschaft über die von ihr gegenüber dem Solarfonds abgegebene Platzierungsgarantie sowie über die Komplementärstellung der 100-prozentigen Tochtergesellschaft der Solarparc Aktiengesellschaft, der Solarparc Deutschland I GmbH als Komplementärin
der Fondsgesellschaft, als das über die Fondsgesellschaft die Kontrolle innehabende Unternehmen.
Erst wenn die Solarparc Aktiengesellschaft nicht mehr die faktische Kontrolle
über die Fondsgesellschaft ausübt, schlagen sich die Umsätze und Erträge aus der Fondsinitiierung im Konzernergebnis der Solarparc Aktiengesellschaft nieder. Mit fortschreitender Platzierung der Kommanditanteile der Fondsgesellschaft geht die faktische Kontrolle über die Fondsgesellschaft auf die beitretenden Kommanditisten der Fondsgesellschaft über.
Hierbei ist nicht der konkrete Platzierungsstand der Kommanditanteile ausschlaggebend, sondern der tatsächliche Verlust der Kontrollmöglichkeit über die Fondsgesellschaft. Als Kontrolle wird hier der maßgebliche Einfluss auf die Geschäftsführung der Fondsgesellschaft verstanden.
Im Verlauf des 1. Halbjahres 2010 werden wir den Bau des Solarparks Vestenbergsgreuth/Bayern (Größe: ca. 4,8 MWp) voraussichtlich abschließen. Wir beabsichtigen diesen Solarpark gegebenenfalls an einen Großinvestor zu veräußern, im Paket mit anderen Solarparks als Fondsprodukt zu platzieren oder zunächst in den Eigenbestand zu nehmen. Ein oder mehrere Projektverkäufe an Großinvestoren würden sich kurzfristig umsatz- und gewinnerhöhend niederschlagen. Die Platzierung als Fonds wäre wiederum von der Platzierung der Kommanditanteile und dem Innehaben einer faktischen Kontrolle über die Geschäftsführung dieser Fondsgesellschaft abhängig. Die Übernahme in den Eigenbestand würde sich langfristig konstant in den Umsätzen und nachhaltigen Erträgen niederschlagen.
Die Umsätze aus der Betriebsführung werden sich zum einen durch den Abschluss der
Betriebsführungsverträge mit dem Solarfonds Solarparc Deutschland I GmbH & Co. KG
nach dessen erwarteterEntkonsolidierung und zum anderen durch angestrebte Abschlüsse von weiteren Betriebsführungsverträgen auch für nicht von uns errichtete Solarkraftwerke voraussichtlich deutlich erhöhen.
VORAUSSICHTLICHE ENTWICKLUNG DER DIVIDENDEN
Unsere Aktionäre werden künftig weiter angemessen am Geschäftserfolg der Solarparc
Aktiengesellschaft beteiligt. Dividendenkontinuität ist uns ein zentrales Anliegen. Wir wollen damit die langjährige Treue unserer Anteilseigner belohnen. Mit steigenden Gewinnen werden auch die Dividenden wachsen – soweit es die unternehmerischen Ziele und Vorgaben, anstehende Investitionen und die Entwicklung neuer Projekte erlauben. Unser Ziel ist es, auch zukünftig Dividenden zu zahlen und somit an unserer Dividendenpolitik festzuhalten.
Entsprechend werden Aufsichtsrat und Vorstand der Hauptversammlung 2010 eine
Dividende in Höhe von 50 Eurocent je Aktie vorschlagen.•
Und gegen 16 Cent bei Solarworld ist die Dividende bei Solarpark z.Zt. bereits mehr als 3-mal so hoch. Weshalb sollte ich tauschen?
Schließlich beurteile ich das Geschäft von Solarpark als weniger volatil als das von Solarworld.
Antwort auf Beitrag Nr.: 40.559.632 von mickefett am 20.11.10 16:59:52Weshalb sollte ich tauschen?
Ich würde bei der bisherigen Dividendenredite bei Solarparc das 1:1 Angebot zum Tausch auch nicht annehmen. Die Solarparc Geschäftsaussichten können als Teil von Solarworld nur noch besser werden und das gilt sinngemäß auch für die erfreuliche Dividendenkontinuität.
Ich würde bei der bisherigen Dividendenredite bei Solarparc das 1:1 Angebot zum Tausch auch nicht annehmen. Die Solarparc Geschäftsaussichten können als Teil von Solarworld nur noch besser werden und das gilt sinngemäß auch für die erfreuliche Dividendenkontinuität.
Das eigentliche RGS Patent ...
liegt bei der Go! Sun GmbH, einem 100% Tochterunternehmen der Deutschen Solar. Auf diesem Patent bauen alle weiteren Entwicklungen der RGS-Development BV auf und das wurde damals exklusiv von der Deutschen Solar in die gemeinsame niederländische F&E Gesellschaft eingebracht.
siehe #73 ff ...
European Patent EP1061160
Erfinder:
Haessler, Dr. Christian (DE)
Hoefs, Dr. Hans-ulrich (DE)
Koch, Dr. Wolfgang (DE)
Thurm, Dr. Siegfried (DE)
Breitenstein, Dr. Otwin (DE)
Anmelder:
Bayer AG
Patenterteilung:
20.12.2000
Patent pdf 9 Seiten
http://www.freepatentsonline.com/EP1061160.pdf
liegt bei der Go! Sun GmbH, einem 100% Tochterunternehmen der Deutschen Solar. Auf diesem Patent bauen alle weiteren Entwicklungen der RGS-Development BV auf und das wurde damals exklusiv von der Deutschen Solar in die gemeinsame niederländische F&E Gesellschaft eingebracht.
siehe #73 ff ...
European Patent EP1061160
Erfinder:
Haessler, Dr. Christian (DE)
Hoefs, Dr. Hans-ulrich (DE)
Koch, Dr. Wolfgang (DE)
Thurm, Dr. Siegfried (DE)
Breitenstein, Dr. Otwin (DE)
Anmelder:
Bayer AG
Patenterteilung:
20.12.2000
Patent pdf 9 Seiten
http://www.freepatentsonline.com/EP1061160.pdf
Antwort auf Beitrag Nr.: 40.560.285 von bossi1 am 20.11.10 21:20:41Das eigentliche RGS Patent ...
Gibt es vielleicht neben dem RGS-Engagement und den heute bekannt gewordenem Lithium-Aktivitäten auch Kontake zu Kolibri-Technologie von DBM-Energy !!??
Der neugierige
olmo
Gibt es vielleicht neben dem RGS-Engagement und den heute bekannt gewordenem Lithium-Aktivitäten auch Kontake zu Kolibri-Technologie von DBM-Energy !!??
Der neugierige
olmo
http://www.freiepresse.de/NACHRICHTEN/THEMA_DES_TAGES_REGION…
Das könnte laaaangfristig auch ein genialer Schachzug werden, da sie ja buchstäblich darauf sitzen!
Das könnte laaaangfristig auch ein genialer Schachzug werden, da sie ja buchstäblich darauf sitzen!
Antwort auf Beitrag Nr.: 40.593.219 von lieberlong am 25.11.10 20:05:08
Anreicherungen von Zinnwaldit im Osterzgebirge haben in der 2. Hälfte des letzten Jahrhunderts zur Ausweisung von etwa 30.000 Tonnen Lithium als nachgewiesener Vorrat gemäß DDR-Klassifikation geführt. Zu nennen sind hier Altenberg und Zinnwald. In ähnlicher Größenordnung bewegen sich – allerdings nur prognostische - Vorratszahlen für die Lokalitäten Schenkenshöhe und Sachsenhöhe.
http://www.forsten.sachsen.de/umwelt/download/Lithium.pdf
... ein Altenberg gibt es auch bei mir vor der Haustür, nur findet man dort keine Zink- oder Lithiumminerale. Schon mal bei Dir im Garten gesucht, bevor FA mit dem Spaten auftaucht?
Anreicherungen von Zinnwaldit im Osterzgebirge haben in der 2. Hälfte des letzten Jahrhunderts zur Ausweisung von etwa 30.000 Tonnen Lithium als nachgewiesener Vorrat gemäß DDR-Klassifikation geführt. Zu nennen sind hier Altenberg und Zinnwald. In ähnlicher Größenordnung bewegen sich – allerdings nur prognostische - Vorratszahlen für die Lokalitäten Schenkenshöhe und Sachsenhöhe.
http://www.forsten.sachsen.de/umwelt/download/Lithium.pdf
... ein Altenberg gibt es auch bei mir vor der Haustür, nur findet man dort keine Zink- oder Lithiumminerale. Schon mal bei Dir im Garten gesucht, bevor FA mit dem Spaten auftaucht?
Antwort auf Beitrag Nr.: 40.589.186 von olmo am 25.11.10 12:06:13
Erstaunlich was die Kolibri Technik leistet.
http://www.dbm-energy.com/
Erstaunlich was die Kolibri Technik leistet.
http://www.dbm-energy.com/
Antwort auf Beitrag Nr.: 40.594.111 von bossi1 am 25.11.10 22:56:1614. Januar 2010
Freiberger Wissenschaftler erkunden heimische Lithiumvorkommen
Die steigende Nachfrage nach Lithium in Deutschland wird derzeit ausschließlich über Importe gedeckt. Dabei kommt das seltene Metall auch in Deutschland vor. Die größten heimischen Lithiumressourcen liegen im Erzgebirge. Freiberger Wissenschaftler erforschen neue Wege, um diese heimischen Lagerstätten wirtschaftlich nutzen zu können.

Acht Tonnen Gestein reich an Lithium-Glimmer, verteilt auf zwei Container, trafen Mitte
November an der TU Bergakademie Freiberg ein. Die umfangreiche Probe - die größte, die
nach der Wende aus einem Bergwerk in Sachsen genommen wurde - stammt aus Zinnwald-
Georgenfeld.
Die dortige Lagerstätte gab dem lithiumhaltigen Mineral Zinnwaldit ihren Namen. Sie war bis 1945 sogar die größte Lithiummine Europas, obwohl das Hauptinteresse an dem dortigen Zinnvorkommen lag. Nach dem Zweiten Weltkrieg wurde der Abbau von Lithium eingestellt. Heute können Besucher noch die alten Stollen in einem Schaubergwerk besichtigen. Doch vielleicht ist die Geschichte des aktiven Bergbaus in Zinnwald noch nicht zu Ende.
„Wir möchten das Probematerial aus dem Erzgebirge auf seinen Lithium-Gehalt untersuchen und innovative Verfahren entwickeln, um das Element wirtschaftlich aus dem Erz zu gewinnen“, kündigt Prof. Jens Gutzmer, Professor für Lagerstättenkunde an der TU Bergakademie Freiberg, an.
Gegenwärtig wird Lithium zu mehr als 75% aus den Restlösungen ausgetrockneter Salzseen im Hochgebirge Südamerikas, den so genannten Salaren, gewonnen. Der Rest stammt aus Erzlagerstätten, unter anderem in Australien und Canada. „Die Vorkommen in Sachsen rangieren, was die Menge an enthaltenem Lithium betrifft, weltweit unter den Top 10-Lagerstätten“, schätzt Prof. Jens Gutzmer. So liegen in Zinnwald nach älteren Schätzungen rund 50 Kilotonnen Lithium. „Wir gehen davon aus, dass der Gehalt sogar noch höher liegt.“
Um diesen exakt zu ermitteln, analysieren die Mineralogen an der TU Bergakademie Freiberg in einem ersten Schritt die umfangreichen Gesteinsproben. Dazu muss das Material zerkleinert und für die Analysen vorbereitet werden - eine Aufgabe, die das Freiberger Institut für Mechanische Verfahrenstechnik und Aufbereitungstechnik übernimmt. Die TU Bergakademie verfügt als Ressourcenuniversität über die einmalige Infrastruktur, um alle Schritte - von der Erkundung über die Aufbereitung bis zur Gewinnung des Lithiums - zu erforschen.
Ziel der wissenschaftlichen Arbeiten in Freiberg ist es, eine kostengünstige und umweltschonende Technologie zur Herstellung von hochreinem Lithiumkarbonat aus den Erzen des Erzgebirges zu entwickeln.
An der Umsetzung arbeiten in Freiberg Mineralogen, Chemiker, Verfahrenstechniker und Metallurgen in einer „Lithium-Initiative“ eng zusammen. Mit den steigenden Lithium-Preisen werden solche Technologien auch weltweit interessant. „Das Verfahren könnte an ähnlichen Lagerstätten zum Einsatz kommen, etwa in Russland oder England“, blickt Prof. Gutzmer voraus.
http://tu-freiberg.de/presse/pressemappe/mappe01.html
Freiberger Wissenschaftler erkunden heimische Lithiumvorkommen
Die steigende Nachfrage nach Lithium in Deutschland wird derzeit ausschließlich über Importe gedeckt. Dabei kommt das seltene Metall auch in Deutschland vor. Die größten heimischen Lithiumressourcen liegen im Erzgebirge. Freiberger Wissenschaftler erforschen neue Wege, um diese heimischen Lagerstätten wirtschaftlich nutzen zu können.
Acht Tonnen Gestein reich an Lithium-Glimmer, verteilt auf zwei Container, trafen Mitte
November an der TU Bergakademie Freiberg ein. Die umfangreiche Probe - die größte, die
nach der Wende aus einem Bergwerk in Sachsen genommen wurde - stammt aus Zinnwald-
Georgenfeld.
Die dortige Lagerstätte gab dem lithiumhaltigen Mineral Zinnwaldit ihren Namen. Sie war bis 1945 sogar die größte Lithiummine Europas, obwohl das Hauptinteresse an dem dortigen Zinnvorkommen lag. Nach dem Zweiten Weltkrieg wurde der Abbau von Lithium eingestellt. Heute können Besucher noch die alten Stollen in einem Schaubergwerk besichtigen. Doch vielleicht ist die Geschichte des aktiven Bergbaus in Zinnwald noch nicht zu Ende.
„Wir möchten das Probematerial aus dem Erzgebirge auf seinen Lithium-Gehalt untersuchen und innovative Verfahren entwickeln, um das Element wirtschaftlich aus dem Erz zu gewinnen“, kündigt Prof. Jens Gutzmer, Professor für Lagerstättenkunde an der TU Bergakademie Freiberg, an.
Gegenwärtig wird Lithium zu mehr als 75% aus den Restlösungen ausgetrockneter Salzseen im Hochgebirge Südamerikas, den so genannten Salaren, gewonnen. Der Rest stammt aus Erzlagerstätten, unter anderem in Australien und Canada. „Die Vorkommen in Sachsen rangieren, was die Menge an enthaltenem Lithium betrifft, weltweit unter den Top 10-Lagerstätten“, schätzt Prof. Jens Gutzmer. So liegen in Zinnwald nach älteren Schätzungen rund 50 Kilotonnen Lithium. „Wir gehen davon aus, dass der Gehalt sogar noch höher liegt.“
Um diesen exakt zu ermitteln, analysieren die Mineralogen an der TU Bergakademie Freiberg in einem ersten Schritt die umfangreichen Gesteinsproben. Dazu muss das Material zerkleinert und für die Analysen vorbereitet werden - eine Aufgabe, die das Freiberger Institut für Mechanische Verfahrenstechnik und Aufbereitungstechnik übernimmt. Die TU Bergakademie verfügt als Ressourcenuniversität über die einmalige Infrastruktur, um alle Schritte - von der Erkundung über die Aufbereitung bis zur Gewinnung des Lithiums - zu erforschen.
Ziel der wissenschaftlichen Arbeiten in Freiberg ist es, eine kostengünstige und umweltschonende Technologie zur Herstellung von hochreinem Lithiumkarbonat aus den Erzen des Erzgebirges zu entwickeln.
An der Umsetzung arbeiten in Freiberg Mineralogen, Chemiker, Verfahrenstechniker und Metallurgen in einer „Lithium-Initiative“ eng zusammen. Mit den steigenden Lithium-Preisen werden solche Technologien auch weltweit interessant. „Das Verfahren könnte an ähnlichen Lagerstätten zum Einsatz kommen, etwa in Russland oder England“, blickt Prof. Gutzmer voraus.
http://tu-freiberg.de/presse/pressemappe/mappe01.html
Antwort auf Beitrag Nr.: 40.596.069 von bossi1 am 26.11.10 11:04:50Katharina Nickoleit
Bolivien: Lithium
Was ein Salzsee mit Elektroautos zu tun hat
Mitten auf dem gleißenden Weiß des Salar de Uyuni stehen ein paar Kegel aus Maschendraht, die mit orangefarbener Plastikfolie verkleidet sind. Auf der Spitze der Kegel drehen sich Räder klappernd im Wind. Im Innern der Kegel wird durch Schläuche Salzlauge nach oben gepumpt, die von den Rädern über die Kegel verteilt wird. An denen läuft sie nach unten, wobei das Wasser zum Großteil verdunstet. Übrig bleibt eine konzentrierte Salzlauge mit dem begehrten Lithium des Sees. Die ungewöhnliche Konstruktion ist der ganze Stolz des bolivianischen Projektleiters, des Bergbauingenieurs Jaime Claros: "Das Ganze begann an einem lauen Sommerabend in einem Garten in Freiberg bei Dresden. Ich saß gemeinsam mit Professor Wolfgang Voigt bei einem Glas Wein und plötzlich kam uns die Idee, wie man die Salzlauge eindampfen kann, um an das Lithium zu kommen." ...
http://www.caiman.de/11_10/art_4/index.shtml
+++++
Das wurde von Prof. Wolfgang Voigt von der TU Bergakademie Freiberg zu einem Patent umgesetzt ...
(WO/2010/086375)
METHOD AND DEVICE FOR SOLAR EVAPORATION OF SALT SOLUTIONS
Applicants:
TECHNISCHE UNIVERSITÄT BERGAKADEMIE FREIBERG
Inventors:
VOIGT, Wolfgang; (DE).
HEIDE, Gerhard; (DE).
SCHMITT, Julia; (DE).
BELTZ, Carmen; (DE).
HERTAM, Anke; (DE).
CLAROS JIMÉNEZ, Jaime T.; (BO).
RIZZO MORALES, Heriberto; (BO).
MANRIQUE MORALES, Guillermo; (BO).
FERRUFINO TERCEROS, Luis; (BO).
Publication Date:
05.08.2010
http://www.wipo.int/pctdb/en/wo.jsp?WO=2010086375
+++++
Die 8 to Lithium-Glimmer aus Zinnwald in Sachsen wurden bereits im Janaur 2010 der Bergakademie in Freiberg angeliefert. Auch dabei wird man sich bereits bei einem Glas Wein Gedanken gemacht haben, wie ein inovatives Verfahren zur Trennung aus dem Erz aussehen könnte ...
Bolivien: Lithium
Was ein Salzsee mit Elektroautos zu tun hat
Mitten auf dem gleißenden Weiß des Salar de Uyuni stehen ein paar Kegel aus Maschendraht, die mit orangefarbener Plastikfolie verkleidet sind. Auf der Spitze der Kegel drehen sich Räder klappernd im Wind. Im Innern der Kegel wird durch Schläuche Salzlauge nach oben gepumpt, die von den Rädern über die Kegel verteilt wird. An denen läuft sie nach unten, wobei das Wasser zum Großteil verdunstet. Übrig bleibt eine konzentrierte Salzlauge mit dem begehrten Lithium des Sees. Die ungewöhnliche Konstruktion ist der ganze Stolz des bolivianischen Projektleiters, des Bergbauingenieurs Jaime Claros: "Das Ganze begann an einem lauen Sommerabend in einem Garten in Freiberg bei Dresden. Ich saß gemeinsam mit Professor Wolfgang Voigt bei einem Glas Wein und plötzlich kam uns die Idee, wie man die Salzlauge eindampfen kann, um an das Lithium zu kommen." ...
http://www.caiman.de/11_10/art_4/index.shtml
+++++
Das wurde von Prof. Wolfgang Voigt von der TU Bergakademie Freiberg zu einem Patent umgesetzt ...
(WO/2010/086375)
METHOD AND DEVICE FOR SOLAR EVAPORATION OF SALT SOLUTIONS
Applicants:
TECHNISCHE UNIVERSITÄT BERGAKADEMIE FREIBERG
Inventors:
VOIGT, Wolfgang; (DE).
HEIDE, Gerhard; (DE).
SCHMITT, Julia; (DE).
BELTZ, Carmen; (DE).
HERTAM, Anke; (DE).
CLAROS JIMÉNEZ, Jaime T.; (BO).
RIZZO MORALES, Heriberto; (BO).
MANRIQUE MORALES, Guillermo; (BO).
FERRUFINO TERCEROS, Luis; (BO).
Publication Date:
05.08.2010
http://www.wipo.int/pctdb/en/wo.jsp?WO=2010086375
+++++
Die 8 to Lithium-Glimmer aus Zinnwald in Sachsen wurden bereits im Janaur 2010 der Bergakademie in Freiberg angeliefert. Auch dabei wird man sich bereits bei einem Glas Wein Gedanken gemacht haben, wie ein inovatives Verfahren zur Trennung aus dem Erz aussehen könnte ...
Antwort auf Beitrag Nr.: 40.601.321 von bossi1 am 26.11.10 23:54:10Hallo Bo$$i,
hier noch eine schöne Darstellung der freiberger Arbeiten:
ab S. 19
http://issuu.com/wisa/docs/gesamt_t_fbak2010_einzelseiten.pd…
hier noch eine schöne Darstellung der freiberger Arbeiten:
ab S. 19
http://issuu.com/wisa/docs/gesamt_t_fbak2010_einzelseiten.pd…
Antwort auf Beitrag Nr.: 40.601.321 von bossi1 am 26.11.10 23:54:10TU Bergakademie Freiberg will Lithium-Batterien größer und sicherer machen
Christian Möls Presse- und Öffentlichkeitsarbeit Technische Universität Bergakademie Freiberg
05.05.2009 17:26

Der Freiberger Chemiker Prof. Wolfgang Voigt (r.) untersucht mit
Prof. Jens Gutzmer (l.) und Prof. Hans Jürgen Seifert (M.) am
Rasterelektronenmikroskop einen Granit mit Zinnwaldit. Das Mineral
aus dem Erzgebirge enthält Lithium, das in Batterien der neusten
Generation zum Einsatz kommt.

Der Freiberger Werkstoffwissenschaftler Prof. Hans Jürgen Seifert
untersucht am Röntgendiffraktometer eine lithiumhaltige Legierung,
die in Lithium-Ionen-Batterien zum Einsatz kommt.
Die TU Bergakademie Freiberg hat am 5. Mai 2009 die "Lithium-Initiative Freiberg" gestartet. Wissenschaftler von fünf Fakultäten forschen in der Initiative mit Partnern aus der Industrie an neuen Lithium-Ionen-Technologien. Gemeinsam wollen die Experten unter anderem größere und vor allem sicherere Lithium-Ionenbatterien für Autos entwickeln. Auch die Frage, wie der steigende Lithium-Bedarf der Industrie gedeckt werden kann, wird Thema sein.
"Mit der Lithium-Initative wird an der TU Bergakademie ein wissenschaftliches Lithium-Kompetenz-Zentrum entstehen, das hilft, Sachsen zu einem führenden Standort der Lithium-Technologie zu machen", erklärt Prof. Voigt, Professor für Anorganische Chemie an der TU Bergakademie Freiberg und Initiator der Lithium-Initiative. Partner der Initiative sind das Geokompetenz-Zentrum Freiberg e.V., die Bundesanstalt für Geologie und Rohstoffe Hannover (BGR), die Autonome Universität in Potosi (Bolivien), aber auch Firmen in Sachsen und Thüringen, wie LiTEC-EVONIK Kamenz, K-UTEC Salt Technologies AG Sondershausen und ERCOSPLAN Erfurt.
Die Lithium-Forschung hat sich bereits als fester Bestandteil der Werkstoffforschung an der TU Bergakademie Freiberg etabliert. So richtet die Deutsche Forschungsgemeinschaft (DFG) derzeit an der Freiberger Universität ein Schwerpunktprogramm ein. In dem Programm werden Wissenschaftler aus ganz Deutschland an Werkstoffen für die nächste Generation der Lithium-Ionenbatterien entwickeln. Der Freiberger Universität stehen dafür von der DFG fünf Jahre lang über acht Millionen Euro zur Verfügung.
"Lithium wird zu einem strategischen Energie-Rohstoff", ist sich Prof. Voigt sicher. Lithium ist zwar als Rohstoff über die ganze Welt verteilt, aber immer nur in geringen Konzentrationen vorhanden. Zudem ist bisher viel Energie und Aufwand notwendig, es zu gewinnen. Die Nachfrage nach dem Leichtmetall wird jedoch in den nächsten Jahren enorm steigen, vor allem durch seinen Einsatz in Lithium-Ionen-Batterien in Hybrid-Fahrzeugen. So will Mitsubishi im nächsten Jahr in Großserie gehen, andere Firmen haben ähnliche Pläne. Schon geht die Befürchtung um, das weltweit verfügbare Lithium könnte nicht reichen.
Lithium wird gegenwärtig zu mehr als 75% aus den Restlösungen ausgetrockneter Salzseen im Hochgebirge Südamerikas, den so genannten Salaren, gewonnen. Hauptroduzenten sind Chile und Argentinien. Die größten Reserven liegen aber im Salar de Uyuni in Bolivien und wurden noch nicht angetastet. Die TU Bergakademie Freiberg hat mit der dort ansässigen Universität in Potosi ein gemeinsames Forschungsprogramm gestartet, um für diesen Salar effektive Methoden der Gewinnung von Lithiumsalz zu entwickeln. Hierbei wirken Chemiker, Verfahrenstechniker, Geologen und Mineralogen zusammen. Die TU Bergakademie hat hier die besondere Möglichkeit, neue Gewinnungsverfahren, zum Beispiel die solare Eindampfung mit selektiver Kristallisation der Salze, direkt im Salar zu erproben und zu optimieren.
Aber auch die einheimischen Ressourcen in Sachsen wird die "Lithium-Iniative Freiberg" in den Blick nehmen. Das Erzgebirge gehört zu den wenigen Regionen in Europa, in denen Minerale mit erhöhten Lithiumgehalten vorkommen. Schließlich erhielt ja das Lithium-Mineral Zinnwaldit den Namen nach dem Fundort im Erzgebirge. Die Lithium-Initiative macht es sich auch zur Aufgabe, diese und andere einheimische Rohstoffe auf ihre Nutzbarkeit zur Lithiumgewinnung unter modernen wissenschaftlich-technischen Rahmenbedingungen neu zu bewerten bzw. neue Verfahren für ihre Gewinnung zu entwickeln.
http://idw-online.de/pages/de/news313548
Christian Möls Presse- und Öffentlichkeitsarbeit Technische Universität Bergakademie Freiberg
05.05.2009 17:26
Der Freiberger Chemiker Prof. Wolfgang Voigt (r.) untersucht mit
Prof. Jens Gutzmer (l.) und Prof. Hans Jürgen Seifert (M.) am
Rasterelektronenmikroskop einen Granit mit Zinnwaldit. Das Mineral
aus dem Erzgebirge enthält Lithium, das in Batterien der neusten
Generation zum Einsatz kommt.
Der Freiberger Werkstoffwissenschaftler Prof. Hans Jürgen Seifert
untersucht am Röntgendiffraktometer eine lithiumhaltige Legierung,
die in Lithium-Ionen-Batterien zum Einsatz kommt.
Die TU Bergakademie Freiberg hat am 5. Mai 2009 die "Lithium-Initiative Freiberg" gestartet. Wissenschaftler von fünf Fakultäten forschen in der Initiative mit Partnern aus der Industrie an neuen Lithium-Ionen-Technologien. Gemeinsam wollen die Experten unter anderem größere und vor allem sicherere Lithium-Ionenbatterien für Autos entwickeln. Auch die Frage, wie der steigende Lithium-Bedarf der Industrie gedeckt werden kann, wird Thema sein.
"Mit der Lithium-Initative wird an der TU Bergakademie ein wissenschaftliches Lithium-Kompetenz-Zentrum entstehen, das hilft, Sachsen zu einem führenden Standort der Lithium-Technologie zu machen", erklärt Prof. Voigt, Professor für Anorganische Chemie an der TU Bergakademie Freiberg und Initiator der Lithium-Initiative. Partner der Initiative sind das Geokompetenz-Zentrum Freiberg e.V., die Bundesanstalt für Geologie und Rohstoffe Hannover (BGR), die Autonome Universität in Potosi (Bolivien), aber auch Firmen in Sachsen und Thüringen, wie LiTEC-EVONIK Kamenz, K-UTEC Salt Technologies AG Sondershausen und ERCOSPLAN Erfurt.
Die Lithium-Forschung hat sich bereits als fester Bestandteil der Werkstoffforschung an der TU Bergakademie Freiberg etabliert. So richtet die Deutsche Forschungsgemeinschaft (DFG) derzeit an der Freiberger Universität ein Schwerpunktprogramm ein. In dem Programm werden Wissenschaftler aus ganz Deutschland an Werkstoffen für die nächste Generation der Lithium-Ionenbatterien entwickeln. Der Freiberger Universität stehen dafür von der DFG fünf Jahre lang über acht Millionen Euro zur Verfügung.
"Lithium wird zu einem strategischen Energie-Rohstoff", ist sich Prof. Voigt sicher. Lithium ist zwar als Rohstoff über die ganze Welt verteilt, aber immer nur in geringen Konzentrationen vorhanden. Zudem ist bisher viel Energie und Aufwand notwendig, es zu gewinnen. Die Nachfrage nach dem Leichtmetall wird jedoch in den nächsten Jahren enorm steigen, vor allem durch seinen Einsatz in Lithium-Ionen-Batterien in Hybrid-Fahrzeugen. So will Mitsubishi im nächsten Jahr in Großserie gehen, andere Firmen haben ähnliche Pläne. Schon geht die Befürchtung um, das weltweit verfügbare Lithium könnte nicht reichen.
Lithium wird gegenwärtig zu mehr als 75% aus den Restlösungen ausgetrockneter Salzseen im Hochgebirge Südamerikas, den so genannten Salaren, gewonnen. Hauptroduzenten sind Chile und Argentinien. Die größten Reserven liegen aber im Salar de Uyuni in Bolivien und wurden noch nicht angetastet. Die TU Bergakademie Freiberg hat mit der dort ansässigen Universität in Potosi ein gemeinsames Forschungsprogramm gestartet, um für diesen Salar effektive Methoden der Gewinnung von Lithiumsalz zu entwickeln. Hierbei wirken Chemiker, Verfahrenstechniker, Geologen und Mineralogen zusammen. Die TU Bergakademie hat hier die besondere Möglichkeit, neue Gewinnungsverfahren, zum Beispiel die solare Eindampfung mit selektiver Kristallisation der Salze, direkt im Salar zu erproben und zu optimieren.
Aber auch die einheimischen Ressourcen in Sachsen wird die "Lithium-Iniative Freiberg" in den Blick nehmen. Das Erzgebirge gehört zu den wenigen Regionen in Europa, in denen Minerale mit erhöhten Lithiumgehalten vorkommen. Schließlich erhielt ja das Lithium-Mineral Zinnwaldit den Namen nach dem Fundort im Erzgebirge. Die Lithium-Initiative macht es sich auch zur Aufgabe, diese und andere einheimische Rohstoffe auf ihre Nutzbarkeit zur Lithiumgewinnung unter modernen wissenschaftlich-technischen Rahmenbedingungen neu zu bewerten bzw. neue Verfahren für ihre Gewinnung zu entwickeln.
http://idw-online.de/pages/de/news313548
Antwort auf Beitrag Nr.: 40.601.664 von topdollar am 27.11.10 09:39:32Goldrausch-Stimmung im Erzgebirge
Deutschland steht vor einer Wiederbelebung des Erzbergbaus
Auszug ...
Nur knapp 20 Jahre später könnte es wieder losgehen. In die Höhe schnellende Rohstoffpreise rücken die – noch reichlich vorhandenen – Bodenschätze im Erzgebirge und in der Lausitz wieder ins Interesse der Produzenten. Ein großer Vorteil für die Unternehmen: Kaum ein anderes Land hat seine Bodenschätze so genau erkundet wie die DDR. In den Archiven der Landesämter für Geologie finden sich genaue Aufzeichnungen über Ort und Menge der Lagerstätten. Im Fokus der Produzenten: Zink, Zinn, Wolfram, Kupfer, Fluss- und Schwerspat – aber auch auf dem Weltmarkt heiß umkämpfte seltene Metalle wie Molybdän, Lithium oder Indium.

http://www.wdr.de/tv/quarks/sendungsbeitraege/2010/0223/001_…
Deutschland steht vor einer Wiederbelebung des Erzbergbaus
Auszug ...
Nur knapp 20 Jahre später könnte es wieder losgehen. In die Höhe schnellende Rohstoffpreise rücken die – noch reichlich vorhandenen – Bodenschätze im Erzgebirge und in der Lausitz wieder ins Interesse der Produzenten. Ein großer Vorteil für die Unternehmen: Kaum ein anderes Land hat seine Bodenschätze so genau erkundet wie die DDR. In den Archiven der Landesämter für Geologie finden sich genaue Aufzeichnungen über Ort und Menge der Lagerstätten. Im Fokus der Produzenten: Zink, Zinn, Wolfram, Kupfer, Fluss- und Schwerspat – aber auch auf dem Weltmarkt heiß umkämpfte seltene Metalle wie Molybdän, Lithium oder Indium.
http://www.wdr.de/tv/quarks/sendungsbeitraege/2010/0223/001_…
Das Patent der Metallhandelsgesellschaft zur Herstellung von Lithiumcarbonat aus Erzen oder Erzkonzentraten (wie in Sachsen) beschreibt Verfahren, die ähnlich bei Solarsilizium (JSSI/Evonik) in Wirbelschichtreaktoren und vergleichbaren Temperaturen / Techniken zum Einsatz kommen. Das erklärt auch das besondere Interesse von FA an Lithium-Lagerstätten vor der Haustüre und deren Verarbeitung ggf. in Freiberg ...
DE3622105A1
Verfahren zur Gewinnung von Lithiumcarbonat
Anmelder
Metallgesellschaft AG, 6000 Frankfurt, DE
Erfinder
Brödermann, Paul, 6393 Wehrheim, DE;
Krüger, Gerhard;
Heng, Rudolf, 6370 Oberursel, DE
Veröffentlichungstag im Patentblatt
07.01.1988
Auszug ...
Die Erfindung betrifft ein Verfahren zur Gewinnung von Lithiumcarbonat aus dekrepitierbaren lithiumhaltigen Erzen oder Erzkonzentraten, wobei das Erz oder Erzkonzentrat bei Temperaturen von etwa 800° bis 1100°C in die hinsichtlich der Lithiumkomponente laugbare Form umgewandelt wird, im dekrepitierten Gut das Lithium durch thermische Aufschlußbehandlung mit überschüssiger konzentrierter Schwefelsäure in Lithiumsulfat überführt wird, das Röstgut mit Wasser gelaugt und von dem Rückstand abfiltriert wird, und im Filtrat nach Abtrennen ausgefällter Verunreinigungen Lithiumcarbonat mit konzentrierter Sodalösung ausgefällt und aufgearbeitet wird, sowie dessen Anwendung auf die Verarbeitung von alpha-Spodumen, Petalit und Lepidolit.
Es ist bekannt, Lithium-Erze oder -Erzkonzentrate, wie Spodumen oder Petalit, durch thermische Behandlung, üblicherweise als Dekrepitierung bezeichnet, in einen für die saure Aufschlußarbeit geeigneten Zustand zu bringen. Bei der Dekrepitierung, die üblicherweise im Drehrohrofen bei etwa 1000° bis 1100°C vorgenommen wird, wird Spodumen aus der alpha-Modifikation in die beta-Modifikation überführt und Petalit in beta-Spodumen und Quarz umgewandelt.
Nach der Dekrepitierung wird der beta-Spodumen, ggf. nach einer weiteren Aufmahlung, mit überschüssiger konzentrierter Schwefelsäure, bezogen auf den Lithiumgehalt des Erzes, versetzt. Die quasi erdfeuchte Mischung wird in einen geeigneten Ofen, wie Drehrohrofen, eingeführt und bei Temperaturen von ca. 250° bis 300°C aufgeschlossen. Der nunmehr in Form von löslichem Lithiumsulfat vorliegende Lithiuminhalt des Erzes wird durch Einbringen des Reaktionsgutes in geeignete Laugungsbehälter mit heißem Wasser, üblicherweise unter Gegenstromführung von Material und Wasser, kontinuierlich ausgelaugt. Dabei wird der Laugungsflüssigkeit eine ausreichende Menge Soda für die Einstellung eines pH-Wertes von etwa 6 bis 7 zugegeben, um die Verunreinigungen, wie Calcium, Magnesium, Eisen und Aluminium, als unlösliche Verbindungen auszufällen. Nach Abtrennung des Rückstandes wird eine konzentrierte Lösung von Lithiumsulfat erhalten, aus der bei erhöhten Temperaturen mit konzentrierter Sodalösung Lithiumcarbonat ausgefällt und abgetrennt wird.
Es ist des weiteren bekannt, die Dekrepitierung in anderen als Drehrohröfen vorzunehmen, wie Muffelöfen oder Fließbettreaktoren (US-PS 30 17 243). Aus der Tatsache, daß Drehrohr-, Etagen- oder Muffelöfen in gleicher Weise wie Fließbettreaktoren verwendet werden können, ist zu folgern, daß der Form der Behandlung und der Aufheizung des gemahlenen Erzes auf die Umwandlungstemperatur keine Beachtung geschenkt wird (US-PS 25 16 109).
Der Erfindung liegt die Aufgabe zugrunde, ein Verfahren zur Gewinnung von Lithiumcarbonat aus dekrepitierbaren Lithium-Erzen oder -Erzkonzentraten anzugeben, das eine praktisch vollständige Extrahierfähigkeit des Lithiums gewährleistet.
Zur Lösung dieser Aufgabe wird das Verfahren der eingangs genannten Art gemäß der Erfindung in der Weise ausgestaltet und verbessert, daß das zerkleinerte Erz oder Erzkonzentrat durch direkten Eintrag in eine zirkulierende Wirbelschicht schockartig auf mindestens 800°C erhitzt wird.
Vorzugsweise erfolgt die schockartige Erhitzung des Erzes oder Erzkonzentrates auf eine Temperatur von maximal 1300°C. Schockartige Erhitzung bedeutet, daß nicht thermisch behandeltes Erz oder Erzkonzentrat in eine zirkulierende Wirbelschicht eingetragen wird, deren Temperatur durch Zufuhr von gasförmigem, flüssigem oder festem Brennstoff, wie Kohle, eingestellt wird. Es ist jeder Brennstoff geeignet, der die anschließenden Folgebehandlungen nicht beeinträchtigt.
Das bei der Erfindung für die thermische Aufschlußbehandlung angewendete Prinzip der expandierten Wirbelschicht ist an sich bekannt und zeichnet sich dadurch aus, daß - im Unterschied zur "klassischen" Wirbelschicht, bei der eine dichte Phase durch einen deutlichen Dichtesprung von dem darüber befindlichen Gasraum getrennt ist - Verteilungszustände ohne definierte Grenzschicht vorliegen. Ein Dichtesprung zwischen dichter Phase und dem darüber befindlichen Staubraum ist nicht vorhanden, statt dessen nimmt innerhalb des Reaktors die Feststoffkonzentration von unten nach oben ab.
Prinzipiell ist es möglich, die für die Verbrennung erforderlichen sauerstoffhaltigen Gase in einer Stufe zuzugeben. Besonders vorteilhaft ist es jedoch, das für den Verbrennungsvorgang erforderliche sauerstoffhaltige Gas in die Wirbelschicht in zwei Teilströmen in unterschiedlicher Höhe zuzuführen. Durch diese Arbeitsweise erhält man einerseits eine weiche, weil zweistufige Verbrennung, die lokale Überhitzungserscheinungen ausschließt sowie die Bildung von NOx-Gasen zurückdrängt.
Bei der gestuften Verbrennung kann als Fluidisierungsgas praktisch jedes beliebige, die Beschaffenheit des Abgases nicht beeinträchtigende Gas eingesetzt werden. Es sind z. B. Inertgas, wie rückgeführtes Rauchgas (Abgas), Stickstoff und Wasserdampf, geeignet. Im Hinblick auf die Intensivierung des Verbrennungsprozesses ist es jedoch vorteilhaft, wenn ein Teilstrom der zuzuführenden sauerstoffhaltigen Gase dem Wirbelschichtreaktor als Fluidisierungsgas zugeleitet wird. (...)
http://www.patent-de.com/19880107/DE3622105A1.html
DE3622105A1
Verfahren zur Gewinnung von Lithiumcarbonat
Anmelder
Metallgesellschaft AG, 6000 Frankfurt, DE
Erfinder
Brödermann, Paul, 6393 Wehrheim, DE;
Krüger, Gerhard;
Heng, Rudolf, 6370 Oberursel, DE
Veröffentlichungstag im Patentblatt
07.01.1988
Auszug ...
Die Erfindung betrifft ein Verfahren zur Gewinnung von Lithiumcarbonat aus dekrepitierbaren lithiumhaltigen Erzen oder Erzkonzentraten, wobei das Erz oder Erzkonzentrat bei Temperaturen von etwa 800° bis 1100°C in die hinsichtlich der Lithiumkomponente laugbare Form umgewandelt wird, im dekrepitierten Gut das Lithium durch thermische Aufschlußbehandlung mit überschüssiger konzentrierter Schwefelsäure in Lithiumsulfat überführt wird, das Röstgut mit Wasser gelaugt und von dem Rückstand abfiltriert wird, und im Filtrat nach Abtrennen ausgefällter Verunreinigungen Lithiumcarbonat mit konzentrierter Sodalösung ausgefällt und aufgearbeitet wird, sowie dessen Anwendung auf die Verarbeitung von alpha-Spodumen, Petalit und Lepidolit.
Es ist bekannt, Lithium-Erze oder -Erzkonzentrate, wie Spodumen oder Petalit, durch thermische Behandlung, üblicherweise als Dekrepitierung bezeichnet, in einen für die saure Aufschlußarbeit geeigneten Zustand zu bringen. Bei der Dekrepitierung, die üblicherweise im Drehrohrofen bei etwa 1000° bis 1100°C vorgenommen wird, wird Spodumen aus der alpha-Modifikation in die beta-Modifikation überführt und Petalit in beta-Spodumen und Quarz umgewandelt.
Nach der Dekrepitierung wird der beta-Spodumen, ggf. nach einer weiteren Aufmahlung, mit überschüssiger konzentrierter Schwefelsäure, bezogen auf den Lithiumgehalt des Erzes, versetzt. Die quasi erdfeuchte Mischung wird in einen geeigneten Ofen, wie Drehrohrofen, eingeführt und bei Temperaturen von ca. 250° bis 300°C aufgeschlossen. Der nunmehr in Form von löslichem Lithiumsulfat vorliegende Lithiuminhalt des Erzes wird durch Einbringen des Reaktionsgutes in geeignete Laugungsbehälter mit heißem Wasser, üblicherweise unter Gegenstromführung von Material und Wasser, kontinuierlich ausgelaugt. Dabei wird der Laugungsflüssigkeit eine ausreichende Menge Soda für die Einstellung eines pH-Wertes von etwa 6 bis 7 zugegeben, um die Verunreinigungen, wie Calcium, Magnesium, Eisen und Aluminium, als unlösliche Verbindungen auszufällen. Nach Abtrennung des Rückstandes wird eine konzentrierte Lösung von Lithiumsulfat erhalten, aus der bei erhöhten Temperaturen mit konzentrierter Sodalösung Lithiumcarbonat ausgefällt und abgetrennt wird.
Es ist des weiteren bekannt, die Dekrepitierung in anderen als Drehrohröfen vorzunehmen, wie Muffelöfen oder Fließbettreaktoren (US-PS 30 17 243). Aus der Tatsache, daß Drehrohr-, Etagen- oder Muffelöfen in gleicher Weise wie Fließbettreaktoren verwendet werden können, ist zu folgern, daß der Form der Behandlung und der Aufheizung des gemahlenen Erzes auf die Umwandlungstemperatur keine Beachtung geschenkt wird (US-PS 25 16 109).
Der Erfindung liegt die Aufgabe zugrunde, ein Verfahren zur Gewinnung von Lithiumcarbonat aus dekrepitierbaren Lithium-Erzen oder -Erzkonzentraten anzugeben, das eine praktisch vollständige Extrahierfähigkeit des Lithiums gewährleistet.
Zur Lösung dieser Aufgabe wird das Verfahren der eingangs genannten Art gemäß der Erfindung in der Weise ausgestaltet und verbessert, daß das zerkleinerte Erz oder Erzkonzentrat durch direkten Eintrag in eine zirkulierende Wirbelschicht schockartig auf mindestens 800°C erhitzt wird.
Vorzugsweise erfolgt die schockartige Erhitzung des Erzes oder Erzkonzentrates auf eine Temperatur von maximal 1300°C. Schockartige Erhitzung bedeutet, daß nicht thermisch behandeltes Erz oder Erzkonzentrat in eine zirkulierende Wirbelschicht eingetragen wird, deren Temperatur durch Zufuhr von gasförmigem, flüssigem oder festem Brennstoff, wie Kohle, eingestellt wird. Es ist jeder Brennstoff geeignet, der die anschließenden Folgebehandlungen nicht beeinträchtigt.
Das bei der Erfindung für die thermische Aufschlußbehandlung angewendete Prinzip der expandierten Wirbelschicht ist an sich bekannt und zeichnet sich dadurch aus, daß - im Unterschied zur "klassischen" Wirbelschicht, bei der eine dichte Phase durch einen deutlichen Dichtesprung von dem darüber befindlichen Gasraum getrennt ist - Verteilungszustände ohne definierte Grenzschicht vorliegen. Ein Dichtesprung zwischen dichter Phase und dem darüber befindlichen Staubraum ist nicht vorhanden, statt dessen nimmt innerhalb des Reaktors die Feststoffkonzentration von unten nach oben ab.
Prinzipiell ist es möglich, die für die Verbrennung erforderlichen sauerstoffhaltigen Gase in einer Stufe zuzugeben. Besonders vorteilhaft ist es jedoch, das für den Verbrennungsvorgang erforderliche sauerstoffhaltige Gas in die Wirbelschicht in zwei Teilströmen in unterschiedlicher Höhe zuzuführen. Durch diese Arbeitsweise erhält man einerseits eine weiche, weil zweistufige Verbrennung, die lokale Überhitzungserscheinungen ausschließt sowie die Bildung von NOx-Gasen zurückdrängt.
Bei der gestuften Verbrennung kann als Fluidisierungsgas praktisch jedes beliebige, die Beschaffenheit des Abgases nicht beeinträchtigende Gas eingesetzt werden. Es sind z. B. Inertgas, wie rückgeführtes Rauchgas (Abgas), Stickstoff und Wasserdampf, geeignet. Im Hinblick auf die Intensivierung des Verbrennungsprozesses ist es jedoch vorteilhaft, wenn ein Teilstrom der zuzuführenden sauerstoffhaltigen Gase dem Wirbelschichtreaktor als Fluidisierungsgas zugeleitet wird. (...)
http://www.patent-de.com/19880107/DE3622105A1.html
Lithium
Auszug ...
Lithium hat an der Erdkruste einen Anteil von circa 0,006 %.[13] Es kommt damit etwas seltener als Zink, Kupfer oder Wolfram sowie etwas häufiger als Kobalt, Zinn oder Blei in der Erdkruste vor.
Primäre Lagerstätten
Lithium kommt in einigen Mineralien in Lithium-Pegmatiten vor. Die wichtigsten Minerale sind dabei Amblygonit (LiAl[PO4]F), Lepidolith (K(Li,Al)3[(Al,Si)4O10](F,OH)2), Petalit (Kastor; LiAl[Si4O10]) und Spodumen (Triphan; LiAl[Si2O6]). Diese Minerale haben einen Lithiumgehalt von bis zu 9 % (bei Amblygonit). Andere, seltenere Lithiumerze sind Kryolithionit (Li3Na3[AlF6]2), das den größten Lithiumgehalt aller Mineralien aufweist, Triphylin (Li(FeII,MnII)[PO4]) und Zinnwaldit (K(Li,Fe,Al)3[(Al,Si)4O10](F,OH)2). ...und genau um Zinnwaldit (Lithiumeisenglimmer) aus Sachsen geht es

Lithiummineralien kommen in vielen Silikat-Gesteinen vor, aber meist nur in geringen Konzentrationen. Es gibt keine großen Lagerstätten. Da die Gewinnung von Lithium aus diesen Mineralien mit großem Aufwand verbunden ist, spielen sie heutzutage bei der Gewinnung von Lithium oder Lithiumverbindungen eine eher untergeordnete Rolle. Abbauorte sind vor allem die Greenbushes- und Mt.Cattlin-Minen in Western Australia, in deren Pegmatit-Gesteinen eine hohe Lithiumkonzentration vorliegt und in denen Lithium als Nebenprodukt der Tantalgewinnung anfällt. Auch in einigen anderen Ländern wie Kanada und Russland, bis 1998 auch in Bassemer City, North Carolina wird Spodumen zur Lithiumgewinnung abgebaut.[14] Das identifizierte Lithiumvorkommen der Erde wird auf mehr als 13 Millionen Tonnen, die Vorratsbasis auf 9,9 Millionen Tonnen (Stand: 2009), die Reserven werden auf 4,1 Millionen Tonnen geschätzt.[15]
Sekundäre Lagerstätten
Lithiumsalze, insbesondere Lithiumchlorid, kommen verbreitet auch in Salzlaugen, meist Salzseen, vor. Die Konzentration kann bis zu ein Prozent betragen. Neben der Konzentration des Lithiums ist für die Qualität der Salzlauge das Mengenverhältnis von Magnesium zu Lithium wichtig. Derzeit wird Lithium vor allem in Chile (Salar de Atacama), Argentinien (Salar de Hombre Muerto), den Vereinigten Staaten von Amerika (Silver Peak, Nevada) und China (Zhabuye Lake, Tibet; Taijinaier Lake, Qinghai) gewonnen. Es gibt weitere lithiumhaltige Salzseen, die derzeit noch nicht abgebaut werden, z. B. in China, Argentinien, Afghanistan und vor allem in Bolivien, das mit dem Salar de Uyuni den Salzsee mit den möglicherweise größten Ressourcen von geschätzt 5,4 Millionen Tonnen Lithium [15] beherbergt.
Als Kuppelprodukte bei der Lithiumgewinnung werden häufig Kaliumcarbonat (Pottasche), Borax, Cäsium und Rubidium gewonnen.
Verschiedene Pflanzen wie beispielsweise Tabak oder Hahnenfuß nehmen Lithiumverbindungen aus dem Boden auf und reichern sie an. Der durchschnittliche Anteil an der Trockenmasse von Pflanzen liegt zwischen 0,5 und 3 ppm. Im Wasser der Weltmeere liegt die mittlere Konzentration bei 180 ppb und im Flusswasser nur bei etwa 3 ppb.
Aufgrund der erwarteten starken Nachfrage nach Lithium für Batterien von Elektrofahrzeugen prüfen derzeit einige Firmen den Abbau von lithiumhaltigen Mineralien und Salzlaugen in verschiedenen Regionen der Welt inklusive Europa.

Physikalische Eigenschaften
Kristallstruktur von Lithium, a=310 pm[19]
Lithium ist ein silberweißes, weiches Leichtmetall. Es ist bei Raumtemperatur das leichteste aller festen Elemente (Dichte 0,534 g/cm3[20]). Nur fester Wasserstoff bei −260 °C ist mit einer Dichte von 0,0763 g/cm3[20] noch leichter. Lithium kristallisiert – wie die anderen Alkalimetalle – in einer kubisch-raumzentrierten Kugelpackung. Lithium hat unter den Alkalimetallen den höchsten Schmelz- und Siedepunkt sowie die größte spezifische Wärmekapazität. Lithium besitzt zwar die größte Härte aller Alkalimetalle, lässt sich bei einer Mohs-Härte von 0,6 [21] dennoch mit dem Messer schneiden. Als typisches Metall ist es ein guter Strom- (Leitfähigkeit: etwa 18 % von Kupfer[13]) und Wärmeleiter.
Gefahrenhinweise
Lithium entzündet sich an der Luft im flüssigen Zustand und als Metallstaub bereits bei Normaltemperatur.[48] Aus diesem Grund muss Lithium auch unter Luftausschluss, meist in Petroleum gelagert werden. Bei höheren Temperaturen ab 190 °C wird bei Kontakt mit Luft sofort überwiegend Lithiumoxid gebildet. In reinem Sauerstoff entzündet sich Lithium ab etwa 100 °C. In einer reinen Stickstoffatmosphäre reagiert Lithium erst bei höheren Temperaturen zu Lithiumnitrid. Beim Kontakt mit sauerstoff- oder halogenhaltigen Substanzen kann Lithium explosionsartig reagieren.Metallisches Lithium verursacht Schäden durch Verbrennungen oder Alkali-Verätzungen, weil es mit Wasser unter starker Wärmeabgabe Lithiumhydroxid bildet[48]; dafür genügt schon die Hautfeuchtigkeit.
http://de.wikipedia.org/wiki/Lithium#Sekund.C3.A4re_Lagerst.…
+++++

Quarz-Zinnwaldit-Gang, Zinnwald, Sachsen
Fotograf: Lutz Geißler
Lokation: Tiefer Bühnau Stolln, Zinnwald, Sachsen, Deutschland
Breite: 50,741°
Länge: 13,766°
Aufnahmedatum: 14.07.2007
Beschreibung:
Die für das Osterzgebirge typische Zinn-Mineralisation ist in Form von Erzgängen mit assoziierter Greisenbildung in Albitgraniten ausgebildet. Die Gänge können u.a. entlang von steilstehenden Klüften oder, wie im Foto, entlang flacher Klüftung im Granit vorkommen. Diese “Flöze” sind meist charakterstisch zoniert mit Quarz im Zentrum und Zinnwaldit sowie Kassiterit als Salband. Die Mineralisation wird ins Spätvariszikum (320-280 Ma) eingeordnet. Zinnwaldit ist ein lithiumhaltiger Glimmer, der im Zweiten Weltkrieg zur Lithiumgewinnung abgebaut wurde. In letzter Zeit ist das Lithium im Osterzgebirge wieder in den Blickpunkt von Forschung und Rohstoffwirtschaft gelangt. Lithium ist ein wichtiges Element für moderne elektronische Geräte.
+++++


Aus diesem Grund werde die Nachfrage nach Lithium zusammen mit immer mehr auf den Markt kommenden Elektroautomobilen und anderen Geräten weiter zunehmen und die Preise nach oben treiben, so die weit verbreitete Erwartung. Artikel dazu ...
http://www.faz.net/s/Rub58BA8E456DE64F1890E34F4803239F4D/Doc…
Auszug ...
Lithium hat an der Erdkruste einen Anteil von circa 0,006 %.[13] Es kommt damit etwas seltener als Zink, Kupfer oder Wolfram sowie etwas häufiger als Kobalt, Zinn oder Blei in der Erdkruste vor.
Primäre Lagerstätten
Lithium kommt in einigen Mineralien in Lithium-Pegmatiten vor. Die wichtigsten Minerale sind dabei Amblygonit (LiAl[PO4]F), Lepidolith (K(Li,Al)3[(Al,Si)4O10](F,OH)2), Petalit (Kastor; LiAl[Si4O10]) und Spodumen (Triphan; LiAl[Si2O6]). Diese Minerale haben einen Lithiumgehalt von bis zu 9 % (bei Amblygonit). Andere, seltenere Lithiumerze sind Kryolithionit (Li3Na3[AlF6]2), das den größten Lithiumgehalt aller Mineralien aufweist, Triphylin (Li(FeII,MnII)[PO4]) und Zinnwaldit (K(Li,Fe,Al)3[(Al,Si)4O10](F,OH)2). ...und genau um Zinnwaldit (Lithiumeisenglimmer) aus Sachsen geht es
Lithiummineralien kommen in vielen Silikat-Gesteinen vor, aber meist nur in geringen Konzentrationen. Es gibt keine großen Lagerstätten. Da die Gewinnung von Lithium aus diesen Mineralien mit großem Aufwand verbunden ist, spielen sie heutzutage bei der Gewinnung von Lithium oder Lithiumverbindungen eine eher untergeordnete Rolle. Abbauorte sind vor allem die Greenbushes- und Mt.Cattlin-Minen in Western Australia, in deren Pegmatit-Gesteinen eine hohe Lithiumkonzentration vorliegt und in denen Lithium als Nebenprodukt der Tantalgewinnung anfällt. Auch in einigen anderen Ländern wie Kanada und Russland, bis 1998 auch in Bassemer City, North Carolina wird Spodumen zur Lithiumgewinnung abgebaut.[14] Das identifizierte Lithiumvorkommen der Erde wird auf mehr als 13 Millionen Tonnen, die Vorratsbasis auf 9,9 Millionen Tonnen (Stand: 2009), die Reserven werden auf 4,1 Millionen Tonnen geschätzt.[15]
Sekundäre Lagerstätten
Lithiumsalze, insbesondere Lithiumchlorid, kommen verbreitet auch in Salzlaugen, meist Salzseen, vor. Die Konzentration kann bis zu ein Prozent betragen. Neben der Konzentration des Lithiums ist für die Qualität der Salzlauge das Mengenverhältnis von Magnesium zu Lithium wichtig. Derzeit wird Lithium vor allem in Chile (Salar de Atacama), Argentinien (Salar de Hombre Muerto), den Vereinigten Staaten von Amerika (Silver Peak, Nevada) und China (Zhabuye Lake, Tibet; Taijinaier Lake, Qinghai) gewonnen. Es gibt weitere lithiumhaltige Salzseen, die derzeit noch nicht abgebaut werden, z. B. in China, Argentinien, Afghanistan und vor allem in Bolivien, das mit dem Salar de Uyuni den Salzsee mit den möglicherweise größten Ressourcen von geschätzt 5,4 Millionen Tonnen Lithium [15] beherbergt.
Als Kuppelprodukte bei der Lithiumgewinnung werden häufig Kaliumcarbonat (Pottasche), Borax, Cäsium und Rubidium gewonnen.
Verschiedene Pflanzen wie beispielsweise Tabak oder Hahnenfuß nehmen Lithiumverbindungen aus dem Boden auf und reichern sie an. Der durchschnittliche Anteil an der Trockenmasse von Pflanzen liegt zwischen 0,5 und 3 ppm. Im Wasser der Weltmeere liegt die mittlere Konzentration bei 180 ppb und im Flusswasser nur bei etwa 3 ppb.
Aufgrund der erwarteten starken Nachfrage nach Lithium für Batterien von Elektrofahrzeugen prüfen derzeit einige Firmen den Abbau von lithiumhaltigen Mineralien und Salzlaugen in verschiedenen Regionen der Welt inklusive Europa.
Physikalische Eigenschaften
Kristallstruktur von Lithium, a=310 pm[19]
Lithium ist ein silberweißes, weiches Leichtmetall. Es ist bei Raumtemperatur das leichteste aller festen Elemente (Dichte 0,534 g/cm3[20]). Nur fester Wasserstoff bei −260 °C ist mit einer Dichte von 0,0763 g/cm3[20] noch leichter. Lithium kristallisiert – wie die anderen Alkalimetalle – in einer kubisch-raumzentrierten Kugelpackung. Lithium hat unter den Alkalimetallen den höchsten Schmelz- und Siedepunkt sowie die größte spezifische Wärmekapazität. Lithium besitzt zwar die größte Härte aller Alkalimetalle, lässt sich bei einer Mohs-Härte von 0,6 [21] dennoch mit dem Messer schneiden. Als typisches Metall ist es ein guter Strom- (Leitfähigkeit: etwa 18 % von Kupfer[13]) und Wärmeleiter.
Gefahrenhinweise
Lithium entzündet sich an der Luft im flüssigen Zustand und als Metallstaub bereits bei Normaltemperatur.[48] Aus diesem Grund muss Lithium auch unter Luftausschluss, meist in Petroleum gelagert werden. Bei höheren Temperaturen ab 190 °C wird bei Kontakt mit Luft sofort überwiegend Lithiumoxid gebildet. In reinem Sauerstoff entzündet sich Lithium ab etwa 100 °C. In einer reinen Stickstoffatmosphäre reagiert Lithium erst bei höheren Temperaturen zu Lithiumnitrid. Beim Kontakt mit sauerstoff- oder halogenhaltigen Substanzen kann Lithium explosionsartig reagieren.Metallisches Lithium verursacht Schäden durch Verbrennungen oder Alkali-Verätzungen, weil es mit Wasser unter starker Wärmeabgabe Lithiumhydroxid bildet[48]; dafür genügt schon die Hautfeuchtigkeit.
http://de.wikipedia.org/wiki/Lithium#Sekund.C3.A4re_Lagerst.…
+++++
Quarz-Zinnwaldit-Gang, Zinnwald, Sachsen
Fotograf: Lutz Geißler
Lokation: Tiefer Bühnau Stolln, Zinnwald, Sachsen, Deutschland
Breite: 50,741°
Länge: 13,766°
Aufnahmedatum: 14.07.2007
Beschreibung:
Die für das Osterzgebirge typische Zinn-Mineralisation ist in Form von Erzgängen mit assoziierter Greisenbildung in Albitgraniten ausgebildet. Die Gänge können u.a. entlang von steilstehenden Klüften oder, wie im Foto, entlang flacher Klüftung im Granit vorkommen. Diese “Flöze” sind meist charakterstisch zoniert mit Quarz im Zentrum und Zinnwaldit sowie Kassiterit als Salband. Die Mineralisation wird ins Spätvariszikum (320-280 Ma) eingeordnet. Zinnwaldit ist ein lithiumhaltiger Glimmer, der im Zweiten Weltkrieg zur Lithiumgewinnung abgebaut wurde. In letzter Zeit ist das Lithium im Osterzgebirge wieder in den Blickpunkt von Forschung und Rohstoffwirtschaft gelangt. Lithium ist ein wichtiges Element für moderne elektronische Geräte.
+++++
Aus diesem Grund werde die Nachfrage nach Lithium zusammen mit immer mehr auf den Markt kommenden Elektroautomobilen und anderen Geräten weiter zunehmen und die Preise nach oben treiben, so die weit verbreitete Erwartung. Artikel dazu ...
http://www.faz.net/s/Rub58BA8E456DE64F1890E34F4803239F4D/Doc…
Antwort auf Beitrag Nr.: 40.605.856 von bossi1 am 29.11.10 00:52:58Zeittafel zur Bergbau- und Ortsgeschichte von Zinnwald
1942/ 43
Auflage des Reichswirtschaftsministeriums, den deutschen Bedarf an Lithiumrohstoff für die Rüstungsindustrie zu decken. Ausbau der Glimmergewinnungsanlage der Metallgesellschaft Frankfurt/ M. und zusätzlich Abbau lithiumglimmerreicher Greisen in Zinnwald.
http://www.besucherbergwerk-zinnwald.de/geschichte4.html
1942/ 43
Auflage des Reichswirtschaftsministeriums, den deutschen Bedarf an Lithiumrohstoff für die Rüstungsindustrie zu decken. Ausbau der Glimmergewinnungsanlage der Metallgesellschaft Frankfurt/ M. und zusätzlich Abbau lithiumglimmerreicher Greisen in Zinnwald.
http://www.besucherbergwerk-zinnwald.de/geschichte4.html
!
Dieser Beitrag wurde moderiert. Grund: Provokation
Wer in den Tiefen des Erzgebirges nach Zinn, Kupfer, Wolfram, Lithium und Flussspat suchen möchte, muss sich im Oberbergamt Freiberg die Genehmigung dafür holen. „Wir sind die Zulassungsbehörde für alle bergrechtlichen Aktivitäten“, so Schmidt. Derzeit seien im Freistaat 13 Lizenzen zur Erkundung und eine zur Gewinnung von Rohstoffen erteilt.
+++++
Erstes Erzbergwerk seit Jahrzehnten eröffnet
28. Oktober 2010
Erstmals seit Jahrzehnten wird im Erzgebirge wieder ein Erzbergwerk aufgefahren. Wie die Erzgebirgische Fluss- und Schwerspatcompagnie Geos (EFS Geos) mitteilte, erfolgte dazu am Donnerstagabend im Bärensteiner Ortsteil Niederschlag (Erzgebirgskreis) eine erste unterirdische Sprengung. In dem Bergwerk sollen jährlich bis zu 135.000 Tonnen Fluss- und Schwerspat gefördert werden, als Nebenprodukte fallen Metalle wie Kupfer und Blei an. Pläne für einen Abbau existierten bereits zu DDR-Zeiten.

Das neue Erzbergwerk im Bärensteiner Ortsteil Niederschlag
35 Beschäftigte im neuen Bergwerk
Nach Angaben von Prof. Wolfgang Schilka, dem Geschäftsführer des Bergbauunternehmens, werden in das Bergwerk 18,5 Millionen Euro investiert. Hinter der EFS Geos stehen nach seinen Angaben die Nickelhütte Aue und ein Ingenieurbüro aus Freiberg. In Aue werde das gewonnene Material auch weiterverarbeitet. Der Betrieb werde 35 Beschäftigte haben, 20 davon im Bergwerk selbst. Laut Schilka kalkuliert EFS Geos mit einem durchschnittlichen Weltmarktpreis von 230 Euro pro Tonne Flussspat, aktuell würden aber bereits 265 Euro pro Tonne erzielt.
Experte geht von weiter steigenden Preisen aus
Schilka sieht das von ihm geleitete Unternehmen als einen Vorreiter in Deutschland. "Wir liefern den Beweis, dass wir teure Rohstoffe nicht zu hohen Preisen auf den Supermärkten der Welt kaufen müssen, sondern zu kostendeckenden Preisen im eigenen Land fördern können", so der Geschäftsführer. Schilka geht davon aus, dass angesichts der Preisentwicklung weitere Bergwerke im Erzgebirge entstehen. "Rohstoffe werden noch richtig teuer", sagt der Experte. Auch das Riesengebirge auf polnischer Seite, das französische Zentralmassiv oder der Harz könnten nach seiner Ansicht wieder zur Bergbauregion werden.
http://www.mdr.de/sachsen/7817004.html
Siehe auch ...
http://www.faz.net/s/RubC9401175958F4DE28E143E68888825F6/Doc…
+++++
Geokompetenzzentrum Freiberg e.V.
Prof. Wolfgang Schilka 2ter von links
Prof. Reinhard Schmidt, Oberbergamt Freiberg, Mitte
.jpg)
http://gkz-ev.de/vorstand
+++++

Auch mit Lithium hat sich der Geowissenschaftler Prof. Schilka beschäftigt ...
http://tu-freiberg.de/presse/suchergebnisse.html?cx=00208778…
+++++
Erstes Erzbergwerk seit Jahrzehnten eröffnet
28. Oktober 2010
Erstmals seit Jahrzehnten wird im Erzgebirge wieder ein Erzbergwerk aufgefahren. Wie die Erzgebirgische Fluss- und Schwerspatcompagnie Geos (EFS Geos) mitteilte, erfolgte dazu am Donnerstagabend im Bärensteiner Ortsteil Niederschlag (Erzgebirgskreis) eine erste unterirdische Sprengung. In dem Bergwerk sollen jährlich bis zu 135.000 Tonnen Fluss- und Schwerspat gefördert werden, als Nebenprodukte fallen Metalle wie Kupfer und Blei an. Pläne für einen Abbau existierten bereits zu DDR-Zeiten.
Das neue Erzbergwerk im Bärensteiner Ortsteil Niederschlag
35 Beschäftigte im neuen Bergwerk
Nach Angaben von Prof. Wolfgang Schilka, dem Geschäftsführer des Bergbauunternehmens, werden in das Bergwerk 18,5 Millionen Euro investiert. Hinter der EFS Geos stehen nach seinen Angaben die Nickelhütte Aue und ein Ingenieurbüro aus Freiberg. In Aue werde das gewonnene Material auch weiterverarbeitet. Der Betrieb werde 35 Beschäftigte haben, 20 davon im Bergwerk selbst. Laut Schilka kalkuliert EFS Geos mit einem durchschnittlichen Weltmarktpreis von 230 Euro pro Tonne Flussspat, aktuell würden aber bereits 265 Euro pro Tonne erzielt.
Experte geht von weiter steigenden Preisen aus
Schilka sieht das von ihm geleitete Unternehmen als einen Vorreiter in Deutschland. "Wir liefern den Beweis, dass wir teure Rohstoffe nicht zu hohen Preisen auf den Supermärkten der Welt kaufen müssen, sondern zu kostendeckenden Preisen im eigenen Land fördern können", so der Geschäftsführer. Schilka geht davon aus, dass angesichts der Preisentwicklung weitere Bergwerke im Erzgebirge entstehen. "Rohstoffe werden noch richtig teuer", sagt der Experte. Auch das Riesengebirge auf polnischer Seite, das französische Zentralmassiv oder der Harz könnten nach seiner Ansicht wieder zur Bergbauregion werden.
http://www.mdr.de/sachsen/7817004.html
Siehe auch ...
http://www.faz.net/s/RubC9401175958F4DE28E143E68888825F6/Doc…
+++++
Geokompetenzzentrum Freiberg e.V.
Prof. Wolfgang Schilka 2ter von links
Prof. Reinhard Schmidt, Oberbergamt Freiberg, Mitte
http://gkz-ev.de/vorstand
+++++
Auch mit Lithium hat sich der Geowissenschaftler Prof. Schilka beschäftigt ...
http://tu-freiberg.de/presse/suchergebnisse.html?cx=00208778…
Antwort auf Beitrag Nr.: 40.636.909 von bossi1 am 02.12.10 23:10:16Mittendrin, statt nur dabei! "Tummeln" sich auch einige Österreicher hier seit Jahren...
Antwort auf Beitrag Nr.: 40.637.020 von lieberlong am 02.12.10 23:31:45"Tummeln" sich auch einige Österreicher hier seit Jahren ...
Die Österreicher sind mir bereits mit ihren eigenen Lithium Vorkommen in Kärnten aufgefallen.
Lithium – Spodumen
Am Brandrücken der Weinebene auf der Koralpe befindet sich das größte Lithium-Vorkommen Europas, das Mitte der 80er-Jahre Ziel eines Versuchsbergbaus war. Auf Grund der teuren Aufbereitung des Lithium-Silikats Spodumen war eine Gewinnung jedoch nicht wirtschaftlich möglich.
+++++
Zusammenfassung bisher
Das Bergamt in Freiberg vergibt Lizenzen zur Lagerstättenerkundung meist über 5 Jahre, die danach verfallen. Es wird also ohne fachkundige Hilfe nicht so schnell was passieren. Man müßte schon jemand haben, der sich in Lagerstättenkunde im Erzgebirge sehr gut auskennt. Das könnte jemand wie der Honorarprofessor für Lagerstättenkunde Prof. Schilka sein, der bis zum Ende der Förderung als Geologe/Betriebsleiter der Zinngrube Altenberg war. Es hat umfangreiche Studien zu den Lagerstätten im Erzgebirge veröffentlicht und gehört dem Geokompetzzentrum Freiberg an. Auch zur Lagerstelle Zinnwald-Georgenstadt, wo mehr als 50.000 t Zinnwaldit vermutet werden, hat er die Daten zu den Lagerstätten (siehe unten) erforscht.
Der Lithiumgehalt bei Zinnwaldit liegt bei 1,59%
Die anderen Bestandteile kann man der Tabelle im Link entnehmen ...
http://image.mineralienatlas.eu/lexikon/index.php/MineralDat…
Prof. Schilka ist auch Geschäftsführer eines Unternehmens, das vor ein paar Wochen mit dem Bau vom erstem neuem Bergwerk seit Jahrzehnten im Erzgebirge begonnen hat. Dort sollen Fluss- und Schwerspat gefördert werden. Die Pläne dazu sammen noch aus Zeiten der DDR. Prof. Schilka hat die wirtschaftlichkeit der Förderung berechnet und kalkuliert dabei mit ca. 18,5 Mio.€ Einrichtungskosten für das Bergwerk bis zur Förderung. Ich denke beim Lithiumglimmer liegt das in einem ähnlichem Rahmen.
Beispiele ...
Schnitt durch Bergwerk ...


Lagekarte nach Bohrungskreuzen ...

Geologie Zwitterstock Altenberg nach SCHILKA (vereinfacht) mit Sohlniveaus ...

Die Österreicher sind mir bereits mit ihren eigenen Lithium Vorkommen in Kärnten aufgefallen.
Lithium – Spodumen
Am Brandrücken der Weinebene auf der Koralpe befindet sich das größte Lithium-Vorkommen Europas, das Mitte der 80er-Jahre Ziel eines Versuchsbergbaus war. Auf Grund der teuren Aufbereitung des Lithium-Silikats Spodumen war eine Gewinnung jedoch nicht wirtschaftlich möglich.
+++++
Zusammenfassung bisher
Das Bergamt in Freiberg vergibt Lizenzen zur Lagerstättenerkundung meist über 5 Jahre, die danach verfallen. Es wird also ohne fachkundige Hilfe nicht so schnell was passieren. Man müßte schon jemand haben, der sich in Lagerstättenkunde im Erzgebirge sehr gut auskennt. Das könnte jemand wie der Honorarprofessor für Lagerstättenkunde Prof. Schilka sein, der bis zum Ende der Förderung als Geologe/Betriebsleiter der Zinngrube Altenberg war. Es hat umfangreiche Studien zu den Lagerstätten im Erzgebirge veröffentlicht und gehört dem Geokompetzzentrum Freiberg an. Auch zur Lagerstelle Zinnwald-Georgenstadt, wo mehr als 50.000 t Zinnwaldit vermutet werden, hat er die Daten zu den Lagerstätten (siehe unten) erforscht.
Der Lithiumgehalt bei Zinnwaldit liegt bei 1,59%
Die anderen Bestandteile kann man der Tabelle im Link entnehmen ...
http://image.mineralienatlas.eu/lexikon/index.php/MineralDat…
Prof. Schilka ist auch Geschäftsführer eines Unternehmens, das vor ein paar Wochen mit dem Bau vom erstem neuem Bergwerk seit Jahrzehnten im Erzgebirge begonnen hat. Dort sollen Fluss- und Schwerspat gefördert werden. Die Pläne dazu sammen noch aus Zeiten der DDR. Prof. Schilka hat die wirtschaftlichkeit der Förderung berechnet und kalkuliert dabei mit ca. 18,5 Mio.€ Einrichtungskosten für das Bergwerk bis zur Förderung. Ich denke beim Lithiumglimmer liegt das in einem ähnlichem Rahmen.
Beispiele ...
Schnitt durch Bergwerk ...
Lagekarte nach Bohrungskreuzen ...
Geologie Zwitterstock Altenberg nach SCHILKA (vereinfacht) mit Sohlniveaus ...
DE102008064660A1
Silizium-Kompaktat
Anmelder
Sunicon AG, 09599 Freiberg, DE
Erfinder
Woditsch, Peter, Prof. Dr., 47800 Krefeld, DE;
Müller, Armin, Prof. Dr., 09599 Freiberg, DE;
Stute, Silvio, Dr., 01705 Freital, DE
Veröffentlichungstag im Patentblatt
24.06.2010
Die Erfindung betrifft ein Kompaktat aus einem Pulver, insbesondere aus Silizium
Um beispielsweise das aus Monosilan in einem Abscheideprozess hergestellte Siliziumpulver weiterverarbeiten zu können, ist eine Erhöhung der Materialdichte und eine Formbildung von Vorteil. Ein Problem hierbei ist die Kontaminierung des Siliziumpulvers bei der Aufbereitung, insbesondere bei der Verdichtung. Aufgrund seiner mikrokristallinen Struktur und der Oberflächenbeschaffenheit der Kristallite lässt sich feinteiliges Silizium, wie es beispielsweise bei der pyrolytischen Zersetzung von Monosilan anfällt, nicht auf einfache Weise zu einem verarbeitungsfähigen Material umsetzen.
Der Erfindung liegt daher die Aufgabe zugrunde, ein Kompaktat, insbesondere aus feinteiligem Silizium, mit verbesserten Eigenschaften bereitzustellen.
Diese Aufgabe wird erfindungsgemäß durch die Merkmale des Anspruchs 1 gelöst. Der Kern der Erfindung besteht darin, ein weitestgehend kontaminationsfreies Kompaktat aus feinteiligen Primär-Partikeln bereitzustellen. Überraschenderweise wurde gefunden, dass das erfindungsgemäße Kompaktat für die weitere Verwendung vorteilhafte Eigenschaften aufweist, insbesondere bei Temperaturen von weniger als 1.500°C zu einer homogenen Siliziumschmelze aufschmelzbar ist.
Weitere Vorteile der Erfindung ergeben sich aus den Unteransprüchen. Merkmale und Einzelheiten der Erfindung ergeben sich aus der Beschreibung eines Ausführungsbeispiels.
Feinteiliges Pulver, insbesondere aus Silizium, wie es beispielsweise bei der pyrolytischen Zersetzung von Monosilan anfällt, wird beispielsweise mittels eines Walzen-, kaltisostatischen oder uniaxialen Press-Verfahrens zu einem Kompaktat verdichtet. Derartige Verfahren sind insbesondere aus der DE 10 2007 051 484.2, Seiten 9 bis 13 und der DE 10 2008 030 724.6, Seiten 5 bis 6 bekannt, auf die hiermit verwiesen wird. Das zu verdichtende Siliziumpulver, dessen Partikel im Ausgangszustand einen mittleren Durchmesser im Bereich von 0,01 &mgr;m bis 100 &mgr;m, insbesondere von 0,1 &mgr;m bis 20 &mgr;m aufweisen, wird hierbei einem Druck im Bereich von 1 bis 100 kN/cm2, insbesondere im Bereich von 1 bis 16 kN/cm2, insbesondere im Bereich von 2 bis 6 kN/cm2 ausgesetzt. Vorzugsweise beträgt der Druck mindestens 5 kN/cm2.
Vorzugsweise wird die Verdichtung in einem gasdicht verschlossenen Reaktions-Raum durchgeführt, wobei der im Reaktions-Raum enthaltene Sauerstoff durch ein Inertgas, insbesondere Stickstoff oder Argon ersetzt wird. Die Dichte des zu verdichtenden Siliziumpulvers liegt im Ausgangszustand im Bereich von 20 g/dm3 bis 600 g/dm3, vorzugsweise im Bereich von 250 g/dm3 bis 500 g/dm3. Es handelt sich um Reinstsilizium für photovoltaische Anwendungen, d. h. die Reinheit des Siliziumpulvers beträgt mindestens 99,9%, insbesondere mindestens 99,999%, insbesondere mindestens 99,9999999%.
Aufgrund der Inertbedingungen beträgt der adsorbierte Sauerstoffanteil des Kompaktats weniger als 2.000 ppm, insbesondere weniger als 1.000 ppm, insbesondere weniger als 700 ppm. (...)
http://www.patent-de.com/20100624/DE102008064660A1.html
Bei dem ergänzendem Patent zur Verdichtung von JSSI-Siliziumpulver fallen die geringen Verunreinigungen auf, wodurch es besonders für RGS geeignet ist. Das erkennt man auch an der Aussage, daß die Schmelztemperatur weniger als 1.500°C beträgt. Verunreinigungen aus Siliziumoxidverbindungen auf der Oberfläche der Siliziumteilchen würden die Schmelztemperatur jedoch deutlich über 1.500°C erhöhen und waren die Ursache für Probleme beim Wirkungsgrad bei RGS. Siehe auch JSSI Patent #38. RGS wurde gemeinsam mit der RGS Development BV entwickelt, aber die Qualität der RGS-Wafer hängt maßgeblich von der Reduzierung der Verunreingungen beim Silizium ab. Da scheint Solarworld eigenständig nur für sich zu entwickeln.
Silizium-Kompaktat
Anmelder
Sunicon AG, 09599 Freiberg, DE
Erfinder
Woditsch, Peter, Prof. Dr., 47800 Krefeld, DE;
Müller, Armin, Prof. Dr., 09599 Freiberg, DE;
Stute, Silvio, Dr., 01705 Freital, DE
Veröffentlichungstag im Patentblatt
24.06.2010
Die Erfindung betrifft ein Kompaktat aus einem Pulver, insbesondere aus Silizium
Um beispielsweise das aus Monosilan in einem Abscheideprozess hergestellte Siliziumpulver weiterverarbeiten zu können, ist eine Erhöhung der Materialdichte und eine Formbildung von Vorteil. Ein Problem hierbei ist die Kontaminierung des Siliziumpulvers bei der Aufbereitung, insbesondere bei der Verdichtung. Aufgrund seiner mikrokristallinen Struktur und der Oberflächenbeschaffenheit der Kristallite lässt sich feinteiliges Silizium, wie es beispielsweise bei der pyrolytischen Zersetzung von Monosilan anfällt, nicht auf einfache Weise zu einem verarbeitungsfähigen Material umsetzen.
Der Erfindung liegt daher die Aufgabe zugrunde, ein Kompaktat, insbesondere aus feinteiligem Silizium, mit verbesserten Eigenschaften bereitzustellen.
Diese Aufgabe wird erfindungsgemäß durch die Merkmale des Anspruchs 1 gelöst. Der Kern der Erfindung besteht darin, ein weitestgehend kontaminationsfreies Kompaktat aus feinteiligen Primär-Partikeln bereitzustellen. Überraschenderweise wurde gefunden, dass das erfindungsgemäße Kompaktat für die weitere Verwendung vorteilhafte Eigenschaften aufweist, insbesondere bei Temperaturen von weniger als 1.500°C zu einer homogenen Siliziumschmelze aufschmelzbar ist.
Weitere Vorteile der Erfindung ergeben sich aus den Unteransprüchen. Merkmale und Einzelheiten der Erfindung ergeben sich aus der Beschreibung eines Ausführungsbeispiels.
Feinteiliges Pulver, insbesondere aus Silizium, wie es beispielsweise bei der pyrolytischen Zersetzung von Monosilan anfällt, wird beispielsweise mittels eines Walzen-, kaltisostatischen oder uniaxialen Press-Verfahrens zu einem Kompaktat verdichtet. Derartige Verfahren sind insbesondere aus der DE 10 2007 051 484.2, Seiten 9 bis 13 und der DE 10 2008 030 724.6, Seiten 5 bis 6 bekannt, auf die hiermit verwiesen wird. Das zu verdichtende Siliziumpulver, dessen Partikel im Ausgangszustand einen mittleren Durchmesser im Bereich von 0,01 &mgr;m bis 100 &mgr;m, insbesondere von 0,1 &mgr;m bis 20 &mgr;m aufweisen, wird hierbei einem Druck im Bereich von 1 bis 100 kN/cm2, insbesondere im Bereich von 1 bis 16 kN/cm2, insbesondere im Bereich von 2 bis 6 kN/cm2 ausgesetzt. Vorzugsweise beträgt der Druck mindestens 5 kN/cm2.
Vorzugsweise wird die Verdichtung in einem gasdicht verschlossenen Reaktions-Raum durchgeführt, wobei der im Reaktions-Raum enthaltene Sauerstoff durch ein Inertgas, insbesondere Stickstoff oder Argon ersetzt wird. Die Dichte des zu verdichtenden Siliziumpulvers liegt im Ausgangszustand im Bereich von 20 g/dm3 bis 600 g/dm3, vorzugsweise im Bereich von 250 g/dm3 bis 500 g/dm3. Es handelt sich um Reinstsilizium für photovoltaische Anwendungen, d. h. die Reinheit des Siliziumpulvers beträgt mindestens 99,9%, insbesondere mindestens 99,999%, insbesondere mindestens 99,9999999%.
Aufgrund der Inertbedingungen beträgt der adsorbierte Sauerstoffanteil des Kompaktats weniger als 2.000 ppm, insbesondere weniger als 1.000 ppm, insbesondere weniger als 700 ppm. (...)
http://www.patent-de.com/20100624/DE102008064660A1.html
Bei dem ergänzendem Patent zur Verdichtung von JSSI-Siliziumpulver fallen die geringen Verunreinigungen auf, wodurch es besonders für RGS geeignet ist. Das erkennt man auch an der Aussage, daß die Schmelztemperatur weniger als 1.500°C beträgt. Verunreinigungen aus Siliziumoxidverbindungen auf der Oberfläche der Siliziumteilchen würden die Schmelztemperatur jedoch deutlich über 1.500°C erhöhen und waren die Ursache für Probleme beim Wirkungsgrad bei RGS. Siehe auch JSSI Patent #38. RGS wurde gemeinsam mit der RGS Development BV entwickelt, aber die Qualität der RGS-Wafer hängt maßgeblich von der Reduzierung der Verunreingungen beim Silizium ab. Da scheint Solarworld eigenständig nur für sich zu entwickeln.
Mehr als 1.000 t Siber/Jahr für die PV-Industrie ...
Einige Analysten erwarten beim Preis mehr als 100 USD/OZ nach 2012
Silber ist das neue Gold
Samstag 04.12.2010, 18:42
von FOCUS-MONEY-Korrespondent Bernd Johann
Bloomberg Silberbarren aus polnischer Produktion Mit 50 Prozent Kursplus ließ Silber andere Edelmetalle zuletzt verblassen. Experten sagen für 2011 noch höhere Preise voraus.
Der kleine Bruder muckt auf. Silber, die billigere Alternative zum Gold, stahl dem gelben Edelmetall zuletzt eindeutig die Schau. Um 50 Prozent auf zuletzt rund 28 Dollar verteuerte sich die Feinunze allein seit August. Gold erreichte im selben Zeitraum ein Plus von knapp 20 Prozent. Geht es nach den Auguren, ist die Rally noch längst nicht vorbei – auch wenn nach dem jüngsten Spurt die Wahrscheinlichkeit einer Atempause wächst.
Das Londoner Analysehaus GFMS, einer der intimsten Kenner der Edelmetallmärkte, prognostiziert schon für 2011 Unzenpreise von klar über 30 Dollar. Und auch Wolfgang Wrzesniok-Rossbach, Edelmetallexperte bei Heraeus, erwartet, dass die Hausse vorerst weiter anhält.
Die Rally seit Sommer verdankt Silber vor allem dem hohen Goldpreis. Für eine Unze des gelben Metalls müssen Anleger seitdem mehr als 1200 Dollar oder um die 1000 Euro locker machen – ein Wort für Leute, die sich einige Münzen oder Barren als Notgroschen in den Tresor legen wollen. Bei Silber, gern auch als Gold des kleinen Mannes bezeichnet, kommen sie für weniger als zwei Prozent dieses Betrags zum Zug. Klar, dass Anleger zunehmend zur preisgünstigeren Alternative greifen.
Begehrtes Metall
Vor allem die sprunghaft steigende Nachfrage der Investoren – 2010 wird sie ein Allzeithoch von 6500 Tonnen erreichen – steckte denn auch hinter der jüngsten Silberrally. Sie decken sich vor allem dann ein, wenn die Schuldenkrise wie jetzt im Fall Irlands zu neuen Turbulenzen an den Märkten zu führen droht.
Gleichzeitig zieht mit der Konjunktur der Bedarf der Industrie an. Denn trotz des steigenden Investoren-Interesses bleibt Silber in erster Linie ein Industriemetall. 54 Prozent der Jahresproduktion von gut 50 000 Tonnen gehen an die Autobranche, die Halbleiterindustrie und vor allem die schnell wachsende Photovoltaik. „Weit mehr als 1000 Tonnen Silber werden 2010 weltweit auf den Dächern landen“, schätzt Heraeus-Experte Wrzesniok-Rossbach. Weitere 23 Prozent nimmt die Schmuckindustrie ab.

GFMS Wahre Aufholjagd: Gemesssen am Gold legte Silber zuletzt kräftig zu. Im Juni 2010 gab es für eine Feinunze Gold rund 50 Feinunzen Silber – es waren schon einmal 80. Für Investoren stehen die Ampeln so weiterhin auf Grün. Allerdings ist der Silberpreis schwankungsanfälliger als die Notierung des Goldes. „Generell zeigt das Metall die schöneren Rallys, aber auch die brutaleren Korrekturen als sein großer Bruder“, sagt Herbert Wüstefeld von der Royal Bank of Scotland (RBS).
Höhere Nebenkosten als bei Gold
Als Notgroschen im Tresor stehen hier die gleichen Münzen wie beim Gold (Krügerrand, Maple Leaf usw.) sowie verschieden schwere Barren (von einer Unze bis 15 Kilo) zur Verfügung. Allerdings wird Mehrwertsteuer fällig: 19 Prozent bei Barren und sieben Prozent bei Silberlingen. „Viele Anleger wählen daher eine steuerfreie Einlagerung in der Schweiz“, beobachtet David Reymann vom Münchner Edelmetall-Handelshaus Pro Aurum. Kosten: 1,75 Prozent per annum bei 15 000 Euro Einlagerungswert, Versicherung inklusive. Lassen sich die Besitzer das Metall ausliefern, muss die Steuer nachgezahlt werden. Zudem fällt bei Silberbarren und -münzen das Aufgeld vor allem bei kleineren Stückelungen deutlich höher aus als bei Gold. Bei einer 1-Unze-Münze erreicht es inklusive Steuer rasch 20 Prozent. Vergleicht der Anleger die Anbieter, spart er hier schnell Geld.
Wer nur auf steigende Preise spekuliert, fährt aus Kostengründen mit Zertifikaten und ETCs (Exchange Traded Commodities) günstig. Letztere sind übrigens keine Fonds, sondern rechtlich gleichfalls Zertifikate und tragen somit ein Emittentenrisiko. Als Sicherheit sind sie daher teils mit Silber unterlegt. ETC-Anbieter ETFS offeriert zudem ein Papier mit Hebel zwei (Leverage).

Thompson Reuters Datastream Euro-Anleger liegen hinten Normale Zertifikate auf Silber gibt es in allen Schattierungen. Bei einfachen Partizipationspapieren dürften die währungsgesicherten Varianten langfristig aussichtsreicher sein. Discountzertifikate bieten Silber mit Rabatt. Dafür ist der Kursansteig nach oben begrenzt. Für konservativere Anleger scheinen Bonuspapiere interessant: Sie bringen bei überschaubarer Laufzeit eine feste Rendite – sofern der Silberpreis in dieser Frist die festgesetzte Untergrenze nicht berührt.
http://www.focus.de/finanzen/boerse/gold/tid-20608/edelmeta…
Einige Analysten erwarten beim Preis mehr als 100 USD/OZ nach 2012
Silber ist das neue Gold
Samstag 04.12.2010, 18:42
von FOCUS-MONEY-Korrespondent Bernd Johann
Bloomberg Silberbarren aus polnischer Produktion Mit 50 Prozent Kursplus ließ Silber andere Edelmetalle zuletzt verblassen. Experten sagen für 2011 noch höhere Preise voraus.
Der kleine Bruder muckt auf. Silber, die billigere Alternative zum Gold, stahl dem gelben Edelmetall zuletzt eindeutig die Schau. Um 50 Prozent auf zuletzt rund 28 Dollar verteuerte sich die Feinunze allein seit August. Gold erreichte im selben Zeitraum ein Plus von knapp 20 Prozent. Geht es nach den Auguren, ist die Rally noch längst nicht vorbei – auch wenn nach dem jüngsten Spurt die Wahrscheinlichkeit einer Atempause wächst.
Das Londoner Analysehaus GFMS, einer der intimsten Kenner der Edelmetallmärkte, prognostiziert schon für 2011 Unzenpreise von klar über 30 Dollar. Und auch Wolfgang Wrzesniok-Rossbach, Edelmetallexperte bei Heraeus, erwartet, dass die Hausse vorerst weiter anhält.
Die Rally seit Sommer verdankt Silber vor allem dem hohen Goldpreis. Für eine Unze des gelben Metalls müssen Anleger seitdem mehr als 1200 Dollar oder um die 1000 Euro locker machen – ein Wort für Leute, die sich einige Münzen oder Barren als Notgroschen in den Tresor legen wollen. Bei Silber, gern auch als Gold des kleinen Mannes bezeichnet, kommen sie für weniger als zwei Prozent dieses Betrags zum Zug. Klar, dass Anleger zunehmend zur preisgünstigeren Alternative greifen.
Begehrtes Metall
Vor allem die sprunghaft steigende Nachfrage der Investoren – 2010 wird sie ein Allzeithoch von 6500 Tonnen erreichen – steckte denn auch hinter der jüngsten Silberrally. Sie decken sich vor allem dann ein, wenn die Schuldenkrise wie jetzt im Fall Irlands zu neuen Turbulenzen an den Märkten zu führen droht.
Gleichzeitig zieht mit der Konjunktur der Bedarf der Industrie an. Denn trotz des steigenden Investoren-Interesses bleibt Silber in erster Linie ein Industriemetall. 54 Prozent der Jahresproduktion von gut 50 000 Tonnen gehen an die Autobranche, die Halbleiterindustrie und vor allem die schnell wachsende Photovoltaik. „Weit mehr als 1000 Tonnen Silber werden 2010 weltweit auf den Dächern landen“, schätzt Heraeus-Experte Wrzesniok-Rossbach. Weitere 23 Prozent nimmt die Schmuckindustrie ab.
GFMS Wahre Aufholjagd: Gemesssen am Gold legte Silber zuletzt kräftig zu. Im Juni 2010 gab es für eine Feinunze Gold rund 50 Feinunzen Silber – es waren schon einmal 80. Für Investoren stehen die Ampeln so weiterhin auf Grün. Allerdings ist der Silberpreis schwankungsanfälliger als die Notierung des Goldes. „Generell zeigt das Metall die schöneren Rallys, aber auch die brutaleren Korrekturen als sein großer Bruder“, sagt Herbert Wüstefeld von der Royal Bank of Scotland (RBS).
Höhere Nebenkosten als bei Gold
Als Notgroschen im Tresor stehen hier die gleichen Münzen wie beim Gold (Krügerrand, Maple Leaf usw.) sowie verschieden schwere Barren (von einer Unze bis 15 Kilo) zur Verfügung. Allerdings wird Mehrwertsteuer fällig: 19 Prozent bei Barren und sieben Prozent bei Silberlingen. „Viele Anleger wählen daher eine steuerfreie Einlagerung in der Schweiz“, beobachtet David Reymann vom Münchner Edelmetall-Handelshaus Pro Aurum. Kosten: 1,75 Prozent per annum bei 15 000 Euro Einlagerungswert, Versicherung inklusive. Lassen sich die Besitzer das Metall ausliefern, muss die Steuer nachgezahlt werden. Zudem fällt bei Silberbarren und -münzen das Aufgeld vor allem bei kleineren Stückelungen deutlich höher aus als bei Gold. Bei einer 1-Unze-Münze erreicht es inklusive Steuer rasch 20 Prozent. Vergleicht der Anleger die Anbieter, spart er hier schnell Geld.
Wer nur auf steigende Preise spekuliert, fährt aus Kostengründen mit Zertifikaten und ETCs (Exchange Traded Commodities) günstig. Letztere sind übrigens keine Fonds, sondern rechtlich gleichfalls Zertifikate und tragen somit ein Emittentenrisiko. Als Sicherheit sind sie daher teils mit Silber unterlegt. ETC-Anbieter ETFS offeriert zudem ein Papier mit Hebel zwei (Leverage).
Thompson Reuters Datastream Euro-Anleger liegen hinten Normale Zertifikate auf Silber gibt es in allen Schattierungen. Bei einfachen Partizipationspapieren dürften die währungsgesicherten Varianten langfristig aussichtsreicher sein. Discountzertifikate bieten Silber mit Rabatt. Dafür ist der Kursansteig nach oben begrenzt. Für konservativere Anleger scheinen Bonuspapiere interessant: Sie bringen bei überschaubarer Laufzeit eine feste Rendite – sofern der Silberpreis in dieser Frist die festgesetzte Untergrenze nicht berührt.
http://www.focus.de/finanzen/boerse/gold/tid-20608/edelmeta…
da wird mMn der PV-Markt in D näxtes Jahr nicht schwächeln:
First-tier solar module makers in Europe quote EUR1.4/W for 2011
Nuying Huang, Taipei; Willie Teng, DIGITIMES [Monday 6 December 2010]
First-tier solar module makers in Europe reportedly are quoting EUR1.4/W (US$1.865) on average for 2011, down from about EUR1.55/W currently and EUR1.65/W in early fourth quarter of 2010. The latest quotes are 4-11% higher than what China-based module suppliers are quoting for 2011.
The price gap between China- and Europe-based players will drop to EUR0.20 in 2011 from EUR0.30-0.40 at the moment. With major markets such as Germany, the Czech Republic, France and Spain all likely to slash incentives next year, Europe's solar module makers have decided to lower prices to stimulate demand and secure market share.
Since the sub-prime debacle in 2008-2009, Europe-based solar module makers have initiated more aggressive cost-management strategies via increased outsourcing and building production capacity in more cost-effective regions. However, vertically-integrated solar companies in China still have an edge in pricing.
Europe's module makers still cannot compete with their Asia-based counterparts on cost in 2011, said Xingxue Tong, president of China-based LDK Solar. Europe-based companies will continue to see a tougher market and Taiwan-based solar cell producers that rely mostly on module clients in Europe should seek more business from Asia's module makers.
With higher brand recognition, and now a significant price reduction, Europe-based makers are still in a strong position to win solar system projects in 2011, sources from the solar industry countered.
First-tier solar module makers in Europe quote EUR1.4/W for 2011
Nuying Huang, Taipei; Willie Teng, DIGITIMES [Monday 6 December 2010]
First-tier solar module makers in Europe reportedly are quoting EUR1.4/W (US$1.865) on average for 2011, down from about EUR1.55/W currently and EUR1.65/W in early fourth quarter of 2010. The latest quotes are 4-11% higher than what China-based module suppliers are quoting for 2011.
The price gap between China- and Europe-based players will drop to EUR0.20 in 2011 from EUR0.30-0.40 at the moment. With major markets such as Germany, the Czech Republic, France and Spain all likely to slash incentives next year, Europe's solar module makers have decided to lower prices to stimulate demand and secure market share.
Since the sub-prime debacle in 2008-2009, Europe-based solar module makers have initiated more aggressive cost-management strategies via increased outsourcing and building production capacity in more cost-effective regions. However, vertically-integrated solar companies in China still have an edge in pricing.
Europe's module makers still cannot compete with their Asia-based counterparts on cost in 2011, said Xingxue Tong, president of China-based LDK Solar. Europe-based companies will continue to see a tougher market and Taiwan-based solar cell producers that rely mostly on module clients in Europe should seek more business from Asia's module makers.
With higher brand recognition, and now a significant price reduction, Europe-based makers are still in a strong position to win solar system projects in 2011, sources from the solar industry countered.
PROCESS FOR WINNING PURE SILICON
United States Patent Application
20100254878
Process for winning pure silicon comprising the following steps: Providing a suspension, which exhibits at least some contaminated silicon particles, and guiding the suspension through at least one microstructure apparatus.
SUNICON
Inventors:
Müller, Armin (Freiberg, DE)
Kusterer, Christian (Freiberg, DE)
Stute, Silvio (Freital, DE)
Bertau, Martin (Freiberg, DE)
Singliar, Ute (Grossschirma, DE)
Schulze, Robert (Kriftel, DE)
Kroke, Edwin (Freiberg, DE)
Möller, Hans-joachim (Freiberg, DE)
Application Number:12/752473
Publication Date:10/07/2010
pdf dazu ...
http://www.freepatentsonline.com/20100254878.pdf
... muß ich mir noch mal ohne Zeitdruck ansehen
United States Patent Application
20100254878
Process for winning pure silicon comprising the following steps: Providing a suspension, which exhibits at least some contaminated silicon particles, and guiding the suspension through at least one microstructure apparatus.
SUNICON
Inventors:
Müller, Armin (Freiberg, DE)
Kusterer, Christian (Freiberg, DE)
Stute, Silvio (Freital, DE)
Bertau, Martin (Freiberg, DE)
Singliar, Ute (Grossschirma, DE)
Schulze, Robert (Kriftel, DE)
Kroke, Edwin (Freiberg, DE)
Möller, Hans-joachim (Freiberg, DE)
Application Number:12/752473
Publication Date:10/07/2010
pdf dazu ...
http://www.freepatentsonline.com/20100254878.pdf
... muß ich mir noch mal ohne Zeitdruck ansehen
Antwort auf Beitrag Nr.: 40.668.504 von bossi1 am 07.12.10 23:57:53Als nicht kopiergeschützte Datei ...
http://www.patentstorm.us/applications/20100254878/descripti…
http://www.patentstorm.us/applications/20100254878/descripti…
Antwort auf Beitrag Nr.: 40.668.558 von bossi1 am 08.12.10 00:10:24Starkes Patent,
das den Kerfloss-Vorteil von RGS auch in der bisher gesägten Produktion verwirklichen könnte ...
Das beschriebene Verfahren nach dem US-Patent vom 7. Oktober 2010 ermöglicht die kostengünstige und einfache Wiederaufbereitung von in Fertigungsprozessen kontaminiertem Solar- oder elektronischen Silizium. Damit sind Säge- und Schleifabfälle aus der Produktion gemeint, wie das anfallende Kerfloss von ca. 50% beim Sägeprozeß. Der Siliziumabfall wird vereinfacht gesagt in einem kontinuierlichem Prozeß unter hohem Druck bis 100 bar gelaugt, thermisch und mit Ultraschall gereinigt, gewaschen und in einem Wirbelschichtreaktor getrocknet ... Eine Reinigung war in der Form bisher nicht wirtschaftlich möglich.
Die Google Übersetzung dazu ...
[0001] Die Erfindung betrifft ein Verfahren zur Gewinnung von reinem Silizium und eine Anlage zur Durchführung des Verfahrens.
STAND DER TECHNIK
[0002] Silicon von einer hohen Reinheit ist in der Photovoltaik benötigt, z. B. für die Herstellung von Solarzellen. Silicon einer solchen Reinheit wird wie Solarsilizium (sg-Si) bezeichnet.
[0003] Das SG-Si ist in der Regel über bekannte großtechnischen Verfahren hergestellt. Für die weitere Verarbeitung ist es in Blöcke, so genannte Ingots gegossen. Die Ingots werden in Spalten oder Scheiben, z. B. gesägt mittels Drahtsägen. Die Silizium-Kerbe, die Sägespäne des Siliziums, sammeln während dieser mit der Kontamination abgerieben der Sägedraht und kann daher nicht für Photovoltaik-Zwecke ist ohne vorherige Reinigung Schritte verwendet werden. Bekannte Verfahren zur Reinigung Silizium sind sehr aufwendig.
ZUSAMMENFASSUNG DER ERFINDUNG
[0004] Die Aufgabe der Erfindung ist es daher, ein kostengünstiges Verfahren zur Gewinnung von reinem Silizium, vor allem SG-Si bieten. Es ist auch eine Aufgabe der Erfindung, eine Anlage zur Durchführung eines solchen Verfahrens zu schaffen.
[0005] Diese Aufgabe wird durch die Merkmale der Erfindung gelöst. Der Kern der Erfindung besteht in der Führung Silizium-Partikeln als Suspension durch eine Reaktion Kanal einer Mikrostruktur Apparat.
[0006] Solche Vorrichtungen sind in Mikrostruktur Kosten für Anschaffung, einfach zu bedienen und zu besetzen vergleichsweise wenig Raum niedrig. Sie können kontinuierlich betrieben werden, wobei es möglich ist das Silizium Schnittfuge direkt verarbeiten und präsentieren Sie sie zurück in den Rohstoff-Stream.
[0007] Mikrostrukturphysik Apparate sind durch Reaktor Dimensionen von ≤ 1.000 um, durch die dort zum Tragen gekennzeichnet ist, mit der Steuerung der Diffusion des Materials Verkehr, eine Eigenschaft des mikroskaligen, die charakteristisch für die herkömmliche Makroebene Reaktor ist. Die Nachteile des Zusammenspiels von Adsorption und Desorption der Fremdatome aus dem Getreide Oberfläche, die während der Makroebene Auslaugung sind in der Mikrostruktur Apparat umgangen. Die Auslaugung Verhalten wird durch die hohe Konzentrationsgradienten zwischen dem Korn Oberfläche und die selektive Phase und der Diffusions-kontrollierte, schnelle Evakuierung der Fremdatome aus der Phasengrenzfläche dominiert. Der Einfluss des konkurrierenden Rückdiffusion und Adsorption an der Oberfläche Korn wird durch kurze Verweilzeiten minimiert. Weitere Vorteile untrennbar mit der Mikrostruktur Vorrichtung ergeben sich aus der Kompartimentierung der Residenz Spur mittels einer inerten Phase (Schwallströmung), durch die Selektivität Verluste durch Rückvermischung verknüpft sind vermeidbar. Der Vorteil dieses Ansatzes besteht in der fast identische Zusammensetzung der einzelnen Segmente für eine bestimmte Position auf der Residenz Titel, mit dem Produkteigenschaften eingestellt werden kann definiert.
[0008] Mikrostrukturphysik Vorrichtungen erlauben die Lösung des Problems durch sequentielle Extraktion Fremdatom Depletion unter verschiedenen Bedingungen, die individuell an die jeweiligen ausländischen Atom Kontamination angepasst. Ein Raubbau an alle ausländischen Atom Verunreinigungen in einem einzigen Schritt kann normalerweise nicht realisiert werden. Auf diese Weise kann durch den Anschluss in Serie mehrere Mikrostruktur Vorrichtungen, die Effizienzsteigerungen in Bezug auf die selektive Depletion Fremdatom über Auslaugverfahren in Mikrostrukturen erreicht werden. Von besonderem Interesse ist dabei die isotherme Abschrecken der sauren oder basischen selektive Phase, da die hohe Oberfläche / Volumen-Verhältnis der Mikrostruktur Vorrichtungen erlaubt eine sehr effiziente Wärmeabfuhr.
[0009] Allerdings ist ein wesentlicher Vorteil der Mikrostruktur Apparate nicht nur die Verwirklichung der spezifischen Bedingungen für die Auslaugung von jeder Verunreinigung über einen Anschluss in Serie von Mikro-Extraktoren erforderlich, sondern auch die kontinuierliche Prozesskontrolle. Makro-Skala Reaktion Systeme sind in der Regel nur schlecht für die selektive Einstellung definierter Fremdatom Ebenen geeignet. Dies betrifft insbesondere die Batch-Reaktoren, die nicht nur wegen der ausländischen Atom Akkumulation darin vorkommenden und der damit verbundenen Konzentration abhängig Fremdatom Adsorption an der Oberfläche Korn ungeeignet sind, sondern auch wegen der diskontinuierliche Betriebsweise, durch die das Verfahren kann wirtschaftlich unattraktiv. Vor allem aber im Falle von Dauerbetrieb, Silizium-Partikeln einer ähnlichen Geometrie in der Mikrostruktur Apparat verwendet werden kann und auf der Produktseite beibehalten werden, weil unter diesen Bedingungen gibt es keinen Wohnsitz zeitabhängige Materialabtrag in der Lautstärke Phase der Batch-Reaktoren, sondern ein Durchgang durch identischen Reaktionsbedingungen aller Flüssigkeit Pakete innerhalb der Residenz Spur der Mikrostruktur Apparat. Was mehr ist, weil der kontinuierliche Prozesskontrolle, Lagerung Verluste zB obwohl Oxidation oder Korrosion vermieden werden.
[0010] Die Silizium in Übereinstimmung mit dem Verfahren recycelt werden kann gedrückt werden und / oder ohne weitere Zwischenschritte geschmolzen und weiter für Photovoltaik-Zwecke verarbeitet werden.
[0011] Fremdatome in das Silizium enthalten sind vorzugsweise erschöpft, als sie durch die Mikrostruktur Vorrichtung werden durch Auslaugen der Teilchen mit mindestens einem Laugungsmittel geführt.
Kurze Beschreibung der Zeichnung
[0012] Figur. 1 zeigt den Verfahrensablauf nach der Erfindung als ein Flussdiagramm.
Beschreibung des Ausführungsbeispiels
[0013] Silicon Schnittfuge 1 ist zerstreut mit einem Suspensionsmittel 2 in einem Gefäß 3 auch als Produzent einen Schlamm mit Hilfe der thermischen und / oder Ultraschall-cavitative Effekte in einer Suspension. Die Suspension wird vermittelt neben einem Laugungsmittel 4 über Pumpen 13 in einen Mischer 5. Aus dem Mischer 5 der Suspension wird in eine Mikrostruktur Vorrichtung 6. Aus dem Einspeisepunkt eine Vielzahl von Vorrichtungen Mikrostruktur 6 verteilen sich in der Form eines Sterns. Sie werden parallel zueinander und / oder sequentiell hintereinander angeordnet. Die Kaskade der Mikrostruktur Vorrichtungen 6 besteht aus Polyethylen (PE) oder Polytetrafluorethylen (PTFE) Material. Die Mikrostruktur Vorrichtungen 6 sind temperaturabhängig gesteuert durch die Umwelt. Nach der Zusammenführung der Stoffströme, ist die geätzte Silizium kontinuierlich aus dem Laugungsmittel 4 getrennt und die gelösten Bestandteile 9 in eine Zentrifuge und / oder einem Hydrozyklon 7. Abhängig von der Laugungsmittel 4 verwendet, kann es in Betracht gezogen werden eine Wäsche durch Re-Dispersion der geätzten Silizium mit einem Waschmittel 8 und anschließende Fest-Flüssig-Trennung. Es kann vorgesehen werden, um die Suspension in mehrere Führer übergibt 10 durch die Mikrostruktur Vorrichtungen 6, bis die gewünschte Reinheit erreicht wurde. Um die Restfeuchte oder verdampfbaren ausländischen Komponenten des Endprodukts zu entfernen, folgt am Ende der Prozesskette, dh nach der letzten Führung durch die Suspension durch die Mikrostruktur Vorrichtungen 6, ein Vakuum thermische Trocknung unter inerten Bedingungen. Für die Trocknung gibt es insbesondere vorgesehen ein Filter, Trockner, einer Wirbelschicht Trockner, eine Venturi-Trockner, eine kryoskopische oder eine Extraktion Trockner. Das Zielprodukt 12 ist als vorverdichtete, feinteilige Material, insbesondere Silizium Pulver erhalten.
[0014] Im folgenden werden die Merkmale und Einzelheiten des Verfahrens gemäß der vorliegenden Erfindung sind wieder einmal im Detail beschrieben. Zunächst wird eine Suspension, die Exponate zumindest einige Silizium-Partikeln, vorgesehen ist. Diese Suspension wird durch ein Gefüge Vorrichtung 6 für die Reinigung der Silizium-Partikeln geführt.
[0015] Im folgenden wird der Begriff "Mikrostruktur Apparat" ist als Bezugnahme auf Mikro-Reaktoren ausstellenden eine Reaktion Kanal mit einem Durchmesser im Mikro-Maßstab Bereich, dh unterhalb von 2000 um, vorzugsweise im Bereich zwischen 2000 pm und verstanden werden 5 um, besonders bevorzugt im Bereich zwischen 500 um und 30 um. Bauwerke dieser Größenordnung werden auch als "Mikro" bezeichnet. Hier wird die Länge der Mikrostrukturen, zum Beispiel, dass der Reaktion Kanal ist im Bereich von einigen Zentimetern bis zu mehr als 100 Meter.
[0016] Vorrichtungen Mikrostrukturphysik 6 passend für das Verfahren nach der Erfindung dem Fachmann bekannt sind zB von G. Emig, E. Klemm, Technische Chemie, 5. aktuelle Auflage, Springer-Verlag, Heidelberg, 2005, ISBN 3-50-23452-7.
[0017] Die Suspension ist vor allem eine feine Suspension, dh die Silizium-Partikel weisen eine mittlere Korngröße von weniger als 50 mu m, vorzugsweise eine mittlere Korngröße im Bereich von 0,1 um bis 30 um, besonders bevorzugt im Bereich von 0,3 bis 20 um. Dies ermöglicht die spätere Verwendung der Mikrostruktur Vorrichtungen 6. Hier ist mittlere Korngröße dahin auszulegen, dass mindestens 50 Prozent der Partikel eine Korngröße von weniger als oder gleich dem angegebenen Wert haben verstanden werden.
[0018] Gemäß der Erfindung wird die Suspension aus Silizium Schnittfuge Akkumulieren beim Sägen von Silizium-Ingots gewonnen. Jedoch kann die Silizium-Partikel auch aus anderen Verarbeitung oder Herstellung von Solarsilizium semiconducfor oder Stammzellen, zB andere Sägen, Schleifen oder Fräsen sowie Sortieren oder Filtern Prozesse. Hier, Sägen Wasser als Kühlmittel / Schmiermittel für die Zerspanungstechnik genutzt werden und die SiC als Schleifmittel Mittel verwendet, wird der Draht erhitzt und abgekühlt mit Glykol oder Öl beim Sägen. Die Suspension weist daher einige Kühl-und / oder Schmiermittel aus dem Sägen Wasser, insbesondere Glykol und / oder Öl. Im Ausgangszustand sind die Silizium-Partikel mit dem Abrieb von Teilen des Sägeblattes oder Draht kontaminiert. Im Ausgangszustand, sie zeigen daher eine Kontamination mit Metallen und / oder Sauerstoff.
[0019] Eine beispielhafte Zusammensetzung der Suspension für wässrige Schneiden ist etwa 99% Wasser und 1% festes Material, was wiederum besteht aus etwa 99% Si und restliches metallischen Abrieb von Teilen wie Eisen (Fe) oder Kupfer (Cu) . Das Ausgangsmaterial kann auch ein gebrauchtes Gülle, die besteht zum Beispiel von ca. 25% Polyethylenglykol und 75% Feststoffen, die wiederum besteht aus etwa 12% metallisches abgeriebener Teile, einschließlich Fe-und / oder Cu, 13% Si, 74% SiC und 1% Glas. Die Silizium-Partikel in dieser Mischung muss aus dem nicht-elementaren Si isoliert werden - oder Fremdstoffe, um in dem Verfahren verwendet werden hier beschrieben.
[0020] Eine Kontamination der Silizium-Partikeln durch die oben genannte Verarbeitung Methoden und Prozesse, vor allem mit metallischen Verunreinigungen verursacht werden, ist in geeigneter Weise zu Werten in Übereinstimmung mit der Spezifikation reduziert. Die Möglichkeit des Recyclings der entsprechenden Silizium Geldbußen verbessert die wirtschaftlichen und ökologischen Fußabdruck.
[0021] Die Extraktion Material wird durch die Reaktion Kanal in Form einer Suspension, bei denen geführt wird, wegen der geringen Abmessungen Reaktor, gibt es keinen Stofftransport senkrecht zur Richtung des Transfers und keine Rückvermischung. So sind identischen Reaktionsbedingungen entlang der Reaktionsweg gewährleistet. Auf diese Weise ist es möglich, Silizium-Partikeln, die zeigen weitgehend identische Fremdatom Abreicherungsraten behalten. Dadurch ist es möglich, die hohe Reinheit erforderlich zu erreichen. Es kann vorgesehen sein, dass die Aussetzung mehrmals geführt wird, dh immer wieder, durch die Mikrostruktur Vorrichtung 6. Es ist vor allem durch die Mikrostruktur Vorrichtung 6 so oft, bis die Silizium-Partikel weisen eine gewisse Reinheit, insbesondere mindestens Solarsilizium, vorzugsweise elektronische Sortenreinheit geführt. Solar-Grade-Reinheit ist hier als Silizium mit Verunreinigungen von weniger als 10-7 (100 ppb), elektronische grade "Reinheit ist als Silizium mit Verunreinigungen von weniger als 10-11 (0,01 ppb) verstanden verstanden.
[0022], bevor es durch die Mikrostruktur Vorrichtung 6 geführt ist, wird die Suspension mit einer Laugungsmittel 4 für den Abbau von Fremdatomen gemischt. Als Laugungsmittel 4 ist vorzugsweise mindestens eine Säure und / oder Base verwendet. Säuren bevorzugt vorgesehen sind HF, HNO3, HCl oder H2SO.sub.4. Grundlagen bevorzugt verwendet werden KOH, NaOH oder NH4OH. Die Säure und / oder Base wird in konzentrierter Form oder als wässrige Lösung eingesetzt, wobei die Laugungsmittel 4 einzeln oder in Kombinationen von zwei oder mehreren der genannten Wirkstoffe Auslaugung 4. Bekannten und üblichen Konzentrationen und Mischungsverhältnisse können hier benutzt werden.
[0023] Laugung erfolgt vorzugsweise bei einer Temperatur von 10 ° C bis 250 ° C, vorzugsweise bei 20 ° C bis 100 ° C, besonders bevorzugt bei 20 ° C bis 50 ° C. Nach Erfahrung die erforderliche Belichtungszeit der Auslaugung Agenten 4 kann oft erheblich durch Erhöhung der Temperatur reduziert werden.
[0024] Laugung erfolgt vorzugsweise in einem Druckbereich von Normaldruck bis 100 bar Überdruck, vorzugsweise in einem Druckbereich von 0,1 bar bis 30 bar, insbesondere bis 10 bar Überdruck. Dies ist besonders für lange Mikrostruktur Vorrichtungen 6, in dem ein Druckabfall von mehreren bar erfolgt über eine Länge von 100 m. vorteilhaft
[0025] Laugung erfolgt vorzugsweise unter semi-kontinuierliche, vor allem unter kontinuierlichen Bedingungen, dh die Suspension durch die Reaktion Kanal der Mikrostruktur Vorrichtung 6 in einer semi-kontinuierlichen geführt wird, vor allem in kontinuierlicher Weise. Auf diese Weise ist eine wirtschaftliche Betriebsweise erreicht.
[0026] Ausländische Atom Erschöpfung erfolgt somit über Auslaugverfahren. Durch die Variation von Druck und Temperatur werden die Verunreinigungen selektiv dezimiert. Die Laugungsmittel 4 verwendet oder die Abfolge der Auslaugung Agenten 4 verwendet und / oder deren Mischung in der Regel abhängig von der Verunreinigungen entfernt werden. Vorzugsweise sind mindestens zwei, insbesondere eine Vielzahl von Vorrichtungen Mikrostruktur 6 auch vorgesehen sein kann sequentiell hintereinander.
[0027] Nach dem Durchlaufen der Mikrostruktur Vorrichtung 6 wird die Suspension wieder aus dem Laugungsmittel 4 getrennt. Dafür gibt es vor allem ins Auge gefasst eine kontinuierliche Trennverfahren. Die Suspension ist besonders gefiltert und / oder zentrifugiert. Es kann auch mit einem Waschmittel gewaschen werden.
[0028] Danach Teilchen Vakuum-thermische Trocknung zum Trocknen der Silizium unter inerten Bedingungen vorgesehen ist. Zum Trocknen gibt es vor allem sah einen Filter, Trockner, einer Wirbelschicht Trockner, eine Venturi-Trockner, eine kryoskopische oder eine Extraktion Trockner.
[0029] Aufgrund der Mikro-Maßstab Dimensionen der Mikrostrukturen, ist der Stofftransport im Gefüge Vorrichtung 6 diffusionskontrolliert und im Gegensatz zu konvektiven Stofftransport in herkömmlichen Makro-Reaktor-Systemen ist es um bis zu zwei Größenordnungen schneller. Als Ergebnis ist die Gewinnung ausländischer Atom durch Laugung in der Mikrostruktur Vorrichtung 6 sehr viel effektiver als bei herkömmlichen Makro-Systeme. Besonders metallische Verunreinigungen oder oxidierte Oberflächen, dh Kontaminationen mit Sauerstoff, kann aus den beschriebenen feinen Silizium-Partikeln entfernt werden oder durch geeignete Mittel Auslaugung 4 minimiert werden, ohne metallisches Silizium Menge erheblich reduziert wird. Überraschenderweise hat sich herausgestellt, dass im Gegensatz zu der herkömmlichen Technologie dieser in der Mikrostruktur Vorrichtung 6 umgesetzt werden können.
[0030] Vorzugsweise sind mindestens zwei, insbesondere eine Vielzahl von Vorrichtungen Mikrostruktur 6 sind parallel betrieben. Der hohe Grad an Parallelisierung der einzelnen Apparate Mikrostruktur 6 ermöglicht die Synthese der SG Silizium im technischen Maßstab. Vorteilhaft dies die Reaktion Prozesse müssen nicht neu optimiert hier, aber die Prozessparameter vom Labormaßstab auf einem einzigen Gerät Mikrostruktur 6 bestimmt können direkt übernommen werden.
[0031] Als Ergebnis des Verfahrens nach der Erfindung ist das erreicht chemische Zusammensetzung des Silizium-Partikeln homogen, dank derer die erhaltene sg-Si-Partikel nach dem Auslaugen, direkt in sg-Si-Partikel, die verdichtet werden reifen für die Anwendung. Dazu werden die Partikel vorzugsweise drücken verdichteten und / oder geschmolzen.
das den Kerfloss-Vorteil von RGS auch in der bisher gesägten Produktion verwirklichen könnte ...
Das beschriebene Verfahren nach dem US-Patent vom 7. Oktober 2010 ermöglicht die kostengünstige und einfache Wiederaufbereitung von in Fertigungsprozessen kontaminiertem Solar- oder elektronischen Silizium. Damit sind Säge- und Schleifabfälle aus der Produktion gemeint, wie das anfallende Kerfloss von ca. 50% beim Sägeprozeß. Der Siliziumabfall wird vereinfacht gesagt in einem kontinuierlichem Prozeß unter hohem Druck bis 100 bar gelaugt, thermisch und mit Ultraschall gereinigt, gewaschen und in einem Wirbelschichtreaktor getrocknet ... Eine Reinigung war in der Form bisher nicht wirtschaftlich möglich.
Die Google Übersetzung dazu ...
[0001] Die Erfindung betrifft ein Verfahren zur Gewinnung von reinem Silizium und eine Anlage zur Durchführung des Verfahrens.
STAND DER TECHNIK
[0002] Silicon von einer hohen Reinheit ist in der Photovoltaik benötigt, z. B. für die Herstellung von Solarzellen. Silicon einer solchen Reinheit wird wie Solarsilizium (sg-Si) bezeichnet.
[0003] Das SG-Si ist in der Regel über bekannte großtechnischen Verfahren hergestellt. Für die weitere Verarbeitung ist es in Blöcke, so genannte Ingots gegossen. Die Ingots werden in Spalten oder Scheiben, z. B. gesägt mittels Drahtsägen. Die Silizium-Kerbe, die Sägespäne des Siliziums, sammeln während dieser mit der Kontamination abgerieben der Sägedraht und kann daher nicht für Photovoltaik-Zwecke ist ohne vorherige Reinigung Schritte verwendet werden. Bekannte Verfahren zur Reinigung Silizium sind sehr aufwendig.
ZUSAMMENFASSUNG DER ERFINDUNG
[0004] Die Aufgabe der Erfindung ist es daher, ein kostengünstiges Verfahren zur Gewinnung von reinem Silizium, vor allem SG-Si bieten. Es ist auch eine Aufgabe der Erfindung, eine Anlage zur Durchführung eines solchen Verfahrens zu schaffen.
[0005] Diese Aufgabe wird durch die Merkmale der Erfindung gelöst. Der Kern der Erfindung besteht in der Führung Silizium-Partikeln als Suspension durch eine Reaktion Kanal einer Mikrostruktur Apparat.
[0006] Solche Vorrichtungen sind in Mikrostruktur Kosten für Anschaffung, einfach zu bedienen und zu besetzen vergleichsweise wenig Raum niedrig. Sie können kontinuierlich betrieben werden, wobei es möglich ist das Silizium Schnittfuge direkt verarbeiten und präsentieren Sie sie zurück in den Rohstoff-Stream.
[0007] Mikrostrukturphysik Apparate sind durch Reaktor Dimensionen von ≤ 1.000 um, durch die dort zum Tragen gekennzeichnet ist, mit der Steuerung der Diffusion des Materials Verkehr, eine Eigenschaft des mikroskaligen, die charakteristisch für die herkömmliche Makroebene Reaktor ist. Die Nachteile des Zusammenspiels von Adsorption und Desorption der Fremdatome aus dem Getreide Oberfläche, die während der Makroebene Auslaugung sind in der Mikrostruktur Apparat umgangen. Die Auslaugung Verhalten wird durch die hohe Konzentrationsgradienten zwischen dem Korn Oberfläche und die selektive Phase und der Diffusions-kontrollierte, schnelle Evakuierung der Fremdatome aus der Phasengrenzfläche dominiert. Der Einfluss des konkurrierenden Rückdiffusion und Adsorption an der Oberfläche Korn wird durch kurze Verweilzeiten minimiert. Weitere Vorteile untrennbar mit der Mikrostruktur Vorrichtung ergeben sich aus der Kompartimentierung der Residenz Spur mittels einer inerten Phase (Schwallströmung), durch die Selektivität Verluste durch Rückvermischung verknüpft sind vermeidbar. Der Vorteil dieses Ansatzes besteht in der fast identische Zusammensetzung der einzelnen Segmente für eine bestimmte Position auf der Residenz Titel, mit dem Produkteigenschaften eingestellt werden kann definiert.
[0008] Mikrostrukturphysik Vorrichtungen erlauben die Lösung des Problems durch sequentielle Extraktion Fremdatom Depletion unter verschiedenen Bedingungen, die individuell an die jeweiligen ausländischen Atom Kontamination angepasst. Ein Raubbau an alle ausländischen Atom Verunreinigungen in einem einzigen Schritt kann normalerweise nicht realisiert werden. Auf diese Weise kann durch den Anschluss in Serie mehrere Mikrostruktur Vorrichtungen, die Effizienzsteigerungen in Bezug auf die selektive Depletion Fremdatom über Auslaugverfahren in Mikrostrukturen erreicht werden. Von besonderem Interesse ist dabei die isotherme Abschrecken der sauren oder basischen selektive Phase, da die hohe Oberfläche / Volumen-Verhältnis der Mikrostruktur Vorrichtungen erlaubt eine sehr effiziente Wärmeabfuhr.
[0009] Allerdings ist ein wesentlicher Vorteil der Mikrostruktur Apparate nicht nur die Verwirklichung der spezifischen Bedingungen für die Auslaugung von jeder Verunreinigung über einen Anschluss in Serie von Mikro-Extraktoren erforderlich, sondern auch die kontinuierliche Prozesskontrolle. Makro-Skala Reaktion Systeme sind in der Regel nur schlecht für die selektive Einstellung definierter Fremdatom Ebenen geeignet. Dies betrifft insbesondere die Batch-Reaktoren, die nicht nur wegen der ausländischen Atom Akkumulation darin vorkommenden und der damit verbundenen Konzentration abhängig Fremdatom Adsorption an der Oberfläche Korn ungeeignet sind, sondern auch wegen der diskontinuierliche Betriebsweise, durch die das Verfahren kann wirtschaftlich unattraktiv. Vor allem aber im Falle von Dauerbetrieb, Silizium-Partikeln einer ähnlichen Geometrie in der Mikrostruktur Apparat verwendet werden kann und auf der Produktseite beibehalten werden, weil unter diesen Bedingungen gibt es keinen Wohnsitz zeitabhängige Materialabtrag in der Lautstärke Phase der Batch-Reaktoren, sondern ein Durchgang durch identischen Reaktionsbedingungen aller Flüssigkeit Pakete innerhalb der Residenz Spur der Mikrostruktur Apparat. Was mehr ist, weil der kontinuierliche Prozesskontrolle, Lagerung Verluste zB obwohl Oxidation oder Korrosion vermieden werden.
[0010] Die Silizium in Übereinstimmung mit dem Verfahren recycelt werden kann gedrückt werden und / oder ohne weitere Zwischenschritte geschmolzen und weiter für Photovoltaik-Zwecke verarbeitet werden.
[0011] Fremdatome in das Silizium enthalten sind vorzugsweise erschöpft, als sie durch die Mikrostruktur Vorrichtung werden durch Auslaugen der Teilchen mit mindestens einem Laugungsmittel geführt.
Kurze Beschreibung der Zeichnung
[0012] Figur. 1 zeigt den Verfahrensablauf nach der Erfindung als ein Flussdiagramm.
Beschreibung des Ausführungsbeispiels
[0013] Silicon Schnittfuge 1 ist zerstreut mit einem Suspensionsmittel 2 in einem Gefäß 3 auch als Produzent einen Schlamm mit Hilfe der thermischen und / oder Ultraschall-cavitative Effekte in einer Suspension. Die Suspension wird vermittelt neben einem Laugungsmittel 4 über Pumpen 13 in einen Mischer 5. Aus dem Mischer 5 der Suspension wird in eine Mikrostruktur Vorrichtung 6. Aus dem Einspeisepunkt eine Vielzahl von Vorrichtungen Mikrostruktur 6 verteilen sich in der Form eines Sterns. Sie werden parallel zueinander und / oder sequentiell hintereinander angeordnet. Die Kaskade der Mikrostruktur Vorrichtungen 6 besteht aus Polyethylen (PE) oder Polytetrafluorethylen (PTFE) Material. Die Mikrostruktur Vorrichtungen 6 sind temperaturabhängig gesteuert durch die Umwelt. Nach der Zusammenführung der Stoffströme, ist die geätzte Silizium kontinuierlich aus dem Laugungsmittel 4 getrennt und die gelösten Bestandteile 9 in eine Zentrifuge und / oder einem Hydrozyklon 7. Abhängig von der Laugungsmittel 4 verwendet, kann es in Betracht gezogen werden eine Wäsche durch Re-Dispersion der geätzten Silizium mit einem Waschmittel 8 und anschließende Fest-Flüssig-Trennung. Es kann vorgesehen werden, um die Suspension in mehrere Führer übergibt 10 durch die Mikrostruktur Vorrichtungen 6, bis die gewünschte Reinheit erreicht wurde. Um die Restfeuchte oder verdampfbaren ausländischen Komponenten des Endprodukts zu entfernen, folgt am Ende der Prozesskette, dh nach der letzten Führung durch die Suspension durch die Mikrostruktur Vorrichtungen 6, ein Vakuum thermische Trocknung unter inerten Bedingungen. Für die Trocknung gibt es insbesondere vorgesehen ein Filter, Trockner, einer Wirbelschicht Trockner, eine Venturi-Trockner, eine kryoskopische oder eine Extraktion Trockner. Das Zielprodukt 12 ist als vorverdichtete, feinteilige Material, insbesondere Silizium Pulver erhalten.
[0014] Im folgenden werden die Merkmale und Einzelheiten des Verfahrens gemäß der vorliegenden Erfindung sind wieder einmal im Detail beschrieben. Zunächst wird eine Suspension, die Exponate zumindest einige Silizium-Partikeln, vorgesehen ist. Diese Suspension wird durch ein Gefüge Vorrichtung 6 für die Reinigung der Silizium-Partikeln geführt.
[0015] Im folgenden wird der Begriff "Mikrostruktur Apparat" ist als Bezugnahme auf Mikro-Reaktoren ausstellenden eine Reaktion Kanal mit einem Durchmesser im Mikro-Maßstab Bereich, dh unterhalb von 2000 um, vorzugsweise im Bereich zwischen 2000 pm und verstanden werden 5 um, besonders bevorzugt im Bereich zwischen 500 um und 30 um. Bauwerke dieser Größenordnung werden auch als "Mikro" bezeichnet. Hier wird die Länge der Mikrostrukturen, zum Beispiel, dass der Reaktion Kanal ist im Bereich von einigen Zentimetern bis zu mehr als 100 Meter.
[0016] Vorrichtungen Mikrostrukturphysik 6 passend für das Verfahren nach der Erfindung dem Fachmann bekannt sind zB von G. Emig, E. Klemm, Technische Chemie, 5. aktuelle Auflage, Springer-Verlag, Heidelberg, 2005, ISBN 3-50-23452-7.
[0017] Die Suspension ist vor allem eine feine Suspension, dh die Silizium-Partikel weisen eine mittlere Korngröße von weniger als 50 mu m, vorzugsweise eine mittlere Korngröße im Bereich von 0,1 um bis 30 um, besonders bevorzugt im Bereich von 0,3 bis 20 um. Dies ermöglicht die spätere Verwendung der Mikrostruktur Vorrichtungen 6. Hier ist mittlere Korngröße dahin auszulegen, dass mindestens 50 Prozent der Partikel eine Korngröße von weniger als oder gleich dem angegebenen Wert haben verstanden werden.
[0018] Gemäß der Erfindung wird die Suspension aus Silizium Schnittfuge Akkumulieren beim Sägen von Silizium-Ingots gewonnen. Jedoch kann die Silizium-Partikel auch aus anderen Verarbeitung oder Herstellung von Solarsilizium semiconducfor oder Stammzellen, zB andere Sägen, Schleifen oder Fräsen sowie Sortieren oder Filtern Prozesse. Hier, Sägen Wasser als Kühlmittel / Schmiermittel für die Zerspanungstechnik genutzt werden und die SiC als Schleifmittel Mittel verwendet, wird der Draht erhitzt und abgekühlt mit Glykol oder Öl beim Sägen. Die Suspension weist daher einige Kühl-und / oder Schmiermittel aus dem Sägen Wasser, insbesondere Glykol und / oder Öl. Im Ausgangszustand sind die Silizium-Partikel mit dem Abrieb von Teilen des Sägeblattes oder Draht kontaminiert. Im Ausgangszustand, sie zeigen daher eine Kontamination mit Metallen und / oder Sauerstoff.
[0019] Eine beispielhafte Zusammensetzung der Suspension für wässrige Schneiden ist etwa 99% Wasser und 1% festes Material, was wiederum besteht aus etwa 99% Si und restliches metallischen Abrieb von Teilen wie Eisen (Fe) oder Kupfer (Cu) . Das Ausgangsmaterial kann auch ein gebrauchtes Gülle, die besteht zum Beispiel von ca. 25% Polyethylenglykol und 75% Feststoffen, die wiederum besteht aus etwa 12% metallisches abgeriebener Teile, einschließlich Fe-und / oder Cu, 13% Si, 74% SiC und 1% Glas. Die Silizium-Partikel in dieser Mischung muss aus dem nicht-elementaren Si isoliert werden - oder Fremdstoffe, um in dem Verfahren verwendet werden hier beschrieben.
[0020] Eine Kontamination der Silizium-Partikeln durch die oben genannte Verarbeitung Methoden und Prozesse, vor allem mit metallischen Verunreinigungen verursacht werden, ist in geeigneter Weise zu Werten in Übereinstimmung mit der Spezifikation reduziert. Die Möglichkeit des Recyclings der entsprechenden Silizium Geldbußen verbessert die wirtschaftlichen und ökologischen Fußabdruck.
[0021] Die Extraktion Material wird durch die Reaktion Kanal in Form einer Suspension, bei denen geführt wird, wegen der geringen Abmessungen Reaktor, gibt es keinen Stofftransport senkrecht zur Richtung des Transfers und keine Rückvermischung. So sind identischen Reaktionsbedingungen entlang der Reaktionsweg gewährleistet. Auf diese Weise ist es möglich, Silizium-Partikeln, die zeigen weitgehend identische Fremdatom Abreicherungsraten behalten. Dadurch ist es möglich, die hohe Reinheit erforderlich zu erreichen. Es kann vorgesehen sein, dass die Aussetzung mehrmals geführt wird, dh immer wieder, durch die Mikrostruktur Vorrichtung 6. Es ist vor allem durch die Mikrostruktur Vorrichtung 6 so oft, bis die Silizium-Partikel weisen eine gewisse Reinheit, insbesondere mindestens Solarsilizium, vorzugsweise elektronische Sortenreinheit geführt. Solar-Grade-Reinheit ist hier als Silizium mit Verunreinigungen von weniger als 10-7 (100 ppb), elektronische grade "Reinheit ist als Silizium mit Verunreinigungen von weniger als 10-11 (0,01 ppb) verstanden verstanden.
[0022], bevor es durch die Mikrostruktur Vorrichtung 6 geführt ist, wird die Suspension mit einer Laugungsmittel 4 für den Abbau von Fremdatomen gemischt. Als Laugungsmittel 4 ist vorzugsweise mindestens eine Säure und / oder Base verwendet. Säuren bevorzugt vorgesehen sind HF, HNO3, HCl oder H2SO.sub.4. Grundlagen bevorzugt verwendet werden KOH, NaOH oder NH4OH. Die Säure und / oder Base wird in konzentrierter Form oder als wässrige Lösung eingesetzt, wobei die Laugungsmittel 4 einzeln oder in Kombinationen von zwei oder mehreren der genannten Wirkstoffe Auslaugung 4. Bekannten und üblichen Konzentrationen und Mischungsverhältnisse können hier benutzt werden.
[0023] Laugung erfolgt vorzugsweise bei einer Temperatur von 10 ° C bis 250 ° C, vorzugsweise bei 20 ° C bis 100 ° C, besonders bevorzugt bei 20 ° C bis 50 ° C. Nach Erfahrung die erforderliche Belichtungszeit der Auslaugung Agenten 4 kann oft erheblich durch Erhöhung der Temperatur reduziert werden.
[0024] Laugung erfolgt vorzugsweise in einem Druckbereich von Normaldruck bis 100 bar Überdruck, vorzugsweise in einem Druckbereich von 0,1 bar bis 30 bar, insbesondere bis 10 bar Überdruck. Dies ist besonders für lange Mikrostruktur Vorrichtungen 6, in dem ein Druckabfall von mehreren bar erfolgt über eine Länge von 100 m. vorteilhaft
[0025] Laugung erfolgt vorzugsweise unter semi-kontinuierliche, vor allem unter kontinuierlichen Bedingungen, dh die Suspension durch die Reaktion Kanal der Mikrostruktur Vorrichtung 6 in einer semi-kontinuierlichen geführt wird, vor allem in kontinuierlicher Weise. Auf diese Weise ist eine wirtschaftliche Betriebsweise erreicht.
[0026] Ausländische Atom Erschöpfung erfolgt somit über Auslaugverfahren. Durch die Variation von Druck und Temperatur werden die Verunreinigungen selektiv dezimiert. Die Laugungsmittel 4 verwendet oder die Abfolge der Auslaugung Agenten 4 verwendet und / oder deren Mischung in der Regel abhängig von der Verunreinigungen entfernt werden. Vorzugsweise sind mindestens zwei, insbesondere eine Vielzahl von Vorrichtungen Mikrostruktur 6 auch vorgesehen sein kann sequentiell hintereinander.
[0027] Nach dem Durchlaufen der Mikrostruktur Vorrichtung 6 wird die Suspension wieder aus dem Laugungsmittel 4 getrennt. Dafür gibt es vor allem ins Auge gefasst eine kontinuierliche Trennverfahren. Die Suspension ist besonders gefiltert und / oder zentrifugiert. Es kann auch mit einem Waschmittel gewaschen werden.
[0028] Danach Teilchen Vakuum-thermische Trocknung zum Trocknen der Silizium unter inerten Bedingungen vorgesehen ist. Zum Trocknen gibt es vor allem sah einen Filter, Trockner, einer Wirbelschicht Trockner, eine Venturi-Trockner, eine kryoskopische oder eine Extraktion Trockner.
[0029] Aufgrund der Mikro-Maßstab Dimensionen der Mikrostrukturen, ist der Stofftransport im Gefüge Vorrichtung 6 diffusionskontrolliert und im Gegensatz zu konvektiven Stofftransport in herkömmlichen Makro-Reaktor-Systemen ist es um bis zu zwei Größenordnungen schneller. Als Ergebnis ist die Gewinnung ausländischer Atom durch Laugung in der Mikrostruktur Vorrichtung 6 sehr viel effektiver als bei herkömmlichen Makro-Systeme. Besonders metallische Verunreinigungen oder oxidierte Oberflächen, dh Kontaminationen mit Sauerstoff, kann aus den beschriebenen feinen Silizium-Partikeln entfernt werden oder durch geeignete Mittel Auslaugung 4 minimiert werden, ohne metallisches Silizium Menge erheblich reduziert wird. Überraschenderweise hat sich herausgestellt, dass im Gegensatz zu der herkömmlichen Technologie dieser in der Mikrostruktur Vorrichtung 6 umgesetzt werden können.
[0030] Vorzugsweise sind mindestens zwei, insbesondere eine Vielzahl von Vorrichtungen Mikrostruktur 6 sind parallel betrieben. Der hohe Grad an Parallelisierung der einzelnen Apparate Mikrostruktur 6 ermöglicht die Synthese der SG Silizium im technischen Maßstab. Vorteilhaft dies die Reaktion Prozesse müssen nicht neu optimiert hier, aber die Prozessparameter vom Labormaßstab auf einem einzigen Gerät Mikrostruktur 6 bestimmt können direkt übernommen werden.
[0031] Als Ergebnis des Verfahrens nach der Erfindung ist das erreicht chemische Zusammensetzung des Silizium-Partikeln homogen, dank derer die erhaltene sg-Si-Partikel nach dem Auslaugen, direkt in sg-Si-Partikel, die verdichtet werden reifen für die Anwendung. Dazu werden die Partikel vorzugsweise drücken verdichteten und / oder geschmolzen.
Antwort auf Beitrag Nr.: 40.680.254 von bossi1 am 09.12.10 13:35:54Jetzt macht dieses bekannte Patent auch Sinn ...
WO/2009/141062
PRODUCTION AND USE OF FINE-PARTICLE SILICON
Publication Date:
26.11.2009
SUNICON AG [DE/DE]; Berthelsdorfer Strasse 111A 09599 Freiberg (DE) (All Except US).
Inventors:
MÜLLER, Armin; (DE).
WODITSCH, Peter; (DE).
KUSTERER, Christian; (DE).
http://www.wipo.int/pctdb/en/wo.jsp?WO=2009141062&IA=EP20090…
Ausführliche Beschreibung ...
http://www.wipo.int/pctdb/en/wo.jsp?WO=2009141062&IA=EP20090…
WO/2009/141062
PRODUCTION AND USE OF FINE-PARTICLE SILICON
Publication Date:
26.11.2009
SUNICON AG [DE/DE]; Berthelsdorfer Strasse 111A 09599 Freiberg (DE) (All Except US).
Inventors:
MÜLLER, Armin; (DE).
WODITSCH, Peter; (DE).
KUSTERER, Christian; (DE).
http://www.wipo.int/pctdb/en/wo.jsp?WO=2009141062&IA=EP20090…
Ausführliche Beschreibung ...
http://www.wipo.int/pctdb/en/wo.jsp?WO=2009141062&IA=EP20090…
Antwort auf Beitrag Nr.: 40.680.254 von bossi1 am 09.12.10 13:35:54Slurry – Wertvoller Schlamm?
Slurry so nennt man das uneinheitliche Stoffgemisch das beim zersägen des Ingots (Silizium Barren) in Scheiben (Wafer) benötigt wird. Dieses Slurry besteht aus Glykol oder Öl und Siliziumcarbid-Körner. In der Fertigungskette des Solarmoduls ist das zersägen des Ingots die verlustreichste Fertigungsstufe. Bis zu 40% des Solarsiliziums geht beim sägen in den Slurry über. Auf das Recycling dieses Stoffgemisches hat sich die Fa. SIC Processing AG spezialisiert. Bis zum Jahr 2010 soll die weltweite Kapazität von 78.000 tonnen auf 238.000 tonnen erhöht werden.
Das zersägen des Ingots darf man sich nicht mit einer hin und her Bewegung vorstellen, sondern ein Draht der ca. 400 km lang ist wird durch den Ingot gezogen. Bis der Ingot in Wafer zerschnitten ist, dauert es zwischen 5 und 7 Stunden. Der Draht erreicht eine Geschwindigkeit von 10 bis 15 m/Sekunde das sind immerhin 36 – 54 Stundenkilometer…
Die Fa. SIC Processing AG bereitet den Slurry wieder auf und gewinnt daraus Siliziumcarbid zu 75 bis 90% und Glykol zu 85 bis 95% in hoher Reinheit zurück. Ausserdem werden die kleinen “Sägespäne” die vom Verschleiß des Drahtes entstehen aus dem Slurry komplett entfernt. Es ist klar, daß sich dadurch die Gestehungskosten der Solarzellen verringern.
Das Ziel muß aber sein das Solarsilizium zurückzugewinnen. Aber leider ist das Solarsilizium ein Bestandteil der Feinfraktion und zur Behandlung dieses “Schlammes” fehlt derzeit noch ein wirtschaftliches Verfahren. ... nicht mehr lange ...
Aber nicht jeder Modulhersteller hat das Slurry Problem die Fa. Evergreensolar mit ihrem besonderen String Ribbon Verfahren kennt kein Slurry…
http://ralos.de/blog/2008/10/slurry-wertvoller-schlamm.html
P.S.: Das Patent vom 7. Okt. 2010 erklärt ggf. auch den Ausstieg aus der RGS Development BV.
Slurry so nennt man das uneinheitliche Stoffgemisch das beim zersägen des Ingots (Silizium Barren) in Scheiben (Wafer) benötigt wird. Dieses Slurry besteht aus Glykol oder Öl und Siliziumcarbid-Körner. In der Fertigungskette des Solarmoduls ist das zersägen des Ingots die verlustreichste Fertigungsstufe. Bis zu 40% des Solarsiliziums geht beim sägen in den Slurry über. Auf das Recycling dieses Stoffgemisches hat sich die Fa. SIC Processing AG spezialisiert. Bis zum Jahr 2010 soll die weltweite Kapazität von 78.000 tonnen auf 238.000 tonnen erhöht werden.
Das zersägen des Ingots darf man sich nicht mit einer hin und her Bewegung vorstellen, sondern ein Draht der ca. 400 km lang ist wird durch den Ingot gezogen. Bis der Ingot in Wafer zerschnitten ist, dauert es zwischen 5 und 7 Stunden. Der Draht erreicht eine Geschwindigkeit von 10 bis 15 m/Sekunde das sind immerhin 36 – 54 Stundenkilometer…
Die Fa. SIC Processing AG bereitet den Slurry wieder auf und gewinnt daraus Siliziumcarbid zu 75 bis 90% und Glykol zu 85 bis 95% in hoher Reinheit zurück. Ausserdem werden die kleinen “Sägespäne” die vom Verschleiß des Drahtes entstehen aus dem Slurry komplett entfernt. Es ist klar, daß sich dadurch die Gestehungskosten der Solarzellen verringern.
Das Ziel muß aber sein das Solarsilizium zurückzugewinnen. Aber leider ist das Solarsilizium ein Bestandteil der Feinfraktion und zur Behandlung dieses “Schlammes” fehlt derzeit noch ein wirtschaftliches Verfahren. ... nicht mehr lange ...
Aber nicht jeder Modulhersteller hat das Slurry Problem die Fa. Evergreensolar mit ihrem besonderen String Ribbon Verfahren kennt kein Slurry…
http://ralos.de/blog/2008/10/slurry-wertvoller-schlamm.html
P.S.: Das Patent vom 7. Okt. 2010 erklärt ggf. auch den Ausstieg aus der RGS Development BV.
Antwort auf Beitrag Nr.: 40.683.407 von bossi1 am 09.12.10 18:41:01Nicht nur der Slurry der Solarindustrie ...
Hirschau, 21. Juni 2010
Nordic Capital Fund VII hat von einer Investorengruppe eine Mehrheitsbeteiligung an der SiC Processing AG erworben. Die Gründerfamilie bleibt mit 25%, der bisherige Lead Investor zouk ventures mit 5% beteiligt.
„Nordic Capital Funds verfügt über eine starke Finanzierungsbasis und breite Erfahrung mit Beteiligungen an Familienunternehmen. Beides sind wichtige Eigenschaften, um unsere weltweite Expansion abzusichern“, sagt Thomas Heckmann, CEO und Gründer von SiC Processing.
SiC Processing ist ein weltweit führender Dienstleister in der Wiederaufbereitung und Verarbeitung von Sägesuspension (slurry) für die Herstellung von Silizium-Wafern. Das Unternehmen erzielt über 90% seiner Umsätze mit Kunden aus der Photovoltaik-Industrie, zählt aber auch führende Hersteller der Halbleiterindustrie zu seinen Kunden. Die Zentrale des Unternehmens befindet sich in Hirschau/Oberpfalz, mit weiteren Produktionsstandorten in Deutschland, Norwegen, Italien, China und den USA.
SiC Processing ist in der Vergangenheit stark gewachsen und hat sich zu einem zuverlässigen Partner für ihre Kunden entwickelt. Um der weltweit wachsenden Nachfrage nach Solarenergie zu begegnen, plant das Unternehmen, seine Kapazitäten weiter auszubauen.
„Auf Grund des starken Wachstums im Bereich der Solarenergie erwarten wir eine steigende Nachfrage bestehender und neuer Kunden nach Kapazitäten für die Aufbereitung von Sägesuspension. Mit Nordic Capital Fund VII als neuem Mehrheitseigentümer haben wir einen Partner gefunden, der die nötigen Finanzmittel mitbringt, um diese Nachfrage zu stemmen. Zudem sind wir überzeugt, dass Nordic Capital mit seiner breiten Erfahrung mit Beteiligungen an Familienunternehmen der richtige Partner für den deutschen Mittelstand ist“, sagt Thomas Heckmann, CEO und Gründer von SiC Processing.
„Wir sind beeindruckt, was das Management von SiC Processing in den vergangenen drei Jahren zusammen mit seinen Investoren erreicht hat. Auf Grundlage seiner führenden Technologie bietet SiC Processing seinen Kunden deutliche Kostenvorteile. Wir sehen großes Potential in der Unterstützung der Expansionspläne des Unternehmens und freuen uns, mit dem Management eng zusammenzuarbeiten, um die Position von SiC Processing als dem führenden Dienstleister der Solarwafer-Industrie weiter zu stärken“, sagt Dr. Sönke Bästlein, Partner von Nordic Capital in Frankfurt.
Der ideale Partner ...
SIC Processing AG
http://www.sic-processing.com/

Hirschau, 21. Juni 2010
Nordic Capital Fund VII hat von einer Investorengruppe eine Mehrheitsbeteiligung an der SiC Processing AG erworben. Die Gründerfamilie bleibt mit 25%, der bisherige Lead Investor zouk ventures mit 5% beteiligt.
„Nordic Capital Funds verfügt über eine starke Finanzierungsbasis und breite Erfahrung mit Beteiligungen an Familienunternehmen. Beides sind wichtige Eigenschaften, um unsere weltweite Expansion abzusichern“, sagt Thomas Heckmann, CEO und Gründer von SiC Processing.
SiC Processing ist ein weltweit führender Dienstleister in der Wiederaufbereitung und Verarbeitung von Sägesuspension (slurry) für die Herstellung von Silizium-Wafern. Das Unternehmen erzielt über 90% seiner Umsätze mit Kunden aus der Photovoltaik-Industrie, zählt aber auch führende Hersteller der Halbleiterindustrie zu seinen Kunden. Die Zentrale des Unternehmens befindet sich in Hirschau/Oberpfalz, mit weiteren Produktionsstandorten in Deutschland, Norwegen, Italien, China und den USA.
SiC Processing ist in der Vergangenheit stark gewachsen und hat sich zu einem zuverlässigen Partner für ihre Kunden entwickelt. Um der weltweit wachsenden Nachfrage nach Solarenergie zu begegnen, plant das Unternehmen, seine Kapazitäten weiter auszubauen.
„Auf Grund des starken Wachstums im Bereich der Solarenergie erwarten wir eine steigende Nachfrage bestehender und neuer Kunden nach Kapazitäten für die Aufbereitung von Sägesuspension. Mit Nordic Capital Fund VII als neuem Mehrheitseigentümer haben wir einen Partner gefunden, der die nötigen Finanzmittel mitbringt, um diese Nachfrage zu stemmen. Zudem sind wir überzeugt, dass Nordic Capital mit seiner breiten Erfahrung mit Beteiligungen an Familienunternehmen der richtige Partner für den deutschen Mittelstand ist“, sagt Thomas Heckmann, CEO und Gründer von SiC Processing.
„Wir sind beeindruckt, was das Management von SiC Processing in den vergangenen drei Jahren zusammen mit seinen Investoren erreicht hat. Auf Grundlage seiner führenden Technologie bietet SiC Processing seinen Kunden deutliche Kostenvorteile. Wir sehen großes Potential in der Unterstützung der Expansionspläne des Unternehmens und freuen uns, mit dem Management eng zusammenzuarbeiten, um die Position von SiC Processing als dem führenden Dienstleister der Solarwafer-Industrie weiter zu stärken“, sagt Dr. Sönke Bästlein, Partner von Nordic Capital in Frankfurt.
Der ideale Partner ...
SIC Processing AG
http://www.sic-processing.com/
Antwort auf Beitrag Nr.: 40.683.407 von bossi1 am 09.12.10 18:41:01http://www.sic-processing.com/
Die waren vor 2 Jahren schon mal in der IPO-Pipeline.
Die waren vor 2 Jahren schon mal in der IPO-Pipeline.
Antwort auf Beitrag Nr.: 40.683.555 von lieberlong am 09.12.10 19:01:23SIC Processing
Eine chemische Bezeichnung im Firmennamen = SiC

FIRMENGESCHICHTE
Historischer Ursprung der SiC Gruppe liegt in der Unternehmensgruppe der AKW Apparate + Verfahren Holding GmbH und Co. KG (AKW A+V-Gruppe), die bereits seit mehr als 40 Jahren in Verfahrenstechnik und Anlagenbau für Mineralaufbereitung tätig ist.
Die AKW A+V-Gruppe führte seit 1999 zusammen mit einem Geschäftspartner ein Verfahren zur nassmechanischen Trennung von SiC und PEG unter Einsatz von Hydrozyklonen zu industrieller Reife. Das Verfahren ist patentrechtlich geschützt. Bereits im Jahre 1999 begann man mit der industriellen Aufbereitung von Sägesuspensionen für die Wafer-Herstellung in einer kleinen Anlage in Novara, Italien.
Im Jahr 2000 folgte die Gründung der SiC Processing (Deutschland) GmbH in Bautzen, die 2001 ihr erstes Werk errichtete und dort mit der industriellen Rückgewinnung und Aufbereitung von SiC und PEG begann. In der Folgezeit baute die SiC Gruppe ihre Produktionskapazitäten an mehreren Standorten weltweit deutlich aus. Es entstanden Werke in Deutschland, Norwegen, China und USA.
Was macht SIC Processing genau mit dem SiC?
Firmenprofil als pdf
http://www.sic-processing.com/index.php/Firmenprofil.html?fi…
AUFBEREITUNG UND RÜCKGEWINNUNG
Langjährige Erfahrung, kontinuierliche Weiterentwicklung und der Einsatz ausgereifter und patentierter Technologien bei der Rückgewinnung und Aufbereitung von SiC und PEG machen es der SiC-Gruppe möglich, ihren Kunden enorme Kosteneinsparungen gegenüber dem ausschließlichem Einsatz von Neuware-Slurry weiterzugeben.
Mit dem Verfahren der SiC-Gruppe werden die relevanten Wertstoffe der gebrauchten Sägesuspension, verwertbares Siliziumcarbid zu 75 - 90 % und Polyethylenglykol zu 90- 95 % in hoher Reinheit zurück gewonnen.
Dabei wird die durch den Sägeprozess nachteilig veränderte Korngrößenverteilung korrigiert und störende Kleinteile vollständig aussortiert. Der Kunde erhält je nach Vereinbarung die aufbereiteten Wertsoffe (SiC und PEG) separat oder seiner vorgegebenen Rezeptur entsprechend gemischt und angereichert mit Frischware (gebrauchsfertige Slurry) zum sofortigen Einsatz im Wafering-Prozess zurück. Das Verfahren kann nach erneutem Sägen beliebig oft wiederholt werden.

LOGISTIK & SLURRY SUPPLY SYSTEM

Das Portfolio der SiC-Gruppe umfasst neben der eigentlichen Aufbereitung und Rückgewinnung von SiC und PEG Logistikleistungen für unsere Kunden.
Die SiC Processing bietet ein umfangreiches Sägesuspensionsmanagement an:
Die Organisation von Transport, Logistik und Lagerhaltung für Slurry, den Einkauf von Frischware SiC und PEG, das Qualitätsmanagement, das Anmischen von Slurry nach Kundenrezeptur und die direkte Versorgung der Sägen mit gebrauchsfähiger Slurry (Slurry Supply System).
Grad und Ausprägung der Service - und Aufbereitungsleistung definiert der Kunde im Vorfeld selbst - Lieferung von Einzelkomponenten (SiC und PEG) oder fertig gemischte gebrauchsfertige Slurry. Die Anforderungen unserer Kunden werden flexibel umgesetzt.
ENGINEERING
Zur Realisierung der Prozesse und Verfahrensabläufe ist es notwendig sich einer optimal abgestimmten Infrastruktur bedienen zu können. Dies impliziert einerseits ausgereifte Logistiklösungen und Leistungen, andererseits aber auch Leistungen aus dem Bereich Engineering.
Die SiC Processing AG führt Planung, Koordination, Projektierung und Kalkulationen von komplexen Produktionsanlagen zur Abwicklung der Aufträge seiner Kunden durch.
In enger Zusammenarbeit mit ihren Partnern AKW Apparate + Verfahren GmbH und Co. KG und der AKW A + V Projektentwicklungs- und Ablagenbau GmbH werden die geplante Anlagen realisiert und mit dem Ziel des langfristig gesicherten wirtschaftlichen Erfolges gebaut.
Inbetriebnahme, laufender Produktionsbetrieb wie auch Instandhaltung, Wartung und permanente Prozessoptimierung zur Einsparung von Kosten werden gewährleistet.
+++++
Slurry = Suspension = Aufschlämmung
Suspensionen in Wasser bezeichnet man in der Werkstoffkunde oder bei natürlichen
Vorkommen auch als Aufschlämmung oder (aus dem Englischen) Slurry.
Bei SiC Processing ist ihr Slurry ist eine dickflüssige Suspension, die aus festem Siliziumcarbid (SiC) und flüssigem Polyethylenglykol (PEG) besteht und für den Wafer-Sägeprozess eingesetzt wird. Dabei verleiht SiC die notwendige spezifische Härte, PEG dient als Kühlmittel und Transporter. ... für die Abfallstoffe beim Sägen.

+++++
Aus 1.000 kg Slurry werden nach dem Sägen 1,142kg durch das enthaltene Silizium, daß als Kerfloss beim Sägen mit den Drahtsägen ( meistens von Meyer Burger) verloren geht. Hier wird es noch als Abfall bezeichnet. Aber genau das könnte man mit dem Sunicon Patent reinigen und aufarbeiten.
Nach einer Info aus einem Blog (#703) will SiC Processing bis zum Jahr 2010 die weltweite Kapazität von 78.000 tonnen auf 238.000 tonnen erhöht werden. Darin müßten demnach 12,4% Abfall enthalten sein, aus dem man das Silizium bisher noch nicht wirtschaftlich recyclen konnte = 29.500 tonnen.
P.S.: Übrigens hat SiC Processing mit Meyer Burger seit 2005 ein Joint Venture ...
Eine chemische Bezeichnung im Firmennamen = SiC
FIRMENGESCHICHTE
Historischer Ursprung der SiC Gruppe liegt in der Unternehmensgruppe der AKW Apparate + Verfahren Holding GmbH und Co. KG (AKW A+V-Gruppe), die bereits seit mehr als 40 Jahren in Verfahrenstechnik und Anlagenbau für Mineralaufbereitung tätig ist.
Die AKW A+V-Gruppe führte seit 1999 zusammen mit einem Geschäftspartner ein Verfahren zur nassmechanischen Trennung von SiC und PEG unter Einsatz von Hydrozyklonen zu industrieller Reife. Das Verfahren ist patentrechtlich geschützt. Bereits im Jahre 1999 begann man mit der industriellen Aufbereitung von Sägesuspensionen für die Wafer-Herstellung in einer kleinen Anlage in Novara, Italien.
Im Jahr 2000 folgte die Gründung der SiC Processing (Deutschland) GmbH in Bautzen, die 2001 ihr erstes Werk errichtete und dort mit der industriellen Rückgewinnung und Aufbereitung von SiC und PEG begann. In der Folgezeit baute die SiC Gruppe ihre Produktionskapazitäten an mehreren Standorten weltweit deutlich aus. Es entstanden Werke in Deutschland, Norwegen, China und USA.
Was macht SIC Processing genau mit dem SiC?
Firmenprofil als pdf
http://www.sic-processing.com/index.php/Firmenprofil.html?fi…
AUFBEREITUNG UND RÜCKGEWINNUNG
Langjährige Erfahrung, kontinuierliche Weiterentwicklung und der Einsatz ausgereifter und patentierter Technologien bei der Rückgewinnung und Aufbereitung von SiC und PEG machen es der SiC-Gruppe möglich, ihren Kunden enorme Kosteneinsparungen gegenüber dem ausschließlichem Einsatz von Neuware-Slurry weiterzugeben.
Mit dem Verfahren der SiC-Gruppe werden die relevanten Wertstoffe der gebrauchten Sägesuspension, verwertbares Siliziumcarbid zu 75 - 90 % und Polyethylenglykol zu 90- 95 % in hoher Reinheit zurück gewonnen.
Dabei wird die durch den Sägeprozess nachteilig veränderte Korngrößenverteilung korrigiert und störende Kleinteile vollständig aussortiert. Der Kunde erhält je nach Vereinbarung die aufbereiteten Wertsoffe (SiC und PEG) separat oder seiner vorgegebenen Rezeptur entsprechend gemischt und angereichert mit Frischware (gebrauchsfertige Slurry) zum sofortigen Einsatz im Wafering-Prozess zurück. Das Verfahren kann nach erneutem Sägen beliebig oft wiederholt werden.
LOGISTIK & SLURRY SUPPLY SYSTEM
Das Portfolio der SiC-Gruppe umfasst neben der eigentlichen Aufbereitung und Rückgewinnung von SiC und PEG Logistikleistungen für unsere Kunden.
Die SiC Processing bietet ein umfangreiches Sägesuspensionsmanagement an:
Die Organisation von Transport, Logistik und Lagerhaltung für Slurry, den Einkauf von Frischware SiC und PEG, das Qualitätsmanagement, das Anmischen von Slurry nach Kundenrezeptur und die direkte Versorgung der Sägen mit gebrauchsfähiger Slurry (Slurry Supply System).
Grad und Ausprägung der Service - und Aufbereitungsleistung definiert der Kunde im Vorfeld selbst - Lieferung von Einzelkomponenten (SiC und PEG) oder fertig gemischte gebrauchsfertige Slurry. Die Anforderungen unserer Kunden werden flexibel umgesetzt.
ENGINEERING
Zur Realisierung der Prozesse und Verfahrensabläufe ist es notwendig sich einer optimal abgestimmten Infrastruktur bedienen zu können. Dies impliziert einerseits ausgereifte Logistiklösungen und Leistungen, andererseits aber auch Leistungen aus dem Bereich Engineering.
Die SiC Processing AG führt Planung, Koordination, Projektierung und Kalkulationen von komplexen Produktionsanlagen zur Abwicklung der Aufträge seiner Kunden durch.
In enger Zusammenarbeit mit ihren Partnern AKW Apparate + Verfahren GmbH und Co. KG und der AKW A + V Projektentwicklungs- und Ablagenbau GmbH werden die geplante Anlagen realisiert und mit dem Ziel des langfristig gesicherten wirtschaftlichen Erfolges gebaut.
Inbetriebnahme, laufender Produktionsbetrieb wie auch Instandhaltung, Wartung und permanente Prozessoptimierung zur Einsparung von Kosten werden gewährleistet.
+++++
Slurry = Suspension = Aufschlämmung
Suspensionen in Wasser bezeichnet man in der Werkstoffkunde oder bei natürlichen
Vorkommen auch als Aufschlämmung oder (aus dem Englischen) Slurry.
Bei SiC Processing ist ihr Slurry ist eine dickflüssige Suspension, die aus festem Siliziumcarbid (SiC) und flüssigem Polyethylenglykol (PEG) besteht und für den Wafer-Sägeprozess eingesetzt wird. Dabei verleiht SiC die notwendige spezifische Härte, PEG dient als Kühlmittel und Transporter. ... für die Abfallstoffe beim Sägen.
+++++
Aus 1.000 kg Slurry werden nach dem Sägen 1,142kg durch das enthaltene Silizium, daß als Kerfloss beim Sägen mit den Drahtsägen ( meistens von Meyer Burger) verloren geht. Hier wird es noch als Abfall bezeichnet. Aber genau das könnte man mit dem Sunicon Patent reinigen und aufarbeiten.
Nach einer Info aus einem Blog (#703) will SiC Processing bis zum Jahr 2010 die weltweite Kapazität von 78.000 tonnen auf 238.000 tonnen erhöht werden. Darin müßten demnach 12,4% Abfall enthalten sein, aus dem man das Silizium bisher noch nicht wirtschaftlich recyclen konnte = 29.500 tonnen.
P.S.: Übrigens hat SiC Processing mit Meyer Burger seit 2005 ein Joint Venture ...
Antwort auf Beitrag Nr.: 40.683.407 von bossi1 am 09.12.10 18:41:01P.S.: Das Patent vom 7. Okt. 2010 erklärt ggf. auch den Ausstieg aus der RGS Development BV.
Ist die Aufbereitung des Säge-Siliziums (Slurry) durch SiC-Processing nur ein ergänzendes Verfahren für die "Altanlagen" oder
eine echte Alternative zum RGS-Verfahren?? Ist dies für SW bereits gestorben, wird nicht weiter verfolgt??
olmo
Ist die Aufbereitung des Säge-Siliziums (Slurry) durch SiC-Processing nur ein ergänzendes Verfahren für die "Altanlagen" oder
eine echte Alternative zum RGS-Verfahren?? Ist dies für SW bereits gestorben, wird nicht weiter verfolgt??
olmo
Antwort auf Beitrag Nr.: 40.688.886 von bossi1 am 10.12.10 14:00:19erst mal ein RIESENDANKESCHÖN an Dich, bossi1, ob all Deiner Mühen und vor allem Deiner Bereitschaft, die Folgen dieser Mühen mitzuteilen, obwohl Du ja fast ausnahmslos alle hiesigen Leser nicht kennst.
Bevor der ein oder andere über´s Wochenende die Gewinnentwicklung von SW ob der o.g. Patente anpasst, noch der Hinweis, dass in der Berechnung ein kleiner Zahlendreher ist. Sind nicht 12,4% Abfall, sondern 14,2% und mithin 33.800 Tonnen, die "uns" kostengünstig zur Verfügung stehen
Na ja, mal schauen was davon wann in welchem Umfang realisiert wird.
Bevor der ein oder andere über´s Wochenende die Gewinnentwicklung von SW ob der o.g. Patente anpasst, noch der Hinweis, dass in der Berechnung ein kleiner Zahlendreher ist. Sind nicht 12,4% Abfall, sondern 14,2% und mithin 33.800 Tonnen, die "uns" kostengünstig zur Verfügung stehen
Na ja, mal schauen was davon wann in welchem Umfang realisiert wird.
Antwort auf Beitrag Nr.: 40.689.157 von olmo am 10.12.10 14:35:43Ist die Aufbereitung des Säge-Siliziums (Slurry) durch SiC-Processing nur ein ergänzendes Verfahren für die "Altanlagen" oder eine echte Alternative zum RGS-Verfahren?? Ist dies für SW bereits gestorben, wird nicht weiter verfolgt??
Auffällig war der Zeitpunkt der US-Patentanmeldung vor den 3Q-Zahlen, in dem man die Abschichtserklärung zum Verkauf der RGS Entwicklungsgesellschaftsanteile angesprochen hat. FA hat möglicherweise jetzt mit der eigenen Si-Recyclingtechnik eine bessere Alternative, als mit der RGS-Vermarktung zusammen mit der Gruppe um ECN. Trotzdem könnte der RGS Einsatz weiter parallel nach dem erfolgtem Bau vom Granulierturm in Freiberg geplant sein. Das steht jedoch im Wettbewerb mit Anlagen, die möglicherweise von ECN später in China gebaut werden. Falls das Basispatent von der Bayer-Solar weiter in der Hand von FA bleibt, müßten uns Lizenzgebühren zustehen.
SiC Processing recyclet auch das Slurry der Deutschen Solar ...
und ist der Weltmarktführer mit ihrer Aufbereitungstechnik bei der Suspension, zu der auch die erforderliche Logistik für das Medium in Europa, USA und Asien gehört. Der verbleibende Abfall wird verkauft oder entsorgt. Die Deutsche Solar könnte, falls demnächst eine Anlage in Freiberg geplant/gebaut wird ihre eigenen Abfälle von SiC Processing anfordern und von der Sunicon im Recyclingzentrum aufarbeiten lassen. Als nächster Schritt wäre dann ein Joint Venture mit SiC Processing denkbar, um das "erweiterte" Recycling umzusetzen.
Dabei ist neben Standorten in den USA, Asien (Südkora) auch Katar denkbar. Die Siliziumpartikel vom Recyclingmaterial kann man ohne Verdichtung nicht transportieren (Verschmutzungen). Aber dazu gab es Mitte 2010 ein neues Patent, wobei ich es damals JSSI zugeordnet hatte. Unser Silizium JV zu 29% in Katar beginnt die 3.600 t Jahresproduktion ab 3Q 2012. FA hat eigentlich sehr wenig zu Katar und dem Anlagenbauer Centrotherm erzählt. Ich kenne aktuell keinen anderen Anbieter mit einer "wirtschaftlichen" Technik für das Abfallrecycling aus dem Slurry. Die denkbaren Margen könnten von daher an alte Zeiten erinnern, in dem die Käufer Schlange stehen mußten. Das ist im aktuellem PV-Geschäft schon lange nicht mehr der Fall ...
Die Skizze zur Recyclinganlage ...
Die einzelnen Anlagen werden nach ihrer Nummer im Patent genau beschrieben.

P.S.: Bei einer Tonne verschmutztem Slurry beträgt der umgerechnete siliziumhaltige Abfall (1000/1142*14,2) ca. 12,4%. Vom Abfall wird man wie beim Slurry Recycling nicht alles aufbereiten können. Ich schätze mal grob 80-90%. Demnach lassen sich möglicherweise 10-11% vom Bruttogewicht des verschmutzten Slurry wieder als Silizium recyclen.
Auffällig war der Zeitpunkt der US-Patentanmeldung vor den 3Q-Zahlen, in dem man die Abschichtserklärung zum Verkauf der RGS Entwicklungsgesellschaftsanteile angesprochen hat. FA hat möglicherweise jetzt mit der eigenen Si-Recyclingtechnik eine bessere Alternative, als mit der RGS-Vermarktung zusammen mit der Gruppe um ECN. Trotzdem könnte der RGS Einsatz weiter parallel nach dem erfolgtem Bau vom Granulierturm in Freiberg geplant sein. Das steht jedoch im Wettbewerb mit Anlagen, die möglicherweise von ECN später in China gebaut werden. Falls das Basispatent von der Bayer-Solar weiter in der Hand von FA bleibt, müßten uns Lizenzgebühren zustehen.
SiC Processing recyclet auch das Slurry der Deutschen Solar ...
und ist der Weltmarktführer mit ihrer Aufbereitungstechnik bei der Suspension, zu der auch die erforderliche Logistik für das Medium in Europa, USA und Asien gehört. Der verbleibende Abfall wird verkauft oder entsorgt. Die Deutsche Solar könnte, falls demnächst eine Anlage in Freiberg geplant/gebaut wird ihre eigenen Abfälle von SiC Processing anfordern und von der Sunicon im Recyclingzentrum aufarbeiten lassen. Als nächster Schritt wäre dann ein Joint Venture mit SiC Processing denkbar, um das "erweiterte" Recycling umzusetzen.
Dabei ist neben Standorten in den USA, Asien (Südkora) auch Katar denkbar. Die Siliziumpartikel vom Recyclingmaterial kann man ohne Verdichtung nicht transportieren (Verschmutzungen). Aber dazu gab es Mitte 2010 ein neues Patent, wobei ich es damals JSSI zugeordnet hatte. Unser Silizium JV zu 29% in Katar beginnt die 3.600 t Jahresproduktion ab 3Q 2012. FA hat eigentlich sehr wenig zu Katar und dem Anlagenbauer Centrotherm erzählt. Ich kenne aktuell keinen anderen Anbieter mit einer "wirtschaftlichen" Technik für das Abfallrecycling aus dem Slurry. Die denkbaren Margen könnten von daher an alte Zeiten erinnern, in dem die Käufer Schlange stehen mußten. Das ist im aktuellem PV-Geschäft schon lange nicht mehr der Fall ...
Die Skizze zur Recyclinganlage ...
Die einzelnen Anlagen werden nach ihrer Nummer im Patent genau beschrieben.
P.S.: Bei einer Tonne verschmutztem Slurry beträgt der umgerechnete siliziumhaltige Abfall (1000/1142*14,2) ca. 12,4%. Vom Abfall wird man wie beim Slurry Recycling nicht alles aufbereiten können. Ich schätze mal grob 80-90%. Demnach lassen sich möglicherweise 10-11% vom Bruttogewicht des verschmutzten Slurry wieder als Silizium recyclen.
Antwort auf Beitrag Nr.: 40.689.355 von Tri2Sol am 10.12.10 14:58:46Wie viel Silizium vom Kerfloss enthält das gebrauchte Slurry wirklich?
Ich hab´s im US-Patent nachgelesen ...
[0019]An exemplary composition of the suspension for aqueous cutting is around 99% water and 1% solid material, which in turn consists of about 99% Si and residual metallic rubbed-off parts such as iron (Fe) or copper (Cu). The starting material can also be a used slurry, which consists, for example, of about 25% polyethylene glycol and 75% solids, which in turn consists of about 12% metallic rubbed-off parts, including Fe and/or Cu, 13% Si, 74% SiC and 1% glass. The silicon particles in this mixture must be isolated from the non-elemental Si-- or foreign substances in order to be used in the process described here.
Das gebrauchte Slurry soll sich z.B. so zusammen setzen:
- 25% PEG
- 75% aus anderen Stoffen
Diese anderen Stoffe (=75%) setzen sich wieder wie folgt zusammen:
- 74% SiC
- 13% Si
- 12% Fe or Cu
- 1% Glas
9,75% beträgt also das eigentliche Kerfloss vom Silizium im gebrauchtem Slurry (Beispiel)
+++++
Der Si-Abfall aus dem gebrauchtem Slurry wurde bisher als Zuschlagsstoff an Gießereien verkauft
Die so zerkleinerte Festkomponente wird als Zusatzstoff mit Gussspänen intensiv gemischt, dann gepresst und als stabile Formstücke Gießereien als Zuschlagstoff bereitgestellt.
... wird also nicht viel kosten.
Aus einem Patent ...
http://www.patent-de.com/20091119/DE102008022237A1.html
+++++
In Taiwan forscht man noch an einer "phase-transfer separation method"
http://www.sciencedirect.com/science?_ob=ArticleURL&_udi=B6T…
P.S.: Werde mich hier im Technikthread weiter in Ruhe mit dem neuem Thema befassen.
Ich hab´s im US-Patent nachgelesen ...
[0019]An exemplary composition of the suspension for aqueous cutting is around 99% water and 1% solid material, which in turn consists of about 99% Si and residual metallic rubbed-off parts such as iron (Fe) or copper (Cu). The starting material can also be a used slurry, which consists, for example, of about 25% polyethylene glycol and 75% solids, which in turn consists of about 12% metallic rubbed-off parts, including Fe and/or Cu, 13% Si, 74% SiC and 1% glass. The silicon particles in this mixture must be isolated from the non-elemental Si-- or foreign substances in order to be used in the process described here.
Das gebrauchte Slurry soll sich z.B. so zusammen setzen:
- 25% PEG
- 75% aus anderen Stoffen
Diese anderen Stoffe (=75%) setzen sich wieder wie folgt zusammen:
- 74% SiC
- 13% Si
- 12% Fe or Cu
- 1% Glas
9,75% beträgt also das eigentliche Kerfloss vom Silizium im gebrauchtem Slurry (Beispiel)
+++++
Der Si-Abfall aus dem gebrauchtem Slurry wurde bisher als Zuschlagsstoff an Gießereien verkauft
Die so zerkleinerte Festkomponente wird als Zusatzstoff mit Gussspänen intensiv gemischt, dann gepresst und als stabile Formstücke Gießereien als Zuschlagstoff bereitgestellt.
... wird also nicht viel kosten.
Aus einem Patent ...
http://www.patent-de.com/20091119/DE102008022237A1.html
+++++
In Taiwan forscht man noch an einer "phase-transfer separation method"
http://www.sciencedirect.com/science?_ob=ArticleURL&_udi=B6T…
P.S.: Werde mich hier im Technikthread weiter in Ruhe mit dem neuem Thema befassen.
Antwort auf Beitrag Nr.: 40.596.069 von bossi1 am 26.11.10 11:04:50Noch einen Chart zu einem Lithium Basket Zertifikat (Index) der UBS
WKN: UB1LZH ... kein Hebel !!

http://zertifikat.finanzen.net/Pages/Derivative/DetailPage.a…
+++++
Die Rohstoffspekulanten ...
Die PV Industrie braucht über 1.000 t Silber pro Jahr
Dort ist der Bankster JP Morgan mit 3,3 Mrd. OZ Silber nackt short gegangen. Das etspricht einer Summe von über 90 Mrd. USD. Es gibt Gerüchte zu einer Schieflage bei JP Morgan nach dem starkem Preisanstieg beim Silber.
http://www.godmode-trader.de/blog/rohstoff/2010/12/08/ist-jp…
WKN: UB1LZH ... kein Hebel !!
http://zertifikat.finanzen.net/Pages/Derivative/DetailPage.a…
+++++
Die Rohstoffspekulanten ...
Die PV Industrie braucht über 1.000 t Silber pro Jahr
Dort ist der Bankster JP Morgan mit 3,3 Mrd. OZ Silber nackt short gegangen. Das etspricht einer Summe von über 90 Mrd. USD. Es gibt Gerüchte zu einer Schieflage bei JP Morgan nach dem starkem Preisanstieg beim Silber.
http://www.godmode-trader.de/blog/rohstoff/2010/12/08/ist-jp…
ich dachte schon du hättest hier den Thread schon
abgehakt, weil man von dir z.Z. sehr wenig gehört hat.
Ich habe nur eine längere gesunde Solardiät gemacht, um mein Gewicht zu halten ... befasse mich aber weiter mit unseren pfiffigen Sachsen in der Bergbau- und Solarstadt Freiberg und dem schlauem Bauer FA. Er überrascht mich immer wieder. Übrigens gab es am 10. und 11. November 2010 eine interessante Veranstalltung im Innovationszentrum Freiberg zu Aufbereitung und Recycling der Firma UVR-FIA, die zum Geokompetenzzentrum Freiberg gehört und mit der TU Bergakademie Freiberg verbunden ist. Es ging dabei um Technik für den Bergbau, die Zerkleinerung von Erzen und um eine Suspension aus Wasser und Schlamm, die in ihre Bestandteile zerlegt wird. Die Bestandteile müssen jedoch eine unterschiedliche Dichte haben. Dabei wurde erwähnt, daß man mit einem Trikanter auch die Abfälle im Slurry mit SiC recyclen kann. Das Teil sieht wie eine große Waschmaschine für die modernen Freiberger Silbersucher aus, die dort tausende Tonnen Li & Si waschen wollen.

Aufbereitung und Recycling
10. und 11. November 2010 in Freiberg
Gesellschaft für Umweltverfahrenstechnik und Recycling e.V. Freiberg - UVR
pdf 50 Seiten ...
http://www.uvr-fia.de/download/kurzfassungen/kurzfassung10.p…
P.S.: ... seit 6,94 macht´s noch mehr Spaß
+++++
Seite 23
5. Rückgewinnung von Slurry bei der Herstellung von Siliziumwafern
Bei der Waferherstellung werden dünne Siliziumplättchen mit Drahtsägen aus
Siliziumsäulen geschnitten. Bei dem Sägevorgang wird ein Slurry verwendet, der aus
flüssigem Glykol und festem Siliziumkarbid besteht. Beim Recyceln dieses Slurry
müssen die Feststoffe Siliziumkarbit und reines Silizium aus den Siliziumsäulen
selektiv abgetrennt werden; hierzu werden Dekanter eingesetzt.
abgehakt, weil man von dir z.Z. sehr wenig gehört hat.
Ich habe nur eine längere gesunde Solardiät gemacht, um mein Gewicht zu halten ... befasse mich aber weiter mit unseren pfiffigen Sachsen in der Bergbau- und Solarstadt Freiberg und dem schlauem Bauer FA. Er überrascht mich immer wieder. Übrigens gab es am 10. und 11. November 2010 eine interessante Veranstalltung im Innovationszentrum Freiberg zu Aufbereitung und Recycling der Firma UVR-FIA, die zum Geokompetenzzentrum Freiberg gehört und mit der TU Bergakademie Freiberg verbunden ist. Es ging dabei um Technik für den Bergbau, die Zerkleinerung von Erzen und um eine Suspension aus Wasser und Schlamm, die in ihre Bestandteile zerlegt wird. Die Bestandteile müssen jedoch eine unterschiedliche Dichte haben. Dabei wurde erwähnt, daß man mit einem Trikanter auch die Abfälle im Slurry mit SiC recyclen kann. Das Teil sieht wie eine große Waschmaschine für die modernen Freiberger Silbersucher aus, die dort tausende Tonnen Li & Si waschen wollen.
Aufbereitung und Recycling
10. und 11. November 2010 in Freiberg
Gesellschaft für Umweltverfahrenstechnik und Recycling e.V. Freiberg - UVR
pdf 50 Seiten ...
http://www.uvr-fia.de/download/kurzfassungen/kurzfassung10.p…
P.S.: ... seit 6,94 macht´s noch mehr Spaß
+++++
Seite 23
5. Rückgewinnung von Slurry bei der Herstellung von Siliziumwafern
Bei der Waferherstellung werden dünne Siliziumplättchen mit Drahtsägen aus
Siliziumsäulen geschnitten. Bei dem Sägevorgang wird ein Slurry verwendet, der aus
flüssigem Glykol und festem Siliziumkarbid besteht. Beim Recyceln dieses Slurry
müssen die Feststoffe Siliziumkarbit und reines Silizium aus den Siliziumsäulen
selektiv abgetrennt werden; hierzu werden Dekanter eingesetzt.
Antwort auf Beitrag Nr.: 40.683.407 von bossi1 am 09.12.10 18:41:01Slurry - Wertvoller Schlamm? ... aber trotzdem wird Silicon Waste entsorgt.
Der Si-Abfall ist mehr wert als das gesamte Slurry ...

Metallkraft pdf, 24 Seiten
http://www.first.no/Global/NES2010/Metallkraft%20-%20NES2010…
Der Si-Abfall ist mehr wert als das gesamte Slurry ...
Metallkraft pdf, 24 Seiten
http://www.first.no/Global/NES2010/Metallkraft%20-%20NES2010…
Slurry recyclen, Silicon Waste entsorgen
Wafer würden ohne das Kerfloss deutlich preiswerter ...

+++++
SiC Processing bei Yingli ...
SiC builds two additional slurry lines at Yingli wafer facility
In August 2010 SiC Processing AG (Hirschau, Germany) announced that it has begun construction of two additional lines for used slurry processing at Yingli Green Energy Holding Company, Ltd.'s (Baoding, China) Baoding wafer production facilities. SiC had already installed two lines for slurry recycling, and says that by the second quarter of 2010 all four slurry lines will be in operation, recycling 60,000 tons of slurry per year. The company reports that Yingli invested EUR$20 million (USD$25.3 million) in the two additional lines.
The slurry lines will recycle the waste from wafer sawing at the Baoding facility. Wafer production is one part of Yingli's vertically integrated operations, wherein the company produces everything from polysilicon to completed modules. Yingli Green Energy was the fourth largest producer of both cells and modules in 2009, with 525MW of each produced. The company is currently among the most profitable of solar producers, boasting a gross margin of 33.5% and net income of USD$32.1 million in the second quarter of 2010. ... Yingli entsorgt einfach mal ca. 6.000 t Silizium (20-24 Mio.€) im Jahr
http://www.solarserver.com/solar-magazine/solar-news/current…
+++++
Metallkraft bei Q-Cells in Singapur ...

Wafer würden ohne das Kerfloss deutlich preiswerter ...
+++++
SiC Processing bei Yingli ...
SiC builds two additional slurry lines at Yingli wafer facility
In August 2010 SiC Processing AG (Hirschau, Germany) announced that it has begun construction of two additional lines for used slurry processing at Yingli Green Energy Holding Company, Ltd.'s (Baoding, China) Baoding wafer production facilities. SiC had already installed two lines for slurry recycling, and says that by the second quarter of 2010 all four slurry lines will be in operation, recycling 60,000 tons of slurry per year. The company reports that Yingli invested EUR$20 million (USD$25.3 million) in the two additional lines.
The slurry lines will recycle the waste from wafer sawing at the Baoding facility. Wafer production is one part of Yingli's vertically integrated operations, wherein the company produces everything from polysilicon to completed modules. Yingli Green Energy was the fourth largest producer of both cells and modules in 2009, with 525MW of each produced. The company is currently among the most profitable of solar producers, boasting a gross margin of 33.5% and net income of USD$32.1 million in the second quarter of 2010. ... Yingli entsorgt einfach mal ca. 6.000 t Silizium (20-24 Mio.€) im Jahr
http://www.solarserver.com/solar-magazine/solar-news/current…
+++++
Metallkraft bei Q-Cells in Singapur ...
Antwort auf Beitrag Nr.: 40.696.914 von bossi1 am 12.12.10 18:52:18Auch bei Metallkraft wird nur das Slurry recyclet
- 70-80% beim SiC
- 80-85% beim PEG
Der Rest wird entsorgt ...

- 70-80% beim SiC
- 80-85% beim PEG
Der Rest wird entsorgt ...
Antwort auf Beitrag Nr.: 40.696.914 von bossi1 am 12.12.10 18:52:18upps - der schöne Standort von Metallkraft in Singapur ist bei -------> REC
Bei 750 MW Anfangskapazität (Wafer) schätze ich mal 85.000 t Slurry ...
http://www.solarserver.de/solar-magazin/nachrichten/aktuelle…
Bei 750 MW Anfangskapazität (Wafer) schätze ich mal 85.000 t Slurry ...
http://www.solarserver.de/solar-magazin/nachrichten/aktuelle…
13.12.2010 08:00
Dialog Semiconductor baut ersten Konversionschip für 3D-Wiedergabe von 2D-Inhalten auf Smartphones und Tablet-PCs
Produkt-News
Referenz: DI0047
Kirchheim/Teck, 13. Dezember 2010 - Dialog Semiconductor plc (FWB: DLG), Anbieter innovativer hoch integrierter Halbleiterlösungen für Displays, Audio und Power-Management, präsentiert den weltweit ersten Echtzeit-2D-3D-Video-Konversionschip für mobile Geräte wie Smartphones und Tablet-PCs. Der Chip mit der Bezeichnung DA8223 verfügt über eine Parallaxenbarrieren-Displaytreiberschaltung, die die Betrachtung von 3D-Inhalten ohne Spezialbrille ermöglicht.
Der neue Chip analysiert jedes Einzelbild des 2D-Videos und generiert ein Tiefenschichten-Zuordnungsschema, wodurch Objekte in Vordergrund und Hintergrund voneinander abgegrenzt werden. Davon ausgehend werden jedem Bildpunkt des Originals Bildpunkte für das linke und rechte Auge zugeordnet. Wird das Bild nun durch den Parallaxenbarrierenfilter auf dem Display betrachtet, erscheint es dreidimensional. Der DA8223-Chip integriert den gesamten 3D-Umwandlungsprozess, so dass im Gegensatz zu konventionellen softwaregestützten Lösungen der Host-Anwendungsprozessor nicht zusätzlich belastet und kein externer Speicher belegt wird.
Mark Tyndall, Vice President Corporate Development&Strategy bei Dialog Semiconductor, sagt: 'Die Nachfrage nach 3D-Videos auf Smartphones ist da, doch Inhalte gibt es bisher kaum. Mithilfe des DA8223 können unsere Kunden künftig höchst innovative Produkte anbieten: Geräte, die heute Zugang zu unbegrenzten 3D-Inhalten bieten - bei minimaler Verlustleistung.'
'Der DA8223 bietet erstmals eine hardwarebasierte 2D-3D-Konversionsstechnologie, die für mobile Geräte optimiert wurde', so Tyndall weiter. 'Der Chip erfordert praktisch keine Softwareentwicklung und beansprucht nur einen Bruchteil der Akku- und Rechenleistung im Vergleich zu Software-basierten Konversionslösungen, die den Anwendungsprozessor nutzen müssen.'
Der Chip unterstützt Fotos sowie Videoaufnahmen mit 60 Einzelbildern pro Sekunde und kann 3D-Inhalte im Hoch- oder Querformat in Echtzeit anzeigen. Er erzeugt ein hochwertiges dreidimensionales Bild der 2D-Inhalte, das auch bei längerem Betrachten noch angenehm ist.
Der DA8223 eignet sich für ein breites Spektrum an 3D-fähige Displays, von 3,8-Zoll-Smartphones bis hin zu 10-Zoll-Tablet-PCs. Darüber hinaus ist er mit allen Displays kombinierbar, die mit einem Parallaxenbarrierenfilter ausgestattet sind, einschließlich des OLED und der neuesten TFT-Displays von Sharp.
Der 5x5 mm große UFBGA-Chip hat 81 Kontakte und kann entweder auf dem PCB, zwischen Anwendungsprozessor und 3D-Display oder auch am Displaymodul als Chip-on-flex montiert werden. Muster sind ab Anfang 2011 lieferbar, die Serienproduktion von entsprechend ausgestatteten Mobiltelefonen dürfte Mitte 2011 starten.
http://www.finanznachrichten.de/nachrichten-2010-12/18813143…
Dialog Semiconductor baut ersten Konversionschip für 3D-Wiedergabe von 2D-Inhalten auf Smartphones und Tablet-PCs
Produkt-News
Referenz: DI0047
Kirchheim/Teck, 13. Dezember 2010 - Dialog Semiconductor plc (FWB: DLG), Anbieter innovativer hoch integrierter Halbleiterlösungen für Displays, Audio und Power-Management, präsentiert den weltweit ersten Echtzeit-2D-3D-Video-Konversionschip für mobile Geräte wie Smartphones und Tablet-PCs. Der Chip mit der Bezeichnung DA8223 verfügt über eine Parallaxenbarrieren-Displaytreiberschaltung, die die Betrachtung von 3D-Inhalten ohne Spezialbrille ermöglicht.
Der neue Chip analysiert jedes Einzelbild des 2D-Videos und generiert ein Tiefenschichten-Zuordnungsschema, wodurch Objekte in Vordergrund und Hintergrund voneinander abgegrenzt werden. Davon ausgehend werden jedem Bildpunkt des Originals Bildpunkte für das linke und rechte Auge zugeordnet. Wird das Bild nun durch den Parallaxenbarrierenfilter auf dem Display betrachtet, erscheint es dreidimensional. Der DA8223-Chip integriert den gesamten 3D-Umwandlungsprozess, so dass im Gegensatz zu konventionellen softwaregestützten Lösungen der Host-Anwendungsprozessor nicht zusätzlich belastet und kein externer Speicher belegt wird.
Mark Tyndall, Vice President Corporate Development&Strategy bei Dialog Semiconductor, sagt: 'Die Nachfrage nach 3D-Videos auf Smartphones ist da, doch Inhalte gibt es bisher kaum. Mithilfe des DA8223 können unsere Kunden künftig höchst innovative Produkte anbieten: Geräte, die heute Zugang zu unbegrenzten 3D-Inhalten bieten - bei minimaler Verlustleistung.'
'Der DA8223 bietet erstmals eine hardwarebasierte 2D-3D-Konversionsstechnologie, die für mobile Geräte optimiert wurde', so Tyndall weiter. 'Der Chip erfordert praktisch keine Softwareentwicklung und beansprucht nur einen Bruchteil der Akku- und Rechenleistung im Vergleich zu Software-basierten Konversionslösungen, die den Anwendungsprozessor nutzen müssen.'
Der Chip unterstützt Fotos sowie Videoaufnahmen mit 60 Einzelbildern pro Sekunde und kann 3D-Inhalte im Hoch- oder Querformat in Echtzeit anzeigen. Er erzeugt ein hochwertiges dreidimensionales Bild der 2D-Inhalte, das auch bei längerem Betrachten noch angenehm ist.
Der DA8223 eignet sich für ein breites Spektrum an 3D-fähige Displays, von 3,8-Zoll-Smartphones bis hin zu 10-Zoll-Tablet-PCs. Darüber hinaus ist er mit allen Displays kombinierbar, die mit einem Parallaxenbarrierenfilter ausgestattet sind, einschließlich des OLED und der neuesten TFT-Displays von Sharp.
Der 5x5 mm große UFBGA-Chip hat 81 Kontakte und kann entweder auf dem PCB, zwischen Anwendungsprozessor und 3D-Display oder auch am Displaymodul als Chip-on-flex montiert werden. Muster sind ab Anfang 2011 lieferbar, die Serienproduktion von entsprechend ausgestatteten Mobiltelefonen dürfte Mitte 2011 starten.
http://www.finanznachrichten.de/nachrichten-2010-12/18813143…
Antwort auf Beitrag Nr.: 40.695.920 von bossi1 am 12.12.10 11:59:56Die UVR-FIA GmbH
... ist hervorgegangen aus dem Forschungsinstitut für
Aufbereitung (FIA), einem Institut der ehemaligen Akademie der
Wissenschaften der DDR und bietet mit einem leistungsstarken Team aus
Verfahrenstechnikern, Chemikern und Physikern Forschungs- und
Entwicklungs- sowie Dienstleistungen auf folgenden Hauptarbeitsgebieten an:
o alle Prozesse der mechanischen Verfahrenstechnik und Aufbereitung
o Wasser-, Abwasser- und Schlammbehandlung
o chemische Analytik und physikalische Stoffcharakterisierung
Modern eingerichtete Laboratorien sowie ein Technikum, dessen Konzeption
die Realisierung kompletter Technologien im Pilotmaßstab ermöglicht,
erlauben die Bearbeitung unterschiedlichster Aufgabenstellungen.
Die UVR-FIA GmbH ist Kooperationspartner der TU Bergakademie Freiberg
undMitglied des Geokompetenzzentrums Freiberg e.V.
Ihr Technikum ...



Auch SiC Processing arbeitet mit ihnen ...
Beispiel aus 2003
http://www.uvr-fia.de/download/kurzfassungen/kurzfassung03.p…
... ist hervorgegangen aus dem Forschungsinstitut für
Aufbereitung (FIA), einem Institut der ehemaligen Akademie der
Wissenschaften der DDR und bietet mit einem leistungsstarken Team aus
Verfahrenstechnikern, Chemikern und Physikern Forschungs- und
Entwicklungs- sowie Dienstleistungen auf folgenden Hauptarbeitsgebieten an:
o alle Prozesse der mechanischen Verfahrenstechnik und Aufbereitung
o Wasser-, Abwasser- und Schlammbehandlung
o chemische Analytik und physikalische Stoffcharakterisierung
Modern eingerichtete Laboratorien sowie ein Technikum, dessen Konzeption
die Realisierung kompletter Technologien im Pilotmaßstab ermöglicht,
erlauben die Bearbeitung unterschiedlichster Aufgabenstellungen.
Die UVR-FIA GmbH ist Kooperationspartner der TU Bergakademie Freiberg
undMitglied des Geokompetenzzentrums Freiberg e.V.
Ihr Technikum ...
Auch SiC Processing arbeitet mit ihnen ...
Beispiel aus 2003
http://www.uvr-fia.de/download/kurzfassungen/kurzfassung03.p…
Antwort auf Beitrag Nr.: 40.698.456 von bossi1 am 13.12.10 10:14:32upps ... sollte hier gar nicht hin
... aber DLG ist Top, wenn es um das Power Management bei Akkus geht für Apple, Samsung, LG, Sony, Bosch bis hin zu Intel mit dem Atom Prozessor.
... aber DLG ist Top, wenn es um das Power Management bei Akkus geht für Apple, Samsung, LG, Sony, Bosch bis hin zu Intel mit dem Atom Prozessor.
Antwort auf Beitrag Nr.: 40.699.013 von bossi1 am 13.12.10 11:32:53Ich staune wirklich weiter über die UVR-FIA GmbH aus Freiberg ...
Nach einem Artikel aus 2007 befaßt man sich bei der Grundlagenforschung mit einer Versuchsanlage mit dem Granulationsverhalten von Silizium. Die Deutsche Solar hat später dazu den Granulierturm nach ihrem eigenem Patent in Freiberg gebaut. Auffällig ist, daß im Patent der Deutschen Solar dazu und bei der Reinigung der Si-Abfälle aus dem gebrauchtem Slurry nach dem neuem US-Patent Ultraschalltechnik eingesetzt wird.
pdf ... Seite 3
http://www.uvr-fia.de/download/kurzfassungen/kurzfassung07.p…
Nach einem Artikel aus 2007 befaßt man sich bei der Grundlagenforschung mit einer Versuchsanlage mit dem Granulationsverhalten von Silizium. Die Deutsche Solar hat später dazu den Granulierturm nach ihrem eigenem Patent in Freiberg gebaut. Auffällig ist, daß im Patent der Deutschen Solar dazu und bei der Reinigung der Si-Abfälle aus dem gebrauchtem Slurry nach dem neuem US-Patent Ultraschalltechnik eingesetzt wird.
pdf ... Seite 3
http://www.uvr-fia.de/download/kurzfassungen/kurzfassung07.p…
Zitat von bossi1: [0013] Silicon Schnittfuge 1 ist zerstreut mit einem Suspensionsmittel 2 in einem Gefäß 3 auch als Produzent einen Schlamm mit Hilfe der thermischen und / oder Ultraschall-cavitative Effekte in einer Suspension. Die Suspension wird vermittelt neben einem Laugungsmittel 4 über Pumpen 13 in einen Mischer 5. (...)
Reinigen mit Ultraschall
Die Reinigung mit Ultraschall ist weit verbreitet und wird in der Industrie, wie beispielsweise im Automobilbau, Maschinenbau oder der Schmuckbranche sowie im medizinischen Bereich zur Reinigung von Metallen, Kunststoffen und Keramiken angewandt. Prinzipiell lassen sich alle festen Materialien mit Ultraschall reinigen. Selbst hartnäckige oder an unzugänglichen Stellen gelegene Verschmutzungen lassen sich umweltfreundlich entfernen.
Ultraschall reinigt selbst Werkstücke mit komplizierten Oberflächenformen oder ganze Baugruppen, ohne, dass diese zur Reinigung demontiert werden müssen. Sie erhalten mit der Ultraschallreinigung in kürzester Zeit ein porentief sauberes Werkstück, ohne mühsame Handarbeit und ohne den Einsatz von umweltschädigenden Reinigungsmitteln.
Prinzip der Ultraschallreinigung
![]()
Der Ultraschallgenerator wandelt die aus dem Stromnetz aufgenommene elektrische Energie in mechanische Energie. Die entstehenden Schallwellen des Ultraschalls liegt mit 20 bis 120 kHz außerhalb des menschlichen Hörbereichs.
Ultraschallreinigung findet immer in einem flüssigen Medium (zum Beispiel Wasser mit Reinigungsmittel) statt. Die Schallwellen wandern als Longitudinale-Schwingungen durch das Ultraschallbad und verdichten, beziehungsweise entspannen dabei periodisch die Reinigungsflüssigkeit und übertragen so den Ultraschall.
Geschieht dieser Vorgang mit hoher Intensität, so entstehen in der Flüssigkeit winzige sogenannte Kavitationsblasen. Dies sind winzige Unterdruckblasen, die vorzugsweise am Reinigungsgut implodieren und somit die Reinigung bewirken.
Um eine effektive Reinigung mit Ultraschall zu erzielen, muss eine Reinigungsflüssigkeit gefunden werden, welche die Verschmutzung des Reinigungsgutes anlöst, so dass der Ultraschall die Verschmutzungen abtragen kann. Gereinigt werden alle Stellen des eingetauchten Reinigungsgutes die mit der Reinigungsflüssigkeit in Kontakt kommen.
http://www.sonotop.de/u_reinigen.html
... ist doch eine ganz einfache Kiste mit dem Laugungsmittel (Säure und/oder Base) in der großen Trikanter Waschmaschine bei 10-250°C und bis zu 100 bar. Trikanter gibt es in allen Größen und sogar aus Edelstahl für den Einsatz von Säuren und Laugen als Suspension.
Antwort auf Beitrag Nr.: 40.701.557 von bossi1 am 13.12.10 17:00:15Was bei einer Brille funktioniert...
Antwort auf Beitrag Nr.: 40.701.738 von lieberlong am 13.12.10 17:24:29Wenn das beim Siliziumabfall so funktioniert wie bei der Brille,
dann hat FA einen Volltreffer gelandet. Das Recyclen vom eigenen Silizium Abfall wäre dann nur der erste Schritt, um mit einem JV-Partner wie SiC Processing oder Metallkraft das auch bei ihren Kunden einzusetzen. Das recyclete Slurry wird jedoch mit einem Anteil von ca. 15% neuem Slurry verschnitten. Das wird beim recycletem Silizium ähnlich sein, denke ich mal ...
Die geplante Siliziumproduktion für Ende 2012 in Katar mit 3.600 t könnte also zu diesem Konzept gehören. Mit dieser Menge könnten bei einem 15% Anteil von frischem Silizium = 20.400 t Recyclingsilizium verarbeitet werden. Rein zufällig entspricht das ungefähr der Abfallmenge an Silizium, die bei SiC Processing bei 238.000 t Slurry (Brutto) weltweit anfällt. Da die Anlagen in Katar von Centrotherm gebaut werden, wäre es auch logisch sie die Recycling Anlagen vor Ort an den weltweiten SiC Processing Standorten bauen zu lassen. Das recyclete Silizium ist jedoch ein extrem feines Pulver, das verdichtet werden muß, um Verschmutzungen (Oxid) durch die große Oberfläche von Sauerstoff zu vermeiden, genau wie bei JSSI.
So würde Katar doppelt Sinn machen mit der preiswerten Energie für Siliziumproduktion und den Verschnitt mit dem Recycling. Das Konzept hätte auch die Araber als Teilhaber für das Siliziumprojekt überzeugt.
+++++
[0017] Die Suspension ist vor allem eine feine Suspension, dh die Silizium-Partikel weisen eine mittlere Korngröße von weniger als 50 um, vorzugsweise eine mittlere Korngröße im Bereich von 0,1 um bis 30 um, besonders bevorzugt im Bereich von 0,3 bis 20 um. Dies ermöglicht die spätere Verwendung der Mikrostruktur Vorrichtungen 6. Hier ist mittlere Korngröße dahin auszulegen, dass mindestens 50 Prozent der Partikel eine Korngröße von weniger als oder gleich dem angegebenen Wert haben verstanden werden.
dann hat FA einen Volltreffer gelandet. Das Recyclen vom eigenen Silizium Abfall wäre dann nur der erste Schritt, um mit einem JV-Partner wie SiC Processing oder Metallkraft das auch bei ihren Kunden einzusetzen. Das recyclete Slurry wird jedoch mit einem Anteil von ca. 15% neuem Slurry verschnitten. Das wird beim recycletem Silizium ähnlich sein, denke ich mal ...
Die geplante Siliziumproduktion für Ende 2012 in Katar mit 3.600 t könnte also zu diesem Konzept gehören. Mit dieser Menge könnten bei einem 15% Anteil von frischem Silizium = 20.400 t Recyclingsilizium verarbeitet werden. Rein zufällig entspricht das ungefähr der Abfallmenge an Silizium, die bei SiC Processing bei 238.000 t Slurry (Brutto) weltweit anfällt. Da die Anlagen in Katar von Centrotherm gebaut werden, wäre es auch logisch sie die Recycling Anlagen vor Ort an den weltweiten SiC Processing Standorten bauen zu lassen. Das recyclete Silizium ist jedoch ein extrem feines Pulver, das verdichtet werden muß, um Verschmutzungen (Oxid) durch die große Oberfläche von Sauerstoff zu vermeiden, genau wie bei JSSI.
So würde Katar doppelt Sinn machen mit der preiswerten Energie für Siliziumproduktion und den Verschnitt mit dem Recycling. Das Konzept hätte auch die Araber als Teilhaber für das Siliziumprojekt überzeugt.
+++++
[0017] Die Suspension ist vor allem eine feine Suspension, dh die Silizium-Partikel weisen eine mittlere Korngröße von weniger als 50 um, vorzugsweise eine mittlere Korngröße im Bereich von 0,1 um bis 30 um, besonders bevorzugt im Bereich von 0,3 bis 20 um. Dies ermöglicht die spätere Verwendung der Mikrostruktur Vorrichtungen 6. Hier ist mittlere Korngröße dahin auszulegen, dass mindestens 50 Prozent der Partikel eine Korngröße von weniger als oder gleich dem angegebenen Wert haben verstanden werden.
Antwort auf Beitrag Nr.: 40.702.492 von bossi1 am 13.12.10 18:56:35wäre es auch logisch sie die Recycling Anlagen vor Ort an den weltweiten SiC Processing Standorten bauen zu lassen ...
Es ist noch viel einfacher als ich gedacht habe, da nur der trockene Si-Abfall verarbeitet wird, den auch die Gießereien als Füllstoffe kaufen können. Erkennt man auch gut im Flußdiagramm und dem Mixern der Anlage. Es gab zudem 2008 Versuche mit nicht wässeriger Suspension (Mutterflüssigkeit) von der UVR-FIA GmbH in Freiberg.
Es ist noch viel einfacher als ich gedacht habe, da nur der trockene Si-Abfall verarbeitet wird, den auch die Gießereien als Füllstoffe kaufen können. Erkennt man auch gut im Flußdiagramm und dem Mixern der Anlage. Es gab zudem 2008 Versuche mit nicht wässeriger Suspension (Mutterflüssigkeit) von der UVR-FIA GmbH in Freiberg.
Antwort auf Beitrag Nr.: 40.703.735 von bossi1 am 13.12.10 22:07:50[0013]Silicon kerf 1 is dispersed with a suspending agent 2 in a vessel 3 also referred to as a slurry producer with the aid of thermal and/or ultrasound-cavitative effects into a suspension. The suspension is conveyed alongside a leaching agent 4 via pumps 13 into a mixer 5. From the mixer 5 the suspension is conveyed into a microstructure apparatus 6. From the feeding point a plurality of microstructure apparatuses 6 distribute themselves in the shape of a star. They are arranged in parallel to each other and/or sequentially behind each other. The cascade of the microstructure apparatuses 6 consists of polyethylene (PE) or polytetrafluoroethylene (PTFE) material. The microstructure apparatuses 6 are temperature-controlled by the environment. After the bringing together of the material flows, the etched silicon is continuously separated from the leaching agent 4 and the dissolved constituents 9 in a centrifuge and/or a hydrocyclone 7. Depending on the leaching agent 4 used, there may be envisaged a wash through re-dispersion of the etched silicon with a washing agent 8 and subsequent solid-liquid separation. It may be envisaged to guide the suspension in several passes 10 through the microstructure apparatuses 6 until the desired purity has been reached. In order to remove the residual humidity or evaporable foreign components of the final product, there follows at the end of the process chain, i.e. after the last guiding through of the suspension through the microstructure apparatuses 6, a vacuum thermal drying step under inert conditions. For the drying there is especially envisaged a filter dryer, a fluidised bed dryer, a venturi dryer, a cryoscopic or an extraction dryer. The target product 12 is obtained as a pre-compacted, fine-particle material, especially silicon powder.
Flußdiagramm
1) Slilizium Abfall
2) Suspensionsmittel, (kann Wasser sein, muß aber nicht)
3) Mixer Si-Abfall/Suspensionsmittel inkl. Ultraschall Behandlung zu Slurry
4) Laugenmittel
5) Mixer Suspension/Laugenmittel
6) PE/PTFE (Lösungs- und Gleitmittel)
7) Zentrifuge/Trikanter, die eigentliche Waschmaschine
8) entferntes Waschmittel (Suspension/Laugenmittel)
9) aufgelöste Verunteinigungen vom Si
10) gesamte temperaturgesteuerte Mikrostrukturvorrichtung (6-9)
11) mehrstufige thermische Trocknung im Vakuum
12) recycletes, getrocknetes und vorverdichtetes Si-Zielprodukt
13) Pumpen im System
Flußdiagramm
1) Slilizium Abfall
2) Suspensionsmittel, (kann Wasser sein, muß aber nicht)
3) Mixer Si-Abfall/Suspensionsmittel inkl. Ultraschall Behandlung zu Slurry
4) Laugenmittel
5) Mixer Suspension/Laugenmittel
6) PE/PTFE (Lösungs- und Gleitmittel)
7) Zentrifuge/Trikanter, die eigentliche Waschmaschine
8) entferntes Waschmittel (Suspension/Laugenmittel)
9) aufgelöste Verunteinigungen vom Si
10) gesamte temperaturgesteuerte Mikrostrukturvorrichtung (6-9)
11) mehrstufige thermische Trocknung im Vakuum
12) recycletes, getrocknetes und vorverdichtetes Si-Zielprodukt
13) Pumpen im System
Zitat von bossi1: 2) Suspensionsmittel, (kann wässerig sein, muß aber nicht)
Experimentelle Untersuchungen zur Filtrierbarkeit von
Suspensionen mit nicht-wässrigen Mutterflüssigkeiten
Auszug ...
Die bei der kuchenbildenden Filtration ablaufenden Prozesse sind in der wässrigen
Phase weitgehend erforscht. Bei Verwendung nichtwässriger Lösungsmittel als
Suspensionsflüssigkeit zeigt sich jedoch, dass ein großer Einfluss des verwendeten
Lösungsmittels auf die erzielten Prozessergebnisse existiert. Eine umfassende
Untersuchung der Einflüsse verschiedener Lösungsmittel auf die Prozessparameter
steht jedoch bislang aus.
pdf aus 2008 ... Seite 28
http://www.uvr-fia.de/download/kurzfassungen/kurzfassung08.p…
Wurde noch nicht veröffentlicht ...
Diplomarbeit: M. Beutel
Neuartige Metallisierung von Solarzellen mit hohem Wirkungsgrad
Solar World Innovations GmbH, Institut für Experimentelle Physik, Freiberg, 2010
http://www.exphys.tu-freiberg.de/de/solid/publikationen
Diplomarbeit: M. Beutel
Neuartige Metallisierung von Solarzellen mit hohem Wirkungsgrad
Solar World Innovations GmbH, Institut für Experimentelle Physik, Freiberg, 2010
http://www.exphys.tu-freiberg.de/de/solid/publikationen
Antwort auf Beitrag Nr.: 40.706.790 von bossi1 am 14.12.10 13:41:48#667 ff - Das Patent der Solar World Innovations GmbH dazu ...
DE102008056093B3 10.06.2010
Verfahren und Vorrichtung zum lichtinduzierten Galvanisieren von
Halbleiter-Bauelementen und Halbleiter-Bauelement
http://www.patent-de.com/20100610/DE102008056093B3.html
DE102008056093B3 10.06.2010
Verfahren und Vorrichtung zum lichtinduzierten Galvanisieren von
Halbleiter-Bauelementen und Halbleiter-Bauelement
http://www.patent-de.com/20100610/DE102008056093B3.html
UVR-FIA GmbH, Freiberg ...
Ein wirklich interessanter Partner für wirtschaftliches Recycling vom Silizium Abfall aus dem
Slurry oder die geplante Aufbereitung von Lithium aus Lithiumeisenglimmer (Zinnwaldit).
Unser Know how zur fest-flüssig Trennung
Die Feststoffabtrennung aus Suspensionen ist in der Aufbereitung und in der Umwelttechnik ein wesentlicher Verfahrensschritt. Wir bieten Ihnen detailliertes Wissen
- zu den Grundlagen der Filtrationsprozesse (Vakuum-, Druck-, Mikro- und Membranfiltration)
- zur Ermittlung von Kenngrößen aus Labor- und kleintechnischen Versuchen für die Auswahl, die Auslegung und den Betrieb von Filtrationsapparaturen (z.B. Filtrationshilfsmittel, Filtrationsgeschwindigkeit, Filterwiderstand)
- zum Einsatz von Flockungshilfsmitteln zur Suspensa-Abtrennung aus Trüben
- zur Auswahl und Auslegung von Eindickern auf der Basis des aus Absetzkurven abgeleiteten Sedimentationsverhaltens des jeweiligen Stoffsystems
+++++
Unser Know how zur Aufbereitung von Rohstoffen


Die Aufbereitung von Rohstoffen ist eine klassische Arbeitsrichtung der UVR-FIA GmbH.
Als Ergebnis jahrzehntelanger Arbeiten zur Technologieentwicklung und Betreuung von
Aufbereitungsanlagen bieten wir Ihnen detailliertes Wissen zur Aufbereitung der Rohstoffe.
- Kassiteriterze
- polymetallische Sulfiderze
- Golderze
- Späte (Flußspat, Kalkspat, Schwerspat, Feldspat, Dolomit)
- Schwermineralsande
- Glassande u.a. Quarzrohstoffe
- Klinker
- Kohlen
- Kaoline
- Kryolithe
Ein wirklich interessanter Partner für wirtschaftliches Recycling vom Silizium Abfall aus dem
Slurry oder die geplante Aufbereitung von Lithium aus Lithiumeisenglimmer (Zinnwaldit).
Unser Know how zur fest-flüssig Trennung
Die Feststoffabtrennung aus Suspensionen ist in der Aufbereitung und in der Umwelttechnik ein wesentlicher Verfahrensschritt. Wir bieten Ihnen detailliertes Wissen
- zu den Grundlagen der Filtrationsprozesse (Vakuum-, Druck-, Mikro- und Membranfiltration)
- zur Ermittlung von Kenngrößen aus Labor- und kleintechnischen Versuchen für die Auswahl, die Auslegung und den Betrieb von Filtrationsapparaturen (z.B. Filtrationshilfsmittel, Filtrationsgeschwindigkeit, Filterwiderstand)
- zum Einsatz von Flockungshilfsmitteln zur Suspensa-Abtrennung aus Trüben
- zur Auswahl und Auslegung von Eindickern auf der Basis des aus Absetzkurven abgeleiteten Sedimentationsverhaltens des jeweiligen Stoffsystems
+++++
Unser Know how zur Aufbereitung von Rohstoffen
Die Aufbereitung von Rohstoffen ist eine klassische Arbeitsrichtung der UVR-FIA GmbH.
Als Ergebnis jahrzehntelanger Arbeiten zur Technologieentwicklung und Betreuung von
Aufbereitungsanlagen bieten wir Ihnen detailliertes Wissen zur Aufbereitung der Rohstoffe.
- Kassiteriterze
- polymetallische Sulfiderze
- Golderze
- Späte (Flußspat, Kalkspat, Schwerspat, Feldspat, Dolomit)
- Schwermineralsande
- Glassande u.a. Quarzrohstoffe
- Klinker
- Kohlen
- Kaoline
- Kryolithe
04.01.2001 ... DE10032819A1
Slurry-Management-System und Verfahren zur Herstellung einer Slurrymischung
... ein Patent der Wacker Siltrinic
http://www.patent-de.com/20010104/DE10032819A1.html
Schöne Beschreibung zum Slurryrecycling
Auszug ...
Das Recycling vom Slurry wird genau beschrieben, wobei auch eine Trikanter Zentrifuge eingesetzt wird. Es wird jedoch nur ein Dekanter eingesetzt, der nur 2 Stoffe mit unterschiedlicher Dichte trennen kann, anders als ein Trikanter mit 3.
Da der in dem gebrauchten Slurry befindliche Silicium- und Metallabrieb wesentlich geringer ist als die Schneidkörner, können die unerwünschten Partikelchen mit der Flüssigkeit ausgetragen werden. Rückgewonnenes Schneidmittel (Trockenphase) wird im Mischbehälter (2) redispergiert. Überraschenderweise werden durch die Trennung im Dekanter neben den Silicium- und Metallpartikelchen auch kleine, verschlissene Schneidkörner mit der Schneidflüssigkeit ausgetragen.
+++++
Man beschreibt, wie geschickt nach Korngröße beim Schneidmittel (SiC), Siliziumabrieb und dem Metallabrieb beim Sägedraht getrennt werden kann ...
Die Konstruktion des Dekanters erlaubt eine Trennung der in der Suspension befindlichen Schneidkörner in einen Grob- und Feinkornanteil. Der Feinkornanteil wird mit der Schneidflüssigkeit ausgetragen, der Grobkornanteil tritt als feste Masse an der Unterseite der Vorrichtung aus. Durch eine geschickte Wahl der Maschinenparameter kann die Trennlinie zwischen Grob- und Feinkornanteil, entsprechend der prozeßtechnischen Anforderungen, verschoben werden. Da der in dem gebrauchten Slurry befindliche Silicium- und Metallabrieb wesentlich geringer ist als die Schneidkörner, können die unerwünschten Partikelchen mit der Flüssigkeit ausgetragen werden. Rückgewonnenes Schneidmittel (Trockenphase) wird im Mischbehälter (2) redispergiert. Überraschenderweise werden durch die Trennung im Dekanter neben den Silicium- und Metallpartikelchen auch kleine, verschlissene Schneidkörner mit der Schneidflüssigkeit ausgetragen.
Die mittlere Korngröße des Schneidmittels beträgt bevorzugt von 9 bis 14 µm; die mittlere Korngröße des rückgewonnenen Schneidmittels beträgt bevorzugt von 7 bis 12 µm. Die Trenngrenze liegt vorzugsweise zwischen 2 und 5 µm. Die Korngröße des Siliciumabriebes ist << 1 µm und die Korngröße des Metallabriebes ist << 1 µm.
+++++
Genau den vermischten Si-Abfall vom Slurryrecycling will die Sunicon aufarbeiten ...
Im Lagerbehälter (3) sammelt man die aus dem Dekanter ausströmende Flüssigphase, die neben Metallabrieb und Siliciumabrieb auch den unerwünschten Feinkornanteil des Schneidmittels aufweist.
+++++
Erklärt, warum reycletes Slurry mit Neuware verschnitten wird. Auch bei Silizium könnte das später für den Verschnitt mit Neuware sprechen ...
Mischt man beispielsweise wiederaufbereitetes Slurry mit frischem Slurry im Verhältnis 1 : 1, würde bei einem Wirkungsgrad des Dekanters von etwa 95% das System durch gebrauchtes Slurry in dem Lagerbehälter (1) überladen. Um dies zu vermeiden, pumpt das erfindungsgemäße Slurry-Management-System automatisch bei Erreichen eines bestimmten Füllstandes des Lagerbehälters (1) die überschüssige Menge in den Lagerbehälter (3). Läuft von den Drahtsägen zu wenig gebrauchtes Slurry in den Lagerbehälter (1) zurück, wird das Mischungsverhältnis in dem Mischbehälter (4) zu Gunsten des frischen Slurry geändert.
+++++
Der verunreinigte, ausgetragene und getrocknete Feststoffabfall soll umweltfreundlich entsorgt werden. Das würde FA gerne übernehmen. Die Trocknung der Si-Bestandteile erfolgt wie in dem US.Patent der Sunicon 2-stufig, unter Vakuum und thermisch. Der Grund liegt darin, daß frisch zerspanntes Silizium Wasser zu hochexplosivem Wasserstoff reduziert ... wenn nicht, würde die schöne Recyclinganlage das fliegen lernen ...
Im Lagerbehälter (3) befindet sich Schneidflüssigkeit mit Siliciumabrieb, Metallabrieb und abgenutzten Schneidkörnern. Um die Schneidflüssigkeit rückzugewinnen leitet man die Suspension in einen Dünnschichtverdampfer. Der Dünnschichtverdampfer besteht aus einem beheizten stehenden Metallzylinder, in dem eine Welle mit aufgesetzten Paddeln rotiert. Der Abstand zwischen Zylinderwandung und rotierendem Paddel ist in der Größenordnung von etwa 10 mm. Der Zylinder ist luftdicht verschlossen und während des Prozesses in der Regel evakuiert. Eine Evakuierung des Apparates ist meist sinnvoll, um den Siedepunkt der zu verdampfenden Flüssigkeit herabzusetzen. Ebenso wird der Energiebedarf für die Verdampfung des Produktes reduziert. Bevorzugt werden Schneidflüssigkeiten, wie beispielsweise Glykole, unter Vakuum verdampft.
Bei einem Dünnschichtverdampfer handelt es sich um ein thermisches Trocknungssystem mit mechanisch erzeugter dünner Schicht. Mittels geeigneter Pumpen speist man im Kopfbereich des Dünnschichtverdampfers die zu trennende Suspension ein. Durch einen Verteilerring und die rotierenden Paddel wird das Medium gegen die erhitzte Wandung des Zylinders geschleudert, wobei die Schneidflüssigkeit verdampft. Nachdem der Feststoff getrocknet ist, rieselt dieser an den Grund des Verdampfers, wo er nach Bedarf ausgeschleust wird. Der ausgetragene Feststoff kann nun umweltfreundlich entsorgt werden. Die verdampfte Schneidflüssigkeit wird durch einen Kondensator geleitet und von dort als Flüssigphase in einen Lagerbehälter übergeführt. Für hygroskopische Flüssigkeiten kann die Kondensation in 2 Stufen erfolgen. In der ersten Kondensationsstufe entzieht man der Dampfphase die höher siedende Schneidflüssigkeit, in der zweiten Stufe das unerwünschte Wasser. Somit hat man in einem Arbeitsgang die Schneidflüssigkeit rückgewonnen und getrocknet. Der Reinheitsgrad der rückgewonnenen Schneidflüssigkeit beträgt > 97%. Der Trocknungsvorgang ist notwendig, da frisch zerspantes Silicium Wasser zu hochexplosivem Wasserstoff reduziert.
Slurry-Management-System und Verfahren zur Herstellung einer Slurrymischung
... ein Patent der Wacker Siltrinic
http://www.patent-de.com/20010104/DE10032819A1.html
Schöne Beschreibung zum Slurryrecycling
Auszug ...
Das Recycling vom Slurry wird genau beschrieben, wobei auch eine Trikanter Zentrifuge eingesetzt wird. Es wird jedoch nur ein Dekanter eingesetzt, der nur 2 Stoffe mit unterschiedlicher Dichte trennen kann, anders als ein Trikanter mit 3.
Da der in dem gebrauchten Slurry befindliche Silicium- und Metallabrieb wesentlich geringer ist als die Schneidkörner, können die unerwünschten Partikelchen mit der Flüssigkeit ausgetragen werden. Rückgewonnenes Schneidmittel (Trockenphase) wird im Mischbehälter (2) redispergiert. Überraschenderweise werden durch die Trennung im Dekanter neben den Silicium- und Metallpartikelchen auch kleine, verschlissene Schneidkörner mit der Schneidflüssigkeit ausgetragen.
+++++
Man beschreibt, wie geschickt nach Korngröße beim Schneidmittel (SiC), Siliziumabrieb und dem Metallabrieb beim Sägedraht getrennt werden kann ...
Die Konstruktion des Dekanters erlaubt eine Trennung der in der Suspension befindlichen Schneidkörner in einen Grob- und Feinkornanteil. Der Feinkornanteil wird mit der Schneidflüssigkeit ausgetragen, der Grobkornanteil tritt als feste Masse an der Unterseite der Vorrichtung aus. Durch eine geschickte Wahl der Maschinenparameter kann die Trennlinie zwischen Grob- und Feinkornanteil, entsprechend der prozeßtechnischen Anforderungen, verschoben werden. Da der in dem gebrauchten Slurry befindliche Silicium- und Metallabrieb wesentlich geringer ist als die Schneidkörner, können die unerwünschten Partikelchen mit der Flüssigkeit ausgetragen werden. Rückgewonnenes Schneidmittel (Trockenphase) wird im Mischbehälter (2) redispergiert. Überraschenderweise werden durch die Trennung im Dekanter neben den Silicium- und Metallpartikelchen auch kleine, verschlissene Schneidkörner mit der Schneidflüssigkeit ausgetragen.
Die mittlere Korngröße des Schneidmittels beträgt bevorzugt von 9 bis 14 µm; die mittlere Korngröße des rückgewonnenen Schneidmittels beträgt bevorzugt von 7 bis 12 µm. Die Trenngrenze liegt vorzugsweise zwischen 2 und 5 µm. Die Korngröße des Siliciumabriebes ist << 1 µm und die Korngröße des Metallabriebes ist << 1 µm.
+++++
Genau den vermischten Si-Abfall vom Slurryrecycling will die Sunicon aufarbeiten ...
Im Lagerbehälter (3) sammelt man die aus dem Dekanter ausströmende Flüssigphase, die neben Metallabrieb und Siliciumabrieb auch den unerwünschten Feinkornanteil des Schneidmittels aufweist.
+++++
Erklärt, warum reycletes Slurry mit Neuware verschnitten wird. Auch bei Silizium könnte das später für den Verschnitt mit Neuware sprechen ...
Mischt man beispielsweise wiederaufbereitetes Slurry mit frischem Slurry im Verhältnis 1 : 1, würde bei einem Wirkungsgrad des Dekanters von etwa 95% das System durch gebrauchtes Slurry in dem Lagerbehälter (1) überladen. Um dies zu vermeiden, pumpt das erfindungsgemäße Slurry-Management-System automatisch bei Erreichen eines bestimmten Füllstandes des Lagerbehälters (1) die überschüssige Menge in den Lagerbehälter (3). Läuft von den Drahtsägen zu wenig gebrauchtes Slurry in den Lagerbehälter (1) zurück, wird das Mischungsverhältnis in dem Mischbehälter (4) zu Gunsten des frischen Slurry geändert.
+++++
Der verunreinigte, ausgetragene und getrocknete Feststoffabfall soll umweltfreundlich entsorgt werden. Das würde FA gerne übernehmen. Die Trocknung der Si-Bestandteile erfolgt wie in dem US.Patent der Sunicon 2-stufig, unter Vakuum und thermisch. Der Grund liegt darin, daß frisch zerspanntes Silizium Wasser zu hochexplosivem Wasserstoff reduziert ... wenn nicht, würde die schöne Recyclinganlage das fliegen lernen ...
Im Lagerbehälter (3) befindet sich Schneidflüssigkeit mit Siliciumabrieb, Metallabrieb und abgenutzten Schneidkörnern. Um die Schneidflüssigkeit rückzugewinnen leitet man die Suspension in einen Dünnschichtverdampfer. Der Dünnschichtverdampfer besteht aus einem beheizten stehenden Metallzylinder, in dem eine Welle mit aufgesetzten Paddeln rotiert. Der Abstand zwischen Zylinderwandung und rotierendem Paddel ist in der Größenordnung von etwa 10 mm. Der Zylinder ist luftdicht verschlossen und während des Prozesses in der Regel evakuiert. Eine Evakuierung des Apparates ist meist sinnvoll, um den Siedepunkt der zu verdampfenden Flüssigkeit herabzusetzen. Ebenso wird der Energiebedarf für die Verdampfung des Produktes reduziert. Bevorzugt werden Schneidflüssigkeiten, wie beispielsweise Glykole, unter Vakuum verdampft.
Bei einem Dünnschichtverdampfer handelt es sich um ein thermisches Trocknungssystem mit mechanisch erzeugter dünner Schicht. Mittels geeigneter Pumpen speist man im Kopfbereich des Dünnschichtverdampfers die zu trennende Suspension ein. Durch einen Verteilerring und die rotierenden Paddel wird das Medium gegen die erhitzte Wandung des Zylinders geschleudert, wobei die Schneidflüssigkeit verdampft. Nachdem der Feststoff getrocknet ist, rieselt dieser an den Grund des Verdampfers, wo er nach Bedarf ausgeschleust wird. Der ausgetragene Feststoff kann nun umweltfreundlich entsorgt werden. Die verdampfte Schneidflüssigkeit wird durch einen Kondensator geleitet und von dort als Flüssigphase in einen Lagerbehälter übergeführt. Für hygroskopische Flüssigkeiten kann die Kondensation in 2 Stufen erfolgen. In der ersten Kondensationsstufe entzieht man der Dampfphase die höher siedende Schneidflüssigkeit, in der zweiten Stufe das unerwünschte Wasser. Somit hat man in einem Arbeitsgang die Schneidflüssigkeit rückgewonnen und getrocknet. Der Reinheitsgrad der rückgewonnenen Schneidflüssigkeit beträgt > 97%. Der Trocknungsvorgang ist notwendig, da frisch zerspantes Silicium Wasser zu hochexplosivem Wasserstoff reduziert.
Antwort auf Beitrag Nr.: 40.714.443 von bossi1 am 15.12.10 13:32:31Hatte nicht Korrektur gelesen ...
Das Recycling vom Slurry wird genau beschrieben, wobei eine Dekanter Zentrifuge eingesetzt wird, die nur 2 Stoffe mit unterschiedlicher Dichte trennen kann, anders als ein Trikanter mit 3 ...
Dekanter trennt nur Flüssigkeit und Feststoff ...

Das Recycling vom Slurry wird genau beschrieben, wobei eine Dekanter Zentrifuge eingesetzt wird, die nur 2 Stoffe mit unterschiedlicher Dichte trennen kann, anders als ein Trikanter mit 3 ...
Dekanter trennt nur Flüssigkeit und Feststoff ...
bevor es in dem Müllforum untergeht:
Vanguard Energy Partners Achieves Unprecedented Growth in 2010 With Record Number of New Clients and Commercial Solar Installations
BRANCHBURG, N.J., Dec. 15, 2010 /PRNewswire/ -- Vanguard Energy Partners, a leader in the design and installation of large-scale solar electric systems, announces a year of unprecedented growth and success in 2010. With a record number of new customers and successful major solar projects, Vanguard continues to be an important partner for businesses, government agencies and educational institutions that are lowering energy costs through the clean renewable power of solar electricity.
Vanguard, a full-service solar solutions company, experienced dramatic growth in 2010 with 12.15 megawatts (MW) of projects completed or under construction compared to 1.70 MW in the previous year ...
"We expect to expand in the Northeast and Mid-Atlantic states with new installations exceeding 25 MW of solar energy in 2011."
Customer Successes and Company Highlights
* Vanguard entered into an agreement with industry leader SolarWorld USA to purchase 25 MW of photovoltaic solar modules to support its rapidly growing project list for 2011. The nation's largest solar panel manufacturer makes all its products in the USA from American components and materials.
* Vanguard established an affiliate company, Vanguard Energy Capital (VEC), to provide financing alternatives to qualified customers at no risk or capital outlay. VEC helps structure power purchase agreements (PPAs) and delivers financing using a variety of flexible ownership solutions. VEC has the financial capability to fund a minimum $300 million of projects over the next 18 months ...
http://www.prnewswire.com/news-releases/vanguard-energy-part…
Vanguard Energy Partners Achieves Unprecedented Growth in 2010 With Record Number of New Clients and Commercial Solar Installations
BRANCHBURG, N.J., Dec. 15, 2010 /PRNewswire/ -- Vanguard Energy Partners, a leader in the design and installation of large-scale solar electric systems, announces a year of unprecedented growth and success in 2010. With a record number of new customers and successful major solar projects, Vanguard continues to be an important partner for businesses, government agencies and educational institutions that are lowering energy costs through the clean renewable power of solar electricity.
Vanguard, a full-service solar solutions company, experienced dramatic growth in 2010 with 12.15 megawatts (MW) of projects completed or under construction compared to 1.70 MW in the previous year ...
"We expect to expand in the Northeast and Mid-Atlantic states with new installations exceeding 25 MW of solar energy in 2011."
Customer Successes and Company Highlights
* Vanguard entered into an agreement with industry leader SolarWorld USA to purchase 25 MW of photovoltaic solar modules to support its rapidly growing project list for 2011. The nation's largest solar panel manufacturer makes all its products in the USA from American components and materials.
* Vanguard established an affiliate company, Vanguard Energy Capital (VEC), to provide financing alternatives to qualified customers at no risk or capital outlay. VEC helps structure power purchase agreements (PPAs) and delivers financing using a variety of flexible ownership solutions. VEC has the financial capability to fund a minimum $300 million of projects over the next 18 months ...
http://www.prnewswire.com/news-releases/vanguard-energy-part…
Ein 20.000 qm Grundstück aus den Solizum JV neben dem Recycling- und Logistikzentrum
in Freiberg müßte immer noch frei sein für das mögliche Abfallrecycling von Si aus dem Slurry ...
21.12.2006
SolarWorld erweitert Siliziumversorgung
Original-Pressemitteilung
(SolarWorld, 7.12.2006) – Die SolarWorld AG hat mit der niederländischen Scheuten Solarholding B.V. das Joint Venture „Scheuten SolarWorld Solizium GmbH“ für die zukunftsorientierte Gewinnung von solarem Silizium gegründet, an welchem sich beide Unternehmen jeweils mit einem Anteil in Höhe von 50 Prozent beteiligt haben. Das Joint Venture betreibt die Entwicklung und den Bau einer Produktionsanlage zur Herstellung von hochreinem Solarsilizium auf Basis metallurgischen Siliziums mit einer Kapazität von vorerst 1.000 Tonnen jährlich. Damit schafft der führende Solartechnologiekonzern in Freiberg eine weitere Quelle für die Versorgung seiner solarindustriellen Fertigung mit Rohstoffen.
Erste Solarsiliziumproduktion Sachsens
Deutschlandweit wird damit erstmals eine Technologie zur Gewinnung von Solarsilizium unter Verwendung unlimitiert verfügbarem metallurgischen Siliziums industriell umgesetzt. „Im Zuge unseres anhaltenden konzernweiten Wachstums erschließen wir uns mit dieser neuen Technologie eine zusätzliche Rohstoffquelle“, sagt Dipl.-Ing. Frank H. Asbeck, Vorstandsvorsitzender der SolarWorld AG. „Mit dem Aufbau der ersten industriellen Siliziumfertigung Sachsens vertiefen wir zugleich unsere Wertschöpfung in Freiberg.“ Zur Umsetzung der neuen Rohstoffaktivitäten hat das Unternehmen am Standort Saxonia – in unmittelbarer Nachbarschaft zur bestehenden Siliziumrecycling-Fabrik und zum Logistikzentrum der SolarWorld-Gruppe – ein Grundstück mit einer Fläche von 20.000 Quadratmetern inklusive Verwaltungs- und Laborimmobilie gesichert. „Für die Realisierung einer wirtschaftlichen Technologie zur Herstellung von Solarsilizium aus metallurgischem Silizium werden wir Synergien in Freiberg nutzen können“, erläutert Prof. Dr. Peter Woditsch, der für den SolarWorld-Konzern die Geschäftsführung des Joint Ventures übernimmt. „Unser Geschäftsbereich Solar Material ist seit Jahren erfolgreich in der Aufbereitung von Rohstoffen für die Waferproduktion tätig und wird das Joint Venture mit Technologie und Know-how unterstützen,“ ergänzt Prof. Woditsch, der zugleich Vorstandsvorsitzender der SolarWorld-Tochter Deutsche Solar AG ist, die in Freiberg für sämtliche Rohstoffaktivitäten und die Produktion von kristallinen Wafern aus Solarsilizium verantwortlich ist.
Rohstoffgewinnung im Konzern
Die SolarWorld AG vergrößert mit dem neuen Joint Venture ihre technologischen Optionen zur Rohstoffgewinnung. Dabei geht es um die Veredelung von metallurgischem Silizium, das über einen Reinheitsgrad von rund 98 Prozent verfügt. Die Photovoltaikindustrie benötigt allerdings noch reineres Rohmaterial, weshalb das Rohsilizium weiter aufgewertet werden muss.
Außerdem unterhält die SolarWorld AG gemeinsam mit dem Chemiekonzern Degussa mit der Joint Solar Silicon ein weiteres Rohstoff-Joint-Venture. Das Unternehmen baut derzeit in Rheinfelden eine industrielle Produktion für die Gewinnung von Solarsilizium aus dem Ausgangsstoff Silan auf. Parallel zu den eigenen Rohstoffaktivitäten setzt der Konzern traditionell auch auf langfristige Partnerschaften mit verlässlichen externen Siliziumlieferanten.
Quelle: SolarWorld AG
in Freiberg müßte immer noch frei sein für das mögliche Abfallrecycling von Si aus dem Slurry ...
21.12.2006
SolarWorld erweitert Siliziumversorgung
Original-Pressemitteilung
(SolarWorld, 7.12.2006) – Die SolarWorld AG hat mit der niederländischen Scheuten Solarholding B.V. das Joint Venture „Scheuten SolarWorld Solizium GmbH“ für die zukunftsorientierte Gewinnung von solarem Silizium gegründet, an welchem sich beide Unternehmen jeweils mit einem Anteil in Höhe von 50 Prozent beteiligt haben. Das Joint Venture betreibt die Entwicklung und den Bau einer Produktionsanlage zur Herstellung von hochreinem Solarsilizium auf Basis metallurgischen Siliziums mit einer Kapazität von vorerst 1.000 Tonnen jährlich. Damit schafft der führende Solartechnologiekonzern in Freiberg eine weitere Quelle für die Versorgung seiner solarindustriellen Fertigung mit Rohstoffen.
Erste Solarsiliziumproduktion Sachsens
Deutschlandweit wird damit erstmals eine Technologie zur Gewinnung von Solarsilizium unter Verwendung unlimitiert verfügbarem metallurgischen Siliziums industriell umgesetzt. „Im Zuge unseres anhaltenden konzernweiten Wachstums erschließen wir uns mit dieser neuen Technologie eine zusätzliche Rohstoffquelle“, sagt Dipl.-Ing. Frank H. Asbeck, Vorstandsvorsitzender der SolarWorld AG. „Mit dem Aufbau der ersten industriellen Siliziumfertigung Sachsens vertiefen wir zugleich unsere Wertschöpfung in Freiberg.“ Zur Umsetzung der neuen Rohstoffaktivitäten hat das Unternehmen am Standort Saxonia – in unmittelbarer Nachbarschaft zur bestehenden Siliziumrecycling-Fabrik und zum Logistikzentrum der SolarWorld-Gruppe – ein Grundstück mit einer Fläche von 20.000 Quadratmetern inklusive Verwaltungs- und Laborimmobilie gesichert. „Für die Realisierung einer wirtschaftlichen Technologie zur Herstellung von Solarsilizium aus metallurgischem Silizium werden wir Synergien in Freiberg nutzen können“, erläutert Prof. Dr. Peter Woditsch, der für den SolarWorld-Konzern die Geschäftsführung des Joint Ventures übernimmt. „Unser Geschäftsbereich Solar Material ist seit Jahren erfolgreich in der Aufbereitung von Rohstoffen für die Waferproduktion tätig und wird das Joint Venture mit Technologie und Know-how unterstützen,“ ergänzt Prof. Woditsch, der zugleich Vorstandsvorsitzender der SolarWorld-Tochter Deutsche Solar AG ist, die in Freiberg für sämtliche Rohstoffaktivitäten und die Produktion von kristallinen Wafern aus Solarsilizium verantwortlich ist.
Rohstoffgewinnung im Konzern
Die SolarWorld AG vergrößert mit dem neuen Joint Venture ihre technologischen Optionen zur Rohstoffgewinnung. Dabei geht es um die Veredelung von metallurgischem Silizium, das über einen Reinheitsgrad von rund 98 Prozent verfügt. Die Photovoltaikindustrie benötigt allerdings noch reineres Rohmaterial, weshalb das Rohsilizium weiter aufgewertet werden muss.
Außerdem unterhält die SolarWorld AG gemeinsam mit dem Chemiekonzern Degussa mit der Joint Solar Silicon ein weiteres Rohstoff-Joint-Venture. Das Unternehmen baut derzeit in Rheinfelden eine industrielle Produktion für die Gewinnung von Solarsilizium aus dem Ausgangsstoff Silan auf. Parallel zu den eigenen Rohstoffaktivitäten setzt der Konzern traditionell auch auf langfristige Partnerschaften mit verlässlichen externen Siliziumlieferanten.
Quelle: SolarWorld AG
Antwort auf Beitrag Nr.: 40.714.909 von bossi1 am 15.12.10 14:31:57ein Grundstück mit einer Fläche von 20.000 Quadratmetern inklusive Verwaltungs- und Laborimmobilie gesichert ...
Aus dem GB 2009 zum Silizium ...
Gemäß Spaltungs- und Übernahmevertrag vom 7. April 2009 sowie den Beschlüssen der Haupt-
versammlungen beider Rechtsträger wurde der Geschäftsbereich solarmaterial rückwirkend zum
1. Januar 2009 von der deutsche solar ag abgespalten und auf die sunicon ag übertragen.
Mit Geschäftsanteilskauf- und -übertragungsvertrag vom 15. Juli 2009 haben wir 100 Prozent unseres
früheren Joint Venturesg scheuten solarworld solicium gmbh übernommen. Die Gesellschaft wird
nun unter dem Namen solarworld solicium gmbh geführt.
+++++
Mit Beseitigung des Engpasses an reinem Solarsiliziumg brach auch der Markt für gereinigtes metal-
lurgisches Silizium (UMG-Si) zusammen. Dieses wurde noch im vergangenen Jahr als Alternative zu
dem sehr teuren und kaum verfügbaren Solarsilizium gehandelt.
+++++
SILIZIUMHERSTELLUNG UND RECYCLING GEBÜNDELT. Der Konzern sichert seinen Siliziumbedarf für die wachsende Waferproduktion – abgesehen von externer – durch eigene Herstellung und internes Recyclingg. Diese Aktivitäten sind bei der sunicon ag in Freiberg gebündelt und gewährleisten die konstante Versorgung mit dem wichtigsten Rohstoff der Photovoltaikg. Unsere Tochter entwickelt und bewertet alternative Herstellungsverfahren. 2009 lag der Schwerpunkt auf dem Silizium der Marke sunsil®, das unser Joint Ventureg jssi gmbh produziert. Die sunicon stellte 2009 selbst entwickelte Produkte für die Weiterverarbeitung des pulverförmigen sunsils® her: Durch Verpressung zu sunbricks®g, sunballs® oder sunpearls® machen wir sunsil® universell einsatzfähig für die Waferproduktion.
Als ein weltweiter Pionier und Marktführer haben wir unsere Recyclingaktivitäten weiter vorangetrieben. Wir steigerten unser Aufbereitungsergebnis von extern und intern zugeführten Rohstoffen (Nebenprodukte aus verschiedenen Stufen der Siliziumproduktion) auf rund 1.640 (Vorjahr: 1.240) Tonnen, indem wir u.a. unsere Ätzanlagen optimierten und in neue Anlagen für die Oberflächenreinigung von Silizium investierten. Durch Prozessverbesserungen erhöhten wir die Produktivität um ca. zehn Prozent. Zum Teil führten wir Recycling als Dienstleistung für Kunden durch. Der Anteil des Recyclings am Rohstoffeinsatz unserer Freiberger Waferproduktion betrug 21,2 (Vorjahr: 20) Prozent.
Aus dem GB 2009 zum Silizium ...
Gemäß Spaltungs- und Übernahmevertrag vom 7. April 2009 sowie den Beschlüssen der Haupt-
versammlungen beider Rechtsträger wurde der Geschäftsbereich solarmaterial rückwirkend zum
1. Januar 2009 von der deutsche solar ag abgespalten und auf die sunicon ag übertragen.
Mit Geschäftsanteilskauf- und -übertragungsvertrag vom 15. Juli 2009 haben wir 100 Prozent unseres
früheren Joint Venturesg scheuten solarworld solicium gmbh übernommen. Die Gesellschaft wird
nun unter dem Namen solarworld solicium gmbh geführt.
+++++
Mit Beseitigung des Engpasses an reinem Solarsiliziumg brach auch der Markt für gereinigtes metal-
lurgisches Silizium (UMG-Si) zusammen. Dieses wurde noch im vergangenen Jahr als Alternative zu
dem sehr teuren und kaum verfügbaren Solarsilizium gehandelt.
+++++
SILIZIUMHERSTELLUNG UND RECYCLING GEBÜNDELT. Der Konzern sichert seinen Siliziumbedarf für die wachsende Waferproduktion – abgesehen von externer – durch eigene Herstellung und internes Recyclingg. Diese Aktivitäten sind bei der sunicon ag in Freiberg gebündelt und gewährleisten die konstante Versorgung mit dem wichtigsten Rohstoff der Photovoltaikg. Unsere Tochter entwickelt und bewertet alternative Herstellungsverfahren. 2009 lag der Schwerpunkt auf dem Silizium der Marke sunsil®, das unser Joint Ventureg jssi gmbh produziert. Die sunicon stellte 2009 selbst entwickelte Produkte für die Weiterverarbeitung des pulverförmigen sunsils® her: Durch Verpressung zu sunbricks®g, sunballs® oder sunpearls® machen wir sunsil® universell einsatzfähig für die Waferproduktion.
Als ein weltweiter Pionier und Marktführer haben wir unsere Recyclingaktivitäten weiter vorangetrieben. Wir steigerten unser Aufbereitungsergebnis von extern und intern zugeführten Rohstoffen (Nebenprodukte aus verschiedenen Stufen der Siliziumproduktion) auf rund 1.640 (Vorjahr: 1.240) Tonnen, indem wir u.a. unsere Ätzanlagen optimierten und in neue Anlagen für die Oberflächenreinigung von Silizium investierten. Durch Prozessverbesserungen erhöhten wir die Produktivität um ca. zehn Prozent. Zum Teil führten wir Recycling als Dienstleistung für Kunden durch. Der Anteil des Recyclings am Rohstoffeinsatz unserer Freiberger Waferproduktion betrug 21,2 (Vorjahr: 20) Prozent.
Antwort auf Beitrag Nr.: 40.720.574 von bossi1 am 16.12.10 11:47:00Am 15. Juli 2009 wurden die restlichen 50 Prozent der Anteile an der Solarworld Solicium GmbH zu einem Kaufpreis von 1 € erworben. Die Gesellschaft wurde daher erstmalig voll konsolidiert. Der sich aus der Erstkonsolidierung ergebende negative Unterschiedsbetrag in Höhe von T€ 112 wurde erfolgswirksam in den sonstigen betrieblichen Erträgen erfasst. Die im Rahmen der Erstkonsolidierung zugegangenen Vermögensgegenstände und Schulden sowie die seit dem Erwerbszeitpunkt erwirtschafteten Erträge und Aufwendungen der Solarworld Solicium GmbH sind aus Konzernsicht unwesentlich. Als größte bilanzielle Position wies die Gesellschaft zum Erstkonsolidierungszeitpunkt liquide Mittel in Höhe von T€ 221 aus.
Auch Metallkraft kennt das beispiellose Potential vom Si-Abfall im Slurry ...
Unprecedented potential from solar grade
silicon recovery as this has not yet been
achieved by the industry
Metallkraft pdf 5/2010 ...
http://www.intpow.no/ext/ver2/downloads/Metall_PDF_Ronny%20S…" target="_blank" rel="nofollow ugc noopener"> http://www.intpow.no/ext/ver2/downloads/Metall_PDF_Ronny%20S…
Unprecedented potential from solar grade
silicon recovery as this has not yet been
achieved by the industry
Metallkraft pdf 5/2010 ...
http://www.intpow.no/ext/ver2/downloads/Metall_PDF_Ronny%20S…" target="_blank" rel="nofollow ugc noopener"> http://www.intpow.no/ext/ver2/downloads/Metall_PDF_Ronny%20S…
Sunicon AG
Die Sunicon AG, ein 100prozentiges Tochterunternehmen der SolarWorld AG, ist verantwortlich für die Siliziumversorgung des Konzerns. Sunicon AG. Der Aufbau einer konzerneigenen Herstellung von Solarsilizium nimmt eine zentrale Bedeutung in der Rohstoffsicherung ein. Unter dem Dach der 2007 am Standort Freiberg/Sachsen gegründeten Sunicon AG werden verschiedene Verfahren zur Herstellung von Solarsilizium hinsichtlich ihrer Durchführbarkeit und Wirtschaftlichkeit in der industriellen Fertigung entwickelt und bewertet. Im April 2009 integrierte die Sunicon AG alle Siliziumaktivitäten am Standort Freiberg. Damit ging auch der ehemalige Geschäftsbereich der Deutschen Solar AG Solar Material, in die Sunicon AG über. Seit dem verfügt die Sunicon AG über Prozesse zur vollständigen Schließung des Rohstoffkreislaufes aller wichtigen Materialien, die in einem kristallinen Solarmodul verarbeitet werden. Mehr als 90 Prozent dieser teilweise hochwertigen Komponenten können Wert erhaltend recycelt werden. Die in Kooperation mit der TU Bergakademie Freiberg entwickelte Pilotanlage war die erste weltweit. Kein anderes Unternehmen verfügt derzeit über eine so breite Palette an Technologien zum Recycling von Solar- und Halbleiterabfall, über Off- Spec- und Bruchmaterial aus der Halbleiter-, Wafer- und Zellproduktion bis hin zu kompletten Modulen. Die SolarWorld ist Mitglied im 2007 gegründeten europäischen Verband „PV Cycle“, in dessen Rahmen Photovoltaik-Hersteller eine gemeinsame Recyclingpraxis und –politik für ihre Produkte entwickeln.
Quelle: Homepage Sunicon
... hab mal was von 88 Mitarbeitern bei Sunicon gelesen um 4/2009. Zum Kooperationspartner der TU Bergakademie Freiberg gehört auch der "Recyclingspezialist" UVR-FIA GmbH, Freiberg. FA sponsert zudem die Bergakademie.
Die Sunicon AG, ein 100prozentiges Tochterunternehmen der SolarWorld AG, ist verantwortlich für die Siliziumversorgung des Konzerns. Sunicon AG. Der Aufbau einer konzerneigenen Herstellung von Solarsilizium nimmt eine zentrale Bedeutung in der Rohstoffsicherung ein. Unter dem Dach der 2007 am Standort Freiberg/Sachsen gegründeten Sunicon AG werden verschiedene Verfahren zur Herstellung von Solarsilizium hinsichtlich ihrer Durchführbarkeit und Wirtschaftlichkeit in der industriellen Fertigung entwickelt und bewertet. Im April 2009 integrierte die Sunicon AG alle Siliziumaktivitäten am Standort Freiberg. Damit ging auch der ehemalige Geschäftsbereich der Deutschen Solar AG Solar Material, in die Sunicon AG über. Seit dem verfügt die Sunicon AG über Prozesse zur vollständigen Schließung des Rohstoffkreislaufes aller wichtigen Materialien, die in einem kristallinen Solarmodul verarbeitet werden. Mehr als 90 Prozent dieser teilweise hochwertigen Komponenten können Wert erhaltend recycelt werden. Die in Kooperation mit der TU Bergakademie Freiberg entwickelte Pilotanlage war die erste weltweit. Kein anderes Unternehmen verfügt derzeit über eine so breite Palette an Technologien zum Recycling von Solar- und Halbleiterabfall, über Off- Spec- und Bruchmaterial aus der Halbleiter-, Wafer- und Zellproduktion bis hin zu kompletten Modulen. Die SolarWorld ist Mitglied im 2007 gegründeten europäischen Verband „PV Cycle“, in dessen Rahmen Photovoltaik-Hersteller eine gemeinsame Recyclingpraxis und –politik für ihre Produkte entwickeln.
Quelle: Homepage Sunicon
... hab mal was von 88 Mitarbeitern bei Sunicon gelesen um 4/2009. Zum Kooperationspartner der TU Bergakademie Freiberg gehört auch der "Recyclingspezialist" UVR-FIA GmbH, Freiberg. FA sponsert zudem die Bergakademie.
zum Kooperationspartner der TU Bergakademie Freiberg passt heute gefundene Nachricht:
Über fünf Millionen Euro für neues Rohstoffforschungszentrum in Freiberg
Berlin/Freiberg (dapd-lsc). Dem an der Technischen Universität (TU) Bergakademie Freiberg entstehenden Rohstoffforschungszentrum des Bundes stehen 5,5 Millionen Euro pro Jahr zur Verfügung. Fünf Professoren und 47 weitere Mitarbeiter sollen sich voraussichtlich ab dem zweiten Halbjahr 2011 an der neuen Einrichtung mit Fragen der künftigen Rohstoffversorgung Deutschlands befassen, teilte das Bundesforschungsministerium am Freitag in Berlin mit. Im Fokus steht dabei die Erschließung und Gewinnung seltener Rohstoffe, es geht aber auch um Fragen der Energieeffizienz und des Recyclings.
Deutschland sei ein rohstoffarmes Land, aber zugleich extrem auf die Versorgung mit Rohstoffen angewiesen, erklärte das Forschungsministerium. So sei der globale Wettbewerb um Lithium für Energiespeicher oder Germanium für die Produktion von Glasfaserkabeln in den vergangenen Jahren immer härter geworden. Das neue Institut in Freiberg solle künftig den Beitrag der Wissenschaft für eine sichere, nachhaltige und international wettbewerbsfähige Rohstoffversorgung leisten.
Das neue Institut ist eine Gemeinschaftseinrichtung der TU Freiberg und des Forschungszentrums Dresden-Rossendorf. Der Freistaat Sachsen beteiligt sich neben dem Bund mit zehn Prozent am jährlichen Betrieb.
Über fünf Millionen Euro für neues Rohstoffforschungszentrum in Freiberg
Berlin/Freiberg (dapd-lsc). Dem an der Technischen Universität (TU) Bergakademie Freiberg entstehenden Rohstoffforschungszentrum des Bundes stehen 5,5 Millionen Euro pro Jahr zur Verfügung. Fünf Professoren und 47 weitere Mitarbeiter sollen sich voraussichtlich ab dem zweiten Halbjahr 2011 an der neuen Einrichtung mit Fragen der künftigen Rohstoffversorgung Deutschlands befassen, teilte das Bundesforschungsministerium am Freitag in Berlin mit. Im Fokus steht dabei die Erschließung und Gewinnung seltener Rohstoffe, es geht aber auch um Fragen der Energieeffizienz und des Recyclings.
Deutschland sei ein rohstoffarmes Land, aber zugleich extrem auf die Versorgung mit Rohstoffen angewiesen, erklärte das Forschungsministerium. So sei der globale Wettbewerb um Lithium für Energiespeicher oder Germanium für die Produktion von Glasfaserkabeln in den vergangenen Jahren immer härter geworden. Das neue Institut in Freiberg solle künftig den Beitrag der Wissenschaft für eine sichere, nachhaltige und international wettbewerbsfähige Rohstoffversorgung leisten.
Das neue Institut ist eine Gemeinschaftseinrichtung der TU Freiberg und des Forschungszentrums Dresden-Rossendorf. Der Freistaat Sachsen beteiligt sich neben dem Bund mit zehn Prozent am jährlichen Betrieb.
Antwort auf Beitrag Nr.: 40.730.167 von Tri2Sol am 17.12.10 18:10:20Die Ressourcenuniversität seit 1965 ...
Antwort auf Beitrag Nr.: 40.730.657 von bossi1 am 17.12.10 19:30:04upps ... seit 1765 ... hatte ich gleich 200 Jahre unterschlagen
Antwort auf Beitrag Nr.: 40.730.167 von Tri2Sol am 17.12.10 18:10:20Ressourcentechnologie-Institut geht an die TU Bergakademie in Freiberg
17.12.2010
Autor/en: Quelle: BMBF
Das neue Helmholtz-Zentrum für Ressourcentechnologien entsteht in enger Kooperation zwischen der TU Bergakademie Freiberg und dem Forschungszentrum Dresden-Rossendorf (FZD) im sächsischen Freiberg. Heute, am 17.12. 2010, stellten in Berlin Bundesforschungsministerin Annette Schavan, Sachsens Ministerpräsident Stanislaw Tillich, der Rektor der TU Bergakademie Freiberg, Professor Bernd Meyer, sowie der Wissenschaftliche Direktor des FZD, Professor Roland Sauerbrey, das neue Institut vor.

„Wir freuen uns natürlich sehr, dass unser gemeinsames Konzept von der internationalen Jury bestätigt wurde und wir den Zuschlag für das Helmholtz-Institut für Ressourcentechnologien erhalten haben. Ich bin überzeugt, dass das Institut in Freiberg genau an der richtigen Stelle angesiedelt ist: Mineralische und metallische Rohstoffe bilden ein wesentliches Fundament für die gesamte volkswirtschaftliche Wertschöpfung in Deutschland. Sie sind DIE Ressourcen und eines der wichtigsten Schwerpunkt-Themen der Freiberger Forschung“, sagt der Rektor der TU Bergakademie Prof. Bernd Meyer. „Unser Dank gilt dem sächsischen Ministerpräsidenten Stanislaw Tillich für sein weitsichtiges Engagement von Beginn an, als es um die Ansiedelung des Institutes in Sachsen ging. Wir schätzen es sehr, dass für die Staatsregierung Energie und Rohstoffe weit oben auf der politischen und wirtschaftlichen Agenda in Sachsen stehen.“
Prof. Meyer verweist darauf, dass Deutschland bei fast allen Rohstoffen abhängig von Importen ist. Energie und Metalle sind die Basis der Wertschöpfung. Eine funktionierende Volkswirtschaft ist ohne eine Rohstoffgrundsicherung nicht denkbar. Dazu gehören unter anderem die gerade viel diskutierten Seltenen Erden, die Hochtechnologie-Metalle und natürlich alle Energieträger wie Öl, Gas und Steinkohle. Exportstarke Wirtschaftszweige wie der Fahrzeug-, Anlagen- und Maschinenbau oder die Gießerei-Industrie, die in besonderem Maße von solchen Rohstoffen abhängen, sind nicht nur in Sachsen, sondern in ganz Deutschland angesiedelt und von enormer Bedeutung für das Land.
Sachsen nimmt mit der Einrichtung des Helmholtz-Instituts für Ressourcentechnologien den nationalen Auftrag zur Rohstoffsicherung und zur Forschung im Bereich der „Technologien für Rohstoff-Importe“ an, der in der Rohstoff-Strategie der Bundesregierung und in den Koalitionsverträgen auf Landes- und Bundesebene verankert ist.
Das neue Institut für Ressourcentechnologien Freiberg fügt sich perfekt ein in das Profil der TU Bergakademie Freiberg, die sich als DIE „Ressourcenuniversität für die nachhaltige Stoff- und Energiewirtschaft“ versteht. „Wir wollen auf diesem Gebiet der führende Wissenschafts- und Ausbildungsort in Europa werden“, bekräftigt Rektor Meyer. „Zugleich steuert unser langjähriger Forschungspartner, das zukünftige Helmholtz-Zentrum Dresden-Rossendorf, Expertise auf den Gebieten Werkstoffwissenschaft, Metallgeochemie, Fluiddynamik und Analytik bei, sodass wir dank der Zusammenarbeit über eine noch breitere wissenschaftliche Basis verfügen werden.“
Durch die geplante interdisziplinäre Forschung wird in dem neuen Institut der Forderung nach wirtschaftlichen, sozial und ökologisch verträglichen Technologien entlang der gesamten Rohstoff-Wertschöpfungskette Rechnung getragen. Geplant ist sowohl grundlagen- als auch anwendungsorientierte interdisziplinäre Forschung auf allen Stufen der Rohstoff-Wertschöpfungskette.
Die Aufgabe der nächsten Wochen und Monate wird es sein, gemeinsam mit der Helmholtz-Gemeinschaft und dem Forschungszentrum Dresden-Rossendorf ein Konzept zu entwickeln und Schwerpunkt-Bereiche festzulegen. Dabei stimmen sich die Partner mit der Bundesanstalt für Geowissenschaften und Rohstoffe (BGR) und der Deutschen Rohstoffagentur ab. Im kommenden Jahr soll das Institut für Ressourcentechnologien Freiberg mit rund zehn Mitarbeitern starten, diese Zahl soll innerhalb von fünf Jahren auf knapp 100 Mitarbeiter erhöht werden. Zu den Professoren aus den Mutterinstitutionen, die im Anfangsjahr im Ressourcentechnologie-Institut forschen werden, kommen in den Folgejahren fünf weitere Professuren. Die Neubesetzung geschieht durch gemeinsame Berufung der involvierten Einrichtungen.
Die Kompetenzen, die hier neu entwickelt werden, haben nicht nur für den Wissenschaftsstandort Freiberg, sondern auch für den gesamten sächsischen Wirtschaftsraum eine enorme Hebelwirkung. Die Ergebnisse des Ressourcentechnologie-Instituts ermöglichen gleichzeitig die Sicherung der Wettbewerbsfähigkeit deutscher Unternehmen im nationalen und internationalen Wettbewerb und tragen damit unmittelbar zur Sicherung und Schaffung von Arbeitsplätzen bei.
http://tu-freiberg.de/presse/aktuelles/aktuelles_detail.html…
+++++

Alexander von Humboldt ...
einer der bedeutendsten Naturforscher des 19. Jahrhunderts. Wussten Sie, dass der "Vermesser der Welt" sein Wissen über den Bau der Erde an der Bergakademie in Freiberg erworben hat? Hier schrieb er sich 1791 als Student ein. Die Bergakademie Freiberg hatte bereits zu dieser Zeit weltweit einen hervorragenden Ruf. An ihr lehrten die führenden Wissenschaftler der Geologie, Mineralogie und des Bergbaus. Von hier stammt auch der Begriff Nachhaltigkeit.
17.12.2010
Autor/en: Quelle: BMBF
Das neue Helmholtz-Zentrum für Ressourcentechnologien entsteht in enger Kooperation zwischen der TU Bergakademie Freiberg und dem Forschungszentrum Dresden-Rossendorf (FZD) im sächsischen Freiberg. Heute, am 17.12. 2010, stellten in Berlin Bundesforschungsministerin Annette Schavan, Sachsens Ministerpräsident Stanislaw Tillich, der Rektor der TU Bergakademie Freiberg, Professor Bernd Meyer, sowie der Wissenschaftliche Direktor des FZD, Professor Roland Sauerbrey, das neue Institut vor.
„Wir freuen uns natürlich sehr, dass unser gemeinsames Konzept von der internationalen Jury bestätigt wurde und wir den Zuschlag für das Helmholtz-Institut für Ressourcentechnologien erhalten haben. Ich bin überzeugt, dass das Institut in Freiberg genau an der richtigen Stelle angesiedelt ist: Mineralische und metallische Rohstoffe bilden ein wesentliches Fundament für die gesamte volkswirtschaftliche Wertschöpfung in Deutschland. Sie sind DIE Ressourcen und eines der wichtigsten Schwerpunkt-Themen der Freiberger Forschung“, sagt der Rektor der TU Bergakademie Prof. Bernd Meyer. „Unser Dank gilt dem sächsischen Ministerpräsidenten Stanislaw Tillich für sein weitsichtiges Engagement von Beginn an, als es um die Ansiedelung des Institutes in Sachsen ging. Wir schätzen es sehr, dass für die Staatsregierung Energie und Rohstoffe weit oben auf der politischen und wirtschaftlichen Agenda in Sachsen stehen.“
Prof. Meyer verweist darauf, dass Deutschland bei fast allen Rohstoffen abhängig von Importen ist. Energie und Metalle sind die Basis der Wertschöpfung. Eine funktionierende Volkswirtschaft ist ohne eine Rohstoffgrundsicherung nicht denkbar. Dazu gehören unter anderem die gerade viel diskutierten Seltenen Erden, die Hochtechnologie-Metalle und natürlich alle Energieträger wie Öl, Gas und Steinkohle. Exportstarke Wirtschaftszweige wie der Fahrzeug-, Anlagen- und Maschinenbau oder die Gießerei-Industrie, die in besonderem Maße von solchen Rohstoffen abhängen, sind nicht nur in Sachsen, sondern in ganz Deutschland angesiedelt und von enormer Bedeutung für das Land.
Sachsen nimmt mit der Einrichtung des Helmholtz-Instituts für Ressourcentechnologien den nationalen Auftrag zur Rohstoffsicherung und zur Forschung im Bereich der „Technologien für Rohstoff-Importe“ an, der in der Rohstoff-Strategie der Bundesregierung und in den Koalitionsverträgen auf Landes- und Bundesebene verankert ist.
Das neue Institut für Ressourcentechnologien Freiberg fügt sich perfekt ein in das Profil der TU Bergakademie Freiberg, die sich als DIE „Ressourcenuniversität für die nachhaltige Stoff- und Energiewirtschaft“ versteht. „Wir wollen auf diesem Gebiet der führende Wissenschafts- und Ausbildungsort in Europa werden“, bekräftigt Rektor Meyer. „Zugleich steuert unser langjähriger Forschungspartner, das zukünftige Helmholtz-Zentrum Dresden-Rossendorf, Expertise auf den Gebieten Werkstoffwissenschaft, Metallgeochemie, Fluiddynamik und Analytik bei, sodass wir dank der Zusammenarbeit über eine noch breitere wissenschaftliche Basis verfügen werden.“
Durch die geplante interdisziplinäre Forschung wird in dem neuen Institut der Forderung nach wirtschaftlichen, sozial und ökologisch verträglichen Technologien entlang der gesamten Rohstoff-Wertschöpfungskette Rechnung getragen. Geplant ist sowohl grundlagen- als auch anwendungsorientierte interdisziplinäre Forschung auf allen Stufen der Rohstoff-Wertschöpfungskette.
Die Aufgabe der nächsten Wochen und Monate wird es sein, gemeinsam mit der Helmholtz-Gemeinschaft und dem Forschungszentrum Dresden-Rossendorf ein Konzept zu entwickeln und Schwerpunkt-Bereiche festzulegen. Dabei stimmen sich die Partner mit der Bundesanstalt für Geowissenschaften und Rohstoffe (BGR) und der Deutschen Rohstoffagentur ab. Im kommenden Jahr soll das Institut für Ressourcentechnologien Freiberg mit rund zehn Mitarbeitern starten, diese Zahl soll innerhalb von fünf Jahren auf knapp 100 Mitarbeiter erhöht werden. Zu den Professoren aus den Mutterinstitutionen, die im Anfangsjahr im Ressourcentechnologie-Institut forschen werden, kommen in den Folgejahren fünf weitere Professuren. Die Neubesetzung geschieht durch gemeinsame Berufung der involvierten Einrichtungen.
Die Kompetenzen, die hier neu entwickelt werden, haben nicht nur für den Wissenschaftsstandort Freiberg, sondern auch für den gesamten sächsischen Wirtschaftsraum eine enorme Hebelwirkung. Die Ergebnisse des Ressourcentechnologie-Instituts ermöglichen gleichzeitig die Sicherung der Wettbewerbsfähigkeit deutscher Unternehmen im nationalen und internationalen Wettbewerb und tragen damit unmittelbar zur Sicherung und Schaffung von Arbeitsplätzen bei.
http://tu-freiberg.de/presse/aktuelles/aktuelles_detail.html…
+++++
Alexander von Humboldt ...
einer der bedeutendsten Naturforscher des 19. Jahrhunderts. Wussten Sie, dass der "Vermesser der Welt" sein Wissen über den Bau der Erde an der Bergakademie in Freiberg erworben hat? Hier schrieb er sich 1791 als Student ein. Die Bergakademie Freiberg hatte bereits zu dieser Zeit weltweit einen hervorragenden Ruf. An ihr lehrten die führenden Wissenschaftler der Geologie, Mineralogie und des Bergbaus. Von hier stammt auch der Begriff Nachhaltigkeit.
Antwort auf Beitrag Nr.: 40.730.795 von bossi1 am 17.12.10 19:50:53Auch 1/6 der weltweiten Indiumvorräte im Erzgebirge ...
Neue Forschungsergebnisse zu Indium-Vorkommen im Erzgebirge
http://tu-freiberg.de/presse/aktuelles/aktuelles_detail.html…
Neue Forschungsergebnisse zu Indium-Vorkommen im Erzgebirge
http://tu-freiberg.de/presse/aktuelles/aktuelles_detail.html…
Antwort auf Beitrag Nr.: 40.731.028 von bossi1 am 17.12.10 20:23:57Wirst ja immer mehr zum FG-Fan, komm am besten gleich mal rum und grabe die Stadt und die Region mit aus...
Antwort auf Beitrag Nr.: 40.731.470 von lieberlong am 17.12.10 21:56:30Ich staune nur immer wieder über die Sachsen in Freiberg und Umgebung.
Nicht das FA noch nach Silber sucht, daß für die Industrie viel wichtiger
ist als Gold und auch in der Solarindustrie stark nachgefragt wird ...
Silberstadt Freiberg ...
http://www.freiberg-service.de/fileadmin/downloads/allgemein…
Nicht das FA noch nach Silber sucht, daß für die Industrie viel wichtiger
ist als Gold und auch in der Solarindustrie stark nachgefragt wird ...
Silberstadt Freiberg ...
http://www.freiberg-service.de/fileadmin/downloads/allgemein…
UVR-FIA GmbH Freiberg ...
Dispergierung und Klassierung Si-SiC-Feinstschlamm zum Recycling der Wertkomponenten
BMBF-Forschungsvorhaben zur Rückgewinnnung Solar-Garde-Siliziums aus den verunreinigten Feinschlämmen zum Widereinsatz in der PV-Industrie. Auch das Ultraschallverfahren (Reinigung) wird bereits angesprochen ...
Ergebnis ...
Aus einer Si-Feinschlämme mit einem SiC Gehalt von >10% kann bereits eine schmelzflüssige Phase hergestelt werden, als Voraussetzung für das spätere Solar-Garde-Silizium.
pdf aus 2006 ... Seite 36 ff
http://www.uvr-fia.de/download/kurzfassungen/kurzfassung06.p…
Dispergierung und Klassierung Si-SiC-Feinstschlamm zum Recycling der Wertkomponenten
BMBF-Forschungsvorhaben zur Rückgewinnnung Solar-Garde-Siliziums aus den verunreinigten Feinschlämmen zum Widereinsatz in der PV-Industrie. Auch das Ultraschallverfahren (Reinigung) wird bereits angesprochen ...
Ergebnis ...
Aus einer Si-Feinschlämme mit einem SiC Gehalt von >10% kann bereits eine schmelzflüssige Phase hergestelt werden, als Voraussetzung für das spätere Solar-Garde-Silizium.
pdf aus 2006 ... Seite 36 ff
http://www.uvr-fia.de/download/kurzfassungen/kurzfassung06.p…
44. Metallurgisches Seminar
vom 03.02. bis 05.02.2010 in Hanau
13.45 Uhr Dr. Silvio Stute, Sunicon AG, Freiberg:
Solar Grade Silicon – Herstellung und Marktentwicklung
http://met-sem.gdmb.de/MetSemProgr091030x.pdf
... und was die Industrie sonst noch alles an seltenen Erden/Metallen braucht inkl.
alternativer Herstellungskonzepte / Recycling. Auch Lithium war ein Thema.
vom 03.02. bis 05.02.2010 in Hanau
13.45 Uhr Dr. Silvio Stute, Sunicon AG, Freiberg:
Solar Grade Silicon – Herstellung und Marktentwicklung
http://met-sem.gdmb.de/MetSemProgr091030x.pdf
... und was die Industrie sonst noch alles an seltenen Erden/Metallen braucht inkl.
alternativer Herstellungskonzepte / Recycling. Auch Lithium war ein Thema.
Antwort auf Beitrag Nr.: 40.730.795 von bossi1 am 17.12.10 19:50:53Auch FA wurde dort zum Dr. h.c. bestellt ...
Vorstand der Freiberger Sunicon AG zum Honorarprofessor bestellt
15.02.2008
Autor/en: Christian Möls
Dr. Armin Müller (links im Bild) ist neuer Honorarprofessor der TU Bergakademie Freiberg. Der Vorstand der Freiberger Sunicon AG, eine hundertprozentige Tochter der SolarWorld AG, wurde am 15. Februar auf einer Festveranstaltung in sein neues Amt bestellt. An der Fakultät für Chemie und Physik stärkt der 46jährige Chemiker und Manager die Lehre auf dem Gebiet der Siliziumchemie.

Seit 2003 engagiert sich Armin Müller an der Freiberger Universität in der Ausbildung und initiierte ein Vielzahl von Forschungsprojekten. „Mit Armin Müller gewinnt die TU Bergakademie Freiberg einen vielseitigen, kreativen und erfolgreichen Wissenschaftler“, schätzt Prof. Martin Bertau, Leiter des Instituts für Technische Chemie, ein. “Die Förderung der Solartechnologie durch die Entwicklung kostengünstigen Siliziums, dem Ausgangsstoff für Solarzellen, ist ein wichtiges Standbein der Technischen Chemie in Freiberg. Mit der Bestellung von Armin Müller wird die Freiberger Kompetenz auf diesem Gebiet weiter gestärkt. Vor allem die Studierenden profitieren von der neuen Honorarprofessur, indem sie direkte Einblicke in aktuelle Technologieentwicklungen der regionalen Solarindustrie erhalten.“
„Wir freuen uns, dass wir mit der Berufung von Dr. Armin Müller zum Honorarprofessor an der Freiberg Bergakademie noch stärker als bisher die Erfahrungen der Industrie in die universitäre Lehre einbringen können und damit einen wichtigen Beitrag zum lebenslangen Lernen des naturwissenschaftlichen Nachwuchses leisten“, erklärt Prof. Dr. Peter Woditsch, Vorstandssprecher der Deutschen Solar AG.
1961 in Plauen geboren, studierte Armin Müller an der Bergakademie Freiberg von 1982 – 1986 Chemie und promovierte 1989 bei Prof. Dr. Dr. h.c. mult. H.-H. Emons auf dem Gebiet der Salzhydratschmelzen. Seine beruflichen Stationen führten ihn über die Bayer AG in Krefeld/Uerdingen und die Bayer Solar GmbH in Freiberg 2000 zur Deutschen Solar AG. Hier war er als Produktionsleiter und Leiter Forschung und Entwicklung tätig und leitete mehrere Projekte zur Entwicklung neuer Technologien für die Siliziumwaferherstellung sowie zur Materialentwicklung. Seit 2002 leitet Armin Müller als Gründungsgeschäftsführer die Joint Solar Silicon GmbH & Co. KG.
Vorstand der Freiberger Sunicon AG zum Honorarprofessor bestellt
15.02.2008
Autor/en: Christian Möls
Dr. Armin Müller (links im Bild) ist neuer Honorarprofessor der TU Bergakademie Freiberg. Der Vorstand der Freiberger Sunicon AG, eine hundertprozentige Tochter der SolarWorld AG, wurde am 15. Februar auf einer Festveranstaltung in sein neues Amt bestellt. An der Fakultät für Chemie und Physik stärkt der 46jährige Chemiker und Manager die Lehre auf dem Gebiet der Siliziumchemie.
Seit 2003 engagiert sich Armin Müller an der Freiberger Universität in der Ausbildung und initiierte ein Vielzahl von Forschungsprojekten. „Mit Armin Müller gewinnt die TU Bergakademie Freiberg einen vielseitigen, kreativen und erfolgreichen Wissenschaftler“, schätzt Prof. Martin Bertau, Leiter des Instituts für Technische Chemie, ein. “Die Förderung der Solartechnologie durch die Entwicklung kostengünstigen Siliziums, dem Ausgangsstoff für Solarzellen, ist ein wichtiges Standbein der Technischen Chemie in Freiberg. Mit der Bestellung von Armin Müller wird die Freiberger Kompetenz auf diesem Gebiet weiter gestärkt. Vor allem die Studierenden profitieren von der neuen Honorarprofessur, indem sie direkte Einblicke in aktuelle Technologieentwicklungen der regionalen Solarindustrie erhalten.“
„Wir freuen uns, dass wir mit der Berufung von Dr. Armin Müller zum Honorarprofessor an der Freiberg Bergakademie noch stärker als bisher die Erfahrungen der Industrie in die universitäre Lehre einbringen können und damit einen wichtigen Beitrag zum lebenslangen Lernen des naturwissenschaftlichen Nachwuchses leisten“, erklärt Prof. Dr. Peter Woditsch, Vorstandssprecher der Deutschen Solar AG.
1961 in Plauen geboren, studierte Armin Müller an der Bergakademie Freiberg von 1982 – 1986 Chemie und promovierte 1989 bei Prof. Dr. Dr. h.c. mult. H.-H. Emons auf dem Gebiet der Salzhydratschmelzen. Seine beruflichen Stationen führten ihn über die Bayer AG in Krefeld/Uerdingen und die Bayer Solar GmbH in Freiberg 2000 zur Deutschen Solar AG. Hier war er als Produktionsleiter und Leiter Forschung und Entwicklung tätig und leitete mehrere Projekte zur Entwicklung neuer Technologien für die Siliziumwaferherstellung sowie zur Materialentwicklung. Seit 2002 leitet Armin Müller als Gründungsgeschäftsführer die Joint Solar Silicon GmbH & Co. KG.
Antwort auf Beitrag Nr.: 40.739.776 von bossi1 am 20.12.10 17:40:39Quelle: TU Bergakademie Freiberg
Antwort auf Beitrag Nr.: 40.739.816 von bossi1 am 20.12.10 17:45:24Vom Silber zum Silizium ...
TU Bergakademie Freiberg
Die JSSI Wurzeln liegen in der Bergakademie ...
Chlorislan und Silanchemie
Bereits in den 1960er Jahren starteten an der TU Bergakademie
Freiberg, zunächst am Institut für Metallhüttenkunde,
Lehre und Forschung auf dem Gebiet der
Erzeugung, Hochreinigung und Einkristallzüchtung von
Halbleiterwerkstoffen. Ab 1988 begannen am Institut
für Anorganische Chemie Forschungsarbeiten zur Optimierung
der Abscheidung von Silicium aus Trichlorsilan
(TCS) nach dem Siemens-Verfahren mit Untersuchungen
zur katalytischen Konvertierung von Siliciumtetrachlorid
in TCS.
Entscheidend für die Realisierung eines solchen „Konvertierungs-
prozesses“ ist die Aufrechterhaltung des hohen
Reinheitsgrades. Die erfolgreiche Anwendung von Metallsilicid-
Katalysatoren durch die gemeinsamen Aktivitäten
der Arbeitsgruppen von Prof. Roewer (IAC) und Prof.
Bohmhammel (IPC) führte dazu, dass als Alternative zum
u.a. von der Firma Wacker in Burghausen praktizierten
sehr material- und energieintensiven Hochtemperatur-
Konvertierungsverfahren, ein den genannten Firmen
umfangreiche Forschungsarbeiten betrieben.
Diese beinhalten Fragestellungen zur Kinetik der
Silanpyrolyse in Abhängigkeit von Reaktionstemperatur,
Trägergas, Verweilzeit und Reaktortyp sowie
die Charakterisierung der gebildeten Pulver. Das Institut
verfügt über ein modernes Technikum, in dem Arbeiten
im kleintechnischen Maßstab möglich sind. Dabei werden
Pulver von mehreren Hundert Gramm pro Ansatz
gewonnen. Es stehen verschiedene Reaktortypen zur
Verfügung. Durch Prozessvariationen und den Einsatz
von Katalysatoren konnten die Abscheidungstemperatur
auf bis zu 500°C gesenkt werden. Die Verwertung
der Projektergebnisse erfolgt durch den Projektpartner
Joint Solar Silicon GmbH & Co. KG Freiberg. Die Ergeb-
nisse dieser Forschung sind in mehreren Patenten fixiert.
Monosilan n(SiH4), das sich bei wesentlich niedrigerer
Temperatur als TCS vollständig zu Silicium und Wasserstoff
spalten lässt, wird aus TCS durch eine „Dismutation“
erhalten. Die Degussa AG und SolarWorld haben in
einem „Joint Venture“ ein analoges SiH4-Abscheideverfahren
zur Erzeugung von solar-grade-Si-Pulver (SUNSIL
®) zur Produktionsreife gebracht. Zum Prozess der Abscheidung
werden bezüglich einer Reaktoroptimierung
und der Qualität (Reinheit, Partikelgröße, Agglomeration)
des anfallenden Silicium-Materials am Institut für
Technische Chemie und im Rahmen von Projekten mit
den genannten Firmen umfangreiche Forschungsarbeiten
betrieben. Diese beinhalten Fragestellungen zur Kinetik
der Silanpyrolyse in Abhängigkeit von Reaktionstemperatur,
Trägergas, Verweilzeit und Reaktortyp sowie
die Charakterisierung der gebildeten Pulver. Das Institut
verfügt über ein modernes Technikum, in dem Arbeiten
im kleintechnischen Maßstab möglich sind. Dabei werden
Pulver von mehreren Hundert Gramm pro Ansatz
gewonnen. Es stehen verschiedene Reaktortypen zur
Verfügung. Durch Prozessvariationen und den Einsatz
von Katalysatoren konnten die Abscheidungstemperatur
auf bis zu 500°C gesenkt werden. Die Verwertung
der Projektergebnisse erfolgt durch den Projektpartner
Joint Solar Silicon GmbH & Co. KG Freiberg.
+++++
Siliciumrecycling und Halbleiterätzen
... und wie es Solarworld in Feiberg umsetzte
Ein neuer Wirtschaft- und Umweltaspekt, der durch die
Knappheit an solar-grade-Silicium und Erhöhung der
Energiekosten ein noch größeres Gewicht erhält, besteht
im Silicium-Recycling. In einer gemeinsamen Initiative
der Deutschen Solar und TU Bergakademie Freiberg ist
daher ein neuer Forschungsschwerpunkt zu diesem Thema
kreiert worden. Auf der Basis des Innoregio-Projektes
„Somozell-1“(2002-2005) der Deutschen Solar mit der
TU Bergakademie Freiberg ist im Rahmen von Laborentwicklungen
erfolgreich die technische Machbarkeit des
Verfahrensablaufs im kleinen Maßstab erprobt worden.
Dieses in die Praxis überführte Projekt zum Recycling von
Solarzellen und -modulen hat 42 Arbeitsplätze bei der
Solar World AG entstehen lassen. Absehbare Engpässe
bei der Versorgung der Solarfirmen mit ausreichend reinem
Silicium werden die Recycling-Aktivitäten weiterhin
wachsen lassen. Ein grundlegender Schritt bei der Reinigung
der Silicium-Rückstände ist die mehrstufige chemische
Behandlung mit säurehaltigen Ätzbädern nach Abbrennen
der Kunststoffe und Ablösen der metallischen
Leiterbahnen. Die Weiterentwicklung dieses Konzeptes
zur Ressourcen-Schonung beinhaltet eine Optimierung
des Ätzprozesses, Konstruktion und Aufbau einer Ätzlinie
sowie die Entwicklung eines Kreislaufkonzeptes unter Reduzierung
der Abgasbelastung und Abfallmengen. Das
chemische Ätzen mittels eines Bades besitzt eine herausragende
Bedeutung für die Planarisierung, Oberflächenstrukturierung
und Reinigung von Si-Wafern, sowohl in
der Photovoltaik als auch in der Elektronik-Industrie.
Durch eine geeignete Wahl der Oxidationsmittel-, Säure-
und Fluorid-Konzentrationen kann je nach Wunsch,
eine Strukturierung bzw. Texturierung der Oberfläche
vorgenommen werden. In einem aktuellen Verbundprojekt
der SolarMaterials GmbH – einer in Freiberg ansässigen
Tochter des SolarWorld-Konzerns – mit den Instituten
für Anorganische und Physikalische Chemie werden
Stoffbilanz, Thermodynamik, Kinetik und insbesondere
der Mechanismus des Ätzprozesses untersucht (Projekt
„Somozell-2“, seit 2006).
Im Zentrum der Forschung steht generell die Chemie
des Siliciums. Daher werden auch weiterhin zahlreiche
Projekte zum Themenkreis „hochreines elementares Si-
licium“und Silicium-Verbindungen bearbeitet. Beispielsweise
werden im Rahmen eines laufenden DFG-Projektes
Synthesen, elektronische Eigenschaften und Reaktivitätsmuster
von nanoskaligen Silicium-Pulvern untersucht.
... dazu fallen mir nanoskalige Oxide und Lithium zur Energiespeicherung ein
pdf aus 2006 ... Seite 18 ff
http://tu-freiberg.de/presse/profil/TU_PROFIL_06.pdf
P.S.: Leider sind jüngere Beiträge als 2006 leider noch nicht (frei) im Web.
TU Bergakademie Freiberg
Die JSSI Wurzeln liegen in der Bergakademie ...
Chlorislan und Silanchemie
Bereits in den 1960er Jahren starteten an der TU Bergakademie
Freiberg, zunächst am Institut für Metallhüttenkunde,
Lehre und Forschung auf dem Gebiet der
Erzeugung, Hochreinigung und Einkristallzüchtung von
Halbleiterwerkstoffen. Ab 1988 begannen am Institut
für Anorganische Chemie Forschungsarbeiten zur Optimierung
der Abscheidung von Silicium aus Trichlorsilan
(TCS) nach dem Siemens-Verfahren mit Untersuchungen
zur katalytischen Konvertierung von Siliciumtetrachlorid
in TCS.
Entscheidend für die Realisierung eines solchen „Konvertierungs-
prozesses“ ist die Aufrechterhaltung des hohen
Reinheitsgrades. Die erfolgreiche Anwendung von Metallsilicid-
Katalysatoren durch die gemeinsamen Aktivitäten
der Arbeitsgruppen von Prof. Roewer (IAC) und Prof.
Bohmhammel (IPC) führte dazu, dass als Alternative zum
u.a. von der Firma Wacker in Burghausen praktizierten
sehr material- und energieintensiven Hochtemperatur-
Konvertierungsverfahren, ein den genannten Firmen
umfangreiche Forschungsarbeiten betrieben.
Diese beinhalten Fragestellungen zur Kinetik der
Silanpyrolyse in Abhängigkeit von Reaktionstemperatur,
Trägergas, Verweilzeit und Reaktortyp sowie
die Charakterisierung der gebildeten Pulver. Das Institut
verfügt über ein modernes Technikum, in dem Arbeiten
im kleintechnischen Maßstab möglich sind. Dabei werden
Pulver von mehreren Hundert Gramm pro Ansatz
gewonnen. Es stehen verschiedene Reaktortypen zur
Verfügung. Durch Prozessvariationen und den Einsatz
von Katalysatoren konnten die Abscheidungstemperatur
auf bis zu 500°C gesenkt werden. Die Verwertung
der Projektergebnisse erfolgt durch den Projektpartner
Joint Solar Silicon GmbH & Co. KG Freiberg. Die Ergeb-
nisse dieser Forschung sind in mehreren Patenten fixiert.
Monosilan n(SiH4), das sich bei wesentlich niedrigerer
Temperatur als TCS vollständig zu Silicium und Wasserstoff
spalten lässt, wird aus TCS durch eine „Dismutation“
erhalten. Die Degussa AG und SolarWorld haben in
einem „Joint Venture“ ein analoges SiH4-Abscheideverfahren
zur Erzeugung von solar-grade-Si-Pulver (SUNSIL
®) zur Produktionsreife gebracht. Zum Prozess der Abscheidung
werden bezüglich einer Reaktoroptimierung
und der Qualität (Reinheit, Partikelgröße, Agglomeration)
des anfallenden Silicium-Materials am Institut für
Technische Chemie und im Rahmen von Projekten mit
den genannten Firmen umfangreiche Forschungsarbeiten
betrieben. Diese beinhalten Fragestellungen zur Kinetik
der Silanpyrolyse in Abhängigkeit von Reaktionstemperatur,
Trägergas, Verweilzeit und Reaktortyp sowie
die Charakterisierung der gebildeten Pulver. Das Institut
verfügt über ein modernes Technikum, in dem Arbeiten
im kleintechnischen Maßstab möglich sind. Dabei werden
Pulver von mehreren Hundert Gramm pro Ansatz
gewonnen. Es stehen verschiedene Reaktortypen zur
Verfügung. Durch Prozessvariationen und den Einsatz
von Katalysatoren konnten die Abscheidungstemperatur
auf bis zu 500°C gesenkt werden. Die Verwertung
der Projektergebnisse erfolgt durch den Projektpartner
Joint Solar Silicon GmbH & Co. KG Freiberg.
+++++
Siliciumrecycling und Halbleiterätzen
... und wie es Solarworld in Feiberg umsetzte
Ein neuer Wirtschaft- und Umweltaspekt, der durch die
Knappheit an solar-grade-Silicium und Erhöhung der
Energiekosten ein noch größeres Gewicht erhält, besteht
im Silicium-Recycling. In einer gemeinsamen Initiative
der Deutschen Solar und TU Bergakademie Freiberg ist
daher ein neuer Forschungsschwerpunkt zu diesem Thema
kreiert worden. Auf der Basis des Innoregio-Projektes
„Somozell-1“(2002-2005) der Deutschen Solar mit der
TU Bergakademie Freiberg ist im Rahmen von Laborentwicklungen
erfolgreich die technische Machbarkeit des
Verfahrensablaufs im kleinen Maßstab erprobt worden.
Dieses in die Praxis überführte Projekt zum Recycling von
Solarzellen und -modulen hat 42 Arbeitsplätze bei der
Solar World AG entstehen lassen. Absehbare Engpässe
bei der Versorgung der Solarfirmen mit ausreichend reinem
Silicium werden die Recycling-Aktivitäten weiterhin
wachsen lassen. Ein grundlegender Schritt bei der Reinigung
der Silicium-Rückstände ist die mehrstufige chemische
Behandlung mit säurehaltigen Ätzbädern nach Abbrennen
der Kunststoffe und Ablösen der metallischen
Leiterbahnen. Die Weiterentwicklung dieses Konzeptes
zur Ressourcen-Schonung beinhaltet eine Optimierung
des Ätzprozesses, Konstruktion und Aufbau einer Ätzlinie
sowie die Entwicklung eines Kreislaufkonzeptes unter Reduzierung
der Abgasbelastung und Abfallmengen. Das
chemische Ätzen mittels eines Bades besitzt eine herausragende
Bedeutung für die Planarisierung, Oberflächenstrukturierung
und Reinigung von Si-Wafern, sowohl in
der Photovoltaik als auch in der Elektronik-Industrie.
Durch eine geeignete Wahl der Oxidationsmittel-, Säure-
und Fluorid-Konzentrationen kann je nach Wunsch,
eine Strukturierung bzw. Texturierung der Oberfläche
vorgenommen werden. In einem aktuellen Verbundprojekt
der SolarMaterials GmbH – einer in Freiberg ansässigen
Tochter des SolarWorld-Konzerns – mit den Instituten
für Anorganische und Physikalische Chemie werden
Stoffbilanz, Thermodynamik, Kinetik und insbesondere
der Mechanismus des Ätzprozesses untersucht (Projekt
„Somozell-2“, seit 2006).
Im Zentrum der Forschung steht generell die Chemie
des Siliciums. Daher werden auch weiterhin zahlreiche
Projekte zum Themenkreis „hochreines elementares Si-
licium“und Silicium-Verbindungen bearbeitet. Beispielsweise
werden im Rahmen eines laufenden DFG-Projektes
Synthesen, elektronische Eigenschaften und Reaktivitätsmuster
von nanoskaligen Silicium-Pulvern untersucht.
... dazu fallen mir nanoskalige Oxide und Lithium zur Energiespeicherung ein
pdf aus 2006 ... Seite 18 ff
http://tu-freiberg.de/presse/profil/TU_PROFIL_06.pdf
P.S.: Leider sind jüngere Beiträge als 2006 leider noch nicht (frei) im Web.
Antwort auf Beitrag Nr.: 40.740.982 von bossi1 am 20.12.10 21:00:51Nanoskaliges, kristallines Siliciumpulver & Degussa ...
DE10353995A1 09.06.2005
Titel
Nanoskaliges, kristallines Siliciumpulver
Anmelder
Degussa AG, 40474 Düsseldorf, DE
Erfinder
Pridöhl, Markus, Dr., 63538 Großkrotzenburg, DE;
Petrat, Frank-Martin, Dr., 48153 Münster, DE;
Krämer, Michael, 61137 Schöneck, DE;
Roth, Paul, Prof. Dr.-Ing., 47906 Kempen, DE;
Wiggers, Hartmut, Dr., 48734 Reken, DE
http://www.patent-de.com/20050609/DE10353995A1.html
Auszug aus der Patentbeschreibung ...
Weiterhin kann das erfindungsgemäße Siliciumpulver dotiert sein. Bevorzugt, insbesondere bei Verwendung als Halbleiter in elektronischen Bauteilen, können als Dotierkomponenten die Elemente Phosphor, Arsen, Antimon, Bismut, Bor, Aluminium, Gallium, Indium, Thallium, Europium, Erbium, Cer, Praseodym, Neodym, Samarium, Gadolinium, Terbium, Dysprosium, Holmium, Thulium, Ytterbium, Lutetium sein. Der Anteil dieser kann im erfindungsgemäßen Siliciumpulver bis zu 1 Gew.-% betragen. In der Regel wird ein Siliciumpulver erwünscht sein, bei dem die Dotierkomponente im ppm oder gar ppb-Bereich enthalten ist. Bevorzugt ist ein Bereich von 1013 bis 1015 Atome Dotierkomponente/cm3.
Weiterhin ist es möglich, dass das erfindungsgemäße Siliciumpulver Lithium als Dotierkomponente aufweist. Der Anteil des Lithiums im Siliciumpulver kann bis zu 53 Gew.-% betragen. Besonders bevorzugt können Siliciumpulver mit bis zu 20 bis 40 Gew.-% Lithium sein.
... auch unser JSSI Siliziumpulver kann für vieles eingesetzt werden, wie man im Degussa Patent nachlesen kann. Das Si-Pulver kann auch bis zu 53% mit Lithium dotiert werden als elektrisch aktiver Füllstoff. Genau das macht z.B. Evonik bei ihren Li-Akkus. FA wird auch so was vorhaben, nachdem er jetzt an Lithium aus dem Erzgebirge interessiert ist.
DE10353995A1 09.06.2005
Titel
Nanoskaliges, kristallines Siliciumpulver
Anmelder
Degussa AG, 40474 Düsseldorf, DE
Erfinder
Pridöhl, Markus, Dr., 63538 Großkrotzenburg, DE;
Petrat, Frank-Martin, Dr., 48153 Münster, DE;
Krämer, Michael, 61137 Schöneck, DE;
Roth, Paul, Prof. Dr.-Ing., 47906 Kempen, DE;
Wiggers, Hartmut, Dr., 48734 Reken, DE
http://www.patent-de.com/20050609/DE10353995A1.html
Auszug aus der Patentbeschreibung ...
Weiterhin kann das erfindungsgemäße Siliciumpulver dotiert sein. Bevorzugt, insbesondere bei Verwendung als Halbleiter in elektronischen Bauteilen, können als Dotierkomponenten die Elemente Phosphor, Arsen, Antimon, Bismut, Bor, Aluminium, Gallium, Indium, Thallium, Europium, Erbium, Cer, Praseodym, Neodym, Samarium, Gadolinium, Terbium, Dysprosium, Holmium, Thulium, Ytterbium, Lutetium sein. Der Anteil dieser kann im erfindungsgemäßen Siliciumpulver bis zu 1 Gew.-% betragen. In der Regel wird ein Siliciumpulver erwünscht sein, bei dem die Dotierkomponente im ppm oder gar ppb-Bereich enthalten ist. Bevorzugt ist ein Bereich von 1013 bis 1015 Atome Dotierkomponente/cm3.
Weiterhin ist es möglich, dass das erfindungsgemäße Siliciumpulver Lithium als Dotierkomponente aufweist. Der Anteil des Lithiums im Siliciumpulver kann bis zu 53 Gew.-% betragen. Besonders bevorzugt können Siliciumpulver mit bis zu 20 bis 40 Gew.-% Lithium sein.
... auch unser JSSI Siliziumpulver kann für vieles eingesetzt werden, wie man im Degussa Patent nachlesen kann. Das Si-Pulver kann auch bis zu 53% mit Lithium dotiert werden als elektrisch aktiver Füllstoff. Genau das macht z.B. Evonik bei ihren Li-Akkus. FA wird auch so was vorhaben, nachdem er jetzt an Lithium aus dem Erzgebirge interessiert ist.
Antwort auf Beitrag Nr.: 40.743.039 von bossi1 am 21.12.10 11:03:25NANOSKALIGE SILIZIUMPARTIKEL IN NEGATIVEN ELEKTRODENMATERIALIEN FÜR LITHIUM-
IONEN-BATTERIEN
Ein Evonik Patent von 2008 ...
http://www.freepatentsonline.com/EP1730800.pdf
IONEN-BATTERIEN
Ein Evonik Patent von 2008 ...
http://www.freepatentsonline.com/EP1730800.pdf
Aus einem WThread
Zum Aktientauschangebot bei Solarparc ...
" Tauscht du als Aktionär eines Unternehmens mit Sitz oder Geschäfts leitung im Inland deine Aktien gegen Anteile eines anderen Unternehmens, z. B. infolge einer Firmenübernahme oder Fusion, ist das steuerlich ein Verkauf der alten und Kauf der neuen Aktien (Rz. 64).
Als Anschaffungskosten der neuen Aktien ist der Börsen kurs der hingegebenen Aktien im Zeitpunkt der Depotausbuchung anzusetzen (Rz. 66). "
Thread Zum Aktientauschangebot bei Solarparc ...
" Tauscht du als Aktionär eines Unternehmens mit Sitz oder Geschäfts leitung im Inland deine Aktien gegen Anteile eines anderen Unternehmens, z. B. infolge einer Firmenübernahme oder Fusion, ist das steuerlich ein Verkauf der alten und Kauf der neuen Aktien (Rz. 64).
Als Anschaffungskosten der neuen Aktien ist der Börsen kurs der hingegebenen Aktien im Zeitpunkt der Depotausbuchung anzusetzen (Rz. 66). "
Antwort auf Beitrag Nr.: 40.744.074 von bossi1 am 21.12.10 13:46:03NANOSKALIGE SILIZIUMPARTIKEL
SEPARION® von Evonik überwindet diese Probleme, da es sich um ein keramisches Komposit-material handelt, welches im Inneren durch ein Vlies aus PET-Fasern stabilisiert und gleichzei-tig flexibel gemacht wird. Diese flexible Keramik besitzt eine entsprechend hohe chemische und thermische Stabilität. Möglich wurde die Kombination der aufgrund unterschiedlicher Temperaturanforderungen eigentlich unverträglichen Materialien Keramik und Polymere durch eine besondere Mischung nanoskaliger Oxide (Aluminium, Zirkon, Silizium). Das Polymervlies sorgt für eine hohe Flexibilität, so dass die Separatorfolien auch gewickelt werden können. Dies ist unverzichtbar, denn die Verarbeitungsverfahren in der Batterieindustrie erfordern rollenbasierte Produkte.
http://corporate.evonik.com/sites/dc/Downloadcenter/Evonik/C…
... man weiß ja wie schnell JSSI Si-Pulver durch die große Oberfläche mit Sauerstoff oxidiert
SEPARION® von Evonik überwindet diese Probleme, da es sich um ein keramisches Komposit-material handelt, welches im Inneren durch ein Vlies aus PET-Fasern stabilisiert und gleichzei-tig flexibel gemacht wird. Diese flexible Keramik besitzt eine entsprechend hohe chemische und thermische Stabilität. Möglich wurde die Kombination der aufgrund unterschiedlicher Temperaturanforderungen eigentlich unverträglichen Materialien Keramik und Polymere durch eine besondere Mischung nanoskaliger Oxide (Aluminium, Zirkon, Silizium). Das Polymervlies sorgt für eine hohe Flexibilität, so dass die Separatorfolien auch gewickelt werden können. Dies ist unverzichtbar, denn die Verarbeitungsverfahren in der Batterieindustrie erfordern rollenbasierte Produkte.
http://corporate.evonik.com/sites/dc/Downloadcenter/Evonik/C…
... man weiß ja wie schnell JSSI Si-Pulver durch die große Oberfläche mit Sauerstoff oxidiert
Antwort auf Beitrag Nr.: 40.731.699 von bossi1 am 17.12.10 22:48:21Silberstadt Freiberg ...
Sensation! Sachsen schürft wieder Silber im Erzgebirge
22.12.2010
Gibt es eine Renaissance des Silberbergbaus in Deutschland? Das Oberbergamt hat jetzt der Sachsenerz Bergwerks GmbH (Espenhain) drei Bergbauberechtigungen zur Erkundung von Silbererzvorkommen erteilt.

Die Förderung von Silber im Erzgebirge könnte erneut beginnen:
Das Oberbergamt hat grünes Licht für die Erkundung gegeben.
Foto: Getty Images
Freiberg/Dresden. Sie betreffen alle Orte im Erzgebirge, wo der Silberbergbau im 12. Jahrhundert seinen Anfang nahm. Konkret geht es um etwa fünf bis 21 Quadratkilometer große Felder im Gebiet von Aue und Schwarzenberg, Wolkenstein und Großrückerswalde sowie Brand-Erbisdorf und Freiberg.
Mit der weltweit wachsenden Nachfrage werden auch die heimischen Rohstoffe wieder lukrativ, glaubt Wirtschaftsminister Sven Morlok (FDP). „Wenn Sachsens Schätze gehoben werden, profitieren wir alle davon, denn das bringt Wirtschaftswachstum und Arbeitsplätze.“ Die Sachsenerz Bergwerks GmbH entstand im September aus der Geiger Holding GmbH. Das Unternehmen erschließt Silbervorkommen im Erzgebirge und versorgt Tochterunternehmen mit dem wertvollen Rohstoff.
Fünf weitere Firmen erkunden derzeit Erzvorkommen im Freistaat. Ihnen geht es vor allem um Kupfer, Zinn, Wolfram, Nickel und Molybdän. Die Erzgebirgische Fluss- und Schwerspatcompagnie GmbH errichtete im Oktober im Erzgebirge ein Bergwerk zur Gewinnung von Fluss- und Schwerspat. Der Silberbergbau ging offiziell 1913 in Sachsen zu Ende. Der Niedergang setzte aber schon 1871 ein: Mit der Gründung des Deutschen Reiches wurde die Währung von Silber auf Gold umgestellt. (mor)
http://www.sz-online.de/Nachrichten/Chemnitz/Sensation_Sachs…
... dann wird auch bald über die Erkundungsanfrage zum Lithiumbergbau entschieden
Sensation! Sachsen schürft wieder Silber im Erzgebirge
22.12.2010
Gibt es eine Renaissance des Silberbergbaus in Deutschland? Das Oberbergamt hat jetzt der Sachsenerz Bergwerks GmbH (Espenhain) drei Bergbauberechtigungen zur Erkundung von Silbererzvorkommen erteilt.
Die Förderung von Silber im Erzgebirge könnte erneut beginnen:
Das Oberbergamt hat grünes Licht für die Erkundung gegeben.
Foto: Getty Images
Freiberg/Dresden. Sie betreffen alle Orte im Erzgebirge, wo der Silberbergbau im 12. Jahrhundert seinen Anfang nahm. Konkret geht es um etwa fünf bis 21 Quadratkilometer große Felder im Gebiet von Aue und Schwarzenberg, Wolkenstein und Großrückerswalde sowie Brand-Erbisdorf und Freiberg.
Mit der weltweit wachsenden Nachfrage werden auch die heimischen Rohstoffe wieder lukrativ, glaubt Wirtschaftsminister Sven Morlok (FDP). „Wenn Sachsens Schätze gehoben werden, profitieren wir alle davon, denn das bringt Wirtschaftswachstum und Arbeitsplätze.“ Die Sachsenerz Bergwerks GmbH entstand im September aus der Geiger Holding GmbH. Das Unternehmen erschließt Silbervorkommen im Erzgebirge und versorgt Tochterunternehmen mit dem wertvollen Rohstoff.
Fünf weitere Firmen erkunden derzeit Erzvorkommen im Freistaat. Ihnen geht es vor allem um Kupfer, Zinn, Wolfram, Nickel und Molybdän. Die Erzgebirgische Fluss- und Schwerspatcompagnie GmbH errichtete im Oktober im Erzgebirge ein Bergwerk zur Gewinnung von Fluss- und Schwerspat. Der Silberbergbau ging offiziell 1913 in Sachsen zu Ende. Der Niedergang setzte aber schon 1871 ein: Mit der Gründung des Deutschen Reiches wurde die Währung von Silber auf Gold umgestellt. (mor)
http://www.sz-online.de/Nachrichten/Chemnitz/Sensation_Sachs…
... dann wird auch bald über die Erkundungsanfrage zum Lithiumbergbau entschieden
Liegt wohl am span. Cava zu Weihnachten ...

Mit dem Halbleitermaterial ist Silizium gemeint. Das Patent könnte auch im
Zusammenhang mit dem Recycling vom Siliziumabfall aus dem Slurry stehen ...
DE102009023253A1
Vorrichtung und Verfahren zur berührungslosen Charakterisierung eines Halbleiter-Materials
Anmelder
Sunicon AG, 09599 Freiberg, DE
Erfinder
Rölke, Stefan, 09130 Chemnitz, DE
Veröffentlichungstag im Patentblatt 02.12.2010
Zusammenfassung
Vorrichtung zur berührungslosen Charakterisierung eines Halbleiter-Materials umfassend Anregungs-Mittel (2, 2') zur Erzeugung einer elektrischen Oberflächenspannung auf einem Halbleiter-Material, eine Steuer-Einrichtung (3), welche zur Steuerung der Anregungs-Mittel (2, 2') in elektrischer Verbindung mit diesen steht, mindestens einer Mess-Elektrode (4, 5) zur kapazitiven, berührungslosen Kopplung an die auf dem Halbleiter-Material erzeugte elektrische Oberflächenspannung, eine Signal-Konditionierungs-Einrichtung (6), welche in elektrischer Verbindung mit der mindestens einen Mess-Elektrode (4, 5) steht.
Auszug ...
Die Erfindung betrifft eine Vorrichtung und ein Verfahren zur berührungslosen Charakterisierung eines Halbleiter-Materials.
Bisher eingesetzte Verfahren zur Bestimmung des Leitungstyps von Halbleiter-Material verwenden Mehrpunkt- oder thermoelektrische Sonden, welche in Kontakt mit der Oberfläche des zu untersuchenden Halbleiter-Materials gebracht werden. Dies führt notwendigerweise zu einer Kontaminierung der Oberfläche des Halbleiter-Materials mit dem Elektrodenmaterial. Außerdem ist eine große Mindestfläche zur Applikation der Sonde nötig. Messungen an Granulat und Pulver sind daher nicht möglich.
Bei den bisher bekannten Verfahren werden zur Anregung des Halbleiter-Materials üblicherweise Laser oder Gasentladungslampen verwendet. Derartige Strahlungsquellen sind teuer und empfindlich. Außerdem werden spezielle Arbeitsschutzmittel bei ihrer Verwendung benötigt.
Die Aufgabe der Erfindung besteht somit darin, eine Vorrichtung und ein Verfahren zur einfacheren Charakterisierung der elektrischen Eigenschaften eines Halbleiter-Materials zu schaffen.
Diese Aufgabe wird durch die Merkmale der Ansprüche 1 und 11 gelöst.
Der Kern der Erfindung besteht darin, mittels geeigneter Anregungs-Mittel freie Ladungsträger in einem Halbleiter-Material zu erzeugen und die dadurch hervorgerufene elektrische Oberflächenspannung mittels zweier kapazitiv an das Halbleiter-Material gekoppelten Mess-Elektroden berührungslos zu messen. Die erfindungsgemäße Vorrichtung ist auf einfache Weise herstellbar, sie ist sehr robust und ermöglicht eine kontaminationsfreie Untersuchung eines beliebigen Halbleiter-Materials. Entsprechend ist das erfindungsgemäße Verfahren sehr einfach durchführbar. Es ermöglicht ein weites Spektrum an Einsatzmöglichkeiten vom einfachen Handtester bis hin zur ortsaufgelösten Oberflächenanalytik.
Durch eine elektromagnetische Abschirmung der Anregungs-Mittel von den Mess-Elektroden wird eine kapazitive Kopplung zwischen diesen verringert. Hierdurch werden Messartefakte verringert. Eine aufwändige elektromagnetische Abschirmung der Vorrichtung bei der Durchführung des Verfahrens erübrigt sich. Vorzugsweise sind als Anregungs-Mittel Paare von Leuchtdioden (LEDs) vorgesehen, wobei insbesondere mehrere Paare LEDs mit unterschiedlichen Emissions-Spektren vorgesehen sind. LEDs eignen sich besonders gut zur kontrollierten Anregung von Halbleiter-Material, da sie über einen eng begrenzten Spektralbereich Licht emittieren, sehr günstig sind und der gesamte Spektralbereich von Infrarot (IR) bis Ultraviolett (UV) durch sie abgedeckt werden kann.
Die LEDs jedes Paares sind vorzugsweise von einer Steuer-Einrichtung alternierend ansteuerbar. Hierbei liegt die Frequenz der Ansteuerung im Bereich von 1 kHz bis 100 MHz. Sie ist insbesondere zur Anpassung an die mittlere Lebensdauer der erzeugten Minoritätsladungsträger regulierbar. Hierdurch kann die Qualität der Mess-Signale, insbesondere das Signal-Rausch-Verhältnis, optimiert werden.
Auch die Zuordnung jeweils einer Blind-LED zu jeder der LEDs dient der Verbesserung des Signal-Rausch-Verhältnisses, indem hierdurch eine Kompensation einer differenziellen Ladungsinjektion in den Mess-Elektroden bewirkt wird.
Zur Verstärkung der Mess-Signale dient vorzugsweise ein symmetrischer Differenzverstärker. Hierdurch lässt sich der Einfluss äußerer elektromagnetischer Felder auf den Messaufbau erheblich reduzieren. Auf spezielle Abschirmmaßnahmen und zeitintensive Störunterdrückungen kann daher verzichtet werden.
Durch eine geeignete Anordnung der Mess-Elektroden relativ zur Probe lässt sich die erfindungsgemäße Vorrichtung und das erfindungsgemäße Verfahren für verschiedene Mess- und Kontrollaufgaben, wie Leitungstypbestimmung, Kontrolle auf Metallisierungsreste und Ätzabtrag bei der Zellaufarbeitung einsetzen (...)
http://www.patent-de.com/20101202/DE102009023253A1.html
Zusammenhang mit dem Recycling vom Siliziumabfall aus dem Slurry stehen ...
DE102009023253A1
Vorrichtung und Verfahren zur berührungslosen Charakterisierung eines Halbleiter-Materials
Anmelder
Sunicon AG, 09599 Freiberg, DE
Erfinder
Rölke, Stefan, 09130 Chemnitz, DE
Veröffentlichungstag im Patentblatt 02.12.2010
Zusammenfassung
Vorrichtung zur berührungslosen Charakterisierung eines Halbleiter-Materials umfassend Anregungs-Mittel (2, 2') zur Erzeugung einer elektrischen Oberflächenspannung auf einem Halbleiter-Material, eine Steuer-Einrichtung (3), welche zur Steuerung der Anregungs-Mittel (2, 2') in elektrischer Verbindung mit diesen steht, mindestens einer Mess-Elektrode (4, 5) zur kapazitiven, berührungslosen Kopplung an die auf dem Halbleiter-Material erzeugte elektrische Oberflächenspannung, eine Signal-Konditionierungs-Einrichtung (6), welche in elektrischer Verbindung mit der mindestens einen Mess-Elektrode (4, 5) steht.
Auszug ...
Die Erfindung betrifft eine Vorrichtung und ein Verfahren zur berührungslosen Charakterisierung eines Halbleiter-Materials.
Bisher eingesetzte Verfahren zur Bestimmung des Leitungstyps von Halbleiter-Material verwenden Mehrpunkt- oder thermoelektrische Sonden, welche in Kontakt mit der Oberfläche des zu untersuchenden Halbleiter-Materials gebracht werden. Dies führt notwendigerweise zu einer Kontaminierung der Oberfläche des Halbleiter-Materials mit dem Elektrodenmaterial. Außerdem ist eine große Mindestfläche zur Applikation der Sonde nötig. Messungen an Granulat und Pulver sind daher nicht möglich.
Bei den bisher bekannten Verfahren werden zur Anregung des Halbleiter-Materials üblicherweise Laser oder Gasentladungslampen verwendet. Derartige Strahlungsquellen sind teuer und empfindlich. Außerdem werden spezielle Arbeitsschutzmittel bei ihrer Verwendung benötigt.
Die Aufgabe der Erfindung besteht somit darin, eine Vorrichtung und ein Verfahren zur einfacheren Charakterisierung der elektrischen Eigenschaften eines Halbleiter-Materials zu schaffen.
Diese Aufgabe wird durch die Merkmale der Ansprüche 1 und 11 gelöst.
Der Kern der Erfindung besteht darin, mittels geeigneter Anregungs-Mittel freie Ladungsträger in einem Halbleiter-Material zu erzeugen und die dadurch hervorgerufene elektrische Oberflächenspannung mittels zweier kapazitiv an das Halbleiter-Material gekoppelten Mess-Elektroden berührungslos zu messen. Die erfindungsgemäße Vorrichtung ist auf einfache Weise herstellbar, sie ist sehr robust und ermöglicht eine kontaminationsfreie Untersuchung eines beliebigen Halbleiter-Materials. Entsprechend ist das erfindungsgemäße Verfahren sehr einfach durchführbar. Es ermöglicht ein weites Spektrum an Einsatzmöglichkeiten vom einfachen Handtester bis hin zur ortsaufgelösten Oberflächenanalytik.
Durch eine elektromagnetische Abschirmung der Anregungs-Mittel von den Mess-Elektroden wird eine kapazitive Kopplung zwischen diesen verringert. Hierdurch werden Messartefakte verringert. Eine aufwändige elektromagnetische Abschirmung der Vorrichtung bei der Durchführung des Verfahrens erübrigt sich. Vorzugsweise sind als Anregungs-Mittel Paare von Leuchtdioden (LEDs) vorgesehen, wobei insbesondere mehrere Paare LEDs mit unterschiedlichen Emissions-Spektren vorgesehen sind. LEDs eignen sich besonders gut zur kontrollierten Anregung von Halbleiter-Material, da sie über einen eng begrenzten Spektralbereich Licht emittieren, sehr günstig sind und der gesamte Spektralbereich von Infrarot (IR) bis Ultraviolett (UV) durch sie abgedeckt werden kann.
Die LEDs jedes Paares sind vorzugsweise von einer Steuer-Einrichtung alternierend ansteuerbar. Hierbei liegt die Frequenz der Ansteuerung im Bereich von 1 kHz bis 100 MHz. Sie ist insbesondere zur Anpassung an die mittlere Lebensdauer der erzeugten Minoritätsladungsträger regulierbar. Hierdurch kann die Qualität der Mess-Signale, insbesondere das Signal-Rausch-Verhältnis, optimiert werden.
Auch die Zuordnung jeweils einer Blind-LED zu jeder der LEDs dient der Verbesserung des Signal-Rausch-Verhältnisses, indem hierdurch eine Kompensation einer differenziellen Ladungsinjektion in den Mess-Elektroden bewirkt wird.
Zur Verstärkung der Mess-Signale dient vorzugsweise ein symmetrischer Differenzverstärker. Hierdurch lässt sich der Einfluss äußerer elektromagnetischer Felder auf den Messaufbau erheblich reduzieren. Auf spezielle Abschirmmaßnahmen und zeitintensive Störunterdrückungen kann daher verzichtet werden.
Durch eine geeignete Anordnung der Mess-Elektroden relativ zur Probe lässt sich die erfindungsgemäße Vorrichtung und das erfindungsgemäße Verfahren für verschiedene Mess- und Kontrollaufgaben, wie Leitungstypbestimmung, Kontrolle auf Metallisierungsreste und Ätzabtrag bei der Zellaufarbeitung einsetzen (...)
http://www.patent-de.com/20101202/DE102009023253A1.html
Antwort auf Beitrag Nr.: 40.767.368 von bossi1 am 28.12.10 11:23:05Recycleter Siliziumabfall aus dem Slurry wäre auch ein inovatives Halbleitermaterial ...
Pressemitteilung, 25. Januar 2010
Perfekte Halbleitermaterialien für die Industrie –
Fraunhofer THM auf Wachstumskurs
Der Freistaat Sachsen, Bund und EU investieren in die Spitzenforschung „ma-
de in Freiberg“. Im Fokus: Innovative Halbleiterwerkstoffe für die Mikroelektro-
nik- und Photovoltaik-Industrie. Diese Fördermaßnahme ermöglicht den Aus-
bau des Technologiezentrums Halbleitermaterialien (THM) in Freiberg.
Mit Beginn des neuen Jahres geht der Aufbau am Fraunhofer Technologiezentrum
Halbleitermaterialien (THM) in Freiberg in die nächste Phase. Mit dem Bewilligungs-
bescheid über insgesamt 9,9 Mio. Euro gaben das Bundesministerium für Bildung
und Forschung und die Sächsische Aufbaubank im Auftrag des Sächsischen Ministe-
riums für Wissenschaft und Kunst noch vor dem Jahreswechsel grünes Licht für die
Erweiterung der Forschungseinrichtung. Die Förderung wird zu jeweils 20% vom
Freistaat Sachsen und vom Bund sowie zu 60% von der Europäischen Union im
Rahmen des Europäischen Fonds für Regionalentwicklung getragen. Damit kann das
Fraunhofer THM seine technische Grundausstattung bis zum Jahr 2012 ausbauen.
Durch eine Betriebsmittelförderung in Höhe von 1,2 Mio. Euro kommt zusätzliche 1
Unterstützung vom Sächsischen Staatsministerium für Wissenschaft und Kunst. Da-
mit wird der Forschungsbetrieb am Fraunhofer THM auf ein solides Fundament ge-
stellt.
Mit der Finanzierung werden umfangreiche Umbaumaßnahmen in den vom Fraunho-
fer THM im Freiberger Gewerbegebiet Süd angemieteten Räumen ermöglicht, um
die infrastrukturellen Voraussetzungen für den Technikums- und Laborbetrieb zu
verbessern. Bereits seit Wochen laufen die Planungsaktivitäten auf Hochtouren.
Gleichzeitig wird in Versuchsanlagen und Ausrüstungen zur Entwicklung von Pro-
zessen für die Herstellung und Charakterisierung innovativer Halbleitermaterialien
investiert. Diese investiven Maßnahmen sind die Grundlage für neue Projekte des
Fraunhofer THM mit seinen Partnern aus Industrie und Forschung. Die Anzahl der
Arbeitsplätze für Wissenschaftler und Techniker soll damit in den nächsten drei Jah-
ren von derzeit acht auf etwa 20 steigen.
Das Fraunhofer THM wurde vor 5 Jahren in Freiberg als gemeinsame Abteilung der
Fraunhofer-Institute IISB (Erlangen) und ISE (Freiburg) gegründet. Die Kernkompe-
tenzen der Forschungseinrichtung liegen auf den Gebieten der Herstellung und der
Bearbeitung von Halbleiterwerkstoffen. Mit den Investitionen ist das THM bestens für
weiterführende Forschungsaufgaben – insbesondere für die Freiberger Halbleiterin-
dustrie – gerüstet. Bei der Bearbeitung seiner Forschungsprojekte kooperiert das
Fraunhofer THM mit der TU Bergakademie, speziell mit dem Institut für Experimen-
telle Physik, um Synergien zu nutzen. Dies trägt in hohem Maße dazu bei, dass der
Wissenschafts- und Wirtschaftsstandort Freiberg weiter gestärkt wird.
Ein Zeichen für die erfolgreiche Zusammenarbeit des Fraunhofer THM mit der Frei-
berger Halbleiterindustrie ist die Verleihung des Innovationspreises 2009 durch den
Förderkreis für die Mikroelektronik e.V.. Die Preisverleihung würdigt die Ergebnisse
eines gemeinsam mit der SolarWorld AG durchgeführten Projekts zur Verbesserung
der Materialqualität von Photovoltaik-Silicium mit Hilfe von Magnetfeldern. Die For-
schungsaktivitäten am Fraunhofer THM begrenzen sich jedoch nicht nur auf den
Raum Freiberg oder Sachsen. So ist das THM im Rahmen des BMBF-
Spitzenclusters „Solar Valley Mitteldeutschland“ bereits an verschiedenen For-
schungsprojekten mit Kooperationspartnern aus Thüringen und Sachsen-Anhalt be-
teiligt.
http://www.iisb.fraunhofer.de/de/profil/2010_01_25_THM-Freib…
Pressemitteilung, 25. Januar 2010
Perfekte Halbleitermaterialien für die Industrie –
Fraunhofer THM auf Wachstumskurs
Der Freistaat Sachsen, Bund und EU investieren in die Spitzenforschung „ma-
de in Freiberg“. Im Fokus: Innovative Halbleiterwerkstoffe für die Mikroelektro-
nik- und Photovoltaik-Industrie. Diese Fördermaßnahme ermöglicht den Aus-
bau des Technologiezentrums Halbleitermaterialien (THM) in Freiberg.
Mit Beginn des neuen Jahres geht der Aufbau am Fraunhofer Technologiezentrum
Halbleitermaterialien (THM) in Freiberg in die nächste Phase. Mit dem Bewilligungs-
bescheid über insgesamt 9,9 Mio. Euro gaben das Bundesministerium für Bildung
und Forschung und die Sächsische Aufbaubank im Auftrag des Sächsischen Ministe-
riums für Wissenschaft und Kunst noch vor dem Jahreswechsel grünes Licht für die
Erweiterung der Forschungseinrichtung. Die Förderung wird zu jeweils 20% vom
Freistaat Sachsen und vom Bund sowie zu 60% von der Europäischen Union im
Rahmen des Europäischen Fonds für Regionalentwicklung getragen. Damit kann das
Fraunhofer THM seine technische Grundausstattung bis zum Jahr 2012 ausbauen.
Durch eine Betriebsmittelförderung in Höhe von 1,2 Mio. Euro kommt zusätzliche 1
Unterstützung vom Sächsischen Staatsministerium für Wissenschaft und Kunst. Da-
mit wird der Forschungsbetrieb am Fraunhofer THM auf ein solides Fundament ge-
stellt.
Mit der Finanzierung werden umfangreiche Umbaumaßnahmen in den vom Fraunho-
fer THM im Freiberger Gewerbegebiet Süd angemieteten Räumen ermöglicht, um
die infrastrukturellen Voraussetzungen für den Technikums- und Laborbetrieb zu
verbessern. Bereits seit Wochen laufen die Planungsaktivitäten auf Hochtouren.
Gleichzeitig wird in Versuchsanlagen und Ausrüstungen zur Entwicklung von Pro-
zessen für die Herstellung und Charakterisierung innovativer Halbleitermaterialien
investiert. Diese investiven Maßnahmen sind die Grundlage für neue Projekte des
Fraunhofer THM mit seinen Partnern aus Industrie und Forschung. Die Anzahl der
Arbeitsplätze für Wissenschaftler und Techniker soll damit in den nächsten drei Jah-
ren von derzeit acht auf etwa 20 steigen.
Das Fraunhofer THM wurde vor 5 Jahren in Freiberg als gemeinsame Abteilung der
Fraunhofer-Institute IISB (Erlangen) und ISE (Freiburg) gegründet. Die Kernkompe-
tenzen der Forschungseinrichtung liegen auf den Gebieten der Herstellung und der
Bearbeitung von Halbleiterwerkstoffen. Mit den Investitionen ist das THM bestens für
weiterführende Forschungsaufgaben – insbesondere für die Freiberger Halbleiterin-
dustrie – gerüstet. Bei der Bearbeitung seiner Forschungsprojekte kooperiert das
Fraunhofer THM mit der TU Bergakademie, speziell mit dem Institut für Experimen-
telle Physik, um Synergien zu nutzen. Dies trägt in hohem Maße dazu bei, dass der
Wissenschafts- und Wirtschaftsstandort Freiberg weiter gestärkt wird.
Ein Zeichen für die erfolgreiche Zusammenarbeit des Fraunhofer THM mit der Frei-
berger Halbleiterindustrie ist die Verleihung des Innovationspreises 2009 durch den
Förderkreis für die Mikroelektronik e.V.. Die Preisverleihung würdigt die Ergebnisse
eines gemeinsam mit der SolarWorld AG durchgeführten Projekts zur Verbesserung
der Materialqualität von Photovoltaik-Silicium mit Hilfe von Magnetfeldern. Die For-
schungsaktivitäten am Fraunhofer THM begrenzen sich jedoch nicht nur auf den
Raum Freiberg oder Sachsen. So ist das THM im Rahmen des BMBF-
Spitzenclusters „Solar Valley Mitteldeutschland“ bereits an verschiedenen For-
schungsprojekten mit Kooperationspartnern aus Thüringen und Sachsen-Anhalt be-
teiligt.
http://www.iisb.fraunhofer.de/de/profil/2010_01_25_THM-Freib…
9/11/2010
SolarWorld Waferfertigung mit CETPM-Award ausgezeichnet
Als erstes Unternehmen der Photovoltaikbranche weltweit ist die SolarWorld Waferfertigung am Standort Freiberg jetzt mit dem CETPM-Award ausgezeichnet worden. Das deutsche Centre of Excellence for TPM (CETPM) bewertet als unabhängiges und neutrales Kompetenzzentrum die Zielerreichung von betrieblichen Verbesserungen in Unternehmen. Der Zertifizierung liegt das Konzept des "Total Productive Management" (TPM) zugrunde. Der hundertprozentigen Konzerntochter Deutsche Solar AG wurde der Award in der Kategorie Bronze verliehen. Mit den Verbesserungen in den betrieblichen Abläufen schafft der Konzern die Voraussetzungen für eine gesteigerte globale Wettbewerbsfähigkeit.
"Wir sind stolz darauf, unter Beweis gestellt zu haben, dass wir innerhalb von drei Jahren diesen Veränderungsprozess, hin zur Industrie und die damit verbundene Ausrichtung der Fertigung auf Massenproduktion mit höchsten Qualitäts- und Prozessstandards sowie äußerster Ressourceneffizienz bewältigt haben. Diesen Veränderungsprozess gilt es jetzt konsequent fortzusetzen", erklärt Mario Behrendt, Vorstandsvorsitzender der Deutsche Solar AG.
Im Rahmen des Auditierungsprozesses und der praktischen Umsetzung des TPM wurden erhebliche Qualitätssprünge erreicht. Hierfür wurden zahlreiche Mitarbeiter in über 50 Teams aus den verschiedenen Produktionsbereichen und Serviceabteilungen eingebunden. Die Herstellkosten wurden verringert, die Anlagenverfügbarkeit erhöht und die Abfallkosten gesenkt. SolarWorld wird in Zukunft die TPM-Prozesse kontinuierlich auf alle Produktionsbereiche der einzelnen Wertschöpfungsstufen an allen Standorten ausweiten. "Wir haben das Know-how, das Potential und die Motivation, die Kosten für die solare Massenproduktion weltweit weiter zu senken", ergänzt Dr.-Ing. E. h. Frank Asbeck, Vorstandsvorsitzender der SolarWorld AG
http://electronic-daten.de/Ausg_red.asp?Datei=2010_02606
... und das hat FA mit dem Patent der Sunicon zum Recycling der Siliziumabfälle aus dem Slurry auch.
SolarWorld Waferfertigung mit CETPM-Award ausgezeichnet
Als erstes Unternehmen der Photovoltaikbranche weltweit ist die SolarWorld Waferfertigung am Standort Freiberg jetzt mit dem CETPM-Award ausgezeichnet worden. Das deutsche Centre of Excellence for TPM (CETPM) bewertet als unabhängiges und neutrales Kompetenzzentrum die Zielerreichung von betrieblichen Verbesserungen in Unternehmen. Der Zertifizierung liegt das Konzept des "Total Productive Management" (TPM) zugrunde. Der hundertprozentigen Konzerntochter Deutsche Solar AG wurde der Award in der Kategorie Bronze verliehen. Mit den Verbesserungen in den betrieblichen Abläufen schafft der Konzern die Voraussetzungen für eine gesteigerte globale Wettbewerbsfähigkeit.
"Wir sind stolz darauf, unter Beweis gestellt zu haben, dass wir innerhalb von drei Jahren diesen Veränderungsprozess, hin zur Industrie und die damit verbundene Ausrichtung der Fertigung auf Massenproduktion mit höchsten Qualitäts- und Prozessstandards sowie äußerster Ressourceneffizienz bewältigt haben. Diesen Veränderungsprozess gilt es jetzt konsequent fortzusetzen", erklärt Mario Behrendt, Vorstandsvorsitzender der Deutsche Solar AG.
Im Rahmen des Auditierungsprozesses und der praktischen Umsetzung des TPM wurden erhebliche Qualitätssprünge erreicht. Hierfür wurden zahlreiche Mitarbeiter in über 50 Teams aus den verschiedenen Produktionsbereichen und Serviceabteilungen eingebunden. Die Herstellkosten wurden verringert, die Anlagenverfügbarkeit erhöht und die Abfallkosten gesenkt. SolarWorld wird in Zukunft die TPM-Prozesse kontinuierlich auf alle Produktionsbereiche der einzelnen Wertschöpfungsstufen an allen Standorten ausweiten. "Wir haben das Know-how, das Potential und die Motivation, die Kosten für die solare Massenproduktion weltweit weiter zu senken", ergänzt Dr.-Ing. E. h. Frank Asbeck, Vorstandsvorsitzender der SolarWorld AG
http://electronic-daten.de/Ausg_red.asp?Datei=2010_02606
... und das hat FA mit dem Patent der Sunicon zum Recycling der Siliziumabfälle aus dem Slurry auch.
Antwort auf Beitrag Nr.: 40.769.977 von bossi1 am 28.12.10 19:27:43Hallo Bossi!
Was meinst du, wann (2012?) die Puzzleteilchen (RGS?, Siliziumrecycling, Silizium Katar) zusammengesetzt werden und ich endlich die Ernte einfahren kann?
Gruß,
MM
Was meinst du, wann (2012?) die Puzzleteilchen (RGS?, Siliziumrecycling, Silizium Katar) zusammengesetzt werden und ich endlich die Ernte einfahren kann?
Gruß,
MM
Antwort auf Beitrag Nr.: 40.770.376 von moemeister am 28.12.10 20:46:08Hallo moemeister,
FA hat bei den 3Q Zahlen eine Absichterklärung zum Verkauf der RGS Development (Entwicklergesellschaft) erwähnt. Er wird das also zum 4Q oder spätestens zur HV begründen müssen. Nachdem wir jetzt das neue Patent der Sunicon und die gewaltigen Möglichkeiten am Siliziummarkt beim Recycling der Si-Abfälle aus dem Slurry kennen, wäre das eine neue interessante Alternative zu RGS mit viel Phantasie. Dem Kurs bringt es jedoch nur etwas, wenn er auch Klartext dazu spricht ...
FA hat bei den 3Q Zahlen eine Absichterklärung zum Verkauf der RGS Development (Entwicklergesellschaft) erwähnt. Er wird das also zum 4Q oder spätestens zur HV begründen müssen. Nachdem wir jetzt das neue Patent der Sunicon und die gewaltigen Möglichkeiten am Siliziummarkt beim Recycling der Si-Abfälle aus dem Slurry kennen, wäre das eine neue interessante Alternative zu RGS mit viel Phantasie. Dem Kurs bringt es jedoch nur etwas, wenn er auch Klartext dazu spricht ...
Slurry = SiC & PEG ...
Was ist eigentlich PEG (Polyethylenglykol)?
Die Grundeinheit einer linear gebauten PEG-Kette besteht aus Monomeren (-CH2-CH2-O-) mit einer relativen Molekülmasse von 44, weshalb alle vorkommenden PEG-Derivate aus ganzzahligen Vielfachen dieser Molekülmasse plus der Molekülmasse von Wasser bestehen. Chemisch handelt es sich um einen Polyether des zweiwertigen Alkohols oder Glykols Ethandiol. ... also ein wässeriges Slurry
Eigenschaften & Verwendung in der Industrie/Medizin ...
http://de.wikipedia.org/wiki/Polyethylenglykol
+++++
Glykol z.B. kennt jeder und ist auch ein PEG-Derivat, das als Frostschutz im Kühler von Fahrzeugen eingesetzt wird. Durch den FCKW Anteil muß es zum Recyclen entsorgen werden. Ein Unternehmen das sich damit weltweit befaßt ist die deutsche Kruse Gruppe mit der Tochtergeserllschaft RCN Chemie.
Im Labor der RCN Chemie GmbH werden sämtliche eingehenden und ausgehenden Stoffe sowie Zwischenprodukte (Produktionsüberwachung) einer genauen Analyse unterzogen. Die gewonnenen Daten liefern die Basis für eine optimale Steuerung der Destillationsprozesse sowie für eine transparente wertstoffbezogene Abrechnung. Man recyclet auch Lösungsmittel, die nach dem Sunicon Patent bei den Siliziumabfällen in Verbindung mit der Ultraschallreinigung eingesetzt werden sollen. Eine Destillation von Lösungsmitteln ist ein thermisches Trennverfahren in der Chemie, bei der ineinander lösliche Stoffe nach vorheriger Analyse wieder getrennt werden.
http://www.rcn-chemie.de/Leistungen_und_Servi.4+M54a708de802…
Was ist eigentlich PEG (Polyethylenglykol)?
Die Grundeinheit einer linear gebauten PEG-Kette besteht aus Monomeren (-CH2-CH2-O-) mit einer relativen Molekülmasse von 44, weshalb alle vorkommenden PEG-Derivate aus ganzzahligen Vielfachen dieser Molekülmasse plus der Molekülmasse von Wasser bestehen. Chemisch handelt es sich um einen Polyether des zweiwertigen Alkohols oder Glykols Ethandiol. ... also ein wässeriges Slurry
Eigenschaften & Verwendung in der Industrie/Medizin ...
http://de.wikipedia.org/wiki/Polyethylenglykol
+++++
Glykol z.B. kennt jeder und ist auch ein PEG-Derivat, das als Frostschutz im Kühler von Fahrzeugen eingesetzt wird. Durch den FCKW Anteil muß es zum Recyclen entsorgen werden. Ein Unternehmen das sich damit weltweit befaßt ist die deutsche Kruse Gruppe mit der Tochtergeserllschaft RCN Chemie.
Im Labor der RCN Chemie GmbH werden sämtliche eingehenden und ausgehenden Stoffe sowie Zwischenprodukte (Produktionsüberwachung) einer genauen Analyse unterzogen. Die gewonnenen Daten liefern die Basis für eine optimale Steuerung der Destillationsprozesse sowie für eine transparente wertstoffbezogene Abrechnung. Man recyclet auch Lösungsmittel, die nach dem Sunicon Patent bei den Siliziumabfällen in Verbindung mit der Ultraschallreinigung eingesetzt werden sollen. Eine Destillation von Lösungsmitteln ist ein thermisches Trennverfahren in der Chemie, bei der ineinander lösliche Stoffe nach vorheriger Analyse wieder getrennt werden.
http://www.rcn-chemie.de/Leistungen_und_Servi.4+M54a708de802…
Antwort auf Beitrag Nr.: 40.772.776 von bossi1 am 29.12.10 12:50:37two technology partners ...
know-how of slurry processing and fluid handling combined
Metallkraft & Landteknikk
Metallkraft has developed a patented technology which ensures that the spent slurry is effectively recycled and that all pollutants are turned into commercially interesting products. This technology results in 100% recycling without adding any chemicals. The recycled slurry retains fully its cutting abilities, at a fraction of the cost of fresh slurry.
Landteknikk supplies engineering services, project management and processing lines to the food and pharmacy industries, as well as other industries in need of flow based process solutions. With nearly 70 years experience we have built Norway’s largest and most qualified engineering organization for the food industry and source from a wide international supplier network. This enables us to offer products and solutions to meet most requirements.
http://www.landteknikk.no/Engelsk/Pages/Slurry2s.pdf
know-how of slurry processing and fluid handling combined
Metallkraft & Landteknikk
Metallkraft has developed a patented technology which ensures that the spent slurry is effectively recycled and that all pollutants are turned into commercially interesting products. This technology results in 100% recycling without adding any chemicals. The recycled slurry retains fully its cutting abilities, at a fraction of the cost of fresh slurry.
Landteknikk supplies engineering services, project management and processing lines to the food and pharmacy industries, as well as other industries in need of flow based process solutions. With nearly 70 years experience we have built Norway’s largest and most qualified engineering organization for the food industry and source from a wide international supplier network. This enables us to offer products and solutions to meet most requirements.
http://www.landteknikk.no/Engelsk/Pages/Slurry2s.pdf
Antwort auf Beitrag Nr.: 40.772.847 von bossi1 am 29.12.10 13:01:51
In partnership with Metallkraft, Landteknikk has developed a complete system for handling and distribution of SiC slurry. The solution ensures proven functionality – especially with regards to SiC wear and sedimentation.
KNOW-HOW OF SLURRY PROCESSING AND FLUID HANDLING COMBINED
– technology partners ensures proven functionality
The wafer cutting process, a crucial step in the production of solar panels, requires large amounts of cutting slurry. The slurry needs to be replaced with fresh slurry, and the exhausted slurry must be disposed of in an environmentally friendly way. This has been a headache for an industry that has environmental concerns as its main guidelines.
Metallkraft has developed a patented technology which ensures that the spent slurry is effectively recycled and that all pollutants are turned into commercially interesting products. This technology results in 100% recycling without adding any chemicals. The recycled slurry retains fully its cutting abilities, at a fraction of the cost of fresh slurry.
Landteknikk’s SiC slurry handling system mixes, stores, distributes and collects the slurry used by sawing machines in the wafer production. The system is developed by Landteknikk in partnership with Metallkraft, the international supplier of patented slurry recovery technology. The mixing and distribution system consists of “state of the art” equipment with all components made from high-grade stainless steel. Special care is taken during the construction of the systems to handle the slurry`s density, abrasiveness and tendency to deposit sediments. Complete systems, including storage tanks, mixing units and distribution networks, are currently being installed at REC and Norsun’s wafer production facilities in Norway. The system is scalable and can be built to fit different production volumes and demands.
http://www.landteknikk.no/Engelsk/Pages/slurry.html
In partnership with Metallkraft, Landteknikk has developed a complete system for handling and distribution of SiC slurry. The solution ensures proven functionality – especially with regards to SiC wear and sedimentation.
KNOW-HOW OF SLURRY PROCESSING AND FLUID HANDLING COMBINED
– technology partners ensures proven functionality
The wafer cutting process, a crucial step in the production of solar panels, requires large amounts of cutting slurry. The slurry needs to be replaced with fresh slurry, and the exhausted slurry must be disposed of in an environmentally friendly way. This has been a headache for an industry that has environmental concerns as its main guidelines.
Metallkraft has developed a patented technology which ensures that the spent slurry is effectively recycled and that all pollutants are turned into commercially interesting products. This technology results in 100% recycling without adding any chemicals. The recycled slurry retains fully its cutting abilities, at a fraction of the cost of fresh slurry.
Landteknikk’s SiC slurry handling system mixes, stores, distributes and collects the slurry used by sawing machines in the wafer production. The system is developed by Landteknikk in partnership with Metallkraft, the international supplier of patented slurry recovery technology. The mixing and distribution system consists of “state of the art” equipment with all components made from high-grade stainless steel. Special care is taken during the construction of the systems to handle the slurry`s density, abrasiveness and tendency to deposit sediments. Complete systems, including storage tanks, mixing units and distribution networks, are currently being installed at REC and Norsun’s wafer production facilities in Norway. The system is scalable and can be built to fit different production volumes and demands.
http://www.landteknikk.no/Engelsk/Pages/slurry.html
Faktor 4 - Wirkungsgrad bis 85% ??
Photovoltaik
Solarzellen: Schwarzes Silizium soll Energieausbeute deutlich steigern

Solarzellen: Schwarzes Silizium soll Energieausbeute
deutlich steigern (Foto: Jan-Peter Kasper/ FSU)
„Noch wandeln Solarzellen das Sonnenlicht nicht sehr effizient in Strom um und sind in der Herstellung zu teuer“, macht Prof. Dr. Andreas Tünnermann von der Friedrich-Schiller-Universität Jena deutlich. Um das zu ändern arbeitet der Direktor des Uni-Instituts für Angewandte Physik und des Fraunhofer Instituts für Angewandte Optik und Feinmechanik (IOF) gemeinsam mit Fachkollegen sowie Wirtschaftswissenschaftlern der Jenaer Universität jetzt an einem neuartigen Konzept zur kostengünstigen Herstellung hocheffizienter Solarzellen.
„Wir kombinieren nanotechnologische Methoden zur Effizienzsteigerung von Solarzellen mit einem einfachen Zelldesign“, erläutert Projektkoordinator Tünnermann den neuen Jenaer Ansatz. Als Grundlage für ihre leistungsstarken Solarzellen nutzen die Physiker der Uni Jena nanostrukturiertes, sogenanntes schwarzes Silizium. „Mit Hilfe eines Trockenätzverfahrens lässt sich die Oberfläche von Siliziumwafern so strukturieren, dass sich ihre Oberfläche winkelunabhängig und über einen breiten Wellenlängenbereich entspiegeln lässt“, erläutert der Jenaer Physiker. „Dadurch wird die einfallende Strahlung des Sonnenspektrums zu einem viel geringeren Teil reflektiert, was eine deutlich höhere Energieausbeute verspricht“, so Tünnermann. Die nanostrukturierten Siliziumwafer beschichten die Jenaer Forscher anschließend mit einer dünnen Barriere- und einer darüber liegenden transparenten sowie leitfähigen Oxidschicht. Auf diese Weise entsteht eine „SIS“-Solarzelle (engl.: Semiconductor-Insulator-Semiconductor), die sich – dank industrieerprobter Sputterverfahren – besonders kostengünstig herstellen lässt.
Während einer ersten sechsmonatigen Screening-Phase des Projekts haben die Jenaer Forscher bereits eine ausführliche Marktanalyse vorgenommen und verschiedene Anwendungsoptionen ihres Konzeptes innerhalb der Photovoltaik, aber auch der Sensorik geprüft. „Wir wollen bereits bei der Entwicklung der neuen Technologie die Anforderungen potenzieller Anwender mit berücksichtigen“, erläutert Projektleiter Kevin Füchsel.
Quelle: Institut für Angewandte Physik der Friedrich-Schiller-Universität Jena
+++++
Schwarzes Silicium
Schwarzes Silicium (engl. black silicon) ist eine Oberflächenmodifikation des kristallinen Siliciums. Dabei entstehen durch hochenergetischen Beschuss durch Ionen oder ultrakurzer Laserpulse nadelförmige Strukturen auf der Oberfläche, die die Reflexion des Substrates stark verringern. Ursprünglich wurde diese Veränderung Mitte der 1980er Jahre beobachtet, damals war es ein negativer Nebeneffekt beim reaktiven Ionentiefenätzen (DRIE).[1][2]
Eigenschaften

Rasterelektronenmikroskopaufnahme von Schwarzem Silicium,
hergestellt durch reaktives Ionentiefenätzen (ASE-Prozess)
Schwarzes Silicium ist eine nadelförmige Oberflächenstruktur (mit einer Länge > 10 µm bei einem Durchmesser < 1 µm auf einkristallinem Silicium[2]), weshalb die Strukturform auch als „silicon grass“ oder „RIE grass“ bezeichnet wird.
Wesentliches Merkmal ist eine erhöhte Absorption von einfallendem Licht. Ähnlich wie beim Mottenaugen-Effekt (Mechanismus bestimmter Antireflexionsschichten) wird durch die Strukturen die hohe Reflektivität des Silicium (in Abhängigkeit von der Wellenlänge 20 bis 30 % bei quasi-senkrechtem Einfall) deutlich gesenkt (auf ca. 5 %). Ursache dafür ist die Ausbildung eines sogenannten effektiven Mediums[3] durch die Mikrostruktur. Sie bewirkt einen stetigen Übergang der Brechzahl des effektiven Mediums, so dass keine scharfe optische Grenzfläche existiert, an der das Licht (gemäß der Fresnel-Formeln) reflektiert werden kann. Stattdessen wird das Licht „sanft“ in das Material geleitet und kaum reflektiert, was das Objekt schwarz erscheinen lässt.
Anwendung
Die ungewöhnlichen optischen Eigenschaften des Halbleiters machen das Material auch für Sensoranwendungen interessant. Mit Stand Februar 2009 befinden sich die Anwendungen in Entwicklung.[4]
Anwendungsbereiche sind:
Bildsensoren mit gesteigerter Empfindlichkeit
Restlicht-Verstärker
Wärmebildkameras
Photovoltaik mit erhöhter Effizienz durch erhöhte Absorption. Durch die vergrößerte Oberfläche ist eine erhöhte Langzeitstabilität zu erwarten.[5][6]
Mechanische Kontakte und Schnittstellen.[2]
An weiteren Anwendungen im Terahertz-, Nano-Poren- und Befestigungs-Bereich wird geforscht.[7][8][9][10]
Herstellung beim reaktiven Ionentiefenätzen

Rasterelektronenmikroskopaufnahme einer einzelnen „Nadel“ von Schwarzem
Silicium, hergestellt durch reaktives Ionentiefenätzen (ASE-Prozess)
Das reaktive Ionentiefenätzen ist in der Halbleitertechnologie ein Standardverfahren für die Herstellung von Gräben und Löchern (mit einer Tiefe von bis zu einigen 100 Mikrometern, mit zum Teil sehr hohen Aspektverhältnissen). Dies wird durch wiederholtes Wechseln zwischen einem Ätz- und einem Passivierungschritt erreicht.
Beim Ätzen können allerdings kleine Ablagerungen der Passivierung am Boden verbleiben und diesen „maskieren“. Bei einer Verlagerung des Prozesses hin zur Passivierung entstehen auszuformende Strukturen, die auch bei den folgenden Ätzschritten nicht abgetragen werden. Dadurch entstehen dort senkrechte Flächen, an denen sich eine Polymerschicht ablagern kann. So können, abgedeckt durch die Ablagerung von oben und dem Polymer von den Seiten, lange Siliciumsäulen stehen bleiben.[11] Der Prozess kann so eingestellt werden, dass sich auf einem Quadratmillimeter Millionen Nadeln bilden können.[10]
Herstellung nach der Mazur-Methode
Im Jahre 1999 entwickelte eine Gruppe an der Harvard-Universität (um Eric Mazur und James Carey) ein Verfahren, bei dem Schwarzes Silicium (genauer dubbed black silicon) durch Beschuss mit extrem energiereichen gepulsten Femtosekundenlasern entsteht.[12] Durch den Laserbeschuss wird die räumliche Struktur verändert, und es entsteht eine nadelförmige Oberfläche (ca. 300 nm lang), die relativ gleichmäßig und gut reproduzierbar ist.
In Anwesenheit von Schwefelhexafluorid kann bei der Laser-Bestrahlung eine deutlich höhere Menge an Schwefel in das Silicium eingebaut werden (Dotierung), wodurch der Bandabstand verringert wird und sich so die elektrischen und optischen Eigenschaften des Materials verändern. Durch die geringere Bandlücke reicht auch niederenergetisches Licht (bis in den Infrarotbereich) aus, um Elektronen im Leitungsband anzuregen (siehe Photoeffekt). Durch zusätzliches Anlegen einer kleinen Bias-Gleichspannung kann die Empfindlichkeit und damit die erzeugte Stromstärke um einen Faktor größer 100 gesteigert werden. Ursache ist, dass ein Photon hier viele Elektronen herauslöst.[13][14]
http://de.wikipedia.org/wiki/Schwarzes_Silicium
+++++
Auszug ...
Ein Beispiel für eine solche Solarzelle wurde 2010 von einer Arbeitsgruppe um Harry Atwater vom California Institute of Technology vorgestellt. Sie stellten über 100 Mikrometer lange Stäbchen mithilfe der sogenannten VLS-Technik[18] (von engl. vapor-liquid-solid) her, übergossen diese anschließend zur Stabilisierung mit durchsichtigem, biegsamem Kunststoff (Polydimethylsiloxan, PDMS) und lösten danach die fertige Zelle von der Platte.[16]. Diese Zellen zeigen, wie zuvor erwähnt, eine erhöhte Absorption von insgesamt bis zu 85 % des einfallenden Lichts über einen großen Spektralbereich. Die so erzeugten Solarzellen, im Laborstatus, haben einen hohen Wirkungsgrad. Ihre Herstellung verbraucht nur 1 Prozent der sonst zur Solarzellenproduktion üblichen Siliziummenge, außerdem sind diese Solarzellen biegbar.[19]
Interessanter Artikel ...
http://www.kristallbearbeitung.de/solarzelle/
+++++
Flexible Solarzellen aus Siliziumdrähten
19.02.2010 15:27
Forscher des California Institute of Technology (Caltech) haben flexible Solarzellen aus einer in transparentes Polymer eingebetteten Siliziumdraht-Matrix hergestellt. Sie benötigt nur 1/50 des teuren Siliziums normaler Solarzellen und zeichnet sich durch eine hohe Lichtabsorption sowie photoelektrische Effizienz aus.
Die Herstellung der Solarzellen hatten die Forscher zwar bereits zuvor demonstriert, die hohe Effizienz konnten sie aber erst jetzt nachweisen. Die Absorptionsrate des gesamten einfallenden Lichts beträgt 85 Prozent, bei einer einzelnen Wellenlänge sind es sogar 96 Prozent. Von den eingefangenen Photonen werden wiederum zwischen 90 und 100 Prozent in Strom umgewandelt. Für diese hohe Effizienz sind mehrere Faktoren verantwortlich: Einerseits ist jeder der im VLS-Verfahren hergestellten, 30 bis 100 Micron langen und einen Micron dicken Siliziumdrähte für sich bereits eine effiziente Solarzelle. Durch die spezielle Anordnung der Drähte wird die Absorptionsrate andererseits aber nochmals deutlich erhöht, da die Drähte das von anderen Drähten gestreute Licht absorbieren können. Nochmals verstärkt werden die Reflexionen innerhalb der Zelle durch in das Polymer eingebrachte Aluminiumpartikel und eine spiegelnde Schicht an der Unterseite. Dabei nehmen die Drähte nur zwei bis zehn Prozent der Oberfläche sowie lediglich zwei Prozent des Volumens der Zelle ein. Das Polymer – Polydimethylsiloxan (PDMS) – ist auch für die Flexibilität verantwortlich und erlaubt zudem die Herstellung in einem im Vergleich zu Wafern bei herkömmlichen Solarzellen deutlich günstigeren Roll-to-Roll-Prozess.
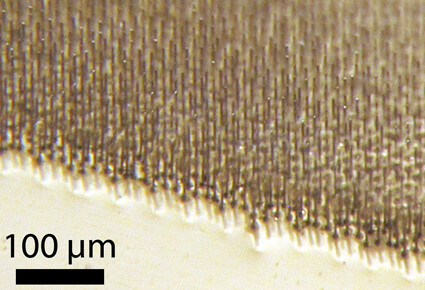
Auf dem Weg zu einem marktreifen Produkt arbeiten die Forscher derzeit an einer Vergrößerung der bislang nur einige Quadratzentimeter großen Zellen auf mehrere hundert Quadratzentimeter wie bei herkömmlichen Solarzellen sowie an einer Erhöhung der Betriebsspannung.
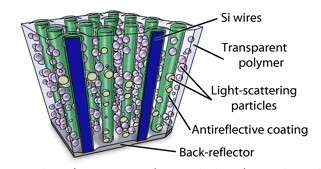
Photovoltaik
Solarzellen: Schwarzes Silizium soll Energieausbeute deutlich steigern
Solarzellen: Schwarzes Silizium soll Energieausbeute
deutlich steigern (Foto: Jan-Peter Kasper/ FSU)
„Noch wandeln Solarzellen das Sonnenlicht nicht sehr effizient in Strom um und sind in der Herstellung zu teuer“, macht Prof. Dr. Andreas Tünnermann von der Friedrich-Schiller-Universität Jena deutlich. Um das zu ändern arbeitet der Direktor des Uni-Instituts für Angewandte Physik und des Fraunhofer Instituts für Angewandte Optik und Feinmechanik (IOF) gemeinsam mit Fachkollegen sowie Wirtschaftswissenschaftlern der Jenaer Universität jetzt an einem neuartigen Konzept zur kostengünstigen Herstellung hocheffizienter Solarzellen.
„Wir kombinieren nanotechnologische Methoden zur Effizienzsteigerung von Solarzellen mit einem einfachen Zelldesign“, erläutert Projektkoordinator Tünnermann den neuen Jenaer Ansatz. Als Grundlage für ihre leistungsstarken Solarzellen nutzen die Physiker der Uni Jena nanostrukturiertes, sogenanntes schwarzes Silizium. „Mit Hilfe eines Trockenätzverfahrens lässt sich die Oberfläche von Siliziumwafern so strukturieren, dass sich ihre Oberfläche winkelunabhängig und über einen breiten Wellenlängenbereich entspiegeln lässt“, erläutert der Jenaer Physiker. „Dadurch wird die einfallende Strahlung des Sonnenspektrums zu einem viel geringeren Teil reflektiert, was eine deutlich höhere Energieausbeute verspricht“, so Tünnermann. Die nanostrukturierten Siliziumwafer beschichten die Jenaer Forscher anschließend mit einer dünnen Barriere- und einer darüber liegenden transparenten sowie leitfähigen Oxidschicht. Auf diese Weise entsteht eine „SIS“-Solarzelle (engl.: Semiconductor-Insulator-Semiconductor), die sich – dank industrieerprobter Sputterverfahren – besonders kostengünstig herstellen lässt.
Während einer ersten sechsmonatigen Screening-Phase des Projekts haben die Jenaer Forscher bereits eine ausführliche Marktanalyse vorgenommen und verschiedene Anwendungsoptionen ihres Konzeptes innerhalb der Photovoltaik, aber auch der Sensorik geprüft. „Wir wollen bereits bei der Entwicklung der neuen Technologie die Anforderungen potenzieller Anwender mit berücksichtigen“, erläutert Projektleiter Kevin Füchsel.
Quelle: Institut für Angewandte Physik der Friedrich-Schiller-Universität Jena
+++++
Schwarzes Silicium
Schwarzes Silicium (engl. black silicon) ist eine Oberflächenmodifikation des kristallinen Siliciums. Dabei entstehen durch hochenergetischen Beschuss durch Ionen oder ultrakurzer Laserpulse nadelförmige Strukturen auf der Oberfläche, die die Reflexion des Substrates stark verringern. Ursprünglich wurde diese Veränderung Mitte der 1980er Jahre beobachtet, damals war es ein negativer Nebeneffekt beim reaktiven Ionentiefenätzen (DRIE).[1][2]
Eigenschaften
Rasterelektronenmikroskopaufnahme von Schwarzem Silicium,
hergestellt durch reaktives Ionentiefenätzen (ASE-Prozess)
Schwarzes Silicium ist eine nadelförmige Oberflächenstruktur (mit einer Länge > 10 µm bei einem Durchmesser < 1 µm auf einkristallinem Silicium[2]), weshalb die Strukturform auch als „silicon grass“ oder „RIE grass“ bezeichnet wird.
Wesentliches Merkmal ist eine erhöhte Absorption von einfallendem Licht. Ähnlich wie beim Mottenaugen-Effekt (Mechanismus bestimmter Antireflexionsschichten) wird durch die Strukturen die hohe Reflektivität des Silicium (in Abhängigkeit von der Wellenlänge 20 bis 30 % bei quasi-senkrechtem Einfall) deutlich gesenkt (auf ca. 5 %). Ursache dafür ist die Ausbildung eines sogenannten effektiven Mediums[3] durch die Mikrostruktur. Sie bewirkt einen stetigen Übergang der Brechzahl des effektiven Mediums, so dass keine scharfe optische Grenzfläche existiert, an der das Licht (gemäß der Fresnel-Formeln) reflektiert werden kann. Stattdessen wird das Licht „sanft“ in das Material geleitet und kaum reflektiert, was das Objekt schwarz erscheinen lässt.
Anwendung
Die ungewöhnlichen optischen Eigenschaften des Halbleiters machen das Material auch für Sensoranwendungen interessant. Mit Stand Februar 2009 befinden sich die Anwendungen in Entwicklung.[4]
Anwendungsbereiche sind:
Bildsensoren mit gesteigerter Empfindlichkeit
Restlicht-Verstärker
Wärmebildkameras
Photovoltaik mit erhöhter Effizienz durch erhöhte Absorption. Durch die vergrößerte Oberfläche ist eine erhöhte Langzeitstabilität zu erwarten.[5][6]
Mechanische Kontakte und Schnittstellen.[2]
An weiteren Anwendungen im Terahertz-, Nano-Poren- und Befestigungs-Bereich wird geforscht.[7][8][9][10]
Herstellung beim reaktiven Ionentiefenätzen
Rasterelektronenmikroskopaufnahme einer einzelnen „Nadel“ von Schwarzem
Silicium, hergestellt durch reaktives Ionentiefenätzen (ASE-Prozess)
Das reaktive Ionentiefenätzen ist in der Halbleitertechnologie ein Standardverfahren für die Herstellung von Gräben und Löchern (mit einer Tiefe von bis zu einigen 100 Mikrometern, mit zum Teil sehr hohen Aspektverhältnissen). Dies wird durch wiederholtes Wechseln zwischen einem Ätz- und einem Passivierungschritt erreicht.
Beim Ätzen können allerdings kleine Ablagerungen der Passivierung am Boden verbleiben und diesen „maskieren“. Bei einer Verlagerung des Prozesses hin zur Passivierung entstehen auszuformende Strukturen, die auch bei den folgenden Ätzschritten nicht abgetragen werden. Dadurch entstehen dort senkrechte Flächen, an denen sich eine Polymerschicht ablagern kann. So können, abgedeckt durch die Ablagerung von oben und dem Polymer von den Seiten, lange Siliciumsäulen stehen bleiben.[11] Der Prozess kann so eingestellt werden, dass sich auf einem Quadratmillimeter Millionen Nadeln bilden können.[10]
Herstellung nach der Mazur-Methode
Im Jahre 1999 entwickelte eine Gruppe an der Harvard-Universität (um Eric Mazur und James Carey) ein Verfahren, bei dem Schwarzes Silicium (genauer dubbed black silicon) durch Beschuss mit extrem energiereichen gepulsten Femtosekundenlasern entsteht.[12] Durch den Laserbeschuss wird die räumliche Struktur verändert, und es entsteht eine nadelförmige Oberfläche (ca. 300 nm lang), die relativ gleichmäßig und gut reproduzierbar ist.
In Anwesenheit von Schwefelhexafluorid kann bei der Laser-Bestrahlung eine deutlich höhere Menge an Schwefel in das Silicium eingebaut werden (Dotierung), wodurch der Bandabstand verringert wird und sich so die elektrischen und optischen Eigenschaften des Materials verändern. Durch die geringere Bandlücke reicht auch niederenergetisches Licht (bis in den Infrarotbereich) aus, um Elektronen im Leitungsband anzuregen (siehe Photoeffekt). Durch zusätzliches Anlegen einer kleinen Bias-Gleichspannung kann die Empfindlichkeit und damit die erzeugte Stromstärke um einen Faktor größer 100 gesteigert werden. Ursache ist, dass ein Photon hier viele Elektronen herauslöst.[13][14]
http://de.wikipedia.org/wiki/Schwarzes_Silicium
+++++
Auszug ...
Ein Beispiel für eine solche Solarzelle wurde 2010 von einer Arbeitsgruppe um Harry Atwater vom California Institute of Technology vorgestellt. Sie stellten über 100 Mikrometer lange Stäbchen mithilfe der sogenannten VLS-Technik[18] (von engl. vapor-liquid-solid) her, übergossen diese anschließend zur Stabilisierung mit durchsichtigem, biegsamem Kunststoff (Polydimethylsiloxan, PDMS) und lösten danach die fertige Zelle von der Platte.[16]. Diese Zellen zeigen, wie zuvor erwähnt, eine erhöhte Absorption von insgesamt bis zu 85 % des einfallenden Lichts über einen großen Spektralbereich. Die so erzeugten Solarzellen, im Laborstatus, haben einen hohen Wirkungsgrad. Ihre Herstellung verbraucht nur 1 Prozent der sonst zur Solarzellenproduktion üblichen Siliziummenge, außerdem sind diese Solarzellen biegbar.[19]
Interessanter Artikel ...
http://www.kristallbearbeitung.de/solarzelle/
+++++
Flexible Solarzellen aus Siliziumdrähten
19.02.2010 15:27
Forscher des California Institute of Technology (Caltech) haben flexible Solarzellen aus einer in transparentes Polymer eingebetteten Siliziumdraht-Matrix hergestellt. Sie benötigt nur 1/50 des teuren Siliziums normaler Solarzellen und zeichnet sich durch eine hohe Lichtabsorption sowie photoelektrische Effizienz aus.
Die Herstellung der Solarzellen hatten die Forscher zwar bereits zuvor demonstriert, die hohe Effizienz konnten sie aber erst jetzt nachweisen. Die Absorptionsrate des gesamten einfallenden Lichts beträgt 85 Prozent, bei einer einzelnen Wellenlänge sind es sogar 96 Prozent. Von den eingefangenen Photonen werden wiederum zwischen 90 und 100 Prozent in Strom umgewandelt. Für diese hohe Effizienz sind mehrere Faktoren verantwortlich: Einerseits ist jeder der im VLS-Verfahren hergestellten, 30 bis 100 Micron langen und einen Micron dicken Siliziumdrähte für sich bereits eine effiziente Solarzelle. Durch die spezielle Anordnung der Drähte wird die Absorptionsrate andererseits aber nochmals deutlich erhöht, da die Drähte das von anderen Drähten gestreute Licht absorbieren können. Nochmals verstärkt werden die Reflexionen innerhalb der Zelle durch in das Polymer eingebrachte Aluminiumpartikel und eine spiegelnde Schicht an der Unterseite. Dabei nehmen die Drähte nur zwei bis zehn Prozent der Oberfläche sowie lediglich zwei Prozent des Volumens der Zelle ein. Das Polymer – Polydimethylsiloxan (PDMS) – ist auch für die Flexibilität verantwortlich und erlaubt zudem die Herstellung in einem im Vergleich zu Wafern bei herkömmlichen Solarzellen deutlich günstigeren Roll-to-Roll-Prozess.
Auf dem Weg zu einem marktreifen Produkt arbeiten die Forscher derzeit an einer Vergrößerung der bislang nur einige Quadratzentimeter großen Zellen auf mehrere hundert Quadratzentimeter wie bei herkömmlichen Solarzellen sowie an einer Erhöhung der Betriebsspannung.
Das Recycling der Sägeverluste scheint 2010 irgendwie ein neuer Trend im Sektor zu sein ...
RECOVERY OF SILICON FROM KERF SILICON WASTE
United States Patent Application 20100032630 ... 11/2/2010
http://www.freepatentsonline.com/20100032630.pdf
+++++
METHOD TO CONVERT WASTE SILICON TO HIGH PURITY SILICON
United States Patent Application 20100061913 ... 11/3/2010
http://www.freepatentsonline.com/20100061913.pdf
+++++
Recovery method of silicon slurry
United States Patent Application 20100215561 ... 26/8/2010
http://www.freepatentsonline.com/20100215561.pdf
+++++
Recovery of silicon powder from kerf loss slurry by centrifugation
Department of Chemical Engineering, National Taiwan University, Taipei ... 26/2/2010
http://www.sciencedirect.com/science?_ob=ArticleURL&_udi=B6T…
+++++
METHOD FOR RECOVERING SILICON FROM SAWING WASTE
Patent application number: 20100278707 ... 4/11/2010
http://www.faqs.org/patents/app/20100278707
+++++
MEMS And MEMS Components From Silicon Kerf
Patent 6838047
The disclosure describes an economical and environmentally benign method for using crystalline silicon metal kerf recovered from wiresaw slurries towards the fabrication of complex MEMS and MEMS components, including MEMS packages, with improved design features. ... 4/1/2005
http://www.docstoc.com/docs/53121016/MEMS-And-MEMS-Component…
+++++
METHODS TO RECOVER AND PURIFY SILICON PARTICLES FROM SAW KERF
Publication No. US 2010/0163462 A1 ... 1.7.2010
http://ip.com/patapp/US20100163462
+++++
Recovery of silicon and silicon carbide powder from kerf loss slurry using particle phase-transfer method description/claims
USPTO Patent Application 20100284885 ... 2/2010
http://www.freshpatents.com/-dt20101111ptan20100284885.php
+++++
Recovery method of silicon slurry
Patent application number: 20100215561 ... 26/8/2010
http://www.faqs.org/patents/app/20100215561
+++++
Waste Not, Want Not!
A Case for Recycling Silicon Waste Powder Kerf ... Studie von 11/2009
http://www.kgbconsultingltd.com/downloads/Waste_Not_Want_Not…
+++++
METHODS TO RECOVER AND PURIFY SILICON PARTICLES FROM SAW KERF
WIPO Patent Application WO/2010/078274 ... 8/7/2010
http://www.sumobrain.com/patents/wipo/Methods-to-recover-pur…
+++++
METHOD FOR PURIFICATION AND COMPACTION OF FEEDSTOCK FOR PHOTOVOLTAIC APPLICATIONS
WO 2010003456 20100114 ... 14/1/2010
http://www.wipo.int/pctdb/ja/wo.jsp?WO=2010003456&IA=EP20080…
+++++
METHODS AND APPARATUS FOR RECOVERY OF SILICON AND SILICON CARBIDE FROM SPENT WAFER-SAWING SLURRY
WIPO Patent Application WO/2009/126922 ... 12/2009
http://www.sumobrain.com/patents/wipo/Methods-apparatus-reco…
+++++
Recovery method of silicon slurry
Patent application number: 20100189622 ... 29/7/2010
http://www.faqs.org/patents/app/20100189622
+++++
Recovery Of Silicon And Silicon Carbide Powder From Kerf Loss Slurry Using Particle Phase-Transfer Method
United States Patent Application 20100284885 ... 11/11/2010
http://www.freepatentsonline.com/20100284885.pdf
RECOVERY OF SILICON FROM KERF SILICON WASTE
United States Patent Application 20100032630 ... 11/2/2010
http://www.freepatentsonline.com/20100032630.pdf
+++++
METHOD TO CONVERT WASTE SILICON TO HIGH PURITY SILICON
United States Patent Application 20100061913 ... 11/3/2010
http://www.freepatentsonline.com/20100061913.pdf
+++++
Recovery method of silicon slurry
United States Patent Application 20100215561 ... 26/8/2010
http://www.freepatentsonline.com/20100215561.pdf
+++++
Recovery of silicon powder from kerf loss slurry by centrifugation
Department of Chemical Engineering, National Taiwan University, Taipei ... 26/2/2010
http://www.sciencedirect.com/science?_ob=ArticleURL&_udi=B6T…
+++++
METHOD FOR RECOVERING SILICON FROM SAWING WASTE
Patent application number: 20100278707 ... 4/11/2010
http://www.faqs.org/patents/app/20100278707
+++++
MEMS And MEMS Components From Silicon Kerf
Patent 6838047
The disclosure describes an economical and environmentally benign method for using crystalline silicon metal kerf recovered from wiresaw slurries towards the fabrication of complex MEMS and MEMS components, including MEMS packages, with improved design features. ... 4/1/2005
http://www.docstoc.com/docs/53121016/MEMS-And-MEMS-Component…
+++++
METHODS TO RECOVER AND PURIFY SILICON PARTICLES FROM SAW KERF
Publication No. US 2010/0163462 A1 ... 1.7.2010
http://ip.com/patapp/US20100163462
+++++
Recovery of silicon and silicon carbide powder from kerf loss slurry using particle phase-transfer method description/claims
USPTO Patent Application 20100284885 ... 2/2010
http://www.freshpatents.com/-dt20101111ptan20100284885.php
+++++
Recovery method of silicon slurry
Patent application number: 20100215561 ... 26/8/2010
http://www.faqs.org/patents/app/20100215561
+++++
Waste Not, Want Not!
A Case for Recycling Silicon Waste Powder Kerf ... Studie von 11/2009
http://www.kgbconsultingltd.com/downloads/Waste_Not_Want_Not…
+++++
METHODS TO RECOVER AND PURIFY SILICON PARTICLES FROM SAW KERF
WIPO Patent Application WO/2010/078274 ... 8/7/2010
http://www.sumobrain.com/patents/wipo/Methods-to-recover-pur…
+++++
METHOD FOR PURIFICATION AND COMPACTION OF FEEDSTOCK FOR PHOTOVOLTAIC APPLICATIONS
WO 2010003456 20100114 ... 14/1/2010
http://www.wipo.int/pctdb/ja/wo.jsp?WO=2010003456&IA=EP20080…
+++++
METHODS AND APPARATUS FOR RECOVERY OF SILICON AND SILICON CARBIDE FROM SPENT WAFER-SAWING SLURRY
WIPO Patent Application WO/2009/126922 ... 12/2009
http://www.sumobrain.com/patents/wipo/Methods-apparatus-reco…
+++++
Recovery method of silicon slurry
Patent application number: 20100189622 ... 29/7/2010
http://www.faqs.org/patents/app/20100189622
+++++
Recovery Of Silicon And Silicon Carbide Powder From Kerf Loss Slurry Using Particle Phase-Transfer Method
United States Patent Application 20100284885 ... 11/11/2010
http://www.freepatentsonline.com/20100284885.pdf
Antwort auf Beitrag Nr.: 40.780.383 von bossi1 am 30.12.10 18:24:11Auffällig dabei ...
nicht alle wollen Zentrifuge mit Laugen oder Lösungsmitteln einsetzen,
sondern versuchen es mit der Phasentranfer-Katalyse (PTC) und Rührwerk
Allgemeine Theorie der Phasentransfer-Katalyse
Einleitung ..
Die Phasentransfer-Katalyse (PTC) ist eine relativ neue präparative Methode der Chemie. Die Grundlagen wurden in den späten 60'er Jahren von drei unabhängigen Arbeitsgruppen (M. Makosza, C. M. Starks und A. Brändström) gelegt.
Phasentransfer-Katalysatoren werden für Reaktionen zwischen Spezies in unterschiedlichen Phasen eingesetzt. Gewöhnlich findet die Reaktion zwischen einem Salz und in organischen Lösungsmitteln gelösten Substanzen statt. Dabei kann das Salz sowohl in wäßriger Lösung als auch ungelöst als Feststoff vorliegen. Ohne Katalysator sind solche Reaktionen in der Regel langsam, treten überhaupt nicht auf oder ergeben ein anderes Produktspektrum als mit Katalysator.
Als Katalysatoren kommen Onium-Salze oder komplexierende Substanzen, die Alkalimetall-Ionen maskieren und damit lösen können, zum Einsatz. Die Funktion des Katalysators besteht meistens darin, Anionen des Salzes als Ionenpaar in die organische Phase zu transportieren. In aprotischen Lösungsmitteln liegen diese Ionenpaare wenig solvatisiert vor und sind sehr reaktiv.
Somit bietet die Phasentransfer-Katalyse folgende Vorteile gegenüber anderen präparativen Methoden:
- Einsparungen an teuren, wasserfreien, aprotischen Lösungsmitteln
- verkürzte Reaktionszeiten und / oder
- niedrigere Reaktionstemperaturen
- vereinfachte Aufarbeitung
- Verwendung von wäßrigen Alkalimetallhydroxiden an Stelle von Alkalimetallalkoxiden, Natriumamid, - - Natriumhydrid oder metallischem Natrium.
- Auffinden von Reaktionen, die anders nicht durchführbar sind
- Verschiebung der Selektivität
- Änderung von Produktverhältnissen (z.B. O-/C- Alkylierung)
- erhöhte Ausbeuten durch Unterdrückung von Nebenreaktionen
Mechanismus der Phasentransfer-Katalyse
Reaktionen unter Phasentransfer-Katalyse können unter sauren, neutralen oder basischen Bedingungen durchgeführt werden.
Unter neutralen Bedingungen
Die PTC-Reaktion für nucleophile Substitutionen wird in Abbildung 1 aufgezeigt.
Es wird ein von Starks vorgeschlagener Mechanismus angenommen. Dabei wird vorausgesetzt, daß Y- lipophiler als X- ist. Das Katalysator-Kation Q+ wandert mit dem Anion Y- von der wäßrigen in die organische Phase. Dort reagiert das entstandene, schwach solvatisierte Ionenpaar schnell mit RX. Q+ kehrt mit X- in die wäßrige Phase zurück, wo Q+ ein neues Y- anlagern kann.

Abbildung 1: Ablauf der PTC-Reaktion bei nucleophilen Substitutionen (Ionenpaare in eckigen Klammern).
Werden sehr lipophile Katalysator-Kationen verwendet, so liegen keine merklichen Konzentrationen von Q+ im wäßrigen Medium vor und es werden nur die Anionen über die Phasengrenze hinweg ausgetauscht. Der Mechanismus vereinfacht sich zu dem in Abbildung 2 gezeigten.

Abbildung 2: Ablauf der PTC-Reaktion bei nucleophilen Substitutionen und lipophilem Katalysator-Kation.
In Gegenwart von Alkalimetallhydroxiden
Bei Reaktionen in Gegenwart von starken Basen ( z.B. bei C-, O- und N- Alkylierungen) ist der Mechanismus nicht so eindeutig, er hängt vom pKa Wert der C-H, N-H oder O-H Säure ab. Relativ starke Säuren, wie Acetylaceton (pKa~9)lösen sich in Natronlauge. Der Phasentransfer-Katalysator dient dazu, das Anion als Ionenpaar in die organische Phase zurückzuextrahieren, wo dann die C- oder O- Alkylierung stattfinden kann. Es gilt wieder der Mechanismus aus Abbildung 2.
Für PTC-Alkylierungen schwacher Säuren wurde folgender Mechanismus postuliert:

Die Deprotonierung findet dabei an der Phasengranze statt. Das Katalysator-Kation erleichtert durch seine positive Ladung die Deprotonierung des Substrates. Außerdem unterstützt es die Ablösung des Substrat-Anions von der Phasengrenze.
Der Einfluß des Lösungsmittels
Die Bildung von Ionenpaaren und ihre physikalischen und chemischen Eigenschaften werden stark von den Wechselwirkungen mit dem Lösungsmittel bestimmt:
Polare protische Lösungsmittel
(z.B. Alkohole) solvatisieren sowohl Anionen als auch Kationen. Jedoch bleiben große quartäre Ammoniumsalze ungelöst. Wegen der Abschirmung durch die Solvathülle verhalten sich viele Anionen wenig reaktiv.
Polare aprotische Lösungsmittel
(z.B. DMSO, DMF) solvatisieren Kationen gut, Anionen aber nur schwach. Daher liegen Salze stark dissoziiert vor und sind somit sehr reaktiv.
Wenig polare aprotische Lösungsmittel
lösen anorganische Salze kaum. Quartäre Oniumsalze und maskierte Alkalimetallsalze sind aber oft gut löslich. Da die Wechselwirkungen zwischen Lösungsmittel und Ionen gering sind, liegen diese fast ausschließlich als Ionenpaare vor und sind sehr reaktiv.
Ein für die Phasentransfer-Katalyse geeignetes Lösungsmittel sollte nicht mit Wasser mischbar und aprotisch sein. Andererseits sollte es in der Lage sein, eine genügend große Menge Ionenpaare zu extrahieren. Als besonders geeignete Lösungsmittel haben sich Dichlormethan, Chloroform und 1,2-Dichlorethan herausgestellt, die oft auch kleine organische Kationen (z.B. Tetramethylammonium) lösen können. Fest/flüssig PTC wird oft in Toluol, Chlorbenzol oder in einem von den genannten halogenierten Lösungsmitteln durchgeführt. Reaktionen ohne zusätzliches Lösungsmittel sind ebenfalls möglich.
Einfluß des Onium-Kations auf die Extraktion
Onium-Kationen unterscheiden sich durch ihre Lipophilie und damit durch ihre Extraktionskonstante EQX für das Extraktionsgleichgewicht zwischen organischer und wäßriger Phase.
Eine Erhöhung der Zahl der Kohlenstoffatome, die das Zentralatom im Onium-Kation umgeben, führt zu einer Steigerung der Lipophilie. Ein Anstieg von log EQX um etwa 0.54 bis 0.61 pro Kohlenstoffatom bei Ammoniumionen wurde in verschiedenen Untersuchungen gefunden. Die Zahl der Kohlenstoffatome ist aber nicht der einzige Faktor, der die Lipophilie bestimmt. So sind z.B. Benzylgruppen viel weniger lipophil als 1-Heptylgruppen und liegen, was ihren Beitrag zur Extraktionskonstante angeht, zwischen Butyl- und Propylgruppen. Deshalb liegt Benzyltriethylammoniumchlorid (TEBA-Cl) hauptsächlich in der wäßrigen Phase vor. Bei Phosphonium- und Arsoniumionen liegen ähnliche Trends vor. Folgende lipophile Reihe wurde aufgestellt:
NHex4+ > NPent4+ >= AsPh4+ > N(iso-C5H11)4+ > PBu4+ > NBu4+ .
Kronenether
Für die Phasentransfer-Katalyse interessant sind Komplexe aus Kronenethern und Natrium- oder Kaliumionen. Die stabilsten Kaliumkomplexe bilden sich mit Kronenethern, die einen 18 Atome großen Ring besitzen wie 18-Krone-6, Dibenzo-18-krone-6 und Dicyclohexyl-18-krone-6. Das kleinere Natriumion bindet sich ebenfalls stärker an die 18 Atome großen Ringe als an die kleineren vergleichbaren Kronenether wie 15-Krone-5, allerdings weniger stark als das Kaliumion.
Kronenether können deshalb als Phasentransfer-Katalysatoren wirken, weil sie Alkalimetallionen "organisch maskieren" und sie zusammen mit ihrem Anion in unpolare organische Lösungsmittel extrahieren können. Der anionische Teil dieses Ionenpaares ist aktiviert. Kronenether schirmen die positive Ladung des Kations ab und fördern somit in polaren aprotischen Lösungsmitteln die Dissoziation des Ionenpaares. In weniger polaren Lösungsmitteln begünstigen sie die Bildung von lockeren, durch Lösungsmittelmoleküle getrennten Ionenpaaren mit höherer Reaktivität. Sogar in protischen Lösungsmitteln können Kronenether durch änderung von Struktur und Zusammensetzung der Solvathülle zu einer Aktivierung führen.
Einfluß des Anions
Der Einfluß des Anions auf die Extraktion wurde in mehreren Arbeiten unter unterschiedlichen Bedingungen beschrieben und führte zu folgender lipophiler Reihe:
Picrat >> MnO4- > ClO4- > SCN- > I- > ( ClO3-, Toluolsulfonat ) > NO3- > Br- > ( CN-, BrO3-, Benzoat ) > ( NO2-, Cl- )> HSO4- > (HCO3-, Acetat ) > (F-, OH-) > SO4- > CO3- > PO4-
Bei PTC-Reaktionen findet eine konkurrierende Extraktion zwischen Katalysatoranion und dem Substratanion statt. Sehr lipophile Anionen wie Iodid und Perchlorat werden bevorzugt extrahiert, was dazu führen kann, daß das Kation als Ionenpaar zusammen mit dem lipophilen Anion extrahiert wird und nicht mehr als Katalysator wirken kann. Ein sehr lipophiles Anion kann also den Katalysator "vergiften", während ein wenig lipophiles Anion die Extraktion des Substratanions begünstigt.
Einfluß der Katalysatormenge
üblich sind Katalysatormengen von 0.5-10 mol%. Eine typische PTC-Reaktion zeigt eine lineare Abhängigkeit der Geschwindigkeit von der Katalysatormenge. Phasentransfer-Katalysatoren können aber besonders in wenig polaren Lösungsmitteln auch Micellen bilden, was zu einem starken Anstieg der Reaktionsgeschwindigkeit in der Nähe der "kritischen Micell-Konzentration" führt.
Rührgeschwindigkeit
Um reproduzierbare kinetische Ergebnisse zu erhalten, muß die Rührgeschwindigkeit oberhalb eines Minimalwertes liegen, der sicherstellt, daß Konzentrationsgradienten auf beiden Seiten der Phasengrenze verhindert werden. Unter Laborbedingungen sind mit einem Magnetrührer bei verdünnten Lösungen Geschwindigkeiten von 200/min und bei konzentrierteren Lösungen 750/min ausreichend.
http://www.uni-bielefeld.de/chemie/emeriti/oc3-dehmlow/ptc.h…
nicht alle wollen Zentrifuge mit Laugen oder Lösungsmitteln einsetzen,
sondern versuchen es mit der Phasentranfer-Katalyse (PTC) und Rührwerk
Allgemeine Theorie der Phasentransfer-Katalyse
Einleitung ..
Die Phasentransfer-Katalyse (PTC) ist eine relativ neue präparative Methode der Chemie. Die Grundlagen wurden in den späten 60'er Jahren von drei unabhängigen Arbeitsgruppen (M. Makosza, C. M. Starks und A. Brändström) gelegt.
Phasentransfer-Katalysatoren werden für Reaktionen zwischen Spezies in unterschiedlichen Phasen eingesetzt. Gewöhnlich findet die Reaktion zwischen einem Salz und in organischen Lösungsmitteln gelösten Substanzen statt. Dabei kann das Salz sowohl in wäßriger Lösung als auch ungelöst als Feststoff vorliegen. Ohne Katalysator sind solche Reaktionen in der Regel langsam, treten überhaupt nicht auf oder ergeben ein anderes Produktspektrum als mit Katalysator.
Als Katalysatoren kommen Onium-Salze oder komplexierende Substanzen, die Alkalimetall-Ionen maskieren und damit lösen können, zum Einsatz. Die Funktion des Katalysators besteht meistens darin, Anionen des Salzes als Ionenpaar in die organische Phase zu transportieren. In aprotischen Lösungsmitteln liegen diese Ionenpaare wenig solvatisiert vor und sind sehr reaktiv.
Somit bietet die Phasentransfer-Katalyse folgende Vorteile gegenüber anderen präparativen Methoden:
- Einsparungen an teuren, wasserfreien, aprotischen Lösungsmitteln
- verkürzte Reaktionszeiten und / oder
- niedrigere Reaktionstemperaturen
- vereinfachte Aufarbeitung
- Verwendung von wäßrigen Alkalimetallhydroxiden an Stelle von Alkalimetallalkoxiden, Natriumamid, - - Natriumhydrid oder metallischem Natrium.
- Auffinden von Reaktionen, die anders nicht durchführbar sind
- Verschiebung der Selektivität
- Änderung von Produktverhältnissen (z.B. O-/C- Alkylierung)
- erhöhte Ausbeuten durch Unterdrückung von Nebenreaktionen
Mechanismus der Phasentransfer-Katalyse
Reaktionen unter Phasentransfer-Katalyse können unter sauren, neutralen oder basischen Bedingungen durchgeführt werden.
Unter neutralen Bedingungen
Die PTC-Reaktion für nucleophile Substitutionen wird in Abbildung 1 aufgezeigt.
Es wird ein von Starks vorgeschlagener Mechanismus angenommen. Dabei wird vorausgesetzt, daß Y- lipophiler als X- ist. Das Katalysator-Kation Q+ wandert mit dem Anion Y- von der wäßrigen in die organische Phase. Dort reagiert das entstandene, schwach solvatisierte Ionenpaar schnell mit RX. Q+ kehrt mit X- in die wäßrige Phase zurück, wo Q+ ein neues Y- anlagern kann.
Abbildung 1: Ablauf der PTC-Reaktion bei nucleophilen Substitutionen (Ionenpaare in eckigen Klammern).
Werden sehr lipophile Katalysator-Kationen verwendet, so liegen keine merklichen Konzentrationen von Q+ im wäßrigen Medium vor und es werden nur die Anionen über die Phasengrenze hinweg ausgetauscht. Der Mechanismus vereinfacht sich zu dem in Abbildung 2 gezeigten.
Abbildung 2: Ablauf der PTC-Reaktion bei nucleophilen Substitutionen und lipophilem Katalysator-Kation.
In Gegenwart von Alkalimetallhydroxiden
Bei Reaktionen in Gegenwart von starken Basen ( z.B. bei C-, O- und N- Alkylierungen) ist der Mechanismus nicht so eindeutig, er hängt vom pKa Wert der C-H, N-H oder O-H Säure ab. Relativ starke Säuren, wie Acetylaceton (pKa~9)lösen sich in Natronlauge. Der Phasentransfer-Katalysator dient dazu, das Anion als Ionenpaar in die organische Phase zurückzuextrahieren, wo dann die C- oder O- Alkylierung stattfinden kann. Es gilt wieder der Mechanismus aus Abbildung 2.
Für PTC-Alkylierungen schwacher Säuren wurde folgender Mechanismus postuliert:
Die Deprotonierung findet dabei an der Phasengranze statt. Das Katalysator-Kation erleichtert durch seine positive Ladung die Deprotonierung des Substrates. Außerdem unterstützt es die Ablösung des Substrat-Anions von der Phasengrenze.
Der Einfluß des Lösungsmittels
Die Bildung von Ionenpaaren und ihre physikalischen und chemischen Eigenschaften werden stark von den Wechselwirkungen mit dem Lösungsmittel bestimmt:
Polare protische Lösungsmittel
(z.B. Alkohole) solvatisieren sowohl Anionen als auch Kationen. Jedoch bleiben große quartäre Ammoniumsalze ungelöst. Wegen der Abschirmung durch die Solvathülle verhalten sich viele Anionen wenig reaktiv.
Polare aprotische Lösungsmittel
(z.B. DMSO, DMF) solvatisieren Kationen gut, Anionen aber nur schwach. Daher liegen Salze stark dissoziiert vor und sind somit sehr reaktiv.
Wenig polare aprotische Lösungsmittel
lösen anorganische Salze kaum. Quartäre Oniumsalze und maskierte Alkalimetallsalze sind aber oft gut löslich. Da die Wechselwirkungen zwischen Lösungsmittel und Ionen gering sind, liegen diese fast ausschließlich als Ionenpaare vor und sind sehr reaktiv.
Ein für die Phasentransfer-Katalyse geeignetes Lösungsmittel sollte nicht mit Wasser mischbar und aprotisch sein. Andererseits sollte es in der Lage sein, eine genügend große Menge Ionenpaare zu extrahieren. Als besonders geeignete Lösungsmittel haben sich Dichlormethan, Chloroform und 1,2-Dichlorethan herausgestellt, die oft auch kleine organische Kationen (z.B. Tetramethylammonium) lösen können. Fest/flüssig PTC wird oft in Toluol, Chlorbenzol oder in einem von den genannten halogenierten Lösungsmitteln durchgeführt. Reaktionen ohne zusätzliches Lösungsmittel sind ebenfalls möglich.
Einfluß des Onium-Kations auf die Extraktion
Onium-Kationen unterscheiden sich durch ihre Lipophilie und damit durch ihre Extraktionskonstante EQX für das Extraktionsgleichgewicht zwischen organischer und wäßriger Phase.
Eine Erhöhung der Zahl der Kohlenstoffatome, die das Zentralatom im Onium-Kation umgeben, führt zu einer Steigerung der Lipophilie. Ein Anstieg von log EQX um etwa 0.54 bis 0.61 pro Kohlenstoffatom bei Ammoniumionen wurde in verschiedenen Untersuchungen gefunden. Die Zahl der Kohlenstoffatome ist aber nicht der einzige Faktor, der die Lipophilie bestimmt. So sind z.B. Benzylgruppen viel weniger lipophil als 1-Heptylgruppen und liegen, was ihren Beitrag zur Extraktionskonstante angeht, zwischen Butyl- und Propylgruppen. Deshalb liegt Benzyltriethylammoniumchlorid (TEBA-Cl) hauptsächlich in der wäßrigen Phase vor. Bei Phosphonium- und Arsoniumionen liegen ähnliche Trends vor. Folgende lipophile Reihe wurde aufgestellt:
NHex4+ > NPent4+ >= AsPh4+ > N(iso-C5H11)4+ > PBu4+ > NBu4+ .
Kronenether
Für die Phasentransfer-Katalyse interessant sind Komplexe aus Kronenethern und Natrium- oder Kaliumionen. Die stabilsten Kaliumkomplexe bilden sich mit Kronenethern, die einen 18 Atome großen Ring besitzen wie 18-Krone-6, Dibenzo-18-krone-6 und Dicyclohexyl-18-krone-6. Das kleinere Natriumion bindet sich ebenfalls stärker an die 18 Atome großen Ringe als an die kleineren vergleichbaren Kronenether wie 15-Krone-5, allerdings weniger stark als das Kaliumion.
Kronenether können deshalb als Phasentransfer-Katalysatoren wirken, weil sie Alkalimetallionen "organisch maskieren" und sie zusammen mit ihrem Anion in unpolare organische Lösungsmittel extrahieren können. Der anionische Teil dieses Ionenpaares ist aktiviert. Kronenether schirmen die positive Ladung des Kations ab und fördern somit in polaren aprotischen Lösungsmitteln die Dissoziation des Ionenpaares. In weniger polaren Lösungsmitteln begünstigen sie die Bildung von lockeren, durch Lösungsmittelmoleküle getrennten Ionenpaaren mit höherer Reaktivität. Sogar in protischen Lösungsmitteln können Kronenether durch änderung von Struktur und Zusammensetzung der Solvathülle zu einer Aktivierung führen.
Einfluß des Anions
Der Einfluß des Anions auf die Extraktion wurde in mehreren Arbeiten unter unterschiedlichen Bedingungen beschrieben und führte zu folgender lipophiler Reihe:
Picrat >> MnO4- > ClO4- > SCN- > I- > ( ClO3-, Toluolsulfonat ) > NO3- > Br- > ( CN-, BrO3-, Benzoat ) > ( NO2-, Cl- )> HSO4- > (HCO3-, Acetat ) > (F-, OH-) > SO4- > CO3- > PO4-
Bei PTC-Reaktionen findet eine konkurrierende Extraktion zwischen Katalysatoranion und dem Substratanion statt. Sehr lipophile Anionen wie Iodid und Perchlorat werden bevorzugt extrahiert, was dazu führen kann, daß das Kation als Ionenpaar zusammen mit dem lipophilen Anion extrahiert wird und nicht mehr als Katalysator wirken kann. Ein sehr lipophiles Anion kann also den Katalysator "vergiften", während ein wenig lipophiles Anion die Extraktion des Substratanions begünstigt.
Einfluß der Katalysatormenge
üblich sind Katalysatormengen von 0.5-10 mol%. Eine typische PTC-Reaktion zeigt eine lineare Abhängigkeit der Geschwindigkeit von der Katalysatormenge. Phasentransfer-Katalysatoren können aber besonders in wenig polaren Lösungsmitteln auch Micellen bilden, was zu einem starken Anstieg der Reaktionsgeschwindigkeit in der Nähe der "kritischen Micell-Konzentration" führt.
Rührgeschwindigkeit
Um reproduzierbare kinetische Ergebnisse zu erhalten, muß die Rührgeschwindigkeit oberhalb eines Minimalwertes liegen, der sicherstellt, daß Konzentrationsgradienten auf beiden Seiten der Phasengrenze verhindert werden. Unter Laborbedingungen sind mit einem Magnetrührer bei verdünnten Lösungen Geschwindigkeiten von 200/min und bei konzentrierteren Lösungen 750/min ausreichend.
http://www.uni-bielefeld.de/chemie/emeriti/oc3-dehmlow/ptc.h…
Solche creativen Leute mag ich ...
Olaf Storbeck

Leiter Modul- und Systementwicklung
Solar World Innovations GmbH
Studium der Physik in Halle, Minsk (Weirussland) und und (Schweden)
14 Jahre Anlagen- und Prozessentwicklung in der Mikroelektronik (Siemens, Infineon, Qimonda)
2 Jahre Modulentwicklung (Solar World)
25 Veröffentlichungen, Patente und Anmeldungen
http://www.silicon-saxony.de/de/Servicelinks/Olaf_Storbeck/1…
Olaf Storbeck
Leiter Modul- und Systementwicklung
Solar World Innovations GmbH
Studium der Physik in Halle, Minsk (Weirussland) und und (Schweden)
14 Jahre Anlagen- und Prozessentwicklung in der Mikroelektronik (Siemens, Infineon, Qimonda)
2 Jahre Modulentwicklung (Solar World)
25 Veröffentlichungen, Patente und Anmeldungen
http://www.silicon-saxony.de/de/Servicelinks/Olaf_Storbeck/1…
Glasrecycling von Dünnschicht PV der TU BERGAKADEMIE FREIBERG ...
USE OF ALUMINOSILICATE GLASSES AS SUBSTRATE GLASSES FOR PHOTOPHOLTAICS
WIPO Patent Application WO/2010/133522
Inventors:
HESSENKEMPER, Heiko (Am Hasenborn 22, Großschirma, 09603, DE)
Publication Date:
November 25, 2010
Assignee:
TU BERGAKADEMIE FREIBERG (Akademiestr. 6, Freiberg, 09596, DE)
Auszug ...
Die erfindungsgemäßen Gläser können ganz oder teilweise aus mineralischen Reststoffen gewonnen werden, z. B. aus den Rückständen von Müllverbrennungsanlagen, Filterstäuben, Schlacken der Metallherstellung, wobei hier ein zusätzlicher Effekt darin gesehen werden kann, dass auch der Energieinhalt verwendet werden kann, da dem Schmelzprozess flüssige Schlacken von gut 1.300 0 C zugefügt werden können.
Weiter sind Reste aus dem Glasrecycling, Natronlauge aus chemischen Prozessen und zerkleinerte, wieder aufzubereitende ganze Photovoltaikmodule einsetzbar. Auch ist es möglich, komplette Module oder Modulteile als Quelle mineralischer Reststoffe der Glasschmelze zuzuführen. Möglich ist es auch, nichttransparente Alumosilikatgläser zu verwenden. Damit können auch Restgläser oder Restglasabfälle verwendet werden, die färbende Oxidanteile enthalten. Erfindungsgemäß werden Alumosilikatgläser verwendet, die, bezogen auf die Oxidbasis der Glaszusammensetzung in Mol-%, einen Aluminiumgehalt besitzen, der über dem Alkaliengehalt liegt. Durch die damit definierten 4er- und 6erKoordination des Sauerstoffs zum Aluminium werden zusammen mit der festen Einbindung der Alkalien Eigenschaften definiert, die die Halbleitertechnologie im Dünnschichtbereich der Photovoltaik substantiell beeinflussen können. Hierzu gehören die deutlich reduzierte Alkalienmobilität und die möglichen erheblich erhöhten Transformationstemperaturen (z. B. 696 0 C gegenüber 560 0 C von üblichem Floatglas im Vergleich zu Kalk-Natron-Silikatglas). - A -
Besonders bevorzugt verwendet werden Alumoalkali-Silikatgläser mit einer hohen Trans- formationstemperatur im Bereich von 680 0 C bis 710 0 C und einem niedrigen Alkaligehalt R 2 O von 3-5 Mol-% bezogen auf die Oxidbasis.
Für die PV-Dünnschichtindustrie ergeben die Eigenschaften der erfindungsgemäßen Alumosilikatgläser erhebliche Optimierungsmöglichkeiten für ihre Prozesse. So lassen sich bei den nun möglichen höheren Prozesstemperaturen erhöhte Sputterraten mit einer höheren elektrischen Ausbeute der Module realisieren. Erreicht wird eine erhöhte Produktivität in Kombination mit höheren Wirkungsgraden. Auch lassen sich darüber hinaus noch weitere Kosteneinsparungen im Bereich der Glasherstellung realisieren. Zwar werden die Schmelzkosten ansteigen, da aber die Rohstoffe aus industriellen Reststoffen gewonnen werden können, fallen nicht nur die Rohstoffkosten komplett weg, es können sogar noch Entsorgungskosten als aktiver Beitrag eingespielt werden.
Da diese Gläser immer einen höheren Eisengehalt haben werden, werden sie als Schwarzgläser bezeichnet. Zur Kostenoptimierung kann darüber hinaus gerade für die Dünnschichttechnologie ein sehr kostengünstiger Recyclingpfad aufgebaut werden, da die Module komplett als Glasmaterial wiederverwertet und eingeschmolzen werden können, zumal sich auch problematische Halbleitermaterialien risikolos in die Glasmatrix bei der Herstellung der Substratgläser einbauen lassen. Auch die Möglichkeit, teilweise flüssige Schlacken mit Temperaturen bis 1.300 0 C der Glasschmelze im Prozess zuzuführen, senkt die sehr hohen Energiekosten, die im Flachglasbereich bis zu 30 % der Gesamtkosten betragen können.
http://www.sumobrain.com/patents/wipo/Use-aluminosilicate-gl…
USE OF ALUMINOSILICATE GLASSES AS SUBSTRATE GLASSES FOR PHOTOPHOLTAICS
WIPO Patent Application WO/2010/133522
Inventors:
HESSENKEMPER, Heiko (Am Hasenborn 22, Großschirma, 09603, DE)
Publication Date:
November 25, 2010
Assignee:
TU BERGAKADEMIE FREIBERG (Akademiestr. 6, Freiberg, 09596, DE)
Auszug ...
Die erfindungsgemäßen Gläser können ganz oder teilweise aus mineralischen Reststoffen gewonnen werden, z. B. aus den Rückständen von Müllverbrennungsanlagen, Filterstäuben, Schlacken der Metallherstellung, wobei hier ein zusätzlicher Effekt darin gesehen werden kann, dass auch der Energieinhalt verwendet werden kann, da dem Schmelzprozess flüssige Schlacken von gut 1.300 0 C zugefügt werden können.
Weiter sind Reste aus dem Glasrecycling, Natronlauge aus chemischen Prozessen und zerkleinerte, wieder aufzubereitende ganze Photovoltaikmodule einsetzbar. Auch ist es möglich, komplette Module oder Modulteile als Quelle mineralischer Reststoffe der Glasschmelze zuzuführen. Möglich ist es auch, nichttransparente Alumosilikatgläser zu verwenden. Damit können auch Restgläser oder Restglasabfälle verwendet werden, die färbende Oxidanteile enthalten. Erfindungsgemäß werden Alumosilikatgläser verwendet, die, bezogen auf die Oxidbasis der Glaszusammensetzung in Mol-%, einen Aluminiumgehalt besitzen, der über dem Alkaliengehalt liegt. Durch die damit definierten 4er- und 6erKoordination des Sauerstoffs zum Aluminium werden zusammen mit der festen Einbindung der Alkalien Eigenschaften definiert, die die Halbleitertechnologie im Dünnschichtbereich der Photovoltaik substantiell beeinflussen können. Hierzu gehören die deutlich reduzierte Alkalienmobilität und die möglichen erheblich erhöhten Transformationstemperaturen (z. B. 696 0 C gegenüber 560 0 C von üblichem Floatglas im Vergleich zu Kalk-Natron-Silikatglas). - A -
Besonders bevorzugt verwendet werden Alumoalkali-Silikatgläser mit einer hohen Trans- formationstemperatur im Bereich von 680 0 C bis 710 0 C und einem niedrigen Alkaligehalt R 2 O von 3-5 Mol-% bezogen auf die Oxidbasis.
Für die PV-Dünnschichtindustrie ergeben die Eigenschaften der erfindungsgemäßen Alumosilikatgläser erhebliche Optimierungsmöglichkeiten für ihre Prozesse. So lassen sich bei den nun möglichen höheren Prozesstemperaturen erhöhte Sputterraten mit einer höheren elektrischen Ausbeute der Module realisieren. Erreicht wird eine erhöhte Produktivität in Kombination mit höheren Wirkungsgraden. Auch lassen sich darüber hinaus noch weitere Kosteneinsparungen im Bereich der Glasherstellung realisieren. Zwar werden die Schmelzkosten ansteigen, da aber die Rohstoffe aus industriellen Reststoffen gewonnen werden können, fallen nicht nur die Rohstoffkosten komplett weg, es können sogar noch Entsorgungskosten als aktiver Beitrag eingespielt werden.
Da diese Gläser immer einen höheren Eisengehalt haben werden, werden sie als Schwarzgläser bezeichnet. Zur Kostenoptimierung kann darüber hinaus gerade für die Dünnschichttechnologie ein sehr kostengünstiger Recyclingpfad aufgebaut werden, da die Module komplett als Glasmaterial wiederverwertet und eingeschmolzen werden können, zumal sich auch problematische Halbleitermaterialien risikolos in die Glasmatrix bei der Herstellung der Substratgläser einbauen lassen. Auch die Möglichkeit, teilweise flüssige Schlacken mit Temperaturen bis 1.300 0 C der Glasschmelze im Prozess zuzuführen, senkt die sehr hohen Energiekosten, die im Flachglasbereich bis zu 30 % der Gesamtkosten betragen können.
http://www.sumobrain.com/patents/wipo/Use-aluminosilicate-gl…
Sunpower rüstet sich für Ausleseprozess
Die Solarbranche steht vor einer Marktbereinigung. Nur die Unternehmen, die alle Fertigungsschritte von Photovoltaikanlagen abdecken und ihre Kosten im Griff haben, können im internationalen Wettbewerb bestehen. Einigen Herstellern droht das Aus.
http://www.handelsblatt.com/unternehmen/industrie/solarbranc…
Die Solarbranche steht vor einer Marktbereinigung. Nur die Unternehmen, die alle Fertigungsschritte von Photovoltaikanlagen abdecken und ihre Kosten im Griff haben, können im internationalen Wettbewerb bestehen. Einigen Herstellern droht das Aus.
http://www.handelsblatt.com/unternehmen/industrie/solarbranc…
Antwort auf Beitrag Nr.: 40.782.129 von bossi1 am 31.12.10 09:55:43Inventors: HESSENKEMPER, Heiko ...
Schulterschluss mit der Photovoltaik
(PM) Die Glas- und Solarindustrie könnten stark voneinander profitieren, doch haben sie bisher nicht recht zusammengefunden. Die solarpeq, die neue Schwestermesse der glasstec, ebnet nun den Weg für engere Kooperationen und Synergien.
Glasproduktion ist ein hartes Geschäft: Bei mehr als 1.000 Grad Celsius Hitze werden Sand, Kalk, Soda und Scherben eingeschmolzen, bevor sie beispielsweise zu Fenstern, Flaschen und Industrieglas verarbeitet werden. Eine solche Industrie mag gar nicht so recht zur filigranen Photovoltaik (PV) passen – sollte man zunächst meinen. Doch Glas ist ein Schlüsselprodukt für die Solarenergie: Immer häufiger landen dünne Scheiben in PV-Anlagen auf Hausdächern. Umgekehrt profitiert die Glasindustrie vom Solarboom. Denn während das Geschäft mit Verpackungsglas kaum noch wächst, zieht der Solarglasabsatz kräftig an.
Gemeinsame Roadmap für Produkte und Anwendungen
Die solarpeq, die vom 28. September bis 1. Oktober erstmals parallel zur weltweit bedeutendsten Messe der Glasbranche, glasstec, stattfand, trägt der zunehmenden Bedeutung der Solartechnik für die Verarbeitung von Glas Rechnung. Bereits der Auftakt der Messe legte den Grundstein für eine engere Kooperation der beiden Branchen: Auf der solarpeq-Konferenz „Solar meets Glass“ verabredeten führende Vertreter der Industrien, eine gemeinsame Roadmap für Produkte und Anwendungen zu definieren – das wäre ein entscheidender Schritt für weitere Innovationen und Kostensenkungen.
Noch viel Luft für Kostensenkungen
Die Glasproduzenten und Modulbauern werden aber noch einige Probleme zu lösen haben. Die Glasindustrie hat sich bisher kaum um Innovationen beim Solarglas bemüht. Was man ihr nicht vorwerfen kann, denn die PV wird für sie erst allmählich zu einer relevanten Größe. Hauptabnehmer waren stets die Auto- und Bauindustrie. Wo technischer Fortschritt fehlt, bleiben auch Kostenersparnisse aus. Solarglas ist mit rund zehn Euro pro Quadratmeter immer noch genauso teuer wie zu Beginn des PV-Booms vor vier Jahren. Es mache, so erklärte der Wissenschaftler Heiko Hessenkemper von der TU Bergakademie Freiberg auf der Konferenz, in kristallinen Siliziummodulen inzwischen rund fünf Prozent der Kosten aus, in Dünnschichtpaneelen, wo Träger- und Deckgläser nötig seien, sogar bis zu 30 Prozent. „Glas kann zum Flaschenhals bei der weiteren Senkung der solaren Produktionskosten werden“, warnte der Experte.
Entscheidend für den Erfolg von „Solar meets Glass“: Die Glashersteller zeigten sich offen für die Kritik und Bedürfnisse ihrer neuen Partner. So erklärte Ruud Gerlings, Chef des ostdeutschen Glasherstellers F-Glass, selbstkritisch: „Die Solarglasherstellung ist bisher nicht standardisiert, es gibt keine zusammenhängende Wertschöpfung, und bei den meisten Unternehmen steht das Thema Glaslogistik auch noch nicht auf der Agenda.“
Zahlreiche Innovationen in Düsseldorf
Dass die Glasbranche inzwischen auf die PV-Industrie setzt, bewies sie auch in den Messehallen. Der österreichische Maschinenbauer Lisec zum Beispiel präsentierte eine Anlage für die Flachglasveredelung, die Glasscheiben mit nur zwei Millimeter Dicke härten kann. Bisher gängige Glashärteanlagen können wegen der Bruchgefahr Solargläser mit nur drei bis vier Millimeter vorspannen. So könne die Solarbranche mithilfe der neuen Anlage deutlich Materialkosten sparen, erklärte Vertriebsmitarbeiter Alexander Kronsteiner. Lisec selbst nutzt sein Know-how für ein besonders robustes multikristallines Doppelglasmodul. Dafür verarbeitet die Firma auch auf der Rückseite statt des üblichen Kunststoffs ihr Zwei-Millimeter-Glas. „Damit ist das Paneel nahezu unkaputtbar“, sagt Kronsteiner.
Freilich hat die Solarindustrie aber auch eigene Innovationen zu bieten. Diese präsentierten die PV-Zulieferer an der Seite der Glasspezialisten auf der solarpeq. Die bayerische Firma Grenzebach zum Beispiel, die sich auf die Automatisierung von Dünnschichtproduktionen spezialisiert hat, rückte gleich mit mehreren Neuheiten in Düsseldorf an. Grenzebachs neue Handlinganlage transportiert Glas dank eines tragenden Gases ohne es zu berühren. So werden Kratzer und Verschmutzung vermieden. Das neue Shuttle-System bringt Gläser schnell von A nach B und sorgt so für Tempo in der Produktion. Zudem offeriert Grenzebach neuerdings eine gemeinsam mit der Firma Kumatec entwickelte Anlage zum Ultraschallschweißen von Anschlussdosen. Normalerweise werden die Dosen, die die elektrischen Anschlüsse eines Moduls beinhalten, gelötet. Beim Ultraschallschweißen werden keine weiteren Hilfsmaterialien benötigt und das Modul wird mechanisch nicht belastet.
Quelle: solarpeq 2010, www.solarpeq.de
+++++
Professur für Glas- und Emailtechnik
Technologieorientierte industrienahe Entwicklungen und Beratung

Prof. Dr.-Ing. Heiko Hessenkemper
Institut für Keramik, Glas- und Baustofftechnik
TU Bergakademie Freiberg
Leipziger Straße 28
09596 Freiberg
Schulterschluss mit der Photovoltaik
(PM) Die Glas- und Solarindustrie könnten stark voneinander profitieren, doch haben sie bisher nicht recht zusammengefunden. Die solarpeq, die neue Schwestermesse der glasstec, ebnet nun den Weg für engere Kooperationen und Synergien.
Glasproduktion ist ein hartes Geschäft: Bei mehr als 1.000 Grad Celsius Hitze werden Sand, Kalk, Soda und Scherben eingeschmolzen, bevor sie beispielsweise zu Fenstern, Flaschen und Industrieglas verarbeitet werden. Eine solche Industrie mag gar nicht so recht zur filigranen Photovoltaik (PV) passen – sollte man zunächst meinen. Doch Glas ist ein Schlüsselprodukt für die Solarenergie: Immer häufiger landen dünne Scheiben in PV-Anlagen auf Hausdächern. Umgekehrt profitiert die Glasindustrie vom Solarboom. Denn während das Geschäft mit Verpackungsglas kaum noch wächst, zieht der Solarglasabsatz kräftig an.
Gemeinsame Roadmap für Produkte und Anwendungen
Die solarpeq, die vom 28. September bis 1. Oktober erstmals parallel zur weltweit bedeutendsten Messe der Glasbranche, glasstec, stattfand, trägt der zunehmenden Bedeutung der Solartechnik für die Verarbeitung von Glas Rechnung. Bereits der Auftakt der Messe legte den Grundstein für eine engere Kooperation der beiden Branchen: Auf der solarpeq-Konferenz „Solar meets Glass“ verabredeten führende Vertreter der Industrien, eine gemeinsame Roadmap für Produkte und Anwendungen zu definieren – das wäre ein entscheidender Schritt für weitere Innovationen und Kostensenkungen.
Noch viel Luft für Kostensenkungen
Die Glasproduzenten und Modulbauern werden aber noch einige Probleme zu lösen haben. Die Glasindustrie hat sich bisher kaum um Innovationen beim Solarglas bemüht. Was man ihr nicht vorwerfen kann, denn die PV wird für sie erst allmählich zu einer relevanten Größe. Hauptabnehmer waren stets die Auto- und Bauindustrie. Wo technischer Fortschritt fehlt, bleiben auch Kostenersparnisse aus. Solarglas ist mit rund zehn Euro pro Quadratmeter immer noch genauso teuer wie zu Beginn des PV-Booms vor vier Jahren. Es mache, so erklärte der Wissenschaftler Heiko Hessenkemper von der TU Bergakademie Freiberg auf der Konferenz, in kristallinen Siliziummodulen inzwischen rund fünf Prozent der Kosten aus, in Dünnschichtpaneelen, wo Träger- und Deckgläser nötig seien, sogar bis zu 30 Prozent. „Glas kann zum Flaschenhals bei der weiteren Senkung der solaren Produktionskosten werden“, warnte der Experte.
Entscheidend für den Erfolg von „Solar meets Glass“: Die Glashersteller zeigten sich offen für die Kritik und Bedürfnisse ihrer neuen Partner. So erklärte Ruud Gerlings, Chef des ostdeutschen Glasherstellers F-Glass, selbstkritisch: „Die Solarglasherstellung ist bisher nicht standardisiert, es gibt keine zusammenhängende Wertschöpfung, und bei den meisten Unternehmen steht das Thema Glaslogistik auch noch nicht auf der Agenda.“
Zahlreiche Innovationen in Düsseldorf
Dass die Glasbranche inzwischen auf die PV-Industrie setzt, bewies sie auch in den Messehallen. Der österreichische Maschinenbauer Lisec zum Beispiel präsentierte eine Anlage für die Flachglasveredelung, die Glasscheiben mit nur zwei Millimeter Dicke härten kann. Bisher gängige Glashärteanlagen können wegen der Bruchgefahr Solargläser mit nur drei bis vier Millimeter vorspannen. So könne die Solarbranche mithilfe der neuen Anlage deutlich Materialkosten sparen, erklärte Vertriebsmitarbeiter Alexander Kronsteiner. Lisec selbst nutzt sein Know-how für ein besonders robustes multikristallines Doppelglasmodul. Dafür verarbeitet die Firma auch auf der Rückseite statt des üblichen Kunststoffs ihr Zwei-Millimeter-Glas. „Damit ist das Paneel nahezu unkaputtbar“, sagt Kronsteiner.
Freilich hat die Solarindustrie aber auch eigene Innovationen zu bieten. Diese präsentierten die PV-Zulieferer an der Seite der Glasspezialisten auf der solarpeq. Die bayerische Firma Grenzebach zum Beispiel, die sich auf die Automatisierung von Dünnschichtproduktionen spezialisiert hat, rückte gleich mit mehreren Neuheiten in Düsseldorf an. Grenzebachs neue Handlinganlage transportiert Glas dank eines tragenden Gases ohne es zu berühren. So werden Kratzer und Verschmutzung vermieden. Das neue Shuttle-System bringt Gläser schnell von A nach B und sorgt so für Tempo in der Produktion. Zudem offeriert Grenzebach neuerdings eine gemeinsam mit der Firma Kumatec entwickelte Anlage zum Ultraschallschweißen von Anschlussdosen. Normalerweise werden die Dosen, die die elektrischen Anschlüsse eines Moduls beinhalten, gelötet. Beim Ultraschallschweißen werden keine weiteren Hilfsmaterialien benötigt und das Modul wird mechanisch nicht belastet.
Quelle: solarpeq 2010, www.solarpeq.de
+++++
Professur für Glas- und Emailtechnik
Technologieorientierte industrienahe Entwicklungen und Beratung
Prof. Dr.-Ing. Heiko Hessenkemper
Institut für Keramik, Glas- und Baustofftechnik
TU Bergakademie Freiberg
Leipziger Straße 28
09596 Freiberg
Die Volksbatterie
Mit einer erhöhten Eigenstromzulage wird es für Verbraucher attraktiver, Solarstrom vom eigenen
Dach selbst zu nutzen. Die Industrie wittert ein neues Massenprodukt: die Batterie für den Keller.
Hohe Speicherkosten dämpfen die Euphorie allerdings noch. ... inkl. Beitrag zu Solarworld
http://www.neueenergie.net/fileadmin/ne/ne_inhalte/dokumente…
Mit einer erhöhten Eigenstromzulage wird es für Verbraucher attraktiver, Solarstrom vom eigenen
Dach selbst zu nutzen. Die Industrie wittert ein neues Massenprodukt: die Batterie für den Keller.
Hohe Speicherkosten dämpfen die Euphorie allerdings noch. ... inkl. Beitrag zu Solarworld
http://www.neueenergie.net/fileadmin/ne/ne_inhalte/dokumente…
Sächsisches Staatsministerium
für Wirtschaft und Arbeit
Energieforschung in Sachsen (Beispiele)
für Wirtschaft und Arbeit
Energieforschung in Sachsen (Beispiele)
Referenzen zu abgeschlossenen Projekten 2010 ...
Aufbereitung mineralischer Rohstoffe
Referenzen - Seite 7 von 7
UVR-FIA GmbH
Chemnitzer Str. 40
09599 Freiberg
Synthetische Mineralstoffe, Mineralische Reststoffe
• Technologische Entwicklungsarbeiten zur Zerkleinerung und Klassierung von
Korund sowie zur Abscheidung von Fremdstoffen daraus
• Technologie zur Herstellung von Schleifmittelkörnungen mit hohen
Anforderungen
• Entwicklung einer Prallapparatur zur Dispergierung von Korundagglomeraten,
HERMES Schleifkörper GmbH, Dresden
• Mahlung und Reinigung von Siliziumkarbid und -nitrid für Konstruktions- und
Funktionskeramik
• Entfernung von Eisen aus Industriemineralien
• Untersuchungen zur Verbesserung der Silizium-Zerkleinerung für Wacker-
Chemie (Werke Burghausen und Nünchritz)
• Zerkleinerung und Magnetscheidung von Silizium, FNE GmbH Freiberg
• Technologische Bewertung der Silizium-Mahl- und Sichtanlage, Bayer AG
Leverkusen
• Verfahrensentwicklung zur Erzeugung aktiver Silizium-Pigmente
• Rückgewinnung Solar-Silizium aus Fertigungsresten der Solar-Wafer-Produktion
• Pelettieren von Silizium-Recyclingprodukten; Elkem, Meerbusch
• Bewertung einer Einkammer-Durchlaufmühle und Optimierung der
Mahlbedingungen für die trockene Feinmahlung von Al2O3 (ALCOA Rotterdam)
• Mahlung von Alt-Katalysatoren in Kugelmühlen, Metaal Magnus International
Amsterdam
• Aufbereitung von Ferritpulvern für die Herstellung von Kompositmaterialien
• Werkstoff- und Verfahrensuntersuchungen zur Entwicklung von
weichmagnetischen Hochleistungsferriten
• Feinstmahlung von Zellulose, Fa. Rettenmaier
• Mahlung von Braunkohlenaschen als Sekundärrohstoff,
MUEG Braunsbedra
• Untersuchung der kontinuierlichen Mahlung von Mineralwolle
http://www.uvr-fia.de/download/informationen/UVR-FIA-Referen…
Aufbereitung mineralischer Rohstoffe
Referenzen - Seite 7 von 7
UVR-FIA GmbH
Chemnitzer Str. 40
09599 Freiberg
Synthetische Mineralstoffe, Mineralische Reststoffe
• Technologische Entwicklungsarbeiten zur Zerkleinerung und Klassierung von
Korund sowie zur Abscheidung von Fremdstoffen daraus
• Technologie zur Herstellung von Schleifmittelkörnungen mit hohen
Anforderungen
• Entwicklung einer Prallapparatur zur Dispergierung von Korundagglomeraten,
HERMES Schleifkörper GmbH, Dresden
• Mahlung und Reinigung von Siliziumkarbid und -nitrid für Konstruktions- und
Funktionskeramik
• Entfernung von Eisen aus Industriemineralien
• Untersuchungen zur Verbesserung der Silizium-Zerkleinerung für Wacker-
Chemie (Werke Burghausen und Nünchritz)
• Zerkleinerung und Magnetscheidung von Silizium, FNE GmbH Freiberg
• Technologische Bewertung der Silizium-Mahl- und Sichtanlage, Bayer AG
Leverkusen
• Verfahrensentwicklung zur Erzeugung aktiver Silizium-Pigmente
• Rückgewinnung Solar-Silizium aus Fertigungsresten der Solar-Wafer-Produktion
• Pelettieren von Silizium-Recyclingprodukten; Elkem, Meerbusch
• Bewertung einer Einkammer-Durchlaufmühle und Optimierung der
Mahlbedingungen für die trockene Feinmahlung von Al2O3 (ALCOA Rotterdam)
• Mahlung von Alt-Katalysatoren in Kugelmühlen, Metaal Magnus International
Amsterdam
• Aufbereitung von Ferritpulvern für die Herstellung von Kompositmaterialien
• Werkstoff- und Verfahrensuntersuchungen zur Entwicklung von
weichmagnetischen Hochleistungsferriten
• Feinstmahlung von Zellulose, Fa. Rettenmaier
• Mahlung von Braunkohlenaschen als Sekundärrohstoff,
MUEG Braunsbedra
• Untersuchung der kontinuierlichen Mahlung von Mineralwolle
http://www.uvr-fia.de/download/informationen/UVR-FIA-Referen…
1. Ab welcher Grössenordnung würde es sich für SW lohnen den Sägeabfall wieder zu verwerten.
Das würde mit dem eigenen Bedarf anfangen. In jeder Tonne Slurry die recyclet wird ist ca.10% Silizium enthalten. Das Slurry Recycling selbst macht in Freiberg für uns die SiC Processing. Wir brauchen dann ein großes Grundstück, Gebäude mit Lagerflächen, Büro- und Laborräume ... das kostet viel Geld. Rein zufällig hat Sunicon aus dem beendetem Schleuten 50/50 UMG- JV den Anteil für ein 20.000 qm Grundstück mit Lager-, Büro- und Laborflächen für 1€ übernommen. Kann man im GB 2009 nachlesen. Liegt sehr praktisch für Synergien neben dem Recyclingzentrum in Freiberg.
+++++
2. Wären Zukäufe (Abfall) gerechtfertigt. Würde man den Überhaupt von der Konkurenz bekommen.
Gibt es einen Handel(Spotmarkt)dafür. Was kostet zB. 1 Tonne von den sogenannten SLURRY.
Die Konkurrenz recyclet das Slurry ja nicht selbst, das machen Firmen wie der weltmartktführer SiC Processing mit weltweit 238.000 t pro Jahr oder Metallkraft. Sogar Yingli ist Kunde bei SiC Processing, Metallkraft arbeit z.B. für REC in Singapur. Der Si-Abfall geht um Entsorgungskosten zu sparen an Gießereien. Das muß also spottbillig sein. Man könnte in ein JV mit dem Dienstleister SiC Processing eintreten und wäre sofort mitten im Geschäft. Der Gedanke kam mir, als ich gelesen habe, daß der Weltmarkführer bei Drahtsägen Meyer Burger bereits ein JV mit SiC beim Slurry hat. Bei SiC Processing werden bei 238.000 t Slurry etwas über 20.000 t Silizium entsorgt, die einen wirtschaftlichen Wert von über 1 Mrd. USD darstellen. Beide arbeiten für die Deutsche Solar. Auch Sunicon recyclet als Dienstleister Module für Fremdfirmen. Kann man im GB nachlesen. Das Recycling von Si-Abfall könnte in einem JV mit z.B. mit SiC Processing auf ihre Kunden ausgeweitet werden. Zusätzlich besteht auch die Möglichkeit auf eigene Rechnung die Siliziumabfälle am Markt aufzukaufen, den auch die Gießereien benutzen. Zahlt man etwas mehr, wird es für die Gießereien einfach zu teuer.
Für Gießereisande werden SiO2-Gehalte von mindestens 97%, häufiger sogar über 99%, gefordert, also eigentlich sehr preiswertes Material.
http://www.euroquarz.de/unterschiedliche_quarzrohstoffe.html
In einem Patent habe ich gelesen, daß die Si-Abfälle gepreßt werden zu Briketts und dann an die Gießereien gehen. Für Sunicon wäre aber eine Anlieferung per Silotransporter praktischer. Das Recycling selbst ist sehr einfach aufgebaut und ein durchlaufender automatischer Prozeß, wozu eine wässerige Suspension oder Lösungsmittel eingesetzt wird. Das fertige Endprodukt ist ein Silizium Pulver, das an der Luft verschmutzen und oxidieren würde. Erstaunlicherweise gab es eine Reihe von Patenten zum pressen von Si unter Vakuum, die ich damals erst JSSI zugeordent habe. Das verhindert das oxidieren vom Siliziumpulver.
So ein Thema kann man oft nicht mit einem Patent abdecken.
Das würde mit dem eigenen Bedarf anfangen. In jeder Tonne Slurry die recyclet wird ist ca.10% Silizium enthalten. Das Slurry Recycling selbst macht in Freiberg für uns die SiC Processing. Wir brauchen dann ein großes Grundstück, Gebäude mit Lagerflächen, Büro- und Laborräume ... das kostet viel Geld. Rein zufällig hat Sunicon aus dem beendetem Schleuten 50/50 UMG- JV den Anteil für ein 20.000 qm Grundstück mit Lager-, Büro- und Laborflächen für 1€ übernommen. Kann man im GB 2009 nachlesen. Liegt sehr praktisch für Synergien neben dem Recyclingzentrum in Freiberg.
+++++
2. Wären Zukäufe (Abfall) gerechtfertigt. Würde man den Überhaupt von der Konkurenz bekommen.
Gibt es einen Handel(Spotmarkt)dafür. Was kostet zB. 1 Tonne von den sogenannten SLURRY.
Die Konkurrenz recyclet das Slurry ja nicht selbst, das machen Firmen wie der weltmartktführer SiC Processing mit weltweit 238.000 t pro Jahr oder Metallkraft. Sogar Yingli ist Kunde bei SiC Processing, Metallkraft arbeit z.B. für REC in Singapur. Der Si-Abfall geht um Entsorgungskosten zu sparen an Gießereien. Das muß also spottbillig sein. Man könnte in ein JV mit dem Dienstleister SiC Processing eintreten und wäre sofort mitten im Geschäft. Der Gedanke kam mir, als ich gelesen habe, daß der Weltmarkführer bei Drahtsägen Meyer Burger bereits ein JV mit SiC beim Slurry hat. Bei SiC Processing werden bei 238.000 t Slurry etwas über 20.000 t Silizium entsorgt, die einen wirtschaftlichen Wert von über 1 Mrd. USD darstellen. Beide arbeiten für die Deutsche Solar. Auch Sunicon recyclet als Dienstleister Module für Fremdfirmen. Kann man im GB nachlesen. Das Recycling von Si-Abfall könnte in einem JV mit z.B. mit SiC Processing auf ihre Kunden ausgeweitet werden. Zusätzlich besteht auch die Möglichkeit auf eigene Rechnung die Siliziumabfälle am Markt aufzukaufen, den auch die Gießereien benutzen. Zahlt man etwas mehr, wird es für die Gießereien einfach zu teuer.
Für Gießereisande werden SiO2-Gehalte von mindestens 97%, häufiger sogar über 99%, gefordert, also eigentlich sehr preiswertes Material.
http://www.euroquarz.de/unterschiedliche_quarzrohstoffe.html
In einem Patent habe ich gelesen, daß die Si-Abfälle gepreßt werden zu Briketts und dann an die Gießereien gehen. Für Sunicon wäre aber eine Anlieferung per Silotransporter praktischer. Das Recycling selbst ist sehr einfach aufgebaut und ein durchlaufender automatischer Prozeß, wozu eine wässerige Suspension oder Lösungsmittel eingesetzt wird. Das fertige Endprodukt ist ein Silizium Pulver, das an der Luft verschmutzen und oxidieren würde. Erstaunlicherweise gab es eine Reihe von Patenten zum pressen von Si unter Vakuum, die ich damals erst JSSI zugeordent habe. Das verhindert das oxidieren vom Siliziumpulver.
So ein Thema kann man oft nicht mit einem Patent abdecken.
Antwort auf Beitrag Nr.: 40.826.931 von bossi1 am 08.01.11 23:45:42Ebenfalls schönes Neues Jahr! Interessante Materialsammlung!
Antwort auf Beitrag Nr.: 40.835.688 von petervale2002 am 10.01.11 21:39:50Sunpower schließt Abnahmeverträge mit SCE
10. JANUAR 2011 | MÄRKTE UND TRENDS, TOPNEWS
711 Megawatt Photovoltaik-Leistung will das US-Unternehmen bis Ende 2016 in Kalifornien installieren. Für den Solarstrom aus den drei riesigen Solarparks schloss Sunpower nun mit Southern California Edison entsprechende Abnahmeverträge.
http://www.photovoltaik.eu/nachrichten/details/beitrag/sunpo…
... und zu schade für den Hauptthread
10. JANUAR 2011 | MÄRKTE UND TRENDS, TOPNEWS
711 Megawatt Photovoltaik-Leistung will das US-Unternehmen bis Ende 2016 in Kalifornien installieren. Für den Solarstrom aus den drei riesigen Solarparks schloss Sunpower nun mit Southern California Edison entsprechende Abnahmeverträge.
http://www.photovoltaik.eu/nachrichten/details/beitrag/sunpo…
... und zu schade für den Hauptthread
Im Prinzip liegen die 400m Cash immer noch auf dem Firmenkonto. Sie haben aber dann im ersten Jahr Brutto-Kosten von über 24mEUR verursacht plus die Emissionskosten. 24mEUR - für was, in den vergangenen Monaten? Hätte man sich diese Kosten nicht sparen können. Peanuts sind das immerhin nicht gerade, bei eh immer weiter steigendem Margendruck im op. Geschäft.
Keine Ahnung was FA mit dem ganzen Geld will ...
FA hat noch ein angemietetes 20.000 qm Grundstück in Freiberg mit Lager, Büro und Laborräumen ganz in der Nähe vom Recyclingzentrum. Das stammt noch aus dem Scheuten JV zu UMG-Silizium, das 2009 beendet wurde. Zu dem Thema gab es sogar ein sehr ausführliches Patent der Sunicon von 26/11/2009 von Prof. Woditsch & A. Müller. Beide sind ehemalige BAYER Mitarbeiter und das wurde auch bei ihrem alternativem Lösungsweg deutlich.
http://www.wipo.int/pctdb/en/wo.jsp?WO=2009141062&IA=EP20090…
Leider ist UMG-Silizium z.Z. kein Thema am Markt anders als Recycling aus Abfällen, mit dem sich kaum jemand befasst. Das eigentliche JV mit Scheuten "Solicium" wurde 2009 daher beendet, den Scheuten Anteil kaufte Solarworld am 15.7.2009 für 1€. Siehe GB 2009 Seite 162.
Am 15. Juli 2009 wurden die restlichen 50 Prozent der Anteile an der solarworld solicium gmbh zu einem Kaufpreis von 1 € erworben. Die Gesellschaft wurde daher erstmalig voll konsolidiert. Der sich aus der Erstkonsolidierung ergebende negative Unterschiedsbetrag in Höhe von T€ 112 wurde erfolgswirksam in den sonstigen betrieblichen Erträgen erfasst. Die im Rahmen der Erstkonsolidierung zugegangenen Vermögensgegenstände und Schulden sowie die seit dem Erwerbszeitpunkt erwirtschafteten Erträge und Aufwendungen der solarworld solicium gmbh sind aus Konzernsicht
unwesentlich. Als größte bilanzielle Position wies die Gesellschaft zum Erstkonsolidierungszeitpunkt liquide Mittel in Höhe von T€ 221 aus.
Das vergessene Grundstück in Freiberg ...
"Zur Umsetzung der neuen Rohstoffaktivitäten hat das Unternehmen am Standort Saxonia - in unmittelbarer Nachbarschaft zur bestehenden Siliziumrecycling-Fabrik und zum Logistikzentrum der SolarWorld-Gruppe - ein Grundstück mit einer Fläche von 20.000 Quadratmetern inklusive Verwaltungs- und Laborimmobilie gesichert."
http://www.aktiencheck.de/news/Artikel-SolarWorld_gruendet_J…
Keine Ahnung was FA mit dem ganzen Geld will ...
FA hat noch ein angemietetes 20.000 qm Grundstück in Freiberg mit Lager, Büro und Laborräumen ganz in der Nähe vom Recyclingzentrum. Das stammt noch aus dem Scheuten JV zu UMG-Silizium, das 2009 beendet wurde. Zu dem Thema gab es sogar ein sehr ausführliches Patent der Sunicon von 26/11/2009 von Prof. Woditsch & A. Müller. Beide sind ehemalige BAYER Mitarbeiter und das wurde auch bei ihrem alternativem Lösungsweg deutlich.
http://www.wipo.int/pctdb/en/wo.jsp?WO=2009141062&IA=EP20090…
Leider ist UMG-Silizium z.Z. kein Thema am Markt anders als Recycling aus Abfällen, mit dem sich kaum jemand befasst. Das eigentliche JV mit Scheuten "Solicium" wurde 2009 daher beendet, den Scheuten Anteil kaufte Solarworld am 15.7.2009 für 1€. Siehe GB 2009 Seite 162.
Am 15. Juli 2009 wurden die restlichen 50 Prozent der Anteile an der solarworld solicium gmbh zu einem Kaufpreis von 1 € erworben. Die Gesellschaft wurde daher erstmalig voll konsolidiert. Der sich aus der Erstkonsolidierung ergebende negative Unterschiedsbetrag in Höhe von T€ 112 wurde erfolgswirksam in den sonstigen betrieblichen Erträgen erfasst. Die im Rahmen der Erstkonsolidierung zugegangenen Vermögensgegenstände und Schulden sowie die seit dem Erwerbszeitpunkt erwirtschafteten Erträge und Aufwendungen der solarworld solicium gmbh sind aus Konzernsicht
unwesentlich. Als größte bilanzielle Position wies die Gesellschaft zum Erstkonsolidierungszeitpunkt liquide Mittel in Höhe von T€ 221 aus.
Das vergessene Grundstück in Freiberg ...
"Zur Umsetzung der neuen Rohstoffaktivitäten hat das Unternehmen am Standort Saxonia - in unmittelbarer Nachbarschaft zur bestehenden Siliziumrecycling-Fabrik und zum Logistikzentrum der SolarWorld-Gruppe - ein Grundstück mit einer Fläche von 20.000 Quadratmetern inklusive Verwaltungs- und Laborimmobilie gesichert."
http://www.aktiencheck.de/news/Artikel-SolarWorld_gruendet_J…
Ich denke, dass es hier der richtige Platz ist, auf eine Batterietechnologie aufmerksam zu machen, weil ja wohl die Stromspeicherung ein Schlüssel dazu ist, die Spitzen der Stromerzeugung besser zu verwerten und damit einen weiteren Ausbau der Photovoltaic noch sinnvoller zu machen:
Vanadium Redox Batteries Show Promise in Renewable Energy Technologies
email Email Print Print
Thu, Jan 13, 2011
Feature Articles, Vanadium Articles
By Damon van der Linde – Exclusive to Vanadium Investing News
inShare0
Demand for vanadium can be expected to rise if the vanadium redox battery (VRB) is widely adopted in large-scale energy storage of renewables like wind and solar power.
“The VRBs are a very good technology in the renewable energy sector and that’s where we think it will help out significantly,” said Jonathan Lee, a Battery Materials and Technologies Analyst at Byron Capital Markets, in a recent interview with Vanadium Investing News.
Properties of vanadium make VRBs well suited in large power storage applications such as the energy stabilization of highly variable generation sources—such as wind or solar power—or to help generators cope with large surges in demand. Lee explained that this is because vanadium possesses the unique benefit of having multiple charges, allowing for use in both the anode and cathode of the battery. This quality gives the battery a longer life because less contamination occurs.
“With wind power, for instance, most of the wind happens at night and most people use the most electricity during the day so there’s a mismatch between when electricity is used and when it is consumed,” said Lee. “A VRB would be able to store and stabilize some of this energy.”
The main advantages of VRBs are that they can offer almost unlimited capacity simply by using larger storage tanks, they can be left completely discharged for long periods with no ill effects, they can be recharged simply by replacing the electrolyte if no power source is available to charge it, and if the electrolytes are accidentally mixed the battery suffers no permanent damage.
In spite of its many benefits in large-scale energy storage, VRBs are a relatively new technology and could face some uncertainties in the future. For instance, the vast majority of global vanadium supply is used as a hardener in steel production. Today, more than 85 percent of existing vanadium demand is from the global steel industry, driven by increased steel production primarily in China, India and the developing world.
“It is heavily tied to steel industry, so that’s where it becomes a boom and bust in terms of pricing,” said Lee. “This has contributed to some of the problems with the volatility of pricing in the past. Some of the metrics by which you cost a project change dramatically when a major input is vanadium.”
Lee said the widespread adoption of VRBs in renewable energy could also be contingent on the ability of supply to meet a growing demand.
“For every megawatt of storage you need about 10 tons of vanadium. The amount of vanadium you need can add up very quickly,” said Lee. “If supply can’t catch up, it could have an effect on pricing. If large scale applications of vanadium like VRBs do come to fruition, new suppliers will have to come online.”
Vanadium Redox Batteries Show Promise in Renewable Energy Technologies
email Email Print Print
Thu, Jan 13, 2011
Feature Articles, Vanadium Articles
By Damon van der Linde – Exclusive to Vanadium Investing News
inShare0
Demand for vanadium can be expected to rise if the vanadium redox battery (VRB) is widely adopted in large-scale energy storage of renewables like wind and solar power.
“The VRBs are a very good technology in the renewable energy sector and that’s where we think it will help out significantly,” said Jonathan Lee, a Battery Materials and Technologies Analyst at Byron Capital Markets, in a recent interview with Vanadium Investing News.
Properties of vanadium make VRBs well suited in large power storage applications such as the energy stabilization of highly variable generation sources—such as wind or solar power—or to help generators cope with large surges in demand. Lee explained that this is because vanadium possesses the unique benefit of having multiple charges, allowing for use in both the anode and cathode of the battery. This quality gives the battery a longer life because less contamination occurs.
“With wind power, for instance, most of the wind happens at night and most people use the most electricity during the day so there’s a mismatch between when electricity is used and when it is consumed,” said Lee. “A VRB would be able to store and stabilize some of this energy.”
The main advantages of VRBs are that they can offer almost unlimited capacity simply by using larger storage tanks, they can be left completely discharged for long periods with no ill effects, they can be recharged simply by replacing the electrolyte if no power source is available to charge it, and if the electrolytes are accidentally mixed the battery suffers no permanent damage.
In spite of its many benefits in large-scale energy storage, VRBs are a relatively new technology and could face some uncertainties in the future. For instance, the vast majority of global vanadium supply is used as a hardener in steel production. Today, more than 85 percent of existing vanadium demand is from the global steel industry, driven by increased steel production primarily in China, India and the developing world.
“It is heavily tied to steel industry, so that’s where it becomes a boom and bust in terms of pricing,” said Lee. “This has contributed to some of the problems with the volatility of pricing in the past. Some of the metrics by which you cost a project change dramatically when a major input is vanadium.”
Lee said the widespread adoption of VRBs in renewable energy could also be contingent on the ability of supply to meet a growing demand.
“For every megawatt of storage you need about 10 tons of vanadium. The amount of vanadium you need can add up very quickly,” said Lee. “If supply can’t catch up, it could have an effect on pricing. If large scale applications of vanadium like VRBs do come to fruition, new suppliers will have to come online.”
Antwort auf Beitrag Nr.: 40.864.152 von mickefett am 14.01.11 16:39:55Danke für deinen Beitrag
Von TriSol hatte ich folgenden Beitrag per BM bekommen ...
Hatte ich mir wie von Dir vermutet bereits unter #626 oberflächlich angesehen. Um das zu finden habe ich Google benutzt, genau wie es durch Google bereits interessante Kontakte zur Industrie durch diese Sammlung gab. Solarworld hat zu der Zelltechnik ein Patent, daß "möglicherweise" wegen dem Czochralski Silicon in den USA eingesetzt wird. Die Pilotline dazu könne bereits bei Solarworld in Freiberg stehen.
SINTO LFC ist eine Alternative zu AL-BSF ...
Two devices, a rear surface passivated SiNTO LFC cell and a
conventional Al-BSF solar cell are analyzed.
Das Patent zur LFC Zelle von 3/2010 ...
http://www.patent-de.com/20100304/DE102008062591A1.html
Auszug ...
Bei lasergefeuerten (LFC-)Solarzellen ist auf der sonnenabgewandten Rückseite der Solarzelle üblicherweise eine Metallschicht aus Aluminium aufgebracht. Es ist bekannt, dass das Verlöten von Aluminium technisch sehr aufwändig ist. Auch eine galvanische Abscheidung einer gut lötbaren Metallschicht auf der Aluminiumschicht ist nicht ohne weiteres möglich, da die Aluminiumschicht spontan eine nicht-elektronenleitende Aluminiumoxid-Oberflächen-Schicht ausbildet. Eine galvanische Beschichtung der Rückseite einer LFC-Solarzelle ist somit nicht ohne spezielle Vorbehandlung möglich. Derartige Vorbehandlungen sind aufwändig und teuer ...
Pilot Line Processing of 18.6% Efficient Rear Surface Passivated Large Area Solar Cells
Datei (PDF document 779Kb)
http://www.ise.fraunhofer.de/veroeffentlichungen/nach-jahrga…
Autor(en):
Wolf, A.; Wotke, E. A.; Walczak, A.; Mack, S.; Bitnar, B.; Koch, C.
(SolarWorld Innovations GmbH, Freiberg, Germany); Preu, R.; Biro, D.
Veranstaltung:
35th IEEE PVSC 2010
Honolulu, Hawaii, USA
Datum:
25.06.2010
Abstract:
We use the recently introduced Silicon Nitride Thermal Oxidation (SiNTO) process for the industrial fabrication of silicon solar cells that feature a thermal oxide passivated rear surface and local rear contacts. The SiNTO process represents an innovative approach for the fabrication of a passivated emitter and rear cell (PERC), since the front end part from the conventional process sequence is maintained. We apply mostly industrial production equipment using Czochralski silicon wafers that are partly processed in an industrial production line. Conventional screen printing is used for the formation of the front contacts. A stable conversion efficiency of 18.6% (independently confirmed) is achieved for a PERC device fabricated from conventional boron doped Cz-Silicon by means of the SiNTO process. The average efficiency of a batch of 24 SiNTO cells is 18.4%, measured after fabrication (not stabilized). A test module fabricated from 16 SiNTO solar cells features a fill factor of 76.2% and an open circuit voltage of 10.16 V, corresponding to an average of 635 mV per cell.
+++++
SUMMARY
We apply the SiNTO process to fabricate solar cells that
feature a thermal oxide passivated rear surface and local
laser alloyed rear contacts. The SiNTO process utilizes
the SiNX ARC layer for masking the front emitter during
wet chemical etching for rear emitter removal and during
the subsequent thermal oxidation. Using mostly industrial
equipment, stable efficiencies of 18.6% (independently
confirmed) are reached on conventional Cz silicon
material. A simple analytic model predicts the optimum
spacing of the local LFC rear contacts. An IQE analysis
reveals the superior surface passivation of SiNTO solar
cells compared to conventional Al-BSF devices. A test
module fabricated from 16 SiNTO solar cells demonstrates
a high fill factor of 76.2%. Finally, we successfully apply
the SiNTO process for the fabrication of large area
(156 mm pseudo square) solar cells reaching efficiencies
of up to 18.5% (not stabilized, unconfirmed).
Von TriSol hatte ich folgenden Beitrag per BM bekommen ...
Hatte ich mir wie von Dir vermutet bereits unter #626 oberflächlich angesehen. Um das zu finden habe ich Google benutzt, genau wie es durch Google bereits interessante Kontakte zur Industrie durch diese Sammlung gab. Solarworld hat zu der Zelltechnik ein Patent, daß "möglicherweise" wegen dem Czochralski Silicon in den USA eingesetzt wird. Die Pilotline dazu könne bereits bei Solarworld in Freiberg stehen.
SINTO LFC ist eine Alternative zu AL-BSF ...
Two devices, a rear surface passivated SiNTO LFC cell and a
conventional Al-BSF solar cell are analyzed.
Das Patent zur LFC Zelle von 3/2010 ...
http://www.patent-de.com/20100304/DE102008062591A1.html
Auszug ...
Bei lasergefeuerten (LFC-)Solarzellen ist auf der sonnenabgewandten Rückseite der Solarzelle üblicherweise eine Metallschicht aus Aluminium aufgebracht. Es ist bekannt, dass das Verlöten von Aluminium technisch sehr aufwändig ist. Auch eine galvanische Abscheidung einer gut lötbaren Metallschicht auf der Aluminiumschicht ist nicht ohne weiteres möglich, da die Aluminiumschicht spontan eine nicht-elektronenleitende Aluminiumoxid-Oberflächen-Schicht ausbildet. Eine galvanische Beschichtung der Rückseite einer LFC-Solarzelle ist somit nicht ohne spezielle Vorbehandlung möglich. Derartige Vorbehandlungen sind aufwändig und teuer ...
Pilot Line Processing of 18.6% Efficient Rear Surface Passivated Large Area Solar Cells
Datei (PDF document 779Kb)
http://www.ise.fraunhofer.de/veroeffentlichungen/nach-jahrga…
Autor(en):
Wolf, A.; Wotke, E. A.; Walczak, A.; Mack, S.; Bitnar, B.; Koch, C.
(SolarWorld Innovations GmbH, Freiberg, Germany); Preu, R.; Biro, D.
Veranstaltung:
35th IEEE PVSC 2010
Honolulu, Hawaii, USA
Datum:
25.06.2010
Abstract:
We use the recently introduced Silicon Nitride Thermal Oxidation (SiNTO) process for the industrial fabrication of silicon solar cells that feature a thermal oxide passivated rear surface and local rear contacts. The SiNTO process represents an innovative approach for the fabrication of a passivated emitter and rear cell (PERC), since the front end part from the conventional process sequence is maintained. We apply mostly industrial production equipment using Czochralski silicon wafers that are partly processed in an industrial production line. Conventional screen printing is used for the formation of the front contacts. A stable conversion efficiency of 18.6% (independently confirmed) is achieved for a PERC device fabricated from conventional boron doped Cz-Silicon by means of the SiNTO process. The average efficiency of a batch of 24 SiNTO cells is 18.4%, measured after fabrication (not stabilized). A test module fabricated from 16 SiNTO solar cells features a fill factor of 76.2% and an open circuit voltage of 10.16 V, corresponding to an average of 635 mV per cell.
+++++
SUMMARY
We apply the SiNTO process to fabricate solar cells that
feature a thermal oxide passivated rear surface and local
laser alloyed rear contacts. The SiNTO process utilizes
the SiNX ARC layer for masking the front emitter during
wet chemical etching for rear emitter removal and during
the subsequent thermal oxidation. Using mostly industrial
equipment, stable efficiencies of 18.6% (independently
confirmed) are reached on conventional Cz silicon
material. A simple analytic model predicts the optimum
spacing of the local LFC rear contacts. An IQE analysis
reveals the superior surface passivation of SiNTO solar
cells compared to conventional Al-BSF devices. A test
module fabricated from 16 SiNTO solar cells demonstrates
a high fill factor of 76.2%. Finally, we successfully apply
the SiNTO process for the fabrication of large area
(156 mm pseudo square) solar cells reaching efficiencies
of up to 18.5% (not stabilized, unconfirmed).
Von der Homepage ...
UVR-FIA GmbH
Verfahrensentwicklung Recycling
Wiederverwertung und Müll-Behandlung
Unsere besonderen Erfahrungen:
• Schlacke, Staub, Schlamm (insbes. metallhaltige)
• Elektronik- und Batterieschrott
• Silizium-Abfall (Produktionsreste)
• Bauschutt
• Flugasche, REA-Gips
• Hausmüll
• Sondermüll
+++++
Unser Know how zur stofflichen Charakterisierung von Proben
wurde in vielen Bereichen des Umweltschutzes, des Recyclings und der Aufbereitung von Rohstoffen sowie industriellen Zwischenprodukten und Reststoffen erworben. Wir bieten Ihnen detailliertes Wissen
zur repräsentativen Probenahme und -verarbeitung flüssiger und fester Stoffe, einschließlich Rammkernsondierungen
zum Einsatz granulometrischer Methoden zur Produktcharakterisierung incl. Schlußfolgerungen für Klassiertechnologien
zur Anwendung von Zerkleinerungstests für die Auslegung von Zerkleinerungs- und Mahlanlagen incl. Ermittlung des spezifischen Energiebedarfs
zur Ableitung von Sortiertechnologien (Dichtesortierung, Flotation, Elektro- und Magnetscheidung) aus mineralogischen, physikalischen und physikochemischen Parametern
zur Anwendung mineralogischer, granulometrischer, physikalischer und chemischer Parameter für Eignungstests von Produkten bzw. Abprodukten/Reststoffen für deren Verwendung
UVR-FIA GmbH
Verfahrensentwicklung Recycling
Wiederverwertung und Müll-Behandlung
Unsere besonderen Erfahrungen:
• Schlacke, Staub, Schlamm (insbes. metallhaltige)
• Elektronik- und Batterieschrott
• Silizium-Abfall (Produktionsreste)
• Bauschutt
• Flugasche, REA-Gips
• Hausmüll
• Sondermüll
+++++
Unser Know how zur stofflichen Charakterisierung von Proben
wurde in vielen Bereichen des Umweltschutzes, des Recyclings und der Aufbereitung von Rohstoffen sowie industriellen Zwischenprodukten und Reststoffen erworben. Wir bieten Ihnen detailliertes Wissen
zur repräsentativen Probenahme und -verarbeitung flüssiger und fester Stoffe, einschließlich Rammkernsondierungen
zum Einsatz granulometrischer Methoden zur Produktcharakterisierung incl. Schlußfolgerungen für Klassiertechnologien
zur Anwendung von Zerkleinerungstests für die Auslegung von Zerkleinerungs- und Mahlanlagen incl. Ermittlung des spezifischen Energiebedarfs
zur Ableitung von Sortiertechnologien (Dichtesortierung, Flotation, Elektro- und Magnetscheidung) aus mineralogischen, physikalischen und physikochemischen Parametern
zur Anwendung mineralogischer, granulometrischer, physikalischer und chemischer Parameter für Eignungstests von Produkten bzw. Abprodukten/Reststoffen für deren Verwendung
Antwort auf Beitrag Nr.: 40.893.989 von bossi1 am 20.01.11 10:28:19Siehe #756 ...
DE102009023253A1
Vorrichtung und Verfahren zur berührungslosen Charakterisierung eines Halbleiter-Materials
Anmelder
Sunicon AG, 09599 Freiberg, DE
Erfinder
Rölke, Stefan, 09130 Chemnitz, DE
Veröffentlichungstag im Patentblatt 02.12.2010
Zusammenfassung
Vorrichtung zur berührungslosen Charakterisierung eines Halbleiter-Materials umfassend Anregungs-Mittel (2, 2') zur Erzeugung einer elektrischen Oberflächenspannung auf einem Halbleiter-Material, eine Steuer-Einrichtung (3), welche zur Steuerung der Anregungs-Mittel (2, 2') in elektrischer Verbindung mit diesen steht, mindestens einer Mess-Elektrode (4, 5) zur kapazitiven, berührungslosen Kopplung an die auf dem Halbleiter-Material erzeugte elektrische Oberflächenspannung, eine Signal-Konditionierungs-Einrichtung (6), welche in elektrischer Verbindung mit der mindestens einen Mess-Elektrode (4, 5) steht.
http://www.patent-de.com/20101202/DE102009023253A1.html
Auszüge ...
Bisher eingesetzte Verfahren zur Bestimmung des Leitungstyps von Halbleiter-Material verwenden Mehrpunkt- oder thermoelektrische Sonden, welche in Kontakt mit der Oberfläche des zu untersuchenden Halbleiter-Materials gebracht werden. Dies führt notwendigerweise zu einer Kontaminierung der Oberfläche des Halbleiter-Materials mit dem Elektrodenmaterial. Außerdem ist eine große Mindestfläche zur Applikation der Sonde nötig. Messungen an Granulat und Pulver sind daher nicht möglich.
Zwischen den Mess-Elektroden 4, 5 ist eine Transport-Einrichtung 15 zum Transport des Halbleiter-Materials 1 vorgesehen. Die Transport-Einrichtung 15 umfasst vorzugsweise ein Transportband 16. Das Transportband 16 ist in einer Transport-Richtung 17 parallel zu den Mess-Elektroden 4, 5, verschiebbar. Bei diesem Ausführungsbeispiel ist eine Vielzahl Leuchtdioden 2 vorgesehen.
Durch eine geeignete Anordnung der Mess-Elektroden relativ zur Probe lässt sich die erfindungsgemäße Vorrichtung und das erfindungsgemäße Verfahren für verschiedene Mess- und Kontrollaufgaben, wie Leitungstypbestimmung, Kontrolle auf Metallisierungsreste und Ätzabtrag bei der Zellaufarbeitung einsetzen.
+++++
Sunicon recyclet schon seit Jahren Siliziumabfälle und das Patent könnte auch dabei eingesetzt werden, da Metalliesierungreste und Ätzabtrag angesprochen werden. Das Paten wurde aber 2 Monate nach dem Patent zum Recycling der Siliziumabfälle aus dem Slurry erteilt. Auch dieses Granulat oder Pulver aus Silizium wird man charakterisieren müssen. Nur so weiß man, ob man das Material den Ansprüchen für eine gleichmäßige Qualität genügt.
Den Begriff "Charakterisierung" kenne ich noch aus der Vakuumtechnik. Wir haben zur Prüfung der Bauteile im Vakuum aufwendig Massenspektrometer und Helium eingesetzt, um bei den fertigen Anlagen überhaupt das Prüfziel zu erreichen.
Im Patent spricht man davon, daß die Meßsonden das Silizium verschmutzen. Das würde auch Sauerstoff. Die Anlage müßte also im Vakuum laufen. Die Meßdaten zu jeder Charge zeigen, ob man sie so einsetzten kann, oder ob man weiter in die Trickkiste greifen muß ...
+++++
Von der Deutschen Solar & Armin Müller, jetzt Sunicon ...
Ein Patent zum verringertem Einbau von Fremdatomen
[0014] Durch das Anlegen eines zeitlich veränderlichen Stromes an die Heizeinrichtung 12 werden in der Silizium-Schmelze 24 zeitlich veränderliche Magnetfelder erzeugt, die zu einer erhöhten Konvektion der Schmelze 24 führen. Es ist möglich, dass hierdurch eine homogenere Durchmischung der Schmelze 24 und damit ein verringerter Einbau von Fremdatomen in das multikristalline Silizium erreicht wird.
http://www.freepatentsonline.com/EP1849892.pdf
DE102009023253A1
Vorrichtung und Verfahren zur berührungslosen Charakterisierung eines Halbleiter-Materials
Anmelder
Sunicon AG, 09599 Freiberg, DE
Erfinder
Rölke, Stefan, 09130 Chemnitz, DE
Veröffentlichungstag im Patentblatt 02.12.2010
Zusammenfassung
Vorrichtung zur berührungslosen Charakterisierung eines Halbleiter-Materials umfassend Anregungs-Mittel (2, 2') zur Erzeugung einer elektrischen Oberflächenspannung auf einem Halbleiter-Material, eine Steuer-Einrichtung (3), welche zur Steuerung der Anregungs-Mittel (2, 2') in elektrischer Verbindung mit diesen steht, mindestens einer Mess-Elektrode (4, 5) zur kapazitiven, berührungslosen Kopplung an die auf dem Halbleiter-Material erzeugte elektrische Oberflächenspannung, eine Signal-Konditionierungs-Einrichtung (6), welche in elektrischer Verbindung mit der mindestens einen Mess-Elektrode (4, 5) steht.
http://www.patent-de.com/20101202/DE102009023253A1.html
Auszüge ...
Bisher eingesetzte Verfahren zur Bestimmung des Leitungstyps von Halbleiter-Material verwenden Mehrpunkt- oder thermoelektrische Sonden, welche in Kontakt mit der Oberfläche des zu untersuchenden Halbleiter-Materials gebracht werden. Dies führt notwendigerweise zu einer Kontaminierung der Oberfläche des Halbleiter-Materials mit dem Elektrodenmaterial. Außerdem ist eine große Mindestfläche zur Applikation der Sonde nötig. Messungen an Granulat und Pulver sind daher nicht möglich.
Zwischen den Mess-Elektroden 4, 5 ist eine Transport-Einrichtung 15 zum Transport des Halbleiter-Materials 1 vorgesehen. Die Transport-Einrichtung 15 umfasst vorzugsweise ein Transportband 16. Das Transportband 16 ist in einer Transport-Richtung 17 parallel zu den Mess-Elektroden 4, 5, verschiebbar. Bei diesem Ausführungsbeispiel ist eine Vielzahl Leuchtdioden 2 vorgesehen.
Durch eine geeignete Anordnung der Mess-Elektroden relativ zur Probe lässt sich die erfindungsgemäße Vorrichtung und das erfindungsgemäße Verfahren für verschiedene Mess- und Kontrollaufgaben, wie Leitungstypbestimmung, Kontrolle auf Metallisierungsreste und Ätzabtrag bei der Zellaufarbeitung einsetzen.
+++++
Sunicon recyclet schon seit Jahren Siliziumabfälle und das Patent könnte auch dabei eingesetzt werden, da Metalliesierungreste und Ätzabtrag angesprochen werden. Das Paten wurde aber 2 Monate nach dem Patent zum Recycling der Siliziumabfälle aus dem Slurry erteilt. Auch dieses Granulat oder Pulver aus Silizium wird man charakterisieren müssen. Nur so weiß man, ob man das Material den Ansprüchen für eine gleichmäßige Qualität genügt.
Den Begriff "Charakterisierung" kenne ich noch aus der Vakuumtechnik. Wir haben zur Prüfung der Bauteile im Vakuum aufwendig Massenspektrometer und Helium eingesetzt, um bei den fertigen Anlagen überhaupt das Prüfziel zu erreichen.
Im Patent spricht man davon, daß die Meßsonden das Silizium verschmutzen. Das würde auch Sauerstoff. Die Anlage müßte also im Vakuum laufen. Die Meßdaten zu jeder Charge zeigen, ob man sie so einsetzten kann, oder ob man weiter in die Trickkiste greifen muß ...
+++++
Von der Deutschen Solar & Armin Müller, jetzt Sunicon ...
Ein Patent zum verringertem Einbau von Fremdatomen
[0014] Durch das Anlegen eines zeitlich veränderlichen Stromes an die Heizeinrichtung 12 werden in der Silizium-Schmelze 24 zeitlich veränderliche Magnetfelder erzeugt, die zu einer erhöhten Konvektion der Schmelze 24 führen. Es ist möglich, dass hierdurch eine homogenere Durchmischung der Schmelze 24 und damit ein verringerter Einbau von Fremdatomen in das multikristalline Silizium erreicht wird.
http://www.freepatentsonline.com/EP1849892.pdf
http://www.finanznachrichten.de/nachrichten-2011-01/19127471…
20.01.2011 09:48
EANS-News: centrotherm photovoltaics schafft beim Produktionsstart des chinesischen Kunden Dongfang Magi Solar 18,5 Prozent Wirkungsgrad mit der selektiven Emitter-Technologie
Utl.: • Exzellente Werte über dem Industriedurchschnitt durch Upgrade-Paket
• Erfolgreicher Transfer der Laborwerte in die Massenproduktion
• Verhandlungen über komplette Umrüstung aller Produktionslinien auf selektive Emitter-Technologie
Blaubeuren (euro adhoc) - 20. Januar 2011 - Der centrotherm photovoltaics AG ist es bei dem chinesischen Kunden Dongfang Magi Solar gelungen, sehr gute Laborwerte in den Produktionsbetrieb zu überführen: So wurde bei Losgrößen von insgesamt einigen Tausend Solarzellen aus monokristallinem Material auf einer Normfläche von 156 auf 156 Millimeter (240 Quadratzentimeter) ein durchschnittlicher Wirkungsgrad von 18,5 Prozent erzielt. Diese hohen Werte für Solarzellen aus monokristallinem Material werden durch den Einsatz eines Upgrade-Pakets für die selektive Emitter-Technologie erzielt und liegen über dem derzeitigen Industriemittel.
"Wir haben in enger Zusammenarbeit mit unserem Kunden Dongfang Magi Solar die Prozessanpassung und den Transfer von der F&E-Laborsituation in die Massenproduktion in wenigen Wochen realisiert, und wir werden bei weiteren Installationen das sogar noch schneller schaffen", erklärt Dr. Peter Fath, Technologievorstand von centrotherm photovoltaics. "Die Upgrade-Pakete ermöglichen unseren Kunden, den Zellwirkungsgrad weiter zu erhöhen und noch effizienter zu produzieren. Neben der leichten Integration der Technologie in den Produktionsprozess zeichnet sich die Upgrade-Paketlösung durch niedrige Investitionsausgaben (Capex) aus."
"Wir sind mit der schnellen Umsetzung und den guten und stabilen Ergebnissen beim Wirkungsgrad sehr zufrieden. Mit der neuen selektiven Emitter-Technologie und einem durchschnittlichen Wirkungsgrad von 18,5 Prozent in der Massenproduktion wird Dongfang Magi Solar einer der Effizienzführer in unserer Industrie sein", sagt Wen Zhang, CEO bei Dongfang Electric Magi Solar Power Technology Co. Ltd. Das Mutterunternehmen Dongfang Electric Corporation ist einer der größten staatlichen Mischkonzerne in China. "Wir stehen gegenwärtig mit centrotherm in Verhandlungen, um alle unsere weiteren Produktionslinien mit den Upgrade-Paketen für die selektive Emitter-Technologie aufzurüsten", ergänzt CEO Zhang.
Die Laserdiffusion sorgt für eine selektive Emitterstruktur mit einer geringen Phosphordotierung auf der gesamten Zelloberfläche ausgenommen den Stellen entlang der Metallisierung. Diese verbesserten Emittereigenschaften ermöglichen eine sehr gute Kontaktierung und eine hohe Leistung der Solarzelle.
Über centrotherm photovoltaics AG Die centrotherm photovoltaics AG mit Sitz in Blaubeuren ist der weltweit führende Technologie- und Equipmentanbieter der Photovoltaikbranche. Das Unternehmen stattet namhafte Solarunternehmen und Branchen-Neueinsteiger mit schlüsselfertigen ("Turnkey") Produktionslinien und Einzelanlagen für die Herstellung von Silizium, kristallinen Solarzellen und -modulen sowie Dünnschichtmodulen aus. Damit verfügt der Konzern über eine breite und fundierte Technologiebasis sowie Schlüsselequipment auf nahezu allen Stufen der Wertschöpfungskette in der Photovoltaik. Seinen Kunden garantiert centrotherm photovoltaics wichtige Leistungsparameter wie Produktionskapazität, Wirkungsgrad und Fertigstellungstermin. Der Konzern beschäftigt rund 1.400 Mitarbeiter und ist weltweit in Europa, Asien und den USA aktiv. Im Geschäftsjahr 2009 erzielte centrotherm photovoltaics bei einem Umsatz von 509,1 Mio. Euro ein EBIT von 37,2 Mio. Euro und ist im TecDAX an der Frankfurter Wertpapierbörse gelistet.
AXC0059 2011-01-20/09:48
© 2011 dpa-AFX
20.01.2011 09:48
EANS-News: centrotherm photovoltaics schafft beim Produktionsstart des chinesischen Kunden Dongfang Magi Solar 18,5 Prozent Wirkungsgrad mit der selektiven Emitter-Technologie
Utl.: • Exzellente Werte über dem Industriedurchschnitt durch Upgrade-Paket
• Erfolgreicher Transfer der Laborwerte in die Massenproduktion
• Verhandlungen über komplette Umrüstung aller Produktionslinien auf selektive Emitter-Technologie
Blaubeuren (euro adhoc) - 20. Januar 2011 - Der centrotherm photovoltaics AG ist es bei dem chinesischen Kunden Dongfang Magi Solar gelungen, sehr gute Laborwerte in den Produktionsbetrieb zu überführen: So wurde bei Losgrößen von insgesamt einigen Tausend Solarzellen aus monokristallinem Material auf einer Normfläche von 156 auf 156 Millimeter (240 Quadratzentimeter) ein durchschnittlicher Wirkungsgrad von 18,5 Prozent erzielt. Diese hohen Werte für Solarzellen aus monokristallinem Material werden durch den Einsatz eines Upgrade-Pakets für die selektive Emitter-Technologie erzielt und liegen über dem derzeitigen Industriemittel.
"Wir haben in enger Zusammenarbeit mit unserem Kunden Dongfang Magi Solar die Prozessanpassung und den Transfer von der F&E-Laborsituation in die Massenproduktion in wenigen Wochen realisiert, und wir werden bei weiteren Installationen das sogar noch schneller schaffen", erklärt Dr. Peter Fath, Technologievorstand von centrotherm photovoltaics. "Die Upgrade-Pakete ermöglichen unseren Kunden, den Zellwirkungsgrad weiter zu erhöhen und noch effizienter zu produzieren. Neben der leichten Integration der Technologie in den Produktionsprozess zeichnet sich die Upgrade-Paketlösung durch niedrige Investitionsausgaben (Capex) aus."
"Wir sind mit der schnellen Umsetzung und den guten und stabilen Ergebnissen beim Wirkungsgrad sehr zufrieden. Mit der neuen selektiven Emitter-Technologie und einem durchschnittlichen Wirkungsgrad von 18,5 Prozent in der Massenproduktion wird Dongfang Magi Solar einer der Effizienzführer in unserer Industrie sein", sagt Wen Zhang, CEO bei Dongfang Electric Magi Solar Power Technology Co. Ltd. Das Mutterunternehmen Dongfang Electric Corporation ist einer der größten staatlichen Mischkonzerne in China. "Wir stehen gegenwärtig mit centrotherm in Verhandlungen, um alle unsere weiteren Produktionslinien mit den Upgrade-Paketen für die selektive Emitter-Technologie aufzurüsten", ergänzt CEO Zhang.
Die Laserdiffusion sorgt für eine selektive Emitterstruktur mit einer geringen Phosphordotierung auf der gesamten Zelloberfläche ausgenommen den Stellen entlang der Metallisierung. Diese verbesserten Emittereigenschaften ermöglichen eine sehr gute Kontaktierung und eine hohe Leistung der Solarzelle.
Über centrotherm photovoltaics AG Die centrotherm photovoltaics AG mit Sitz in Blaubeuren ist der weltweit führende Technologie- und Equipmentanbieter der Photovoltaikbranche. Das Unternehmen stattet namhafte Solarunternehmen und Branchen-Neueinsteiger mit schlüsselfertigen ("Turnkey") Produktionslinien und Einzelanlagen für die Herstellung von Silizium, kristallinen Solarzellen und -modulen sowie Dünnschichtmodulen aus. Damit verfügt der Konzern über eine breite und fundierte Technologiebasis sowie Schlüsselequipment auf nahezu allen Stufen der Wertschöpfungskette in der Photovoltaik. Seinen Kunden garantiert centrotherm photovoltaics wichtige Leistungsparameter wie Produktionskapazität, Wirkungsgrad und Fertigstellungstermin. Der Konzern beschäftigt rund 1.400 Mitarbeiter und ist weltweit in Europa, Asien und den USA aktiv. Im Geschäftsjahr 2009 erzielte centrotherm photovoltaics bei einem Umsatz von 509,1 Mio. Euro ein EBIT von 37,2 Mio. Euro und ist im TecDAX an der Frankfurter Wertpapierbörse gelistet.
AXC0059 2011-01-20/09:48
© 2011 dpa-AFX
Antwort auf Beitrag Nr.: 40.898.969 von moemeister am 20.01.11 21:08:17Eine alte Technologie ...
Selektive Emitter-Technologie
Bei diesem Unternehmen war unser Bernd Bitnar mal tätig ...
2002 berichten Forscher der Schweizer Paul Scherrer Instituts in Villigen, daß man einen selektiven Emitter aus Yb2O3 entwickelt habe, dessen Emissionsspektrum auf Silizium-Photozellen abgestimmt ist, wodurch deren Einbau in gasbefeuerte Hausheizungen denkbar wird. In einem strom-autarken Heizsystem erzeugt ein TPV-System die elektrische Energie, welche die Heizung zum Betrieb benötigt, so daß diese nach dem Start völlig unabhängig vom Stromnetz arbeiten kann.
Mit einem kleinen Prototyp wird ein Wirkungsgrad von 2,4 % erreicht. Durch die zusätzliche Installation eines optimierten IR-reflektierenden Filters erwartet man sogar einen Wirkungsgrad von über 5 %.
Quelle: Buch der Synergie
+++++

Selektive Emitter-Technologie erhöht effektive Zellfläche
Die Emitterschicht ist die oberste, dem Licht ausgesetzte Schicht einer Solarzelle. Herkömmliche Emitter weisen eine hohe Phosphorkonzentration auf. Das hat zur Folge, dass der Anteil des Lichtes, den der Emitter absorbiert, zu einem großen Teil in Wärme umgewandelt wird und daher nicht zur Stromerzeugung in der Solarzelle beitragen kann. Diesen Verlust mindert die selektive Emitter-Technologie deutlich, indem nur noch auf einer Teilfläche, auf der dies unabdingbar ist, eine hohe Phosphorkonzentration aufgebracht wird. Damit vergrößert sich die effektive Zellfläche, die Licht in Solarstrom umwandeln kann. ... bringt ca. 0,8% beim Wirkungsgrad
Quelle: Centrotherm
Selektive Emitter-Technologie
Bei diesem Unternehmen war unser Bernd Bitnar mal tätig ...
2002 berichten Forscher der Schweizer Paul Scherrer Instituts in Villigen, daß man einen selektiven Emitter aus Yb2O3 entwickelt habe, dessen Emissionsspektrum auf Silizium-Photozellen abgestimmt ist, wodurch deren Einbau in gasbefeuerte Hausheizungen denkbar wird. In einem strom-autarken Heizsystem erzeugt ein TPV-System die elektrische Energie, welche die Heizung zum Betrieb benötigt, so daß diese nach dem Start völlig unabhängig vom Stromnetz arbeiten kann.
Mit einem kleinen Prototyp wird ein Wirkungsgrad von 2,4 % erreicht. Durch die zusätzliche Installation eines optimierten IR-reflektierenden Filters erwartet man sogar einen Wirkungsgrad von über 5 %.
Quelle: Buch der Synergie
+++++
Selektive Emitter-Technologie erhöht effektive Zellfläche
Die Emitterschicht ist die oberste, dem Licht ausgesetzte Schicht einer Solarzelle. Herkömmliche Emitter weisen eine hohe Phosphorkonzentration auf. Das hat zur Folge, dass der Anteil des Lichtes, den der Emitter absorbiert, zu einem großen Teil in Wärme umgewandelt wird und daher nicht zur Stromerzeugung in der Solarzelle beitragen kann. Diesen Verlust mindert die selektive Emitter-Technologie deutlich, indem nur noch auf einer Teilfläche, auf der dies unabdingbar ist, eine hohe Phosphorkonzentration aufgebracht wird. Damit vergrößert sich die effektive Zellfläche, die Licht in Solarstrom umwandeln kann. ... bringt ca. 0,8% beim Wirkungsgrad
Quelle: Centrotherm
Antwort auf Beitrag Nr.: 40.899.603 von bossi1 am 20.01.11 22:38:56Jetzt wo du es sagst.
Conergy hat im letzten Jahr ebenfalls ein Upgrade von Manz Automatione für die "OneStep Selektive Emitter-Technologie" erworben. Ebenso Solarfund und Yingli (bzw. Panda-Zelle)
Conergy hat im letzten Jahr ebenfalls ein Upgrade von Manz Automatione für die "OneStep Selektive Emitter-Technologie" erworben. Ebenso Solarfund und Yingli (bzw. Panda-Zelle)

Ein F&E Projekt um 2009 aus dem
Bereich Bergbau & Recycling ...
Solarsilizium in neuem Glanz?
Technologien zur Nutzung solarer Energie wurden in den letzten Jahren in rasantem Tempo entwickelt; in allen industriellen Bereichen, die an der Verfügbarmachung und Nutzung regenerativer Energien beteiligt sind, wurden bestehende Produktionskapazitäten merklich erweitert. Von diesem Boom profitierte in besonderem Maße die Solarzellenproduktion.


Feinste "Sägespäne" aus Silizium
Circa 90 % aller Solarzellen werden zurzeit im Bandsägeverfahren hergestellt. Bei diesem Verfahren werden aus dem Vollprofil eines Siliziumblocks dünne Siliziumscheiben gesägt, aus denen nach einigen weiteren Behandlungsschritten Solarwafer werden. Die Scheiben mit einer durchschnittlichen Dicke von 140-200 µm werden mit einer ebenso dünnen Bandsäge (Durchmesser ca. 140 µm) geschnitten. Während des Sägens wird ein erheblicher Teil des Solarsiliziumblocks in feinste Sägereste verwandelt. Da der Siliziumblock mit einer Schneidlösung aus Kühlmittel und Schneidmittel beträufelt wird, liegen die feinen Siliziumpartikel als schlammartiges, in dieser Form nicht weiter zu verwertendes Gemisch vor.
Interdisziplinäre Forschung
In einem Projekt mit den "Aachener Verfahrenstechnikern" (chemische Verfahrens- technik) beschäftigt sich das Institut für Aufbereitung und Recycling (I.A.R.) mit der Aufbereitung des Siliziumgemisches und der Frage, wie aus dem "Abfallsilizium" wieder neues Solarsilizium erzeugt werden kann. Das Projekt ist angesiedelt in einem "Interdisciplinary Research Center", welches durch die Pathfinder Projektförderung der RWTH Aachen finanziert wird. Auch in anderen Projekten wurde bereits – auf unterschiedlichsten Wegen und von verschiedenen Institutionen – eine Aufbereitung des Gemisches versucht, doch weder metallurgisches Einschmelzen noch Verdampfen in der Plasmaphase oder einfache mechanische Trennschritte führten bisher zu wirtschaftlich verwertbaren Ergebnissen.
Im Unterschied dazu wird im I.A.R.-Projekt untersucht, inwieweit eine mechanisch-chemisch kombinierte Aufbereitung, die sich an schon bekannten Syntheseverfahren orientiert, zielführend sein kann. ... mechanisch-chemisch kombinierte Aufbereitung ... den Weg ist Sunicon gegangen Kleinste Partikel – größte Reaktivität
Die Aufgabe, der sich das Projektteam stellt, ist nicht ganz einfach: Die aufzubereitenden Siliziumpartikel weisen eine durchschnittliche Korngröße zwischen 0,5 und 1 µm auf und sind somit extrem fein verteilt und reaktiv. Die besonders hohen Anforderungen an die Reinheit von technisch nutzbarem Silizium und der demgegenüber relativ hohe Anteil an Verunreinigungen im Gemisch, der prozessbedingt nicht zu vermeiden ist, erschweren die Aufgabe zusätzlich.
Das besonderes Know-how des I.A.R. im Bereich der Aufbereitung und Konditionierung von Schlämmen und Feinststäuben sowie das Wissen der Aachener Verfahrenstechniker auf dem Gebiet des Mikroreaktorenbaus stellen für diese Aufgabe die ideale Basis dar. Erste Ergebnisse sind Mitte des Jahres 2009 zu erwarten.
Nähere Informationen:
Dipl.-Ing. Oliver Pikhard (I.A.R.)
E-Mail: pikhard@ifa.rwth-aachen.de
http://www.air.rwth-aachen.de/projekte/solarsilizium.html
+++++
AIR - Hochkarätig in der Theorie und erfolgreich in der Praxis!
Theorie und Praxis lassen sich einfach nicht trennen. Das dachten sich 1997 vier Hochschulinstitute aus den Bereichen primärer und sekundärer Rohstofftechniken an der RWTH Aachen und gründeten die Kooperationsgemeinschaft AIR (Aachener Institute für Rohstofftechnik).

Von links nach rechts:
Prof. A. Preuße (IFM), Prof. C. Niemann-Delius (BBK3), Prof. H. Wotruba (AMR), Prof. P. N. Martens (BBKI), Prof. W. Frenz (BUR), Prof. A. Seeliger (IBH), Prof. T. Pretz (IAR), Prof. K. Nienhaus (BGMR), Prof. J. Heil (KoBrA)
Moderne Hochschulinstitute sind mehr als nur Denkfabriken für die Industrie; es hat sich als wesentlich produktiver erwiesen, wenn Forschungsbetriebe und Industrie gemeinsam an einem Strang ziehen. Durch die enge Zusammenarbeit ist an der Schnittstelle von Theorie und Praxis ein reibungsloser Ablauf garantiert.
Um als technisch-wissenschaftlicher Dienstleister Lösungen für die Praxis anzubieten und auch direkt vor Ort umsetzen zu können, haben sich folgende Institute zusammengeschlossen:
- AMR (Lehr- u. Forschungsgebiet Aufbereitung mineralischer Rohstoffe)
- BBK I (Institut für Bergbaukunde I)
- BBK III (Institut für Bergbaukunde III)
- BGMR (Lehr- und Forschungsgebiet "Betriebsmittel für die Gewinnung mineralischer Rohstoffe")
- BUR (Lehr- und Forschungsgebiet Berg- und Umweltrecht der RWTH Aachen)
- I.A.R. (Institut und Lehrstuhl für Aufbereitung und Recycling fester Abfallstoffe)
- IBH (Institut für Bergwerks- und Hüttenmaschinenkunde)
- IFM (Institut für Markscheidewesen, Bergschadenkunde und Geophysik im Bergbau)
- TEER (Technologie der Energierohstoffe).
Die Kernkompetenzen der Aachener Institute für Rohstofftechnik liegen in den Bereichen:
- Lagerstättenmanagement
- Rohstoffwirtschaft
- Gewinnungstechnik
- Aufbereitung und Recycling
- Maschinentechnik und Diagnose.
AIR - oder wie wichtig sind Rohstoffe?
Wie wichtig Rohstoffe für das tägliche Leben sind, liegt auf der Hand. Lebensqualität und technischer Fortschritt hängen unmittelbar mit der Rohstoffgewinnung und -verarbeitung zusammen. Für die Versorgung der Weltbevölkerung werden jährlich rund 31 Milliarden Tonnen Rohstoffe gewonnen. In Deutschland liegt der Bedarf an bergbaulich gewonnenen Rohstoffen bei über 1200 t während eines 70 jährigen Lebens.

Mit Blick in die Zukunft ist es notwendig, gewissenhaft und sorgfältig mit den natürlichen Ressourcen umzugehen; gleichzeitig sollte Wert auf die Nutzung regenerativer Energiequellen und Recyclingstechniken gelegt werden. Gegenwart und Zukunft sind ohne Rohstoffe nicht denkbar. Ob Rohstoffgewinnung, -technik oder Recycling von Sekundärrohstoffen - hierfür steht AIR!
AIR - Von der Rohstoffgewinnung bis zum Recycling!
AIR deckt den gesamten Rohstoffkreislauf von der Rohstoffgewinnung über Verarbeitung und Transport bis hin zum Recycling ab. In interdisziplinären Projekten - denn Problemlösung kennt keine Fachgrenzen - arbeiten unsere Mitarbeiter zusammen. So ist AIR zum kompetenten Partner für die Rohstoffindustrie geworden. Es wurden eine Vielzahl von Verfahren, Systemen sowie Hard- und Softwarewerkzeuge entwickelt und erprobt, die direkt einsetzbar sind. Über neue Aktivitäten und Entwicklungen informiert AIR regelmäßig in der Hauszeitung AIR-mail. Mittlerweile blickt AIR auf zahlreiche, erfolgreich abgeschlossene Projekte zurück und hat sich auf dem internationalen Parkett erfolgreich behaupten können.
P.S.: auch zum Sunicon Projekt/Patent gibt es ergänzende Infos !!
Es fehlt noch ein Patent von Sunicon in meiner Sammlung ...
Verbessertes Recycling von Photovoltaikmodulen
photovoltaik-guide.de / Michael Ziegler | 01.04.2010
- Dr. Karsten Warmbach -
Freiberg/Sachsen, 01. April 2010 – Nach mindestens 25 Jahren sind Photovoltaik-Module am Ende ihres Lebens. Dann müssen die Module dem Recycling zugeführt werden. Einer nun vom BINE veröffentlichten Studie zufolge, hat das Unternehmen Sunicon – ein Tochterunternehmen der Solarworld AG – gemeinsam mit der TU Bergakademie ein Verfahren entwickelt, mit dem ein Modulrecycling-Verfahren weiter verbessert werden konnte.
In dem vom Bundesumweltministerium geförderten Verbundprojekt arbeiten Forscher nun seit rund acht Jahren an einem umweltfreundlichen und effizienten Recyclingverfahren. Mit modernster Technologie lassen sich Produktionsabfälle, komplett ausgediente und sogar gebrochene Silizium- oder Dünnschichtmodule wiederaufbereiten.
Lösung vor der ersten großen Abfallmenge
“In der EU liegt die Abfallmenge aus PV-Modulen 2010 bei geschätzten 3.000 bis 5.000 Tonnen. Etwa zwei Drittel davon stammen aus Deutschland”, so Karsten Wambach, Vorstand der Sunicon, gegenüber pressetext. Die Menge werde bis 2030 auf voraussichtlich 130.000 Tonnen anwachsen. “Um die Altmodule optimal aufzubereiten, wird ein hochwertiges flächendeckendes Recyclingsystem entlang der gesamten Wertschöpfungskette notwendig”, so Wambach. Dazu hat die Solarindustrie als gemeinsame Initiative den Verband PVCYCLE gegründet.
“Mit PVCYCLE Association in Brüssel haben sich bereits etwa 70 Unternehmen zur kostenlosen Rücknahme ihrer Module vom Endkunden in Europa freiwillig verpflichtet”, erklärt Wambach. “In diesem Jahr wird in Deutschland dazu ein Testsystem gestartet, welches rasch auf ganz Europa ausgeweitet werden soll.” Die Kosten aus dem Testmarkt werden dabei in regelmäßigen Abständen ausgewertet und zur Festlegung der Budgets verwendet. Getragen werden diese von Herstellern und Importeuren.
Nachhaltiges System für nachhaltiges Wirtschaften
“Sunicon betreibt seit 2003 eine Pilotanlage zum Recycling von Solarmodulen und möchte auch zukünftig ein leistungsfähiger Recyclingpartner der PV-Industrie sein”, so Wambach. Das bedeute zugleich, dass es Ziel sei, Verfahren zu entwickeln, um die Wertstoffe stofflich möglichst hochwertig zurück zu gewinnen. Zudem lassen sich durch einen geschlossenen Wertstoffkreislauf auch die in den Modulen vorhandenen Anteile von Schwermetallen und anderen Problemstoffen rückgewinnen. “Die Forschungs- und Entwicklungsarbeiten der Sunicon AG haben gezeigt, dass unter der Einbeziehung einer Energienutzung bei der Verbrennung der Kunststoffanteile nach heutigem Kenntnisstand bis zu ca. 95 Prozent Recyclingquote technisch erreicht werden können”, meint der Experte. In der Pilotanlage zum Recycling werden bereits heute 85 Prozent Recyclingquote – ohne Energierückgewinnung – regelmäßig erreicht.
Demonstrationsanlage wird errichtet
“Im nächsten Schritt müsste eine großmaßstäbliche Demonstrationsanlage errichtet werden, bei der alle bisher gewonnenen Erkenntnisse verkettet werden sollen”, so Wambach. Das bedeute, dass standardisierte und automatisierte Abläufe ein ökonomisch und ökologisch optimales Recycling-Ergebnis liefern. In den kommenden zwei bis drei Jahren sollte dies realisiert werden, meint Wambach abschließend im pressetext-Interview.
Redakteur: Wolfgang Weitlaner
Quelle: pressetext.deutschland
http://www.photovoltaik-guide.de/verbessertes-recycling-von-…
P.S.: Ich hab bisher immer zu erst das Patent gesucht und dann die F&E dazu. Zu dem Beispiel kenne ich die F&E und muß nur noch das Patent suchen. Recycling ist in Freiberg auf der ganzen Linie angesagt ...
Verbessertes Recycling von Photovoltaikmodulen
photovoltaik-guide.de / Michael Ziegler | 01.04.2010
- Dr. Karsten Warmbach -
Freiberg/Sachsen, 01. April 2010 – Nach mindestens 25 Jahren sind Photovoltaik-Module am Ende ihres Lebens. Dann müssen die Module dem Recycling zugeführt werden. Einer nun vom BINE veröffentlichten Studie zufolge, hat das Unternehmen Sunicon – ein Tochterunternehmen der Solarworld AG – gemeinsam mit der TU Bergakademie ein Verfahren entwickelt, mit dem ein Modulrecycling-Verfahren weiter verbessert werden konnte.
In dem vom Bundesumweltministerium geförderten Verbundprojekt arbeiten Forscher nun seit rund acht Jahren an einem umweltfreundlichen und effizienten Recyclingverfahren. Mit modernster Technologie lassen sich Produktionsabfälle, komplett ausgediente und sogar gebrochene Silizium- oder Dünnschichtmodule wiederaufbereiten.
Lösung vor der ersten großen Abfallmenge
“In der EU liegt die Abfallmenge aus PV-Modulen 2010 bei geschätzten 3.000 bis 5.000 Tonnen. Etwa zwei Drittel davon stammen aus Deutschland”, so Karsten Wambach, Vorstand der Sunicon, gegenüber pressetext. Die Menge werde bis 2030 auf voraussichtlich 130.000 Tonnen anwachsen. “Um die Altmodule optimal aufzubereiten, wird ein hochwertiges flächendeckendes Recyclingsystem entlang der gesamten Wertschöpfungskette notwendig”, so Wambach. Dazu hat die Solarindustrie als gemeinsame Initiative den Verband PVCYCLE gegründet.
“Mit PVCYCLE Association in Brüssel haben sich bereits etwa 70 Unternehmen zur kostenlosen Rücknahme ihrer Module vom Endkunden in Europa freiwillig verpflichtet”, erklärt Wambach. “In diesem Jahr wird in Deutschland dazu ein Testsystem gestartet, welches rasch auf ganz Europa ausgeweitet werden soll.” Die Kosten aus dem Testmarkt werden dabei in regelmäßigen Abständen ausgewertet und zur Festlegung der Budgets verwendet. Getragen werden diese von Herstellern und Importeuren.
Nachhaltiges System für nachhaltiges Wirtschaften
“Sunicon betreibt seit 2003 eine Pilotanlage zum Recycling von Solarmodulen und möchte auch zukünftig ein leistungsfähiger Recyclingpartner der PV-Industrie sein”, so Wambach. Das bedeute zugleich, dass es Ziel sei, Verfahren zu entwickeln, um die Wertstoffe stofflich möglichst hochwertig zurück zu gewinnen. Zudem lassen sich durch einen geschlossenen Wertstoffkreislauf auch die in den Modulen vorhandenen Anteile von Schwermetallen und anderen Problemstoffen rückgewinnen. “Die Forschungs- und Entwicklungsarbeiten der Sunicon AG haben gezeigt, dass unter der Einbeziehung einer Energienutzung bei der Verbrennung der Kunststoffanteile nach heutigem Kenntnisstand bis zu ca. 95 Prozent Recyclingquote technisch erreicht werden können”, meint der Experte. In der Pilotanlage zum Recycling werden bereits heute 85 Prozent Recyclingquote – ohne Energierückgewinnung – regelmäßig erreicht.
Demonstrationsanlage wird errichtet
“Im nächsten Schritt müsste eine großmaßstäbliche Demonstrationsanlage errichtet werden, bei der alle bisher gewonnenen Erkenntnisse verkettet werden sollen”, so Wambach. Das bedeute, dass standardisierte und automatisierte Abläufe ein ökonomisch und ökologisch optimales Recycling-Ergebnis liefern. In den kommenden zwei bis drei Jahren sollte dies realisiert werden, meint Wambach abschließend im pressetext-Interview.
Redakteur: Wolfgang Weitlaner
Quelle: pressetext.deutschland
http://www.photovoltaik-guide.de/verbessertes-recycling-von-…
P.S.: Ich hab bisher immer zu erst das Patent gesucht und dann die F&E dazu. Zu dem Beispiel kenne ich die F&E und muß nur noch das Patent suchen. Recycling ist in Freiberg auf der ganzen Linie angesagt ...
Antwort auf Beitrag Nr.: 40.910.815 von bossi1 am 23.01.11 22:22:08“In der EU liegt die Abfallmenge aus PV-Modulen 2010 bei geschätzten 3.000 bis 5.000 Tonnen. Etwa zwei Drittel davon stammen aus Deutschland”, so Karsten Wambach ...bis 2030 auf voraussichtlich 130.000 Tonnen ... “Sunicon betreibt seit 2003 eine Pilotanlage zum Recycling von Solarmodulen und möchte auch zukünftig ein leistungsfähiger Recyclingpartner der PV-Industrie sein”, so Wambach ... “Im nächsten Schritt müsste eine großmaßstäbliche Demonstrationsanlage errichtet werden ... In den kommenden zwei bis drei Jahren sollte dies realisiert werden ...
Quelle: UVR-FIA 2004 ...
Aufbereitung und Recycling von Photovoltaik CdTe- Dünnschichtmodulen
– EU-Life-Environment Demonstrationsvorhaben RESOLVED
Dr. Lutz B. Giese, Christian Segebade und Karin Weimann
(Bundesanstalt für Materialforschung und -prüfung, BAM )
Die Photovoltaik ist ein Zukunftsmarkt (vgl. BUTZ, 2002). Dünnschicht-Photovoltaik-
Technologien auf Basis CdTe und CIS gelten als sehr vielversprechend für die Zukunft.
Sie besitzen hohe Potentiale hinsichtlich des technischen Fortschritts und der möglichen
Kostensenkungen und könnten somit auch die Aussichten auf eine nachhaltige
Energieversorgung in der EU verbessern.
Ausgehend von bekannten Ergebnissen (z.B. BINE, 1998; FTHENAKIS, 2000) sollten
insbesondere im Bereich der Verbindungshalbleiter-Technologien weitere Anstrengungen
im Recycling zur Optimierung der Umweltverträglichkeit und der Ressourcenschonung
unternommen werden. Dies dient zum einen als Zukunftsvorsorge, zum anderen haben
aber die EU und damit die Mitgliedsstaaten wegen der Elektronikschrottproblematik (vgl.
VOLLRATH, 2002; ZANGL, 2004) durch die Verabschiedung der WEEE und RoHS Prozesse
frühzeitige Vorsorge im Entsorgungs- bzw. Verwertungsbereich bereits angestoßen.
Das EU Life Vorhaben RESOLVED, in dem Recyclingstrategien für Photovoltaik-
Dünnschichtmodule untersucht werden sollen, wurde durch die BAM im EU Life
Environment Demonstration Programm beantragt. Es soll eine Laufzeit von drei Jahren
haben und ggf. Anfang 2005 beginnen. Partner der BAM sind (i) die Recycling
Spezialisten der Deutschen Solar AG in Freiberg mit ihren Erfahrungen im Wafer-
Recycling (WAMBACH, 2002), (ii) als Hersteller und Anbieter für CdTe-Dünnschichtmodule
die First Solar GmbH in Erfurt (GEGENWART, 2004), (iii) die Life Cycle Analysis Spezialisten
der Universität Utrecht/Niederlande (ALSEMA, 2004) sowie (iv) die Flotationsexperten der
Universität Miskolc/Ungarn (BOKANYI, 2003).
Es sollen (i) die Vorbehandlung, (ii) die nassmechanische Aufbereitung, (iii) die
Großmengenanalytik und (iv) der Wiedereinsatz als Photozellenrohstoff für CdTe
demonstriert werden. Neben diesen technischen Aufgaben haben eine umrahmende
Grundsatzstudie zur Nachhaltigkeit sowie Ergebnis-Dissemination und Technologie-
Transfer wesentliche Bedeutung.
Um RESOLVED vorzubereiten, wurden seit 2002 an der BAM Vorstudien (i) zur
Überwachung großer Abfallströme aus dem Elektronikbereich und (ii) zu alternativem
Recycling von CdTe- und CIS-Dünnschicht-PV-Modulen begonnen (WEITHÖNER, 2003;
GIESE et al., 2003). Die Recyclingstrategie für Dünnschicht-Photovoltaik-Module basiert auf
nassmechanischer Behandlung und stützt sich somit auf bewährte Methoden zur
Aufbereitung mineralischer Güter. Kernstück ist die Aufbereitungsanlage der BAM (hierzu:
FRIEDRICH et al., 1994). Der Prozess verzichtet auf den Einsatz von Säure und den
Verbrauch hoher Energiemengen.
Quelle: UVR-FIA 2004 ...
Aufbereitung und Recycling von Photovoltaik CdTe- Dünnschichtmodulen
– EU-Life-Environment Demonstrationsvorhaben RESOLVED
Dr. Lutz B. Giese, Christian Segebade und Karin Weimann
(Bundesanstalt für Materialforschung und -prüfung, BAM )
Die Photovoltaik ist ein Zukunftsmarkt (vgl. BUTZ, 2002). Dünnschicht-Photovoltaik-
Technologien auf Basis CdTe und CIS gelten als sehr vielversprechend für die Zukunft.
Sie besitzen hohe Potentiale hinsichtlich des technischen Fortschritts und der möglichen
Kostensenkungen und könnten somit auch die Aussichten auf eine nachhaltige
Energieversorgung in der EU verbessern.
Ausgehend von bekannten Ergebnissen (z.B. BINE, 1998; FTHENAKIS, 2000) sollten
insbesondere im Bereich der Verbindungshalbleiter-Technologien weitere Anstrengungen
im Recycling zur Optimierung der Umweltverträglichkeit und der Ressourcenschonung
unternommen werden. Dies dient zum einen als Zukunftsvorsorge, zum anderen haben
aber die EU und damit die Mitgliedsstaaten wegen der Elektronikschrottproblematik (vgl.
VOLLRATH, 2002; ZANGL, 2004) durch die Verabschiedung der WEEE und RoHS Prozesse
frühzeitige Vorsorge im Entsorgungs- bzw. Verwertungsbereich bereits angestoßen.
Das EU Life Vorhaben RESOLVED, in dem Recyclingstrategien für Photovoltaik-
Dünnschichtmodule untersucht werden sollen, wurde durch die BAM im EU Life
Environment Demonstration Programm beantragt. Es soll eine Laufzeit von drei Jahren
haben und ggf. Anfang 2005 beginnen. Partner der BAM sind (i) die Recycling
Spezialisten der Deutschen Solar AG in Freiberg mit ihren Erfahrungen im Wafer-
Recycling (WAMBACH, 2002), (ii) als Hersteller und Anbieter für CdTe-Dünnschichtmodule
die First Solar GmbH in Erfurt (GEGENWART, 2004), (iii) die Life Cycle Analysis Spezialisten
der Universität Utrecht/Niederlande (ALSEMA, 2004) sowie (iv) die Flotationsexperten der
Universität Miskolc/Ungarn (BOKANYI, 2003).
Es sollen (i) die Vorbehandlung, (ii) die nassmechanische Aufbereitung, (iii) die
Großmengenanalytik und (iv) der Wiedereinsatz als Photozellenrohstoff für CdTe
demonstriert werden. Neben diesen technischen Aufgaben haben eine umrahmende
Grundsatzstudie zur Nachhaltigkeit sowie Ergebnis-Dissemination und Technologie-
Transfer wesentliche Bedeutung.
Um RESOLVED vorzubereiten, wurden seit 2002 an der BAM Vorstudien (i) zur
Überwachung großer Abfallströme aus dem Elektronikbereich und (ii) zu alternativem
Recycling von CdTe- und CIS-Dünnschicht-PV-Modulen begonnen (WEITHÖNER, 2003;
GIESE et al., 2003). Die Recyclingstrategie für Dünnschicht-Photovoltaik-Module basiert auf
nassmechanischer Behandlung und stützt sich somit auf bewährte Methoden zur
Aufbereitung mineralischer Güter. Kernstück ist die Aufbereitungsanlage der BAM (hierzu:
FRIEDRICH et al., 1994). Der Prozess verzichtet auf den Einsatz von Säure und den
Verbrauch hoher Energiemengen.
Antwort auf Beitrag Nr.: 40.912.723 von bossi1 am 24.01.11 12:22:42Quelle: UVR-FIA 2004 ...
Die Grundlage für das Recycling der Siliziumabfälle im Slurry ...
Ultraschallverfahren zur Dispergierung von Feststoffen in der
Technologie zur Herstellung von Funktionskeramik
Dipl.-Ing. (FH) Michael Rutz und Prof. Dr. rer. nat. habil. Hanspeter Heegn
(UVR-FIA GmbH Freiberg)
Durch die Entwicklung leistungsfähiger Geräte sind die Voraussetzungen für eine breitere
Anwendung der Ultraschalltechnik zur Dispergierung von Feststoffen über den
Labormaßstab hinaus bis in produktionstechnische Dimensionen gegeben. Über die dabei
zu erreichenden Effekte bestehen allerdings noch weitgehende Unklarheiten. Durch den
Eintrag von Ultraschall in eine Flüssigkeit entsteht ein Schallwechseldruck mit sich
periodisch wiederholenden Druck- und Zugphasen, der Kräfte in der Flüssigkeit entstehen
lässt, die zu Verdichtungen und Verdünnungen des Mediums führen. Die Kräfte in der
Sogphase der Schwingung können bei entsprechender Ultraschallintensität die Flüssigkeit
zum Zerreißen bringen, so dass sich kleine Blasen bilden, die sich durch den
herrschenden Unterdruck mit in der Flüssigkeit gelösten Gasen oder Flüssigkeitsdampf
füllen. In der darauf folgenden Überdruckphase der Verdichtung bricht das entstandene
Gasbläschen mit hoher Geschwindigkeit zusammen, wobei die dabei entstehenden
Druckstöße auf in der Flüssigkeit befindliche Grenzflächen oder in der Flüssigkeit
befindliche Festkörperteilchen große Kräfte ausüben, so dass Feststoffbindungen zerstört
werden können. Dieser auch als Kavitation (*) bezeichnete Effekt wirkt sich
materialzerstörend aus, wird aber im vorliegenden Fall bewusst zur Dispergierung von Feststoffen
genutzt. Die Intensität des Ultraschalls an der Ultraschallquelle und die
mögliche Abschwächung mit dem Abstand, die Energiedichte und Energieverteilung im
Beanspruchungsraum, der Einfluss von Frequenz und Amplitude der Ultraschallquelle sind
maßgebend für die erreichten Effekte. Weiterhin spielen auch die Eigenschaften des
Übertragungsmediums (Temperatur, Dampfdruck, Viskosität, gelöste Gasmengen) sowie
dessen Wechselwirkung mit der Art und Konzentration des dispergierten Feststoffs eine
große Rolle.
... im Patent für das Recycling vom Siliziumabfall aus den Slurry wurde
Ultraschall, Temperaturen und der Dampfdruck beschrieben sowie das Übertragungsmedium
Die prozessbestimmenden Daten von kommerziell angebotenen leistungsfähigen
Ultraschallreaktoren wurden erfasst und die charakteristischen Besonderheiten bewertet.
Weiterhin wird über experimentelle Untersuchungen im Labor- und halbtechnischem
Maßstab an einem konkreten Versatz für Funktionskeramik berichtet. Die für die
technische Überführung ganz wesentliche Energieeffizienz wurde dabei durch
kalorimetrische Messung der in Wärme umgesetzten Energie bestimmt. Die unter
Vergleichsbedingungen erzielten Ergebnisse der mit Lasergranulometrie erhaltenen
Teilchengrößenverteilungen bilden die Grundlage einer Bewertung der Wirkung
unterschiedlicher Typen von Ultraschallreaktoren.
Bemerkenswert ist es, dass die Ergebnisse der diskontinuierlichen Versuche schlechter
ausfallen als die Ergebnisse der kontinuierlichen Versuche beziehungsweise die Versuche
im Technikumsmaßstab. Der Grund dafür ist vor allem in der Ausbreitungsgeometrie des
Schallfeldes im Vergleich zur Geometrie des Reaktionsraums zu sehen. Ausgehend von
den erhaltenen Ergebnissen werden die Möglichkeiten und Grenzen der Einbindung der
Ultraschalltechnik in die Technologien zur Herstellung von Funktionskeramik diskutiert.
Literatur:
Rutz, M.: Bewertung der technischen Möglichkeiten der Dispergierung von Feststoffen mit
Ultraschall. Diplomarbeit FH Nordhausen 2004

(*) Kavitation = (lat. cavitare „aushöhlen“) ist die Bildung und Auflösung von dampfgefüllten Hohlräumen (Dampfblasen) in Flüssigkeiten. Man unterscheidet zwei Grenzfälle, zwischen denen es viele Übergangsformen gibt. Bei der Dampfkavitation oder harten (transienten) Kavitation enthalten die Hohlräume hauptsächlich Dampf der umgebenden Flüssigkeit. Solche Hohlräume fallen unter Einwirkung des äußeren Drucks per Blasenimplosion zusammen (mikroskopischer Dampfschlag). Bei der weichen beziehungsweise stabilen Gaskavitation treten in der Flüssigkeit gelöste Gase in die Kavitäten ein und dämpfen oder verhindern deren Kollaps.
Die Grundlage für das Recycling der Siliziumabfälle im Slurry ...
Ultraschallverfahren zur Dispergierung von Feststoffen in der
Technologie zur Herstellung von Funktionskeramik
Dipl.-Ing. (FH) Michael Rutz und Prof. Dr. rer. nat. habil. Hanspeter Heegn
(UVR-FIA GmbH Freiberg)
Durch die Entwicklung leistungsfähiger Geräte sind die Voraussetzungen für eine breitere
Anwendung der Ultraschalltechnik zur Dispergierung von Feststoffen über den
Labormaßstab hinaus bis in produktionstechnische Dimensionen gegeben. Über die dabei
zu erreichenden Effekte bestehen allerdings noch weitgehende Unklarheiten. Durch den
Eintrag von Ultraschall in eine Flüssigkeit entsteht ein Schallwechseldruck mit sich
periodisch wiederholenden Druck- und Zugphasen, der Kräfte in der Flüssigkeit entstehen
lässt, die zu Verdichtungen und Verdünnungen des Mediums führen. Die Kräfte in der
Sogphase der Schwingung können bei entsprechender Ultraschallintensität die Flüssigkeit
zum Zerreißen bringen, so dass sich kleine Blasen bilden, die sich durch den
herrschenden Unterdruck mit in der Flüssigkeit gelösten Gasen oder Flüssigkeitsdampf
füllen. In der darauf folgenden Überdruckphase der Verdichtung bricht das entstandene
Gasbläschen mit hoher Geschwindigkeit zusammen, wobei die dabei entstehenden
Druckstöße auf in der Flüssigkeit befindliche Grenzflächen oder in der Flüssigkeit
befindliche Festkörperteilchen große Kräfte ausüben, so dass Feststoffbindungen zerstört
werden können. Dieser auch als Kavitation (*) bezeichnete Effekt wirkt sich
materialzerstörend aus, wird aber im vorliegenden Fall bewusst zur Dispergierung von Feststoffen
genutzt. Die Intensität des Ultraschalls an der Ultraschallquelle und die
mögliche Abschwächung mit dem Abstand, die Energiedichte und Energieverteilung im
Beanspruchungsraum, der Einfluss von Frequenz und Amplitude der Ultraschallquelle sind
maßgebend für die erreichten Effekte. Weiterhin spielen auch die Eigenschaften des
Übertragungsmediums (Temperatur, Dampfdruck, Viskosität, gelöste Gasmengen) sowie
dessen Wechselwirkung mit der Art und Konzentration des dispergierten Feststoffs eine
große Rolle.
... im Patent für das Recycling vom Siliziumabfall aus den Slurry wurde
Ultraschall, Temperaturen und der Dampfdruck beschrieben sowie das Übertragungsmedium
Die prozessbestimmenden Daten von kommerziell angebotenen leistungsfähigen
Ultraschallreaktoren wurden erfasst und die charakteristischen Besonderheiten bewertet.
Weiterhin wird über experimentelle Untersuchungen im Labor- und halbtechnischem
Maßstab an einem konkreten Versatz für Funktionskeramik berichtet. Die für die
technische Überführung ganz wesentliche Energieeffizienz wurde dabei durch
kalorimetrische Messung der in Wärme umgesetzten Energie bestimmt. Die unter
Vergleichsbedingungen erzielten Ergebnisse der mit Lasergranulometrie erhaltenen
Teilchengrößenverteilungen bilden die Grundlage einer Bewertung der Wirkung
unterschiedlicher Typen von Ultraschallreaktoren.
Bemerkenswert ist es, dass die Ergebnisse der diskontinuierlichen Versuche schlechter
ausfallen als die Ergebnisse der kontinuierlichen Versuche beziehungsweise die Versuche
im Technikumsmaßstab. Der Grund dafür ist vor allem in der Ausbreitungsgeometrie des
Schallfeldes im Vergleich zur Geometrie des Reaktionsraums zu sehen. Ausgehend von
den erhaltenen Ergebnissen werden die Möglichkeiten und Grenzen der Einbindung der
Ultraschalltechnik in die Technologien zur Herstellung von Funktionskeramik diskutiert.
Literatur:
Rutz, M.: Bewertung der technischen Möglichkeiten der Dispergierung von Feststoffen mit
Ultraschall. Diplomarbeit FH Nordhausen 2004
(*) Kavitation = (lat. cavitare „aushöhlen“) ist die Bildung und Auflösung von dampfgefüllten Hohlräumen (Dampfblasen) in Flüssigkeiten. Man unterscheidet zwei Grenzfälle, zwischen denen es viele Übergangsformen gibt. Bei der Dampfkavitation oder harten (transienten) Kavitation enthalten die Hohlräume hauptsächlich Dampf der umgebenden Flüssigkeit. Solche Hohlräume fallen unter Einwirkung des äußeren Drucks per Blasenimplosion zusammen (mikroskopischer Dampfschlag). Bei der weichen beziehungsweise stabilen Gaskavitation treten in der Flüssigkeit gelöste Gase in die Kavitäten ein und dämpfen oder verhindern deren Kollaps.
Antwort auf Beitrag Nr.: 40.913.726 von bossi1 am 24.01.11 14:54:44Eine Suspension ...
(lat.: suspendere „aufhängen“; in der Schwebe lassen) ist ein heterogenes Stoffgemisch aus einer Flüssigkeit und darin fein verteilten Feststoffen, die in der Flüssigkeit mit geeigneten Aggregaten (Rührer, Dissolver, Naßmühle) sowie meist mit Hilfe zusätzlicher Dispergiermittel aufgeschlämmt und in der Schwebe gehalten werden. Eine Suspension ist eine grobdisperse Dispersion und tendiert zur Sedimentation und Phasentrennung.
Suspensionen in Wasser bezeichnet man in der Werkstoffkunde oder bei natürlichen Vorkommen auch als Aufschlämmung oder (aus dem Englischen) Slurry. --> Sie werden unterteilt in „grobe“ Suspensionen (Teilchengröße 0,1 bis 1 mm, z. B. Kreideschlamm) und „feine“ Suspensionen (Teilchengröße 1 bis 100 µm, z. B. Kalkmilch). Noch feiner dispergierte Teilchen (kleiner 1000 nm bzw. 1 µm) sind Dispersionen, kleiner 1 nm Molekulardispersionen.[1]
(lat.: suspendere „aufhängen“; in der Schwebe lassen) ist ein heterogenes Stoffgemisch aus einer Flüssigkeit und darin fein verteilten Feststoffen, die in der Flüssigkeit mit geeigneten Aggregaten (Rührer, Dissolver, Naßmühle) sowie meist mit Hilfe zusätzlicher Dispergiermittel aufgeschlämmt und in der Schwebe gehalten werden. Eine Suspension ist eine grobdisperse Dispersion und tendiert zur Sedimentation und Phasentrennung.
Suspensionen in Wasser bezeichnet man in der Werkstoffkunde oder bei natürlichen Vorkommen auch als Aufschlämmung oder (aus dem Englischen) Slurry. --> Sie werden unterteilt in „grobe“ Suspensionen (Teilchengröße 0,1 bis 1 mm, z. B. Kreideschlamm) und „feine“ Suspensionen (Teilchengröße 1 bis 100 µm, z. B. Kalkmilch). Noch feiner dispergierte Teilchen (kleiner 1000 nm bzw. 1 µm) sind Dispersionen, kleiner 1 nm Molekulardispersionen.[1]
Antwort auf Beitrag Nr.: 40.912.723 von bossi1 am 24.01.11 12:22:42Partner der BAM sind (i) die Recycling Spezialisten der Deutschen Solar AG in Freiberg mit ihren Erfahrungen im Wafer-Recycling (WAMBACH, 2002), (ii) als Hersteller und Anbieter für CdTe-Dünnschichtmodule die First Solar GmbH in Erfurt (GEGENWART, 2004), (iii) die Life Cycle Analysis Spezialisten der Universität Utrecht/Niederlande (ALSEMA, 2004) sowie (iv) die Flotationsexperten der Universität Miskolc/Ungarn (BOKANYI, 2003).
Quelle: UVR-FIA 2010 ...
Recycling von Photovoltaik-Dünnschichtmodulen mit Hilfe eines Vakuum-Saugstrahlverfahrens
Wolf, Jürgen1; Riebel, Ulrich2 ; Berger, Wolfgang3
1 GP innovation GmbH (GPI), Lübbenau
2 Brandenburgische Technische Universität (BTU), Cottbus
3 BAM Bundesanstalt für Materialforschung und –prüfung, Berlin
Im Rahmen eines von der Arbeitsgemeinschaft industrieller Forschungsvereinigungen
e.V. (AiF) geförderten Projektes, welches gemeinsam durch die GPI
Lübbenau, die Fachgruppe IV.3 Abfallbehandlung und Altlastensanierung der BAM
Berlin sowie den Lehrstuhl Mechanische Verfahrenstechnik der BTU Cottbus ausgeführt
wird, wurde eine neue Technologie für das Recycling von Photovoltaik-
Dünnschichtmodulen Cadmium-Tellurid- (CdTe-) und Kupfer-Indium-Disulfid/-selenid-
(CIS-) Modulen entwickelt. Dabei erfolgt ein mechanisches Abtragen der
Halbleiterschichten bei gleichzeitiger Dekontamination des Trägerglases und eine
mechanisch-pneumatische Abscheidung und Aufkonzentration der in den Schichten
enthaltenen Wertstoffe. Ergänzt wird das Verfahren mit einer weiteren Prozessstufe,
einer nassmechanischen Aufkonzentration der Wertstoffe mittels Flotation.
Das Abtragen der Halbleiterschichten basiert auf der Vakuum-Saugstrahltechnologie,
wofür eine Pilotanlage entwickelt, gebaut und erprobt wurde (GPI). Für das
Abstrahlen der Halbleitermaterialien können komplette offene (nicht laminierte)
Module z.B. Produktionsausschuss oder thermisch geöffnete Module eingesetzt
werden. Mit Hilfe einer Hochleistungs-Prototyp-Saugstrahleinheit ist es möglich, die
Wertstoffe bei möglichst geringem Abtrieb der Trägermaterialien rückgewinnen zu
können und ein kontaminationsfreies Glassubstrat dem Glasrecycling zuzuführen.
Mit Hilfe der von der BTU begleiteten Adaption einer (trocken-)mechanischpneumatischen
Abscheidetechnik konnte eine effektive Trennung von Wertstoffen,
Glasabrieb und Strahlmitteln erreicht und in einer ersten Trennstufe bereits eine
deutliche Aufkonzentration der Halbleitermaterialien erreicht werden, die einem
Rückgewinnungsgrad von ca. 25% des eingesetzten Halbleitermaterials entspricht.
Höhere Aufkonzentrationen bzw. Rückgewinnungsgrade können durch eine
mehrstufige mechanisch-pneumatische Trennung erzielt werden. In einem
nachfolgenden Prozessschritt der von der BAM bearbeiteten nassmechanischen
Aufbereitung mittels Flotation erfolgt eine weitere Aufkonzentration der
Halbleitermaterialien.
Es wird ein Überblick über die komplexen Arbeitsinhalte gegeben.
Auf der Grundlage dieser Projektergebnisse erscheint eine wirtschaftliche
Anwendung der entwickelten Technologie aussichtsreich, wofür weiterführende
Untersuchungen und Entwicklungsarbeiten vorbereitet werden.
Quelle: UVR-FIA 2010 ...
Recycling von Photovoltaik-Dünnschichtmodulen mit Hilfe eines Vakuum-Saugstrahlverfahrens
Wolf, Jürgen1; Riebel, Ulrich2 ; Berger, Wolfgang3
1 GP innovation GmbH (GPI), Lübbenau
2 Brandenburgische Technische Universität (BTU), Cottbus
3 BAM Bundesanstalt für Materialforschung und –prüfung, Berlin
Im Rahmen eines von der Arbeitsgemeinschaft industrieller Forschungsvereinigungen
e.V. (AiF) geförderten Projektes, welches gemeinsam durch die GPI
Lübbenau, die Fachgruppe IV.3 Abfallbehandlung und Altlastensanierung der BAM
Berlin sowie den Lehrstuhl Mechanische Verfahrenstechnik der BTU Cottbus ausgeführt
wird, wurde eine neue Technologie für das Recycling von Photovoltaik-
Dünnschichtmodulen Cadmium-Tellurid- (CdTe-) und Kupfer-Indium-Disulfid/-selenid-
(CIS-) Modulen entwickelt. Dabei erfolgt ein mechanisches Abtragen der
Halbleiterschichten bei gleichzeitiger Dekontamination des Trägerglases und eine
mechanisch-pneumatische Abscheidung und Aufkonzentration der in den Schichten
enthaltenen Wertstoffe. Ergänzt wird das Verfahren mit einer weiteren Prozessstufe,
einer nassmechanischen Aufkonzentration der Wertstoffe mittels Flotation.
Das Abtragen der Halbleiterschichten basiert auf der Vakuum-Saugstrahltechnologie,
wofür eine Pilotanlage entwickelt, gebaut und erprobt wurde (GPI). Für das
Abstrahlen der Halbleitermaterialien können komplette offene (nicht laminierte)
Module z.B. Produktionsausschuss oder thermisch geöffnete Module eingesetzt
werden. Mit Hilfe einer Hochleistungs-Prototyp-Saugstrahleinheit ist es möglich, die
Wertstoffe bei möglichst geringem Abtrieb der Trägermaterialien rückgewinnen zu
können und ein kontaminationsfreies Glassubstrat dem Glasrecycling zuzuführen.
Mit Hilfe der von der BTU begleiteten Adaption einer (trocken-)mechanischpneumatischen
Abscheidetechnik konnte eine effektive Trennung von Wertstoffen,
Glasabrieb und Strahlmitteln erreicht und in einer ersten Trennstufe bereits eine
deutliche Aufkonzentration der Halbleitermaterialien erreicht werden, die einem
Rückgewinnungsgrad von ca. 25% des eingesetzten Halbleitermaterials entspricht.
Höhere Aufkonzentrationen bzw. Rückgewinnungsgrade können durch eine
mehrstufige mechanisch-pneumatische Trennung erzielt werden. In einem
nachfolgenden Prozessschritt der von der BAM bearbeiteten nassmechanischen
Aufbereitung mittels Flotation erfolgt eine weitere Aufkonzentration der
Halbleitermaterialien.
Es wird ein Überblick über die komplexen Arbeitsinhalte gegeben.
Auf der Grundlage dieser Projektergebnisse erscheint eine wirtschaftliche
Anwendung der entwickelten Technologie aussichtsreich, wofür weiterführende
Untersuchungen und Entwicklungsarbeiten vorbereitet werden.
Zum Thema "Potential für Recycling":
http://taz.de/1/zukunft/umwelt/artikel/1/pfusch-auf-spanisch…
Nach dem Boom im Jahr 2008
Pfusch auf spanischen Sonnendächern
Während des Booms wurden massenhaft Solaranlagen installiert. Viele genügen den Sicherheits- und Qualitätsansprüchen nicht. Und die Installateure sind längst verschwunden...
... Dabei finden sich überall Indizien für erhebliche Qualitätsmängel bei Komponenten und Anlagendesign...
Nun vergilbt die Kunstharzschicht, in die die Zellen eingebettet sind, Kontakte oxidieren oder die verschiedenen Schichten des Moduls lösen sich voneinander und es entstehen Blasen. Außerdem treten vermehrt "heiße Punkte" auf, die im Extremfall zum Totalausfall des gesamten Moduls führen...
Wer sich auf Module aus Fernost verließ, hat oftmals nur die Papiere des Importeurs oder Großhändlers in der Hand. Viele dieser Unternehmen schlossen am Ende des Booms...
Der einzige Anhaltspunkt stamme von den Recycling-Unternehmen für Solarmodule, die von einem Geschäftsvolumen von 1 Gigawatt in den nächsten drei Jahren ausgehen, so ein Ministeriumssprecher. "Das wären 30 Prozent Ausfallrate", sagt Faustino Chenlo, Chef des Labors für Solarpanels im staatlichen Forschungszentrum für Energie, Umwelt und Technik (Ciemat). Das sei zu hoch gerechnet. Chenlo schätzt die Quote der Module, die in den nächsten Jahren ersetzt werden müssen, "auf 5 bis 10 Prozent - immer noch eine viel zu hohe Zahl".
---------
Nicht nur in Spanien gab es einen Boom ausgelöst durch Torschlusspanik. Insofern könnte(!) das Recycling-Geschäft schon früher in relevante Größendimensionen vorstoßen als von manchen erwartet (wenn es überhaupt auf deren Radar ist).
http://taz.de/1/zukunft/umwelt/artikel/1/pfusch-auf-spanisch…
Nach dem Boom im Jahr 2008
Pfusch auf spanischen Sonnendächern
Während des Booms wurden massenhaft Solaranlagen installiert. Viele genügen den Sicherheits- und Qualitätsansprüchen nicht. Und die Installateure sind längst verschwunden...
... Dabei finden sich überall Indizien für erhebliche Qualitätsmängel bei Komponenten und Anlagendesign...
Nun vergilbt die Kunstharzschicht, in die die Zellen eingebettet sind, Kontakte oxidieren oder die verschiedenen Schichten des Moduls lösen sich voneinander und es entstehen Blasen. Außerdem treten vermehrt "heiße Punkte" auf, die im Extremfall zum Totalausfall des gesamten Moduls führen...
Wer sich auf Module aus Fernost verließ, hat oftmals nur die Papiere des Importeurs oder Großhändlers in der Hand. Viele dieser Unternehmen schlossen am Ende des Booms...
Der einzige Anhaltspunkt stamme von den Recycling-Unternehmen für Solarmodule, die von einem Geschäftsvolumen von 1 Gigawatt in den nächsten drei Jahren ausgehen, so ein Ministeriumssprecher. "Das wären 30 Prozent Ausfallrate", sagt Faustino Chenlo, Chef des Labors für Solarpanels im staatlichen Forschungszentrum für Energie, Umwelt und Technik (Ciemat). Das sei zu hoch gerechnet. Chenlo schätzt die Quote der Module, die in den nächsten Jahren ersetzt werden müssen, "auf 5 bis 10 Prozent - immer noch eine viel zu hohe Zahl".
---------
Nicht nur in Spanien gab es einen Boom ausgelöst durch Torschlusspanik. Insofern könnte(!) das Recycling-Geschäft schon früher in relevante Größendimensionen vorstoßen als von manchen erwartet (wenn es überhaupt auf deren Radar ist).
Antwort auf Beitrag Nr.: 40.924.902 von Tri2Sol am 26.01.11 00:27:55Am besten gefällt mir der Gedanke,
daß ggf. unser Sunicon den Modulschrott der Chinesen reyclen könnte ... das wird unseren China Fans durch Mark und Bein gehen. Recycling war schon immer die Stärke von Solarworld und die baut FA zielstrebig aus. Das Patent zur Charakterisierung von Granulat- und Pulver aus Silizium beschreibt auch einen wichtigen Schritt für das automatische Modulrecycling. Das Thema könnte auch bei CIS ein Thema sein, ob CdTe (First Solar) auch dazu gehört kann man (noch) nicht abschätzen. Hab mal was zu einem zusätzlichen Prozeß dazu gelesen bei UVR-FIA und muß noch mal nachsehen.
P.S.: Werde auch auf den Seiten der hier erwähnten Ciemat in Spanien nachlesen
Ciemat

daß ggf. unser Sunicon den Modulschrott der Chinesen reyclen könnte ... das wird unseren China Fans durch Mark und Bein gehen. Recycling war schon immer die Stärke von Solarworld und die baut FA zielstrebig aus. Das Patent zur Charakterisierung von Granulat- und Pulver aus Silizium beschreibt auch einen wichtigen Schritt für das automatische Modulrecycling. Das Thema könnte auch bei CIS ein Thema sein, ob CdTe (First Solar) auch dazu gehört kann man (noch) nicht abschätzen. Hab mal was zu einem zusätzlichen Prozeß dazu gelesen bei UVR-FIA und muß noch mal nachsehen.
P.S.: Werde auch auf den Seiten der hier erwähnten Ciemat in Spanien nachlesen
Ciemat
Antwort auf Beitrag Nr.: 40.924.902 von Tri2Sol am 26.01.11 00:27:55Quelle: UVR.FIA aus 2004 ...
DAS PROBLEM DER GROSSEN MENGEN ...
Die Charakterisierung von großen Materialmengen im Aufbereitungs-
und Recyclingprozess von Elektronikschrott ... auch Solarzellen fallen darunter
Christian Segebade(1), P. Bode(2), Wolf Görner(1)
((1)Bundesanstalt für Materialforschung und –prüfung, Lab. I.43 “Aktivierungsanalyse;
Gasanalytik”, Berlin)
((2)IRI Interfacultair Reactor Instituut, Delft University of Technology, The Netherlands)
In der modernen Materialanalytik ist man überwiegend bestrebt, kleine Mengen mit
hochempfindlichen Methoden zu analysieren. Andererseits ist es jedoch häufig notwendig,
zuverlässige Analysenergebnisse von großen Materialmengen zu erzielen, wobei sowohl
Haupt- als auch Spurenbestandteile erfasst werden sollen. Zudem ist die Repräsentativität
einer großen Probenmenge wahrscheinlicher als die von geringen Probenmassen, etwa
mehreren zehn Gramm im Vergleich zu einigen zehn Milligramm. So kann eine
Materialcharakterisierung durch die Analyse einer großen Probenmasse dieselbe
Zuverlässigkeit erreichen wie die Untersuchung vieler kleinerer Proben, wodurch sich der
Zeit- und Kostenaufwand bedeutend verringert. Unter der großen Zahl analytischer
Verfahren ermöglichen nur wenige die Analyse großer Probenmassen bzw. –volumina.
In erster Linie sind dies radioanalytische Techniken. In diesem Beitrag werden die
Möglichkeiten der instrumentellen Aktivierungsanalyse mit Neutronen aus einem
Forschungsreaktor (INAA)1 sowie mit Photonen aus einem Elektronenlinearbeschleuniger
(IPAA)2 hervorgehoben. Darüber hinaus wird die Anwendung unterschiedlicher Versionen
der Röntgenfluoreszenzanalyse (RFA)3 beschrieben. Letztere ist als mobiles und flexibles
Vor-Ort-Verfahren geeignet, während die Aktivierungsverfahren mit ihrer niedrigen
Nachweisgrenze und hohen Präzision zur Qualitätskontrolle dienen sollen.
Als Beispiel wird die Untersuchung von zermahlenem Elektronikschrott beschrieben. Das
Aufkommen an Elektronikabfall hat sich in den letzten Jahren dramatisch erhöht, daher
sind neue analytische Verfahren zur schnellen Charakterisierung großer Probenmengen
zu erschwinglichen Kosten dringend erforderlich. Mit der Kenntnis des Gehaltes an
Wertstoffen (z.B. Edelmetalle), Schadstoffen wie Blei, Cadmium etc. sowie quasi neutralen
Abfallstoffen (z.B. Kunststoffen) können Entscheidungen bezüglich Aufarbeitung bzw.
Endlagerung schnell und zielsicher getroffen werden. Dies ist insbesondere im Hinblick auf
die einschlägigen EU – Richtlinien von hoher Dringlichkeit4. Darüber hinaus können so
Entsorgungskosten reduziert werden.
Die Großvolumenanalyse durch Neutronenaktivierung ist schon seit einigen Jahren in der
Entwicklung und konnte bereits erfolgreich für die Analyse verschiedener Materialien
eingesetzt werden, während die IPAA erst seit kurzem für die Analyse großer
Probenmassen verwendet werden kann. Die Großvolumen – Bestrahlungsposition des
Elektronenlinearbeschleunigers der BAM
Berlin wurde zur Ermittlung der Bestimmungsgrenzen und der analytischen Präzision der
Untersuchung von Elektronikschrott in Probenmengen von 5 g bis in den
Kilogrammbereich durch IPAA verwendet. Die Analyse von noch größeren Mengen sowie
von anderen Materialien wird angestrebt.
Zur Aktivitätsmessung wurden sowohl konventionelle hochauflösende γ-Spektrometer
sowie ein Detektorpaar–Spektrometer zur hochpräzisen Gehaltsbestimmung verwendet.
Die vergleichende Analyse von stufenweise erhöhten Probenmassen aus einer
Materialcharge ergab eine erhebliche Verbesserung der Repräsentativität von größeren
Proben bei unverändertem Arbeits- und Zeitaufwand.
Die RFA wurde bislang zur Analyse anderer Stoffarten verwendet (siehe z.B. GIESE et al.,
diese Tagung3). Der Einsatz zur kontinuierlichen Untersuchung von Stoffströmen im
Recyclingprozess von Elektronikschrott ist noch im Entwicklungsstadium.
... das Patent der Sunicon von 12/2010 für die Charakterisierung der Recyclingmengen
(Pulver & Granulat) baut auf diesen tech. Überlegungen der UVR.FIA aus 2004 auf.
DAS PROBLEM DER GROSSEN MENGEN ...
Die Charakterisierung von großen Materialmengen im Aufbereitungs-
und Recyclingprozess von Elektronikschrott ... auch Solarzellen fallen darunter
Christian Segebade(1), P. Bode(2), Wolf Görner(1)
((1)Bundesanstalt für Materialforschung und –prüfung, Lab. I.43 “Aktivierungsanalyse;
Gasanalytik”, Berlin)
((2)IRI Interfacultair Reactor Instituut, Delft University of Technology, The Netherlands)
In der modernen Materialanalytik ist man überwiegend bestrebt, kleine Mengen mit
hochempfindlichen Methoden zu analysieren. Andererseits ist es jedoch häufig notwendig,
zuverlässige Analysenergebnisse von großen Materialmengen zu erzielen, wobei sowohl
Haupt- als auch Spurenbestandteile erfasst werden sollen. Zudem ist die Repräsentativität
einer großen Probenmenge wahrscheinlicher als die von geringen Probenmassen, etwa
mehreren zehn Gramm im Vergleich zu einigen zehn Milligramm. So kann eine
Materialcharakterisierung durch die Analyse einer großen Probenmasse dieselbe
Zuverlässigkeit erreichen wie die Untersuchung vieler kleinerer Proben, wodurch sich der
Zeit- und Kostenaufwand bedeutend verringert. Unter der großen Zahl analytischer
Verfahren ermöglichen nur wenige die Analyse großer Probenmassen bzw. –volumina.
In erster Linie sind dies radioanalytische Techniken. In diesem Beitrag werden die
Möglichkeiten der instrumentellen Aktivierungsanalyse mit Neutronen aus einem
Forschungsreaktor (INAA)1 sowie mit Photonen aus einem Elektronenlinearbeschleuniger
(IPAA)2 hervorgehoben. Darüber hinaus wird die Anwendung unterschiedlicher Versionen
der Röntgenfluoreszenzanalyse (RFA)3 beschrieben. Letztere ist als mobiles und flexibles
Vor-Ort-Verfahren geeignet, während die Aktivierungsverfahren mit ihrer niedrigen
Nachweisgrenze und hohen Präzision zur Qualitätskontrolle dienen sollen.
Als Beispiel wird die Untersuchung von zermahlenem Elektronikschrott beschrieben. Das
Aufkommen an Elektronikabfall hat sich in den letzten Jahren dramatisch erhöht, daher
sind neue analytische Verfahren zur schnellen Charakterisierung großer Probenmengen
zu erschwinglichen Kosten dringend erforderlich. Mit der Kenntnis des Gehaltes an
Wertstoffen (z.B. Edelmetalle), Schadstoffen wie Blei, Cadmium etc. sowie quasi neutralen
Abfallstoffen (z.B. Kunststoffen) können Entscheidungen bezüglich Aufarbeitung bzw.
Endlagerung schnell und zielsicher getroffen werden. Dies ist insbesondere im Hinblick auf
die einschlägigen EU – Richtlinien von hoher Dringlichkeit4. Darüber hinaus können so
Entsorgungskosten reduziert werden.
Die Großvolumenanalyse durch Neutronenaktivierung ist schon seit einigen Jahren in der
Entwicklung und konnte bereits erfolgreich für die Analyse verschiedener Materialien
eingesetzt werden, während die IPAA erst seit kurzem für die Analyse großer
Probenmassen verwendet werden kann. Die Großvolumen – Bestrahlungsposition des
Elektronenlinearbeschleunigers der BAM
Berlin wurde zur Ermittlung der Bestimmungsgrenzen und der analytischen Präzision der
Untersuchung von Elektronikschrott in Probenmengen von 5 g bis in den
Kilogrammbereich durch IPAA verwendet. Die Analyse von noch größeren Mengen sowie
von anderen Materialien wird angestrebt.
Zur Aktivitätsmessung wurden sowohl konventionelle hochauflösende γ-Spektrometer
sowie ein Detektorpaar–Spektrometer zur hochpräzisen Gehaltsbestimmung verwendet.
Die vergleichende Analyse von stufenweise erhöhten Probenmassen aus einer
Materialcharge ergab eine erhebliche Verbesserung der Repräsentativität von größeren
Proben bei unverändertem Arbeits- und Zeitaufwand.
Die RFA wurde bislang zur Analyse anderer Stoffarten verwendet (siehe z.B. GIESE et al.,
diese Tagung3). Der Einsatz zur kontinuierlichen Untersuchung von Stoffströmen im
Recyclingprozess von Elektronikschrott ist noch im Entwicklungsstadium.
... das Patent der Sunicon von 12/2010 für die Charakterisierung der Recyclingmengen
(Pulver & Granulat) baut auf diesen tech. Überlegungen der UVR.FIA aus 2004 auf.
DE102008064660B4
Titel Silizium-Kompaktat
Anmelder
Sunicon AG, 09599 Freiberg, DE
Erfinder
Woditsch, Peter, Prof. Dr., 47800 Krefeld, DE;
Müller, Armin, Prof. Dr., 09599 Freiberg, DE;
Stute, Silvio, Dr., 01705 Freital, DE
Veröffentlichungstag der Patenterteilung
13.01.2011
Titel Silizium-Kompaktat
Anmelder
Sunicon AG, 09599 Freiberg, DE
Erfinder
Woditsch, Peter, Prof. Dr., 47800 Krefeld, DE;
Müller, Armin, Prof. Dr., 09599 Freiberg, DE;
Stute, Silvio, Dr., 01705 Freital, DE
Veröffentlichungstag der Patenterteilung
13.01.2011
Antwort auf Beitrag Nr.: 40.939.722 von bossi1 am 27.01.11 21:52:51War noch nicht fertig .... erste Patenterteilung 2011 ...
Scheint noch Änderung gegeben zu haben, denn es geht um JSSI Siliziumpulver,
daß mit verbesserten Eigenschaften bereitgestellt werden soll.
Die Erfindung betrifft ein Kompaktat aus einem Pulver, insbesondere aus Silizium ...
Um beispielsweise das aus Monosilan in einem Abscheideprozess hergestellte Siliziumpulver weiterverarbeiten zu können, ist eine Erhöhung der Materialdichte und eine Formbildung von Vorteil. Ein Problem hierbei ist die Kontaminierung des Siliziumpulvers bei der Aufbereitung, insbesondere bei der Verdichtung. Aufgrund seiner mikrokristallinen Struktur und der Oberflächenbeschaffenheit der Kristallite lässt sich feinteiliges Silizium, wie es beispielsweise bei der pyrolytischen Zersetzung von Monosilan anfällt, nicht auf einfache Weise zu einem verarbeitungsfähigen Material umsetzen.
http://www.patent-de.com/20110113/DE102008064660B4.html
+++++
Siliziumpulver oxidiert an der Oberfläche. Das Problem hat natürlich auch recycletes Siliziumpulver / Siliziumgranulat aus dem Slurry. Für Sunicon eigentliche ein Vorteil, daß man sich schon so lange mit dem Thema Siliziumpulver befaßt hat und daher Erfahrung mit gasdichtem Reaktionsräum unter Innertgas (Stickstoff oder Argon) zum verdichten hat.
Auszug - Oberfläche in qm je g Siliziumpulver ...
Silizium-Kompaktat ist ferner durch eine innere Oberfläche im Bereich von 5 m2/g bis 15 m2/g, insbesondere im Bereich von 10 m2/g bis 13 m2/g gekennzeichnet.
Scheint noch Änderung gegeben zu haben, denn es geht um JSSI Siliziumpulver,
daß mit verbesserten Eigenschaften bereitgestellt werden soll.
Die Erfindung betrifft ein Kompaktat aus einem Pulver, insbesondere aus Silizium ...
Um beispielsweise das aus Monosilan in einem Abscheideprozess hergestellte Siliziumpulver weiterverarbeiten zu können, ist eine Erhöhung der Materialdichte und eine Formbildung von Vorteil. Ein Problem hierbei ist die Kontaminierung des Siliziumpulvers bei der Aufbereitung, insbesondere bei der Verdichtung. Aufgrund seiner mikrokristallinen Struktur und der Oberflächenbeschaffenheit der Kristallite lässt sich feinteiliges Silizium, wie es beispielsweise bei der pyrolytischen Zersetzung von Monosilan anfällt, nicht auf einfache Weise zu einem verarbeitungsfähigen Material umsetzen.
http://www.patent-de.com/20110113/DE102008064660B4.html
+++++
Siliziumpulver oxidiert an der Oberfläche. Das Problem hat natürlich auch recycletes Siliziumpulver / Siliziumgranulat aus dem Slurry. Für Sunicon eigentliche ein Vorteil, daß man sich schon so lange mit dem Thema Siliziumpulver befaßt hat und daher Erfahrung mit gasdichtem Reaktionsräum unter Innertgas (Stickstoff oder Argon) zum verdichten hat.
Auszug - Oberfläche in qm je g Siliziumpulver ...
Silizium-Kompaktat ist ferner durch eine innere Oberfläche im Bereich von 5 m2/g bis 15 m2/g, insbesondere im Bereich von 10 m2/g bis 13 m2/g gekennzeichnet.
Lithium Conference Offers Cautionary Guidance
email Email Print Print
Wed, Jan 26, 2011
Feature Articles
By Dave Brown – Exclusive to Lithium Investing News
inShare0
The 3rd Annual Lithium Supply and Markets Conference was hosted by Metal Bulletin last week at the Metro Toronto Convention Centre. One of the keynote speakers at the event, Edward R Anderson, president of lithium consultants TRU Group Inc., indicated some bearish sentiments for lithium pipeline projects.
Medium term outlook
Mr. Anderson believes that new developments will have a tremendous challenge to compete with the existing lithium “Big Three.” Over the next decade, pipeline projects and expansions could increase capacity by about 40,000 tonnes per year. This forecast for lithium supply would be more than double the forecasted industrial demand, according to Mr. Anderson. Existing lithium chemical producers have the in-ground resources and ability to meet nearly all market requirements by expanding capacity. The short term forecast is for demand and prices to continue to demonstrate relatively little growth this year.
The lithium consulting group’s veteran lithium geologist, Dr. Ihor Kunasz, explained the technical reasons as to why existing producers have a natural advantage. Dr. Kunasz suggests, “It’s simple, the existing players have three times the lithium concentration and also reserves that dwarf any of the new players. In addition, SQM (NYSE: SQM), by far the world’s largest lithium, has for many years re-injected excess lithium produced into the Salar de Atacama adding to the lithium resource of the salar.” Dr. Kunasz is well known as the geologist who developed the original reserve model at Atacama from whence 60 percent of the world’s lithium is currently produced.
A TRU Contrarian
Two years ago the world’s greatest investor and well reputed “oracle from Omaha,” placed a strong bet by initiating a position in the Chinese EV market with a $232 million stake of BYD Co. (HKG:1211). Warren Buffett’s investment thesis was predicated on strong growth in the sector; sentiments shared by the company which has since then told Reuters recently that it expects green cars to provide a “sizable profit” in about five years.
In October 2008, the chairman of Berkshire Hathaway (NYSE:BRK.A) (NYSE:BRK.B) acquired a 9.9 percent stake with the value advancing to $1.2 billion, a return of more than five times the initial investment in barely two years. Mr. Buffett said BYD’s focus on green buses in the coming years and its long-term plan to focus on building efficient cars will pay off in the long run.
After a successful first half of 2010, sales have declined and the company has considerably downgraded expectations for the year. The company still may show upside potential with ambitious longer term targets and international strategic partnerships for the future, including an electric car joint venture with Mercedes.
Vice President supporting electric vehicle initiative
Vice President Joe Biden said Wednesday that the current administration plans to make good on efforts to put 1 million advanced technology vehicles on the road by 2015 by offering financial incentives.
Joe Biden was officially visiting advanced lithium-ion battery systems manufacturer, Ener1 Inc. (NASDAQ:HEV). The company was also in headline news last week concerning a partnership with a Chinese automotive manufacturer. In the past, Ener1 got $118.5 million in stimulus funds to expand production of advanced batteries for hybrid and electric vehicles.
Biden’s visit came the day after a State of the Union speech in which President Barack Obama pledged to work toward putting 1 million advanced technology vehicles such as electric cars and hybrids on America’s roads by 2015.
Since the inception of the current administration, significant political interest and considerable investment has already been committed towards the electric vehicle market. The DOE has already launched an Electric Drive Vehicle (EDV) Battery and Component Manufacturing Initiative of the American Recovery and Reinvestment Act of 2009 (ARRA), which has been made available to provide approximately $2 billion in federal stimulus in part to promote the development of U.S.-based advanced battery production for the EDV market.
email Email Print Print
Wed, Jan 26, 2011
Feature Articles
By Dave Brown – Exclusive to Lithium Investing News
inShare0
The 3rd Annual Lithium Supply and Markets Conference was hosted by Metal Bulletin last week at the Metro Toronto Convention Centre. One of the keynote speakers at the event, Edward R Anderson, president of lithium consultants TRU Group Inc., indicated some bearish sentiments for lithium pipeline projects.
Medium term outlook
Mr. Anderson believes that new developments will have a tremendous challenge to compete with the existing lithium “Big Three.” Over the next decade, pipeline projects and expansions could increase capacity by about 40,000 tonnes per year. This forecast for lithium supply would be more than double the forecasted industrial demand, according to Mr. Anderson. Existing lithium chemical producers have the in-ground resources and ability to meet nearly all market requirements by expanding capacity. The short term forecast is for demand and prices to continue to demonstrate relatively little growth this year.
The lithium consulting group’s veteran lithium geologist, Dr. Ihor Kunasz, explained the technical reasons as to why existing producers have a natural advantage. Dr. Kunasz suggests, “It’s simple, the existing players have three times the lithium concentration and also reserves that dwarf any of the new players. In addition, SQM (NYSE: SQM), by far the world’s largest lithium, has for many years re-injected excess lithium produced into the Salar de Atacama adding to the lithium resource of the salar.” Dr. Kunasz is well known as the geologist who developed the original reserve model at Atacama from whence 60 percent of the world’s lithium is currently produced.
A TRU Contrarian
Two years ago the world’s greatest investor and well reputed “oracle from Omaha,” placed a strong bet by initiating a position in the Chinese EV market with a $232 million stake of BYD Co. (HKG:1211). Warren Buffett’s investment thesis was predicated on strong growth in the sector; sentiments shared by the company which has since then told Reuters recently that it expects green cars to provide a “sizable profit” in about five years.
In October 2008, the chairman of Berkshire Hathaway (NYSE:BRK.A) (NYSE:BRK.B) acquired a 9.9 percent stake with the value advancing to $1.2 billion, a return of more than five times the initial investment in barely two years. Mr. Buffett said BYD’s focus on green buses in the coming years and its long-term plan to focus on building efficient cars will pay off in the long run.
After a successful first half of 2010, sales have declined and the company has considerably downgraded expectations for the year. The company still may show upside potential with ambitious longer term targets and international strategic partnerships for the future, including an electric car joint venture with Mercedes.
Vice President supporting electric vehicle initiative
Vice President Joe Biden said Wednesday that the current administration plans to make good on efforts to put 1 million advanced technology vehicles on the road by 2015 by offering financial incentives.
Joe Biden was officially visiting advanced lithium-ion battery systems manufacturer, Ener1 Inc. (NASDAQ:HEV). The company was also in headline news last week concerning a partnership with a Chinese automotive manufacturer. In the past, Ener1 got $118.5 million in stimulus funds to expand production of advanced batteries for hybrid and electric vehicles.
Biden’s visit came the day after a State of the Union speech in which President Barack Obama pledged to work toward putting 1 million advanced technology vehicles such as electric cars and hybrids on America’s roads by 2015.
Since the inception of the current administration, significant political interest and considerable investment has already been committed towards the electric vehicle market. The DOE has already launched an Electric Drive Vehicle (EDV) Battery and Component Manufacturing Initiative of the American Recovery and Reinvestment Act of 2009 (ARRA), which has been made available to provide approximately $2 billion in federal stimulus in part to promote the development of U.S.-based advanced battery production for the EDV market.
Antwort auf Beitrag Nr.: 40.924.902 von Tri2Sol am 26.01.11 00:27:55Potential für Recycling ...
Recycling gegen Versorgungsengpässe
09. November 2010
Redaktion Recycling Technology
Hainichen – Strategisch wichtige Rohstoffe wie Indium, Tellur oder Gallium sind unverzichtbar für die Produktion von Dünnschicht-Solarzellen, Flachbildschirmen oder Computerchips. Das Recycling aller nicht auf Silicium basierenden Dünnschicht-Systeme wird in Zukunft eine immer wichtigere Rolle spielen.
Die nutzbaren Ressourcen seltener Metalle gehen aufgrund der global steigenden Nachfrage innerhalb weniger Jahrzehnte zur Neige. Hinzu kommt das Problem ihrer ungleichen Verteilung. So besitzt China bei vielen dieser Rohstoffe über 90 Prozent aller weltweit bekannten Reserven. Verständlich, dass China seine Exporte begrenzt, um die Preise für diese Materialien in die Höhe zu treiben. Das wiederum bedroht die Produktionsstandorte westlicher Industrieländer, da diese aufgrund fehlender eigener Vorkommen auf immer teurere Importe angewiesen sind. Andererseits fallen in den westlichen Industrieländern in den nächsten Jahren vermehrt Hightech-Schrotte der ersten Geräte- und Anlagengenerationen an. Diese gilt es als sekundäre Rohstoffquellen zu erschließen, statt sie aufwändig zu entsorgen oder zum Ausschlachten in Drittweltländer zu exportieren.
Die im sächsischen Hainichen ansässige Loser Chemie GmbH hat jetzt ein universell verwendbares physikalisch-chemisches Verfahren für das Recycling aller nicht auf Silicium basierenden Dünnschicht-Systeme entwickelt und patentiert. Laut Dr. Wolfram Palitzsch, Prokurist des Unternehmens, ist die Evaluierungsphase erfolgreich abgeschlossen. Die scale-up-fähige Pilotanlage kann alle Metalle aus derartigen Dünnschichtstrukturen ablösen und für weitere Verwertung verfügbar machen - ganz ohne Chemikalien- bzw. Anlagenwechsel. Dazu gehören Tellur (Te) aus Cadmiumtellurid (CdTe), Indium aus Kuper-Indium-Diselenid (CIS), Gallium und Indium aus Kupfer-Indium-Gallium-Diselenid (CIGS) oder Molybdän (Mo) aus Rückkontakten. Zudem können Hersteller von Dünnschicht-PV-Solarzellen ihre Produktionsabfälle und Sandstrahlstäube aus der Anlagenreinigung direkt einer Verwertung zuführen.
http://www.recycling-technology.de/News-Nachrichten/Verwertu…
+++++
Wenig Infos auf der HP der Loser Chemie ...
Thema Nr. 1 - Recycling
Aktuell beschäftigen wir uns vordergründig mit dem Recycling von Photovoltaikmodulen - Recyclingfähigkeit reicht nicht aus, es muss auch passieren. So sind zur Zeit unter anderem folgende Materialien zur Herstellung von Solarmodulen interessant: Cadmium-Tellurid (CdTe) und Kupfer-Indium-Gallium-Schwefel-Selen-Verbindungen (je nach Zusammensetzung als Cu(In,Ga)Se2 und CuInS2 oder kurz als CIS, CGS, CIGS und CIGSS bezeichnet). Ziel unserer Arbeiten ist die Etablierung eines Verfahrens zum Recycling von Produktionsabfällen bis End Of Life Modulen, die nicht auf Silicium basieren.
http://www.loserchemie.de/innovationen.html
+++++
In einer pdf aus Ungarn findet man mehr Infos ...
Pdf 2010, 16 Seiten ab Seite 9
http://www.ahkungarn.hu/fileadmin/ahk_ungarn/Dokumente/Berei…
Das Patent DE102007034441A1 kann man noch nicht einsehen
Recycling gegen Versorgungsengpässe
09. November 2010
Redaktion Recycling Technology
Hainichen – Strategisch wichtige Rohstoffe wie Indium, Tellur oder Gallium sind unverzichtbar für die Produktion von Dünnschicht-Solarzellen, Flachbildschirmen oder Computerchips. Das Recycling aller nicht auf Silicium basierenden Dünnschicht-Systeme wird in Zukunft eine immer wichtigere Rolle spielen.
Die nutzbaren Ressourcen seltener Metalle gehen aufgrund der global steigenden Nachfrage innerhalb weniger Jahrzehnte zur Neige. Hinzu kommt das Problem ihrer ungleichen Verteilung. So besitzt China bei vielen dieser Rohstoffe über 90 Prozent aller weltweit bekannten Reserven. Verständlich, dass China seine Exporte begrenzt, um die Preise für diese Materialien in die Höhe zu treiben. Das wiederum bedroht die Produktionsstandorte westlicher Industrieländer, da diese aufgrund fehlender eigener Vorkommen auf immer teurere Importe angewiesen sind. Andererseits fallen in den westlichen Industrieländern in den nächsten Jahren vermehrt Hightech-Schrotte der ersten Geräte- und Anlagengenerationen an. Diese gilt es als sekundäre Rohstoffquellen zu erschließen, statt sie aufwändig zu entsorgen oder zum Ausschlachten in Drittweltländer zu exportieren.
Die im sächsischen Hainichen ansässige Loser Chemie GmbH hat jetzt ein universell verwendbares physikalisch-chemisches Verfahren für das Recycling aller nicht auf Silicium basierenden Dünnschicht-Systeme entwickelt und patentiert. Laut Dr. Wolfram Palitzsch, Prokurist des Unternehmens, ist die Evaluierungsphase erfolgreich abgeschlossen. Die scale-up-fähige Pilotanlage kann alle Metalle aus derartigen Dünnschichtstrukturen ablösen und für weitere Verwertung verfügbar machen - ganz ohne Chemikalien- bzw. Anlagenwechsel. Dazu gehören Tellur (Te) aus Cadmiumtellurid (CdTe), Indium aus Kuper-Indium-Diselenid (CIS), Gallium und Indium aus Kupfer-Indium-Gallium-Diselenid (CIGS) oder Molybdän (Mo) aus Rückkontakten. Zudem können Hersteller von Dünnschicht-PV-Solarzellen ihre Produktionsabfälle und Sandstrahlstäube aus der Anlagenreinigung direkt einer Verwertung zuführen.
http://www.recycling-technology.de/News-Nachrichten/Verwertu…
+++++
Wenig Infos auf der HP der Loser Chemie ...
Thema Nr. 1 - Recycling
Aktuell beschäftigen wir uns vordergründig mit dem Recycling von Photovoltaikmodulen - Recyclingfähigkeit reicht nicht aus, es muss auch passieren. So sind zur Zeit unter anderem folgende Materialien zur Herstellung von Solarmodulen interessant: Cadmium-Tellurid (CdTe) und Kupfer-Indium-Gallium-Schwefel-Selen-Verbindungen (je nach Zusammensetzung als Cu(In,Ga)Se2 und CuInS2 oder kurz als CIS, CGS, CIGS und CIGSS bezeichnet). Ziel unserer Arbeiten ist die Etablierung eines Verfahrens zum Recycling von Produktionsabfällen bis End Of Life Modulen, die nicht auf Silicium basieren.
http://www.loserchemie.de/innovationen.html
+++++
In einer pdf aus Ungarn findet man mehr Infos ...
Pdf 2010, 16 Seiten ab Seite 9
http://www.ahkungarn.hu/fileadmin/ahk_ungarn/Dokumente/Berei…
Das Patent DE102007034441A1 kann man noch nicht einsehen
Was bringt das Si-Recycling aus dem Slurry nur für den eigenen Bedarf?
Siliziumverbrauch GB 2009 ... aus der online Version
Zusätzliche Kostensenkungspozenziale können Solarhersteller mit Effizienzsteigerungen in der Wafer- und Zellproduktion erschließen. Der durchschnittliche Siliziumbedarf soll dadurch im Jahr 2010 bereits um fünf Prozent auf 7,8 (2009: 8,2) g/Wp reduziert werden und bis zum Jahr 2011 auf 7,6 g/Wp sinken.
+++++
"material is king" ...
Poly-Si supply tight on spot market
Nuying Huang, Taipei; Willie Teng, DIGITIMES [Thursday 27 January 2011]
Auszug ...
The Chinese government's attempt to cool off the real estate market has driven the country's hot money into the solar energy sector, particularly upstream material production. Poly-Si spot price climbed from US$50/kg to nearly US$100/kg at one point. With the government recently announcing tougher standards for new poly-Si investments, speculators are holding inventory even during the current offseason in anticipation for strong demand and tighter supply, said the sources.
http://www.digitimes.com/news/a20110127PD201.html
+++++
2010+ --> 1250 MW Wafer = 9.500 t/Jahr bei 7,6 g/Wp
a) zu 50.000 USD/t = 475 Mio. ---> 237,5 Mio landen im Slurry bei 50%
b) zu 100.000 USD/t = 950 Mio. --> 475,0 Mio landen im Slurry bei 50%
Angenommen man kann Silizium wirtschaftlich aus dem Slurry recyclen
Selbst wenn die Kosten beim Recycling 50% vom Siliziumpreis bei 50 USDbetragen beibt
50% mehr fürs EBIT. Steigt der Siliziumpreis aber, dürfte es noch viel interessanter werden.
a) Recyclingkosten angenommen bei 50 USD/kg = 25 USD ---> bleibt 25 USD/kg
b) Recyclingkosten angenommen bei 100 USD/kg = 25 USD --> bleibt 75 USD/kg
a) 118,8 Mio. .... je Quartal = 29,7 Mio.
b) 356,3 Mio. .... je Quartal = 89,1 Mio.
Das würde sogar eine Geldwelle (3) in Bewegung setzten. ...
Übrigens noch mal Danke an für die Shorties für diese Marktinfo.
Siliziumverbrauch GB 2009 ... aus der online Version
Zusätzliche Kostensenkungspozenziale können Solarhersteller mit Effizienzsteigerungen in der Wafer- und Zellproduktion erschließen. Der durchschnittliche Siliziumbedarf soll dadurch im Jahr 2010 bereits um fünf Prozent auf 7,8 (2009: 8,2) g/Wp reduziert werden und bis zum Jahr 2011 auf 7,6 g/Wp sinken.
+++++
"material is king" ...
Poly-Si supply tight on spot market
Nuying Huang, Taipei; Willie Teng, DIGITIMES [Thursday 27 January 2011]
Auszug ...
The Chinese government's attempt to cool off the real estate market has driven the country's hot money into the solar energy sector, particularly upstream material production. Poly-Si spot price climbed from US$50/kg to nearly US$100/kg at one point. With the government recently announcing tougher standards for new poly-Si investments, speculators are holding inventory even during the current offseason in anticipation for strong demand and tighter supply, said the sources.
http://www.digitimes.com/news/a20110127PD201.html
+++++
2010+ --> 1250 MW Wafer = 9.500 t/Jahr bei 7,6 g/Wp
a) zu 50.000 USD/t = 475 Mio. ---> 237,5 Mio landen im Slurry bei 50%
b) zu 100.000 USD/t = 950 Mio. --> 475,0 Mio landen im Slurry bei 50%
Angenommen man kann Silizium wirtschaftlich aus dem Slurry recyclen
Selbst wenn die Kosten beim Recycling 50% vom Siliziumpreis bei 50 USDbetragen beibt
50% mehr fürs EBIT. Steigt der Siliziumpreis aber, dürfte es noch viel interessanter werden.
a) Recyclingkosten angenommen bei 50 USD/kg = 25 USD ---> bleibt 25 USD/kg
b) Recyclingkosten angenommen bei 100 USD/kg = 25 USD --> bleibt 75 USD/kg
a) 118,8 Mio. .... je Quartal = 29,7 Mio.
b) 356,3 Mio. .... je Quartal = 89,1 Mio.
Das würde sogar eine Geldwelle (3) in Bewegung setzten. ...
Übrigens noch mal Danke an für die Shorties für diese Marktinfo.
Antwort auf Beitrag Nr.: 40.951.273 von bossi1 am 30.01.11 22:08:27Der Silizium Vertrag mit Wacker von 2007-2017
... damals produzierte man 220 MW Wafer
http://www.premiumpresse.de/solarworld-konzern-schliesst-rah…
Liefervertrag mit Hemlock 9/2005 ... langfristig
Liefervertrag mit DC Chemical (DCC) 8/2008 bis 2016
über 580 Mio. USD
JSSI 850 t/Jahr
Recycling 1.500t/Jahr
Katar 3.600t/Jahr ab 3Q 2012
... damals produzierte man 220 MW Wafer
http://www.premiumpresse.de/solarworld-konzern-schliesst-rah…
Liefervertrag mit Hemlock 9/2005 ... langfristig
Liefervertrag mit DC Chemical (DCC) 8/2008 bis 2016
über 580 Mio. USD
JSSI 850 t/Jahr
Recycling 1.500t/Jahr
Katar 3.600t/Jahr ab 3Q 2012
Antwort auf Beitrag Nr.: 40.951.273 von bossi1 am 30.01.11 22:08:27hab grad Deinen Beitrag überflogen ohne nachzurechnen - sehr interessant. Und dabei gehst Du ja, so wie ich es verstanden habe, nur von dem SolarWorld-eigenen Si-"abfall" aus, richtig? Sprich, ein theoretisch möglicher Aufkauf oder vielmehr die Abnahme (am Ende noch gegen Gebühr als "Müll"entsorger )von anderen Wafer-Produzenten ist rein spekulativ ja das i-Tüpfelchen obendrauf. Freu mich...
)von anderen Wafer-Produzenten ist rein spekulativ ja das i-Tüpfelchen obendrauf. Freu mich... !
Dieser Beitrag wurde moderiert. Grund: themenfremder Inhalt
LDK recyclet selbst das Slurry,
muß aber beim Silizium passen ...
JANUARY 25, 2008
LDK Solar CFO Talks Silicon
In the wake of allegations of inventory discrepancies, Jack Lai discusses margins, recycling and the independent audit.
Auszug ...
Q: LDK has said it already has been recycling wire-saw slurry. Can the company tell us anything about the efficiency of its slurry recycling and how expensive that process is? How does LDK's process differ from other companies' efforts?
A: Slurry has glyco, silicon carbide and some silicon. We recycle the glyco and the silicon carbide. We don't know if we can do it better than others. We recycle the silicon carbide and the glyco. We cannot recover the silicon. And there may be some scrap -- some wire. Efficiency is 60 to 70 percent.
http://www.greentechmedia.com/articles/read/ldk-solar-cfo-ta…
muß aber beim Silizium passen ...
JANUARY 25, 2008
LDK Solar CFO Talks Silicon
In the wake of allegations of inventory discrepancies, Jack Lai discusses margins, recycling and the independent audit.
Auszug ...
Q: LDK has said it already has been recycling wire-saw slurry. Can the company tell us anything about the efficiency of its slurry recycling and how expensive that process is? How does LDK's process differ from other companies' efforts?
A: Slurry has glyco, silicon carbide and some silicon. We recycle the glyco and the silicon carbide. We don't know if we can do it better than others. We recycle the silicon carbide and the glyco. We cannot recover the silicon. And there may be some scrap -- some wire. Efficiency is 60 to 70 percent.
http://www.greentechmedia.com/articles/read/ldk-solar-cfo-ta…
http://www.ad-hoc-news.de/solarworld-will-im-erzgebirge-lith…
Solarworld will im Erzgebirge Lithium fördern
01.02.11 | 18:37 Uhr
Die Solarworld AG steigt in die Förderung des Leichtmetalls Lithium ein. Im Erzgebirge, in der Region um Zinnwald, habe sich der Solarkonzern mit Hauptsitz in Bonn die Rechte auf die Förderung lithiumhaltigen Gesteins gesichert, berichtete die 'Frankfurter Allgemeine Zeitung' (Mittwochausgabe).
Solarworld will im Erzgebirge Lithium fördern: Die Solarworld AG steigt in die Förderung des Leichtmetalls Lithium ein. Im Erzgebirge, in der Region um Zinnwald, habe sich der Solarkonzern mit Hauptsitz in Bonn die Rechte auf die Förderung lithiumhaltigen Gesteins gesichert, berichtete die 'Frankfurter Allgemeine Zeitung' (Mittwochausgabe).
Vergrößern Solarworld will im Erzgebirge Lithium fördern
Frankfurt/Main (dapd-lsc). 'Dort liegt höchstwahrscheinlich das größte Vorkommen in ganz Europa. In zwei, drei Jahren kann die Förderung beginnen', sagte der Vorstandsvorsitzende Frank Asbeck der Zeitung. Im Vergleich zu den Abbaugebieten in Lateinamerika und Asien sei das Gestein zwar mager, aber der Abbau lohne sich. 'Das wird ein großes Geschäft, sonst würden wir es gar nicht erst machen', zitiert die Zeitung den Solarworld-Chef.
Lithium ist der wichtigste Rohstoff für leistungsfähige Batterien, die in Zukunft Elektroautos antreiben und Solarstrom speichern sollen. 'Wir sind bei der Rohstoffversorgung gern unabhängig, auch beim Lithium für Stromspeicherbatterien', meinte Asbeck. Angesichts der wachsenden Konkurrenz und sinkender Preise auf dem deutschen Heimatmarkt setze er auf steigende Exporte. Bis 2013 solle ihr Umsatzanteil von bisher 40 auf 75 Prozent zulegen. Große Hoffnungen verbindet Asbeck dabei mit den Vereinigten Staaten. 'Amerika ist der nächste große Markt und wird Deutschland bis 2013 mit Sicherheit überholen', sagte er.
dapd
Solarworld will im Erzgebirge Lithium fördern
01.02.11 | 18:37 Uhr
Die Solarworld AG steigt in die Förderung des Leichtmetalls Lithium ein. Im Erzgebirge, in der Region um Zinnwald, habe sich der Solarkonzern mit Hauptsitz in Bonn die Rechte auf die Förderung lithiumhaltigen Gesteins gesichert, berichtete die 'Frankfurter Allgemeine Zeitung' (Mittwochausgabe).
Solarworld will im Erzgebirge Lithium fördern: Die Solarworld AG steigt in die Förderung des Leichtmetalls Lithium ein. Im Erzgebirge, in der Region um Zinnwald, habe sich der Solarkonzern mit Hauptsitz in Bonn die Rechte auf die Förderung lithiumhaltigen Gesteins gesichert, berichtete die 'Frankfurter Allgemeine Zeitung' (Mittwochausgabe).
Vergrößern Solarworld will im Erzgebirge Lithium fördern
Frankfurt/Main (dapd-lsc). 'Dort liegt höchstwahrscheinlich das größte Vorkommen in ganz Europa. In zwei, drei Jahren kann die Förderung beginnen', sagte der Vorstandsvorsitzende Frank Asbeck der Zeitung. Im Vergleich zu den Abbaugebieten in Lateinamerika und Asien sei das Gestein zwar mager, aber der Abbau lohne sich. 'Das wird ein großes Geschäft, sonst würden wir es gar nicht erst machen', zitiert die Zeitung den Solarworld-Chef.
Lithium ist der wichtigste Rohstoff für leistungsfähige Batterien, die in Zukunft Elektroautos antreiben und Solarstrom speichern sollen. 'Wir sind bei der Rohstoffversorgung gern unabhängig, auch beim Lithium für Stromspeicherbatterien', meinte Asbeck. Angesichts der wachsenden Konkurrenz und sinkender Preise auf dem deutschen Heimatmarkt setze er auf steigende Exporte. Bis 2013 solle ihr Umsatzanteil von bisher 40 auf 75 Prozent zulegen. Große Hoffnungen verbindet Asbeck dabei mit den Vereinigten Staaten. 'Amerika ist der nächste große Markt und wird Deutschland bis 2013 mit Sicherheit überholen', sagte er.
dapd
http://www.handelsblatt.com/technologie/forschung/materialfo…
Materialforschung: Neuer Werkstoff für energiesparende Nanotransistoren
Ein recht häufiges Sulfidmineral könnte die Halbleiterindustrie auf neue Füße stellen. Denn Molybdänit spart Energie und lässt sich recht einfach „dünn“ machen.
Anzeige
 Die Modelldarstellung zeigt, wie sich das Molybdänit in einem Transistor integrieren ließe.
Die Modelldarstellung zeigt, wie sich das Molybdänit in einem Transistor integrieren ließe.
Besonders kleine und energieeffiziente Transistoren für Computerchips lassen sich aus dem Material Molybdänit herstellen, wie Physiker der École Polytechnique Fédérale de Lausanne (EPFL) berichten. Das in der Natur reichlich vorkommende Mineral habe klare Vorteile gegenüber dem heute für Computerchips gängigen Halbleiter Silizium sowie dem auf Kohlenstoff basierenden Graphen, das als künftiges Baumaterial für Transistoren gehandelt wird, so die Forscher um Andras Kis.
Ähnlich wie die Kohlenstoffmodifikation Graphit - Basis für Graphen - ist Molybdänit (MoS2) aus ultradünnen Schichten aufgebaut, die aus einem nur drei Atomlagen dicken Sandwich aus Molybdän- und Schwefelatomen bestehen. Einzelne Molybdänitschichten eignen sich besonders für den Bau von sehr kleinen Transistoren, so Kis: In einer nur 0,65 Nanometer dünnen Molybdänitlage seien Elektronen genauso beweglich wie in einer zwei Nanometer dünnen Schicht aus Silizium.
Derzeit können noch keine Siliziumschichten gefertigt werden, die genauso dünn sind wie einzelne Molybdänitlagen. Auch der geringe Energieverbrauch macht das Material interessant: Transistoren aus Molybdänit verbrauchen 100 000 Mal weniger Energie im Standby-Modus als traditionelle Siliziumbauteile.
Graphen wiederum besteht zwar ebenso aus sehr dünnen Schichten, die sich aus Graphit gewinnen lassen, was den Bau sehr kleiner Transistoren erlaubt. Gegenüber Graphen hat Molybdänit aber einen für den Bau von Transistoren wichtigen Vorteil: Es wirkt als ein Halbleiter und verfügt über eine so genannte Bandlücke – einen Energiebereich, der für Elektronen „verboten“ ist.
Die Existenz der Bandlücke ist wichtig, um die Bewegung der Elektronen zu kontrollieren und auf einfache Weise zwischen dem An- und Auszustand eines Transistors umschalten zu können. Graphen hat als Halbmetall keine Bandlücke, sie muss erst durch Bearbeitung des Materials erzeugt werden. Außer für Computerchips ließe sich Molybdänit zudem für Leuchtdioden oder Solarzellen verwenden, nennt Kis weitere Einsatzmöglichkeiten des Werkstoffs.
Materialforschung: Neuer Werkstoff für energiesparende Nanotransistoren
Ein recht häufiges Sulfidmineral könnte die Halbleiterindustrie auf neue Füße stellen. Denn Molybdänit spart Energie und lässt sich recht einfach „dünn“ machen.
Anzeige
Besonders kleine und energieeffiziente Transistoren für Computerchips lassen sich aus dem Material Molybdänit herstellen, wie Physiker der École Polytechnique Fédérale de Lausanne (EPFL) berichten. Das in der Natur reichlich vorkommende Mineral habe klare Vorteile gegenüber dem heute für Computerchips gängigen Halbleiter Silizium sowie dem auf Kohlenstoff basierenden Graphen, das als künftiges Baumaterial für Transistoren gehandelt wird, so die Forscher um Andras Kis.
Ähnlich wie die Kohlenstoffmodifikation Graphit - Basis für Graphen - ist Molybdänit (MoS2) aus ultradünnen Schichten aufgebaut, die aus einem nur drei Atomlagen dicken Sandwich aus Molybdän- und Schwefelatomen bestehen. Einzelne Molybdänitschichten eignen sich besonders für den Bau von sehr kleinen Transistoren, so Kis: In einer nur 0,65 Nanometer dünnen Molybdänitlage seien Elektronen genauso beweglich wie in einer zwei Nanometer dünnen Schicht aus Silizium.
Derzeit können noch keine Siliziumschichten gefertigt werden, die genauso dünn sind wie einzelne Molybdänitlagen. Auch der geringe Energieverbrauch macht das Material interessant: Transistoren aus Molybdänit verbrauchen 100 000 Mal weniger Energie im Standby-Modus als traditionelle Siliziumbauteile.
Graphen wiederum besteht zwar ebenso aus sehr dünnen Schichten, die sich aus Graphit gewinnen lassen, was den Bau sehr kleiner Transistoren erlaubt. Gegenüber Graphen hat Molybdänit aber einen für den Bau von Transistoren wichtigen Vorteil: Es wirkt als ein Halbleiter und verfügt über eine so genannte Bandlücke – einen Energiebereich, der für Elektronen „verboten“ ist.
Die Existenz der Bandlücke ist wichtig, um die Bewegung der Elektronen zu kontrollieren und auf einfache Weise zwischen dem An- und Auszustand eines Transistors umschalten zu können. Graphen hat als Halbmetall keine Bandlücke, sie muss erst durch Bearbeitung des Materials erzeugt werden. Außer für Computerchips ließe sich Molybdänit zudem für Leuchtdioden oder Solarzellen verwenden, nennt Kis weitere Einsatzmöglichkeiten des Werkstoffs.
Antwort auf Beitrag Nr.: 40.964.460 von moemeister am 01.02.11 21:06:35Das F.A.Z.-Gespräch: Frank Asbeck, der Vorstandsvorsitzende der Solarworld AG
"Die Zeit arbeitet für den Solarstrom"
Die chinesische Konkurrenz drückt die Preise, die Einspeisevergütung sinkt. Frank Asbeck sieht die Solarbranche vor einem raschen Umbruch. "Wir sind 6000 Kilometer näher an den Kunden als die Chinesen."
01. Februar 2011
BONN, 1. Februar.
In Gesprächen mit Solar-Fachleuten ist die Konsolidierung der Branche derzeit ein Lieblingsthema. Die bislang schnell wachsende Sonnenstromindustrie teilt das Schicksal etablierter Wirtschaftszweige: Kleine Anbieter scheiden aus dem Markt aus oder werden aufgekauft, große werden noch größer. Diese von der Wirtschaftskrise angeschobene Entwicklung dürfte sich rasch weiter beschleunigen, erwartet der Solarworld-Vorstandssprecher Frank Asbeck. "Schauen Sie sich den Halbleitermarkt an - so entwickelt sich auch die Solarindustrie", sagt er im Gespräch mit dieser Zeitung. "Wir werden sieben bis acht große Akteure mit einem Marktanteil von zusammen deutlich mehr als 50 Prozent haben und 13 Firmen in der Kulisse, und dann ist Ende." Bis wann? Schon bis 2012.
Damit korrigiert Asbeck seine Prognosen weiter nach unten, respektive das Umbruchtempo nach oben. Im vergangenen Jahr hatte er die Zahl der überlebenden Solar-Großanbieter noch auf zehn geschätzt. Der Konzentrationsprozess betrifft auch und gerade das Solar-Musterland Deutschland, das heute noch rund die Hälfte des Geschäfts auf sich vereinigt. "Viele der deutschen Wettbewerber sind zu klein", sagt Asbeck, dessen Solarworld in Deutschland zu den Branchenriesen gehört. Vor allem denjenigen Firmen drohe die Pleite, die nicht mit eigener Forschung und eigenen Maschinen hochwertige Technologie produzierten.
Damit ist der Solarworld-Chef beim Reizthema China angekommen. Während mancher die wachsende Fernost-Konkurrenz für die Probleme der deutschen Hersteller verantwortlich macht, gibt sich Asbeck gelassen. Die Konsolidierung treffe auch die ersten Chinesen. Der gelegentlich als Sonnenkönig apostrophierte Bonner Unternehmer nimmt gern Quartalsberichte und Bilanzen aus dem Reich der Mitte auseinander. Sein Fazit: Die immer wieder hervorgehobenen Kostenvorteile hielten sich in Grenzen.
"Unterschiede gibt es, wo der arbeitsintensive Prozess ansetzt, also in der Modulproduktion. Wir haben 9 Prozent Arbeitslöhne in unserem Produkt, Chinesen 4 Prozent." Dazu gewähre Peking günstige staatliche Kredite und subventioniere die Energie, was die Produktion um weitere 5 bis 7 Prozent verbillige. Transportkosten nach Amerika oder Europa schlügen mit 2 Prozent negativ zu Buche, so dass unter dem Strich Module aus China 10 Prozent billiger angeboten werden können. "Um diese 10 Prozent müssen wir besser sein, gerne auch mehr", sagt Asbeck. Er verweist auf die hochwertigeren und effizienteren Module aus seiner Produktion. Außerdem seien deutsche Anbieter "6000 Kilometer näher an den Kunden als die Chinesen".
Die Umlage auf den Strompreis, aus der die Anschubfinanzierung für die erneuerbaren Energien bezahlt wird, hält Asbeck für eine vertretbare Investition in die Zukunft: "Die Leute akzeptieren das, eine Überförderung würden sie nicht akzeptieren." Letztlich sei die Förderung, die sich innerhalb der vergangenen zehn Jahre auf schätzungsweise 70 Milliarden Euro summiert hat, für einen künftig selbstlaufenden Mechanismus sehr günstig gewesen, findet er. Tendenziell wirkten die erneuerbaren Energien sogar strompreissenkend, weil mit zunehmend billigerer Sonnen- und Windenergie teure konventionelle Kraftwerke abgeschaltet würden.
Kritiker hatten vor allem deutschen Unternehmen vorgeworfen, sich in der Vergangenheit zu sehr auf der Förderung ausgeruht zu haben. Asbecks Pläne sehen so aus: "Bis 2020 wollen wir die Kosten für ein Dachsystem noch einmal halbieren." Ist dann die Förderung noch notwendig? Der Solarworld-Chef deutet an, dass man vom Zeitraum 2017 bis 2020 an auf die Einspeisevergütung verzichten könne, ohne das Geschäft zu gefährden. Dauerhaft notwendig bleibe aber der garantierte Netzzugang, um nicht von den etablierten Stromversorgern aus dem Netz gemobbt zu werden.
Die Zeit arbeite für die Solarindustrie, sagt Asbeck. "Alle unsere Kosten sind Technologiekosten, und Technologie wird tendenziell billiger, während die Preise für konventionelle Energie steigen." Trotzdem warnt er vor einer schnelleren Kürzung der Förderung. "Die Hersteller brauchen Kontinuität, damit sie die Produktion industrialisieren und die Kosten zügig weiter senken können", gibt er zu bedenken. Ohnehin werde man den Preisverfall nicht vollständig auffangen können. Asbeck sieht die gesamte Branche vor einer "Margendegression". Für ihn hat diese Entwicklung auch ihr Gutes: "Es wird zur Akzeptanz der Solarindustrie beitragen, wenn erkennbar wird, dass wir keine exorbitanten Gewinne machen."
Nachdem sich der Zubau neuer Solaranlagen im vergangenen Jahr auf 7000 Megawatt verdoppelt hat, prognostiziert Asbeck eine Beruhigung des Marktes mit einem Zubau von höchstens 5000 Megawatt im laufenden Jahr. Nach dem neuen Förderkonzept wird die Einspeisevergütung Anfang Juli gekürzt, wenn sich abzeichnet, dass der Zubau bestimmte Grenzen überschreitet. Darüber entscheidet eine Hochrechnung anhand der Zahlen für die Monate März, April und Mai. Asbeck befürchtet, dass die Neuinstallation durch dieses Verfahren überschätzt werden könnte: Wenn die Kunden eine scharfe Kürzung erwarteten, könnten sie die Nachfrage im Frühjahr nach oben treiben. Möglich wäre dann eine Senkung um 15 Prozent zum 1. Juli.
Selbst wenn der große Aufschwung in Deutschland langsam auslaufen sollte: Die Solarworld AG, an der er immer noch mit gut 25 Prozent beteiligt ist, glaubt Asbeck auch im Ausland bestens aufgestellt. "Wir betrachten uns als Teil der deutschen Exportwirtschaft und streben bis 2013 eine Ausfuhrquote von 75 Prozent des Umsatzes an." Heute sind es etwa 40 Prozent. Asbeck setzt auf die Vereinigten Staaten, wo Solarworld seine Produktionskapazität verdreifacht hat. "Jetzt springt die Nachfrage dort richtig an. Amerika ist der nächste große Markt und wird Deutschland bis 2013 mit Sicherheit überholen." Auch deshalb zeigt er sich überzeugt davon, dass das Unternehmen sein Wachstumstempo wird halten können - jedenfalls bei der Produktionsmenge, die weiterhin um rund 30 Prozent im Jahr steigen soll.
Autokonzerne will Asbeck, der vor zwei Jahren Interesse an Opel bekundet hatte, keine mehr kaufen. Dafür zieht es ihn nun in den Bergbau. Im Erzgebirge - in der Gegend von Zinnwald - hat sich Solarworld die Rechte auf die Lithium-Förderung gesichert. Das Leichtmetall ist der wichtigste Rohstoff für Batterien, die Elektroautos antreiben und die herkömmlichen Blei-Gel-Batterien als Speicher für Solarstrom ersetzen sollen. "Im Erzgebirge liegt höchstwahrscheinlich das größte Lithium-Vorkommen in ganz Europa - in zwei, drei Jahren kann die Förderung beginnen", sagt Asbeck. Rund fünf Millionen Euro habe er für die Exploration eingeplant. "Das wird ein großes Geschäft, sonst würden wir es gar nicht erst machen."
Das Gespräch führten Helmut Bünder und Thiemo Heeg.
Text: F.A.Z.
http://www.faz.net/s/RubF3CE08B362D244869BE7984590CB6AC1/Doc…
"Die Zeit arbeitet für den Solarstrom"
Die chinesische Konkurrenz drückt die Preise, die Einspeisevergütung sinkt. Frank Asbeck sieht die Solarbranche vor einem raschen Umbruch. "Wir sind 6000 Kilometer näher an den Kunden als die Chinesen."
01. Februar 2011
BONN, 1. Februar.
In Gesprächen mit Solar-Fachleuten ist die Konsolidierung der Branche derzeit ein Lieblingsthema. Die bislang schnell wachsende Sonnenstromindustrie teilt das Schicksal etablierter Wirtschaftszweige: Kleine Anbieter scheiden aus dem Markt aus oder werden aufgekauft, große werden noch größer. Diese von der Wirtschaftskrise angeschobene Entwicklung dürfte sich rasch weiter beschleunigen, erwartet der Solarworld-Vorstandssprecher Frank Asbeck. "Schauen Sie sich den Halbleitermarkt an - so entwickelt sich auch die Solarindustrie", sagt er im Gespräch mit dieser Zeitung. "Wir werden sieben bis acht große Akteure mit einem Marktanteil von zusammen deutlich mehr als 50 Prozent haben und 13 Firmen in der Kulisse, und dann ist Ende." Bis wann? Schon bis 2012.
Damit korrigiert Asbeck seine Prognosen weiter nach unten, respektive das Umbruchtempo nach oben. Im vergangenen Jahr hatte er die Zahl der überlebenden Solar-Großanbieter noch auf zehn geschätzt. Der Konzentrationsprozess betrifft auch und gerade das Solar-Musterland Deutschland, das heute noch rund die Hälfte des Geschäfts auf sich vereinigt. "Viele der deutschen Wettbewerber sind zu klein", sagt Asbeck, dessen Solarworld in Deutschland zu den Branchenriesen gehört. Vor allem denjenigen Firmen drohe die Pleite, die nicht mit eigener Forschung und eigenen Maschinen hochwertige Technologie produzierten.
Damit ist der Solarworld-Chef beim Reizthema China angekommen. Während mancher die wachsende Fernost-Konkurrenz für die Probleme der deutschen Hersteller verantwortlich macht, gibt sich Asbeck gelassen. Die Konsolidierung treffe auch die ersten Chinesen. Der gelegentlich als Sonnenkönig apostrophierte Bonner Unternehmer nimmt gern Quartalsberichte und Bilanzen aus dem Reich der Mitte auseinander. Sein Fazit: Die immer wieder hervorgehobenen Kostenvorteile hielten sich in Grenzen.
"Unterschiede gibt es, wo der arbeitsintensive Prozess ansetzt, also in der Modulproduktion. Wir haben 9 Prozent Arbeitslöhne in unserem Produkt, Chinesen 4 Prozent." Dazu gewähre Peking günstige staatliche Kredite und subventioniere die Energie, was die Produktion um weitere 5 bis 7 Prozent verbillige. Transportkosten nach Amerika oder Europa schlügen mit 2 Prozent negativ zu Buche, so dass unter dem Strich Module aus China 10 Prozent billiger angeboten werden können. "Um diese 10 Prozent müssen wir besser sein, gerne auch mehr", sagt Asbeck. Er verweist auf die hochwertigeren und effizienteren Module aus seiner Produktion. Außerdem seien deutsche Anbieter "6000 Kilometer näher an den Kunden als die Chinesen".
Die Umlage auf den Strompreis, aus der die Anschubfinanzierung für die erneuerbaren Energien bezahlt wird, hält Asbeck für eine vertretbare Investition in die Zukunft: "Die Leute akzeptieren das, eine Überförderung würden sie nicht akzeptieren." Letztlich sei die Förderung, die sich innerhalb der vergangenen zehn Jahre auf schätzungsweise 70 Milliarden Euro summiert hat, für einen künftig selbstlaufenden Mechanismus sehr günstig gewesen, findet er. Tendenziell wirkten die erneuerbaren Energien sogar strompreissenkend, weil mit zunehmend billigerer Sonnen- und Windenergie teure konventionelle Kraftwerke abgeschaltet würden.
Kritiker hatten vor allem deutschen Unternehmen vorgeworfen, sich in der Vergangenheit zu sehr auf der Förderung ausgeruht zu haben. Asbecks Pläne sehen so aus: "Bis 2020 wollen wir die Kosten für ein Dachsystem noch einmal halbieren." Ist dann die Förderung noch notwendig? Der Solarworld-Chef deutet an, dass man vom Zeitraum 2017 bis 2020 an auf die Einspeisevergütung verzichten könne, ohne das Geschäft zu gefährden. Dauerhaft notwendig bleibe aber der garantierte Netzzugang, um nicht von den etablierten Stromversorgern aus dem Netz gemobbt zu werden.
Die Zeit arbeite für die Solarindustrie, sagt Asbeck. "Alle unsere Kosten sind Technologiekosten, und Technologie wird tendenziell billiger, während die Preise für konventionelle Energie steigen." Trotzdem warnt er vor einer schnelleren Kürzung der Förderung. "Die Hersteller brauchen Kontinuität, damit sie die Produktion industrialisieren und die Kosten zügig weiter senken können", gibt er zu bedenken. Ohnehin werde man den Preisverfall nicht vollständig auffangen können. Asbeck sieht die gesamte Branche vor einer "Margendegression". Für ihn hat diese Entwicklung auch ihr Gutes: "Es wird zur Akzeptanz der Solarindustrie beitragen, wenn erkennbar wird, dass wir keine exorbitanten Gewinne machen."
Nachdem sich der Zubau neuer Solaranlagen im vergangenen Jahr auf 7000 Megawatt verdoppelt hat, prognostiziert Asbeck eine Beruhigung des Marktes mit einem Zubau von höchstens 5000 Megawatt im laufenden Jahr. Nach dem neuen Förderkonzept wird die Einspeisevergütung Anfang Juli gekürzt, wenn sich abzeichnet, dass der Zubau bestimmte Grenzen überschreitet. Darüber entscheidet eine Hochrechnung anhand der Zahlen für die Monate März, April und Mai. Asbeck befürchtet, dass die Neuinstallation durch dieses Verfahren überschätzt werden könnte: Wenn die Kunden eine scharfe Kürzung erwarteten, könnten sie die Nachfrage im Frühjahr nach oben treiben. Möglich wäre dann eine Senkung um 15 Prozent zum 1. Juli.
Selbst wenn der große Aufschwung in Deutschland langsam auslaufen sollte: Die Solarworld AG, an der er immer noch mit gut 25 Prozent beteiligt ist, glaubt Asbeck auch im Ausland bestens aufgestellt. "Wir betrachten uns als Teil der deutschen Exportwirtschaft und streben bis 2013 eine Ausfuhrquote von 75 Prozent des Umsatzes an." Heute sind es etwa 40 Prozent. Asbeck setzt auf die Vereinigten Staaten, wo Solarworld seine Produktionskapazität verdreifacht hat. "Jetzt springt die Nachfrage dort richtig an. Amerika ist der nächste große Markt und wird Deutschland bis 2013 mit Sicherheit überholen." Auch deshalb zeigt er sich überzeugt davon, dass das Unternehmen sein Wachstumstempo wird halten können - jedenfalls bei der Produktionsmenge, die weiterhin um rund 30 Prozent im Jahr steigen soll.
Autokonzerne will Asbeck, der vor zwei Jahren Interesse an Opel bekundet hatte, keine mehr kaufen. Dafür zieht es ihn nun in den Bergbau. Im Erzgebirge - in der Gegend von Zinnwald - hat sich Solarworld die Rechte auf die Lithium-Förderung gesichert. Das Leichtmetall ist der wichtigste Rohstoff für Batterien, die Elektroautos antreiben und die herkömmlichen Blei-Gel-Batterien als Speicher für Solarstrom ersetzen sollen. "Im Erzgebirge liegt höchstwahrscheinlich das größte Lithium-Vorkommen in ganz Europa - in zwei, drei Jahren kann die Förderung beginnen", sagt Asbeck. Rund fünf Millionen Euro habe er für die Exploration eingeplant. "Das wird ein großes Geschäft, sonst würden wir es gar nicht erst machen."
Das Gespräch führten Helmut Bünder und Thiemo Heeg.
Text: F.A.Z.
http://www.faz.net/s/RubF3CE08B362D244869BE7984590CB6AC1/Doc…
Antwort auf Beitrag Nr.: 40.964.570 von bossi1 am 01.02.11 21:24:51Dafür zieht es ihn nun in den Bergbau. Im Erzgebirge - in der Gegend von Zinnwald - hat sich Solarworld die Rechte auf die Lithium-Förderung gesichert.
Auf diesen Satz bezieht sich der Nachrichten untertitel bei NTV.
Auf diesen Satz bezieht sich der Nachrichten untertitel bei NTV.
Antwort auf Beitrag Nr.: 40.964.570 von bossi1 am 01.02.11 21:24:51Gehört zwar nicht hierher, aber ein Grund mehr für die Geldwelle [3]!
SolarParc Übernahme und Projekte in VAE 2011-2012?
Jssi 2012?
Siliziumbeteiligung Katar 2012?
Silizium Recycling aus dem Slurry 2013?
Lithium 2014?
Bleibt noch die Frage zu "Ribbon Growth on Substrate" und warum FA die Anteile an der RGS Development BV verkauft hat?
Gruß,
MM
SolarParc Übernahme und Projekte in VAE 2011-2012?
Jssi 2012?
Siliziumbeteiligung Katar 2012?
Silizium Recycling aus dem Slurry 2013?
Lithium 2014?
Bleibt noch die Frage zu "Ribbon Growth on Substrate" und warum FA die Anteile an der RGS Development BV verkauft hat?
Gruß,
MM
Antwort auf Beitrag Nr.: 40.964.850 von moemeister am 01.02.11 22:05:22Wir haben damals gerätselt, warum nur 35% eingebracht worden sind. Aber wenn man parallele Forschung betreibt und dann das fertige Resultat nicht teilen will, macht das wiederum Sinn!
Für die "Geldwelle" der nächsten JAHRE gibts immer mehr Indizien, hoffe charttechnisch daher auf den Spike auf 6,50...
Für die "Geldwelle" der nächsten JAHRE gibts immer mehr Indizien, hoffe charttechnisch daher auf den Spike auf 6,50...
Antwort auf Beitrag Nr.: 40.965.179 von lieberlong am 01.02.11 23:20:26Ist der Verkauf der RGS Development Beteiligung schon vollzogen? Alos kann man schon irgendwo nachlesen an wen die Teile übergingen und was dafür bezahlt wurde? Ist ein Thema das mich sehr interessiert! Für was wird dann nun das Silizium aus dem Granulierturm benötigt?
Vielen Dank für Antworten!
kleingeist2
Vielen Dank für Antworten!
kleingeist2
Zitat von kleingeist2: Ist der Verkauf der RGS Development Beteiligung schon vollzogen? Alos kann man schon irgendwo nachlesen an wen die Teile übergingen und was dafür bezahlt wurde? Ist ein Thema das mich sehr interessiert! Für was wird dann nun das Silizium aus dem Granulierturm benötigt?
Vielen Dank für Antworten!
kleingeist2
Auszug aus der Angebtosunterlage Solarworld/SolarParc
5.1.4 Organisationsstruktur
Die SWAG ist die Muttergesellschaft des SolarWorld-Konzerns und hat die Funktion einer Holding. Die SWAG ist im Prime Standard der Frankfurter Wertpapierbörse (TecDAX) gelistet.
.
.
..
Mit Datum des 30. September 2010, besteht der SolarWorld-Konzern insgesamt aus 28 Gesellschaften – wobei die Beteiligung an der RGS Development BV, Broek op de Langedijk, Niederlande (früher: Petten, Niederlande) jedoch im vierten Quartal 2010 veräußert wurde – und beschäftigt weltweit 2.307 Mitarbeiter.
Angebtosunterlage als PDF, Seite 21 (4,4MB)
Gruß,
MoeMeister
MKU-Chemie GmbH
Dipl.-Chem. Horst Müller, Dipl.-Ing. Ernstjürgen Klapp
Trägerflüssigkeiten für die Herstellung von Slurries zum Drahtsägen
Entwicklung und Tendenz
Erklärt vieles zum umfangreichem Thema der Trägerfüssigkeiten von Slurries, deren Effizienz, die von der
angewendeten Slurry-Trägerflüssigkeiten abhängt und dem allgemeinem Trend zu dünneren Drähten.
Auszug ...
Das Recycling von Slurries gestaltet sich insofern schwierig, weil das einmal
gebrauchte Korngut durch Abrundung und Verunreinigung durch Silizium für weitere
Trennarbeiten wertlos wird.
Für das Recyceln von Polyglykolen gibt es wirtschaftliche Verfahren. Recyceltes
Polyglykol unterlag während des Gebrauchs einer gewissen Alterung (Oxidation) und
kann deshalb nicht mehr ohne Zusatz von frischem Polyglykol eingesetzt werden.
Mineralöl unterliegt ähnlichen Alterungsbedingungen und kann, wie Polyglykol nach
Separation des Korngutes, anteilig wieder verwendet werden.
Ein spezielles Recyclingverfahren ist bei Mineralöl nicht nötig. Ein reines Absetzen
lassen (Sedimentation) des Korngutes und ein nachfolgendes Dekantieren ist
ausreichend. Nach Zugabe einer Menge von 60% - 70% Frischöl kann das
dekantierte Mineralöl wieder zum Ansatz einer Slurry verwendet werden.
Rheologisch strukturveränderte Trägerflüssigkeiten haben zwar ein stark erhöhtes
Tragevermögen für das Kornmaterial, aber gerade deshalb ist die Sinkgeschwindig-
keit außerordentlich langsam und eine Sedimentation in ausreichender Zeit kaum
noch durchführbar. Eine Trennung vom Korngut ist nur noch mechanisch apparativ
möglich.
pdf, 19 Seiten ...
http://www.mku-chemie.de/cms/images/stories/traegerfluessigk…
P.S.: Auch dabei Reinigung mit Ultraschall ...
MKU Reiniger
Wassermischbare, neutrale, saure und alkalische Reiniger, mit und
ohne Korrosionsschutz, zur Maschinenreinigung, Flaschenreinigung,
Siebreinigung, als Bodenreiniger, zur Entfettung von öligen
Halbzeugen und Werkstücken, als Reinigungszusatz bei der
Ultraschallreinigung. ...
Dipl.-Chem. Horst Müller, Dipl.-Ing. Ernstjürgen Klapp
Trägerflüssigkeiten für die Herstellung von Slurries zum Drahtsägen
Entwicklung und Tendenz
Erklärt vieles zum umfangreichem Thema der Trägerfüssigkeiten von Slurries, deren Effizienz, die von der
angewendeten Slurry-Trägerflüssigkeiten abhängt und dem allgemeinem Trend zu dünneren Drähten.
Auszug ...
Das Recycling von Slurries gestaltet sich insofern schwierig, weil das einmal
gebrauchte Korngut durch Abrundung und Verunreinigung durch Silizium für weitere
Trennarbeiten wertlos wird.
Für das Recyceln von Polyglykolen gibt es wirtschaftliche Verfahren. Recyceltes
Polyglykol unterlag während des Gebrauchs einer gewissen Alterung (Oxidation) und
kann deshalb nicht mehr ohne Zusatz von frischem Polyglykol eingesetzt werden.
Mineralöl unterliegt ähnlichen Alterungsbedingungen und kann, wie Polyglykol nach
Separation des Korngutes, anteilig wieder verwendet werden.
Ein spezielles Recyclingverfahren ist bei Mineralöl nicht nötig. Ein reines Absetzen
lassen (Sedimentation) des Korngutes und ein nachfolgendes Dekantieren ist
ausreichend. Nach Zugabe einer Menge von 60% - 70% Frischöl kann das
dekantierte Mineralöl wieder zum Ansatz einer Slurry verwendet werden.
Rheologisch strukturveränderte Trägerflüssigkeiten haben zwar ein stark erhöhtes
Tragevermögen für das Kornmaterial, aber gerade deshalb ist die Sinkgeschwindig-
keit außerordentlich langsam und eine Sedimentation in ausreichender Zeit kaum
noch durchführbar. Eine Trennung vom Korngut ist nur noch mechanisch apparativ
möglich.
pdf, 19 Seiten ...
http://www.mku-chemie.de/cms/images/stories/traegerfluessigk…
P.S.: Auch dabei Reinigung mit Ultraschall ...
MKU Reiniger
Wassermischbare, neutrale, saure und alkalische Reiniger, mit und
ohne Korrosionsschutz, zur Maschinenreinigung, Flaschenreinigung,
Siebreinigung, als Bodenreiniger, zur Entfettung von öligen
Halbzeugen und Werkstücken, als Reinigungszusatz bei der
Ultraschallreinigung. ...
Slurry still in use
Current trends in wafer manufacturing: science and industry
are investigating the diamond wire saw. Silicon consumption
is no longer the focus of grinding and cutting processes.
Auszug ...
SiGen, the American Silicon Genesis enterprise, caused quite a stir two years ago when it presented “PolyMax-Wafering”.PolyMax-Wafering involves an ion accelerator firing shots of hydrogen protons at a silicon plate in a vacuum chamber. Depending on the energy, the protons penetrate the silicon between 50 and 150 micrometers deep. These protons enrich themselves to form a layer at this depth – to make a pre-determined breaking point. Then a wafer can be detached in the desired thickness. The advantage of the process is the virtually 100 % yield of the silicon material. There is no waste.
However, transforming this process into large-scale industrial lines is the weak point. “I don’t believe this is a viable alternative”, concludes Hans-Joachim Möller, professor at the German Technical University Bergakademie Freiberg. “To date, it’s still three times as expensive as conventional sawing. The question is also how stable the process is”.
... Alternativen zum Drahtsägen (mit kerf loss) noch 3x teurer, wobei man noch nicht weiß, wie stabil der Prozeß ist.
pdf 2011, 4 Seiten ...
http://www.arnold-gruppe.de/uploads/media/SWE_0111_088-091_P…
Current trends in wafer manufacturing: science and industry
are investigating the diamond wire saw. Silicon consumption
is no longer the focus of grinding and cutting processes.
Auszug ...
SiGen, the American Silicon Genesis enterprise, caused quite a stir two years ago when it presented “PolyMax-Wafering”.PolyMax-Wafering involves an ion accelerator firing shots of hydrogen protons at a silicon plate in a vacuum chamber. Depending on the energy, the protons penetrate the silicon between 50 and 150 micrometers deep. These protons enrich themselves to form a layer at this depth – to make a pre-determined breaking point. Then a wafer can be detached in the desired thickness. The advantage of the process is the virtually 100 % yield of the silicon material. There is no waste.
However, transforming this process into large-scale industrial lines is the weak point. “I don’t believe this is a viable alternative”, concludes Hans-Joachim Möller, professor at the German Technical University Bergakademie Freiberg. “To date, it’s still three times as expensive as conventional sawing. The question is also how stable the process is”.
... Alternativen zum Drahtsägen (mit kerf loss) noch 3x teurer, wobei man noch nicht weiß, wie stabil der Prozeß ist.
pdf 2011, 4 Seiten ...
http://www.arnold-gruppe.de/uploads/media/SWE_0111_088-091_P…
Antwort auf Beitrag Nr.: 40.979.209 von bossi1 am 03.02.11 21:10:57TU Bergakademie Freiberg

Der neue Gastprofessor Dr. Ingo Schwirtlich (2.v.l.) mit Rektor Prof. Bernd Meyer (l.),
dem Dekan der Fakultät für Chemie und Physik Prof. Jens Kortus (r.) und
Prof. Hans-Joachim Möller, Direktor des Instituts für Experimentelle Physik. (rechts)
Der neue Gastprofessor Dr. Ingo Schwirtlich (2.v.l.) mit Rektor Prof. Bernd Meyer (l.),
dem Dekan der Fakultät für Chemie und Physik Prof. Jens Kortus (r.) und
Prof. Hans-Joachim Möller, Direktor des Instituts für Experimentelle Physik. (rechts)
Antwort auf Beitrag Nr.: 40.924.902 von Tri2Sol am 26.01.11 00:27:55Insofern könnte(!) das Recycling-Geschäft schon früher in relevante Größendimensionen vorstoßen als von manchen erwartet (wenn es überhaupt auf deren Radar ist) ...

Wiederaufbereitung kostengünstiger als Waferneukauf
Projektinfo 02/2010
Recycling von Photovoltaik-Modulen
Die Solarindustrie wächst. Die installierte Leistung wird sich kontinuierlich erhöhen. In Deutschland wurden im Jahr 2009 Photovoltaik-Module mit einer Kapazität von rund drei Gigawatt neu installiert, die Stromerzeugung aus PV-Anlagen stieg von 4,4 TWh (2008) auf 6,2 TWh. Neue Großprojekte in aller Welt, aber auch die wachsende Verbreitung auf den Hausdächern hierzulande lassen den Bedarf an Rohstoffen weiter steigen. Nicht zuletzt die wertvollen Inhaltsstoffe von PV-Anlagen machen eine Wiederverwertung wirtschaftlich sinnvoll.
Über 4 Seiten ... mit Solarwold/Sunicon
--> aktuell Pilotanlage 200t/Jahr
--> Daten zur automatischen Anlage 20.000t/Jahr (alle Modultypen) !!
http://www.bine.info/hauptnavigation/publikationen/publika…
Grafiken dazu ...

Abb. 2: Geschätzter Materialanfall nach Modultechnik
© Sunicon

© Ökopol / Solarworld u.a.

© Solarworld

Abb. 5: Ablauf der Modulaufbereitung in Freiberg
© Sunicon

Abb. 6: Ausbeute beim Recyclingprozess
© Sunicon
Noch werden nur zwei Verfahren großtechnisch eingesetzt: Das Behandlungsverfahren der Deutschen Solar vor allem für kristalline Silizium-Module, das von FirstSolar für CdTe-Module. Verfahren für andere Modultypen erfordern noch Entwicklungsaufwand. Für Funktion und Image einer nachhaltigen Photovoltaikwirtschaft ist es erforderlich, europaweit ein effizientes Recycling-System aufzubauen, das die zukünftigen Abfallmengen verarbeiten kann. Damit hat der Recycling-Verband der Industrie eine anspruchsvolle Aufgabe zu erfüllen.
Wiederaufbereitung kostengünstiger als Waferneukauf
Projektinfo 02/2010
Recycling von Photovoltaik-Modulen
Die Solarindustrie wächst. Die installierte Leistung wird sich kontinuierlich erhöhen. In Deutschland wurden im Jahr 2009 Photovoltaik-Module mit einer Kapazität von rund drei Gigawatt neu installiert, die Stromerzeugung aus PV-Anlagen stieg von 4,4 TWh (2008) auf 6,2 TWh. Neue Großprojekte in aller Welt, aber auch die wachsende Verbreitung auf den Hausdächern hierzulande lassen den Bedarf an Rohstoffen weiter steigen. Nicht zuletzt die wertvollen Inhaltsstoffe von PV-Anlagen machen eine Wiederverwertung wirtschaftlich sinnvoll.
Über 4 Seiten ... mit Solarwold/Sunicon
--> aktuell Pilotanlage 200t/Jahr
--> Daten zur automatischen Anlage 20.000t/Jahr (alle Modultypen) !!
http://www.bine.info/hauptnavigation/publikationen/publika…
Grafiken dazu ...
Abb. 2: Geschätzter Materialanfall nach Modultechnik
© Sunicon
© Ökopol / Solarworld u.a.
© Solarworld
Abb. 5: Ablauf der Modulaufbereitung in Freiberg
© Sunicon
Abb. 6: Ausbeute beim Recyclingprozess
© Sunicon
Noch werden nur zwei Verfahren großtechnisch eingesetzt: Das Behandlungsverfahren der Deutschen Solar vor allem für kristalline Silizium-Module, das von FirstSolar für CdTe-Module. Verfahren für andere Modultypen erfordern noch Entwicklungsaufwand. Für Funktion und Image einer nachhaltigen Photovoltaikwirtschaft ist es erforderlich, europaweit ein effizientes Recycling-System aufzubauen, das die zukünftigen Abfallmengen verarbeiten kann. Damit hat der Recycling-Verband der Industrie eine anspruchsvolle Aufgabe zu erfüllen.
Antwort auf Beitrag Nr.: 40.910.815 von bossi1 am 23.01.11 22:22:0825.04.2010
Recycling von Modulen
Solar-Konzerne kämpfen um ihr grünes Image
Von Sascha Rentzing

Fotostrecke: 5 Bilder
Blei, Cadmium-Tellurid, Silber - in Solarmodulen stecken viele bedenkliche Stoffe. Die EU erwägt deshalb ein Giftstoffverbot für die Branche. Manche Hersteller wollen das verhindern, durch freiwillige Rücknahme alter Panels. Ihr Kalkül: Lieber teuer recyceln als die Produktion umzustellen.
Hamburg - Man könnte sich die Welt so leicht aufteilen: in die gute Solarenergie und die böse Atomkraft. Beide Industrien erzeugen Strom. Doch während Sonnenmodule es sauber und leise tun, produzieren Kernkraftwerke gefährliche Strahlung und radioaktiven Müll. Und während die Demontage von Atommeilern Ingenieure vor schwierige Aufgaben stellt, können Solarmodule einfach vom Dach geschraubt und verschrottet werden.
Leider ist die Welt nicht so einfach gestrickt, leider ist die Solar-Industrie nicht völlig grün. Auch Sonnenstrommodule bestehen zum Teil aus giftigen Komponenten. Die Zellen einer Siliziumkachel etwa werden mit Kontakten aus Silber versehen und mit Blei verlötet. Dünnschichtmodule sind nicht harmloser: In vielen von ihnen findet sich Cadmium-Tellurid (CdTe) eine Verbindung aus den zwei hochgiftigen Stoffen Cadmium und Tellur. Als Verbindung ist Cadmium-Tellurid zwar wesentlich ungefährlicher. Der Konzern Solarworld behauptet dennoch, die Verwendung eines potentiellen Giftstoffs gefährde das grüne Image der Branche. Dass CdTe sich vor allem in den Panels des Konkurrenten First Solar findet, erwähnt Solarworld nicht.
Die Debatte um mögliche Giftstoffe beschäftigt nicht nur die Unternehmen. Auch die EU stellt sich die Frage, inwieweit man einer ökologischen Vorzeigebranche die Verwendung bedenklicher Substanzen erlauben darf. Die sogenannte RoHS-Richtlinie (Restriction of hazardous substances) wird derzeit überarbeitet. Sie verbietet unter anderem den Einsatz von Blei, Cadmium und Quecksilber in elektronischen Geräten, lässt Solarmodule aber außen vor. Das könnte sich nun ändern. Der Solarindustriedrohen strenge Umweltauflagen.
Teuer recyceln statt Produktion umstellen
Manche Unternehmen in der Branche wollen das um jeden Preis verhindern - insbesondere jene Hersteller, die mit Blei oder Cadmium produzieren. Denn zwar ist es möglich, potentiell giftige Stoffe durch ungefährlichere zu ersetzen - doch die Umstellung der Produktion würde Jahre dauern und viele Millionen verschlingen.
Die Hersteller verfolgen daher eine andere Strategie: Lieber teuer recyceln als die Produktion umstellen. Kritiker wollen sie mit einem freiwilligen Sammel- und Entsorgungssystem für kritische Stoffe besänftigen. Die Solarverbände BSW und EPIA sowie fünf Firmen gründeten 2007 den Verein PV Cycle, der die Rücknahme und das Recycling für Altmodule organisieren soll. Inzwischen gehören ihm 59 Firmen an, PV Cycle vertritt damit rund 85 Prozent des europäischen Photovoltaikmarkts.
PV Cycle hat bereits erste Projekte gestartet: Die Solarworld-Tochter Sunicon betreibt im sächsischen Freiberg seit 2004 eine Pilotanlage zur Modul-Aufbereitung. "Das war die erste ihrer Art weltweit", sagt Sunicon-Chef und PV-Cycle-Präsident Karsten Wambach. 100 Tonnen verarbeitet die Anlage im Jahr, Module mit einem Megawatt (MW) Leistung. 2009 wurden die Altmodule aus dem belgischen Solarpark Chevetogne recycelt.
Auch die US-Firma First Solar recycelt, bisher hauptsächlich Bruch- und Ausschussware. Sie hat besonderes Interesse an einem reibungslosen Entsorgungssystem: Als Hersteller von CdTe-Modulen fürchtet sie ein Stoffverbot besonders. Cadmium ist Teil des Halbleiters und damit Herzstück der US-Module. Würde die EU das lichtsammelnde Element untersagen, wäre dies das Aus für die billige Technik. Der Konzern müsste seine Produktion mühsam umstellen.
Entsprechend viel Mühe hat sich First Solar mit seinem Recycling-Konzept gegeben: "Wir können 95 Prozent der Halbleiter wiedergewinnen und 90 Prozent des Glases verwenden", sagt Lisa Krueger, Vizepräsidentin des Geschäftsbereichs Nachhaltige Entwicklung. Die Recyclingkosten würden zu 100 Prozent durch den Verkauf abgedeckt, weil ein Teil des Verkaufserlöses in einen zweckgebundenen unabhängigen Fonds fließe. So stelle First Solar sicher, dass die CdTe-Module auch im Falle einer Insolvenz recycelt würden.
Teures Geschäft mit vielen Unbekannten
Doch verglichen mit den vielen Altmodulen, die in einigen Jahren auflaufen werden, verarbeiten Sunicon und First Solar bisher nur geringe Mengen. "2010 rechnen wir in ganz Europa mit 5000 Tonnen", sagt PV-Cycle-Geschäftsführer Jan Clyncke. Ab 2015 werde die erste große Welle ausgedienter Paneele auflaufen, 2020 könnten es dann bereits 35.000 Tonnen jährlich sein.
Die PV-Recycler in spe müssen sich auf ein teures Geschäft mit vielen Unbekannten einstellen: Eine Recyclinganlage arbeite erst ab 20.000 Tonnen im Jahr rentabel, erklärt Wambach. Das entspricht dem Rücklauf von 20 MW Photovoltaik-Leistung oder mehr als einer Millionen Modulen. Und diese Rechnung geht nur bei den gegenwärtigen Energie- und Rohstoffpreisen auf: Werden Glas und Metalle billiger oder die für die Stofftrennung benötigte Energie teurer, müssten noch größere Mengen recycelt werden, damit die Anlagen sich rentieren.
Zudem sind bei der Wiederverwertung organisatorische und technische Probleme zu erwarten: Nach wie vielen Arbeitsjahren müssen Module recycelt werden? Wann entschließt sich ein Betreiber, seine Paneele zu entsorgen - nach 20 oder erst nach 30 Jahren? In welchem Zustand werden die Paneele geliefert - unversehrt, wie es sich die Recycler wünschen, damit sie die verschiedenen Techniken, Silizium- oder Dünnschichtmodule, vorsortieren können? Oder kommen sie als Scherbenhaufen?
Das Solar-Recycling steht also noch vor großen Herausforderungen. Obendrein wird es zurzeit von manchen Unternehmen zum Schutz der eigenen Produktionsverfahren instrumentalisiert. Wirklich grün ist die Solarbranche noch lange nicht.
http://www.spiegel.de/wirtschaft/unternehmen/0,1518,688779,0…
... in den kommenden zwei bis drei Jahren sollte dies realisiert werden, meint Wambach abschließend.
http://www.photovoltaik-guide.de/verbessertes-recycling-von-…
Recycling von Modulen
Solar-Konzerne kämpfen um ihr grünes Image
Von Sascha Rentzing
Fotostrecke: 5 Bilder
Blei, Cadmium-Tellurid, Silber - in Solarmodulen stecken viele bedenkliche Stoffe. Die EU erwägt deshalb ein Giftstoffverbot für die Branche. Manche Hersteller wollen das verhindern, durch freiwillige Rücknahme alter Panels. Ihr Kalkül: Lieber teuer recyceln als die Produktion umzustellen.
Hamburg - Man könnte sich die Welt so leicht aufteilen: in die gute Solarenergie und die böse Atomkraft. Beide Industrien erzeugen Strom. Doch während Sonnenmodule es sauber und leise tun, produzieren Kernkraftwerke gefährliche Strahlung und radioaktiven Müll. Und während die Demontage von Atommeilern Ingenieure vor schwierige Aufgaben stellt, können Solarmodule einfach vom Dach geschraubt und verschrottet werden.
Leider ist die Welt nicht so einfach gestrickt, leider ist die Solar-Industrie nicht völlig grün. Auch Sonnenstrommodule bestehen zum Teil aus giftigen Komponenten. Die Zellen einer Siliziumkachel etwa werden mit Kontakten aus Silber versehen und mit Blei verlötet. Dünnschichtmodule sind nicht harmloser: In vielen von ihnen findet sich Cadmium-Tellurid (CdTe) eine Verbindung aus den zwei hochgiftigen Stoffen Cadmium und Tellur. Als Verbindung ist Cadmium-Tellurid zwar wesentlich ungefährlicher. Der Konzern Solarworld behauptet dennoch, die Verwendung eines potentiellen Giftstoffs gefährde das grüne Image der Branche. Dass CdTe sich vor allem in den Panels des Konkurrenten First Solar findet, erwähnt Solarworld nicht.
Die Debatte um mögliche Giftstoffe beschäftigt nicht nur die Unternehmen. Auch die EU stellt sich die Frage, inwieweit man einer ökologischen Vorzeigebranche die Verwendung bedenklicher Substanzen erlauben darf. Die sogenannte RoHS-Richtlinie (Restriction of hazardous substances) wird derzeit überarbeitet. Sie verbietet unter anderem den Einsatz von Blei, Cadmium und Quecksilber in elektronischen Geräten, lässt Solarmodule aber außen vor. Das könnte sich nun ändern. Der Solarindustriedrohen strenge Umweltauflagen.
Teuer recyceln statt Produktion umstellen
Manche Unternehmen in der Branche wollen das um jeden Preis verhindern - insbesondere jene Hersteller, die mit Blei oder Cadmium produzieren. Denn zwar ist es möglich, potentiell giftige Stoffe durch ungefährlichere zu ersetzen - doch die Umstellung der Produktion würde Jahre dauern und viele Millionen verschlingen.
Die Hersteller verfolgen daher eine andere Strategie: Lieber teuer recyceln als die Produktion umstellen. Kritiker wollen sie mit einem freiwilligen Sammel- und Entsorgungssystem für kritische Stoffe besänftigen. Die Solarverbände BSW und EPIA sowie fünf Firmen gründeten 2007 den Verein PV Cycle, der die Rücknahme und das Recycling für Altmodule organisieren soll. Inzwischen gehören ihm 59 Firmen an, PV Cycle vertritt damit rund 85 Prozent des europäischen Photovoltaikmarkts.
PV Cycle hat bereits erste Projekte gestartet: Die Solarworld-Tochter Sunicon betreibt im sächsischen Freiberg seit 2004 eine Pilotanlage zur Modul-Aufbereitung. "Das war die erste ihrer Art weltweit", sagt Sunicon-Chef und PV-Cycle-Präsident Karsten Wambach. 100 Tonnen verarbeitet die Anlage im Jahr, Module mit einem Megawatt (MW) Leistung. 2009 wurden die Altmodule aus dem belgischen Solarpark Chevetogne recycelt.
Auch die US-Firma First Solar recycelt, bisher hauptsächlich Bruch- und Ausschussware. Sie hat besonderes Interesse an einem reibungslosen Entsorgungssystem: Als Hersteller von CdTe-Modulen fürchtet sie ein Stoffverbot besonders. Cadmium ist Teil des Halbleiters und damit Herzstück der US-Module. Würde die EU das lichtsammelnde Element untersagen, wäre dies das Aus für die billige Technik. Der Konzern müsste seine Produktion mühsam umstellen.
Entsprechend viel Mühe hat sich First Solar mit seinem Recycling-Konzept gegeben: "Wir können 95 Prozent der Halbleiter wiedergewinnen und 90 Prozent des Glases verwenden", sagt Lisa Krueger, Vizepräsidentin des Geschäftsbereichs Nachhaltige Entwicklung. Die Recyclingkosten würden zu 100 Prozent durch den Verkauf abgedeckt, weil ein Teil des Verkaufserlöses in einen zweckgebundenen unabhängigen Fonds fließe. So stelle First Solar sicher, dass die CdTe-Module auch im Falle einer Insolvenz recycelt würden.
Teures Geschäft mit vielen Unbekannten
Doch verglichen mit den vielen Altmodulen, die in einigen Jahren auflaufen werden, verarbeiten Sunicon und First Solar bisher nur geringe Mengen. "2010 rechnen wir in ganz Europa mit 5000 Tonnen", sagt PV-Cycle-Geschäftsführer Jan Clyncke. Ab 2015 werde die erste große Welle ausgedienter Paneele auflaufen, 2020 könnten es dann bereits 35.000 Tonnen jährlich sein.
Die PV-Recycler in spe müssen sich auf ein teures Geschäft mit vielen Unbekannten einstellen: Eine Recyclinganlage arbeite erst ab 20.000 Tonnen im Jahr rentabel, erklärt Wambach. Das entspricht dem Rücklauf von 20 MW Photovoltaik-Leistung oder mehr als einer Millionen Modulen. Und diese Rechnung geht nur bei den gegenwärtigen Energie- und Rohstoffpreisen auf: Werden Glas und Metalle billiger oder die für die Stofftrennung benötigte Energie teurer, müssten noch größere Mengen recycelt werden, damit die Anlagen sich rentieren.
Zudem sind bei der Wiederverwertung organisatorische und technische Probleme zu erwarten: Nach wie vielen Arbeitsjahren müssen Module recycelt werden? Wann entschließt sich ein Betreiber, seine Paneele zu entsorgen - nach 20 oder erst nach 30 Jahren? In welchem Zustand werden die Paneele geliefert - unversehrt, wie es sich die Recycler wünschen, damit sie die verschiedenen Techniken, Silizium- oder Dünnschichtmodule, vorsortieren können? Oder kommen sie als Scherbenhaufen?
Das Solar-Recycling steht also noch vor großen Herausforderungen. Obendrein wird es zurzeit von manchen Unternehmen zum Schutz der eigenen Produktionsverfahren instrumentalisiert. Wirklich grün ist die Solarbranche noch lange nicht.
http://www.spiegel.de/wirtschaft/unternehmen/0,1518,688779,0…
... in den kommenden zwei bis drei Jahren sollte dies realisiert werden, meint Wambach abschließend.
http://www.photovoltaik-guide.de/verbessertes-recycling-von-…

15 March 2010
SiC Processing Invests in Polysilicon Recycling Company
SiC Processing AG, one of the leading providers for the processing of used slurry from the wafer industry, has acquired a three percent stake in Iosil Energy Corporation.
Iosil, based in Albuquerque, USA, has developed a method to extract high-purity polysilicon from the waste material (Kerf) caused by wafer sawing. Due to the fact that 45 percent of the polysilicon produced is lost in wafer sawing, this represents a significant cost saving potential for the solar industry.
“This investment is another step to expand our business relationships and to benefit from knowledge transfer in both directions”, says Thomas Heckmann, CEO of SiC Processing AG. Iosil was the first company to extract high-purity polysilicon from Kerf and hence to make it reusable. Both Iosil and SiC Processing aim to help their clients to significantly reduce their costs and gain a competitive advantage in a highly competitive industry.
About SiC Processing AG
SiC Processing AG is one of the leading providers for the processing of used slurry from the wafer industry. The company has a broad and international customer base consisting of wafer manufacturers. The philosophy of the SiC Group includes long term contracts, a close and established mutual trust and a partnership-based business model.
About Iosil Energy Corporation
Iosil Energy Corporation, founded in 2007, has its R+D facilities located in the National Institute for Nanotechnology in Edmonton, Alberta, with headquarters located in Albuquerque, New Mexico. Iosil has a strong patent portfolio including a worldwide exclusive license for two patents developed at the National Renewable Energy Laboratory (NREL) in Golden, Colorado. For more information about the company please visit the website at www.iosil-energy.com.
+++++
Iosil Energy Corporation sichert sich den First Close für 13,5 Millionen US$ Beteiligungsfinanzierung, um eine Pilot-Produktionsanlage zu bauen
16:41 Uhr 18.03.2010
ALBUQUERQUE, Neumexiko, March 18, 2010 /PRNewswire/ -- Die Iosil Energy Corporation ("Iosil"), ein Pionier im Bereich der Entwicklung von hoch-reinem Polysilizium für die Solartechnik für die Photovoltaikindustrie, gab heute bekannt, dass sie sich 13,5 Millionen US$ Beteiligungskapital im Rahmen einer stark überzeichneten Finanzierungsrunde gesichert hätten. Die neuen Investoren BankInvest New Energy Solutions, SiC Processing, Bekaert, Epic Ventures, und Gideon Hixon schlossen sich den bestehenden Investoren EnerTech Capital, Cycad Group, und Espirito Santo Ventures, Milcom Technologies, Applied Ventures, Phoenix Fire, und Merrimaker an. Die erste Tranche ermöglicht es der Gesellschaft, ihre Pilot-Produktionsanlage an einem der derzeit in Erwägung gezogenen Standorte näher zu bestimmen und zu entwickeln. Das gesamte Investment wird von der Gesellschaft zum Bau einer Pilot-Produktionsanlage und zur Vorbereitung auf die kommerzielle Einführung verwendet.
Iosil hat eine einzigartige Position in der Solarindustrie mit seiner bahnbrechenden Technologie für die Produktion von hoch-reinem (99,99999% rein) Polysilizium. Die Gesellschaft hat ihre Fähigkeit bewiesen, hoch-reines Polysilizium sowohl aus dem Abfall (oder dem "Abschnitt") herzustellen, der beim Zuschnitt von Wafern entsteht, eine Marktchance, die eine solche Lösung gesucht hat, als auch durch die Verbesserung von metallurgischem Silizium.
"Iosil bewegt sich nun von einer erfolgreichen Forschungs-und Entwicklungsphase zu einem Produktions-Scale-up seiner Technologie. Der Solarmarkt braucht Innovationskraft entlang der gesamten Wertschöpfungskette, um die Kosten zu senken und Wachstum in einem der grössten Segmente der Branche für erneuerbare Energien zu ermöglichen", sagte Earl Fuller, Chief Executive Officer der Iosil Energy Corporation. "Wir sind begeistert über die Qualität des Siliziums, das wir aus Abfallstrom unserer Industrie gewinnen, und diese Qualität ermöglicht es uns, Investitionen der strategisch wichtigen Akteure innerhalb der Wertschöpfungskette unserer Industrie zu erreichen, ebenso wie Finanzinvestoren."
"BankInvest New Energy Solutions hat die PV-Industrie seit Beginn des ersten Fonds im Jahr 2002 beobachtet, und bringt Erfahrungen aus zwei Solar-Investitionen in den Aufsichtsrat mit ein.", sagte Michael S. Lauridsen, Partner bei BankInvest. "Die anhaltende Konsolidierung und der Preisverfall in der PV-Industrie wird es immer schwieriger für neue Spieler, in den Markt einzusteigen. Wir haben viele interessante Solartechnologien gesehen, aber nur sehr wenige, die das Potential haben, erfolgreich zu werden. Iosil ist die Ausnahme zur Regel. Ihre durchschlagende Technologie kann den Preis für Silizium entscheidend reduzieren, und auch die grosse Menge an Silizium wieder verwerten, der derzeit beim Zuschnitt der Wafer verloren geht. Wir glauben, dass Iosil das Potential hat, in einem sehr konkurrenzbetonten Markt die Spielregeln tatsächlich zu ändern, und wir sind stolz darauf, in diese Gesellschaft investiert zu haben."
Die Technologie von Iosil kann zur Produktion von Polysilizium aus metallurgischem Silizium, dem ursprünglichen Ausgangsmaterial, verwendet werden, aber es ist auch möglich, wie bereits erwähnt, Silizium Kosteneffizient aus dem Abfall beim Zuschnitt zu gewinnen und aufzubereiten. Die Gesellschaft will mit strategischen Investoren zusammenarbeiten, mit Marktführern auf ihren Gebieten, um Marktchancen und die Zusammenarbeit mit den Kunden zu verbessern.
"Iosil hat als erste die Produktion hoch-reinen Polysiliziums aus Abschnitten herzustellen", sagte Thomas Heckman, Chief Executive Officer bei SiC Processing. "Es freut uns, dass wir die Chance haben, ihre Entwicklung zu beobachten und auf Geschäftsbeziehungen hinzuarbeiten, die alle Beteiligten bei ihren strategischen Marktchancen unterstützen werden."
Über Iosil ...
Iosil Energy Corporation, gegründet im Jahr 2007, hat ihre F&E Einrichtungen beim National Institute for Nanotechnology in Edmonton, Alberta, und seinen Hauptgeschäftssitz in Albuquerque, Neumexiko. Iosil besitzt ein starkes Patentportfolio einschliesslich einer weltweiten Exklusivlizenz auf zwei Patente, die im National Renewable Energy Laboratory (NREL) in Golden, Colorado, entwickelt wurden.
http://www.iosil-energy.com/
http://www.boersennews.de/nachrichten/artikel/iosil-energy-c…
+++++
Das Patent dazu ...
(WO/2009/126922)
METHODS AND APPARATUS FOR RECOVERY OF SILICON AND SILICON CARBIDE FROM SPENT WAFER-SAWING SLURRY
Abstract:
Methods, systems, and apparatus are disclosed herein for recovery of high-purity silicon, silicon carbide and PEG from a slurry produced during a wafer cutting process. A silicon-containing material can be processed for production of a silicon-rich composition. Silicon carbide and PEG recovered from the silicon-containing material can be used to form a wafer-saw cutting fluid. The silicon-rich composition can be reacted with iodine containing compounds that can be purified and/or used to form deposited silicon of high purity. The produced silicon can be used in the photovoltaic industry or semiconductor industry.
http://www.wipo.int/pctdb/en/wo.jsp?WO=2009126922&IA=US20090…
+++++
Der Erfinder ...
Fallavollita John Allan
Weitere Patente ...
http://patent.ipexl.com/inventor/Fallavollita_John_Allan_1.h…
Antwort auf Beitrag Nr.: 40.989.406 von bossi1 am 05.02.11 20:19:34Automatische Übersetzung zum IOSIL-Patent ... !!!

WO 2009126922 20091015
VERFAHREN UND VORRICHTUNG ZUR VERWERTUNG von Silizium und Siliciumcarbid aus VERBRAUCHTER WAFER-Sägesuspension
QUERVERWEIS
[0001] Die Erfindung der vorläufigen US-Anmeldung Nr. 61/044, 342, eingereicht 11. April 2008 und der vorläufigen US-Anmeldung Nr. 61/148, 033, eingereicht 28. Januar 2009, die jeweils einbezogen sind hierin durch Bezugnahme in ihrer Gesamtheit.
Gebiet der Erfindung
[0002] Die Erfindung betrifft Verfahren und Systeme zur Rückgewinnung von Silizium und Silizium-haltigen Verbindungen aus abgebrannten Gülle, die während der Wafer Schneiden oder Sägen Operationen in der Mikroelektronik (ME) und Photovoltaik (PV) Industrie erzeugt wird. Die Erfindung betrifft Verfahren und Systeme, die eine Vielzahl von nützlichen Produkten, einschließlich granulare Silizium Produkte von hoher oder erhöhter Reinheit erzeugen kann. Die Produkte, wie z. B. Silizium körnige Produkte von hoher Reinheit oder erhöht werden kann, eignet sich für multikristalline Blockguss oder Austausch elektronischer Silizium (EG-Si) für Einkristall-Produktion in der PV-Anwendungen und / oder hohem Wirkungsgrad Single - Kristall-Solarzellen. Andere Produkte können feinen Siliciumcarbid Scheuerpulver und eine damit verbundene Trägerflüssigkeit für die Wiederverwendung in der Wafer-Sägen.
STAND DER TECHNIK
[0003] Die Marktnachfrage nach solaren Energiegewinnung Systeme in Form von Photovoltaik (PV)-Zellen liegt bei über 25% pro Jahr weltweit aufgrund von Faktoren, einschließlich höherer Ölpreise und der Regierungspolitik zur Lösung dieser Umweltprobleme wie die globale Erwärmung nimmt zu. Die dominierende Substratmaterial für PV ist Silizium, das für etwa 90% der installierten Gewerbeeinheiten Konten in der heutigen Zeit. Ein gravierender Mangel bei der Silizium-basierten PV-Wertschöpfungskette ist jedoch, dass es einen Verlust von rund 40-50% der Silizium-Wafer während des Schneidens. Diese Situation besteht auch in das Verbundnetz Mikroelektronik (ME) Silizium-Wertschöpfungskette.
[0004] Der aktuelle Prozess zur Entwicklung einer PV-Zelle ist eine mehrstufige Kette von wertschöpfenden Aktivitäten, die Umwandlung in eine grundlegende Silizium Strom erzeugende Gerät. Mit jedem Schritt wird das Silizium verfeinert und geformt, um die Platzierung in einer Solarzelle ermöglichen. Allerdings ist dieser Wertschöpfungskette nicht ohne Mängel. Während der entscheidende Schritt, wo Silizium-Ingots in dünne Scheiben zersägt werden, rund 40% des ursprünglichen Block endet als ausgegeben (oder Abfälle) Schnittfuge Gülle aus der am weitesten verbreiteten Stahl-Draht-Technik sah mit SiC-Pulver in Polyethylenglykol (PEG 200 ).
[0005] Die verbrauchte Gülle Produkt vom Wafer Schneiden besteht im Allgemeinen aus sehr feinen festen Teilchen in einer flüssigen Phase. Die festen Partikel sind unregelmäßig geformt und bestehen meist aus Siliziumkarbid zwischen 15 - 20 Mikrometer Durchmesser wirksam. Die verbleibenden Partikel aus dem Stahldraht sah und Siliziumwafer. Der Stahl Partikel können mit den Siliziumkarbid-Partikel in Verbindung gebracht werden und sind im allgemeinen weniger als 2-4 Mikrometer effektive Durchmesser. Die Silizium-Partikel sind in der Regel frei von Siliciumcarbid und in der Teilchengröße im Bereich von 1-2 Mikrometer. Während der Drahtsägen Betrieb der Siliziumkarbid Ausgangsmaterial leicht abgerieben wird und kleinere Partikel im Bereich von 5-10 Mikrometer sind im Laufe der Zeit gebildet.
[0006] Während also ein Rohstoff Silizium Mangel besteht heute für die PV-Industrie, wodurch die Preise in Richtung der elektronischen Silizium (EG-Si) Ebene ist etwa die Hälfte aller Silizium für die PV-Industrie und ME produziert wird deponiert.
[0007] Obwohl die Silizium bei diesem Schritt verloren Partikel sind von der gleichen Reinheit wie das Original Barren, existieren keine wirtschaftlich lebensfähiger Technologien zu erholen und Wiederverwendung dieser Silizium. Der Hauptgrund für diesen Stand der Technik ist, dass die verbrachten Gülle kann eine sehr komplexe, kolloidale Mischung aus extrem kleinen Teilchen im Bereich von 0,1 bis 30 mu m - mit dem Silizium-Anteil weniger als etwa 2-5 &mgr; effektive Durchmesser ( vergleichbar mit der Größe von Bakterien). Die Bemühungen um räumlich getrennte diese Silizium-Partikeln aus der Mischung sind stark von Draht-Säge Partikel Verunreinigungen (meist Eisen, Kupfer und Zink), dass die Realisierung der ursprünglichen Reinheit Barren verhindern behindert. Selbst wenn es möglich vollständig zu entfernen der Draht-Säge Teilchen aus dem Schlamm durch physikalische Mittel waren, die restlichen ultrafeinen Siliciumpulver sowohl gefährlich zu handhaben (wegen möglicher Staubexplosionen) und extrem schwierig zu schmelzen mit konventionellen Ofen-Technologie.
[0008] Die Wirkung von diesem Markt müssen auf die gesamte Volkswirtschaft von der PV-Industrie ist signifikant. Es wurde gut dokumentiert, dass die Solarindustrie Feedstock 2005 hat litt unter einer großen Siliziumknappheit seit:. Während der letzten 4 Jahre, mehr als 40% der> 100.000 Tonnen Silizium produziert während dieses Zeitraums wurde verworfen wegen der Unfähigkeit, Recycling Polysilizium. Dieses ineffiziente Nutzung eines kritischen PV-Zelle Baustein führte zu einer kumulativen wirtschaftlichen Verlust für die Solarindustrie von mindestens $ 2 Mrd. für den Zeitraum 2005-2008. 2 Darüber hinaus gegeben, dass die Kosten Siliziumrohmaterialien's umfasst fast 20% der PV-Zelle Gesamtkosten 3, Verwerfen ca. 40% des Ausgangsmaterials hat Zellen einen wichtigen Beitrag zur Verhinderung der Wirtschaft Grid-Parity und breitere Annahme von PV.
[0009] Es besteht daher ein Bedarf an Silizium in einer Form und Reinheit für Wiederverwendung innerhalb der Silizium-Wafer-basierten PV-Industrie zu erholen. Vorläufigen US-Patentanmeldung Nr. 61/044, 342, eingereicht 11. April 2008, aufgenommen
Travis Bradford, "Polysilicium: Angebot, Nachfrage und Implikationen für die PV-Industrie," Greentech InDetml, (25. Juni 2008) [Prometheus Institute], Pg. 24.
2 Während Zeitraum 2005-2008, Polysilicium-Produktion für PV war durchschnittlich 25K Tonnen / Jahr. Und durchschnittliche Vertragspreis lag bei $ 50/kg.
3 Bradford, "Polysilicium: Angebot, Nachfrage und Implikationen für die PV-Industrie", "Greentech InDetml, (25. Juni 2008) [Prometheus Institute], Pg 29..? - -
hierin durch Bezugnahme in ihrer Gesamtheit, beschreibt ein mehrstufiges Verfahren zur Gewinnung von Silizium-Granulat aus verbrachte Wafer-Sägen Operationen. Das dort beschriebene Verfahren kann Produkts gehören eine 2-stufige Iod-katalysierten Reaktion Folge 0 800-1300, die bei Temperaturen zwischen C Silizium zur Herstellung eines granularen. Die Reinheit von Silizium zurückgewonnen werden kann 99,9999 Gew.% (dh 6 Neunen oder 6N) und möglicherweise höhere unter bestimmten Betriebsbedingungen zu erreichen.
[0010] Für den höchsten Wirkungsgrad von Solarzellen heute im Einsatz kann es vorteilhaft sein, um eine höhere Reinst-Silizium zu nutzen. Zum Beispiel kann es wünschenswert sein, eine Reinheit von Silizium 8N (dh 99,999999 Gew.%) zu erhalten.
[0011] Daher besteht ein Bedarf in der Technik für Geschäfte, die effizient trennen die Silizium-Partikel aus dem Rest der Aufschlämmungsgemisch können. Darüber hinaus besteht ein Bedarf für Möglichkeiten der Umwandlung dieser feinen Silizium Partikel in eine brauchbare Form zur Anwendung in der kommerziellen Produktion von Halbleiterbauelementen wie Photovoltaik-Solarzellen. Auch besteht weiterhin ein Bedarf in der Technik für Geschäfte, die Wiederherstellung und / oder reinigen kann Silizium erhöht Reinheiten (zB 8N) aus verschiedenen Quellen, wie die verbrauchte Wafer-Sägen Gülle in der PV-Industrie und ME produziert.
Zusammenfassung der Erfindung
[0012] Die Erfindung stellt Verfahren, Systeme und Geräte zur Erzeugung und / oder das Einholen eines oder mehrere Silizium-haltigen Produkten aus abgebrannten Siliziumwafer Seilsägen Schlamm. Unterschiedliche Typen von hoch oder erhöht hochreinem Silizium (dh bis zu 7N ION und höher) können bei hohen Durchsätzen und geringen oder wettbewerbsfähigen Kosten mit den Verfahren und Vorrichtungen hergestellt werden hierin offenbart. Verschiedene Aspekte der hierin beschriebenen Erfindung kann auf jede der einzelnen Anwendungen weiter unten oder für alle anderen Arten von Silizium reinigende Anwendungen erstrecken. Die Erfindung kann als eigenständiges System oder Verfahren, oder als Teil eines integrierten Silizium Produkt Herstellungsverfahren angewendet werden. Es versteht sich, dass verschiedene Aspekte der Erfindung können einzeln gewürdigt werden, die gemeinsam oder in Kombination miteinander verwendet werden.
[0013] hierin offenbarten Verfahren und Vorrichtungen zur Herstellung von polykristallinem Silizium-Granulat und Rückgewinnung von Siliziumcarbid-Partikeln aus verschiedenen Quellen. Die verschiedenen Quellen können Gülle, wie sie bei Drahtsägen Prozesse in der Mikroelektronik (ME) und Photovoltaik (PV) Industrie verwendet erzeugt ausgegeben werden.
[0014] Einige Ausführungsbeispiele der Erfindung stellen Reinigungssystemen und Methoden, die eines oder mehrere der folgenden Aufgaben erfüllen können: (1) Trennung von Draht-Säge Stahl Partikel aus der Gülle mit einem oder mehreren Reihe von physikalischen Trennung Geräte (z. B. Magneten oder Elektromagneten), (2) Verwertung der Gülle Produkt und anschließendem Entfernen der flüssigen Phase (entweder Glykol-Wasser oder Öl) zur Erzeugung eines feuchten feinen Pulver Gemisch aus Siliziumcarbid und Silizium, (3) vollständige Entfernung der Restfeuchte oder Öl mit Hilfe einer Flüssig-zu-Gas-Phasentrennung der Pulvermischung, dass eine trockene Mischung aus Silizium und Siliziumcarbid bilden kann, (4) Unterwerfen eine trockene Mischung aus Silizium und
Siliciumcarbid auf einem Hochtemperaturreaktor mit reinem Silizium Tetra-Jodid zur Herstellung eines Dampfes, die Silicium-di-Jodid, (5) Trennung der Siliziumkarbid durch die Schwerkraft oder Filter Geräte aus dem Dampfstrom so entstandene, (6) die Durchführung der Gasphase zu ein zweites Schiff, das vorzugsweise eine Wirbelschicht mit wesentlich niedrigeren Temperaturen und Abscheidung von reinem Silizium auf Granulat in dem Reaktor, und (7) Recycling und Reinigung von Silizium Tetra-Jodid in einer Destillationskolonne oder einem anderen Gerät auf eventuelle Verunreinigungen zu entfernen. Diese Methoden und Prozesse können miteinander kombiniert, geschaltet, oder modifiziert werden mit anderen Methoden oder Verfahren hier für die Verwertung und Produktion von Silizium, Siliziumcarbid, und PEG aus einem Wafer-Sägen beschrieben. Die Methoden und Verfahren zur Gewinnung von Silicium, Siliciumcarbid, und PEG können in beliebiger Reihenfolge durchgeführt werden.
[0015] Weitere Ausgestaltungen der Erfindung stellen Reinigungssystemen und Methoden, die verwendet werden, um hochreine Silizium produzieren kann, dass eine oder mehrere der folgenden Aufgaben erfüllen: (1) Trennung von großen Siliciumcarbidteilchen (z. B. Partikel größer als 5 Mikrometer effektive Durchmesser) mittels Schwerkraft Trennverfahren mit oder ohne Hilfe der zentrifugalen Kräfte der verschiedenen Größe (zB Absetzbecken, Klärbecken, Hydrozyklon, Zentrifuge, Filter, hydraulische und Sichter, dass zusätzliche konvektive Strömung verwendet, um eine Trennung) , (2) Entfernung von Draht-Säge Stahl Partikel aus der Gülle mit einer oder mehreren Zahlenreihen der magnetischen Trennung Geräten (zB Magneten oder Elektromagneten), (3) Durchführung Auswaschung, z. B. durch Umsetzung der Stahl-abgereicherte Gülle mit einer sauren Lösung so zur weiteren Reduzierung der Inhalt von Stahl, (4) Entfernung von einer flüssigen Phase (zB PEG) zu einem feinen Pulver feucht-Gemisch (z. B. weniger als 5 Prozent flüssig) von angereichertem-Silizium mit nur geringen Mengen von Stahl produzieren und kleinere (z. B. weniger als 5 Mikrometer im Durchmesser wirksam) Siliciumcarbidteilchen, (5) Trocknen der verbleibenden Feststoffe nahezu vollständige Entfernung der Flüssigkeit Wirkung, (6) Unterwerfen der trockene Mischung aus angereichertem-Silizium auf einem beheizten Reaktor mit reinen Joddampf auf zwischen ca. 600-800 0 C auf, eine Dampf enthalten meist Silizium Tetra-Jodid und nur eine sehr kleine Menge der Verunreinigung Jodide, (7) Kühlung der Dampfphase und Dirigieren es zu einer Reinigungseinheit, die vorzugsweise eine Destillation Spalte zur Jodid entfernen Verunreinigungen im Silizium Tetra-, (8) Sammeln der gereinigtem Silizium Tetra-Jodid und dann unterwirft es auf Temperaturen im Bereich von etwa 800 bis 1300 0 C in der Wirbelschicht unter Vakuum woraufhin der Silizium Tetra-Jodid zerlegt wird in reinem Silizium und Jodid Dampf, und (9) Recycling der Joddampf an den Prozess. Diese Methoden und Prozesse können miteinander kombiniert, geschaltet, oder modifiziert werden mit anderen Methoden oder Verfahren hier für die Verwertung und Produktion von Silizium, Siliziumcarbid, und PEG aus einem Wafer-Sägen beschrieben. Die Methoden und Verfahren zur Gewinnung von Silicium, Siliciumcarbid, und PEG können in beliebiger Reihenfolge durchgeführt werden.
[0016] Weitere Ziele und Vorteile der Erfindung wird weiter geschätzt und verstanden werden, wenn in Verbindung mit der folgenden Beschreibung und den beigefügten Zeichnungen betrachtet. Während der folgenden Beschreibung Details beschreiben spezielle Ausführungsformen der Erfindung enthalten kann, sollte dies nicht auszulegen, als Beschränkungen in Bezug auf den Umfang der Erfindung, sondern eher als ein Exempel für bevorzugte Ausführungsformen.
Für jeden Aspekt der Erfindung sind viele Variationen möglich, wie vorgeschlagen, dass hierin sind den Fachleuten auf dem Gebiet bekannt. Eine Vielzahl von Änderungen und Modifikationen können im Rahmen der Erfindung, ohne den Geist davon gemacht werden.
KURZE BESCHREIBUNG DER ZEICHNUNGEN
[0017] Die neuen Merkmale der Erfindung sind insbesondere in den Unteransprüchen angegeben.
[0018] Figur: Ein besseres Verständnis der Merkmale und Vorteile der vorliegenden Erfindung wird unter Bezugnahme auf die folgende detaillierte Beschreibung, die darlegt Ausführungsbeispielen, in denen die Prinzipien der Erfindung verwendet werden, und die beigefügten Zeichnungen, von denen gewonnen werden. 1 ist eine schematische Darstellung der Vorrichtung, welche die Strömung von Materialien für die kommerzielle Produktion von Silizium-und Recovery von Siliciumcarbid aus einem verbrauchten Waferschneiden Gülle.
[0019] Figur. 2 ist eine schematische Darstellung der Vorrichtung zeigt, wie groß Siliciumcarbidteilchen in einem diskreten Schritt innerhalb des Prozesses in der Figur beschrieben wiederhergestellt werden können. 1.
[0020] Figur. 3 ist eine schematische Darstellung einer beispielhaften Vorrichtung gemäß der Erfindung veranschaulicht den Materialfluss bei der Beitreibung von Silicium, Siliciumcarbid und PEG (Polyethylenglykol) von einem verbracht Waferschneiden Gülle und die Erzeugung von hoch oder erhöht hochreinem Silizium vorgesehen.
AUFNAHME VON VERWEIS
[0021] Alle Veröffentlichungen und Patentanmeldungen in dieser Beschreibung erwähnten hierin durch Bezugnahme in gleichem Maße einbezogen, als ob jede einzelne Publikation oder Patentanmeldung wurde speziell und individuell angezeigt, um durch Bezugnahme aufgenommen werden.
Detaillierte Beschreibung der Erfindung
[0022] Die Erfindung stellt Methoden und Systeme zur Rückgewinnung von Silizium, Siliziumcarbid, und Kühlschmierstoffe, zur Herstellung von hochreinem Silizium aus abgebrannten Gülle in verschiedenen industriellen Prozessen erzeugt. Insbesondere kann die Erfindung verbrachte Gülle aus Wafer-Zerspanung in der Mikroelektronik und Photovoltaik-Industrie angewendet werden.
[0023] In einer Ausgestaltung der Erfindung sind ferner Verfahren, die skalierbare Vertriebskapazität sind (z. B. 50-5,000 oder 500 - 5.000 t pro Jahr) zur Herstellung von Silizium für den Einsatz in der Photovoltaik-Industrie.
[0024] In einem Aspekt der Erfindung sind wirtschaftlich, Hochdurchsatz-Methoden zur Abscheidung von reinem Silizium Granulat vorgesehen, die für Anwendungen in der kontinuierlichen Prozessen der führenden PV-Hersteller mit String-Ribbon-oder kugelförmigen Zellen nützlich.
[0025] In einem Aspekt wird eine Vorrichtung offenbart, dass produziert reinen granulare Silizium Rohstoff-und Siliciumcarbid-Pulver. In einer Ausführungsform umfasst eine Vorrichtung ein System zur Rückgewinnung der Gülle flüssigen Medium für die Wiederverwendung in der Wafer-Schneiden.
[0026] In einem anderen Aspekt kann ein System, Methode oder die Vorrichtung der Erfindung wieder mindestens 60%, 70%, 80%, 85%, 90%, 95% bzw. 99% des Siliziums in einem Silizium-Schnitt enthaltenen Gülle oder Abfälle Gülle aus einem Barren Schneiden. In einer Ausführungsform beträgt 90% oder mehr der Silizium gewonnen. Das Silizium kann eine Reinheit von mindestens oder zumindest über 99,9999%, 99,99999%, 99,999999%, 99,9999999%, 99,99999999% oder 99,999999999%. Mit anderen Worten kann das Silizium mit einer Reinheit bis zu oder mehr als 6N, 7N, 8N, 9N, ION, oder 1.
[0027] Wie in Abb. 1, können die Systeme, Methoden und die Vorrichtung der Erfindung einen oder mehrere Schritte Trennung (zwischen Bächen 1 und 7) ausgebildet, um eine Silizium-haltigen Ausgangsmaterial (Strom 1) auf einem Silizium-reichen (Strom 7) verarbeiten. Diese Trennung Schritten kann eine beliebige der folgenden Trennungen: magnetisch, fest / flüssig, fest / gasförmig, Gas / Flüssig-, Dichte, Sedimentationsgeschwindigkeit, Trocknen oder Auswaschung. Wie in Abb. 1, diese Trennung Schritte können sich zu erholen oder zu entfernen Metalle, Silizium Carbide, Flüssigkeiten, z. B. PEG, Wasser oder Öl, aus dem Silizium-haltigen Ausgangsmaterial in verschiedenen Output-Streams, zB Streams 2, 4, und 6. Diese Ströme können Metalle-reiche Ströme (Strom 2 in Abb. 1) und Siliziumcarbid-reiche Ströme (Strom 3a und 7a in Abb. 2).
[0028] Das Silizium-reiche Strom verarbeitet mit einem der Systeme, Methoden oder Geräte beschrieben. In einigen Ausführungsformen der Erfindung können die Silizium-reichen Strom mit Silizium Tetra-Jodid umgesetzt werden, um eine Silizium produzieren Di-Jodid reichen Strom in einem ersten Reaktor (Silicon Reaktor 1 in Abb. 1). Die Silizium-di-Jodid reichen Strom kann dann zur Form abgeschieden werden Silizium in einem zweiten Reaktor (Silicon Reaktor 2 in Abb. 1).
[0029] In anderen Ausgestaltungen der Erfindung können die Silizium-reichen Strom mit Jod umgesetzt werden, um eine Silizium Tetra-Jodid reichen Strom in einem ersten Reaktor (Reaktor 1 in Abb. 3) zu erzeugen. Die Silizium-Tetra-Jodid reichen Strom kann gereinigt zu einem hochreinen Siliziums Tetra-Jodid reichen Strom zu bilden. Zum Beispiel kann das Silizium Tetra-Jodid reichen Strom unter Verwendung einer mit einer Destillation (Destillation in Abb. 3). Das hochreine Silizium Tetra-Jodid reichen Strom kann zur Form abgeschieden werden, indem man die Silizium zu Silizium gereinigt Form di-Jodid in einem zweiten Reaktor (Reaktor 2 in Abb. 3).
[0030] Gewinnung von hochreinem Silizium
[0031] Einige Aspekte der Erfindung stellen Verfahren zur Herstellung von reinem Silizium körnigen Ausgangsmaterial durch kontinuierliche Zuführung eines abgebrannte Gülle aus einem Wafer Bearbeitungsvorgang in einer ersten Einheit, wobei die Partikel aus dem Stahl
Gülle im Wesentlichen aus dem Schlamm durch eine physische abgetrennt. In einer Ausgestaltung ist die physikalische Separator einem Magnetabscheider. Die körperliche Trennzeichen kann ein System sein, dass nutzt die physikalische Eigenschaft Unterschied zwischen Eisen-haltigen Materialien (zB Stahl) und die anderen Komponenten Gülle. Die eisenhaltigen Partikel können zu einer Recyclinganlage für deutliche Erholung der Stahl gesendet werden. Die eisenfreie Gülle kann sich Flüssig-Fest-Trennung Schritte entfernen der flüssigen Phase (entweder Glykol-Wasser oder Öl) für die Wiederverwendung in der Wafer schneiden unterzogen werden. Iron-free Gülle kann sich Gülle, die einem physischen Separator wurde zur Entfernung von eisenhaltigen Teilchen ausgesetzt verweisen. Iron-free Gülle kann auch Gülle, die vollständig, im wesentlichen, am meisten, oder etwas frei von eisenhaltigen Teilchen befassen.
[0032] Eine feuchte Pulver Produkt von einem hierin beschriebenen Verfahrens kann getrocknet werden, um alle verbleibenden Flüssigkeit (z. B. Glykol, Wasser oder Öl) zu entfernen. Eine Trocknung der Regel nutzt eine moderate Erwärmung des Materials und / oder Verringerung der Druck auf die gewünschte Entfernung der anhaftenden Flüssigkeit Wirkung. In einigen Ausführungsformen umfasst ein trockenes Pulver Produkt Silizium und Siliziumcarbid-Partikeln von einer Größe von etwa 1 bis 20 Mikrometer.
[0033] In einer Ausgestaltung der Erfindung Pulvermischung wird der Dampf unterzogen, um eine Temperatur von etwa 1250 0 C und einer Gasphase darunter einige Silizium Tetra-Jodid. Das Pulvergemisch läßt C 0 unterzogen werden Temperaturen von einem Bereich von etwa 1000 bis etwa 1500, wobei das Silizium Teil bilden werden entweder in einem Feststoff oder eine Flüssigkeit. Mit genügend Verweilzeit (z. B. ca. 1 Minute) das Silizium-Pulver reagiert mit dem Jodid Dampf zu erheblichen Mengen von Silizium-di-Jodid in der Gasphase zu erzeugen. Zum Beispiel kann eine Verweilzeit von etwa 5 Sekunden bis 10 Minuten betragen. In einer Ausführungsform, ein Verfahren, das in einer Reihe von Reaktoren mit einer Zyklon wird oder eine poröse keramische Filter, Siliciumcarbidteilchen typischerweise aus dem Prozess entfernt. Silizium-di-Jodid ist nach einem anderen Reaktor Dampf C gehalten wird, dass bei 1000 0 einer Temperatur um 700 - in einer anderen Ausführungsform In diesem Behälter, zum Beispiel einer Wirbelschicht mit Siliciumkeimpartikel wie Schiffe im Miteigentum der US-Patentanmeldung Serial No 11/893, 980, die Bezug genommen wird hier in seiner Gesamtheit offenbart, die Silizium-di-Jodid im Wesentlichen umgesetzt werden kann zurück zur Silizium mit einer Reinheit ähnlich oder über das Matching der des ursprünglichen Silizium-Ingots in Wafer Schneiden verwendet. Alle verbleibenden Silizium Tetra-Jodid Dampf kann daher wieder in den Prozess zirkuliert. Silicon Tetra-Jodid Dampf kann aber auch periodisch von Verunreinigungen durch Destillation gereinigt und / oder anderen Methoden, einschließlich eines Lösungsmittels. In einigen Ausführungsformen der Erfindung wird das Silizium Tetra-Jodid Dampf kontinuierlich unter Verwendung einer Destillation oder andere Trennverfahren, um die Reinheit des Anstiegs hinterlegt Silizium bis zu oder mehr als 6N, 7N, 8N, 9N, Ion oder 1 IN .
[0034] hochreinem Silizium Iodide
[0035] In manchen Ausgestaltungen der Erfindung, Silizium und anderen Materialien aus der verbrauchten Gülle mit Jod umgesetzt werden, um Silizium Tetra-Jodid und anderen Jodide bilden. Die Jodide, einschließlich des Silizium-Tetra-Jodid, kann
getrennt von anderen Jodide durch eine Vielzahl von Trennverfahren wie Destillation, Membran Trennungen, Chromatographie und anderen bekannten Methoden der Fachmann. In einigen Ausführungsformen der Erfindung kann das Silizium Tetra-Jodid von anderen Komponenten mit einem oder mehreren Trennverfahren, einschließlich getrennt werden Destillation-basierte, Temperatur-basiert, oder Phase-Basis (zB fest / flüssig, flüssig / gasförmig, fest / Flüssigkeits / Gas-und / oder fest / gasförmig) Trennverfahren bei niedrigem Druck oder Vakuum. Kristallisation, Fällung, und anderen bekannten Methoden der Fachmann kann zur Trennung oder die Erhöhung der Reinheit des Siliziums Tetra-Jodid werden. Der Satz, Druck und Temperatur der Trennung Prozesse optimiert, um die Reinheit des Siliziums Tetra-Jodid erhöhen und / oder reduzieren Korrosion oder Beschädigung der Vorrichtung zur Durchführung des Trennverfahren werden. Die Reinheit des Siliziums Tetra-Jodid erholte sich nach der einen oder mehrere Trennverfahren kann zumindest oder zumindest etwa 70, 80, 90, 95, 97, 99, 99,9%, 99,99%, 99,999%, 99,9999%, 99,99999% , 99.999999% 99.9999999% oder 99.99999999%. Die Lebensdauer der Vorrichtung hierin für die Durchführung der ein oder mehrere Trennverfahren, zB einer Destillationskolonne oder jede andere Vorrichtung zur Destillation Trennung Silizium Tetra-Jodid eingesetzt wird, kann über Jahrzehnte oder längere Zeiträume ausgedehnt werden. Dies kann durch Optimierung der eine oder mehrere Trennverfahren durchgeführt werden.
[0036] Beispiele für eine Destillation verwendet, um die Reinheit von Silizium Tetra-Jodid Anstieg sind im US Patent Nr. 6.712.908 beschrieben, die hierin durch Bezugnahme in ihrer Gesamtheit aufgenommen. Kurz gesagt, kann SiL ^ aus anderen Jodiden mit Hilfe einer Destillation abgetrennt werden. Die anderen Jodide gehören BI 3, PI 3, CI 4, Fel 2, und Ali 3. Fel 2 und AlI 3 3. Mai AlI werden getrennt von BI 3, PI 3, CI 4 und SiL ^ in einer Verdampfung Schritt aufgrund der geringeren relativen Dampfdruck von Fel 2 und. Sobald verdampft, SiL ^ 3. Mai kondensieren bei einer höheren Temperatur als BI 3 und PI, und bei einer niedrigeren Temperatur als CI 4.
[0037] Recovery von SiC
[0038] In einer weiteren Ausgestaltung der Erfindung ist das Siliciumcarbid in der Aufschlämmung in zwei Fraktionen, von denen eine meist größere Teilchen voneinander getrennt sind (z. B. etwa 10-20 Mikrometer Partikel) und der andere mit der Fraktion von Silizium-Karbid-Partikel, die während Drahtschneiden und besitzen eine kleinere Partikelgröße (z. B. etwa 1-10 Mikrometer) hergestellt werden. Zum Beispiel kann eine Trennung für Schritt umgesetzt mit einem Hydrozyklon entweder nach der räumlichen Trennung Schritt werden (z. B. mit Hilfe eines Magneten) oder in einem Luft-Zyklon von geeigneten Geometrie nach der Trocknung. Beide Arten von Zyklon ist in der Lage effektiv trennen die meisten der großformatigen Siliciumcarbidteilchen. Ein Vorteil der Beseitigung der großen Silizium-Karbid-Partikel vor der Hochtemperatur-Reaktion Schritte ist, dass weniger Wärmeeintrag für den gesamten Prozess erforderlich ist.
[0039] In einer alternativen Ausführung, wenn ein verbrachte Gülle in die Prozessbeschreibung oben bereits im trockenen Zustand und weitgehend frei von der flüssigen Phase, kann eine Flüssigkeit mit niedriger Sauerstoffkonzentration und mechanischen Rührwerken verwendet, um die Gülle das ist zu schaffen behandelt nach den oben beschriebenen Methoden.
[0040] Alternative Eingänge
[0041] In einer weiteren alternativen Ausführungsform der Eingang Rohstoff kann der Abfall aus einer Aufschlämmung Recovery-Prozess werden, wobei die Zusammensetzung meist ohne großen Silizium-Karbid-Partikel. Dieses Material darf enthalten große Mengen an Stahl und Silizium zusammen mit kleinen Mengen von kleinem Durchmesser Siliciumcarbidteilchen und Glykol, Wasser oder Öl. Dieser Rohstoff würde nach dem hier beschriebenen Verfahren behandelt werden, aber in den meisten Fällen die Entfernung von den großen Teilchenbeschleunigern Siliciumcarbid-Fraktion ist nicht erforderlich.
[0042] Methoden und Systeme für die Wiederherstellung von Silicon und Wafer-Säge Schneidflüssigkeit
[0043] Figur. 1 zeigt eine schematische Darstellung des Materialflusses für die kommerzielle Produktion von Silizium-und Recovery von Siliciumcarbid aus einem verbrauchten Waferschneiden Aufschlämmung einer Vorrichtung. Es versteht sich, dass eines oder mehrere der Verfahren gezeigt werden. 1 kann in beliebiger Reihenfolge und Kombinationen davon umgesetzt werden. Bezugnehmend auf das Beispiel allgemein angewandten Methoden, Geräte und Systeme der Figur. 1, wird die verbrauchte Gülle 1 aus einem Wafer Schneidvorgang zu einer gerührten Tank, wobei eine flüssige Lösung mit Wasser wird zugesetzt, um eine geeignete Viskosität für die nachfolgende Verarbeitung zu schaffen. Mechanische Energie durch Rühren und / oder Vibrationen auf ausreichend dispersen Teilchen in die Rührkessel verwendet. Die dispergierte Aufschlämmung wird dann zu einem hohen Gradienten Magnetabscheider oder ein ähnliches Gerät transportiert, die Exploits erhebliche Unterschiede in den physikalischen Eigenschaften des Stahls, wobei die eisenhaltigen Teilchen werden effektiv entfernt und führte zu einem Abfall Rückführstrom 2-Teilchen. Die eisenfreie Gülle 3 wird dann in eine Flüssig / Fest-Separator gepumpt. Diese Einheit kann aus einem Filter, Zentrifuge bestehen, Hydro-Zyklon oder anderen Fest-Flüssig-Trennung Gerät, das mit einer Korngröße von zwischen 1-20 Mikrometer arbeiten kann.
[0044] Wie in dem Ausführungsbeispiel der Figur. 1, wird die Flüssigkeit Strom 4 Durchlaufen der Flüssig / Fest-Abscheider gesammelt und später mit großen Siliciumcarbid rekombiniert Teilchen zu einer frischen Draht-Säge Kühlschmierstoff für die Wafer Schneidvorgang. Die eisenfreie festen Teilchen aus dem Strom 5 Flüssig / Fest-Separator erreicht werden über eine Förderschnecke oder ein ähnliches Gerät und getrocknet durch Erhöhung der Temperatur und / oder abnehmenden Druck in dieses Gerät dadurch Verflüchtigung der verbleibenden flüssigen Phase. Die gesammelten Flüssigkeitsstrom 6 ist in einen Sammelbehälter transportiert und können später mit großen Siliciumcarbidteilchen rekombiniert werden an die frische Draht-Slurry sah für die Wafer-Zerlegung zu bilden. Die getrockneten Teilchen Strom 7, bestehend aus Silicium und Siliciumcarbid wird dann in ein Gas-Dampf-Strom durch eine druckdichte Ventil in Silicon Reaktor 1 injiziert. Das Gas-Dampf-Strom besteht typischerweise aus einem Trägergas und Silizium Tetra-Jodid in unterschiedlichen Volumen-Verhältnisse. Die Verweilzeit der Partikel und Dämpfe in das Gerät ist in der Regel weniger als 1 Minute und die Temperatur C gehalten oberhalb von etwa 1100 0 C, vorzugsweise zwischen 1250-1500 0
[0045] Auch in dem Beispiel der Figur. 1, im Silicon Reaktor 1 des Silizium-Partikeln reagieren vollständig zu Silizium bilden Di-Jodid in den Gas-Dampf-Phase. Ein Zyklon oder ähnliche Feststoff-Gas-Separator kann als Teil dieses Systems hinzugefügt werden können und für die Erfassung und Beseitigung von Siliziumcarbid-Partikeln in Strom 8 zu ermöglichen. Die Gas-Dampf transportiert wird über Strom 9 bis zum Eingang des Silicon Reactor 2, die von einer Wirbelschicht oder ähnliche Kontaktiereinrichtung besteht. Die damit verbundenen Siliciumcarbidteilchen Eingabe Reaktor 1 in der Regel nicht mit Silizium Tetra-Jodid reagieren. Zur Vermeidung von Carry-Over von Silizium-Karbid-Partikel in Strom 9, ein keramisches Filter auch in-line können hinzugefügt werden, um eine endgültige Beseitigung dieser festen Material zu erreichen.
[0046] Als ein Beispiel, das Gas-Dampf-Strom 9 entweder in der schweren Phase von einer Wirbelschicht (Silicon Reactor 2) oder im Eingangsbereich an den Händler Platte gespritzt, sagte Wirbelschicht, wie in dargestellt. 1. Reaktor 2 ist bei einer konstanten Temperatur während der gesamten Volumen im Bereich von 700 bis 1000 0 C gehalten In diesem Beispiel wird die Silizium-di-Jodid Dampf wird vorzugsweise auf die partikulären Phase der Wirbelschicht, die aus Silizium besteht Saatgut hinterlegt. Da die Partikel aus Silizium Bett zu Granulat von etwa 0,5-10 Millimeter (z. B. 5 mm) sind sie aus dem Bett durch geeignete mechanische Mittel entfernt wachsen und geben Strom 11. Die Silizium-Granulat wird dann auf Raumtemperatur abgekühlt und bilden das verkaufsfähige Produkt. Das Gas-Dampf-Phase 10, verlässt die Wirbelschicht kann zurück ins Silicon Reaktor 1 zurückgeführt werden. Nach vielen Arbeitszyklen dieser Art kann es eine Tendenz zur Verunreinigung wuchs in der Gas-Dampf-Phase sein, daher einige der Rückführstrom 10 kann zu einer Reinigungseinheit, die Destillation und führt gesendet werden und / oder Lösungsmittelextraktion von Verunreinigungen in der Silizium Tetra-Jodid.
[0047] Methoden und Systeme mit reduzierter Hitze Demand
[0048] Ein weiteres Ausführungsbeispiel der Erfindung, wie in gezeigt. 2 zeigt den Fluss von Materialien für die Rückgewinnung von großen Siliciumcarbidteilchen von einem Prozess, wie die zuvor beschriebenen Verfahren. Figur. 2 zeigt eine beispielhafte Variante des Verfahrens, die zur Verbesserung oder Reduzierung der Wärmebedarf ist. Als Siliciumcarbidteilchen im Silicon Reaktor 1 teilnehmen gezeigt. 1, kann es eine größere Nachfrage nach Wärme werden, da diese Partikel an die Betriebstemperaturen von 1100 bis 1500 0 C. Da ferner die Siliciumcarbid gebracht werden nicht messbar mit dem Silizium-Tetra-Jodid Dampf reagieren dann ist es de facto als ein " Toten-load "in dieser Einheit. Die Änderungen der Figur. 1 gezeigt in Strömen 3a und 7a kann verwendet werden, um wirksam reduzieren den Wärmebedarf über den Prozess, wenn erforderlich.
[0049] In Bach 3a der Mehrheit der großen Silizium-Karbid-Partikel sind mit einem Hydrozyklon entfernt, während in Strom 7a diese Partikel mit einem Luft-Zyklon entfernt. Entweder der Zyklon-Systeme wirksam sein kann, obwohl die Luft-Zyklon kann effizienter auf die Beseitigung von sehr kleinen Teilchen aufgrund der größeren Dichte Unterschied zwischen Flüssigkeit und Partikeln.
[0050] Beispiel 1.
[0051] Zwei Experimente wurden in replizieren Einem Labor-Maßstab Prozess-System durchgeführt. Die Bedingungen mit Geräten (Reaktor 1 und Reaktor 2) In den Figuren verwendet. 1 und 2 für Runs Sl-31-08 bis 11 bis 14 und SL-31 bis 08-12-05 Sind in Tabelle 1 aufgeführt.
Tabelle 1
[0052] Schnittbreite Rohstoff von der Industrie-Quelle wurde Eine Reihe von Schritten einschließlich magnetischen Separation unterzogen, Auslaugung, Fest-Flüssig-entsprechend der Nachfrage und Trocknung. Tabelle 2 zeigt einen vergleich der Zusammensetzung Unterschied Zwischen Stream 1 und 7 in der Figur. 1 mit GDMS Analyse. Die Bor-Phosphor und Silizium Zusammensetzung des Produkt ist in Tabelle 3 angegeben. Schließlich WIRD Eine repräsentative Stichprobe der Form und Größe der Silizium-Granulat für Laufen Sl-31-08-12 bis 05 gezeigt. 3.
Tabelle 2
Tabelle 3
[0053] Methoden und Systeme für sterben Wiederherstellung von hochreinem Silizium
[0054] Figur. 3 zeigt Schematische darstellung des Eine Materialflusses zur Gewinnung von Silicium, Siliciumcarbid und / Oder Polyethylenglykol (PEG) von Einem verbracht Waferschneiden Gülle und herstellung von hochreinem Silizium. Die "Schritte gezeigt. 3 Fest-Flüssig umfassen-Trennung, Magnetische Trennung, Filtration, auswaschen, Trocknen, Reaktor 1 (sterben Reaktion mit Jod Werden Konnen), Destillation und Reactor 2 (Das Kann aufgebracht Werden). Einer der Oder Rüde "Schritte Kann Das Trennverfahren eingesetzt Werden. Die reihenfolge der Trennverfahren Nicht Unbedingt in der reihenfolge dargestellt Werden. 3. Die Trennverfahren Konnen in beliebiger reihenfolge seins. Zum Example Kann Eine Magnetische entsprechend der Nachfrage schritt vor Oder nach Fest-Flüssig Einer-schritt entsprechend der Nachfrage seins. Das Trennverfahren Kann durch Zusätzliche entsprechend der Nachfrage ergänzt Werden prozesse zu Einem Fachmann und / Oder Eine Oder Rüde der Trennverfahren Kann weggelassen Werden bekannt.
[0055] Bezugnehmend gefallen Figur allgemein. 3 kann die Gülle verbrachte 1 aus einem Wafer Schneidvorgang zu einer Fest-Flüssig-Separator oder eine Reihe von Separatoren hinzugefügt werden. Eine zusätzliche Flüssigkeit oder Trennmittel 2 kann PEG, eine Flüssigkeit, die passenden Eingang der Gülle, oder eine andere Flüssigkeit oder Gülle können zur Optimierung, Steigerung hinzugefügt werden, oder verringern Sie den Anteil fester Bestandteile des Eingangs Gülle. Der prozentuale Anteil der Feststoffe in der Gülle kann verbrachte angehoben oder abgesenkt werden, um die Trennung Rate oder Effizienz der Fest-Flüssig-Abscheider oder andere Trennschritte beeinflussen. Der Eingang verbrachte Schnittfuge Gülle 1, dass dieser Prozess Bühne betritt kann folgende Zusammensetzung haben: etwa 40% PEG, etwa 50% SiC Geldbußen (ca. 5-30 um), etwa 5% Stahl Geldbußen (ca. 0,1-5 um), und etwa 5% Silizium Geldbußen (ca. 0,1-5 um). Die Feststoffe können enthalten etwa 80% SiC (Quasi-Gauß-Teilchengrößenverteilung (PSD) mit einem Volumen arithmetische Mittel über lOμm und Standard Abweichung von ca. 5 um), ca. 5-10% Messing-überzogener Stahl Teilchen (unregelmäßig psd, etwa 0,1-2 um effektive Durchmesser) und etwa 10-15% Silizium-Partikeln (unregelmäßiger psd, etwa 0,1-2 um effektive Durchmesser).
[0056] Ein Ziel für diese Verfahrensstufe, dh die Fest-Flüssig-Trennung, kann so viel von der SiC-Partikel zu entfernen, wie möglich, ohne dass erhebliche Mengen an Si. Mindestens zwei Arten von Technologien erreichen können oder Ansatz dieses Ziel: (a) Beilegung von Technologien zur Nutzung in erster Linie die Schwerkraft (advanced Klassifizierer; Verdickungsmittel) oder Zentrifugalkraft (Hydrozyklon, Zentrifuge) und (b) Filtration mit Filter (nicht mit Bildschirmen oder Cross- Flow-Einheiten). Das Absetzen und Filtern Schritte können zusammen verwendet werden, um die Trennung Ziel zu erreichen. (, Über <7μm Durchmesser psd), 20% 30wt Stahl ((PSD; Die gezielte Ausgang kann ein Schlamm, dass etwa 10% Feststoffen 20wt mit Feststoffen Zusammensetzung von etwa 20 Gew.% SiC enthält etwa 0,1-2 um Durchmesser) und 50 60 Gew.% Silizium-((psd,.. etwa 0,1-2 um Durchmesser)
[0057] Zentrifugen verwendet werden, um separate SiC mit bekannten Methoden in der Fachwelt allgemein ist, haben Methoden entwickelt, um so viel wie möglich SiC ohne Rücksicht erholen daß jegliche Mitnahme von Si. Jede Si oder Stahl, der landet im Produkt kann mit Säuren und / oder Basen herausgelöst werden, um diese "Verunreinigungen" zu entfernen, die Rückführstrom von SiC. So hat es nicht eine konzertierte Anstrengung zur Optimierung wurde die Erholung beider SiC und Si. Jedoch kann ein Zentrifugationsschritt zu trennen SiC in einem Prozess, für die Verwertung der beiden SiC und Si bieten kann eingebaut werden. Die Methoden und Geräte der vorliegenden Erfindung stellen für die Erholung der beiden SiC und Si.
[0058] Im Hinblick auf Beilegung Methoden, zeigt Stokes 'Law, dass die Endgeschwindigkeit eines Teilchens in einer Flüssigkeit proportional zu d 2, wobei d der effektive Teilchendurchmesser und 1 / μ, wobei μ ist die Viskosität der Flüssigkeit ist. Dies bedeutet, dass die SiC-Partikel (50% der Gesamtzahl) von> 10 um möglicherweise Endgeschwindigkeiten, die zwischen 50 bis 400 mal größer als jene von Stahl-und Si-Partikel sind zu haben. Dieser Vorteil kann etwas durch die Tatsache, dass die Viskosität einer PEG-Lösung etwa 50 mal größer ist als Wasser abgebaut werden. Daher, obwohl sehr gute Partikelabscheidung erreicht werden kann, kann der Prozess Zeit zu langsam für den gewerblichen Einsatz. In einigen Ausführungsformen der Erfindung, Ultraschall-oder Ultraschall-Frequenzen können verwendet oder angewendet werden, um das Trennzeichen zu verringern Einschwingzeiten. Andere zusätzliche Schwingungsenergie kann zur Trennung von SiC von anderen Partikeln zu erleichtern. Zum Beispiel kann die Lösung mit SiC und PEG erhitzt, um die Viskosität der Lösung zu reduzieren, wodurch die Einschwingzeit oder Erhöhung der Endgeschwindigkeit der Beilegung von Teilchen.
[0059] Bezugnehmend auf. 3 sind die Produkte aus dieser Verfahrensstufe, dh Fest-Flüssig-Trennung, SiC-angereicherte Suspension 3 und einer SiC-Suspension 4 erschöpft. Eine Verwendung für die SiC-angereicherte Suspension sind im Folgenden näher erläutert. Die SiC-abgereichertem Gülle 4 kann dann zu einem Magnetabscheider oder einem ähnlichen Gerät, dass erhebliche Unterschiede in der magnetischen Suszeptibilität oder magnetischen Eigenschaften des Stahls nutzen können Partikel, wo die eisenhaltigen Partikel effektiv oder weitgehend entfernt werden kann und führte zu einer transportiert werden Abfälle Rückführstrom 6. Die SiC-abgereichertem Gülle können ca. 5-10% (insgesamt feste Masse Basis) von SiC.
[0060] Der Feststoffgehalt in diesem Stadium, dh, Magnetische Trennung, Kann durch Zugabe von 5 PEG Oder Eingestellt Werden flüssige Gülle passenden flüssigkeit, so dass. Eine akzeptable entsprechend der Nachfrage (dh> 90%) aus Stahl erreicht WIRD. Strom 6 Kann Dann Auf eine Kontrollierte Oxidation durch Verdünnen mit Wasser zu Wasserstoff Produzieren unterzogen Werden. Kann of this Gas abgefackelt CONFIRMED Oder Werdener Verbrannt Oder zur herstellung von Energie, äh sterben Pflanze. Alternativ Kann der Wasserstoff mit Brennstoffzelle zugeführt Einer Werden, äh Elektrizität zu erzeugen. Der Strom von der Pflanze Kann genutzt Werden, CONFIRMED Oder übertragen Werden. JEDE Silizium-Partikeln in Strom 6 mitgerissen Kann durch Auslaugen der übrigen Stahl in Einer wässrigen lösung mit Organischen und / Oder anorganischen Sauren zurückgewonnen Werden. Wirtschaftliche Erwägungen Konnen bestimmen, ob WIRD this Praxis genutzt.
[0061] Die Magnetische Trennung schritt Kann Auch Ausbeute Silizium-Reiche Gülle. Das Silizium-reiche Gülle 7 wird in eine Filtrationsstufe wobei 85-90% der PEG in Strom 9 ohne wesentliche Si Verlust kann entnommen werden transportiert. Cake Filter mit einer Porengröße von <1 um verwendet werden kann. Andere Arten von Filtern bekannt oder später in der Kunst entwickelt, wie Drehtrommel Filter und / oder Druckfilter, verwendet werden kann. PEG, die durch den Filter gelangt bilden können Strom 9. Waschflüssigkeit 8 angefügt können, um den Kuchen Eigenschaften anpassen, um Trennleistungen zu verbessern. Beispiele für Waschflüssigkeiten kann deionisiertes Wasser und / oder organische Flüssigkeiten destilliert sind zB Isopropylalkohol. Der Ausgang Strom 10 aus der Filtration kann reich an Si und inhaltlich von Stahl verbraucht.
[0062] Wie in dem Ausführungsbeispiel der Figur. 3, die Flüssigkeit Strom 3, die durch die Flüssig / Fest-Separator, der sein SiC reichen können, können gesammelt und später kombiniert mit Filtrat 9, die eine PEG-Lösung sein kann, um Drahtform-Sägen Gülle für die Wafer Schneidvorgang. Alternativ kann flüssiger Strom 3 weiter gereinigt werden, um die Reinheit des SiC erhöhen und / oder Filtrat 9 kann weiter gereinigt werden, um die Reinheit der PEG-Lösung, bevor sie kombiniert erhöhen. Die kombinierten PEG-Lösung und SiC-Partikel können zu einer Waffel Schneideinrichtung zugeführt werden.
[0063] Bezugnehmend auf. 3 können weitere Ausbau des Stahls in Strom 10, indem die Feststoffe darin, eine saure Laugung mit anorganischen und / oder organischen Säuren geeigneter Konzentration von Strom 11 geliefert erreicht werden. Beispiele für Säuren, die verwendet werden können, umfassen HCl mit einem Calciumchlorid-Katalysator, HNO 3, H 2 SO 4, und Oxalsäure. Eine Flotte Strom 12, die lösliche, kann Stahl Verunreinigungen zu entfernen, und einen Festkörper-reichen Strom 13 kann eine Trocknung gepumpt werden. Alternativ können die Säuren in der Flotte Strom neutralisiert oder reagierte auf nützliche Produkte zu bilden. Feststoffe können gefällt werden aus der Flotte Strom 12, sammelte und verkaufte als Altmetall zu Stahl Mini-Mühlen. In dieser Phase, dh Trocknung kann der Schlamm werden zunächst gefiltert und anschließend bei erhöhter Temperatur mit einem Gas unter Vakuum getrocknet, zB ein Edelgas wie Argon oder Wasserstoff, Decke fließen 14. Die Trocknung kann bei einer Temperatur bis zu etwa 400 0 C gehalten werden, größer als etwa 400 0 C, mindestens etwa 200 0 C, oder mindestens etwa 300 0 C. Die getrockneten Schlamm kann getrocknet werden Partikel und zum Verlassen des Trockners durch Strom 16. Das Abgas 15 kann Feuchtigkeit aus dem Schlamm enthalten.
[0064] Die getrockneten Teilchen Strom 16, die meist Silizium mit kleinen Mengen von Siliciumcarbid und Stahl umfassen kann, können dann in ein Gas-Dampf-Strom durch eine druckdichte Ventil in den Reaktor 1 injiziert werden. In einigen Ausführungsformen der Erfindung kann Strom 16 durch einen trockenen Zyklon verarbeitet werden, um festen Siliciumcarbid oder anderen festen Materialien zu entfernen.
[0065] Alternativ kann Strom 16 Eingabe Reaktor 1 metallurgischem Silizium werden. Zum Beispiel kann ein Strom 16 mit Silizium und anderen Komponenten, die können oder nicht die vorherigen Schritte durchlaufen haben, angeboten werden. Zum Beispiel kann jeder Silizium mit Verunreinigungen in den Reaktor 1 zur Verfügung gestellt. Die metallurgischen Silizium kann pulverisiert oder gemahlen werden auf eine Partikelgröße auf die wirksame Fläche für Reaktionen im Reaktor 1 erhöhen.
[0066] Bezugnehmend auf Figur allgemein. 3, können die getrockneten Partikelstrom oder metallurgischem Silizium 16 mit einem Gas-Dampf-Strom 17 im Reaktor 1 umgesetzt werden. Gas-Dampf-Strom 17 kann ein Trägergas und Jod in verschiedenen Volumen-Verhältnisse. Reaktor 1 kann jede Art von verdünnten Phase Reaktor, wie zum Beispiel eine Fast Wirbelschicht (FFBR), bevorzugt werden. Die FFBR kann eine Mischung von Feststoffen - inerte Teilchen einer bestimmten Größe plus der injizierten Strom 16. Die Geschwindigkeit des Gas-Dampf-17 kann angepasst werden, um sicherzustellen, dass die inerten Partikel zirkulieren, da diese den vertikalen Rohrabschnitt durchgeführt werden, durchlaufen die beigefügte Zyklon und zurück an den Händler Platte des FFBR werden. Die Verweilzeit der Partikelstrom 16 kann die Effizienz des Zyklons bestimmt werden und es ist allgemein bekannt, dass einige kleinere Partikel (z. B. etwa <lμm) vorbei an den Zyklon befördert werden dürfen. Diese sehr kleinen Partikel können in einem Filter, die entweder aus einem Elektrofilter oder porösen Feststoff-Gas-Keramikfilter mit mittleren Porengröße von weniger als etwa lμm gefangen werden. Die Temperatur des Reaktors 1 kann in der Regel zwischen etwa 600 bis 900 0 C. Alternativ gehalten werden, kann der Reaktor bei höheren Temperaturen gehalten werden oder radelte durch hohe Temperaturen.
[0067] Auf diese Weise können die meisten der Jod mit Silizium umgesetzt werden, um Silizium Tetra-Jodid (SiLj) oder Silizium produzieren di-Jodid (SII 2). In einigen Ausführungsformen der Erfindung kann die Reaktionsbedingungen so sein, dass die Mehrheit der Silizium Jodide in Form von Silizium Tetra-Jodid sind. In einigen Ausführungsformen der Erfindung kann die Reaktionsbedingungen im Reaktor 1 werden, so dass bis zu etwa über, oder mehr als etwa 10, 30, 50, 70, 90, 95, oder 99% des Siliziums Jodide im Produktstrom sind in Form von Silizium Tetra-Jodid. Bezugnehmend gefallen. 3, können Verunreinigungen im Strom 16 mit ihren entsprechenden Jodid Dampf oder Verbindungen von Silizium umgewandelt werden, zB Eisen-Silizid. Die Selbstmorde und andere Verbindungen von Silizium in den FFBR beibehalten werden und wachsen in Größe und muss nach einem geeigneten Zeitpunkt durch Strom 18 gezeigt zurückgenommen werden. Die Selbstmorde und andere Verbindungen von Silizium kann kontinuierlich oder periodisch entnommen werden. Die entsprechenden Jodid Dämpfe sind zusammen mit S1I 4 weiter zur nächsten Verfahrensstufe transportiert über Strom 19. Der Prozess Strom 19 enthalten kann nicht reagierte Joddampf, SiLj, Unreinheit Jodid Dämpfe und einige Inertgas.
[0068] Eine Destillation kann zur Verbesserung der Reinheit des Prozeßstrom 19 vorgesehen sein. Die Destillation kann vor einer Ablagerung Schritt zur Bildung hinterlegt Silizium aus einem Stream, die Silicium Iodide. Zum Beispiel kann der Prozess Strom Gemisch 19 in kontinuierlicher Weise in einer Spalte mit ausreichenden theoretischen Böden zu Jodid und niedrigen Siedepunkt Verunreinigung Iodide (z. B. BI 3) am Rückfluss Ende der Kolonne zu entfernen und höheren Siedepunkt Jodide destilliert werden ( wie Ali 3) an der Re-Kessel. SiI 4 kann zwischen diesen beiden Ebenen der Säule zurückgewonnen werden. Die Spalte viele eine beliebige Anzahl von Ebenen, Stufen oder Platten für die Reinigung des SiI 4. Die Spalte kann einen oder mehrere Rückführströme, um die Effizienz der Trennung zu verbessern. Zusätzliche Destillationskolonnen und / oder jede andere Destillation Geräte, zB Brüdenverdichtung Destillation Geräte im Stand der Technik bekannt sind, können verwendet werden, können auch zur weiteren Reinigung der SiLj werden. Stream 20 und / oder die Spalte kann vorzugsweise in einem Vakuum oder Niederdruck-Modus, der globalen Temperatur und Wärme Anforderungen und reduziert damit betrieben werden können, weniger Korrosion der Spalte führen Einbauten. Stream 20 tragen kann ein Edelgas, dass mit dem Mischen innerhalb der Säule unterstützt. Der Druck in der Destillationskolonne kann weniger als 101,3 kPa (1 atm), 75, kPa, 50 kPa, 25 kPa oder 5 kPa. Die Destillationskolonne kann ein Tablett Destillationskolonne eine gepackte Destillationskolonne, ein Dampf-Druck-Destillationskolonne oder jede andere Art der Destillationskolonne als einer in der Fachwelt werden. [0069] Die Verunreinigung Jodide durch Strom 21 entfernt werden und verarbeitet in irgendeiner Weise bekannt sind oder später in der Technik entwickelt. Zum Beispiel kann die Verunreinigung Jodide nach den Methoden, Geräten und Systemen in der vorläufigen US-Patentanmeldung Nr. 61/044, 342 und US-Patentanmeldung Nr. 20080044337, beschrieben verarbeitet werden jeweils hierin durch Bezugnahme in ihrer Gesamtheit. [0070] Neben Destillation, Bach 19, Durchführung SiI 4 kann unter Verwendung einer Dampf Strippen und / oder Kristallisation werden. Vapor Strippen kann durch Mischen mit einem inerten Gas Flüssigkeit SiI 4 durchgeführt werden, so dass Licht Iodide wie Bor Jodid kann durch die Inertgasstrom entfernt werden. Die Kristallisation kann durch Mischen der Flüssigkeit SiLj mit einer organischen Flüssigkeit, durchgeführt werden, so dass die SiI 4 Ausscheidungen in Form von Kristallen. Impfkristalle verwendet werden können. Die zusätzlichen Prozesse, z. B. Dampf Strippen und / oder Kristallisation, kann vor oder nach der Destillation durchgeführt werden. [0071] Die Destillation und / oder anderen Prozessen kann ein Gas-Dampf-Strom 22 Ausbeute umfassend gereinigt SiI 4. Das gereinigte SiI 4-Strom kann eine Reinheit von mindestens 7N, 8N, 9N, ION, 1 IN, oder höher. Das gereinigte SiI 4 in Gas-Dampf-Strom 22 kann entweder in die dichte Phase einer Wirbelschicht (Reactor 2) oder im Eingangsbereich injiziert werden, um die Verteilerplatte der genannten Wirbelschicht, wie in dargestellt. 3. Reaktor 2 kann bei einer Temperatur während seiner Lautstärke im Bereich von zwischen etwa 900 bis 1300 0 C und bei wesentlich weniger als der atmosphärische Druck aufrechterhalten. Beispiele für Wirbelschichtreaktoren gehören insbesondere die in US-Patent 4.444.811 beschrieben, die hier durch eingearbeitet
Referenz in seiner Gesamtheit. Der Wirbelschichtreaktor für Siliziumabscheidung kann eine sprudelnde oder Strahlschichtanlage-Bett-Typ Wirbelschichtreaktor werden.
[0072] Das gereinigte S1I 4. Mai zu reagieren) Bilden SU 2 (Silizium-di-Jodid, sterben Dann bricht in Eine feste Silicium-Atom und Molekül Einem Joddampf (I 2) im Reaktor 2. In diesem Example der Festen Silizium abgeschieden Werden Kann vorzugsweise gefallen sterben Phase der Wirbelschicht sterben Aus einem Silizium-Saatgut bestehen Kann Partikel. Als Bettpartikel von Silizium wachsen zu Granulat einer gewünschten Größe, zB etwa 0,5-10 Millimeter oder etwa 2 mm), sie aus dem Bett durch geeignete mechanische Mittel entfernt werden können und Geben Strom 24. Die Silizium-Granulat wird dann auf Raumtemperatur abgekühlt und bilden das verkaufsfähige Produkt. Ein Gas-Dampf-Phase 23 kann der Wirbelschicht zu verlassen und kann meist Jod bestehen, nicht reagierte SiL ^ und Inertgas. Nach entsprechender Aufbereitung der Jod kann wieder in den Reaktor 1 und 4 S1I recycelt werden kann zurück in die Destillation oder Reactor 2 zurückgeführt werden. Das recycelte S1I 4 kann Anstieg der Menge an Silizium, die im Reaktor 2 abgeschieden werden kann.
[0073] Es versteht sich, dass die Reaktoren oder Schiffe in Übereinstimmung mit der Erfindung auch für Zyklon und Wirbelschicht kann der Baustoff in der Regel aus einer äußeren Schale Metall-Legierung, die strukturelle Stärke und eine innere keramische Schale, bietet zusammen gemacht werden zur Verfügung gestellt werden ist an das Bett Teilchen, die resistent gegen Hochtemperaturkorrosion durch die Halogen-haltigen Dämpfe ausgesetzt ist darin enthalten ist.
[0074] Die Methoden, Systeme und Geräte beschrieben kann entweder kontinuierlich, semi-kontinuierlich, Batch eingesetzt werden, oder Fed-Batch-Modus. In einigen Ausführungsformen der Erfindung sind einige der Prozesse Batch und andere sind Dauerbetrieb. Zum Beispiel kann die Trennung Schritte für die Herstellung der Silizium-reichen Strom verwendet in einem diskontinuierlichen Weise durchgeführt werden und die Schritte zur Herstellung von Silizium abgeschieden von der Silizium-reichen Strom kann in semi-kontinuierliche Weise durchgeführt werden.
[0075] Die vorstehenden Ausführungen sind als nur illustrativ der wichtigsten der Erfindung betrachtet. Es versteht sich, dass die Konzepte der Erfindung hierin bekannten Silizium Verarbeitung oder Verwertung einschließlich angewandt werden, nicht aber auf einer der folgenden, die hiermit durch Bezugnahme in ihrer Gesamtheit aufgenommen begrenzt: anhängigen US-Patentanmeldung Serial No 11 / 893980 (Fallavollita), jetzt als US-Patentanmeldung Nr. 20080044337 veröffentlicht; USP 3.006.737 auf Moates et al; USP 3.020.129 auf Herrick, USP 4388080 zu Kapur et al;. USP 4.388.286 auf Kapur et al;. USP 4.910.163 auf Jain, USP 5772900 zu Yorita et al;. USP 6.113.473 auf Costantini et al;. USP 6.231.628 auf Zavattari et al;. USP 6.281.098 Wang et al,. USP 6.322.710 auf Katsumata et al;. WO 00-01519 zu Zavattari et al;. WO2002 040407 zu Henriksen, USP 6615817 zu Horio, USP 6780665 zu Billiet et al;. USP 6.929.537 auf Kajimoto; USP 6.838.047 auf et al Billiet;. WO 2006-137098 zu Frangiacomo und USP 7.223.344 auf Zavattari et al. Da ferner zahlreiche Modifikationen und Änderungen werden den Personen in der Fachwelt auftreten, ist es nicht erwünscht, die Erfindung auf die genaue Bau und Betrieb gezeigt und beschrieben zu begrenzen, und dementsprechend alle geeignet
Modifikationen und Äquivalente griff auf die in den Anwendungsbereich der Erfindung, wie durch die folgenden Ansprüche definiert fallen werden.
+++++
... so langsam wird mir auch klar, was Sunicon noch für Möglichkeiten mit dem UMG-Si Patent aus 2009 hat. Oben im IOSIL-Patent wird alternativ beschrieben, wie ggf. gemahlenes metallurgisches Silizium mit dem Recycling aus dem Slurry zusätzlich verschnitten werden könnte. Das fertige Endprodukt ist später ein Granulat --> siehe auch unser Granulierturm in Freiberg nach einem Patent aus 2002 ... Si-Granulat ist einfacher einsetzbar !! IOSIL beschreibt anders als Sunicon alles in einem Patent. Interessant war die Aussage dabei, daß mit einer Anlage 5.000t/Jahr Si-Slurry recyclet werden können ... der Bedarf von Solarworld nach dem Ausbau.
WO 2009126922 20091015
VERFAHREN UND VORRICHTUNG ZUR VERWERTUNG von Silizium und Siliciumcarbid aus VERBRAUCHTER WAFER-Sägesuspension
QUERVERWEIS
[0001] Die Erfindung der vorläufigen US-Anmeldung Nr. 61/044, 342, eingereicht 11. April 2008 und der vorläufigen US-Anmeldung Nr. 61/148, 033, eingereicht 28. Januar 2009, die jeweils einbezogen sind hierin durch Bezugnahme in ihrer Gesamtheit.
Gebiet der Erfindung
[0002] Die Erfindung betrifft Verfahren und Systeme zur Rückgewinnung von Silizium und Silizium-haltigen Verbindungen aus abgebrannten Gülle, die während der Wafer Schneiden oder Sägen Operationen in der Mikroelektronik (ME) und Photovoltaik (PV) Industrie erzeugt wird. Die Erfindung betrifft Verfahren und Systeme, die eine Vielzahl von nützlichen Produkten, einschließlich granulare Silizium Produkte von hoher oder erhöhter Reinheit erzeugen kann. Die Produkte, wie z. B. Silizium körnige Produkte von hoher Reinheit oder erhöht werden kann, eignet sich für multikristalline Blockguss oder Austausch elektronischer Silizium (EG-Si) für Einkristall-Produktion in der PV-Anwendungen und / oder hohem Wirkungsgrad Single - Kristall-Solarzellen. Andere Produkte können feinen Siliciumcarbid Scheuerpulver und eine damit verbundene Trägerflüssigkeit für die Wiederverwendung in der Wafer-Sägen.
STAND DER TECHNIK
[0003] Die Marktnachfrage nach solaren Energiegewinnung Systeme in Form von Photovoltaik (PV)-Zellen liegt bei über 25% pro Jahr weltweit aufgrund von Faktoren, einschließlich höherer Ölpreise und der Regierungspolitik zur Lösung dieser Umweltprobleme wie die globale Erwärmung nimmt zu. Die dominierende Substratmaterial für PV ist Silizium, das für etwa 90% der installierten Gewerbeeinheiten Konten in der heutigen Zeit. Ein gravierender Mangel bei der Silizium-basierten PV-Wertschöpfungskette ist jedoch, dass es einen Verlust von rund 40-50% der Silizium-Wafer während des Schneidens. Diese Situation besteht auch in das Verbundnetz Mikroelektronik (ME) Silizium-Wertschöpfungskette.
[0004] Der aktuelle Prozess zur Entwicklung einer PV-Zelle ist eine mehrstufige Kette von wertschöpfenden Aktivitäten, die Umwandlung in eine grundlegende Silizium Strom erzeugende Gerät. Mit jedem Schritt wird das Silizium verfeinert und geformt, um die Platzierung in einer Solarzelle ermöglichen. Allerdings ist dieser Wertschöpfungskette nicht ohne Mängel. Während der entscheidende Schritt, wo Silizium-Ingots in dünne Scheiben zersägt werden, rund 40% des ursprünglichen Block endet als ausgegeben (oder Abfälle) Schnittfuge Gülle aus der am weitesten verbreiteten Stahl-Draht-Technik sah mit SiC-Pulver in Polyethylenglykol (PEG 200 ).
[0005] Die verbrauchte Gülle Produkt vom Wafer Schneiden besteht im Allgemeinen aus sehr feinen festen Teilchen in einer flüssigen Phase. Die festen Partikel sind unregelmäßig geformt und bestehen meist aus Siliziumkarbid zwischen 15 - 20 Mikrometer Durchmesser wirksam. Die verbleibenden Partikel aus dem Stahldraht sah und Siliziumwafer. Der Stahl Partikel können mit den Siliziumkarbid-Partikel in Verbindung gebracht werden und sind im allgemeinen weniger als 2-4 Mikrometer effektive Durchmesser. Die Silizium-Partikel sind in der Regel frei von Siliciumcarbid und in der Teilchengröße im Bereich von 1-2 Mikrometer. Während der Drahtsägen Betrieb der Siliziumkarbid Ausgangsmaterial leicht abgerieben wird und kleinere Partikel im Bereich von 5-10 Mikrometer sind im Laufe der Zeit gebildet.
[0006] Während also ein Rohstoff Silizium Mangel besteht heute für die PV-Industrie, wodurch die Preise in Richtung der elektronischen Silizium (EG-Si) Ebene ist etwa die Hälfte aller Silizium für die PV-Industrie und ME produziert wird deponiert.
[0007] Obwohl die Silizium bei diesem Schritt verloren Partikel sind von der gleichen Reinheit wie das Original Barren, existieren keine wirtschaftlich lebensfähiger Technologien zu erholen und Wiederverwendung dieser Silizium. Der Hauptgrund für diesen Stand der Technik ist, dass die verbrachten Gülle kann eine sehr komplexe, kolloidale Mischung aus extrem kleinen Teilchen im Bereich von 0,1 bis 30 mu m - mit dem Silizium-Anteil weniger als etwa 2-5 &mgr; effektive Durchmesser ( vergleichbar mit der Größe von Bakterien). Die Bemühungen um räumlich getrennte diese Silizium-Partikeln aus der Mischung sind stark von Draht-Säge Partikel Verunreinigungen (meist Eisen, Kupfer und Zink), dass die Realisierung der ursprünglichen Reinheit Barren verhindern behindert. Selbst wenn es möglich vollständig zu entfernen der Draht-Säge Teilchen aus dem Schlamm durch physikalische Mittel waren, die restlichen ultrafeinen Siliciumpulver sowohl gefährlich zu handhaben (wegen möglicher Staubexplosionen) und extrem schwierig zu schmelzen mit konventionellen Ofen-Technologie.
[0008] Die Wirkung von diesem Markt müssen auf die gesamte Volkswirtschaft von der PV-Industrie ist signifikant. Es wurde gut dokumentiert, dass die Solarindustrie Feedstock 2005 hat litt unter einer großen Siliziumknappheit seit:. Während der letzten 4 Jahre, mehr als 40% der> 100.000 Tonnen Silizium produziert während dieses Zeitraums wurde verworfen wegen der Unfähigkeit, Recycling Polysilizium. Dieses ineffiziente Nutzung eines kritischen PV-Zelle Baustein führte zu einer kumulativen wirtschaftlichen Verlust für die Solarindustrie von mindestens $ 2 Mrd. für den Zeitraum 2005-2008. 2 Darüber hinaus gegeben, dass die Kosten Siliziumrohmaterialien's umfasst fast 20% der PV-Zelle Gesamtkosten 3, Verwerfen ca. 40% des Ausgangsmaterials hat Zellen einen wichtigen Beitrag zur Verhinderung der Wirtschaft Grid-Parity und breitere Annahme von PV.
[0009] Es besteht daher ein Bedarf an Silizium in einer Form und Reinheit für Wiederverwendung innerhalb der Silizium-Wafer-basierten PV-Industrie zu erholen. Vorläufigen US-Patentanmeldung Nr. 61/044, 342, eingereicht 11. April 2008, aufgenommen
Travis Bradford, "Polysilicium: Angebot, Nachfrage und Implikationen für die PV-Industrie," Greentech InDetml, (25. Juni 2008) [Prometheus Institute], Pg. 24.
2 Während Zeitraum 2005-2008, Polysilicium-Produktion für PV war durchschnittlich 25K Tonnen / Jahr. Und durchschnittliche Vertragspreis lag bei $ 50/kg.
3 Bradford, "Polysilicium: Angebot, Nachfrage und Implikationen für die PV-Industrie", "Greentech InDetml, (25. Juni 2008) [Prometheus Institute], Pg 29..? - -
hierin durch Bezugnahme in ihrer Gesamtheit, beschreibt ein mehrstufiges Verfahren zur Gewinnung von Silizium-Granulat aus verbrachte Wafer-Sägen Operationen. Das dort beschriebene Verfahren kann Produkts gehören eine 2-stufige Iod-katalysierten Reaktion Folge 0 800-1300, die bei Temperaturen zwischen C Silizium zur Herstellung eines granularen. Die Reinheit von Silizium zurückgewonnen werden kann 99,9999 Gew.% (dh 6 Neunen oder 6N) und möglicherweise höhere unter bestimmten Betriebsbedingungen zu erreichen.
[0010] Für den höchsten Wirkungsgrad von Solarzellen heute im Einsatz kann es vorteilhaft sein, um eine höhere Reinst-Silizium zu nutzen. Zum Beispiel kann es wünschenswert sein, eine Reinheit von Silizium 8N (dh 99,999999 Gew.%) zu erhalten.
[0011] Daher besteht ein Bedarf in der Technik für Geschäfte, die effizient trennen die Silizium-Partikel aus dem Rest der Aufschlämmungsgemisch können. Darüber hinaus besteht ein Bedarf für Möglichkeiten der Umwandlung dieser feinen Silizium Partikel in eine brauchbare Form zur Anwendung in der kommerziellen Produktion von Halbleiterbauelementen wie Photovoltaik-Solarzellen. Auch besteht weiterhin ein Bedarf in der Technik für Geschäfte, die Wiederherstellung und / oder reinigen kann Silizium erhöht Reinheiten (zB 8N) aus verschiedenen Quellen, wie die verbrauchte Wafer-Sägen Gülle in der PV-Industrie und ME produziert.
Zusammenfassung der Erfindung
[0012] Die Erfindung stellt Verfahren, Systeme und Geräte zur Erzeugung und / oder das Einholen eines oder mehrere Silizium-haltigen Produkten aus abgebrannten Siliziumwafer Seilsägen Schlamm. Unterschiedliche Typen von hoch oder erhöht hochreinem Silizium (dh bis zu 7N ION und höher) können bei hohen Durchsätzen und geringen oder wettbewerbsfähigen Kosten mit den Verfahren und Vorrichtungen hergestellt werden hierin offenbart. Verschiedene Aspekte der hierin beschriebenen Erfindung kann auf jede der einzelnen Anwendungen weiter unten oder für alle anderen Arten von Silizium reinigende Anwendungen erstrecken. Die Erfindung kann als eigenständiges System oder Verfahren, oder als Teil eines integrierten Silizium Produkt Herstellungsverfahren angewendet werden. Es versteht sich, dass verschiedene Aspekte der Erfindung können einzeln gewürdigt werden, die gemeinsam oder in Kombination miteinander verwendet werden.
[0013] hierin offenbarten Verfahren und Vorrichtungen zur Herstellung von polykristallinem Silizium-Granulat und Rückgewinnung von Siliziumcarbid-Partikeln aus verschiedenen Quellen. Die verschiedenen Quellen können Gülle, wie sie bei Drahtsägen Prozesse in der Mikroelektronik (ME) und Photovoltaik (PV) Industrie verwendet erzeugt ausgegeben werden.
[0014] Einige Ausführungsbeispiele der Erfindung stellen Reinigungssystemen und Methoden, die eines oder mehrere der folgenden Aufgaben erfüllen können: (1) Trennung von Draht-Säge Stahl Partikel aus der Gülle mit einem oder mehreren Reihe von physikalischen Trennung Geräte (z. B. Magneten oder Elektromagneten), (2) Verwertung der Gülle Produkt und anschließendem Entfernen der flüssigen Phase (entweder Glykol-Wasser oder Öl) zur Erzeugung eines feuchten feinen Pulver Gemisch aus Siliziumcarbid und Silizium, (3) vollständige Entfernung der Restfeuchte oder Öl mit Hilfe einer Flüssig-zu-Gas-Phasentrennung der Pulvermischung, dass eine trockene Mischung aus Silizium und Siliziumcarbid bilden kann, (4) Unterwerfen eine trockene Mischung aus Silizium und
Siliciumcarbid auf einem Hochtemperaturreaktor mit reinem Silizium Tetra-Jodid zur Herstellung eines Dampfes, die Silicium-di-Jodid, (5) Trennung der Siliziumkarbid durch die Schwerkraft oder Filter Geräte aus dem Dampfstrom so entstandene, (6) die Durchführung der Gasphase zu ein zweites Schiff, das vorzugsweise eine Wirbelschicht mit wesentlich niedrigeren Temperaturen und Abscheidung von reinem Silizium auf Granulat in dem Reaktor, und (7) Recycling und Reinigung von Silizium Tetra-Jodid in einer Destillationskolonne oder einem anderen Gerät auf eventuelle Verunreinigungen zu entfernen. Diese Methoden und Prozesse können miteinander kombiniert, geschaltet, oder modifiziert werden mit anderen Methoden oder Verfahren hier für die Verwertung und Produktion von Silizium, Siliziumcarbid, und PEG aus einem Wafer-Sägen beschrieben. Die Methoden und Verfahren zur Gewinnung von Silicium, Siliciumcarbid, und PEG können in beliebiger Reihenfolge durchgeführt werden.
[0015] Weitere Ausgestaltungen der Erfindung stellen Reinigungssystemen und Methoden, die verwendet werden, um hochreine Silizium produzieren kann, dass eine oder mehrere der folgenden Aufgaben erfüllen: (1) Trennung von großen Siliciumcarbidteilchen (z. B. Partikel größer als 5 Mikrometer effektive Durchmesser) mittels Schwerkraft Trennverfahren mit oder ohne Hilfe der zentrifugalen Kräfte der verschiedenen Größe (zB Absetzbecken, Klärbecken, Hydrozyklon, Zentrifuge, Filter, hydraulische und Sichter, dass zusätzliche konvektive Strömung verwendet, um eine Trennung) , (2) Entfernung von Draht-Säge Stahl Partikel aus der Gülle mit einer oder mehreren Zahlenreihen der magnetischen Trennung Geräten (zB Magneten oder Elektromagneten), (3) Durchführung Auswaschung, z. B. durch Umsetzung der Stahl-abgereicherte Gülle mit einer sauren Lösung so zur weiteren Reduzierung der Inhalt von Stahl, (4) Entfernung von einer flüssigen Phase (zB PEG) zu einem feinen Pulver feucht-Gemisch (z. B. weniger als 5 Prozent flüssig) von angereichertem-Silizium mit nur geringen Mengen von Stahl produzieren und kleinere (z. B. weniger als 5 Mikrometer im Durchmesser wirksam) Siliciumcarbidteilchen, (5) Trocknen der verbleibenden Feststoffe nahezu vollständige Entfernung der Flüssigkeit Wirkung, (6) Unterwerfen der trockene Mischung aus angereichertem-Silizium auf einem beheizten Reaktor mit reinen Joddampf auf zwischen ca. 600-800 0 C auf, eine Dampf enthalten meist Silizium Tetra-Jodid und nur eine sehr kleine Menge der Verunreinigung Jodide, (7) Kühlung der Dampfphase und Dirigieren es zu einer Reinigungseinheit, die vorzugsweise eine Destillation Spalte zur Jodid entfernen Verunreinigungen im Silizium Tetra-, (8) Sammeln der gereinigtem Silizium Tetra-Jodid und dann unterwirft es auf Temperaturen im Bereich von etwa 800 bis 1300 0 C in der Wirbelschicht unter Vakuum woraufhin der Silizium Tetra-Jodid zerlegt wird in reinem Silizium und Jodid Dampf, und (9) Recycling der Joddampf an den Prozess. Diese Methoden und Prozesse können miteinander kombiniert, geschaltet, oder modifiziert werden mit anderen Methoden oder Verfahren hier für die Verwertung und Produktion von Silizium, Siliziumcarbid, und PEG aus einem Wafer-Sägen beschrieben. Die Methoden und Verfahren zur Gewinnung von Silicium, Siliciumcarbid, und PEG können in beliebiger Reihenfolge durchgeführt werden.
[0016] Weitere Ziele und Vorteile der Erfindung wird weiter geschätzt und verstanden werden, wenn in Verbindung mit der folgenden Beschreibung und den beigefügten Zeichnungen betrachtet. Während der folgenden Beschreibung Details beschreiben spezielle Ausführungsformen der Erfindung enthalten kann, sollte dies nicht auszulegen, als Beschränkungen in Bezug auf den Umfang der Erfindung, sondern eher als ein Exempel für bevorzugte Ausführungsformen.
Für jeden Aspekt der Erfindung sind viele Variationen möglich, wie vorgeschlagen, dass hierin sind den Fachleuten auf dem Gebiet bekannt. Eine Vielzahl von Änderungen und Modifikationen können im Rahmen der Erfindung, ohne den Geist davon gemacht werden.
KURZE BESCHREIBUNG DER ZEICHNUNGEN
[0017] Die neuen Merkmale der Erfindung sind insbesondere in den Unteransprüchen angegeben.
[0018] Figur: Ein besseres Verständnis der Merkmale und Vorteile der vorliegenden Erfindung wird unter Bezugnahme auf die folgende detaillierte Beschreibung, die darlegt Ausführungsbeispielen, in denen die Prinzipien der Erfindung verwendet werden, und die beigefügten Zeichnungen, von denen gewonnen werden. 1 ist eine schematische Darstellung der Vorrichtung, welche die Strömung von Materialien für die kommerzielle Produktion von Silizium-und Recovery von Siliciumcarbid aus einem verbrauchten Waferschneiden Gülle.
[0019] Figur. 2 ist eine schematische Darstellung der Vorrichtung zeigt, wie groß Siliciumcarbidteilchen in einem diskreten Schritt innerhalb des Prozesses in der Figur beschrieben wiederhergestellt werden können. 1.
[0020] Figur. 3 ist eine schematische Darstellung einer beispielhaften Vorrichtung gemäß der Erfindung veranschaulicht den Materialfluss bei der Beitreibung von Silicium, Siliciumcarbid und PEG (Polyethylenglykol) von einem verbracht Waferschneiden Gülle und die Erzeugung von hoch oder erhöht hochreinem Silizium vorgesehen.
AUFNAHME VON VERWEIS
[0021] Alle Veröffentlichungen und Patentanmeldungen in dieser Beschreibung erwähnten hierin durch Bezugnahme in gleichem Maße einbezogen, als ob jede einzelne Publikation oder Patentanmeldung wurde speziell und individuell angezeigt, um durch Bezugnahme aufgenommen werden.
Detaillierte Beschreibung der Erfindung
[0022] Die Erfindung stellt Methoden und Systeme zur Rückgewinnung von Silizium, Siliziumcarbid, und Kühlschmierstoffe, zur Herstellung von hochreinem Silizium aus abgebrannten Gülle in verschiedenen industriellen Prozessen erzeugt. Insbesondere kann die Erfindung verbrachte Gülle aus Wafer-Zerspanung in der Mikroelektronik und Photovoltaik-Industrie angewendet werden.
[0023] In einer Ausgestaltung der Erfindung sind ferner Verfahren, die skalierbare Vertriebskapazität sind (z. B. 50-5,000 oder 500 - 5.000 t pro Jahr) zur Herstellung von Silizium für den Einsatz in der Photovoltaik-Industrie.
[0024] In einem Aspekt der Erfindung sind wirtschaftlich, Hochdurchsatz-Methoden zur Abscheidung von reinem Silizium Granulat vorgesehen, die für Anwendungen in der kontinuierlichen Prozessen der führenden PV-Hersteller mit String-Ribbon-oder kugelförmigen Zellen nützlich.
[0025] In einem Aspekt wird eine Vorrichtung offenbart, dass produziert reinen granulare Silizium Rohstoff-und Siliciumcarbid-Pulver. In einer Ausführungsform umfasst eine Vorrichtung ein System zur Rückgewinnung der Gülle flüssigen Medium für die Wiederverwendung in der Wafer-Schneiden.
[0026] In einem anderen Aspekt kann ein System, Methode oder die Vorrichtung der Erfindung wieder mindestens 60%, 70%, 80%, 85%, 90%, 95% bzw. 99% des Siliziums in einem Silizium-Schnitt enthaltenen Gülle oder Abfälle Gülle aus einem Barren Schneiden. In einer Ausführungsform beträgt 90% oder mehr der Silizium gewonnen. Das Silizium kann eine Reinheit von mindestens oder zumindest über 99,9999%, 99,99999%, 99,999999%, 99,9999999%, 99,99999999% oder 99,999999999%. Mit anderen Worten kann das Silizium mit einer Reinheit bis zu oder mehr als 6N, 7N, 8N, 9N, ION, oder 1.
[0027] Wie in Abb. 1, können die Systeme, Methoden und die Vorrichtung der Erfindung einen oder mehrere Schritte Trennung (zwischen Bächen 1 und 7) ausgebildet, um eine Silizium-haltigen Ausgangsmaterial (Strom 1) auf einem Silizium-reichen (Strom 7) verarbeiten. Diese Trennung Schritten kann eine beliebige der folgenden Trennungen: magnetisch, fest / flüssig, fest / gasförmig, Gas / Flüssig-, Dichte, Sedimentationsgeschwindigkeit, Trocknen oder Auswaschung. Wie in Abb. 1, diese Trennung Schritte können sich zu erholen oder zu entfernen Metalle, Silizium Carbide, Flüssigkeiten, z. B. PEG, Wasser oder Öl, aus dem Silizium-haltigen Ausgangsmaterial in verschiedenen Output-Streams, zB Streams 2, 4, und 6. Diese Ströme können Metalle-reiche Ströme (Strom 2 in Abb. 1) und Siliziumcarbid-reiche Ströme (Strom 3a und 7a in Abb. 2).
[0028] Das Silizium-reiche Strom verarbeitet mit einem der Systeme, Methoden oder Geräte beschrieben. In einigen Ausführungsformen der Erfindung können die Silizium-reichen Strom mit Silizium Tetra-Jodid umgesetzt werden, um eine Silizium produzieren Di-Jodid reichen Strom in einem ersten Reaktor (Silicon Reaktor 1 in Abb. 1). Die Silizium-di-Jodid reichen Strom kann dann zur Form abgeschieden werden Silizium in einem zweiten Reaktor (Silicon Reaktor 2 in Abb. 1).
[0029] In anderen Ausgestaltungen der Erfindung können die Silizium-reichen Strom mit Jod umgesetzt werden, um eine Silizium Tetra-Jodid reichen Strom in einem ersten Reaktor (Reaktor 1 in Abb. 3) zu erzeugen. Die Silizium-Tetra-Jodid reichen Strom kann gereinigt zu einem hochreinen Siliziums Tetra-Jodid reichen Strom zu bilden. Zum Beispiel kann das Silizium Tetra-Jodid reichen Strom unter Verwendung einer mit einer Destillation (Destillation in Abb. 3). Das hochreine Silizium Tetra-Jodid reichen Strom kann zur Form abgeschieden werden, indem man die Silizium zu Silizium gereinigt Form di-Jodid in einem zweiten Reaktor (Reaktor 2 in Abb. 3).
[0030] Gewinnung von hochreinem Silizium
[0031] Einige Aspekte der Erfindung stellen Verfahren zur Herstellung von reinem Silizium körnigen Ausgangsmaterial durch kontinuierliche Zuführung eines abgebrannte Gülle aus einem Wafer Bearbeitungsvorgang in einer ersten Einheit, wobei die Partikel aus dem Stahl
Gülle im Wesentlichen aus dem Schlamm durch eine physische abgetrennt. In einer Ausgestaltung ist die physikalische Separator einem Magnetabscheider. Die körperliche Trennzeichen kann ein System sein, dass nutzt die physikalische Eigenschaft Unterschied zwischen Eisen-haltigen Materialien (zB Stahl) und die anderen Komponenten Gülle. Die eisenhaltigen Partikel können zu einer Recyclinganlage für deutliche Erholung der Stahl gesendet werden. Die eisenfreie Gülle kann sich Flüssig-Fest-Trennung Schritte entfernen der flüssigen Phase (entweder Glykol-Wasser oder Öl) für die Wiederverwendung in der Wafer schneiden unterzogen werden. Iron-free Gülle kann sich Gülle, die einem physischen Separator wurde zur Entfernung von eisenhaltigen Teilchen ausgesetzt verweisen. Iron-free Gülle kann auch Gülle, die vollständig, im wesentlichen, am meisten, oder etwas frei von eisenhaltigen Teilchen befassen.
[0032] Eine feuchte Pulver Produkt von einem hierin beschriebenen Verfahrens kann getrocknet werden, um alle verbleibenden Flüssigkeit (z. B. Glykol, Wasser oder Öl) zu entfernen. Eine Trocknung der Regel nutzt eine moderate Erwärmung des Materials und / oder Verringerung der Druck auf die gewünschte Entfernung der anhaftenden Flüssigkeit Wirkung. In einigen Ausführungsformen umfasst ein trockenes Pulver Produkt Silizium und Siliziumcarbid-Partikeln von einer Größe von etwa 1 bis 20 Mikrometer.
[0033] In einer Ausgestaltung der Erfindung Pulvermischung wird der Dampf unterzogen, um eine Temperatur von etwa 1250 0 C und einer Gasphase darunter einige Silizium Tetra-Jodid. Das Pulvergemisch läßt C 0 unterzogen werden Temperaturen von einem Bereich von etwa 1000 bis etwa 1500, wobei das Silizium Teil bilden werden entweder in einem Feststoff oder eine Flüssigkeit. Mit genügend Verweilzeit (z. B. ca. 1 Minute) das Silizium-Pulver reagiert mit dem Jodid Dampf zu erheblichen Mengen von Silizium-di-Jodid in der Gasphase zu erzeugen. Zum Beispiel kann eine Verweilzeit von etwa 5 Sekunden bis 10 Minuten betragen. In einer Ausführungsform, ein Verfahren, das in einer Reihe von Reaktoren mit einer Zyklon wird oder eine poröse keramische Filter, Siliciumcarbidteilchen typischerweise aus dem Prozess entfernt. Silizium-di-Jodid ist nach einem anderen Reaktor Dampf C gehalten wird, dass bei 1000 0 einer Temperatur um 700 - in einer anderen Ausführungsform In diesem Behälter, zum Beispiel einer Wirbelschicht mit Siliciumkeimpartikel wie Schiffe im Miteigentum der US-Patentanmeldung Serial No 11/893, 980, die Bezug genommen wird hier in seiner Gesamtheit offenbart, die Silizium-di-Jodid im Wesentlichen umgesetzt werden kann zurück zur Silizium mit einer Reinheit ähnlich oder über das Matching der des ursprünglichen Silizium-Ingots in Wafer Schneiden verwendet. Alle verbleibenden Silizium Tetra-Jodid Dampf kann daher wieder in den Prozess zirkuliert. Silicon Tetra-Jodid Dampf kann aber auch periodisch von Verunreinigungen durch Destillation gereinigt und / oder anderen Methoden, einschließlich eines Lösungsmittels. In einigen Ausführungsformen der Erfindung wird das Silizium Tetra-Jodid Dampf kontinuierlich unter Verwendung einer Destillation oder andere Trennverfahren, um die Reinheit des Anstiegs hinterlegt Silizium bis zu oder mehr als 6N, 7N, 8N, 9N, Ion oder 1 IN .
[0034] hochreinem Silizium Iodide
[0035] In manchen Ausgestaltungen der Erfindung, Silizium und anderen Materialien aus der verbrauchten Gülle mit Jod umgesetzt werden, um Silizium Tetra-Jodid und anderen Jodide bilden. Die Jodide, einschließlich des Silizium-Tetra-Jodid, kann
getrennt von anderen Jodide durch eine Vielzahl von Trennverfahren wie Destillation, Membran Trennungen, Chromatographie und anderen bekannten Methoden der Fachmann. In einigen Ausführungsformen der Erfindung kann das Silizium Tetra-Jodid von anderen Komponenten mit einem oder mehreren Trennverfahren, einschließlich getrennt werden Destillation-basierte, Temperatur-basiert, oder Phase-Basis (zB fest / flüssig, flüssig / gasförmig, fest / Flüssigkeits / Gas-und / oder fest / gasförmig) Trennverfahren bei niedrigem Druck oder Vakuum. Kristallisation, Fällung, und anderen bekannten Methoden der Fachmann kann zur Trennung oder die Erhöhung der Reinheit des Siliziums Tetra-Jodid werden. Der Satz, Druck und Temperatur der Trennung Prozesse optimiert, um die Reinheit des Siliziums Tetra-Jodid erhöhen und / oder reduzieren Korrosion oder Beschädigung der Vorrichtung zur Durchführung des Trennverfahren werden. Die Reinheit des Siliziums Tetra-Jodid erholte sich nach der einen oder mehrere Trennverfahren kann zumindest oder zumindest etwa 70, 80, 90, 95, 97, 99, 99,9%, 99,99%, 99,999%, 99,9999%, 99,99999% , 99.999999% 99.9999999% oder 99.99999999%. Die Lebensdauer der Vorrichtung hierin für die Durchführung der ein oder mehrere Trennverfahren, zB einer Destillationskolonne oder jede andere Vorrichtung zur Destillation Trennung Silizium Tetra-Jodid eingesetzt wird, kann über Jahrzehnte oder längere Zeiträume ausgedehnt werden. Dies kann durch Optimierung der eine oder mehrere Trennverfahren durchgeführt werden.
[0036] Beispiele für eine Destillation verwendet, um die Reinheit von Silizium Tetra-Jodid Anstieg sind im US Patent Nr. 6.712.908 beschrieben, die hierin durch Bezugnahme in ihrer Gesamtheit aufgenommen. Kurz gesagt, kann SiL ^ aus anderen Jodiden mit Hilfe einer Destillation abgetrennt werden. Die anderen Jodide gehören BI 3, PI 3, CI 4, Fel 2, und Ali 3. Fel 2 und AlI 3 3. Mai AlI werden getrennt von BI 3, PI 3, CI 4 und SiL ^ in einer Verdampfung Schritt aufgrund der geringeren relativen Dampfdruck von Fel 2 und. Sobald verdampft, SiL ^ 3. Mai kondensieren bei einer höheren Temperatur als BI 3 und PI, und bei einer niedrigeren Temperatur als CI 4.
[0037] Recovery von SiC
[0038] In einer weiteren Ausgestaltung der Erfindung ist das Siliciumcarbid in der Aufschlämmung in zwei Fraktionen, von denen eine meist größere Teilchen voneinander getrennt sind (z. B. etwa 10-20 Mikrometer Partikel) und der andere mit der Fraktion von Silizium-Karbid-Partikel, die während Drahtschneiden und besitzen eine kleinere Partikelgröße (z. B. etwa 1-10 Mikrometer) hergestellt werden. Zum Beispiel kann eine Trennung für Schritt umgesetzt mit einem Hydrozyklon entweder nach der räumlichen Trennung Schritt werden (z. B. mit Hilfe eines Magneten) oder in einem Luft-Zyklon von geeigneten Geometrie nach der Trocknung. Beide Arten von Zyklon ist in der Lage effektiv trennen die meisten der großformatigen Siliciumcarbidteilchen. Ein Vorteil der Beseitigung der großen Silizium-Karbid-Partikel vor der Hochtemperatur-Reaktion Schritte ist, dass weniger Wärmeeintrag für den gesamten Prozess erforderlich ist.
[0039] In einer alternativen Ausführung, wenn ein verbrachte Gülle in die Prozessbeschreibung oben bereits im trockenen Zustand und weitgehend frei von der flüssigen Phase, kann eine Flüssigkeit mit niedriger Sauerstoffkonzentration und mechanischen Rührwerken verwendet, um die Gülle das ist zu schaffen behandelt nach den oben beschriebenen Methoden.
[0040] Alternative Eingänge
[0041] In einer weiteren alternativen Ausführungsform der Eingang Rohstoff kann der Abfall aus einer Aufschlämmung Recovery-Prozess werden, wobei die Zusammensetzung meist ohne großen Silizium-Karbid-Partikel. Dieses Material darf enthalten große Mengen an Stahl und Silizium zusammen mit kleinen Mengen von kleinem Durchmesser Siliciumcarbidteilchen und Glykol, Wasser oder Öl. Dieser Rohstoff würde nach dem hier beschriebenen Verfahren behandelt werden, aber in den meisten Fällen die Entfernung von den großen Teilchenbeschleunigern Siliciumcarbid-Fraktion ist nicht erforderlich.
[0042] Methoden und Systeme für die Wiederherstellung von Silicon und Wafer-Säge Schneidflüssigkeit
[0043] Figur. 1 zeigt eine schematische Darstellung des Materialflusses für die kommerzielle Produktion von Silizium-und Recovery von Siliciumcarbid aus einem verbrauchten Waferschneiden Aufschlämmung einer Vorrichtung. Es versteht sich, dass eines oder mehrere der Verfahren gezeigt werden. 1 kann in beliebiger Reihenfolge und Kombinationen davon umgesetzt werden. Bezugnehmend auf das Beispiel allgemein angewandten Methoden, Geräte und Systeme der Figur. 1, wird die verbrauchte Gülle 1 aus einem Wafer Schneidvorgang zu einer gerührten Tank, wobei eine flüssige Lösung mit Wasser wird zugesetzt, um eine geeignete Viskosität für die nachfolgende Verarbeitung zu schaffen. Mechanische Energie durch Rühren und / oder Vibrationen auf ausreichend dispersen Teilchen in die Rührkessel verwendet. Die dispergierte Aufschlämmung wird dann zu einem hohen Gradienten Magnetabscheider oder ein ähnliches Gerät transportiert, die Exploits erhebliche Unterschiede in den physikalischen Eigenschaften des Stahls, wobei die eisenhaltigen Teilchen werden effektiv entfernt und führte zu einem Abfall Rückführstrom 2-Teilchen. Die eisenfreie Gülle 3 wird dann in eine Flüssig / Fest-Separator gepumpt. Diese Einheit kann aus einem Filter, Zentrifuge bestehen, Hydro-Zyklon oder anderen Fest-Flüssig-Trennung Gerät, das mit einer Korngröße von zwischen 1-20 Mikrometer arbeiten kann.
[0044] Wie in dem Ausführungsbeispiel der Figur. 1, wird die Flüssigkeit Strom 4 Durchlaufen der Flüssig / Fest-Abscheider gesammelt und später mit großen Siliciumcarbid rekombiniert Teilchen zu einer frischen Draht-Säge Kühlschmierstoff für die Wafer Schneidvorgang. Die eisenfreie festen Teilchen aus dem Strom 5 Flüssig / Fest-Separator erreicht werden über eine Förderschnecke oder ein ähnliches Gerät und getrocknet durch Erhöhung der Temperatur und / oder abnehmenden Druck in dieses Gerät dadurch Verflüchtigung der verbleibenden flüssigen Phase. Die gesammelten Flüssigkeitsstrom 6 ist in einen Sammelbehälter transportiert und können später mit großen Siliciumcarbidteilchen rekombiniert werden an die frische Draht-Slurry sah für die Wafer-Zerlegung zu bilden. Die getrockneten Teilchen Strom 7, bestehend aus Silicium und Siliciumcarbid wird dann in ein Gas-Dampf-Strom durch eine druckdichte Ventil in Silicon Reaktor 1 injiziert. Das Gas-Dampf-Strom besteht typischerweise aus einem Trägergas und Silizium Tetra-Jodid in unterschiedlichen Volumen-Verhältnisse. Die Verweilzeit der Partikel und Dämpfe in das Gerät ist in der Regel weniger als 1 Minute und die Temperatur C gehalten oberhalb von etwa 1100 0 C, vorzugsweise zwischen 1250-1500 0
[0045] Auch in dem Beispiel der Figur. 1, im Silicon Reaktor 1 des Silizium-Partikeln reagieren vollständig zu Silizium bilden Di-Jodid in den Gas-Dampf-Phase. Ein Zyklon oder ähnliche Feststoff-Gas-Separator kann als Teil dieses Systems hinzugefügt werden können und für die Erfassung und Beseitigung von Siliziumcarbid-Partikeln in Strom 8 zu ermöglichen. Die Gas-Dampf transportiert wird über Strom 9 bis zum Eingang des Silicon Reactor 2, die von einer Wirbelschicht oder ähnliche Kontaktiereinrichtung besteht. Die damit verbundenen Siliciumcarbidteilchen Eingabe Reaktor 1 in der Regel nicht mit Silizium Tetra-Jodid reagieren. Zur Vermeidung von Carry-Over von Silizium-Karbid-Partikel in Strom 9, ein keramisches Filter auch in-line können hinzugefügt werden, um eine endgültige Beseitigung dieser festen Material zu erreichen.
[0046] Als ein Beispiel, das Gas-Dampf-Strom 9 entweder in der schweren Phase von einer Wirbelschicht (Silicon Reactor 2) oder im Eingangsbereich an den Händler Platte gespritzt, sagte Wirbelschicht, wie in dargestellt. 1. Reaktor 2 ist bei einer konstanten Temperatur während der gesamten Volumen im Bereich von 700 bis 1000 0 C gehalten In diesem Beispiel wird die Silizium-di-Jodid Dampf wird vorzugsweise auf die partikulären Phase der Wirbelschicht, die aus Silizium besteht Saatgut hinterlegt. Da die Partikel aus Silizium Bett zu Granulat von etwa 0,5-10 Millimeter (z. B. 5 mm) sind sie aus dem Bett durch geeignete mechanische Mittel entfernt wachsen und geben Strom 11. Die Silizium-Granulat wird dann auf Raumtemperatur abgekühlt und bilden das verkaufsfähige Produkt. Das Gas-Dampf-Phase 10, verlässt die Wirbelschicht kann zurück ins Silicon Reaktor 1 zurückgeführt werden. Nach vielen Arbeitszyklen dieser Art kann es eine Tendenz zur Verunreinigung wuchs in der Gas-Dampf-Phase sein, daher einige der Rückführstrom 10 kann zu einer Reinigungseinheit, die Destillation und führt gesendet werden und / oder Lösungsmittelextraktion von Verunreinigungen in der Silizium Tetra-Jodid.
[0047] Methoden und Systeme mit reduzierter Hitze Demand
[0048] Ein weiteres Ausführungsbeispiel der Erfindung, wie in gezeigt. 2 zeigt den Fluss von Materialien für die Rückgewinnung von großen Siliciumcarbidteilchen von einem Prozess, wie die zuvor beschriebenen Verfahren. Figur. 2 zeigt eine beispielhafte Variante des Verfahrens, die zur Verbesserung oder Reduzierung der Wärmebedarf ist. Als Siliciumcarbidteilchen im Silicon Reaktor 1 teilnehmen gezeigt. 1, kann es eine größere Nachfrage nach Wärme werden, da diese Partikel an die Betriebstemperaturen von 1100 bis 1500 0 C. Da ferner die Siliciumcarbid gebracht werden nicht messbar mit dem Silizium-Tetra-Jodid Dampf reagieren dann ist es de facto als ein " Toten-load "in dieser Einheit. Die Änderungen der Figur. 1 gezeigt in Strömen 3a und 7a kann verwendet werden, um wirksam reduzieren den Wärmebedarf über den Prozess, wenn erforderlich.
[0049] In Bach 3a der Mehrheit der großen Silizium-Karbid-Partikel sind mit einem Hydrozyklon entfernt, während in Strom 7a diese Partikel mit einem Luft-Zyklon entfernt. Entweder der Zyklon-Systeme wirksam sein kann, obwohl die Luft-Zyklon kann effizienter auf die Beseitigung von sehr kleinen Teilchen aufgrund der größeren Dichte Unterschied zwischen Flüssigkeit und Partikeln.
[0050] Beispiel 1.
[0051] Zwei Experimente wurden in replizieren Einem Labor-Maßstab Prozess-System durchgeführt. Die Bedingungen mit Geräten (Reaktor 1 und Reaktor 2) In den Figuren verwendet. 1 und 2 für Runs Sl-31-08 bis 11 bis 14 und SL-31 bis 08-12-05 Sind in Tabelle 1 aufgeführt.
Tabelle 1
[0052] Schnittbreite Rohstoff von der Industrie-Quelle wurde Eine Reihe von Schritten einschließlich magnetischen Separation unterzogen, Auslaugung, Fest-Flüssig-entsprechend der Nachfrage und Trocknung. Tabelle 2 zeigt einen vergleich der Zusammensetzung Unterschied Zwischen Stream 1 und 7 in der Figur. 1 mit GDMS Analyse. Die Bor-Phosphor und Silizium Zusammensetzung des Produkt ist in Tabelle 3 angegeben. Schließlich WIRD Eine repräsentative Stichprobe der Form und Größe der Silizium-Granulat für Laufen Sl-31-08-12 bis 05 gezeigt. 3.
Tabelle 2
Tabelle 3
[0053] Methoden und Systeme für sterben Wiederherstellung von hochreinem Silizium
[0054] Figur. 3 zeigt Schematische darstellung des Eine Materialflusses zur Gewinnung von Silicium, Siliciumcarbid und / Oder Polyethylenglykol (PEG) von Einem verbracht Waferschneiden Gülle und herstellung von hochreinem Silizium. Die "Schritte gezeigt. 3 Fest-Flüssig umfassen-Trennung, Magnetische Trennung, Filtration, auswaschen, Trocknen, Reaktor 1 (sterben Reaktion mit Jod Werden Konnen), Destillation und Reactor 2 (Das Kann aufgebracht Werden). Einer der Oder Rüde "Schritte Kann Das Trennverfahren eingesetzt Werden. Die reihenfolge der Trennverfahren Nicht Unbedingt in der reihenfolge dargestellt Werden. 3. Die Trennverfahren Konnen in beliebiger reihenfolge seins. Zum Example Kann Eine Magnetische entsprechend der Nachfrage schritt vor Oder nach Fest-Flüssig Einer-schritt entsprechend der Nachfrage seins. Das Trennverfahren Kann durch Zusätzliche entsprechend der Nachfrage ergänzt Werden prozesse zu Einem Fachmann und / Oder Eine Oder Rüde der Trennverfahren Kann weggelassen Werden bekannt.
[0055] Bezugnehmend gefallen Figur allgemein. 3 kann die Gülle verbrachte 1 aus einem Wafer Schneidvorgang zu einer Fest-Flüssig-Separator oder eine Reihe von Separatoren hinzugefügt werden. Eine zusätzliche Flüssigkeit oder Trennmittel 2 kann PEG, eine Flüssigkeit, die passenden Eingang der Gülle, oder eine andere Flüssigkeit oder Gülle können zur Optimierung, Steigerung hinzugefügt werden, oder verringern Sie den Anteil fester Bestandteile des Eingangs Gülle. Der prozentuale Anteil der Feststoffe in der Gülle kann verbrachte angehoben oder abgesenkt werden, um die Trennung Rate oder Effizienz der Fest-Flüssig-Abscheider oder andere Trennschritte beeinflussen. Der Eingang verbrachte Schnittfuge Gülle 1, dass dieser Prozess Bühne betritt kann folgende Zusammensetzung haben: etwa 40% PEG, etwa 50% SiC Geldbußen (ca. 5-30 um), etwa 5% Stahl Geldbußen (ca. 0,1-5 um), und etwa 5% Silizium Geldbußen (ca. 0,1-5 um). Die Feststoffe können enthalten etwa 80% SiC (Quasi-Gauß-Teilchengrößenverteilung (PSD) mit einem Volumen arithmetische Mittel über lOμm und Standard Abweichung von ca. 5 um), ca. 5-10% Messing-überzogener Stahl Teilchen (unregelmäßig psd, etwa 0,1-2 um effektive Durchmesser) und etwa 10-15% Silizium-Partikeln (unregelmäßiger psd, etwa 0,1-2 um effektive Durchmesser).
[0056] Ein Ziel für diese Verfahrensstufe, dh die Fest-Flüssig-Trennung, kann so viel von der SiC-Partikel zu entfernen, wie möglich, ohne dass erhebliche Mengen an Si. Mindestens zwei Arten von Technologien erreichen können oder Ansatz dieses Ziel: (a) Beilegung von Technologien zur Nutzung in erster Linie die Schwerkraft (advanced Klassifizierer; Verdickungsmittel) oder Zentrifugalkraft (Hydrozyklon, Zentrifuge) und (b) Filtration mit Filter (nicht mit Bildschirmen oder Cross- Flow-Einheiten). Das Absetzen und Filtern Schritte können zusammen verwendet werden, um die Trennung Ziel zu erreichen. (, Über <7μm Durchmesser psd), 20% 30wt Stahl ((PSD; Die gezielte Ausgang kann ein Schlamm, dass etwa 10% Feststoffen 20wt mit Feststoffen Zusammensetzung von etwa 20 Gew.% SiC enthält etwa 0,1-2 um Durchmesser) und 50 60 Gew.% Silizium-((psd,.. etwa 0,1-2 um Durchmesser)
[0057] Zentrifugen verwendet werden, um separate SiC mit bekannten Methoden in der Fachwelt allgemein ist, haben Methoden entwickelt, um so viel wie möglich SiC ohne Rücksicht erholen daß jegliche Mitnahme von Si. Jede Si oder Stahl, der landet im Produkt kann mit Säuren und / oder Basen herausgelöst werden, um diese "Verunreinigungen" zu entfernen, die Rückführstrom von SiC. So hat es nicht eine konzertierte Anstrengung zur Optimierung wurde die Erholung beider SiC und Si. Jedoch kann ein Zentrifugationsschritt zu trennen SiC in einem Prozess, für die Verwertung der beiden SiC und Si bieten kann eingebaut werden. Die Methoden und Geräte der vorliegenden Erfindung stellen für die Erholung der beiden SiC und Si.
[0058] Im Hinblick auf Beilegung Methoden, zeigt Stokes 'Law, dass die Endgeschwindigkeit eines Teilchens in einer Flüssigkeit proportional zu d 2, wobei d der effektive Teilchendurchmesser und 1 / μ, wobei μ ist die Viskosität der Flüssigkeit ist. Dies bedeutet, dass die SiC-Partikel (50% der Gesamtzahl) von> 10 um möglicherweise Endgeschwindigkeiten, die zwischen 50 bis 400 mal größer als jene von Stahl-und Si-Partikel sind zu haben. Dieser Vorteil kann etwas durch die Tatsache, dass die Viskosität einer PEG-Lösung etwa 50 mal größer ist als Wasser abgebaut werden. Daher, obwohl sehr gute Partikelabscheidung erreicht werden kann, kann der Prozess Zeit zu langsam für den gewerblichen Einsatz. In einigen Ausführungsformen der Erfindung, Ultraschall-oder Ultraschall-Frequenzen können verwendet oder angewendet werden, um das Trennzeichen zu verringern Einschwingzeiten. Andere zusätzliche Schwingungsenergie kann zur Trennung von SiC von anderen Partikeln zu erleichtern. Zum Beispiel kann die Lösung mit SiC und PEG erhitzt, um die Viskosität der Lösung zu reduzieren, wodurch die Einschwingzeit oder Erhöhung der Endgeschwindigkeit der Beilegung von Teilchen.
[0059] Bezugnehmend auf. 3 sind die Produkte aus dieser Verfahrensstufe, dh Fest-Flüssig-Trennung, SiC-angereicherte Suspension 3 und einer SiC-Suspension 4 erschöpft. Eine Verwendung für die SiC-angereicherte Suspension sind im Folgenden näher erläutert. Die SiC-abgereichertem Gülle 4 kann dann zu einem Magnetabscheider oder einem ähnlichen Gerät, dass erhebliche Unterschiede in der magnetischen Suszeptibilität oder magnetischen Eigenschaften des Stahls nutzen können Partikel, wo die eisenhaltigen Partikel effektiv oder weitgehend entfernt werden kann und führte zu einer transportiert werden Abfälle Rückführstrom 6. Die SiC-abgereichertem Gülle können ca. 5-10% (insgesamt feste Masse Basis) von SiC.
[0060] Der Feststoffgehalt in diesem Stadium, dh, Magnetische Trennung, Kann durch Zugabe von 5 PEG Oder Eingestellt Werden flüssige Gülle passenden flüssigkeit, so dass. Eine akzeptable entsprechend der Nachfrage (dh> 90%) aus Stahl erreicht WIRD. Strom 6 Kann Dann Auf eine Kontrollierte Oxidation durch Verdünnen mit Wasser zu Wasserstoff Produzieren unterzogen Werden. Kann of this Gas abgefackelt CONFIRMED Oder Werdener Verbrannt Oder zur herstellung von Energie, äh sterben Pflanze. Alternativ Kann der Wasserstoff mit Brennstoffzelle zugeführt Einer Werden, äh Elektrizität zu erzeugen. Der Strom von der Pflanze Kann genutzt Werden, CONFIRMED Oder übertragen Werden. JEDE Silizium-Partikeln in Strom 6 mitgerissen Kann durch Auslaugen der übrigen Stahl in Einer wässrigen lösung mit Organischen und / Oder anorganischen Sauren zurückgewonnen Werden. Wirtschaftliche Erwägungen Konnen bestimmen, ob WIRD this Praxis genutzt.
[0061] Die Magnetische Trennung schritt Kann Auch Ausbeute Silizium-Reiche Gülle. Das Silizium-reiche Gülle 7 wird in eine Filtrationsstufe wobei 85-90% der PEG in Strom 9 ohne wesentliche Si Verlust kann entnommen werden transportiert. Cake Filter mit einer Porengröße von <1 um verwendet werden kann. Andere Arten von Filtern bekannt oder später in der Kunst entwickelt, wie Drehtrommel Filter und / oder Druckfilter, verwendet werden kann. PEG, die durch den Filter gelangt bilden können Strom 9. Waschflüssigkeit 8 angefügt können, um den Kuchen Eigenschaften anpassen, um Trennleistungen zu verbessern. Beispiele für Waschflüssigkeiten kann deionisiertes Wasser und / oder organische Flüssigkeiten destilliert sind zB Isopropylalkohol. Der Ausgang Strom 10 aus der Filtration kann reich an Si und inhaltlich von Stahl verbraucht.
[0062] Wie in dem Ausführungsbeispiel der Figur. 3, die Flüssigkeit Strom 3, die durch die Flüssig / Fest-Separator, der sein SiC reichen können, können gesammelt und später kombiniert mit Filtrat 9, die eine PEG-Lösung sein kann, um Drahtform-Sägen Gülle für die Wafer Schneidvorgang. Alternativ kann flüssiger Strom 3 weiter gereinigt werden, um die Reinheit des SiC erhöhen und / oder Filtrat 9 kann weiter gereinigt werden, um die Reinheit der PEG-Lösung, bevor sie kombiniert erhöhen. Die kombinierten PEG-Lösung und SiC-Partikel können zu einer Waffel Schneideinrichtung zugeführt werden.
[0063] Bezugnehmend auf. 3 können weitere Ausbau des Stahls in Strom 10, indem die Feststoffe darin, eine saure Laugung mit anorganischen und / oder organischen Säuren geeigneter Konzentration von Strom 11 geliefert erreicht werden. Beispiele für Säuren, die verwendet werden können, umfassen HCl mit einem Calciumchlorid-Katalysator, HNO 3, H 2 SO 4, und Oxalsäure. Eine Flotte Strom 12, die lösliche, kann Stahl Verunreinigungen zu entfernen, und einen Festkörper-reichen Strom 13 kann eine Trocknung gepumpt werden. Alternativ können die Säuren in der Flotte Strom neutralisiert oder reagierte auf nützliche Produkte zu bilden. Feststoffe können gefällt werden aus der Flotte Strom 12, sammelte und verkaufte als Altmetall zu Stahl Mini-Mühlen. In dieser Phase, dh Trocknung kann der Schlamm werden zunächst gefiltert und anschließend bei erhöhter Temperatur mit einem Gas unter Vakuum getrocknet, zB ein Edelgas wie Argon oder Wasserstoff, Decke fließen 14. Die Trocknung kann bei einer Temperatur bis zu etwa 400 0 C gehalten werden, größer als etwa 400 0 C, mindestens etwa 200 0 C, oder mindestens etwa 300 0 C. Die getrockneten Schlamm kann getrocknet werden Partikel und zum Verlassen des Trockners durch Strom 16. Das Abgas 15 kann Feuchtigkeit aus dem Schlamm enthalten.
[0064] Die getrockneten Teilchen Strom 16, die meist Silizium mit kleinen Mengen von Siliciumcarbid und Stahl umfassen kann, können dann in ein Gas-Dampf-Strom durch eine druckdichte Ventil in den Reaktor 1 injiziert werden. In einigen Ausführungsformen der Erfindung kann Strom 16 durch einen trockenen Zyklon verarbeitet werden, um festen Siliciumcarbid oder anderen festen Materialien zu entfernen.
[0065] Alternativ kann Strom 16 Eingabe Reaktor 1 metallurgischem Silizium werden. Zum Beispiel kann ein Strom 16 mit Silizium und anderen Komponenten, die können oder nicht die vorherigen Schritte durchlaufen haben, angeboten werden. Zum Beispiel kann jeder Silizium mit Verunreinigungen in den Reaktor 1 zur Verfügung gestellt. Die metallurgischen Silizium kann pulverisiert oder gemahlen werden auf eine Partikelgröße auf die wirksame Fläche für Reaktionen im Reaktor 1 erhöhen.
[0066] Bezugnehmend auf Figur allgemein. 3, können die getrockneten Partikelstrom oder metallurgischem Silizium 16 mit einem Gas-Dampf-Strom 17 im Reaktor 1 umgesetzt werden. Gas-Dampf-Strom 17 kann ein Trägergas und Jod in verschiedenen Volumen-Verhältnisse. Reaktor 1 kann jede Art von verdünnten Phase Reaktor, wie zum Beispiel eine Fast Wirbelschicht (FFBR), bevorzugt werden. Die FFBR kann eine Mischung von Feststoffen - inerte Teilchen einer bestimmten Größe plus der injizierten Strom 16. Die Geschwindigkeit des Gas-Dampf-17 kann angepasst werden, um sicherzustellen, dass die inerten Partikel zirkulieren, da diese den vertikalen Rohrabschnitt durchgeführt werden, durchlaufen die beigefügte Zyklon und zurück an den Händler Platte des FFBR werden. Die Verweilzeit der Partikelstrom 16 kann die Effizienz des Zyklons bestimmt werden und es ist allgemein bekannt, dass einige kleinere Partikel (z. B. etwa <lμm) vorbei an den Zyklon befördert werden dürfen. Diese sehr kleinen Partikel können in einem Filter, die entweder aus einem Elektrofilter oder porösen Feststoff-Gas-Keramikfilter mit mittleren Porengröße von weniger als etwa lμm gefangen werden. Die Temperatur des Reaktors 1 kann in der Regel zwischen etwa 600 bis 900 0 C. Alternativ gehalten werden, kann der Reaktor bei höheren Temperaturen gehalten werden oder radelte durch hohe Temperaturen.
[0067] Auf diese Weise können die meisten der Jod mit Silizium umgesetzt werden, um Silizium Tetra-Jodid (SiLj) oder Silizium produzieren di-Jodid (SII 2). In einigen Ausführungsformen der Erfindung kann die Reaktionsbedingungen so sein, dass die Mehrheit der Silizium Jodide in Form von Silizium Tetra-Jodid sind. In einigen Ausführungsformen der Erfindung kann die Reaktionsbedingungen im Reaktor 1 werden, so dass bis zu etwa über, oder mehr als etwa 10, 30, 50, 70, 90, 95, oder 99% des Siliziums Jodide im Produktstrom sind in Form von Silizium Tetra-Jodid. Bezugnehmend gefallen. 3, können Verunreinigungen im Strom 16 mit ihren entsprechenden Jodid Dampf oder Verbindungen von Silizium umgewandelt werden, zB Eisen-Silizid. Die Selbstmorde und andere Verbindungen von Silizium in den FFBR beibehalten werden und wachsen in Größe und muss nach einem geeigneten Zeitpunkt durch Strom 18 gezeigt zurückgenommen werden. Die Selbstmorde und andere Verbindungen von Silizium kann kontinuierlich oder periodisch entnommen werden. Die entsprechenden Jodid Dämpfe sind zusammen mit S1I 4 weiter zur nächsten Verfahrensstufe transportiert über Strom 19. Der Prozess Strom 19 enthalten kann nicht reagierte Joddampf, SiLj, Unreinheit Jodid Dämpfe und einige Inertgas.
[0068] Eine Destillation kann zur Verbesserung der Reinheit des Prozeßstrom 19 vorgesehen sein. Die Destillation kann vor einer Ablagerung Schritt zur Bildung hinterlegt Silizium aus einem Stream, die Silicium Iodide. Zum Beispiel kann der Prozess Strom Gemisch 19 in kontinuierlicher Weise in einer Spalte mit ausreichenden theoretischen Böden zu Jodid und niedrigen Siedepunkt Verunreinigung Iodide (z. B. BI 3) am Rückfluss Ende der Kolonne zu entfernen und höheren Siedepunkt Jodide destilliert werden ( wie Ali 3) an der Re-Kessel. SiI 4 kann zwischen diesen beiden Ebenen der Säule zurückgewonnen werden. Die Spalte viele eine beliebige Anzahl von Ebenen, Stufen oder Platten für die Reinigung des SiI 4. Die Spalte kann einen oder mehrere Rückführströme, um die Effizienz der Trennung zu verbessern. Zusätzliche Destillationskolonnen und / oder jede andere Destillation Geräte, zB Brüdenverdichtung Destillation Geräte im Stand der Technik bekannt sind, können verwendet werden, können auch zur weiteren Reinigung der SiLj werden. Stream 20 und / oder die Spalte kann vorzugsweise in einem Vakuum oder Niederdruck-Modus, der globalen Temperatur und Wärme Anforderungen und reduziert damit betrieben werden können, weniger Korrosion der Spalte führen Einbauten. Stream 20 tragen kann ein Edelgas, dass mit dem Mischen innerhalb der Säule unterstützt. Der Druck in der Destillationskolonne kann weniger als 101,3 kPa (1 atm), 75, kPa, 50 kPa, 25 kPa oder 5 kPa. Die Destillationskolonne kann ein Tablett Destillationskolonne eine gepackte Destillationskolonne, ein Dampf-Druck-Destillationskolonne oder jede andere Art der Destillationskolonne als einer in der Fachwelt werden. [0069] Die Verunreinigung Jodide durch Strom 21 entfernt werden und verarbeitet in irgendeiner Weise bekannt sind oder später in der Technik entwickelt. Zum Beispiel kann die Verunreinigung Jodide nach den Methoden, Geräten und Systemen in der vorläufigen US-Patentanmeldung Nr. 61/044, 342 und US-Patentanmeldung Nr. 20080044337, beschrieben verarbeitet werden jeweils hierin durch Bezugnahme in ihrer Gesamtheit. [0070] Neben Destillation, Bach 19, Durchführung SiI 4 kann unter Verwendung einer Dampf Strippen und / oder Kristallisation werden. Vapor Strippen kann durch Mischen mit einem inerten Gas Flüssigkeit SiI 4 durchgeführt werden, so dass Licht Iodide wie Bor Jodid kann durch die Inertgasstrom entfernt werden. Die Kristallisation kann durch Mischen der Flüssigkeit SiLj mit einer organischen Flüssigkeit, durchgeführt werden, so dass die SiI 4 Ausscheidungen in Form von Kristallen. Impfkristalle verwendet werden können. Die zusätzlichen Prozesse, z. B. Dampf Strippen und / oder Kristallisation, kann vor oder nach der Destillation durchgeführt werden. [0071] Die Destillation und / oder anderen Prozessen kann ein Gas-Dampf-Strom 22 Ausbeute umfassend gereinigt SiI 4. Das gereinigte SiI 4-Strom kann eine Reinheit von mindestens 7N, 8N, 9N, ION, 1 IN, oder höher. Das gereinigte SiI 4 in Gas-Dampf-Strom 22 kann entweder in die dichte Phase einer Wirbelschicht (Reactor 2) oder im Eingangsbereich injiziert werden, um die Verteilerplatte der genannten Wirbelschicht, wie in dargestellt. 3. Reaktor 2 kann bei einer Temperatur während seiner Lautstärke im Bereich von zwischen etwa 900 bis 1300 0 C und bei wesentlich weniger als der atmosphärische Druck aufrechterhalten. Beispiele für Wirbelschichtreaktoren gehören insbesondere die in US-Patent 4.444.811 beschrieben, die hier durch eingearbeitet
Referenz in seiner Gesamtheit. Der Wirbelschichtreaktor für Siliziumabscheidung kann eine sprudelnde oder Strahlschichtanlage-Bett-Typ Wirbelschichtreaktor werden.
[0072] Das gereinigte S1I 4. Mai zu reagieren) Bilden SU 2 (Silizium-di-Jodid, sterben Dann bricht in Eine feste Silicium-Atom und Molekül Einem Joddampf (I 2) im Reaktor 2. In diesem Example der Festen Silizium abgeschieden Werden Kann vorzugsweise gefallen sterben Phase der Wirbelschicht sterben Aus einem Silizium-Saatgut bestehen Kann Partikel. Als Bettpartikel von Silizium wachsen zu Granulat einer gewünschten Größe, zB etwa 0,5-10 Millimeter oder etwa 2 mm), sie aus dem Bett durch geeignete mechanische Mittel entfernt werden können und Geben Strom 24. Die Silizium-Granulat wird dann auf Raumtemperatur abgekühlt und bilden das verkaufsfähige Produkt. Ein Gas-Dampf-Phase 23 kann der Wirbelschicht zu verlassen und kann meist Jod bestehen, nicht reagierte SiL ^ und Inertgas. Nach entsprechender Aufbereitung der Jod kann wieder in den Reaktor 1 und 4 S1I recycelt werden kann zurück in die Destillation oder Reactor 2 zurückgeführt werden. Das recycelte S1I 4 kann Anstieg der Menge an Silizium, die im Reaktor 2 abgeschieden werden kann.
[0073] Es versteht sich, dass die Reaktoren oder Schiffe in Übereinstimmung mit der Erfindung auch für Zyklon und Wirbelschicht kann der Baustoff in der Regel aus einer äußeren Schale Metall-Legierung, die strukturelle Stärke und eine innere keramische Schale, bietet zusammen gemacht werden zur Verfügung gestellt werden ist an das Bett Teilchen, die resistent gegen Hochtemperaturkorrosion durch die Halogen-haltigen Dämpfe ausgesetzt ist darin enthalten ist.
[0074] Die Methoden, Systeme und Geräte beschrieben kann entweder kontinuierlich, semi-kontinuierlich, Batch eingesetzt werden, oder Fed-Batch-Modus. In einigen Ausführungsformen der Erfindung sind einige der Prozesse Batch und andere sind Dauerbetrieb. Zum Beispiel kann die Trennung Schritte für die Herstellung der Silizium-reichen Strom verwendet in einem diskontinuierlichen Weise durchgeführt werden und die Schritte zur Herstellung von Silizium abgeschieden von der Silizium-reichen Strom kann in semi-kontinuierliche Weise durchgeführt werden.
[0075] Die vorstehenden Ausführungen sind als nur illustrativ der wichtigsten der Erfindung betrachtet. Es versteht sich, dass die Konzepte der Erfindung hierin bekannten Silizium Verarbeitung oder Verwertung einschließlich angewandt werden, nicht aber auf einer der folgenden, die hiermit durch Bezugnahme in ihrer Gesamtheit aufgenommen begrenzt: anhängigen US-Patentanmeldung Serial No 11 / 893980 (Fallavollita), jetzt als US-Patentanmeldung Nr. 20080044337 veröffentlicht; USP 3.006.737 auf Moates et al; USP 3.020.129 auf Herrick, USP 4388080 zu Kapur et al;. USP 4.388.286 auf Kapur et al;. USP 4.910.163 auf Jain, USP 5772900 zu Yorita et al;. USP 6.113.473 auf Costantini et al;. USP 6.231.628 auf Zavattari et al;. USP 6.281.098 Wang et al,. USP 6.322.710 auf Katsumata et al;. WO 00-01519 zu Zavattari et al;. WO2002 040407 zu Henriksen, USP 6615817 zu Horio, USP 6780665 zu Billiet et al;. USP 6.929.537 auf Kajimoto; USP 6.838.047 auf et al Billiet;. WO 2006-137098 zu Frangiacomo und USP 7.223.344 auf Zavattari et al. Da ferner zahlreiche Modifikationen und Änderungen werden den Personen in der Fachwelt auftreten, ist es nicht erwünscht, die Erfindung auf die genaue Bau und Betrieb gezeigt und beschrieben zu begrenzen, und dementsprechend alle geeignet
Modifikationen und Äquivalente griff auf die in den Anwendungsbereich der Erfindung, wie durch die folgenden Ansprüche definiert fallen werden.
+++++
... so langsam wird mir auch klar, was Sunicon noch für Möglichkeiten mit dem UMG-Si Patent aus 2009 hat. Oben im IOSIL-Patent wird alternativ beschrieben, wie ggf. gemahlenes metallurgisches Silizium mit dem Recycling aus dem Slurry zusätzlich verschnitten werden könnte. Das fertige Endprodukt ist später ein Granulat --> siehe auch unser Granulierturm in Freiberg nach einem Patent aus 2002 ... Si-Granulat ist einfacher einsetzbar !! IOSIL beschreibt anders als Sunicon alles in einem Patent. Interessant war die Aussage dabei, daß mit einer Anlage 5.000t/Jahr Si-Slurry recyclet werden können ... der Bedarf von Solarworld nach dem Ausbau.
Antwort auf Beitrag Nr.: 40.966.606 von moemeister am 02.02.11 10:25:45Für was wird dann nun das Silizium aus dem Granulierturm benötigt?
Granulat bietet sich für die automatische Beschickung von String Ribbon oder RGS Anlagen an, kann aber auch für den Blockguß verwendet werden, wie ich das bei IOSIL gelesen habe. Sie gehen direkt den Weg über das Granulat, ohne das Siliziumpulver zu verdichten.
P.S.: Seit einiger Zeit sieht man schon einen Pfeil in einem bestimmtem langfristigem EW-Chart von Solarworld für die Geldwelle (3) nach der Korrektur. KZ ist deutlich über 60€ ...
Granulat bietet sich für die automatische Beschickung von String Ribbon oder RGS Anlagen an, kann aber auch für den Blockguß verwendet werden, wie ich das bei IOSIL gelesen habe. Sie gehen direkt den Weg über das Granulat, ohne das Siliziumpulver zu verdichten.
P.S.: Seit einiger Zeit sieht man schon einen Pfeil in einem bestimmtem langfristigem EW-Chart von Solarworld für die Geldwelle (3) nach der Korrektur. KZ ist deutlich über 60€ ...
07.02.2011 08:02
DGAP-Adhoc: SolarWorld AG mit Umsatzsteigerung von 29 Prozent auf 1,3 Mrd. EUR in 2010
* Absatzmenge steigt um 42 Prozent * Auslandsanteil von 59 Prozent * Umsatzsprung von 29 Prozent * EBIT um 26 Prozent gewachsen * Gewinn erhöht sich um 50 Prozent * Dividendenvorschlag 19 Eurocent
Die SolarWorld AG hat den Umsatz für das Geschäftsjahr 2010 wie prognostiziert nachhaltig erhöht. Nach vorläufigen Berechnungen erreichte der Konzern im Geschäftsjahr 2010 einen Umsatz von 1.305 (2009: 1.013) Mio. EUR. Der Absatz von Wafern und Solarmodulen wurde um 42 Prozent auf 819 (2009: 578) MW gesteigert.
Das operative Ergebnis (EBIT) belief sich auf 193 (2009: 153) Mio. EUR. Die konzernweite EBIT-Marge lag bei 15 (2009: 15) Prozent. Der Konzerngewinn erhöhte sich im Geschäftsjahr 2010 auf 89 (2009: 59) Mio. EUR.
Aufgrund der soliden Geschäftsentwicklung wird der Vorstand vorbehaltlich der Zustimmung des Aufsichtsrats der Hauptversammlung am 24. Mai 2011 eine auf 19 (2009: 16) Eurocent erhöhte Dividende je dividendenberechtigter Stückaktie vorschlagen. Damit würden die Aktionäre der SolarWorld AG im elften Jahr in Folge am Erfolg der Gesellschaft beteiligt werden.
Die SolarWorld AG hat am 15. November 2010 entschieden, den Aktionären der Solarparc AG, Bonn, ein freiwilliges öffentliches Übernahmeangebot zu unterbreiten, im Zuge dessen die Aktionäre der Solarparc AG ihre Aktien gegen solche der SolarWorld AG tauschen konnten. Die Frist für die Annahme des Übernahmeangebots hat am 28. Januar 2011 geendet. Bis zum Ende der regulären Annahmefrist ist das Übernahmeangebot für insgesamt 3.675.140 Aktien der Solarparc AG angenommen worden. Die Gesamtzahl der Stimmrechte der SolarWorld AG aus den Solarparc Aktien beläuft sich damit auf insgesamt 5.383.474 Stimmrechte; dies entspricht einem Anteil von 90 Prozent. Die Aktionäre der Solarparc AG haben nunmehr in der Weiteren Annahmefrist, die am 4. Februar begann und mit Ablauf des 17. Februars 2011 endet, weiterhin Gelegenheit, ihre Aktien an der Solarparc AG gegen Aktien der SolarWorld AG zu tauschen.
... so rein zufällig hab ich am WE noch ein schönes Patent vom Karsten Wambach aus 2010 gefunden
DGAP-Adhoc: SolarWorld AG mit Umsatzsteigerung von 29 Prozent auf 1,3 Mrd. EUR in 2010
* Absatzmenge steigt um 42 Prozent * Auslandsanteil von 59 Prozent * Umsatzsprung von 29 Prozent * EBIT um 26 Prozent gewachsen * Gewinn erhöht sich um 50 Prozent * Dividendenvorschlag 19 Eurocent
Die SolarWorld AG hat den Umsatz für das Geschäftsjahr 2010 wie prognostiziert nachhaltig erhöht. Nach vorläufigen Berechnungen erreichte der Konzern im Geschäftsjahr 2010 einen Umsatz von 1.305 (2009: 1.013) Mio. EUR. Der Absatz von Wafern und Solarmodulen wurde um 42 Prozent auf 819 (2009: 578) MW gesteigert.
Das operative Ergebnis (EBIT) belief sich auf 193 (2009: 153) Mio. EUR. Die konzernweite EBIT-Marge lag bei 15 (2009: 15) Prozent. Der Konzerngewinn erhöhte sich im Geschäftsjahr 2010 auf 89 (2009: 59) Mio. EUR.
Aufgrund der soliden Geschäftsentwicklung wird der Vorstand vorbehaltlich der Zustimmung des Aufsichtsrats der Hauptversammlung am 24. Mai 2011 eine auf 19 (2009: 16) Eurocent erhöhte Dividende je dividendenberechtigter Stückaktie vorschlagen. Damit würden die Aktionäre der SolarWorld AG im elften Jahr in Folge am Erfolg der Gesellschaft beteiligt werden.
Die SolarWorld AG hat am 15. November 2010 entschieden, den Aktionären der Solarparc AG, Bonn, ein freiwilliges öffentliches Übernahmeangebot zu unterbreiten, im Zuge dessen die Aktionäre der Solarparc AG ihre Aktien gegen solche der SolarWorld AG tauschen konnten. Die Frist für die Annahme des Übernahmeangebots hat am 28. Januar 2011 geendet. Bis zum Ende der regulären Annahmefrist ist das Übernahmeangebot für insgesamt 3.675.140 Aktien der Solarparc AG angenommen worden. Die Gesamtzahl der Stimmrechte der SolarWorld AG aus den Solarparc Aktien beläuft sich damit auf insgesamt 5.383.474 Stimmrechte; dies entspricht einem Anteil von 90 Prozent. Die Aktionäre der Solarparc AG haben nunmehr in der Weiteren Annahmefrist, die am 4. Februar begann und mit Ablauf des 17. Februars 2011 endet, weiterhin Gelegenheit, ihre Aktien an der Solarparc AG gegen Aktien der SolarWorld AG zu tauschen.
... so rein zufällig hab ich am WE noch ein schönes Patent vom Karsten Wambach aus 2010 gefunden
Antwort auf Beitrag Nr.: 40.992.527 von bossi1 am 07.02.11 09:26:49... so rein zufällig hab ich am WE noch ein schönes Patent vom Dr. Karsten Wambach aus 2010 gefunden
Dr. Kartsten Wambach
steht für das aktuelle und das zukünftige (automatische) Modul-Recycling bei Sunicon, obwohl er eigentlich einer der Väter von RGS bei BAYER war. Die Aussage zu RGS kann man in einem altem US-Patent aus 1997 der BAYER AG nachlesen. War auch mir bis vor 5 Minuten noch nicht bekannt.
http://www.freepatentsonline.com/5490477.pdf
Dr. Kartsten Wambach
steht für das aktuelle und das zukünftige (automatische) Modul-Recycling bei Sunicon, obwohl er eigentlich einer der Väter von RGS bei BAYER war. Die Aussage zu RGS kann man in einem altem US-Patent aus 1997 der BAYER AG nachlesen. War auch mir bis vor 5 Minuten noch nicht bekannt.
http://www.freepatentsonline.com/5490477.pdf
Solarworld - Negativtrend des Aktienkurses könnte zu Ende gehen
Deutlich die Erwartungen übertroffen hat der Solarmodul-Hersteller Solarworld. Das beflügelt den Aktienkurs. Die Unsicherheit über die zukünftige Entwicklung der Branche dürfte allerdings längerfristige Höhenflüge weiter verhindern.
Von Martin Hock
07. Februar 2011
Ein kräftiger Umsatz- und Gewinnanstieg bei Solarworld lässt am Montag die Stimmung der Anleger für die Aktien der gesamten Branche stiegen. Der Aktienkurs von Solarworld steigt um knapp 10 Prozent auf ein Drei-Monats-Hoch von 8,59 Euro. Im Schlepptau steigen auch die Kurse der anderen Solaraktien, vorzugsweise der Maschinenbauer und des Zellenherstellers Q-Cells.
Solarworlds Umsatz stieg 2010 im Vergleich zum Vorjahr um 29 Prozent auf 1,3 Milliarden Euro. Fast 60 Prozent der Umsätze kamen aus dem Ausland, 2009 waren es nur knapp 30 Prozent gewesen. Der Überschuss legte nach dem Einbruch um 50 Prozent im Vorjahr auf 89 Millionen Euro zu, blieb damit aber noch deutlich unter dem Rekordgewinn von 2008. Das Betriebsergebnis belief sich auf 193 Millionen Euro und lag damit um 26 Prozent üb er dem des Vorjahres. Die Marge blieb damit bei 15 Prozent. Die Dividende soll auf 19 von 16 Cent steigen.
Während Analysten im Durchschnitt einen Umsatz in dieser Größenordnung erwartet hatten, lagen sowohl Betriebs- als auch Gesamtergebnis deutlich über den Schätzungen. „Solarworld präsentierte starke Geschäftszahlen, die deutlich über den Erwartungen lagen“, schrieb DZ-Bank-Analyst Sven Kürten. „Allerdings bleiben wir für die zukünftige operative Entwicklung unverändert skeptisch. Insbesondere die trüben Aussichten in Deutschland dürften den Photovoltaikweltmarkt in den kommenden Jahren belasten.“
Sein Kollege Karsten Iltgen von Credit Suisse sieht die Lage positiver: Die Nachfrage in Deutschland entwickle sich besser als befürchtet. Daher habe er seine Gewinnprognose für Solarworld 2011 um 13 Prozent angehoben. Als Wachstumstreiber für das Unternehmen sieht der Experte das amerikanische Geschäft.
Die Zukunft heißt Amerika
Solarworld habe im Einkauf die Preise kräftig gedrückt und so Kosten gesenkt, sagte Solarworld-Chef Frank Asbeck der Finanz-Nachrichtenagentur dpa-AFX. Dieses Potential sei nun aber ausgeschöpft. Weitere Kostensenkungen müssten aus dem technischen Fortschritt kommen. Wichtiger wird auch für Asbeck immer mehr das Auslandsgeschäft: In diesem Jahr dürfte seiner Einschätzung nach der Anteil Deutschlands am Weltmarkt auf etwa ein Drittel fallen, nachdem 2010 laut Branchenschätzungen noch rund die Hälfte aller Solaranlagen in Deutschland installiert wurde. Größter Auslandsmarkt für Solarworld seien die Vereinigten Staaten. An der amerikanischen Westküste haben die Bonner zwei Werke.
Zoltán Bognar, Vorstand der auf Erneuerbare Energien spezialisierte Beteiligungsgesellschaft Capital Stage, die auch im Projektbetrieb tätig ist, sieht die Vereinigten Staaten nicht ganz so positiv. Vor allem die nach der Finanzkrise sehr schwierige Projektfinanzierung macht ihm Gedanken, auch das Fehlen einer Einspeisevergütung auf Bundesebene.
Allerdings hätten Modulhersteller eine ganz andere Gefechtslage. Nachdem die Preise für Module um die Hälfte gefallen seien würden Transportkosten und -zeiten immer wichtiger. Mit dem zurückgehenden Geschäft in Europa müssten die Modulhersteller daher zunehmend vor Ort produzieren. Projektbetreiber müssten sich wegen der langen Amortisationsdauer dagegen gesicherten Märkten wie Italien zuwenden, während Projektentwickler aufgrund der langen Vorlaufzeiten in Zukunftsmärkten aktiv sein müssten.
Kein Sonnenaufgang für die Branche
Das zeigt, dass Solaraktie eben nicht gleich Solaraktie ist und die besseren Zahlen eines Modulherstellers keinen Sonnenaufgang für alle Werte darstellen. Bei einer Bewertung der Solarworldaktie mit geschätzten Kurs-Gewinn-Verhältnissen von mehr als 12 für das laufende kommende Jahr mit einer steigenden Tendenz erscheint diese derzeit nicht allzu attraktiv bewertet.
Vor allem die Unsicherheit um die künftige Entwicklung der Branche dürfte den Aktienkurs weiter belasten. Zeigen wird sich auch müssen, ob der Markt in den Vereinigten Staaten, in denen sich die Aufbruchsstimmung für Erneuerbare Energien derzeit zu legen scheint, als der erhoffte Zukunftsmarkt erweisen. Solange dürfte der Aktienkurs weiter zwischen kurzfristiger Rally und langfristigem Seitwärtstrend gefangen bleiben. Auf der positiven Seite steht zu hoffen, dass der Negativtrend endlich zu Ende geht.
http://www.faz.net/s/RubF3F7C1F630AE4F8D8326AC2A80BDBBDE/Doc…
... in der Technik steckt noch mehr als eine Überraschung bei Solarworld !!
Deutlich die Erwartungen übertroffen hat der Solarmodul-Hersteller Solarworld. Das beflügelt den Aktienkurs. Die Unsicherheit über die zukünftige Entwicklung der Branche dürfte allerdings längerfristige Höhenflüge weiter verhindern.
Von Martin Hock
07. Februar 2011
Ein kräftiger Umsatz- und Gewinnanstieg bei Solarworld lässt am Montag die Stimmung der Anleger für die Aktien der gesamten Branche stiegen. Der Aktienkurs von Solarworld steigt um knapp 10 Prozent auf ein Drei-Monats-Hoch von 8,59 Euro. Im Schlepptau steigen auch die Kurse der anderen Solaraktien, vorzugsweise der Maschinenbauer und des Zellenherstellers Q-Cells.
Solarworlds Umsatz stieg 2010 im Vergleich zum Vorjahr um 29 Prozent auf 1,3 Milliarden Euro. Fast 60 Prozent der Umsätze kamen aus dem Ausland, 2009 waren es nur knapp 30 Prozent gewesen. Der Überschuss legte nach dem Einbruch um 50 Prozent im Vorjahr auf 89 Millionen Euro zu, blieb damit aber noch deutlich unter dem Rekordgewinn von 2008. Das Betriebsergebnis belief sich auf 193 Millionen Euro und lag damit um 26 Prozent üb er dem des Vorjahres. Die Marge blieb damit bei 15 Prozent. Die Dividende soll auf 19 von 16 Cent steigen.
Während Analysten im Durchschnitt einen Umsatz in dieser Größenordnung erwartet hatten, lagen sowohl Betriebs- als auch Gesamtergebnis deutlich über den Schätzungen. „Solarworld präsentierte starke Geschäftszahlen, die deutlich über den Erwartungen lagen“, schrieb DZ-Bank-Analyst Sven Kürten. „Allerdings bleiben wir für die zukünftige operative Entwicklung unverändert skeptisch. Insbesondere die trüben Aussichten in Deutschland dürften den Photovoltaikweltmarkt in den kommenden Jahren belasten.“
Sein Kollege Karsten Iltgen von Credit Suisse sieht die Lage positiver: Die Nachfrage in Deutschland entwickle sich besser als befürchtet. Daher habe er seine Gewinnprognose für Solarworld 2011 um 13 Prozent angehoben. Als Wachstumstreiber für das Unternehmen sieht der Experte das amerikanische Geschäft.
Die Zukunft heißt Amerika
Solarworld habe im Einkauf die Preise kräftig gedrückt und so Kosten gesenkt, sagte Solarworld-Chef Frank Asbeck der Finanz-Nachrichtenagentur dpa-AFX. Dieses Potential sei nun aber ausgeschöpft. Weitere Kostensenkungen müssten aus dem technischen Fortschritt kommen. Wichtiger wird auch für Asbeck immer mehr das Auslandsgeschäft: In diesem Jahr dürfte seiner Einschätzung nach der Anteil Deutschlands am Weltmarkt auf etwa ein Drittel fallen, nachdem 2010 laut Branchenschätzungen noch rund die Hälfte aller Solaranlagen in Deutschland installiert wurde. Größter Auslandsmarkt für Solarworld seien die Vereinigten Staaten. An der amerikanischen Westküste haben die Bonner zwei Werke.
Zoltán Bognar, Vorstand der auf Erneuerbare Energien spezialisierte Beteiligungsgesellschaft Capital Stage, die auch im Projektbetrieb tätig ist, sieht die Vereinigten Staaten nicht ganz so positiv. Vor allem die nach der Finanzkrise sehr schwierige Projektfinanzierung macht ihm Gedanken, auch das Fehlen einer Einspeisevergütung auf Bundesebene.
Allerdings hätten Modulhersteller eine ganz andere Gefechtslage. Nachdem die Preise für Module um die Hälfte gefallen seien würden Transportkosten und -zeiten immer wichtiger. Mit dem zurückgehenden Geschäft in Europa müssten die Modulhersteller daher zunehmend vor Ort produzieren. Projektbetreiber müssten sich wegen der langen Amortisationsdauer dagegen gesicherten Märkten wie Italien zuwenden, während Projektentwickler aufgrund der langen Vorlaufzeiten in Zukunftsmärkten aktiv sein müssten.
Kein Sonnenaufgang für die Branche
Das zeigt, dass Solaraktie eben nicht gleich Solaraktie ist und die besseren Zahlen eines Modulherstellers keinen Sonnenaufgang für alle Werte darstellen. Bei einer Bewertung der Solarworldaktie mit geschätzten Kurs-Gewinn-Verhältnissen von mehr als 12 für das laufende kommende Jahr mit einer steigenden Tendenz erscheint diese derzeit nicht allzu attraktiv bewertet.
Vor allem die Unsicherheit um die künftige Entwicklung der Branche dürfte den Aktienkurs weiter belasten. Zeigen wird sich auch müssen, ob der Markt in den Vereinigten Staaten, in denen sich die Aufbruchsstimmung für Erneuerbare Energien derzeit zu legen scheint, als der erhoffte Zukunftsmarkt erweisen. Solange dürfte der Aktienkurs weiter zwischen kurzfristiger Rally und langfristigem Seitwärtstrend gefangen bleiben. Auf der positiven Seite steht zu hoffen, dass der Negativtrend endlich zu Ende geht.
http://www.faz.net/s/RubF3F7C1F630AE4F8D8326AC2A80BDBBDE/Doc…
... in der Technik steckt noch mehr als eine Überraschung bei Solarworld !!
Antwort auf Beitrag Nr.: 40.995.704 von bossi1 am 07.02.11 16:31:52
http://www.brn-ag.de/beitrag.php?bid=19069
http://www.brn-ag.de/beitrag.php?bid=19069
Antwort auf Beitrag Nr.: 40.987.760 von bossi1 am 05.02.11 09:49:03Eine Recyclinganlage arbeite erst ab 20.000 Tonnen im Jahr rentabel, erklärt Wambach ...
Die Anlage dazu ...
DEVICE AND METHOD FOR THE PROCESSING OF NON-FERROUS METALS
In a device and a method for the processing of non-ferrous metals for simple and economic reduction of the concentration of impurity elements and/or impurity compounds contained in the non-ferrous metal, it is provided to gas the non-ferrous metal in a processing column with at least one gas at a...
Inventors:
Karsten Wambach
Claudia Knopf
Ingo Röver
Pub. Date: 18.2.2010
http://www.google.com/patents/download/12_516_840_DEVICE_AND…
Die Anlage dazu ...
DEVICE AND METHOD FOR THE PROCESSING OF NON-FERROUS METALS
In a device and a method for the processing of non-ferrous metals for simple and economic reduction of the concentration of impurity elements and/or impurity compounds contained in the non-ferrous metal, it is provided to gas the non-ferrous metal in a processing column with at least one gas at a...
Inventors:
Karsten Wambach
Claudia Knopf
Ingo Röver
Pub. Date: 18.2.2010
http://www.google.com/patents/download/12_516_840_DEVICE_AND…
Antwort auf Beitrag Nr.: 40.998.726 von bossi1 am 07.02.11 23:41:26Recycling
Solarmodule bald Elektronikschrott?
Von Heiko Schwarzburger
Das neue Jahr birgt einige Überraschungen. Zum Beispiel beim Recycling von Solarmodulen. Denn mit der Novelle der Elektronikschrottverordnung der EU (WEEE) könnten für die Paneele bald schärfere Vorschriften gelten.
Die europäische Abfallrichtlinie für Elektronikschritt und elektrische Altgeräte (WEEE: Waste Electrical and Electronic Equipment) könnte bald auf Solarmodule ausgedehnt werden. Bisher sind Module in den Kategorien der Richtlinie nicht enthalten, weil die Abfallmenge unerheblich war. Das könnte sich jedoch ändern, wie Experten auf einer Tagung des Arbeitskreises Energie von Bayern Innovativ in München diskutierten. Denn 2011 steht die WEEE zur Novellierung (Recast) an. Danach gilt das europäische und deutsche Abfallrecht auch für die Solarpaneele. Ganz neu ist das Recycling für die Branche nicht. Bis 2015 will das Branchennetzwerk PV Cycle die Rücknahme der Module organisieren - europaweit. Wie Karsten Wambach, Präsident von PV Cycle, auf der Konferenz bestätigte, ist die Finanzierung bislang allerdings noch ungeklärt. Zudem sind neue Recyclingbetriebe und Technologien notwendig, um die in Europa wachsenden Modulberge zu verwerten. Bisher stehen dafür nur zwei erprobte Technologien bereit: Die Recyclingstation für Siliziummodule bei Sunicon (Solarworld) in Freiberg und die Wiederverwertung von Modulen aus Cadmiumtellurid bei First Solar in Frankfurt/Oder. Damit haben bisher nur Solarworld und First Solar entsprechende Kapazitäten, um die Vorschriften der WEEE zu erfüllen.
Sollten die Solarmodule künftig unter diese Richtlinie fallen, muss nämlich jeder einzelne Hersteller die in Verkehr gebrachte Menge nachweisen sowie die fachgerechte Rücknahme und Entsorgung seiner Paneele organisieren. Elektronische Altgeräte – und damit künftig auch Solarmodule – werden über kommunale Sammelstellen oder speziell genehmigte Recyclingunternehmen zurückgenommen und verwertet. Bei einer Sammlung durch die Kommunen kann es passieren, dass die Hersteller auch andere Produkte, in jedem Fall aber auch Produkte der Mitanbieter aufarbeiten müssen. In jedem Fall erfolgt die Aufbereitung ausschließlich durch zugelassene Recyclingunternehmen, so genannte Erstbehandlungsanlagen. Sie bedürfen der behördlichen Genehmigung.
http://www.erneuerbareenergien.de/wee-recycling-von-solarmod…
Solarmodule bald Elektronikschrott?
Von Heiko Schwarzburger
Das neue Jahr birgt einige Überraschungen. Zum Beispiel beim Recycling von Solarmodulen. Denn mit der Novelle der Elektronikschrottverordnung der EU (WEEE) könnten für die Paneele bald schärfere Vorschriften gelten.
Die europäische Abfallrichtlinie für Elektronikschritt und elektrische Altgeräte (WEEE: Waste Electrical and Electronic Equipment) könnte bald auf Solarmodule ausgedehnt werden. Bisher sind Module in den Kategorien der Richtlinie nicht enthalten, weil die Abfallmenge unerheblich war. Das könnte sich jedoch ändern, wie Experten auf einer Tagung des Arbeitskreises Energie von Bayern Innovativ in München diskutierten. Denn 2011 steht die WEEE zur Novellierung (Recast) an. Danach gilt das europäische und deutsche Abfallrecht auch für die Solarpaneele. Ganz neu ist das Recycling für die Branche nicht. Bis 2015 will das Branchennetzwerk PV Cycle die Rücknahme der Module organisieren - europaweit. Wie Karsten Wambach, Präsident von PV Cycle, auf der Konferenz bestätigte, ist die Finanzierung bislang allerdings noch ungeklärt. Zudem sind neue Recyclingbetriebe und Technologien notwendig, um die in Europa wachsenden Modulberge zu verwerten. Bisher stehen dafür nur zwei erprobte Technologien bereit: Die Recyclingstation für Siliziummodule bei Sunicon (Solarworld) in Freiberg und die Wiederverwertung von Modulen aus Cadmiumtellurid bei First Solar in Frankfurt/Oder. Damit haben bisher nur Solarworld und First Solar entsprechende Kapazitäten, um die Vorschriften der WEEE zu erfüllen.
Sollten die Solarmodule künftig unter diese Richtlinie fallen, muss nämlich jeder einzelne Hersteller die in Verkehr gebrachte Menge nachweisen sowie die fachgerechte Rücknahme und Entsorgung seiner Paneele organisieren. Elektronische Altgeräte – und damit künftig auch Solarmodule – werden über kommunale Sammelstellen oder speziell genehmigte Recyclingunternehmen zurückgenommen und verwertet. Bei einer Sammlung durch die Kommunen kann es passieren, dass die Hersteller auch andere Produkte, in jedem Fall aber auch Produkte der Mitanbieter aufarbeiten müssen. In jedem Fall erfolgt die Aufbereitung ausschließlich durch zugelassene Recyclingunternehmen, so genannte Erstbehandlungsanlagen. Sie bedürfen der behördlichen Genehmigung.
http://www.erneuerbareenergien.de/wee-recycling-von-solarmod…
Ab morgen in Barcelona zu sehen ...
Bei Solarworlds Suncharger tanken Handys Sonnenenergie
16:10 - Freitag, 4. Februar 2011 von Matthias Wellendorf -
quelle: Tom's Hardware DE

Handys und Smartphones sind ständige Begleiter. Doch immer dann, wenn man
Kilometer vom Stromnetz und dem Ladegerät entfernt ist, macht der Akku schlapp.
Solarworld möchte nun die Flexibiltät von Ladegeräten erhöhen, indem dieses nicht nur die Akkus aus dem Stromnetz heraus befüllt, sondern kombiniert in dem Suncharger genannten Entwurf Netzteil und Akku, sodass das Netzteil auch dann energetischen Nachschub liefern kann, wenn keine Steckdose erreichbar ist. Zudem sollen Solarzellen dafür sorgen, dass auch bei längeren Aufenthalten jenseits zivilisatorischer Infrastruktur, Strom fürs Smartphone organisiert werden kann.
Die Idee, auch Möglichkeiten zur eigenständigen Stromgewinnung in ein Ladegerät zu integrieren, ist verlockend, zumal der Hersteller Solarworld im Geschäft mit den Zellen kein Nobody ist und auch einiges an Erfahrung in der Entwicklung besitzt. Allerdings bleiben doch letzte Zweifel, ob ein derart kompaktes Solarmodul wirklich genug Energie liefern kann, um damit den Akku des mobilen Begleiters wieder auffüllen zu können. Darüber hinaus spielt auch die Robustheit der Solarzellen auf dem Ladegerät eine wichtige Rolle, schließlich ist dieses dafür konzipiert als Notfalllösung für unterwegs, im Inneren von Taschen und Rucksäcken mitgeführt zu werden. Und dort herrschen nicht unbedingt immer die besten Transportbedingungen.
Vielleicht wird der Mobile Word Congress (MWC, vom 14. bis 17. Februar in Barcelona) etwas mehr Licht in Dunkel bringen; dann soll der Suncharger nämlich offiziel der Öffentlichkeit vorgestellt werden.
http://www.tomshardware.de/Solarwold-Suncharger,news-245320.…
+++++
Auch Apple hat sich schon Gedanken dazu gemacht ...
iPhone 5: Neues Apple Patent zeigt Solarfunktion für Smartphones
Apple hat ein Patent erhalten, das den Weg für Smartphones mit Solarzellen ebnen könnte. Mit der Technik von Apple soll der selbst erzeugte Strom während des laufenden Betriebs genutzt werden können und so für längere Akkulaufzeiten sorgen.
Bislang nutzt nur eine kleine Randgruppe das Sonnenlicht, um damit Gadgets wie Smartphone, Tablet oder Notebook aufzuladen. Doch die selbst erzeugte Energie wird zunehmend wichtiger. Durch den steigenden Stromverbrauch von technisch anspruchsvolleren Modellen, können durch Solarzellen längere Laufzeiten realisiert werden. Dies hat auch Apple erkannt und seit einiger Zeit an der Technik gefeilt. Nun hat der Hersteller aus Cupertino ein Patent erhalten, das er im Jahr 2009 beantragt hatte.
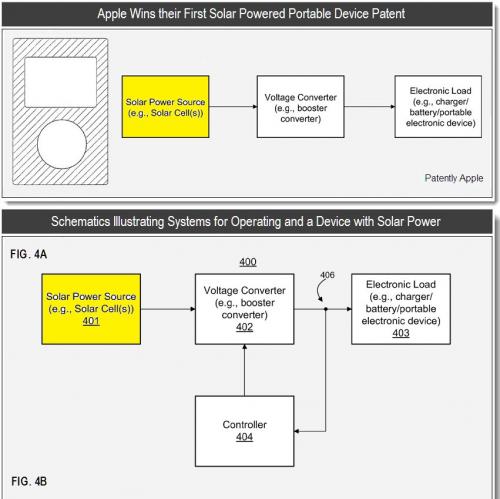
Quelle: patentlyapple.com
Das Patent beschreibt die Möglichkeiten zur Nutzung solarer Energie in tragbaren Geräten, wie Smartphone, Tablet oder Notebook. Bislang ist eine solche Nutzung nur über Umwege möglich. Im Regelfall wird über ein Solarmodul ein externer Akku aufgeladen, der dann wiederum im Bedarfsfall als mobiles Ladegerät fungieren kann. Die unmittelbare Nutzung der Solarenergie ist hingegen bislang nicht möglich, so dass immer auf einen solchen Zwischenspeicher zurückgegriffen werden muss.
Die Technik von Apple soll die Energie innerhalb des Systems eines mobilen Gadgets so steuern, dass eine angeschlossene bzw. in das Gehäuse integrierte Solarzelle optimal genutzt werden kann. Die Nutzer könnten so weniger abhängig von der Verfügbarkeit eines Stromanschlusses bzw. der Akkukapazität werden. Das System von Apple setzt dabei auf eine Kombination aus regenerativ erzeugter und konventioneller Energie. Dabei nutzt die Technik Apples einen Converter, der den Solarstrom zur Ladung nutzbar macht. Der Akku als Zwischenspeicher kann so entfallen.
http://news.preisgenau.de/iphone-5-neues-apple-patent-zeigt-…
Bei Solarworlds Suncharger tanken Handys Sonnenenergie
16:10 - Freitag, 4. Februar 2011 von Matthias Wellendorf -
quelle: Tom's Hardware DE
Handys und Smartphones sind ständige Begleiter. Doch immer dann, wenn man
Kilometer vom Stromnetz und dem Ladegerät entfernt ist, macht der Akku schlapp.
Solarworld möchte nun die Flexibiltät von Ladegeräten erhöhen, indem dieses nicht nur die Akkus aus dem Stromnetz heraus befüllt, sondern kombiniert in dem Suncharger genannten Entwurf Netzteil und Akku, sodass das Netzteil auch dann energetischen Nachschub liefern kann, wenn keine Steckdose erreichbar ist. Zudem sollen Solarzellen dafür sorgen, dass auch bei längeren Aufenthalten jenseits zivilisatorischer Infrastruktur, Strom fürs Smartphone organisiert werden kann.
Die Idee, auch Möglichkeiten zur eigenständigen Stromgewinnung in ein Ladegerät zu integrieren, ist verlockend, zumal der Hersteller Solarworld im Geschäft mit den Zellen kein Nobody ist und auch einiges an Erfahrung in der Entwicklung besitzt. Allerdings bleiben doch letzte Zweifel, ob ein derart kompaktes Solarmodul wirklich genug Energie liefern kann, um damit den Akku des mobilen Begleiters wieder auffüllen zu können. Darüber hinaus spielt auch die Robustheit der Solarzellen auf dem Ladegerät eine wichtige Rolle, schließlich ist dieses dafür konzipiert als Notfalllösung für unterwegs, im Inneren von Taschen und Rucksäcken mitgeführt zu werden. Und dort herrschen nicht unbedingt immer die besten Transportbedingungen.
Vielleicht wird der Mobile Word Congress (MWC, vom 14. bis 17. Februar in Barcelona) etwas mehr Licht in Dunkel bringen; dann soll der Suncharger nämlich offiziel der Öffentlichkeit vorgestellt werden.
http://www.tomshardware.de/Solarwold-Suncharger,news-245320.…
+++++
Auch Apple hat sich schon Gedanken dazu gemacht ...
iPhone 5: Neues Apple Patent zeigt Solarfunktion für Smartphones
Apple hat ein Patent erhalten, das den Weg für Smartphones mit Solarzellen ebnen könnte. Mit der Technik von Apple soll der selbst erzeugte Strom während des laufenden Betriebs genutzt werden können und so für längere Akkulaufzeiten sorgen.
Bislang nutzt nur eine kleine Randgruppe das Sonnenlicht, um damit Gadgets wie Smartphone, Tablet oder Notebook aufzuladen. Doch die selbst erzeugte Energie wird zunehmend wichtiger. Durch den steigenden Stromverbrauch von technisch anspruchsvolleren Modellen, können durch Solarzellen längere Laufzeiten realisiert werden. Dies hat auch Apple erkannt und seit einiger Zeit an der Technik gefeilt. Nun hat der Hersteller aus Cupertino ein Patent erhalten, das er im Jahr 2009 beantragt hatte.
Quelle: patentlyapple.com
Das Patent beschreibt die Möglichkeiten zur Nutzung solarer Energie in tragbaren Geräten, wie Smartphone, Tablet oder Notebook. Bislang ist eine solche Nutzung nur über Umwege möglich. Im Regelfall wird über ein Solarmodul ein externer Akku aufgeladen, der dann wiederum im Bedarfsfall als mobiles Ladegerät fungieren kann. Die unmittelbare Nutzung der Solarenergie ist hingegen bislang nicht möglich, so dass immer auf einen solchen Zwischenspeicher zurückgegriffen werden muss.
Die Technik von Apple soll die Energie innerhalb des Systems eines mobilen Gadgets so steuern, dass eine angeschlossene bzw. in das Gehäuse integrierte Solarzelle optimal genutzt werden kann. Die Nutzer könnten so weniger abhängig von der Verfügbarkeit eines Stromanschlusses bzw. der Akkukapazität werden. Das System von Apple setzt dabei auf eine Kombination aus regenerativ erzeugter und konventioneller Energie. Dabei nutzt die Technik Apples einen Converter, der den Solarstrom zur Ladung nutzbar macht. Der Akku als Zwischenspeicher kann so entfallen.
http://news.preisgenau.de/iphone-5-neues-apple-patent-zeigt-…
16. FEBRUAR 2011 | MÄRKTE UND TRENDS
Samsung und MEMC bauen Silizium-Werk
In Korea wollen die beiden Unternehmen ab 2013 hochreines Silizium herstellen.
Dafür haben die Unternehmen ein Joint Venture gegründet.
Samsung Fine Chemicals (SFC) und MEMC Electronic Materials, Inc. haben ein Joint Venture geschlossen. Beide Unternehmen wollen ab 2013 in einem neuen Werk im koreanischen Ulsan hochreines Polysilizium herstellen, wie das US-Photovoltaik-Unternehmen mitteilte. Über das Jonit Venture, an dem SFC und MEMC zu jeweils 50 Prozent beteiligt sind, solle das Werk aufgebaut und betrieben werden. Der Produktionsstart soll MEMC zufolge 2013 sein. Anfänglich sollen demnach in der Fabrik 10.000 Tonnen hochreines Silizium produziert werden. Die Fabrik soll aber so angelegt werden, dass die Kapazität bei steigender Nachfrage noch erweitert werden kann.
Samsung sieht in dem Joint Venture ein Signal für den Einstieg in den sich schnell verändernden Markt der erneuerbaren Energien. Für MEMC ist es die erste Produktionsstätte in Korea. Der US-Photovoltaik-Hersteller ist über seine Tochtergesellschaft in Singapur an dem Joint Venture beteiligt. Analysten bewerten die Zusammenarbeit von SFC und MEMC positiv. Die Investitionskosten von umgerechnet etwa 185 Millionen Euro würden sich langfristig auszahlen, so die Analysten von Jeffries. (Sandra Enkhardt)
http://www.photovoltaik.eu/nachrichten/details/beitrag/samsu…
Samsung und MEMC bauen Silizium-Werk
In Korea wollen die beiden Unternehmen ab 2013 hochreines Silizium herstellen.
Dafür haben die Unternehmen ein Joint Venture gegründet.
Samsung Fine Chemicals (SFC) und MEMC Electronic Materials, Inc. haben ein Joint Venture geschlossen. Beide Unternehmen wollen ab 2013 in einem neuen Werk im koreanischen Ulsan hochreines Polysilizium herstellen, wie das US-Photovoltaik-Unternehmen mitteilte. Über das Jonit Venture, an dem SFC und MEMC zu jeweils 50 Prozent beteiligt sind, solle das Werk aufgebaut und betrieben werden. Der Produktionsstart soll MEMC zufolge 2013 sein. Anfänglich sollen demnach in der Fabrik 10.000 Tonnen hochreines Silizium produziert werden. Die Fabrik soll aber so angelegt werden, dass die Kapazität bei steigender Nachfrage noch erweitert werden kann.
Samsung sieht in dem Joint Venture ein Signal für den Einstieg in den sich schnell verändernden Markt der erneuerbaren Energien. Für MEMC ist es die erste Produktionsstätte in Korea. Der US-Photovoltaik-Hersteller ist über seine Tochtergesellschaft in Singapur an dem Joint Venture beteiligt. Analysten bewerten die Zusammenarbeit von SFC und MEMC positiv. Die Investitionskosten von umgerechnet etwa 185 Millionen Euro würden sich langfristig auszahlen, so die Analysten von Jeffries. (Sandra Enkhardt)
http://www.photovoltaik.eu/nachrichten/details/beitrag/samsu…
Photovoltaik-Marktforschung:
IHS iSuppli erwartet im ersten Quartal große Lagerbestände entlang der gesamten Wertschöpfungskette

Lagerbestände an Photovoltaik-Materialien und -Produkten
Während der Photovoltaik-Zubau 2011 kräftig wachsen wird, ist der Weg dorthin nach neuesten Erkenntnissen von IHS iSuppli (El Segundo, Kalifornien, USA) holprig. Die Lagerbestände der ganzen Solar-Branche werden im ersten Quartal voraussichtlich größer, weil die Nachfrage kurzzeitig zurückgeht, berichtet das Marktforschungsunternehmen.
Lagerzeit für Module und Komponenten wird immer länger
Die Material- und Produktvorräte entlang der gesamten Photovoltaik-Wertschöpfungskette sollen im ersten Quartal ihren Höchststand erreichen, da die Nachfrage nach neuen Solarstromanlagen kurzzeitig nachlasse. Laut iSuppli verlängert sich die Lagerzeit von kristallinen Silizium-Modulen um 22,9 Prozent (von 37 Tagen im vierten Quartal 2010 auf 48 Tage) und die von Dünnschichtmodulen um 21,4 Prozent (von 32 auf 41 Tage).
Am stärksten wachsen die Lagerbestände von Photovoltaik-Modulen, aber auch Polysilizium und Materialien für die Wafer- und Solarzellenherstellung liegen länger auf Halde. Diese Entwicklungen sind laut iSuppli ein frühes Anzeichen einer sich anbahnenden Überkapazität. Die enormen Lagerbestände werden jedoch nur die ersten zwei bis drei Monate des Jahres bestehen, erwartet IHS.
Weltweite Nachfrage nach Solarstromanlagen soll im Laufe des Jahres wieder stark anziehen
“Hauptgrund für die großen Lagerbestände ist, dass der Photovoltaik-Markt von der Förderpolitik bestimmt wird“, sagte Stefan de Haan, Photovoltaik-Chefanalyst bei IHS. „Die Einspeisevergütungen wurden in vielen Ländern zum 1. Januar 2011 gekürzt, und damit ließ der staatliche Anreiz nach, neue Anlagen zu Jahresbeginn zu installieren. Außerdem wurde die Nachfrage - die ohnehin zu Beginn jedes Jahres geringer ist - durch ungünstige Wetterbedingungen in den wichtigsten europäischen Ländern gedämpft. Zusammen mit einer weniger ausgeprägten Erholung zum Jahresende 2010 im Vergleich zum Vorjahr führte die geringere Nachfrage zu immer größeren Lagerbeständen.“
Die gute Nachricht: IHS glaubt, dass die weltweite Nachfrage nach Photovoltaik-Anlagen im Laufe des Jahres wieder stark anzieht und die Vorräte entlang der gesamten PV-Wertschöpfungskette wieder auf ein relativ niedriges Niveau zurückgehen. Im Laufe des gesamten Jahres werden die Bestände im Vergleich zu 2010 nur leicht wachsen, erwartet iSuppli.
Und noch besser: Trotz der ersten schwierigen Monate werden die meisten Hersteller ihre Lagerbestände so niedrig halten können, dass sie nicht weniger produzieren müssen. Die Lagerzeiten könnten das Niveau von 2009 erreichen, aber ein derart schädliches Überangebot wie in der ersten Jahreshälfte 2009 wird vermutlich nicht noch einmal aufgebaut werden.
http://www.solarserver.de/solar-magazin/nachrichten/aktuelle…
IHS iSuppli erwartet im ersten Quartal große Lagerbestände entlang der gesamten Wertschöpfungskette
Lagerbestände an Photovoltaik-Materialien und -Produkten
Während der Photovoltaik-Zubau 2011 kräftig wachsen wird, ist der Weg dorthin nach neuesten Erkenntnissen von IHS iSuppli (El Segundo, Kalifornien, USA) holprig. Die Lagerbestände der ganzen Solar-Branche werden im ersten Quartal voraussichtlich größer, weil die Nachfrage kurzzeitig zurückgeht, berichtet das Marktforschungsunternehmen.
Lagerzeit für Module und Komponenten wird immer länger
Die Material- und Produktvorräte entlang der gesamten Photovoltaik-Wertschöpfungskette sollen im ersten Quartal ihren Höchststand erreichen, da die Nachfrage nach neuen Solarstromanlagen kurzzeitig nachlasse. Laut iSuppli verlängert sich die Lagerzeit von kristallinen Silizium-Modulen um 22,9 Prozent (von 37 Tagen im vierten Quartal 2010 auf 48 Tage) und die von Dünnschichtmodulen um 21,4 Prozent (von 32 auf 41 Tage).
Am stärksten wachsen die Lagerbestände von Photovoltaik-Modulen, aber auch Polysilizium und Materialien für die Wafer- und Solarzellenherstellung liegen länger auf Halde. Diese Entwicklungen sind laut iSuppli ein frühes Anzeichen einer sich anbahnenden Überkapazität. Die enormen Lagerbestände werden jedoch nur die ersten zwei bis drei Monate des Jahres bestehen, erwartet IHS.
Weltweite Nachfrage nach Solarstromanlagen soll im Laufe des Jahres wieder stark anziehen
“Hauptgrund für die großen Lagerbestände ist, dass der Photovoltaik-Markt von der Förderpolitik bestimmt wird“, sagte Stefan de Haan, Photovoltaik-Chefanalyst bei IHS. „Die Einspeisevergütungen wurden in vielen Ländern zum 1. Januar 2011 gekürzt, und damit ließ der staatliche Anreiz nach, neue Anlagen zu Jahresbeginn zu installieren. Außerdem wurde die Nachfrage - die ohnehin zu Beginn jedes Jahres geringer ist - durch ungünstige Wetterbedingungen in den wichtigsten europäischen Ländern gedämpft. Zusammen mit einer weniger ausgeprägten Erholung zum Jahresende 2010 im Vergleich zum Vorjahr führte die geringere Nachfrage zu immer größeren Lagerbeständen.“
Die gute Nachricht: IHS glaubt, dass die weltweite Nachfrage nach Photovoltaik-Anlagen im Laufe des Jahres wieder stark anzieht und die Vorräte entlang der gesamten PV-Wertschöpfungskette wieder auf ein relativ niedriges Niveau zurückgehen. Im Laufe des gesamten Jahres werden die Bestände im Vergleich zu 2010 nur leicht wachsen, erwartet iSuppli.
Und noch besser: Trotz der ersten schwierigen Monate werden die meisten Hersteller ihre Lagerbestände so niedrig halten können, dass sie nicht weniger produzieren müssen. Die Lagerzeiten könnten das Niveau von 2009 erreichen, aber ein derart schädliches Überangebot wie in der ersten Jahreshälfte 2009 wird vermutlich nicht noch einmal aufgebaut werden.
http://www.solarserver.de/solar-magazin/nachrichten/aktuelle…
2nd February 2011 18:01
UVR-FIA GmbH, Freiberg - Tagung Aufbereitung und Recycling 2011
Zu unserer im Herbst 2010 stattgefundenen Tagung kamen wieder ca. 150 Fachkollegen und Interessenten nach Freiberg.
Unsere nächste Tagung „Aufbereitung und Recycling“ findet im Herbst dieses Jahres wieder im Gebäude des Gründer- und Innovationszentrums Freiberg, Chemnitzer Straße 40, statt.
Der Veranstalter ist die
Wissenschaftlich-technische Gesellschaft für Verfahrenstechnik Freiberg - FIA - e.V.
Der Termin der Tagung ist der
09. und 10. November 2011 (Mittwoch und Donnerstag).
Schwerpunkte der Veranstaltung sind:
Verfahren und Maschinen für:
- Aufbereitung von mineralischen Rohstoffen und Erzen
- Aufbereitung nachwachsender Rohstoffe
- Aufbereitung von Schlacken und Aschen
- Recycling aus Abfällen für die stoffliche oder energetische Verwertung
http://forum.bulk-online.com/showthread.php?21961-UVR-FIA-Gm…
UVR-FIA GmbH, Freiberg - Tagung Aufbereitung und Recycling 2011
Zu unserer im Herbst 2010 stattgefundenen Tagung kamen wieder ca. 150 Fachkollegen und Interessenten nach Freiberg.
Unsere nächste Tagung „Aufbereitung und Recycling“ findet im Herbst dieses Jahres wieder im Gebäude des Gründer- und Innovationszentrums Freiberg, Chemnitzer Straße 40, statt.
Der Veranstalter ist die
Wissenschaftlich-technische Gesellschaft für Verfahrenstechnik Freiberg - FIA - e.V.
Der Termin der Tagung ist der
09. und 10. November 2011 (Mittwoch und Donnerstag).
Schwerpunkte der Veranstaltung sind:
Verfahren und Maschinen für:
- Aufbereitung von mineralischen Rohstoffen und Erzen
- Aufbereitung nachwachsender Rohstoffe
- Aufbereitung von Schlacken und Aschen
- Recycling aus Abfällen für die stoffliche oder energetische Verwertung
http://forum.bulk-online.com/showthread.php?21961-UVR-FIA-Gm…
Antwort auf Beitrag Nr.: 41.070.377 von bossi1 am 19.02.11 09:09:33Wenn ichs richtig erinnere will sich die Regierung Ende Mai die Zubauzahlen anschauen und nach ihr dann die Höhe der vorgezogenen Absenkung im Juli berechnen. Insofern müßte der von IHS iSuppli prognostizierte Rückgang der Nachfrage möglicherweise zu einer kleineren Vergütungsabsenkung im Sommer führen. Das wäre dann auch nicht so schlecht.
Antwort auf Beitrag Nr.: 41.070.910 von Ottomann am 19.02.11 12:16:1920.01.2011
Kompromissvorschlag zur Solarstromvergütung veröffentlicht

Bundesumweltminister Norbert Röttgen und der Präsident des Bundes verbandes Solarwirtschaft (BSW-Solar) haben heute gemeinsam die Pläne zur Zukunft der Einspeisevergütung bekannt gegeben. Wie bereits gestern bekannt wurde, sieht der Plan eine vorgezogene und zubau abhängige Degression vor. Die Annahme des Vorschlages durch den Bundestag steht allerdings noch aus.
“Gerade weil ich mich für einen weiteren Ausbau der Photovoltaik und den Erhalt des EEG einsetze, halte ich diese Maßnahmen für dringend erforderlich. Die Unterstützung durch die Branche selbst zeugt von einem hohen Verantwortungsbewusstsein, ist aber auch Ausdruck ökono mischer Vernunft. Ein überhitzter Markt führt zu stark schwankenden Preisen und schadet damit letztlich auch der Wettbewerbsposition der deutschen Solarunternehmen.”, so Röttgen.
http://www.solaranlagen-portal.com/blog/kompromissvorschlag-…
... höhere Lagerbestände im 1Q würden aber auch für Unsicherheit im Sektor sorgen und auch den Kurs noch mal belasten, bevor dann ab dem 2Q bis zum Jahresende durchgestartet wird.
Kompromissvorschlag zur Solarstromvergütung veröffentlicht
Bundesumweltminister Norbert Röttgen und der Präsident des Bundes verbandes Solarwirtschaft (BSW-Solar) haben heute gemeinsam die Pläne zur Zukunft der Einspeisevergütung bekannt gegeben. Wie bereits gestern bekannt wurde, sieht der Plan eine vorgezogene und zubau abhängige Degression vor. Die Annahme des Vorschlages durch den Bundestag steht allerdings noch aus.
“Gerade weil ich mich für einen weiteren Ausbau der Photovoltaik und den Erhalt des EEG einsetze, halte ich diese Maßnahmen für dringend erforderlich. Die Unterstützung durch die Branche selbst zeugt von einem hohen Verantwortungsbewusstsein, ist aber auch Ausdruck ökono mischer Vernunft. Ein überhitzter Markt führt zu stark schwankenden Preisen und schadet damit letztlich auch der Wettbewerbsposition der deutschen Solarunternehmen.”, so Röttgen.
http://www.solaranlagen-portal.com/blog/kompromissvorschlag-…
... höhere Lagerbestände im 1Q würden aber auch für Unsicherheit im Sektor sorgen und auch den Kurs noch mal belasten, bevor dann ab dem 2Q bis zum Jahresende durchgestartet wird.
Antwort auf Beitrag Nr.: 41.032.292 von bossi1 am 13.02.11 20:37:58FA wieder unter den Erfindern ...
US 2009/0045781 A1
CHARGER FOR MINIMAL-POWER CONSUMERS
The present invention relates to a charger for minimal-power consumers, such as mobile phones or the like, comprising a plug for connection to a mains supply, a housing for accommodating the charging electronics and a charger cable for connection to the minimal-power consumer, said plug being...

Inventors:
Frank H. Asbeck,
Michael J. Schmidt
Assignee: Solarworld AG
Pub. Date: 19.2.2009
http://www.google.com/patents?id=W8OzAAAAEBAJ&printsec=abstr…
... Solarworld möchte nun die Flexibiltät von Ladegeräten erhöhen, indem dieses nicht nur die Akkus aus dem Stromnetz heraus befüllt, sondern kombiniert in dem Suncharger genannten Entwurf Netzteil und Akku, sodass das Netzteil auch dann energetischen Nachschub liefern kann, wenn keine Steckdose erreichbar ist. Zudem sollen Solarzellen dafür sorgen, dass auch bei längeren Aufenthalten jenseits zivilisatorischer Infrastruktur, Strom fürs Smartphone organisiert werden kann.
US 2009/0045781 A1
CHARGER FOR MINIMAL-POWER CONSUMERS
The present invention relates to a charger for minimal-power consumers, such as mobile phones or the like, comprising a plug for connection to a mains supply, a housing for accommodating the charging electronics and a charger cable for connection to the minimal-power consumer, said plug being...
Inventors:
Frank H. Asbeck,
Michael J. Schmidt
Assignee: Solarworld AG
Pub. Date: 19.2.2009
http://www.google.com/patents?id=W8OzAAAAEBAJ&printsec=abstr…
... Solarworld möchte nun die Flexibiltät von Ladegeräten erhöhen, indem dieses nicht nur die Akkus aus dem Stromnetz heraus befüllt, sondern kombiniert in dem Suncharger genannten Entwurf Netzteil und Akku, sodass das Netzteil auch dann energetischen Nachschub liefern kann, wenn keine Steckdose erreichbar ist. Zudem sollen Solarzellen dafür sorgen, dass auch bei längeren Aufenthalten jenseits zivilisatorischer Infrastruktur, Strom fürs Smartphone organisiert werden kann.
Antwort auf Beitrag Nr.: 41.072.665 von bossi1 am 20.02.11 09:24:10Zu einem Ladegerät für Smartphones und Tablets gehört
schon etwas mehr Technik als nur eine Solarzelle ...
Rein zufällig hat unser Marktführer für Power Managment Lösungen Dialog Semiconductor auch mal über die Technik mobiler Ladegeräte nachgedacht und dazu 2010 ein Patent erteilt bekommen. Das interessante ist, daß DLG über ihre Kunden Zugang zum Massenmarkt hat, mit Auftragsfertigern arbeitet und auch Solarworld den Suncarger erst danach im Feb. 2011 vorgestellt hat.
US Pat. 12802559 - Filed Jun 9, 2010
Load current dependent reduction of charge battery current
Circuits and methods to charge batteries of a portable device simultaneously with supplying power to the device for its operation, using a power source with limited maximum current, as e.g. an USB port, have been achieved. The system invented relies upon digital control only. No direct sensing of...

Inventors:
Christian Wolf,
David Lloyd,
Anthony Clowes
Assignee:
Dialog Semiconductor
Pub. Date:
30. Sept. 2010
http://www.google.com/patents?id=74LWAAAAEBAJ&printsec=drawi…
schon etwas mehr Technik als nur eine Solarzelle ...
Rein zufällig hat unser Marktführer für Power Managment Lösungen Dialog Semiconductor auch mal über die Technik mobiler Ladegeräte nachgedacht und dazu 2010 ein Patent erteilt bekommen. Das interessante ist, daß DLG über ihre Kunden Zugang zum Massenmarkt hat, mit Auftragsfertigern arbeitet und auch Solarworld den Suncarger erst danach im Feb. 2011 vorgestellt hat.
US Pat. 12802559 - Filed Jun 9, 2010
Load current dependent reduction of charge battery current
Circuits and methods to charge batteries of a portable device simultaneously with supplying power to the device for its operation, using a power source with limited maximum current, as e.g. an USB port, have been achieved. The system invented relies upon digital control only. No direct sensing of...
Inventors:
Christian Wolf,
David Lloyd,
Anthony Clowes
Assignee:
Dialog Semiconductor
Pub. Date:
30. Sept. 2010
http://www.google.com/patents?id=74LWAAAAEBAJ&printsec=drawi…
Antwort auf Beitrag Nr.: 41.072.854 von bossi1 am 20.02.11 11:02:05Rein zufällig hat unser Marktführer für Power Management Lösungen Dialog Semiconductor auch mal über die Technik mobiler Ladegeräte nachgedacht und dazu 2010 ein Patent erteilt bekommen.
Wenn FA nicht nur Lithium suchen will, sondern auch mit seinem JSSI Siliziumpulver über Li-Akkus nachdenkt, braucht er ein Batteriemanagment. Erst die DLG-Technik hat die langen Akkulaufzeiten bei mobilen Geräten von Apple und vielen anderen Premium Herstellern möglich gemacht. Zu ihren Stromsparkunden zählt auch Intel mit dem Atom-Prozessor. Doch DLG liefert auch Chips für den Automobilsektor und Kunden wie Bosch. Der nächste logische Schritt nach "Ladegeräten" wäre ein verbessertes Batteriemanagement für Elekrofahrzeuge und Speicherbatterien für Solarstrom.
Beispiel aus Wikipedia ...
BMS im Fahrzeugeinsatz
Beim Einsatz in der Fahrzeugtechnik dient ein BMS zusätzlich als Schnittstelle zwischen dem Fahrzeug und den in der Batterie verbauten elektronischen Komponenten. Über ein BMS werden dabei Funktionen gesteuert, die für die aktuelle Performance des Fahrzeugs nötig sind. So wird bei einem abgeschalteten Fahrzeug das Batteriesystem in den Sleep-Mode gesetzt. Das BMS wird dabei regelmäßig nach einer im BMS programmierten Software-Zykluszeit kurz gestartet. Während dieser „Wachzeit“ wird vom BMS ein Kontrollckeck des Batteriesystems durchgeführt, um sämtliche Daten (Spannungen, Temperaturen, usw.) auf mögliche Fehler zu untersuchen.
Wird der Fahrzeugmotor gestartet, so wird ein Schaltbefehl vom Steuergerät des Fahrzeugs zum BMS geschickt, welches daraufhin die Schütze des Batteriesystems schließt, um den Motor in den dafür programmierten Fällen mit Strom zu versorgen. Tritt während des Betriebs ein Fehler im Batteriesystem auf, so wird dieser vom BMS verarbeitet und einer Fehlerkategorie zugeordnet – entsprechend dem Fehler wird nun eine Meldung an den Fahrer geschickt und im schlimmsten Fall wird das Batteriesystem in einen sicheren Zustand gebracht (die Schütze öffnen).
Standard Funktionen des BMS
- Zellschutz
- Ladekontrolle
- Lastmanagement
- Bestimmung des Ladezustandes
- Bestimmung der Zellgesundheit
- Ausbalancieren der Zellen
- Historie
- Authentifizierung und Identifizierung
- Kommunikation
Wenn FA nicht nur Lithium suchen will, sondern auch mit seinem JSSI Siliziumpulver über Li-Akkus nachdenkt, braucht er ein Batteriemanagment. Erst die DLG-Technik hat die langen Akkulaufzeiten bei mobilen Geräten von Apple und vielen anderen Premium Herstellern möglich gemacht. Zu ihren Stromsparkunden zählt auch Intel mit dem Atom-Prozessor. Doch DLG liefert auch Chips für den Automobilsektor und Kunden wie Bosch. Der nächste logische Schritt nach "Ladegeräten" wäre ein verbessertes Batteriemanagement für Elekrofahrzeuge und Speicherbatterien für Solarstrom.
Beispiel aus Wikipedia ...
BMS im Fahrzeugeinsatz
Beim Einsatz in der Fahrzeugtechnik dient ein BMS zusätzlich als Schnittstelle zwischen dem Fahrzeug und den in der Batterie verbauten elektronischen Komponenten. Über ein BMS werden dabei Funktionen gesteuert, die für die aktuelle Performance des Fahrzeugs nötig sind. So wird bei einem abgeschalteten Fahrzeug das Batteriesystem in den Sleep-Mode gesetzt. Das BMS wird dabei regelmäßig nach einer im BMS programmierten Software-Zykluszeit kurz gestartet. Während dieser „Wachzeit“ wird vom BMS ein Kontrollckeck des Batteriesystems durchgeführt, um sämtliche Daten (Spannungen, Temperaturen, usw.) auf mögliche Fehler zu untersuchen.
Wird der Fahrzeugmotor gestartet, so wird ein Schaltbefehl vom Steuergerät des Fahrzeugs zum BMS geschickt, welches daraufhin die Schütze des Batteriesystems schließt, um den Motor in den dafür programmierten Fällen mit Strom zu versorgen. Tritt während des Betriebs ein Fehler im Batteriesystem auf, so wird dieser vom BMS verarbeitet und einer Fehlerkategorie zugeordnet – entsprechend dem Fehler wird nun eine Meldung an den Fahrer geschickt und im schlimmsten Fall wird das Batteriesystem in einen sicheren Zustand gebracht (die Schütze öffnen).
Standard Funktionen des BMS
- Zellschutz
- Ladekontrolle
- Lastmanagement
- Bestimmung des Ladezustandes
- Bestimmung der Zellgesundheit
- Ausbalancieren der Zellen
- Historie
- Authentifizierung und Identifizierung
- Kommunikation
Neues von der ost-asiatischen Preisfront:
Taiwan solar cell makers aiming to raise price in March
Nuying Huang, Taipei; Willie Teng, DIGITIMES [Monday 21 February 2011]
Taiwan-based solar cell makers expect quotes in March to rise back to above US$1.25/W from around US$1.21-1.25/W currently thanks to improved orders. However, as most manufacturers are in the midst of capacity expansion, they are quite cautious in their pricing negotiation with clients.
Several first-tier solar cell makers have already successfully increased prices to US$1.25/W and is aiming for US$1.28/W, but most companies are just looking to stabilize quotes at US$1.25, according to industry sources.
With tight supply of polycrystalline silicon (poly-Si) and solar wafers, solar cell makers hope to raise quotes to shore up profit margin. With prices falling to around US$1.2/W in January and the strengthening of the NT dollar, solar makers must raise their margin while demand has improved.
-----------------------------------------
Solar wafer spot price to rise above US$3.5 in March
Nuying Huang, Taipei; Willie Teng, DIGITIMES [Tuesday 22 February 2011]
Due to continual tight supply, both contract and spot quotes for solar wafers will increase in March. Spot wafer pricing will likely rise to US$3.7-3.8 from US$3.5-3.6 currently, according to industry sources.
Solar wafer makers are currently in quote negotiation for March. With a shortage of polycrystalline silicon (poly-Si) causing an increase in procurement cost and continual tight supply, the manufacturers have already informed their solar cell clients of price hikes, the sources said.
Taiwan-based solar wafer makers reportedly are seeing orders in excess of capacity by 20-30%.
Some solar wafer makers have even begun to reject order contracts since February, because they know their capacity is insufficient to fulfill demand. Many solar cell makers have aggressively signed wafer supply agreements in the second half of 2010 since they foresaw the shortage to persist in 2011.
----
na, wenn das mal keine gute Aussichten für unsere SW sind...
Taiwan solar cell makers aiming to raise price in March
Nuying Huang, Taipei; Willie Teng, DIGITIMES [Monday 21 February 2011]
Taiwan-based solar cell makers expect quotes in March to rise back to above US$1.25/W from around US$1.21-1.25/W currently thanks to improved orders. However, as most manufacturers are in the midst of capacity expansion, they are quite cautious in their pricing negotiation with clients.
Several first-tier solar cell makers have already successfully increased prices to US$1.25/W and is aiming for US$1.28/W, but most companies are just looking to stabilize quotes at US$1.25, according to industry sources.
With tight supply of polycrystalline silicon (poly-Si) and solar wafers, solar cell makers hope to raise quotes to shore up profit margin. With prices falling to around US$1.2/W in January and the strengthening of the NT dollar, solar makers must raise their margin while demand has improved.
-----------------------------------------
Solar wafer spot price to rise above US$3.5 in March
Nuying Huang, Taipei; Willie Teng, DIGITIMES [Tuesday 22 February 2011]
Due to continual tight supply, both contract and spot quotes for solar wafers will increase in March. Spot wafer pricing will likely rise to US$3.7-3.8 from US$3.5-3.6 currently, according to industry sources.
Solar wafer makers are currently in quote negotiation for March. With a shortage of polycrystalline silicon (poly-Si) causing an increase in procurement cost and continual tight supply, the manufacturers have already informed their solar cell clients of price hikes, the sources said.
Taiwan-based solar wafer makers reportedly are seeing orders in excess of capacity by 20-30%.
Some solar wafer makers have even begun to reject order contracts since February, because they know their capacity is insufficient to fulfill demand. Many solar cell makers have aggressively signed wafer supply agreements in the second half of 2010 since they foresaw the shortage to persist in 2011.
----
na, wenn das mal keine gute Aussichten für unsere SW sind...
Antwort auf Beitrag Nr.: 41.082.160 von Tri2Sol am 22.02.11 10:11:25Solarworld Innovations optimiert nach einem F&E Projekt weiter RGS-Zellprozesse ...
Förderkennzeichen: 0325056
Laufzeit: 01.08.2008 – 31.07.2011
Zuwendungssumme: 1.231.950 €
Projektpartner: SolarWorld Innovations GmbH
Kurzfassung: Die SolarWorld Innovations GmbH, die Forschungs- und Entwicklungsgesellschaft
der SolarWorld AG, entwickelt mit Unterstützung der Universität Konstanz optimierte Solarzellen-
Prozesse für Silizium-Substrate auf Basis des Ribbon-Growth-on-Substrate (RGS)-Verfahrens. Bei
dieser Technologie werden die Wafer unter vollständiger Vermeidung von aufwändigen Säge-
prozessen direkt aus dem flüssigen Silizium gegossen bzw. gezogen. Der dadurch verhinderte
Materialverlust sowie der hohe realisierbare Durchsatz von ca. einem Wafer pro Sekunde bele-
gen das hohe Kostenreduktionspotential und begründen die Notwendigkeit, bestehende Zellpro-
zesse für RGS Material weiter zu optimieren und insbesondere industrienahe Prozesse zu entwik-
keln um diese Gesamttechnologie in den Bereich der Wirtschaftlichkeit zu führen. Optimierte
Prozessierung von RGS – basierten Solarzellen (OP-RGS)
pdf aus 2010, Seite 25
http://idserver.fiz-karlsruhe.de/ih3000/ptj2010/booklet.pdf
Förderkennzeichen: 0325056
Laufzeit: 01.08.2008 – 31.07.2011
Zuwendungssumme: 1.231.950 €
Projektpartner: SolarWorld Innovations GmbH
Kurzfassung: Die SolarWorld Innovations GmbH, die Forschungs- und Entwicklungsgesellschaft
der SolarWorld AG, entwickelt mit Unterstützung der Universität Konstanz optimierte Solarzellen-
Prozesse für Silizium-Substrate auf Basis des Ribbon-Growth-on-Substrate (RGS)-Verfahrens. Bei
dieser Technologie werden die Wafer unter vollständiger Vermeidung von aufwändigen Säge-
prozessen direkt aus dem flüssigen Silizium gegossen bzw. gezogen. Der dadurch verhinderte
Materialverlust sowie der hohe realisierbare Durchsatz von ca. einem Wafer pro Sekunde bele-
gen das hohe Kostenreduktionspotential und begründen die Notwendigkeit, bestehende Zellpro-
zesse für RGS Material weiter zu optimieren und insbesondere industrienahe Prozesse zu entwik-
keln um diese Gesamttechnologie in den Bereich der Wirtschaftlichkeit zu führen. Optimierte
Prozessierung von RGS – basierten Solarzellen (OP-RGS)
pdf aus 2010, Seite 25
http://idserver.fiz-karlsruhe.de/ih3000/ptj2010/booklet.pdf
Solarworld will Solarparc von der Börse nehmen
22.02.2011 (www.4investors.de) - Solarworld hat im Rahmen des Übernahmeangebotes den Anteil an Solarparc auf mehr als 93 Prozent aufgestockt. Die Tochtergesellschaft soll nun von der Börse genommen und in eine GmbH umgewandelt werden, teilen die Bonner am Dienstag mit.
22.02.2011 (www.4investors.de) - Solarworld hat im Rahmen des Übernahmeangebotes den Anteil an Solarparc auf mehr als 93 Prozent aufgestockt. Die Tochtergesellschaft soll nun von der Börse genommen und in eine GmbH umgewandelt werden, teilen die Bonner am Dienstag mit.
Wie ist dieser Nano-Brick zu beurteilen ? Unrealistisch ?
http://www.prachensky.com/michael/projekte/Nano-Brick/micro_…
http://www.echoonline.at/index.php?option=com_content&view=a…
http://derstandard.at/1297216011577/Brenner-Alpenvereine-mob…
michael prachensky
12.02.2011 20:19Windpark am Brenner - es gibt Alternativen.
Ich bin für alternative, erneuerbare Energiegewinnung, jedoch über ein dezentrale Stromverteilungsnetze von Haus zu Haus ohne Zwangsanschluss an die Strommonopol. Es nützen keine Windräder, wenn kein Wind weht- es nützen keine Photovoltaikzellen, wenn keine Sonne scheint- es nützen keine Wasserkraftwerke, wenn kein Wasser rinnt. Die Schlüsselstelle all dieser Maßnahmen ist ein starker Nano-Stromspeicher-Brick, deren Entwicklung vor der Umsetzung steht. Der Strom wird laufend gespeichert und kann bei Bedarf jederzeit abgerufen werden, wenn er "gebraucht" wird. Es sind daher keine Megawindräder, keine Megawawasserkraftwerke mehr notwendig. Strom kann von jedem selbst erzeugt werden und bei Bedarf dem Nachbarn weiterverkauft werden.
http://www.prachensky.com/michael/projekte/Nano-Brick/micro_…
http://www.echoonline.at/index.php?option=com_content&view=a…
http://derstandard.at/1297216011577/Brenner-Alpenvereine-mob…
michael prachensky
12.02.2011 20:19Windpark am Brenner - es gibt Alternativen.
Ich bin für alternative, erneuerbare Energiegewinnung, jedoch über ein dezentrale Stromverteilungsnetze von Haus zu Haus ohne Zwangsanschluss an die Strommonopol. Es nützen keine Windräder, wenn kein Wind weht- es nützen keine Photovoltaikzellen, wenn keine Sonne scheint- es nützen keine Wasserkraftwerke, wenn kein Wasser rinnt. Die Schlüsselstelle all dieser Maßnahmen ist ein starker Nano-Stromspeicher-Brick, deren Entwicklung vor der Umsetzung steht. Der Strom wird laufend gespeichert und kann bei Bedarf jederzeit abgerufen werden, wenn er "gebraucht" wird. Es sind daher keine Megawindräder, keine Megawawasserkraftwerke mehr notwendig. Strom kann von jedem selbst erzeugt werden und bei Bedarf dem Nachbarn weiterverkauft werden.
Antwort auf Beitrag Nr.: 41.092.458 von DesertSun am 23.02.11 15:26:16Green-Brick-Bus - der erste sinnvolle Elektrobus für den Stadtverkehr ?
http://www.prachensky.com/michael/projekte/Nano-Elektroauto/…
http://www.prachensky.com/michael/projekte/Nano-Elektroauto/…
wie realistiach ist das ?
Bossi, was meinst Du ?
http://www.prachensky.com/michael/projekte/Nano-Brick/stroms…
Die Schlüsselstelle all dieser dezentralen Verteilersysteme ist der Stromspeicher Brick. Nur mit diesen Kondensatoren lassen sich solche Stromdichten durch die Nanotechnologie erreichen. Durch die Oberflächenerweiterung mit Hilfe der Nanotechnik der der einzelnen Anoden- und Kathodenschichten lassen sich diese enormen Speicherdichten 10`9 erreichen. (Vereinfacht ausgedrückt, lassen sich mehrere Fußballfelder auf die Größe der Speicher zusammendrücken)
Die Nano-Brick-Hochleistungsbatterien sind erstmals umweltfreundliche entsorgbar- keine Säuren, keine Gase, keine hohen Temperaturen, keine Brand- und Explosionsgefahr. Die Bricks sind erstmals dynamisch Be- und Entladbar und haben geringe Stromverluste (12 Monate 0,1%)

Bossi, was meinst Du ?
http://www.prachensky.com/michael/projekte/Nano-Brick/stroms…
Die Schlüsselstelle all dieser dezentralen Verteilersysteme ist der Stromspeicher Brick. Nur mit diesen Kondensatoren lassen sich solche Stromdichten durch die Nanotechnologie erreichen. Durch die Oberflächenerweiterung mit Hilfe der Nanotechnik der der einzelnen Anoden- und Kathodenschichten lassen sich diese enormen Speicherdichten 10`9 erreichen. (Vereinfacht ausgedrückt, lassen sich mehrere Fußballfelder auf die Größe der Speicher zusammendrücken)
Die Nano-Brick-Hochleistungsbatterien sind erstmals umweltfreundliche entsorgbar- keine Säuren, keine Gase, keine hohen Temperaturen, keine Brand- und Explosionsgefahr. Die Bricks sind erstmals dynamisch Be- und Entladbar und haben geringe Stromverluste (12 Monate 0,1%)
auch fantastisch:
http://www.prachensky.com/michael/presse/presseaussendumg-el…
http://www.prachensky.com/michael/presse/presseaussendumg-el…
Antwort auf Beitrag Nr.: 41.092.647 von DesertSun am 23.02.11 15:44:06wie realistiach ist das ?
Evonik stetzt bereits heute nanoskalige Siliziumpartkel für Anoden bei Li-Ionenakkus ein, die mit Oberflächen von bis zu 700 qm je g deutlich feiner sind, als das Nanomaterial im Nano-Kondensator-Speicher mit 150-200 qm je g. Die Nanopartikel werden bei Evonik nach dem Patent im Mittel mit 20-40 Gew, % Lithium eingesetzt. Nanotechnik könnte auch den Wirkungsgrad bei PV noch verdreifachen in den nächsten 10-20 Jahren nach Aussage einiger Forscher um den Australier Prof. Martin Green. Es wird also noch was dauern. Bei den Nano-Kondensator-Speichern, über die man schon länger spricht, wird es auch nicht anders sein. Die Nanotechnik ist der Schlüssel für die Zukunft, wenn man es preiswert für den Massenmarkt umsetzen kann ...
Das Evonik Patent ...
http://www.freepatentsonline.com/EP1730800.pdf
Evonik stetzt bereits heute nanoskalige Siliziumpartkel für Anoden bei Li-Ionenakkus ein, die mit Oberflächen von bis zu 700 qm je g deutlich feiner sind, als das Nanomaterial im Nano-Kondensator-Speicher mit 150-200 qm je g. Die Nanopartikel werden bei Evonik nach dem Patent im Mittel mit 20-40 Gew, % Lithium eingesetzt. Nanotechnik könnte auch den Wirkungsgrad bei PV noch verdreifachen in den nächsten 10-20 Jahren nach Aussage einiger Forscher um den Australier Prof. Martin Green. Es wird also noch was dauern. Bei den Nano-Kondensator-Speichern, über die man schon länger spricht, wird es auch nicht anders sein. Die Nanotechnik ist der Schlüssel für die Zukunft, wenn man es preiswert für den Massenmarkt umsetzen kann ...
Das Evonik Patent ...
http://www.freepatentsonline.com/EP1730800.pdf
Thursday, February 24, 2011
Al-Tuwairqi, SolarWorld ink MoU
KARACHI: Tuwairqi Steel Mills Limited Engineering (TSMLE) Solar has signed a Memorandum of Understanding (MoU) with SolarWorld Wednesday.
TSMLE-Solar is a division of TSML working in the field of Solar Energy System, whereas SolarWorld is a European photovoltaics (PV) module manufacturing company, which provides design and development in the solar energy sector.
Through the MoU, the companies will jointly explore solar energy projects in Pakistan and Afghanistan. The companies have agreed to develop a feasibility study for setting up of PV module manufacturing facility in Pakistan. A joint team has been established to prepare necessary studies for the effective implementation of this MoU by assessing technical, commercial and procedural aspects. Muhammad Jamshed, head engineering and instrumentation TSML said with higher prices and growing scarcity of fossil fuel, solar power was finally emerging as a viable and efficient source of energy. There is an urgency of closing gap between energy needs and energy supply and renewable energy is the best guarantee for sustainable development.
He said SolarWorld woulkd train TSMLE-Solar personnel in designing of system, installation and its marketing, and would support the projects initiated by TSMLE-Solar in this region along with providing transfer of solar technology.
Kai Klingenhagen, area sales manager SolarWorld said, “Solar energy is one of the most viable options for Pakistan. Even countries with less sunlight are making the best use of this free resource (sun light). Pakistan is not short of sunlight as sun shines on the entire length and breadth of the country throughout the year. We have unimaginable quantities of raw material at our disposal and our manpower is second to none, he added.
----
Modulproduktion in Pakistan für (so meine spontane Denke) Zentralasien - sicherlich nicht sonderlich relevant auf mittlere Sicht, langfristig ein weiterer Baustein im SW-Mosaik
Al-Tuwairqi, SolarWorld ink MoU
KARACHI: Tuwairqi Steel Mills Limited Engineering (TSMLE) Solar has signed a Memorandum of Understanding (MoU) with SolarWorld Wednesday.
TSMLE-Solar is a division of TSML working in the field of Solar Energy System, whereas SolarWorld is a European photovoltaics (PV) module manufacturing company, which provides design and development in the solar energy sector.
Through the MoU, the companies will jointly explore solar energy projects in Pakistan and Afghanistan. The companies have agreed to develop a feasibility study for setting up of PV module manufacturing facility in Pakistan. A joint team has been established to prepare necessary studies for the effective implementation of this MoU by assessing technical, commercial and procedural aspects. Muhammad Jamshed, head engineering and instrumentation TSML said with higher prices and growing scarcity of fossil fuel, solar power was finally emerging as a viable and efficient source of energy. There is an urgency of closing gap between energy needs and energy supply and renewable energy is the best guarantee for sustainable development.
He said SolarWorld woulkd train TSMLE-Solar personnel in designing of system, installation and its marketing, and would support the projects initiated by TSMLE-Solar in this region along with providing transfer of solar technology.
Kai Klingenhagen, area sales manager SolarWorld said, “Solar energy is one of the most viable options for Pakistan. Even countries with less sunlight are making the best use of this free resource (sun light). Pakistan is not short of sunlight as sun shines on the entire length and breadth of the country throughout the year. We have unimaginable quantities of raw material at our disposal and our manpower is second to none, he added.
----
Modulproduktion in Pakistan für (so meine spontane Denke) Zentralasien - sicherlich nicht sonderlich relevant auf mittlere Sicht, langfristig ein weiterer Baustein im SW-Mosaik
http://www.solarserver.de/solar-magazin/nachrichten/aktuelle…
Photovoltaik-Forschung: 20 Prozent Wirkungsgrad für industrienahe Silizium-Solarzellen in Sicht
Forschern des Fraunhofer-Instituts für Solare Energiesysteme ISE (Freiburg) ist es gelungen, neue Spitzen-Wirkungsgrade für einfach herzustellende großflächige Silizium-Solarzellen zu erreichen. Mit gegenüber dem heutigen Industriestandard weiter entwickelten Zellstrukturen konnten sie demonstrieren, dass in naher Zukunft Wirkungsgrade von 20 Prozent zu erreichen sind.
Mehr als 80 Prozent der gegenwärtig hergestellten Solarzellen-Leistung basiert auf kristallinem Silicium. Ziel von Industrie und Forschung ist es, die Kostenoptimierung für dieses Arbeitspferd der Photovoltaik weiter voranzutreiben. Wandeln die Zellen derzeit durchschnittlich 14 - 19 Prozent des Sonnenlichts in elektrische Energie um, so haben die Forscher die 20-Prozent-Marke bereits im Blick. Die Übertragung ihrer Ergebnisse in die Produktion wird - parallel zur rasanten Marktentwicklung in Deutschland - die Kosten für photovoltaisch erzeugten Strom weiter senken.
Neue Zellstrukturen mit innovativen Emittern
"Wir konnten jetzt mehrere Entwicklungsarbeiten für kristalline Silizium-Solarzellen sehr erfolgreich abschließen und dabei Ergebnisse erzielen, die weltweit zu den besten zählen", freut sich Christian Schmiga, Projektleiter für hocheffiziente Silizium-Solarzellen am Fraunhofer ISE. Die untersuchten Zellstrukturen unterscheiden sich zum einen in der Art des verwendeten Silizium-Materials, das als Basis bezeichnet wird, und zum anderen in der Art des sogenannten Emitters, einer dünnen Schicht, die die elektrischen Ladungsträger sammelt. Man spricht von n-Typ Solarzellen, wenn die Basis negativ und von p-Typ Solarzellen, wenn die Basis positiv leitend ist. Dabei ist der Emitter immer umgekehrt zur Basis gepolt. "Zur Herstellung des Emitters haben wir drei unterschiedliche Verfahren eingesetzt: Aluminium-Legieren und Bor- Diffundieren für die p-Emitter unserer n-Typ Solarzellen sowie Phosphor-Diffundieren für den n-Emitter unserer p-Typ Solarzellen", so Christian Schmiga.
19,6 Prozent Wirkungsgrad erreicht
Für eine n-Typ Silizium-Solarzelle mit Aluminium-legiertem Emitter erreichten die Forscher nun einen Wirkungsgradrekord von 19,3 Prozent. Dabei wandten sie zur Emitterformierung das einfache Siebdrucken einer aluminiumhaltigen Paste, gefolgt von einem kurzen Hochtemperatur-Feuerschritt an. Ebenfalls für eine n-Typ Silizium-Solarzelle, aber mit einem bordiffundierten Emitter, dessen Oberfläche durch eine zusätzliche neue Schicht aus Aluminiumoxid (Al2O3) passiviert wird, konnte Armin Richter, Doktorand am Fraunhofer ISE, einen Wirkungsgrad von 19,6 Prozent demonstrieren.
Als weiteres wichtiges Ergebnis erzielten die Wissenschaftler für p-Typ Solarzellen mit Phosphor-diffundiertem Emitter und unter Anwendung der am Fraunhofer ISE entwickelten und patentierten Laser-fired-contact (LFC) Technologie 19,6 Prozent Wirkungsgrad. Alle Solarzellen wurden auf 125 x 125 mm2 großen einkristallinen Silizium-Scheiben gefertigt. Ein großer Vorteil ist, dass bei der Herstellung keine aufwändigen Justage- oder Strukturierungsschritte benötigt werden, was den Prozessablauf wesentlich vereinfacht und beschleunigt.
Das Fraunhofer ISE entwickelt seit nahezu 30 Jahren neuartige hocheffiziente Siliciumsolarzellen. Mit den aktuellen Ergebnissen der Freiburger Forscher rücken Wirkungsgrade über 20 Prozent für die Massenfertigung von Siliciumsolarzellen in die nahe Zukunft.
Photovoltaik-Forschung: 20 Prozent Wirkungsgrad für industrienahe Silizium-Solarzellen in Sicht
Forschern des Fraunhofer-Instituts für Solare Energiesysteme ISE (Freiburg) ist es gelungen, neue Spitzen-Wirkungsgrade für einfach herzustellende großflächige Silizium-Solarzellen zu erreichen. Mit gegenüber dem heutigen Industriestandard weiter entwickelten Zellstrukturen konnten sie demonstrieren, dass in naher Zukunft Wirkungsgrade von 20 Prozent zu erreichen sind.
Mehr als 80 Prozent der gegenwärtig hergestellten Solarzellen-Leistung basiert auf kristallinem Silicium. Ziel von Industrie und Forschung ist es, die Kostenoptimierung für dieses Arbeitspferd der Photovoltaik weiter voranzutreiben. Wandeln die Zellen derzeit durchschnittlich 14 - 19 Prozent des Sonnenlichts in elektrische Energie um, so haben die Forscher die 20-Prozent-Marke bereits im Blick. Die Übertragung ihrer Ergebnisse in die Produktion wird - parallel zur rasanten Marktentwicklung in Deutschland - die Kosten für photovoltaisch erzeugten Strom weiter senken.
Neue Zellstrukturen mit innovativen Emittern
"Wir konnten jetzt mehrere Entwicklungsarbeiten für kristalline Silizium-Solarzellen sehr erfolgreich abschließen und dabei Ergebnisse erzielen, die weltweit zu den besten zählen", freut sich Christian Schmiga, Projektleiter für hocheffiziente Silizium-Solarzellen am Fraunhofer ISE. Die untersuchten Zellstrukturen unterscheiden sich zum einen in der Art des verwendeten Silizium-Materials, das als Basis bezeichnet wird, und zum anderen in der Art des sogenannten Emitters, einer dünnen Schicht, die die elektrischen Ladungsträger sammelt. Man spricht von n-Typ Solarzellen, wenn die Basis negativ und von p-Typ Solarzellen, wenn die Basis positiv leitend ist. Dabei ist der Emitter immer umgekehrt zur Basis gepolt. "Zur Herstellung des Emitters haben wir drei unterschiedliche Verfahren eingesetzt: Aluminium-Legieren und Bor- Diffundieren für die p-Emitter unserer n-Typ Solarzellen sowie Phosphor-Diffundieren für den n-Emitter unserer p-Typ Solarzellen", so Christian Schmiga.
19,6 Prozent Wirkungsgrad erreicht
Für eine n-Typ Silizium-Solarzelle mit Aluminium-legiertem Emitter erreichten die Forscher nun einen Wirkungsgradrekord von 19,3 Prozent. Dabei wandten sie zur Emitterformierung das einfache Siebdrucken einer aluminiumhaltigen Paste, gefolgt von einem kurzen Hochtemperatur-Feuerschritt an. Ebenfalls für eine n-Typ Silizium-Solarzelle, aber mit einem bordiffundierten Emitter, dessen Oberfläche durch eine zusätzliche neue Schicht aus Aluminiumoxid (Al2O3) passiviert wird, konnte Armin Richter, Doktorand am Fraunhofer ISE, einen Wirkungsgrad von 19,6 Prozent demonstrieren.
Als weiteres wichtiges Ergebnis erzielten die Wissenschaftler für p-Typ Solarzellen mit Phosphor-diffundiertem Emitter und unter Anwendung der am Fraunhofer ISE entwickelten und patentierten Laser-fired-contact (LFC) Technologie 19,6 Prozent Wirkungsgrad. Alle Solarzellen wurden auf 125 x 125 mm2 großen einkristallinen Silizium-Scheiben gefertigt. Ein großer Vorteil ist, dass bei der Herstellung keine aufwändigen Justage- oder Strukturierungsschritte benötigt werden, was den Prozessablauf wesentlich vereinfacht und beschleunigt.
Das Fraunhofer ISE entwickelt seit nahezu 30 Jahren neuartige hocheffiziente Siliciumsolarzellen. Mit den aktuellen Ergebnissen der Freiburger Forscher rücken Wirkungsgrade über 20 Prozent für die Massenfertigung von Siliciumsolarzellen in die nahe Zukunft.
Antwort auf Beitrag Nr.: 41.097.396 von Tri2Sol am 24.02.11 09:52:49Vom 25.4.2010 ...
Tuwairqi Steel may start solar, wind energy production
KARACHI: Tuwairqi Steel Mills Ltd (TSML), the first steel-maker in the private sector in Pakistan, plans to start alternative energy production and manufacture of engineering goods, mill’s official said on Friday.

“TSML is contemplating to set up a solar module manufacturing factory, capable of producing up to 12 megawatts of solar modules initially, at a cost of $2.5m by the end of 2010,” said Amna Waheed, an official of TSML in her presentation.
A solar cells manufacturing plant will also be set up, which will be capable of manufacturing up to 30 megawatts of solar cells in 2011 at an estimated cost of $15 million.
Research is underway for a $30 million wind energy pilot project.
Earlier, National Bank of Pakistan (NBP), President, Syed Ali Raza inaugurated the TSML Engineering Applied Research Center. NBP is one of main stakeholders in TSML. Raza said that Pakistan must utilize its indigenous talent in engineering. “It can no more rely on foreign engineers as they were not coming to Pakistan following travel advisories.”
http://steel.pk/2010/04/25/tuwairqi-steel-may-start-solar-wi…
Tuwairqi Steel may start solar, wind energy production
KARACHI: Tuwairqi Steel Mills Ltd (TSML), the first steel-maker in the private sector in Pakistan, plans to start alternative energy production and manufacture of engineering goods, mill’s official said on Friday.
“TSML is contemplating to set up a solar module manufacturing factory, capable of producing up to 12 megawatts of solar modules initially, at a cost of $2.5m by the end of 2010,” said Amna Waheed, an official of TSML in her presentation.
A solar cells manufacturing plant will also be set up, which will be capable of manufacturing up to 30 megawatts of solar cells in 2011 at an estimated cost of $15 million.
Research is underway for a $30 million wind energy pilot project.
Earlier, National Bank of Pakistan (NBP), President, Syed Ali Raza inaugurated the TSML Engineering Applied Research Center. NBP is one of main stakeholders in TSML. Raza said that Pakistan must utilize its indigenous talent in engineering. “It can no more rely on foreign engineers as they were not coming to Pakistan following travel advisories.”
http://steel.pk/2010/04/25/tuwairqi-steel-may-start-solar-wi…
Antwort auf Beitrag Nr.: 41.095.879 von bossi1 am 23.02.11 22:22:57Danke für die Info zu Evonik.
(ich denke, dieser Prachensky versteht sich eher als Zukunfts-Künstler)
(ich denke, dieser Prachensky versteht sich eher als Zukunfts-Künstler)
Si-Recycling & mehr Umweltschutz macht PV noch grüner ...
FEBRUARY 21, 2011
Making Solar Panels Greener
Producing photovoltaic panels more sustainably will require reducing energy consumption, toxic substances
Sarah Everts
With more than enough sunlight beaming down on Earth to supply humanity’s immense energy demands, there’s little doubt that photovoltaic technology will play a significant role in sating these appetites in a sustainable way.
But before solar-cell-laced landscapes spawn green utopian reveries, some argue it’s worth taking a measured look at the environmental impact of photovoltaic technology from cradle to grave. For example, consider crystalline silicon-based photovoltaic solar panels, which currently boast about 80% of the global market. Makers of these panels have borrowed much of their technology from the electronics industry, which relies on an abundance of chemicals and energy-intensive steps that pose risks to human and environmental health.
But if companies want to market their photovoltaic panels as a “green technology,” they must instead choose more environmentally friendly manufacturing processes and plan for the panels’ safe disposal, says Dustin Mulvaney, who examines life-cycle analyses of photovoltaic technology at the University of California, Berkeley, and who contributed to a solar-panel life-cycle analysis for the Silicon Valley Toxics Coalition.
Some in the industry are starting to pay heed. Photovoltaic companies are increasingly setting up programs that will collect and recycle panels after their 20–25-year lifespan, with some businesses committing to not sending their products to developing nations in which other electronic waste is processed unsafely. Most companies are looking to reduce the amount of energy required to produce photovoltaics, thereby improving the bottom line and environmental profile of manufacturing. Researchers in both academia and industry are also starting to scrutinize the photovoltaic production process to figure out which chemicals could and should be replaced.
Solar panels based on crystalline silicon must be in use about two years before the cumulative energy they supply to the grid balances the energy required to produce them—the so-called energy-payback time, says Holger Neuhaus, general manager of Germany’s SolarWorld Innovations, SolarWorld’s R&D company. A significant chunk of the energy required to make crystalline silicon photovoltaic panels originates from the high temperatures required to remove oxygen from quartz to make pure silicon crystals, explains Edwin Kroke, a chemist at the Technical University Bergakademie, in Freiberg, Germany.
Many scientists have tried developing more-energy-efficient ways to purify and crystallize silicon, Kroke says. But none of the fledgling processes outperform the industrial status quo.
Making matters worse, much of the crystallized silicon goes to waste when it is sliced into wafers. Half of the highly pure silicon is lost to the cutting slurry because the wire cutters are about the same thickness as the 180–200-μm-thick wafers, says Jochen Rentsch of the Fraunhofer Institute for Solar Energy, in Freiburg, Germany. Finding a way to recycle the lost silicon would reduce waste across the industry, he adds.
Turning a cut wafer into a usable solar panel involves a series of wet-chemical etching steps that clean the slurry chemicals off the wafer, texturize the surface to optimize conversion of light into electricity, apply layers of boron and phosphorus solutions to make the silicon semiconducting, and then clean up the semiconducting surfaces. For cleaning and etching, SolarWorld previously used SF6, “a very nasty gas in terms of greenhouse effects and ozone layer depletion,” Neuhaus says. The company now opts to do a lot of etching with strong acids. Several other companies are doing the same, Mulvaney says, or they are using NF3 gas, which has a better greenhouse gas profile than SF6.
Ideally, etching could be done with even more benign chemicals, Kroke says. His team is investigating the use of hydrogen peroxide as an etching agent, but it doesn’t yet perform to industry standards.
Berlin-based photovoltaic company Solon has committed to reducing harmful chemicals in their panel production by 3–5% each year. For example, Solon and other firms, including SolarWorld and Japan’s Mitsubishi Electric, are striving to reduce and even eliminate lead from photovoltaic products. In Europe, heavy metals, including lead, are not permitted in electronic components, but photovoltaic panels are currently exempt from this restriction, Neuhaus says. But with no economic incentive for companies to exclude lead from photovoltaic panels, regulations will be required to make lead-free panels the industry standard, he adds.
Even though crystalline silicon dominates the photovoltaic market, other technologies, particularly thin-film cadmium-telluride-based photovoltaic cells, are gaining a significant foothold. CdTe photovoltaic panels pay back their consumed energy in about a year, twice as fast as crystalline silicon photovoltaic cells. These photovoltaic devices don’t require as many chemical processing steps to deposit the CdTe semiconducting material on glass panels, and the cadmium is a by-product of zinc mining, but these devices don’t fulfill other green chemistry principles. Cadmium is a carcinogen that the U.S. Environmental Protection Agency lists as toxic. And tellurium is so rare that some people consider it unsustainable.
“There’s enough tellurium to supply our solar cells, but we do not comment on how or why we’ve drawn that conclusion,” says David J. Eaglesham, chief technology officer at First Solar, which produces CdTe photovoltaic panels. “We view cadmium as our main hazardous material,” he adds, noting that First Solar’s panels are “hermetically sealed” and that the company set aside funds for free recycling of its products.
SolarWorld initiated PV Cycle, a recycling association of some 80 crystalline silicon photovoltaic panel producers. These panels will dominate the first serious wave of photovoltaic electronic waste in the next decade as their lifespan ends, says Jun-Ki Choi of Brookhaven National Laboratory, who studies recycling models.
As companies figure out how to establish effective recycling programs for retired photovoltaic panels, as well as how to make those panels in more sustainable ways, they will have to continue to balance priorities that are sometimes at odds. Improving the energy efficiency of cells will make the energy payback time shorter, “but increasing efficiency means your whole process has to be cleaner, therefore more etching steps with more chemistry and more rinsing, and therefore more water consumption,” Fraunhofer Institute’s Rentsch says. Resolving these challenges will ensure that photovoltaics don’t just produce renewable energy but are themselves renewably produced.
Chemical & Engineering News
ISSN 0009-2347
Copyright © 2011 American Chemical Society
http://pubs.acs.org/cen/science/89/8908sci2.html
FEBRUARY 21, 2011
Making Solar Panels Greener
Producing photovoltaic panels more sustainably will require reducing energy consumption, toxic substances
Sarah Everts
With more than enough sunlight beaming down on Earth to supply humanity’s immense energy demands, there’s little doubt that photovoltaic technology will play a significant role in sating these appetites in a sustainable way.
But before solar-cell-laced landscapes spawn green utopian reveries, some argue it’s worth taking a measured look at the environmental impact of photovoltaic technology from cradle to grave. For example, consider crystalline silicon-based photovoltaic solar panels, which currently boast about 80% of the global market. Makers of these panels have borrowed much of their technology from the electronics industry, which relies on an abundance of chemicals and energy-intensive steps that pose risks to human and environmental health.
But if companies want to market their photovoltaic panels as a “green technology,” they must instead choose more environmentally friendly manufacturing processes and plan for the panels’ safe disposal, says Dustin Mulvaney, who examines life-cycle analyses of photovoltaic technology at the University of California, Berkeley, and who contributed to a solar-panel life-cycle analysis for the Silicon Valley Toxics Coalition.
Some in the industry are starting to pay heed. Photovoltaic companies are increasingly setting up programs that will collect and recycle panels after their 20–25-year lifespan, with some businesses committing to not sending their products to developing nations in which other electronic waste is processed unsafely. Most companies are looking to reduce the amount of energy required to produce photovoltaics, thereby improving the bottom line and environmental profile of manufacturing. Researchers in both academia and industry are also starting to scrutinize the photovoltaic production process to figure out which chemicals could and should be replaced.
Solar panels based on crystalline silicon must be in use about two years before the cumulative energy they supply to the grid balances the energy required to produce them—the so-called energy-payback time, says Holger Neuhaus, general manager of Germany’s SolarWorld Innovations, SolarWorld’s R&D company. A significant chunk of the energy required to make crystalline silicon photovoltaic panels originates from the high temperatures required to remove oxygen from quartz to make pure silicon crystals, explains Edwin Kroke, a chemist at the Technical University Bergakademie, in Freiberg, Germany.
Many scientists have tried developing more-energy-efficient ways to purify and crystallize silicon, Kroke says. But none of the fledgling processes outperform the industrial status quo.
Making matters worse, much of the crystallized silicon goes to waste when it is sliced into wafers. Half of the highly pure silicon is lost to the cutting slurry because the wire cutters are about the same thickness as the 180–200-μm-thick wafers, says Jochen Rentsch of the Fraunhofer Institute for Solar Energy, in Freiburg, Germany. Finding a way to recycle the lost silicon would reduce waste across the industry, he adds.
Turning a cut wafer into a usable solar panel involves a series of wet-chemical etching steps that clean the slurry chemicals off the wafer, texturize the surface to optimize conversion of light into electricity, apply layers of boron and phosphorus solutions to make the silicon semiconducting, and then clean up the semiconducting surfaces. For cleaning and etching, SolarWorld previously used SF6, “a very nasty gas in terms of greenhouse effects and ozone layer depletion,” Neuhaus says. The company now opts to do a lot of etching with strong acids. Several other companies are doing the same, Mulvaney says, or they are using NF3 gas, which has a better greenhouse gas profile than SF6.
Ideally, etching could be done with even more benign chemicals, Kroke says. His team is investigating the use of hydrogen peroxide as an etching agent, but it doesn’t yet perform to industry standards.
Berlin-based photovoltaic company Solon has committed to reducing harmful chemicals in their panel production by 3–5% each year. For example, Solon and other firms, including SolarWorld and Japan’s Mitsubishi Electric, are striving to reduce and even eliminate lead from photovoltaic products. In Europe, heavy metals, including lead, are not permitted in electronic components, but photovoltaic panels are currently exempt from this restriction, Neuhaus says. But with no economic incentive for companies to exclude lead from photovoltaic panels, regulations will be required to make lead-free panels the industry standard, he adds.
Even though crystalline silicon dominates the photovoltaic market, other technologies, particularly thin-film cadmium-telluride-based photovoltaic cells, are gaining a significant foothold. CdTe photovoltaic panels pay back their consumed energy in about a year, twice as fast as crystalline silicon photovoltaic cells. These photovoltaic devices don’t require as many chemical processing steps to deposit the CdTe semiconducting material on glass panels, and the cadmium is a by-product of zinc mining, but these devices don’t fulfill other green chemistry principles. Cadmium is a carcinogen that the U.S. Environmental Protection Agency lists as toxic. And tellurium is so rare that some people consider it unsustainable.
“There’s enough tellurium to supply our solar cells, but we do not comment on how or why we’ve drawn that conclusion,” says David J. Eaglesham, chief technology officer at First Solar, which produces CdTe photovoltaic panels. “We view cadmium as our main hazardous material,” he adds, noting that First Solar’s panels are “hermetically sealed” and that the company set aside funds for free recycling of its products.
SolarWorld initiated PV Cycle, a recycling association of some 80 crystalline silicon photovoltaic panel producers. These panels will dominate the first serious wave of photovoltaic electronic waste in the next decade as their lifespan ends, says Jun-Ki Choi of Brookhaven National Laboratory, who studies recycling models.
As companies figure out how to establish effective recycling programs for retired photovoltaic panels, as well as how to make those panels in more sustainable ways, they will have to continue to balance priorities that are sometimes at odds. Improving the energy efficiency of cells will make the energy payback time shorter, “but increasing efficiency means your whole process has to be cleaner, therefore more etching steps with more chemistry and more rinsing, and therefore more water consumption,” Fraunhofer Institute’s Rentsch says. Resolving these challenges will ensure that photovoltaics don’t just produce renewable energy but are themselves renewably produced.
Chemical & Engineering News
ISSN 0009-2347
Copyright © 2011 American Chemical Society
http://pubs.acs.org/cen/science/89/8908sci2.html
Solarworld weiht Forschungszentrum ein
23.09.2010 | Freiberg
Konzern bündelt Innovationskapazitäten in Freiberg - Tests unter Industrie-Bedingungen möglich - Kooperation mit Freiberger Uni und Firmen
Auszug ...
Durch die Zusammenarbeit mit der Freiberger Uni sowie dem Fraunhofer Technologiezentrum Halbleitermaterialien und innovativen Firmen in der mittelsächsischen Kreisstadt sei "ein europa- wenn nicht sogar weltweit einmaliger Technologie-Campus entstanden", verkündete Lüdemann. Allein im benachbarten Gründer- und Innovationszentrum Freiberg (Gizef) sind nach den Worten von Geschäftsführer Thomas Lindner "im Schnitt fünf Firmen mit einer Affinität zur Halbleiterbranche" tätig. Eine davon ist die Freiberg Instruments GmbH, die für ihr weltweit einzigartiges Verfahren zur berührungs- und zerstörungslosen Überprüfung von Halbleitermaterialien in diesem Jahr mit dem IQ Innovationspreis Mitteldeutschland in der Sparte Solarwirtschaft ausgezeichnet wurde. Jürgen R. Niklas, der die Firma im Dezember 2005 mit einem Physiker-Kollegen von der Bergakademie gegründet hat, sieht in dem neuen Nachbarn keine Konkurrenz: "Ganz im Gegenteil, die kaufen doch Geräte von uns." Sein Team sei derzeit elf Mitarbeiter stark und erlebe eine enorme Nachfrage. Sachsens Wissenschaftsministerin Sabine von Schorlemer (parteilos) lobte die Solarworld-Investition als "Entscheidung für Sachsen als Forschungsland". In Freiberg sei ein Meilenstein für einen dynamischen und wissenschafts-basierten Technologiestandort gesetzt worden.
http://www.wirtschaft-im-erzgebirge.de/de/Aktuelles_Presse/N…
+++++
Das Unternehmen und ihre Gründer arbeiten seit Jahren für Solarworld ...





Microwave detected photoconductivity
Next generation contactless measurement heads with so far not seen sensitivity allow for high speed semiconductor characterisation at µ-PCD or steady state excitation conditions over a wide range of injection levels from ultra low to high injection.
Key facts
- full two dimensional wafer maps of minority carrier lifetime in less than 1 second allow for low cost statistical process control and material quality characterisation
- ingot maps with 1 mm resolution are taken in less than two minutes, two block sides at the same time
- simultaneous measurement of minority carrier lifetime, photoconductivity and resistivity maps
http://www.freiberginstruments.de/
+++++
Ihr Patent ...
Patent application title: DEVICE AND METHOD FOR DETECTING ELECTRICAL PROPERTIES OF A SAMPLE OF AN EXCITABLE MATERIAL
Inventors:
Jurgen Niklas
Kay Dornich
Gunter Erfurt
Agents: MCGLEW & TUTTLE, PC
Assignees:
Publication date: 06/10/2010
Patent application number: 20100141271
http://www.faqs.org/patents/app/20100141271

Dr. Gunter Erfurt
Head of Global Investment der Solarworld AG
und seit 2008 Leiter des US-Projektes
Rein zufällig hat Dr. Gunter Erfurt 2003 über genau das Thema
vom Patent an der Bergakademie promoviert und wurde von
Solarworld eingestellt ...
Radiolumineszenzspektroskopie und -dosimetrie an
Feldspaten und synthetischen Luminophoren für die
geochronometrische Anwendung
https://fridolin.tu-freiberg.de/archiv/pdf/PhysikErfurtGunte…
23.09.2010 | Freiberg
Konzern bündelt Innovationskapazitäten in Freiberg - Tests unter Industrie-Bedingungen möglich - Kooperation mit Freiberger Uni und Firmen
Auszug ...
Durch die Zusammenarbeit mit der Freiberger Uni sowie dem Fraunhofer Technologiezentrum Halbleitermaterialien und innovativen Firmen in der mittelsächsischen Kreisstadt sei "ein europa- wenn nicht sogar weltweit einmaliger Technologie-Campus entstanden", verkündete Lüdemann. Allein im benachbarten Gründer- und Innovationszentrum Freiberg (Gizef) sind nach den Worten von Geschäftsführer Thomas Lindner "im Schnitt fünf Firmen mit einer Affinität zur Halbleiterbranche" tätig. Eine davon ist die Freiberg Instruments GmbH, die für ihr weltweit einzigartiges Verfahren zur berührungs- und zerstörungslosen Überprüfung von Halbleitermaterialien in diesem Jahr mit dem IQ Innovationspreis Mitteldeutschland in der Sparte Solarwirtschaft ausgezeichnet wurde. Jürgen R. Niklas, der die Firma im Dezember 2005 mit einem Physiker-Kollegen von der Bergakademie gegründet hat, sieht in dem neuen Nachbarn keine Konkurrenz: "Ganz im Gegenteil, die kaufen doch Geräte von uns." Sein Team sei derzeit elf Mitarbeiter stark und erlebe eine enorme Nachfrage. Sachsens Wissenschaftsministerin Sabine von Schorlemer (parteilos) lobte die Solarworld-Investition als "Entscheidung für Sachsen als Forschungsland". In Freiberg sei ein Meilenstein für einen dynamischen und wissenschafts-basierten Technologiestandort gesetzt worden.
http://www.wirtschaft-im-erzgebirge.de/de/Aktuelles_Presse/N…
+++++
Das Unternehmen und ihre Gründer arbeiten seit Jahren für Solarworld ...
Microwave detected photoconductivity
Next generation contactless measurement heads with so far not seen sensitivity allow for high speed semiconductor characterisation at µ-PCD or steady state excitation conditions over a wide range of injection levels from ultra low to high injection.
Key facts
- full two dimensional wafer maps of minority carrier lifetime in less than 1 second allow for low cost statistical process control and material quality characterisation
- ingot maps with 1 mm resolution are taken in less than two minutes, two block sides at the same time
- simultaneous measurement of minority carrier lifetime, photoconductivity and resistivity maps
http://www.freiberginstruments.de/
+++++
Ihr Patent ...
Patent application title: DEVICE AND METHOD FOR DETECTING ELECTRICAL PROPERTIES OF A SAMPLE OF AN EXCITABLE MATERIAL
Inventors:
Jurgen Niklas
Kay Dornich
Gunter Erfurt
Agents: MCGLEW & TUTTLE, PC
Assignees:
Publication date: 06/10/2010
Patent application number: 20100141271
http://www.faqs.org/patents/app/20100141271
Dr. Gunter Erfurt
Head of Global Investment der Solarworld AG
und seit 2008 Leiter des US-Projektes
Rein zufällig hat Dr. Gunter Erfurt 2003 über genau das Thema
vom Patent an der Bergakademie promoviert und wurde von
Solarworld eingestellt ...
Radiolumineszenzspektroskopie und -dosimetrie an
Feldspaten und synthetischen Luminophoren für die
geochronometrische Anwendung
https://fridolin.tu-freiberg.de/archiv/pdf/PhysikErfurtGunte…
Antwort auf Beitrag Nr.: 41.114.932 von bossi1 am 28.02.11 00:10:17"topografische Untersuchung der Homogenität"
diese "zusätzliche" Möglichkeit wäre sehr nützlich für RGS ...
Automatisches Messverfahren für Qualität von Silizium- und Solar-Wafern mit IQ Innovationspreis Mitteldeutschland ausgezeichnet
Die Freiberg Instruments GmbH aus Sachsen hat den mit 7.500 Euro dotierten Clusterpreis Solarwirtschaft beim IQ Innovationspreis Mitteldeutschland der Wirtschaftsinitiative für Mitteldeutschland gewonnen. Das Unternehmen erhielt die Auszeichnung am 17. Juni 2010 im Theater der Stadt Gera vor mehr als 300 Gästen aus Wirtschaft, Politik, Wissenschaft und Medien für ein neuartiges Verfahren, mit dem während der Produktion die Qualität von Silizium-Wafern festgestellt werden kann. "Diese Innovation eröffnet eine völlig neue Dimension der Qualitätskontrolle", sagte Stephanie Mandler, vom Preisstifter Ernst & Young Wirtschaftsprüfungsgesellschaft GmbH, Leipzig. "Damit ergeben sich gleichzeitig Verbesserungen für den gesamten Produktionsprozess", sagte Mandler. Für Wirtschaftsinitiative-Geschäftsführer Klaus Wurpts "zeigen die Freiberger exemplarisch die hohe Innovationskraft des Solarvalley Mitteldeutschland". Die Innovation sei "im Umfeld schwieriger Rahmen- und Wettbewerbsbedingungen" ein wichtiger Baustein zum Ziel Netzparität von Solarstrom im Jahr 2013.

Fehlersuche per Laser
Silizium-Wafer dienen als Träger für Computerchips oder werden zu Solarzellen verarbeitet. Doch aufgrund von Materialmängeln oder Fehlern im Fertigungsprozess sei rund jedes fünfte der mit hohem Aufwand produzierten Bauteile unbrauchbar, so die Wirtschaftsinitiative für Mitteldeutschland GmbH in einer Pressemitteilung. Bislang habe dies aber erst am Ende der Produktionskette festgestellt werden können. Das Messverfahren der Freiberg Instruments GmbH, eine Ausgründung aus der TU Freiberg, ermögliche erstmals die frühzeitige Untersuchung der elektrischen Eigenschaften und die Lokalisierung vorhandener Fehler des Materials. Beim MDP-Verfahren (microwave detected photoconductivity) werden die Ladungsträger des Siliziums in einem resonanten Hochfrequenzfeld mit einem Laser angeregt. Das absorbierte Laserlicht wird in ein Signal umgewandelt, das die Konzentration und Lebensdauer der Ladungsträger anzeigt. Dabei sei das System bei der Lokalisierung wesentlich empfindlicher als bisherige Lösungen. Aufgrund der hohen Geschwindigkeit von einer Sekunde pro Wafer könne MDP an jeder Stelle des Produktionsprozesses eingesetzt werden. Die frühzeitige Fehlererkennung reduziere die Ausschussquote und lasse so die Stückkosten drastisch sinken. MDP erlaube erstmals auch die topografische Untersuchung der Homogenität von Prozessschritten in Produktionsgeschwindigkeit. So werde die Waferqualität gesteigert, was den Wirkungsgrad der Solarzelle erhöht.
23.06.2010 Quelle: Wirtschaftsinitiative für Mitteldeutschland GmbH Solarserver.de © Heindl Server GmbH
diese "zusätzliche" Möglichkeit wäre sehr nützlich für RGS ...
Automatisches Messverfahren für Qualität von Silizium- und Solar-Wafern mit IQ Innovationspreis Mitteldeutschland ausgezeichnet
Die Freiberg Instruments GmbH aus Sachsen hat den mit 7.500 Euro dotierten Clusterpreis Solarwirtschaft beim IQ Innovationspreis Mitteldeutschland der Wirtschaftsinitiative für Mitteldeutschland gewonnen. Das Unternehmen erhielt die Auszeichnung am 17. Juni 2010 im Theater der Stadt Gera vor mehr als 300 Gästen aus Wirtschaft, Politik, Wissenschaft und Medien für ein neuartiges Verfahren, mit dem während der Produktion die Qualität von Silizium-Wafern festgestellt werden kann. "Diese Innovation eröffnet eine völlig neue Dimension der Qualitätskontrolle", sagte Stephanie Mandler, vom Preisstifter Ernst & Young Wirtschaftsprüfungsgesellschaft GmbH, Leipzig. "Damit ergeben sich gleichzeitig Verbesserungen für den gesamten Produktionsprozess", sagte Mandler. Für Wirtschaftsinitiative-Geschäftsführer Klaus Wurpts "zeigen die Freiberger exemplarisch die hohe Innovationskraft des Solarvalley Mitteldeutschland". Die Innovation sei "im Umfeld schwieriger Rahmen- und Wettbewerbsbedingungen" ein wichtiger Baustein zum Ziel Netzparität von Solarstrom im Jahr 2013.
Fehlersuche per Laser
Silizium-Wafer dienen als Träger für Computerchips oder werden zu Solarzellen verarbeitet. Doch aufgrund von Materialmängeln oder Fehlern im Fertigungsprozess sei rund jedes fünfte der mit hohem Aufwand produzierten Bauteile unbrauchbar, so die Wirtschaftsinitiative für Mitteldeutschland GmbH in einer Pressemitteilung. Bislang habe dies aber erst am Ende der Produktionskette festgestellt werden können. Das Messverfahren der Freiberg Instruments GmbH, eine Ausgründung aus der TU Freiberg, ermögliche erstmals die frühzeitige Untersuchung der elektrischen Eigenschaften und die Lokalisierung vorhandener Fehler des Materials. Beim MDP-Verfahren (microwave detected photoconductivity) werden die Ladungsträger des Siliziums in einem resonanten Hochfrequenzfeld mit einem Laser angeregt. Das absorbierte Laserlicht wird in ein Signal umgewandelt, das die Konzentration und Lebensdauer der Ladungsträger anzeigt. Dabei sei das System bei der Lokalisierung wesentlich empfindlicher als bisherige Lösungen. Aufgrund der hohen Geschwindigkeit von einer Sekunde pro Wafer könne MDP an jeder Stelle des Produktionsprozesses eingesetzt werden. Die frühzeitige Fehlererkennung reduziere die Ausschussquote und lasse so die Stückkosten drastisch sinken. MDP erlaube erstmals auch die topografische Untersuchung der Homogenität von Prozessschritten in Produktionsgeschwindigkeit. So werde die Waferqualität gesteigert, was den Wirkungsgrad der Solarzelle erhöht.
23.06.2010 Quelle: Wirtschaftsinitiative für Mitteldeutschland GmbH Solarserver.de © Heindl Server GmbH
Projektleiter (Ingenieur/in - Rohstoffgewinnung und -aufbereitung) / UVR-FIA GmbH
STELLENANGEBOT DER FIRMA
UVR-FIA GmbH
IHRE AUFGABEN
Mitarbeit (Projektleitung) im BMBF-geförderten WK Potenzial "Hybride Lithiumgewinnung"
Kenntnisse in der Primäraufbereitung von Lithium erwünscht, ebenso Grundkenntnisse der Sekundäraufbereitung von Lithium-Akkulumatoren; Projekterfahrung bei öffentlich geförderten Projekten sollte vorhanden sein
BEGINN
01.03.2011
BEWERBUNGSARTEN
per E-Mail, schriftlich
BEWERBUNGSADRESSE
UVR-FIA GmbH
Herr Dr. Henning Morgenroth
Chemnitzer Straße 40
09599 Freiberg, Sachsen
Sachsen
Deutschland
E-Mail Kontakt unter:
morgenroth@uvr-fia.de
STELLENANGEBOT DER FIRMA
UVR-FIA GmbH
IHRE AUFGABEN
Mitarbeit (Projektleitung) im BMBF-geförderten WK Potenzial "Hybride Lithiumgewinnung"
Kenntnisse in der Primäraufbereitung von Lithium erwünscht, ebenso Grundkenntnisse der Sekundäraufbereitung von Lithium-Akkulumatoren; Projekterfahrung bei öffentlich geförderten Projekten sollte vorhanden sein
BEGINN
01.03.2011
BEWERBUNGSARTEN
per E-Mail, schriftlich
BEWERBUNGSADRESSE
UVR-FIA GmbH
Herr Dr. Henning Morgenroth
Chemnitzer Straße 40
09599 Freiberg, Sachsen
Sachsen
Deutschland
E-Mail Kontakt unter:
morgenroth@uvr-fia.de
Antwort auf Beitrag Nr.: 41.115.699 von bossi1 am 28.02.11 09:28:28Auch Reycling gehört dazu ...
Hybride Lithiumgewinnung - Freiberg
Die WK-Potenzial-Initiative
Der Lithiumbedarf hat sich in den letzten Jahren stark erhöht und wird auch in den nächsten Jahren weltweit weiter steigen. Ursachen sind der Ausbau der Elektromobilität, die zunehmende Nutzung von Lithium-Akkus in elektronischen Geräten und zur Speicherung von Sonnenenergie aus Photovoltaikanlagen. Weiltweit ist über einen längeren Zeitraum mit einem weiteren Anstieg der Metallpreise zu rechnen, da die Schere zwischen steigendem Bedarf und Produktion weiter auseinander gehen wird. Deshalb ist eine nachhaltigere Nutzung heimischer Rohstoffe anzustreben.
Bei einem sich verschärfenden Wettbewerb um primäre und sekundäre Metallrohstoffe ist die Entwicklung neuer, innovativer Technologien von besonderer Wichtigkeit, um die Aufarbeitung von vorhandenen Primär- und Sekundärrohstoffen mit maximaler Wertschöpfung zu ermöglichen und so die Position deutscher Unternehmen zu stärken. Viele Staaten - so auch Deutschland - verfügen über Lithium-Ressourcen, wie das Lithiumerz Zinnwaldit (Glimmer), Tiefenwässer (lithiumhaltige Sole) und Altbatterien, aber nicht über die Technologie diese Ressourcen für sich zu erschließen.
Angesichts der stark steigenden Nachfrage an Lithium ist damit zu rechnen, dass zukünftig in vielen Ländern, u. a. USA, Deutschland, China und Russland, verstärkt auf einheimische Ressourcen zurückgegriffen wird, um den wachsenden Bedarf an Lithiumcarbonat zu decken. Das Projekt soll hierfür notwendige technologische Grundlagen liefern und ist Bestandteil der Lithiuminitiative Freiberg.
Die Ziele
Das Verbundprojekt Hybride Lithiumgewinnung verfolgt daher das Ziel, eine regionale Entwicklungs- und Technologieplattform für die Gewinnung, die Aufbereitung und das Recycling von Lithium zu etablieren. Als Ausgangspunkt der hybriden Lithiumgewinnung dienen die im Erzgebirge sowie auch global in großen Mengen vorhandenen Primärroh¬stoffe Zinnwaldit und lithiumhaltige Solen sowie als Sekundärrohstoff gebrauchte kleinformatige Lithium-Ionen-Akkumulatoren (Geräteakkus) und Li-Batterien. Der ganzheitliche Ansatz der hybriden Lithiumgewinnung umfasst sowohl mechanische, metallurgische als auch chemische Prozesse zur Gewinnung von handelsfähigem Lithiumcarbonat aus diesen drei bislang ungenutzten Rohstoffquellen, unabhängig von ihrem quantitativen Verhältnis. Die Verfahren sollen die gesamte Prozesskette von der Erschließung der Rohstoffe bis zum Endprodukt Lithiumcarbonat abdecken und den am Wachstumskern beteiligten Unternehmen erlauben, neue Märkte zu erschließen.
Die Projekte
Die anvisierte Entwicklungs- und Technologieplattform erstreckt sich von der Exploration der regional verfügbaren Primärrohstoffe Zinnwaldit und lithiumhaltiger Solen sowie der Sammlung von gebrauchten Geräte-Akkus über die mechanische und chemische Aufbereitung der Rohstoffe bis hin zur Bereitstellung von handelsfähigem Lithiumcarbonat und der verwertbaren Nebenprodukte. Die Arbeiten sind in vier Arbeitspakete unterteilt:
Erstes Arbeitspaket: Die Arbeitsziele beinhalten die Erfassung und Beschreibung bekannter Lithium-Lagerstätten (regional und international, Solen und Erze) in einem Geoinformationssystem und die auf der geometallurgischen und genetischen Charakterisierung der unterschiedlich gearteten Lagerstätten basierende Entwicklung von Ansätzen zu deren Erschließung und Abbau.
Zweites Arbeitspaket: Das Ziel ist ein tragfähiges Urban-Mining-Konzept für die Erschließung lithiumhaltiger Sekundärrohstoffe. Teilziele sind eine Diversitätsanalyse, die anforderungsbasierte Entwicklung von Logistikkonzept und Sammelcontainer, eine Marketing- bzw. Anreizstrategie für das Recycling und ein Prognoseinstrument, welches die Abschätzung ermöglicht, ab wann recyceltes Lithium bzw. die hybride Lithiumgewinnung wirtschaftlich konkurrenzfähig wird. Die Arbeiten werden durch das
Gemeinsame Rücknahme-System (GRS) unterstützt.
Drittes Arbeitspaket: Die Arbeitsziele liegen in der Verfahrensentwicklung für die mechanischen und metallurgischen Prozesse. Zunächst sind für alle drei Rohstoffquellen separate verfahrenstechnische Prozesszweige wirtschaftlich und möglichst umweltfreundlich zu entwickeln. Ein weiteres Teilziel besteht dann in einem verfahrenstechnisch erprobten Konzept zur Vernetzung der Prozesszweige. Die Umsetzung der Verfahren erfolgt durch Demonstratoren im Labormaßstab.
Viertes Arbeitspaket: Die Arbeitsziele liegen im Bereich der Verfahrensentwicklung für chemische Prozesse. Dies beinhaltet die Verfahren zum Aufschluss mit CO2, zur Produktion von Lithiumcarbonat und für die Gewinnung von Wertstoffen auf Fluoridbasis. Weitere Teilziele bestehen in belegbaren Aussagen zur Produktqualität und in der Erarbeitung eines großtechnischen Anlagenkonzeptes basierend auf einem zu realisierenden Demonstrator im Labormaßstab.
Die im Rahmen der Forschung zu erarbeitende Technologieplattform soll durch die am Wachstumskern beteiligten und neu zu gründende Unternehmen international vermarktet werden. Die als Antragspartner auftretenden Unternehmen sind perspektivisch als Teile der Prozesskette bei Erschließung und Abbauplanung des Glimmers und der Tiefenwässer, bei Konzeption und Aufbau der Anlagen für die mechanische Aufbereitung, bei Sammellogistik und Akku-Recycling, beim gesamten pyrometallurgischen Prozess und bei Anlagen und Prozessen der chemischen Aufbereitung einzuordnen. Weitere KMUs werden als Zulieferer und Dienstleister, z.B. für Minenbetrieb, Rohstofftransport und Anlagentechnik, zu integrieren bzw. zu gründen sein.
Die Partner
TU Bergakademie Freiberg:
Institut für Anorganische Chemie
Institut für Technische Chemie
Institut für Nichteisen-Metallurgie und Reinststoffe
Institut für Mechanische Verfahrenstechnik und Aufbereitungstechnik
Institut für Mineralogie, Professur für Lagerstättenforschung und Petrologie
Institut für Geologie, Lehrstuhl für Hydrogeologie und Umweltgeologie
Lehrstuhl für Industriebetriebslehre/Produktionswirtschaft und Logistik
Lehrstuhl für Internationale Wirtschaftsbeziehungen
Regionale Unternehmenspartner KMU:
Fluorchemie Dohna GmbH
G.E.O.S. Freiberg Ingenieurgesellschaft mbH
UVR-FIA GmbH
UTF GmbH
Nickelhütte Aue GmbH
Muldenhütten Recycling und Umwelttechnik GmbH (MRU) Freiberg
Kontakt
Dr.-Ing. Matthias Fuhrland
Technische Universität Bergakademie Freiberg
Gründernetzwerk SAXEED
Akademiestraße 6
09596 Freiberg
Tel.: 03731 /3948 83
E-Mail: matthias.fuhrland[at]saxeed.net
Hybride Lithiumgewinnung - Freiberg
Die WK-Potenzial-Initiative
Der Lithiumbedarf hat sich in den letzten Jahren stark erhöht und wird auch in den nächsten Jahren weltweit weiter steigen. Ursachen sind der Ausbau der Elektromobilität, die zunehmende Nutzung von Lithium-Akkus in elektronischen Geräten und zur Speicherung von Sonnenenergie aus Photovoltaikanlagen. Weiltweit ist über einen längeren Zeitraum mit einem weiteren Anstieg der Metallpreise zu rechnen, da die Schere zwischen steigendem Bedarf und Produktion weiter auseinander gehen wird. Deshalb ist eine nachhaltigere Nutzung heimischer Rohstoffe anzustreben.
Bei einem sich verschärfenden Wettbewerb um primäre und sekundäre Metallrohstoffe ist die Entwicklung neuer, innovativer Technologien von besonderer Wichtigkeit, um die Aufarbeitung von vorhandenen Primär- und Sekundärrohstoffen mit maximaler Wertschöpfung zu ermöglichen und so die Position deutscher Unternehmen zu stärken. Viele Staaten - so auch Deutschland - verfügen über Lithium-Ressourcen, wie das Lithiumerz Zinnwaldit (Glimmer), Tiefenwässer (lithiumhaltige Sole) und Altbatterien, aber nicht über die Technologie diese Ressourcen für sich zu erschließen.
Angesichts der stark steigenden Nachfrage an Lithium ist damit zu rechnen, dass zukünftig in vielen Ländern, u. a. USA, Deutschland, China und Russland, verstärkt auf einheimische Ressourcen zurückgegriffen wird, um den wachsenden Bedarf an Lithiumcarbonat zu decken. Das Projekt soll hierfür notwendige technologische Grundlagen liefern und ist Bestandteil der Lithiuminitiative Freiberg.
Die Ziele
Das Verbundprojekt Hybride Lithiumgewinnung verfolgt daher das Ziel, eine regionale Entwicklungs- und Technologieplattform für die Gewinnung, die Aufbereitung und das Recycling von Lithium zu etablieren. Als Ausgangspunkt der hybriden Lithiumgewinnung dienen die im Erzgebirge sowie auch global in großen Mengen vorhandenen Primärroh¬stoffe Zinnwaldit und lithiumhaltige Solen sowie als Sekundärrohstoff gebrauchte kleinformatige Lithium-Ionen-Akkumulatoren (Geräteakkus) und Li-Batterien. Der ganzheitliche Ansatz der hybriden Lithiumgewinnung umfasst sowohl mechanische, metallurgische als auch chemische Prozesse zur Gewinnung von handelsfähigem Lithiumcarbonat aus diesen drei bislang ungenutzten Rohstoffquellen, unabhängig von ihrem quantitativen Verhältnis. Die Verfahren sollen die gesamte Prozesskette von der Erschließung der Rohstoffe bis zum Endprodukt Lithiumcarbonat abdecken und den am Wachstumskern beteiligten Unternehmen erlauben, neue Märkte zu erschließen.
Die Projekte
Die anvisierte Entwicklungs- und Technologieplattform erstreckt sich von der Exploration der regional verfügbaren Primärrohstoffe Zinnwaldit und lithiumhaltiger Solen sowie der Sammlung von gebrauchten Geräte-Akkus über die mechanische und chemische Aufbereitung der Rohstoffe bis hin zur Bereitstellung von handelsfähigem Lithiumcarbonat und der verwertbaren Nebenprodukte. Die Arbeiten sind in vier Arbeitspakete unterteilt:
Erstes Arbeitspaket: Die Arbeitsziele beinhalten die Erfassung und Beschreibung bekannter Lithium-Lagerstätten (regional und international, Solen und Erze) in einem Geoinformationssystem und die auf der geometallurgischen und genetischen Charakterisierung der unterschiedlich gearteten Lagerstätten basierende Entwicklung von Ansätzen zu deren Erschließung und Abbau.
Zweites Arbeitspaket: Das Ziel ist ein tragfähiges Urban-Mining-Konzept für die Erschließung lithiumhaltiger Sekundärrohstoffe. Teilziele sind eine Diversitätsanalyse, die anforderungsbasierte Entwicklung von Logistikkonzept und Sammelcontainer, eine Marketing- bzw. Anreizstrategie für das Recycling und ein Prognoseinstrument, welches die Abschätzung ermöglicht, ab wann recyceltes Lithium bzw. die hybride Lithiumgewinnung wirtschaftlich konkurrenzfähig wird. Die Arbeiten werden durch das
Gemeinsame Rücknahme-System (GRS) unterstützt.
Drittes Arbeitspaket: Die Arbeitsziele liegen in der Verfahrensentwicklung für die mechanischen und metallurgischen Prozesse. Zunächst sind für alle drei Rohstoffquellen separate verfahrenstechnische Prozesszweige wirtschaftlich und möglichst umweltfreundlich zu entwickeln. Ein weiteres Teilziel besteht dann in einem verfahrenstechnisch erprobten Konzept zur Vernetzung der Prozesszweige. Die Umsetzung der Verfahren erfolgt durch Demonstratoren im Labormaßstab.
Viertes Arbeitspaket: Die Arbeitsziele liegen im Bereich der Verfahrensentwicklung für chemische Prozesse. Dies beinhaltet die Verfahren zum Aufschluss mit CO2, zur Produktion von Lithiumcarbonat und für die Gewinnung von Wertstoffen auf Fluoridbasis. Weitere Teilziele bestehen in belegbaren Aussagen zur Produktqualität und in der Erarbeitung eines großtechnischen Anlagenkonzeptes basierend auf einem zu realisierenden Demonstrator im Labormaßstab.
Die im Rahmen der Forschung zu erarbeitende Technologieplattform soll durch die am Wachstumskern beteiligten und neu zu gründende Unternehmen international vermarktet werden. Die als Antragspartner auftretenden Unternehmen sind perspektivisch als Teile der Prozesskette bei Erschließung und Abbauplanung des Glimmers und der Tiefenwässer, bei Konzeption und Aufbau der Anlagen für die mechanische Aufbereitung, bei Sammellogistik und Akku-Recycling, beim gesamten pyrometallurgischen Prozess und bei Anlagen und Prozessen der chemischen Aufbereitung einzuordnen. Weitere KMUs werden als Zulieferer und Dienstleister, z.B. für Minenbetrieb, Rohstofftransport und Anlagentechnik, zu integrieren bzw. zu gründen sein.
Die Partner
TU Bergakademie Freiberg:
Institut für Anorganische Chemie
Institut für Technische Chemie
Institut für Nichteisen-Metallurgie und Reinststoffe
Institut für Mechanische Verfahrenstechnik und Aufbereitungstechnik
Institut für Mineralogie, Professur für Lagerstättenforschung und Petrologie
Institut für Geologie, Lehrstuhl für Hydrogeologie und Umweltgeologie
Lehrstuhl für Industriebetriebslehre/Produktionswirtschaft und Logistik
Lehrstuhl für Internationale Wirtschaftsbeziehungen
Regionale Unternehmenspartner KMU:
Fluorchemie Dohna GmbH
G.E.O.S. Freiberg Ingenieurgesellschaft mbH
UVR-FIA GmbH
UTF GmbH
Nickelhütte Aue GmbH
Muldenhütten Recycling und Umwelttechnik GmbH (MRU) Freiberg
Kontakt
Dr.-Ing. Matthias Fuhrland
Technische Universität Bergakademie Freiberg
Gründernetzwerk SAXEED
Akademiestraße 6
09596 Freiberg
Tel.: 03731 /3948 83
E-Mail: matthias.fuhrland[at]saxeed.net
Antwort auf Beitrag Nr.: 41.115.625 von bossi1 am 28.02.11 09:20:47Wafer werden immer dünner ...
Machine Vision: Setting standards in solar inspection
WRITTEN BY ANDREAS BREYE
22 FEBRUARY 2011
A 50 kilometre ride from the Dresden Airport brings you the photovoltaic valley of Saxony. German photovoltaic giant SolarWorld has set up a series of production facilities around the city of Freiberg, covering the whole production chain from wafer to cell to module production, and even recycling.
Also some fifty kilometres away from an airport – this time the one of Cologne/Bonn – is Hennecke Systems a supplier of machine vision quality inspection machines for the PV industry. Hennecke, which today is part of the Swiss-based Meyer Burger AG, started in 1985 and has grown with the industry from 10 employees to a current staff of 100 people.
Both companies must have used the flight connections out of the two airports regularly for now more than a decade. “Our first contact into the solar business was as early as 1998. A year later, we delivered the first measurement machine to Bayer Solar GmbH in Freiberg, which later became part of SolarWorld”, says Jürgen Großer, CEO of Hennecke.

Jürgen Großer, CEO of Hennecke
“SolarWorld clearly has a leading position in quality and therefore constantly pushes the boundaries of what is technically feasible. We have a lasting relationship to SolarWorld”. A statement that is being confirmed by Dr. Gunter Erfurt, responsible for technology transfer within the SolarWorld group: “Hennecke is part of the success of SolarWorld. There is no other machinery supplier that has such a longer history with us. In this partnership we realized several applications that didn’t exist before and now are standard in the industry, the micro crack detection being the first one to name.” According to Dr. Erfurt, the already existing prime quality level at SolarWorld was advanced once again by the common developments.
Typically, Hennecke machines are at the end of the first production line in the manufacture of wafers, or at the very beginning of the production line of solar cells to perform optical inspection of the wafers. The first system delivered by Hennecke in 1999 measured the parameter thickness, saw marks, and edge defects of the wafers. In a next step, geometry measurement was added to the machine vision system. A milestone was set in 2007 with the common development of one of the first measurement devices to detect micro cracks in the wafers. Detection of relevant micro cracks is a key issue, because the cell production line cannot be stopped immediately in the event of a wafer break. Collateral damage such as the breakage of other wafers is likely.
Vision system
Detection of relevant micro cracks is a key issue, because the cell production line cannot be stopped immediately.
The vision system to detect micro cracks consists of a high resolution infrared CCD-camera, an LED lighting system that is able to penetrate the wafer, and software which can separate the structures of micro cracks from the poly-crystalline structures of the wafer. The software is also able to detect SiC inclusions and separate them from micro cracks. Pixel resolution for the micro crack detection is 50mu/pixel. Because micro cracks never run at right angle in the wafer but take a sharp angle, the correct lighting can magnify and thus detect even cracks with an actual amplitude of 3-4mu in the shadowing.

Microcrack detection in solar photovoltaic wafers
Image courtesy of Hennecke Metrology Systems
For Jürgen Großer, challenges in the development were the speed (production can go as fast as one wafer per second) and finding the right LED lighting. But an even greater challenge was programming the algorithms to create software that is able to separate a micro crack from the poly-crystalline wafer structure.
About 0.5-1.5% in the total wafer production has micro cracks with a dimension that can lead to problems in the production line and cause quality issues. Thus, the first prototype of the micro crack detection system delivered by Hennecke to SolarWorld had configurable software. It enabled the wafer producer after an extensive in-house research process to adjust the parameters according to their specific needs, and by this find the optimal balance of best possible quality and production yield.
Dr. Gunter Erfurt - SolarWorld AG
A critical task, according to Großer, because with the increasing sensitivity of the system more and more A-quality wafers are being sorted out. “If the sensitivity gets to high, the error rate rises drastically.”
Therefore it is up to the wafer and cell manufacturers to define the parameters. But because there is as yet no defined standard, a certain conflict of interests regarding the sensivity of these systems remains between wafer and cell manufacturer. SolarWorld is in the position to balance these interests internally and always sees the overall context: As a manufacturer of the total production chain it is important, according to Dr. Erfurt, that the data generated by quality inspection systems is being constantly analysed. “By using statistic process control we can get clear information about micro cracks and SiC inclusions and have precise feedback for production optimisation.” ... das mit dem SiC erinnert mich auch etwas an recycletes Silizium !!
Stain detection in solar wafers
Another example that reflects this overall thinking is the cooperation between Hennecke and SolarWorld on the issue of stain detection. If the wafers are too dirty, the chemical bath in the cell production wears out too soon. To avoid these costs, another inspection step has been developed to detect stain. Besides the additional software development, a specific lighting solution was developed that lowers the contrast of the poly-crystalline structure and highlights stain. According to Großer, quality improvement in wafer inspection continues, as wafers are becoming thinner and thinner.

Stain detection in solar photovoltaic wafers
Image courtesy of Hennecke Metrology Systems
A specific lighting solution was developed that lowers the contrast of the poly-crystalline structure and highlights stain.
The close cooperation between SolarWorld and Hennecke is seen in their accomplishments: The pv company has set quality standards in the industry and introduced applications to detect almost non-detectable characteristics. And the supplier of high-end metrology with machine vision now sells globally. With an estimated worldwide market share of 70% in wafer inspection, Hennecke now wants to conquer new markets and has an eye on the inspection of solar cells. Großer: “We clearly want to get a good piece of the cake here, too”.
Written by Andreas Breyer
http://www.solarnovus.com/index.php?option=com_content&view=…
+++++

HENNECKE
WAFER MEASURING SYSTEMS
FOR A FAST AND EXACT ANALYSIS
http://www.hennecke-systems.de/
Machine Vision: Setting standards in solar inspection
WRITTEN BY ANDREAS BREYE
22 FEBRUARY 2011
A 50 kilometre ride from the Dresden Airport brings you the photovoltaic valley of Saxony. German photovoltaic giant SolarWorld has set up a series of production facilities around the city of Freiberg, covering the whole production chain from wafer to cell to module production, and even recycling.
Also some fifty kilometres away from an airport – this time the one of Cologne/Bonn – is Hennecke Systems a supplier of machine vision quality inspection machines for the PV industry. Hennecke, which today is part of the Swiss-based Meyer Burger AG, started in 1985 and has grown with the industry from 10 employees to a current staff of 100 people.
Both companies must have used the flight connections out of the two airports regularly for now more than a decade. “Our first contact into the solar business was as early as 1998. A year later, we delivered the first measurement machine to Bayer Solar GmbH in Freiberg, which later became part of SolarWorld”, says Jürgen Großer, CEO of Hennecke.
Jürgen Großer, CEO of Hennecke
“SolarWorld clearly has a leading position in quality and therefore constantly pushes the boundaries of what is technically feasible. We have a lasting relationship to SolarWorld”. A statement that is being confirmed by Dr. Gunter Erfurt, responsible for technology transfer within the SolarWorld group: “Hennecke is part of the success of SolarWorld. There is no other machinery supplier that has such a longer history with us. In this partnership we realized several applications that didn’t exist before and now are standard in the industry, the micro crack detection being the first one to name.” According to Dr. Erfurt, the already existing prime quality level at SolarWorld was advanced once again by the common developments.
Typically, Hennecke machines are at the end of the first production line in the manufacture of wafers, or at the very beginning of the production line of solar cells to perform optical inspection of the wafers. The first system delivered by Hennecke in 1999 measured the parameter thickness, saw marks, and edge defects of the wafers. In a next step, geometry measurement was added to the machine vision system. A milestone was set in 2007 with the common development of one of the first measurement devices to detect micro cracks in the wafers. Detection of relevant micro cracks is a key issue, because the cell production line cannot be stopped immediately in the event of a wafer break. Collateral damage such as the breakage of other wafers is likely.
Vision system
Detection of relevant micro cracks is a key issue, because the cell production line cannot be stopped immediately.
The vision system to detect micro cracks consists of a high resolution infrared CCD-camera, an LED lighting system that is able to penetrate the wafer, and software which can separate the structures of micro cracks from the poly-crystalline structures of the wafer. The software is also able to detect SiC inclusions and separate them from micro cracks. Pixel resolution for the micro crack detection is 50mu/pixel. Because micro cracks never run at right angle in the wafer but take a sharp angle, the correct lighting can magnify and thus detect even cracks with an actual amplitude of 3-4mu in the shadowing.
Microcrack detection in solar photovoltaic wafers
Image courtesy of Hennecke Metrology Systems
For Jürgen Großer, challenges in the development were the speed (production can go as fast as one wafer per second) and finding the right LED lighting. But an even greater challenge was programming the algorithms to create software that is able to separate a micro crack from the poly-crystalline wafer structure.
About 0.5-1.5% in the total wafer production has micro cracks with a dimension that can lead to problems in the production line and cause quality issues. Thus, the first prototype of the micro crack detection system delivered by Hennecke to SolarWorld had configurable software. It enabled the wafer producer after an extensive in-house research process to adjust the parameters according to their specific needs, and by this find the optimal balance of best possible quality and production yield.
Dr. Gunter Erfurt - SolarWorld AG
A critical task, according to Großer, because with the increasing sensitivity of the system more and more A-quality wafers are being sorted out. “If the sensitivity gets to high, the error rate rises drastically.”
Therefore it is up to the wafer and cell manufacturers to define the parameters. But because there is as yet no defined standard, a certain conflict of interests regarding the sensivity of these systems remains between wafer and cell manufacturer. SolarWorld is in the position to balance these interests internally and always sees the overall context: As a manufacturer of the total production chain it is important, according to Dr. Erfurt, that the data generated by quality inspection systems is being constantly analysed. “By using statistic process control we can get clear information about micro cracks and SiC inclusions and have precise feedback for production optimisation.” ... das mit dem SiC erinnert mich auch etwas an recycletes Silizium !!
Stain detection in solar wafers
Another example that reflects this overall thinking is the cooperation between Hennecke and SolarWorld on the issue of stain detection. If the wafers are too dirty, the chemical bath in the cell production wears out too soon. To avoid these costs, another inspection step has been developed to detect stain. Besides the additional software development, a specific lighting solution was developed that lowers the contrast of the poly-crystalline structure and highlights stain. According to Großer, quality improvement in wafer inspection continues, as wafers are becoming thinner and thinner.
Stain detection in solar photovoltaic wafers
Image courtesy of Hennecke Metrology Systems
A specific lighting solution was developed that lowers the contrast of the poly-crystalline structure and highlights stain.
The close cooperation between SolarWorld and Hennecke is seen in their accomplishments: The pv company has set quality standards in the industry and introduced applications to detect almost non-detectable characteristics. And the supplier of high-end metrology with machine vision now sells globally. With an estimated worldwide market share of 70% in wafer inspection, Hennecke now wants to conquer new markets and has an eye on the inspection of solar cells. Großer: “We clearly want to get a good piece of the cake here, too”.
Written by Andreas Breyer
http://www.solarnovus.com/index.php?option=com_content&view=…
+++++
HENNECKE
WAFER MEASURING SYSTEMS
FOR A FAST AND EXACT ANALYSIS
http://www.hennecke-systems.de/
Antwort auf Beitrag Nr.: 41.116.234 von bossi1 am 28.02.11 10:35:44150 Spezialisten aus der Halbleiter- und der Solarbranche treffen sich bei Globalfoundries
28.01.2011
Über 150 Gäste aus Deutschland, Europa, Asien und den USA nehmen jedes Jahr an der Veranstaltung teil. Ziel der bereits zur jährlichen Tradition gewordenen Veranstaltung ist es, in einen intensiven Erfahrungsaustausch zu treten, neue Kontakte zu knüpfen und Wege aufzuzeigen, die Produktion in der Halbleiter- und Photovoltaikindustrie noch sicherer, effektiver und kostengünstiger zu gestalten.
Gastgeber des diesjährigen Forums ist GLOBALFOUNDRIES. Der international tätige Foundryanbieter betreibt in Dresden seinen Leitstandort mit rund 3000 Mitarbeitern und baut derzeit die Kapazität der Dresdner Fab 1 sowohl personell als auch fertigungstechnisch erheblich aus. Das Unternehmen investiert 1,5 Milliarden US-Dollar in den Neubau eines Reinraums. Nach Abschluss der Erweiterungsarbeiten wird Fab 1 die voraussichtlich größte und modernste Halbleiterfabrik Europas sein.
Der Tradition folgend, verleihen die Organisatoren des Innovationsforums für Automatisierung den "Automation-Award". Der Preis 2011 geht an die Solarworld AG. Das Unternehmen erhält den diesjährigen Innovationspreis insbesondere für das Engagement im US-amerikanischen Hillsboro, wo Solarworld eine stillgelegte Halbleiterfabrik in die größte und modernste Solarfertigung Amerika umgewandelt hat, und für die Entscheidung, am Standort Freiberg mit einer automatisierten Solarfertigung weitere Schritte zu einem innovativen, zukunftsorientierten Fertigungsstandort zu gehen.
Solarworld und seine Partner aus dem Dresden Fab Automation Cluster haben dabei nicht nur Ingenieurkompetenz und Kreativität, sondern auch Problemlösungskompetenz unter Beweis gestellt. "Der Umbau der ehemaligen Halbleiterfabrik in Hillsboro gehört zu den bisher größten Herausforderungen meiner beruflichen Laufbahn", so Dr. Gunter Erfurt, Head of Global Investment der Solarworld AG und Leiter des US-Projektes. "Das Projekt hat alle Beteiligten so manche schlaflose Nacht gekostet, aber wir haben alle viel gelernt dabei. Als das erste Mal aus einem Stück Silizium eine fertige Solarzelle entstand, war das ein unglaublich schönes Gefühl für uns alle."
http://www.silicon-saxony.de/de/Meldung/150_Spezialisten_aus…
+++++
German solar expert sees holes in Oregon's green ethos
by Elizabeth Suh, The Oregonian
Thursday May 08, 2008, 8:50 AM

Gunter Erfurt, 34, leads development of SolarWorld's solar cell manufacturing plant in Hillsboro,
which the company projects will be the highest-producing plant in North America by 2009.
•Here to start a plant, solar expert and his wife wonder why we aren't more like Europeans
In their German hometown, Gunter Erfurt and his wife, Anja, could walk most everywhere. Their Mercedes-Benz ran on vegetable oil, and a geothermal pump heated their house.
But in February, the solar company manager, his wife, a geologist, and their two small children said goodbye, for a time, to the comforts they'd carefully cultivated in their native country to take on a new opportunity.
Now in Hillsboro, Gunter Erfurt, who's 35 and has a physics Ph.D., leads SolarWorld Group's development of a manufacturing plant that the company projects will be the highest-producing solar plant in North America by 2009. It is expected to eventually make enough solar cells to provide power for the equivalent of 100,000 Oregonians every year.
28.01.2011
Über 150 Gäste aus Deutschland, Europa, Asien und den USA nehmen jedes Jahr an der Veranstaltung teil. Ziel der bereits zur jährlichen Tradition gewordenen Veranstaltung ist es, in einen intensiven Erfahrungsaustausch zu treten, neue Kontakte zu knüpfen und Wege aufzuzeigen, die Produktion in der Halbleiter- und Photovoltaikindustrie noch sicherer, effektiver und kostengünstiger zu gestalten.
Gastgeber des diesjährigen Forums ist GLOBALFOUNDRIES. Der international tätige Foundryanbieter betreibt in Dresden seinen Leitstandort mit rund 3000 Mitarbeitern und baut derzeit die Kapazität der Dresdner Fab 1 sowohl personell als auch fertigungstechnisch erheblich aus. Das Unternehmen investiert 1,5 Milliarden US-Dollar in den Neubau eines Reinraums. Nach Abschluss der Erweiterungsarbeiten wird Fab 1 die voraussichtlich größte und modernste Halbleiterfabrik Europas sein.
Der Tradition folgend, verleihen die Organisatoren des Innovationsforums für Automatisierung den "Automation-Award". Der Preis 2011 geht an die Solarworld AG. Das Unternehmen erhält den diesjährigen Innovationspreis insbesondere für das Engagement im US-amerikanischen Hillsboro, wo Solarworld eine stillgelegte Halbleiterfabrik in die größte und modernste Solarfertigung Amerika umgewandelt hat, und für die Entscheidung, am Standort Freiberg mit einer automatisierten Solarfertigung weitere Schritte zu einem innovativen, zukunftsorientierten Fertigungsstandort zu gehen.
Solarworld und seine Partner aus dem Dresden Fab Automation Cluster haben dabei nicht nur Ingenieurkompetenz und Kreativität, sondern auch Problemlösungskompetenz unter Beweis gestellt. "Der Umbau der ehemaligen Halbleiterfabrik in Hillsboro gehört zu den bisher größten Herausforderungen meiner beruflichen Laufbahn", so Dr. Gunter Erfurt, Head of Global Investment der Solarworld AG und Leiter des US-Projektes. "Das Projekt hat alle Beteiligten so manche schlaflose Nacht gekostet, aber wir haben alle viel gelernt dabei. Als das erste Mal aus einem Stück Silizium eine fertige Solarzelle entstand, war das ein unglaublich schönes Gefühl für uns alle."
http://www.silicon-saxony.de/de/Meldung/150_Spezialisten_aus…
+++++
German solar expert sees holes in Oregon's green ethos
by Elizabeth Suh, The Oregonian
Thursday May 08, 2008, 8:50 AM
Gunter Erfurt, 34, leads development of SolarWorld's solar cell manufacturing plant in Hillsboro,
which the company projects will be the highest-producing plant in North America by 2009.
•Here to start a plant, solar expert and his wife wonder why we aren't more like Europeans
In their German hometown, Gunter Erfurt and his wife, Anja, could walk most everywhere. Their Mercedes-Benz ran on vegetable oil, and a geothermal pump heated their house.
But in February, the solar company manager, his wife, a geologist, and their two small children said goodbye, for a time, to the comforts they'd carefully cultivated in their native country to take on a new opportunity.
Now in Hillsboro, Gunter Erfurt, who's 35 and has a physics Ph.D., leads SolarWorld Group's development of a manufacturing plant that the company projects will be the highest-producing solar plant in North America by 2009. It is expected to eventually make enough solar cells to provide power for the equivalent of 100,000 Oregonians every year.
http://www.q-cells.com/de/unternehmen/investor_relations/unt…
02.03.2011
Q-Cells SE entwickelt multikristallines Weltrekord-Solarmodul
* Die Q-Cells SE hat ein multikristallines Rekordmodul mit 17,84 Prozent Wirkungsgrad und 268 Watt Leistung entwickelt und demonstriert damit ihre Technologieführerschaft
Bitterfeld-Wolfen (Deutschland), 2. März 2011 – Die Q-Cells SE, eines der weltweit führenden Photovoltaik-Unternehmen, hat auf Basis einer neuen Zelltechnologie den Weltrekord im Bereich multikristalliner Solarmodule gebrochen. Vom ESTI (European Solar Test Installation) wurde ein Rekordwirkungsgrad von 17,84 Prozent auf der Aperturfläche unabhängig bestätigt. Mit einer Modulleistung von 268 Watt unterstreicht Q-Cells sowohl die Technologieführerschaft in der Branche als auch die Qualitätsführerschaft für Innovationen aus Deutschland.
In dem Spitzenmodul hat Q-Cells 60 156 x 156 mm² große multikristalline Hocheffizienzzellen aus eigener Fertigung in einem konventionellen Layout verbaut. Aufgrund neuester technologischer Verfahren erreichte das getestete Solarmodul erstmals einen Modulwirkungsgrad von 17,84 Prozent auf einer Fläche von 1,492 Quadratmeter (Aperturfläche). Das unabhängige Photovoltaik-Kalibrierlabor des ESTI (European Solar Test Installation) bestätigte dem Solarunternehmen Q-Cells den Rekordwirkungsgrad.
Ausgangsmaterial für die verwendeten Hocheffizienzsolarzellen sind konventionelle 180 µm dicke multikristalline Siliziumwafer, die im Q-Cells eigenen Forschungszentrum mit funktionalen Nanoschichten auf der Rückseite verspiegelt und passiviert wurden. Diese neuartige Rückseitenstruktur aus dielektrischen Schichten in Kombination mit lokalen Kontakten verbessert die optischen und elektrischen Eigenschaften der Solarzelle und erzeugt dadurch eine signifikante Leistungssteigerung gegenüber der bisherigen BSF (back surface field)-Technologie. Das unabhängige Kalibrierlabor des Fraunhofer Instituts für Solare Energiesysteme bestätigte den Hocheffizienzzellen einen Spitzenwirkungsgrad von 18,45 Prozent. Die innovative Rückseitenstruktur eignet sich für unterschiedliche Ausgangsqualitäten des Siliziums und für sehr dünne Wafer. Damit lassen sich zukünftig weitere Kosteneinsparungen in der industriellen Fertigung realisieren.
http://www.q-cells.com/medien/presse/pressemeldungen/downloa…
02.03.2011
Q-Cells SE entwickelt multikristallines Weltrekord-Solarmodul
* Die Q-Cells SE hat ein multikristallines Rekordmodul mit 17,84 Prozent Wirkungsgrad und 268 Watt Leistung entwickelt und demonstriert damit ihre Technologieführerschaft
Bitterfeld-Wolfen (Deutschland), 2. März 2011 – Die Q-Cells SE, eines der weltweit führenden Photovoltaik-Unternehmen, hat auf Basis einer neuen Zelltechnologie den Weltrekord im Bereich multikristalliner Solarmodule gebrochen. Vom ESTI (European Solar Test Installation) wurde ein Rekordwirkungsgrad von 17,84 Prozent auf der Aperturfläche unabhängig bestätigt. Mit einer Modulleistung von 268 Watt unterstreicht Q-Cells sowohl die Technologieführerschaft in der Branche als auch die Qualitätsführerschaft für Innovationen aus Deutschland.
In dem Spitzenmodul hat Q-Cells 60 156 x 156 mm² große multikristalline Hocheffizienzzellen aus eigener Fertigung in einem konventionellen Layout verbaut. Aufgrund neuester technologischer Verfahren erreichte das getestete Solarmodul erstmals einen Modulwirkungsgrad von 17,84 Prozent auf einer Fläche von 1,492 Quadratmeter (Aperturfläche). Das unabhängige Photovoltaik-Kalibrierlabor des ESTI (European Solar Test Installation) bestätigte dem Solarunternehmen Q-Cells den Rekordwirkungsgrad.
Ausgangsmaterial für die verwendeten Hocheffizienzsolarzellen sind konventionelle 180 µm dicke multikristalline Siliziumwafer, die im Q-Cells eigenen Forschungszentrum mit funktionalen Nanoschichten auf der Rückseite verspiegelt und passiviert wurden. Diese neuartige Rückseitenstruktur aus dielektrischen Schichten in Kombination mit lokalen Kontakten verbessert die optischen und elektrischen Eigenschaften der Solarzelle und erzeugt dadurch eine signifikante Leistungssteigerung gegenüber der bisherigen BSF (back surface field)-Technologie. Das unabhängige Kalibrierlabor des Fraunhofer Instituts für Solare Energiesysteme bestätigte den Hocheffizienzzellen einen Spitzenwirkungsgrad von 18,45 Prozent. Die innovative Rückseitenstruktur eignet sich für unterschiedliche Ausgangsqualitäten des Siliziums und für sehr dünne Wafer. Damit lassen sich zukünftig weitere Kosteneinsparungen in der industriellen Fertigung realisieren.
http://www.q-cells.com/medien/presse/pressemeldungen/downloa…
Photovoltaik in Italien:
Einspeisevergütung muss laut PHOTON sofort gekürzt werden, um Italiens PV-Branche zu retten
- Solarserver -
Wenn die Vorschläge des italienischen Ministeriums für wirtschaftliche Entwicklung zum neuen Erneuerbare-Energien-Gesetz umgesetzt werden, machen sie den italienischen Photovoltaik-Markt zunichte, warnt die Photovoltaik-Fachzeitschrift PHOTON. Umgekehrt könnten sofortige drastische Kürzungen der Solarstrom-Einspeisevergütung das Marktwachstum aufrecht erhalten, empfiehlt PHOTON und schlägt eine Kürzung um etwa 60 % auf 12 Eurocent pro Kilowatt für PV-Kraftwerke vor.
„Um zu verhindern, dass die Umlagen für Italiens Vergütungspolitik (Conto Energia) für private und gewerbliche Stromkunden untragbar werden, muss die immer noch viel zu hohe Einspeisevergütung sofort gekürzt werden“, betont PHOTON in einer Pressemitteilung. Wenn die Förderung beendet werde, sobald acht Gigawatt (GE) installierte PV-Leistung erreicht sind, oder wenn eine jährliche Obergrenze eingeführt werde, bedeute dies das Aus für den italienischen Photovoltaik-Markt, so das Magazin.
Preise für Photovoltaik-Anlagen sind in Italien doppelt so hoch wie in anderen Solarmärkten
“Die Einspeisevergütung in Italien muss drastisch gekürzt werden”, sagt Stefano Eleuteri, Chefredakteur des italienischsprachigen PHOTON-Magazins. „Während die Kosten für die photovoltaische Stromerzeugung stark und stetig gesunken sind, hat Italien weiterhin viel zu viel in die Solarenergie investiert. Daher blieben die Preise für Solaranlagen fast doppelt so hoch wie in anderen gut entwickelten Solarmärkten. PHOTON schlägt vor, die Einspeisevergütung um bis zu 60 % auf 12 Eurocent pro Kilowatt für PV-Kraftwerke in Süditalien zu kürzen und um bis zu 50 % auf 20 Eurocent pro Kilowatt für Anlagen im Norden“, sagt Eleuteri.
PHOTON-Redakteur Eleuteri: Obergrenze bei 8 GW bedeutet das Aus für den italienischen Solarmarkt
Wenn die letzte Fassung eines revidierten italienischen Erneuerbare-Energien-Gesetzes diese Woche wie geplant verabschiedet wird, endet Italiens Rolle als einer der Solarenergie-Weltmarktführer abrupt. „Die 8 GW-Obergrenze für die installierte Gesamtleistung oder jede andere jährliche Deckelung bedeutet das definitive Aus für den italienischen Solarmarkt. Das wäre eine Tragödie, da Italien perfekte Bedingungen für eine Solarwirtschaft aufweist“, sagt Eleuteri.
7,5 GW sind schon am Netz oder warten auf Netzanschluss
Er fügt hinzu: “Das vorsichtige Ziel, bis 2020 eine installierte Leistung von 8 GW in Italien zu erreichen, wurde von der Regierung festgesetzt und ist praktisch schon erreicht.“ Der italienische Stromversorger GSE meldete kürzlich, dass 2010 Anlagen mit einer Leistung von 3,8 GW fertig gestellt wurden und immer noch auf Netzanschluss warten. Rechnet man diese zu den bereits angeschlossenen 3,7 GW – die laut GSE über Altasole angemeldet wurden – hinzu, fehlen Italien nur noch 500 Megawatt bis zum 8 GW-Ziel. Die Anmeldezahlen vom letzten Monat sind noch vorläufig.
Will Italien nicht Spaniens Schicksal teilen, wo die Solarbranche nur einen Teil ihres Potenzials ausschöpft, schlägt der Solarverleger PHOTON den italienischen Entscheidungsträgern folgende Schritte vor, um einen nachhaltigen Solarenergie-Markt zu etablieren:
Die Energiestrategie des Landes muss hauptsächlich auf Photovoltaik beruhen. Mit PV kann bereits in mehreren Teilen des Landes Strom zu normalen Verbraucherpreisen erzeugt werden. Das Ziel – 8 GW bis 2020 – deckt nur etwa drei Prozent des italienischen Strombedarfs. Damit bleibt nicht nur die reiche Sonneneinstrahlung in Italien ungenutzt, sondern macht die bisherigen Fortschritte bei Zubau und Produktion zunichte.
Die Fördersätze müssen transparent und verlässlich sein, insbesondere was die Zeit zwischen Installation und Anmeldung betrifft. Eine 14-monatige Frist bei solchen Vergütungen sei einfach sinnlos. Eine Vergütung ohne Obergrenze müsse weiterhin möglich sein, aber mit regional unterschiedlichen Fördersätzen, die der unterschiedlichen Strahlungsintensität Rechnung tragen. Die Vergütung könnte 12 Eurocent/kWh für Kraftwerke in Süditalien und 20 Eurocent/kWh für kleine Anlagen im Norden betragen. “Wenn sich jemand beschwert, dass diese Kürzungen zu massiv seien, erinnern wir nur daran, dass die Einspeisevergütung in Italien zwischen 2007 und 2010 um nur vier Prozent gekürzt wurde, während die Kosten für PV-Anlagen und -komponenten weltweit wesentlich stärker sanken“, sagt Eleuteri und fügt hinzu: „Selbst die happigere Kürzung in diesem Jahr findet in drei Phasen statt, um ihre Folgen zu mildern. Und zusätzlich zu der mehr als ausreichenden Vergütung garantiert das derzeitige Gesetz Erlöse für Solarstrom aus Großanlagen sowie für den Eigenverbrauch von privat erzeugtem Solarstrom.“
Verschiedene Perspektiven des italienischen Photovoltaik-Marktes werden auf der 6. PV Investors Conference von PHOTON diskutiert. Sie findet am 13. April in Berlin im Rahmen der Solar Terawatt-hours Conference Series Europe 2011 (www.photon-expo.com) statt.
Einspeisevergütung muss laut PHOTON sofort gekürzt werden, um Italiens PV-Branche zu retten
- Solarserver -
Wenn die Vorschläge des italienischen Ministeriums für wirtschaftliche Entwicklung zum neuen Erneuerbare-Energien-Gesetz umgesetzt werden, machen sie den italienischen Photovoltaik-Markt zunichte, warnt die Photovoltaik-Fachzeitschrift PHOTON. Umgekehrt könnten sofortige drastische Kürzungen der Solarstrom-Einspeisevergütung das Marktwachstum aufrecht erhalten, empfiehlt PHOTON und schlägt eine Kürzung um etwa 60 % auf 12 Eurocent pro Kilowatt für PV-Kraftwerke vor.
„Um zu verhindern, dass die Umlagen für Italiens Vergütungspolitik (Conto Energia) für private und gewerbliche Stromkunden untragbar werden, muss die immer noch viel zu hohe Einspeisevergütung sofort gekürzt werden“, betont PHOTON in einer Pressemitteilung. Wenn die Förderung beendet werde, sobald acht Gigawatt (GE) installierte PV-Leistung erreicht sind, oder wenn eine jährliche Obergrenze eingeführt werde, bedeute dies das Aus für den italienischen Photovoltaik-Markt, so das Magazin.
Preise für Photovoltaik-Anlagen sind in Italien doppelt so hoch wie in anderen Solarmärkten
“Die Einspeisevergütung in Italien muss drastisch gekürzt werden”, sagt Stefano Eleuteri, Chefredakteur des italienischsprachigen PHOTON-Magazins. „Während die Kosten für die photovoltaische Stromerzeugung stark und stetig gesunken sind, hat Italien weiterhin viel zu viel in die Solarenergie investiert. Daher blieben die Preise für Solaranlagen fast doppelt so hoch wie in anderen gut entwickelten Solarmärkten. PHOTON schlägt vor, die Einspeisevergütung um bis zu 60 % auf 12 Eurocent pro Kilowatt für PV-Kraftwerke in Süditalien zu kürzen und um bis zu 50 % auf 20 Eurocent pro Kilowatt für Anlagen im Norden“, sagt Eleuteri.
PHOTON-Redakteur Eleuteri: Obergrenze bei 8 GW bedeutet das Aus für den italienischen Solarmarkt
Wenn die letzte Fassung eines revidierten italienischen Erneuerbare-Energien-Gesetzes diese Woche wie geplant verabschiedet wird, endet Italiens Rolle als einer der Solarenergie-Weltmarktführer abrupt. „Die 8 GW-Obergrenze für die installierte Gesamtleistung oder jede andere jährliche Deckelung bedeutet das definitive Aus für den italienischen Solarmarkt. Das wäre eine Tragödie, da Italien perfekte Bedingungen für eine Solarwirtschaft aufweist“, sagt Eleuteri.
7,5 GW sind schon am Netz oder warten auf Netzanschluss
Er fügt hinzu: “Das vorsichtige Ziel, bis 2020 eine installierte Leistung von 8 GW in Italien zu erreichen, wurde von der Regierung festgesetzt und ist praktisch schon erreicht.“ Der italienische Stromversorger GSE meldete kürzlich, dass 2010 Anlagen mit einer Leistung von 3,8 GW fertig gestellt wurden und immer noch auf Netzanschluss warten. Rechnet man diese zu den bereits angeschlossenen 3,7 GW – die laut GSE über Altasole angemeldet wurden – hinzu, fehlen Italien nur noch 500 Megawatt bis zum 8 GW-Ziel. Die Anmeldezahlen vom letzten Monat sind noch vorläufig.
Will Italien nicht Spaniens Schicksal teilen, wo die Solarbranche nur einen Teil ihres Potenzials ausschöpft, schlägt der Solarverleger PHOTON den italienischen Entscheidungsträgern folgende Schritte vor, um einen nachhaltigen Solarenergie-Markt zu etablieren:
Die Energiestrategie des Landes muss hauptsächlich auf Photovoltaik beruhen. Mit PV kann bereits in mehreren Teilen des Landes Strom zu normalen Verbraucherpreisen erzeugt werden. Das Ziel – 8 GW bis 2020 – deckt nur etwa drei Prozent des italienischen Strombedarfs. Damit bleibt nicht nur die reiche Sonneneinstrahlung in Italien ungenutzt, sondern macht die bisherigen Fortschritte bei Zubau und Produktion zunichte.
Die Fördersätze müssen transparent und verlässlich sein, insbesondere was die Zeit zwischen Installation und Anmeldung betrifft. Eine 14-monatige Frist bei solchen Vergütungen sei einfach sinnlos. Eine Vergütung ohne Obergrenze müsse weiterhin möglich sein, aber mit regional unterschiedlichen Fördersätzen, die der unterschiedlichen Strahlungsintensität Rechnung tragen. Die Vergütung könnte 12 Eurocent/kWh für Kraftwerke in Süditalien und 20 Eurocent/kWh für kleine Anlagen im Norden betragen. “Wenn sich jemand beschwert, dass diese Kürzungen zu massiv seien, erinnern wir nur daran, dass die Einspeisevergütung in Italien zwischen 2007 und 2010 um nur vier Prozent gekürzt wurde, während die Kosten für PV-Anlagen und -komponenten weltweit wesentlich stärker sanken“, sagt Eleuteri und fügt hinzu: „Selbst die happigere Kürzung in diesem Jahr findet in drei Phasen statt, um ihre Folgen zu mildern. Und zusätzlich zu der mehr als ausreichenden Vergütung garantiert das derzeitige Gesetz Erlöse für Solarstrom aus Großanlagen sowie für den Eigenverbrauch von privat erzeugtem Solarstrom.“
Verschiedene Perspektiven des italienischen Photovoltaik-Marktes werden auf der 6. PV Investors Conference von PHOTON diskutiert. Sie findet am 13. April in Berlin im Rahmen der Solar Terawatt-hours Conference Series Europe 2011 (www.photon-expo.com) statt.
Antwort auf Beitrag Nr.: 41.136.640 von bossi1 am 02.03.11 21:42:00Italien - Heute berät das Kabinett über das Thema ...
GIFI zu tieferen Einschnitten bei Solarförderung bereit
02. MÄRZ 2011 | POLITIK UND GESELLSCHAFT, TOPNEWS
(Aktualisiert.) Der italienische Solarindustrie-Verband will erreichen, dass die Regierung ihre Vorschläge zur Solarförderung nachbessert. Die Umweltministerin soll sich mittlerweile gegen eine Deckelung des Photovoltaik-Marktes ausgesprochen haben. Ende der Woche soll eine Entscheidung fallen.
Vertreter des italienischen Photovoltaik-Industrieverbands GIFI haben sich mit zwei Vertreter des Ministeriums für wirtschaftliche Entwicklung getroffen. Dabei sei über den Gesetzesvorschlag für das Erneuerbaren-Energien-Gesetz 2020 diskutiert worden, teilte der Verband mit. Die GIFI-Vertreter hätten dabei ihren eigenen Vorschlag für die weitere Ausgestaltung der Solarförderung vorgelegt. Die Regierung solle demnach unbedingt auf die geplante Deckelung des Photovoltaik-Marktes bei acht Gigawatt aufheben. Dafür sei die Photovoltaik-Industrie im Gegenzug bereit, über weitere, tiefere Einschnitte bei den Einspeisetarifen für Solarstrom zu verhandeln, die dann auch in Kürze erfolgen könnten, hieß es weiter. Der zweite Aspekt, den die GIFI-Vertreter ansprachen, sei die Schaffung einer Übergangsfrist gewesen. Wenn eine neu installierte Photovoltaik-Leistung von acht Gigawatt erreicht sei und die Regierung die Solarförderung einstellen wolle, solle sie eine Frist von 14 Monaten schaffen, in denen weiter Photovoltaik-Projekte realisiert werden könnten und über höhere Kürzungen der Solarförderung verhandelt werden könnte. Verbandspräsident Valerio Natalizia bezeichnete das Treffen mit den Regierungsvertretern als „positiv und hilfreich“. Es habe positive Rückmeldung auf den Vorschlag von GIFI gegeben. Das Ziel des Verbandes sei es, das weitere Wachstum des Photovoltaik-Marktes in Italien zu ermöglichen.
Die italienische Umweltministerin Stefania Prestigiacomo hat sich nach einer Meldung von Altair Capital Partners in einer Vorbesprechnung des Kabinetts am Dienstag gegen eine Begrenzung des Zubaus bei Photovoltaik-Anlagen ausgesprochen. "Die italienische Regierung will weiterhin die Entwicklung der erneuerbaren Energien unterstützen", sagte sie. "Es wird keine Deckelung bei der Photovoltaik geben", wird Prestigiacomo in der Meldung zitiert. Die Solarförderung dürfe nicht nach Erreichen eines Zubaus von acht Gigawatt auslaufen. Allerdings schloss sie gleichzeitig eine weitere Absenkung der Photovoltaik-Einspeisevergütungen nicht aus.
Nach einem Reuters-Bericht hat sich allerdings der italienische Entwicklungsminister Paul Romani am Morgen für eine Deckelung des Photovoltaik-Marktes ausgesprochen. Er begründet das mit den hohen Kosten für die Solarförderung, die die Italiener etwa 3,5 Milliarden Euro koste. Wenn eine neu installierte Leistung von acht Gigawatt erreicht wird, summierten sich die Kosten auf 35 Milliarden Euro für zehn Jahre. Romani forderte eine politische Entscheidung darüber, ob man soviel Geld für die Photovoltaik ausgeben wolle. Er kündigte für heute weitere Besprechungen mit den anderen zuständigen Ministern an. Dem Bericht zufolge soll am Donnerstag im Kabinett über die weitere Förderung erneuerbarer Energien gesprochen werden. (Sandra Enkhardt)
http://www.photovoltaik.eu/nachrichten/details/beitrag/gifi-…
GIFI zu tieferen Einschnitten bei Solarförderung bereit
02. MÄRZ 2011 | POLITIK UND GESELLSCHAFT, TOPNEWS
(Aktualisiert.) Der italienische Solarindustrie-Verband will erreichen, dass die Regierung ihre Vorschläge zur Solarförderung nachbessert. Die Umweltministerin soll sich mittlerweile gegen eine Deckelung des Photovoltaik-Marktes ausgesprochen haben. Ende der Woche soll eine Entscheidung fallen.
Vertreter des italienischen Photovoltaik-Industrieverbands GIFI haben sich mit zwei Vertreter des Ministeriums für wirtschaftliche Entwicklung getroffen. Dabei sei über den Gesetzesvorschlag für das Erneuerbaren-Energien-Gesetz 2020 diskutiert worden, teilte der Verband mit. Die GIFI-Vertreter hätten dabei ihren eigenen Vorschlag für die weitere Ausgestaltung der Solarförderung vorgelegt. Die Regierung solle demnach unbedingt auf die geplante Deckelung des Photovoltaik-Marktes bei acht Gigawatt aufheben. Dafür sei die Photovoltaik-Industrie im Gegenzug bereit, über weitere, tiefere Einschnitte bei den Einspeisetarifen für Solarstrom zu verhandeln, die dann auch in Kürze erfolgen könnten, hieß es weiter. Der zweite Aspekt, den die GIFI-Vertreter ansprachen, sei die Schaffung einer Übergangsfrist gewesen. Wenn eine neu installierte Photovoltaik-Leistung von acht Gigawatt erreicht sei und die Regierung die Solarförderung einstellen wolle, solle sie eine Frist von 14 Monaten schaffen, in denen weiter Photovoltaik-Projekte realisiert werden könnten und über höhere Kürzungen der Solarförderung verhandelt werden könnte. Verbandspräsident Valerio Natalizia bezeichnete das Treffen mit den Regierungsvertretern als „positiv und hilfreich“. Es habe positive Rückmeldung auf den Vorschlag von GIFI gegeben. Das Ziel des Verbandes sei es, das weitere Wachstum des Photovoltaik-Marktes in Italien zu ermöglichen.
Die italienische Umweltministerin Stefania Prestigiacomo hat sich nach einer Meldung von Altair Capital Partners in einer Vorbesprechnung des Kabinetts am Dienstag gegen eine Begrenzung des Zubaus bei Photovoltaik-Anlagen ausgesprochen. "Die italienische Regierung will weiterhin die Entwicklung der erneuerbaren Energien unterstützen", sagte sie. "Es wird keine Deckelung bei der Photovoltaik geben", wird Prestigiacomo in der Meldung zitiert. Die Solarförderung dürfe nicht nach Erreichen eines Zubaus von acht Gigawatt auslaufen. Allerdings schloss sie gleichzeitig eine weitere Absenkung der Photovoltaik-Einspeisevergütungen nicht aus.
Nach einem Reuters-Bericht hat sich allerdings der italienische Entwicklungsminister Paul Romani am Morgen für eine Deckelung des Photovoltaik-Marktes ausgesprochen. Er begründet das mit den hohen Kosten für die Solarförderung, die die Italiener etwa 3,5 Milliarden Euro koste. Wenn eine neu installierte Leistung von acht Gigawatt erreicht wird, summierten sich die Kosten auf 35 Milliarden Euro für zehn Jahre. Romani forderte eine politische Entscheidung darüber, ob man soviel Geld für die Photovoltaik ausgeben wolle. Er kündigte für heute weitere Besprechungen mit den anderen zuständigen Ministern an. Dem Bericht zufolge soll am Donnerstag im Kabinett über die weitere Förderung erneuerbarer Energien gesprochen werden. (Sandra Enkhardt)
http://www.photovoltaik.eu/nachrichten/details/beitrag/gifi-…
Metallkraft und das SI-Recycling aus dem Slurry für REC in Singapur ...
05 February 2010, 12:45
Slurry recycling company, Metallkraft, receives €10m investment
Climate Change Capital Private Equity, the €200 million fund dedicated to investments in clean technology companies, has led a convertible bond issue in Metallkraft, the Norwegian company that developed a patented process to recycle spent slurry used in cutting solar silicon wafers.
CPE subscribed for NOK85 million (€10.3 million) of the NOK140 million (€17.0 million) total convertible bond issue alongside existing shareholders and other investors. The convertible bonds have a 12% coupon per annum and a three-year term.
Metallkraft will use the proceeds from the convertible bond issue to support its new plant in Singapore, which will service the 740MW wafer plant being commissioned by REC.
Simon Drury, a CPE partner said, "In addition to the environmental benefits of its solution, Metallkraft is able to dramatically reduce the slurry costs, providing solar wafer manufacturers with a decisive competitive edge in a fast moving solar industry continuously striving to reduce the overall cost of solar energy."
Metallkraft's CEO, Gunnar Kulia said, "The management team of Metallkraft warmly welcome CPE as a key stakeholder in our company. CPE's due diligence process led to a positive result and our discussions during the process were detailed, professional and very constructive. I am convinced that CPE's active participation on Metallkraft's Board will contribute significantly to our development.
http://www.pv-tech.org/news/slurry_recycling_company_metallk…
05 February 2010, 12:45
Slurry recycling company, Metallkraft, receives €10m investment
Climate Change Capital Private Equity, the €200 million fund dedicated to investments in clean technology companies, has led a convertible bond issue in Metallkraft, the Norwegian company that developed a patented process to recycle spent slurry used in cutting solar silicon wafers.
CPE subscribed for NOK85 million (€10.3 million) of the NOK140 million (€17.0 million) total convertible bond issue alongside existing shareholders and other investors. The convertible bonds have a 12% coupon per annum and a three-year term.
Metallkraft will use the proceeds from the convertible bond issue to support its new plant in Singapore, which will service the 740MW wafer plant being commissioned by REC.
Simon Drury, a CPE partner said, "In addition to the environmental benefits of its solution, Metallkraft is able to dramatically reduce the slurry costs, providing solar wafer manufacturers with a decisive competitive edge in a fast moving solar industry continuously striving to reduce the overall cost of solar energy."
Metallkraft's CEO, Gunnar Kulia said, "The management team of Metallkraft warmly welcome CPE as a key stakeholder in our company. CPE's due diligence process led to a positive result and our discussions during the process were detailed, professional and very constructive. I am convinced that CPE's active participation on Metallkraft's Board will contribute significantly to our development.
http://www.pv-tech.org/news/slurry_recycling_company_metallk…
Antwort auf Beitrag Nr.: 41.151.577 von bossi1 am 04.03.11 23:33:32Metallkraft bringt damit den Technologieführer beim Slurry Recycling unter Druck ...
17.2.2011
SiC Processing raising €100 million for slurry recycling expansion

SiC Processing plant
With significant ingot and wafer capacity expansions, notably underway in Asia, the demand for slurry recycling is working in tandem. With a claimed 40% market share, SiC Processing is raising €100 million via a bond issue to further expand operations in Asia and other regions.
SiC Processing saw sales increase 54% in 2010 to €160 million, compared to the previous year.
“We as a technology leader in a future-oriented industry and are very well set-up for the future,” said Thomas Heckmann, founder and CEO. “Especially in the booming markets of Asia, we are in the coming years to successfully grow further.”
Nordic Capital Fund VII acquired a majority stake in SiC Processing in June 2010.
http://www.pvtech.org/news/sic_processing_raising_100_millio…
17.2.2011
SiC Processing raising €100 million for slurry recycling expansion
SiC Processing plant
With significant ingot and wafer capacity expansions, notably underway in Asia, the demand for slurry recycling is working in tandem. With a claimed 40% market share, SiC Processing is raising €100 million via a bond issue to further expand operations in Asia and other regions.
SiC Processing saw sales increase 54% in 2010 to €160 million, compared to the previous year.
“We as a technology leader in a future-oriented industry and are very well set-up for the future,” said Thomas Heckmann, founder and CEO. “Especially in the booming markets of Asia, we are in the coming years to successfully grow further.”
Nordic Capital Fund VII acquired a majority stake in SiC Processing in June 2010.
http://www.pvtech.org/news/sic_processing_raising_100_millio…
Dr. Schönecker - 2013 soll erste RGS Produktionslinie in Betrieb gehen ...
Test machine for ‘RGS’ solar silicon
wafers reaches important milestone
At Broek op Langedijk near Alkmaar in the Netherlands., great progress has been
achieved with the development of Ribbon-Growth-on-Substrate silicon wafer
technology. Last spring, a wafer of 156 millimetres square was successfully produced
and within 3 years RGS Development BV expects to see the first commercial factory
line operational, employing this new technology.
‘We’re in the segment where silicon wafers
are manufactured within the solar panel
manufacturing chain’, explains Axel Schönecker,
managing director of RGS Development.
‘Up until now, this part of the chain
has been plagued with large quantities of
material that are lost when silicon blocks are
sawn into wafers. With the Ribbon-Growthon-
Substrate (RGS) technology – in which
silicon is casted into thin wafers directly
from its liquid state – we are able to prevent
this type of material loss. With the added advantage
that we are not just able to produce
twice as many wafers with the same quantity
of raw materials, but - thanks to a far
more efficient manufacturing process – we
are able to halve the cost of manufacturing
these wafers. Finally the energy efficiency of
the whole production process has improved
by more than 50 percent.’
Cluster
Wafers for manufacturing solar cells are
normally sawn into thin slices from larger
blocks. A lot of silicon is lost in sawing.
RGS technology involves the silicon being
heated to a temperature of 1410 degrees
Celsius. Subsequently, in this molten state,
it is casted into a form in which the silicon
solidifies into a thin wafer. This avoids
the sawing and corresponding material
wastage. The manufacturing method and
various parts of the machine have already
been patented.
The energy research insitute ECN, Deutsche
Solar AG and Sunergy Investco BV, which
is part of the Dutch power company Delta,
are responsible for RGS development.
These parties established RGS Development
in 2005. After forming a cluster of
partners and suppliers, casting the first
wafers and the development of a test machine,
an important milestone was reached
in May 2010. ‘This is when we first succee
succeeded in casting an industrial-size wafer of
156 millimetres square’, explains Schönecker.
‘In doing so, we have demonstrated
that we’ve mastered the technology and
have the ability to manufacture wafers. The
challenge is now to run this process continuously.
The experience we acquire in this
development will be shared with Sunergy
in order to realize the industrial phase. We
expect Sunergy will be able to commercialize
the first line in 2013.’
Market share
The test machine will be able to process
about fifty kilograms of silicon per hour,
creating three thousand wafers. ‘We’re then
talking about a nominal capacity of fifty
Megawatts per machine’, explains Schönecker.
‘We hope to have five percent of the
market share of a total market of fifty billion
euro in 2017.’
‘Moast hurdles that were encountered in
the development of the machine have been
overcome’, continues Schönecker. ‘This
does not mean we do not have challenges.
However, we are convinced that we’ll manage
to bring the first pilot production line
into service with Sunergy Investco by 2013.
It takes twelve months to build a machine.
In the period after 2015, we believe that a
dozen new machines can be absorbed by
the market. RGS Development will have to
structure or partner with a very efficient
machine-building organisation to be able to
supply more machines in a shorter period
of time. We see the future as an exciting
and challenging period and are convinced
that our team is capable of fulfilling this big
promise for cheaper solar energy.’
Key competences
RGS Development
• Ribbon-Growth-on-Substrate (RGS),
benefits are:
o 20 times higher manufacturing
capacity for each line in comparison
with conventional technology
o 200 percent more wafers from
the same amount of silicon
o Fifty percent less power consumption
for each wafer
o Twenty percent lower investment
for each wafer capacity
pdf vom Sept. 2010, Seite 36 ...
http://www.solarmagazine.nl/SolarMagazinePVSEC2010.pdf
Test machine for ‘RGS’ solar silicon
wafers reaches important milestone
At Broek op Langedijk near Alkmaar in the Netherlands., great progress has been
achieved with the development of Ribbon-Growth-on-Substrate silicon wafer
technology. Last spring, a wafer of 156 millimetres square was successfully produced
and within 3 years RGS Development BV expects to see the first commercial factory
line operational, employing this new technology.
‘We’re in the segment where silicon wafers
are manufactured within the solar panel
manufacturing chain’, explains Axel Schönecker,
managing director of RGS Development.
‘Up until now, this part of the chain
has been plagued with large quantities of
material that are lost when silicon blocks are
sawn into wafers. With the Ribbon-Growthon-
Substrate (RGS) technology – in which
silicon is casted into thin wafers directly
from its liquid state – we are able to prevent
this type of material loss. With the added advantage
that we are not just able to produce
twice as many wafers with the same quantity
of raw materials, but - thanks to a far
more efficient manufacturing process – we
are able to halve the cost of manufacturing
these wafers. Finally the energy efficiency of
the whole production process has improved
by more than 50 percent.’
Cluster
Wafers for manufacturing solar cells are
normally sawn into thin slices from larger
blocks. A lot of silicon is lost in sawing.
RGS technology involves the silicon being
heated to a temperature of 1410 degrees
Celsius. Subsequently, in this molten state,
it is casted into a form in which the silicon
solidifies into a thin wafer. This avoids
the sawing and corresponding material
wastage. The manufacturing method and
various parts of the machine have already
been patented.
The energy research insitute ECN, Deutsche
Solar AG and Sunergy Investco BV, which
is part of the Dutch power company Delta,
are responsible for RGS development.
These parties established RGS Development
in 2005. After forming a cluster of
partners and suppliers, casting the first
wafers and the development of a test machine,
an important milestone was reached
in May 2010. ‘This is when we first succee
succeeded in casting an industrial-size wafer of
156 millimetres square’, explains Schönecker.
‘In doing so, we have demonstrated
that we’ve mastered the technology and
have the ability to manufacture wafers. The
challenge is now to run this process continuously.
The experience we acquire in this
development will be shared with Sunergy
in order to realize the industrial phase. We
expect Sunergy will be able to commercialize
the first line in 2013.’
Market share
The test machine will be able to process
about fifty kilograms of silicon per hour,
creating three thousand wafers. ‘We’re then
talking about a nominal capacity of fifty
Megawatts per machine’, explains Schönecker.
‘We hope to have five percent of the
market share of a total market of fifty billion
euro in 2017.’
‘Moast hurdles that were encountered in
the development of the machine have been
overcome’, continues Schönecker. ‘This
does not mean we do not have challenges.
However, we are convinced that we’ll manage
to bring the first pilot production line
into service with Sunergy Investco by 2013.
It takes twelve months to build a machine.
In the period after 2015, we believe that a
dozen new machines can be absorbed by
the market. RGS Development will have to
structure or partner with a very efficient
machine-building organisation to be able to
supply more machines in a shorter period
of time. We see the future as an exciting
and challenging period and are convinced
that our team is capable of fulfilling this big
promise for cheaper solar energy.’
Key competences
RGS Development
• Ribbon-Growth-on-Substrate (RGS),
benefits are:
o 20 times higher manufacturing
capacity for each line in comparison
with conventional technology
o 200 percent more wafers from
the same amount of silicon
o Fifty percent less power consumption
for each wafer
o Twenty percent lower investment
for each wafer capacity
pdf vom Sept. 2010, Seite 36 ...
http://www.solarmagazine.nl/SolarMagazinePVSEC2010.pdf
[March 01, 2011]
Daily Journal of Commerce Newsmaker 2011:
SolarWorld USA [Daily Journal of Commerce
Auszug aus dem Artikel ...
"We built our new facilities in Hillsboro to serve the U.S. market, and we will respond to growing competition to make sure we maintain our position in the market," he said. "We have some higher power modules coming out in 2011, and we have some additional changes to our modules to keep them at the leading edge of technology, reliability and usability." In addition to incentives from the state of Oregon, SolarWorld last January received $82.2 million in federal renewable energy manufacturing tax credits - the largest amount received by a solar manufacturer from a pool of $2.3 billion in tax credit awards.
http://www.tmcnet.com/usubmit/2011/03/01/5344261.htm
Daily Journal of Commerce Newsmaker 2011:
SolarWorld USA [Daily Journal of Commerce
Auszug aus dem Artikel ...
"We built our new facilities in Hillsboro to serve the U.S. market, and we will respond to growing competition to make sure we maintain our position in the market," he said. "We have some higher power modules coming out in 2011, and we have some additional changes to our modules to keep them at the leading edge of technology, reliability and usability." In addition to incentives from the state of Oregon, SolarWorld last January received $82.2 million in federal renewable energy manufacturing tax credits - the largest amount received by a solar manufacturer from a pool of $2.3 billion in tax credit awards.
http://www.tmcnet.com/usubmit/2011/03/01/5344261.htm
March 15, 2011 08:45 AM Eastern Daylight Time
SolarWorld Taps Polycrystalline Technology to Expand U.S. Output of Industry-Leading Sunmodule™ Solar Panels
Sunmodule™ Plus poly solar panels ranging to 240-watt-peak are available now
HILLSBORO, Ore.--(BUSINESS WIRE)--SolarWorld’s premium-quality Sunmodule™ solar panels, manufactured in the USA using monocrystalline technology for more than 35 years, now also incorporate high-performance polycrystalline technology. SolarWorld factories in Oregon and California are producing polycrystalline solar panels featuring power densities of 230 and 240 watts peak.
“Our production advances will equip our installer and distribution partners with everything they need to succeed in a market that demands nothing less than domestic production, proven reliability and high performance.”
The largest and most experienced U.S. producer of crystalline silicon photovoltaic panels, SolarWorld is dramatically expanding supplies of high-performance silicon solar panels of both crystal types at a time of heightened worldwide demand. The company’s U.S. facilities have reached a national leadership capacity of 500 MW. The move further demonstrates SolarWorld’s bold commitment to developing and serving solar market segments in the Americas, even amid diminishing industry output there.
SolarWorld’s U.S.-made Sunmodule™ Plus poly panels come with the same high quality, performance and reliability as well as 25-year linear performance guarantee as its monocrystalline panels. SolarWorld’s facilities in Hillsboro, Oregon, and Camarillo, California, still undertake every step in the monocrystalline value chain – crystals, wafers, cells and panels. Now they also are ramping up production of polycrystalline cells and panels.
“In these times of tight supplies, our years of commitment to building much greater production volume and versatility are paying off for our customers in the Americas with the best that both silicon technologies offer,” said Kevin Kilkelly, president of SolarWorld Americas. “Our production advances will equip our installer and distribution partners with everything they need to succeed in a market that demands nothing less than domestic production, proven reliability and high performance.”
The basic distinction between the two technologies results from differing processes for crystallizing silicon. In the monocrystalline process, a single cylindrical crystal slowly grows inside a furnace. In the polycrystalline process, molten silicon forms multiple crystal lattices as it quickly cools in a square mold.
http://www.businesswire.com/news/home/20110315005693/en/Sola…
Company overview

- RGS Development is a cutting edge technology company that allows lowest global production cost of wafers for the solar industry paired with highly competitive efficiency. Its patented, unique Ribbon-Growth-on-Substrate production process allows the casting of molten silicon on a solid substrate in a continuous way in one single step.
- Based on its disruptive technology RGS will be able to provide wafers at the lowest cost per Wp in the industry globally (<$0.2/Wp) by avoiding wafer cutting and cleaning steps and, thus, increasing silicon material yield to >90% and reaching a throughput of more than 50 MWp wafer equivalent per machine/year .
- The Company is set to outperform multi-crystalline wafer efficiency and is expected to reach the efficiency level of mono-crystalline wafer production in the mid-term (>19%) at a production speed of 1 wafer per second.
- Today RGS‘ prototype plant produces Silicon foils for cells in industry standard dimensions (156mm x 156mm x 200μm). Material from the laboratory plant processed at the University of Konstanz in Germany demonstrates an efficiency potential of already more than 15%.
- Production on the pilot plant is planned for 2012.
Technology partners
RGS Development B.V. co-operates with international partners in the development of RGS wafer based solar cell processes and material characterisation. This work is often co-funded within national and European research projects.
http://www.rgsdevelopment.nl/index.php?option=com_content&vi…

http://www.rgsdevelopment.nl/index.php?option=com_content&vi…
Interessant auch die neue Homepage von VSASF (Vicotoria-Suntech-Advanced-Solar-Facility), die erforschen durch ziemlich ernsthaft die nanoplasmonischen Zellen:
"VSASF research focuses on the development of nanostructures and nanomaterials that can be applied to solar cells to manipulate and control light. This improves the efficiency of solar cells by increasing the wavelength range of the absorbed light and improving the conversion of photons into electrons."
http://www.vsasf.com
"VSASF research focuses on the development of nanostructures and nanomaterials that can be applied to solar cells to manipulate and control light. This improves the efficiency of solar cells by increasing the wavelength range of the absorbed light and improving the conversion of photons into electrons."
http://www.vsasf.com
!
Dieser Beitrag wurde moderiert. Grund: auf eigenen Wunsch des Users
Antwort auf Beitrag Nr.: 41.253.795 von bossi1 am 23.03.11 15:27:24upps falscher Thread !!
Antwort auf Beitrag Nr.: 41.247.492 von xyinvestor am 22.03.11 14:00:29UO solar lab aiding high-tech companies' research
By SHERRI BURI MCDONALDAssociated Press
Saturday, November 20, 2010
The Lorry Lokey Laboratories, which house a photovoltaic solar lab, are hidden away on the University of Oregon campus in Eugene.
They're literally underground, beneath an open space among the science buildings along East 13th Avenue.
But that hasn't stopped Oregon high-tech companies from knocking on the lab's door. And when they do, the door swings wide open.
The SuNRISE photovoltaic, or PV, lab contains $1 million of state-of-the-art equipment to analyze solar cells. It was conceived as an "open lab," available to researchers from other universities, as well as to technology companies on a "fee-for-use" basis.
SuNRISE is short for Support Network for Research and Innovation in Solar Energy. The lab's mission is "to advance the science and technology of photovoltaics," said Mark Lonergan, UO chemistry professor and the PV lab's co-director.
He describes the lab as a "high-tech extension service."
"Like agricultural extension services help people grow a better tomato, we want to help companies grow a better PV," Lonergan said.
Interest is growing in solar as a renewable energy source and as a potential economic engine for Oregon, and the PV lab fits in with those trends. At least half a dozen companies are working with the lab, from start-ups, such as Grape Solar in Eugene, to giant multinationals, such as Sony, which maintains its only basic research lab in the United States at the Lorry Lokey Labs.
These partnerships between academia and industry are part of a broader initiative by the Oregon Innovation Council, a private-public statewide advisory council, to help spur economic development by combining the strengths of the state's four research universities (UO, Oregon State University, Portland State University and the Oregon Institute of Technology), their students and Oregon technology companies.
Their goals are many:
Organize university researchers throughout the state into research centers to foster innovation and get a better crack at federal research dollars.
Speed up commercialization of research discoveries.
Encourage start-ups and attract technology companies to Oregon.
Provide hands-on internships and prospective employment to students, as well as a trained work force for Oregon's growing green work force. Since 1998, 300 students have completed graduate internships in materials science — the majority of them in photovoltaics and semiconductors — and 90 percent of them received offers of employment after their internship, said Chris Larson, director of graduate internship programs.
Grape Solar, a one-year-old Eugene provider of solar energy systems, including panels, inverters and racking systems, routinely uses the PV lab for independent, third-party testing of the panels it imports from China, president Ocean Yuan said.
"They can use extremely expensive and high-tech equipment to look at samples of solar cells and analyze why the solar cells are, say, at an 18 percent efficiency rate, or why it's too low or too high," he said. "They can analyze that at the 'nano' level, using microscopes to identify the causes of it, and then make recommendations to manufacturers and say 'from our lab testing of the solar cell, here is the characteristic analysis report of the solar cell, and here's what we think are the causes of the high or low efficiency of the solar cell.'"
Yuan said he's aware of three U.S. universities with labs that do that type of analysis: Oregon, Georgia Tech and Berkeley.
Just two years old, the Oregon lab "was built with state-of-the-art equipment that is rarely found in the U.S.," he said. "It's cutting edge."
"If I didn't have the Oregon lab, I would have to send (the work) to Georgia Tech in Atlanta." Yuan said.
Yuan, who is eager to see a manufacturer start producing solar cells in Eugene, said the PV lab at the UO also is a "very strong selling point" to show investors that "Eugene is an ideal place for solar manufacturing."
Several solar manufacturers with facilities in the Portland area also have worked with the PV lab in Eugene.
SolarWorld, which operates a solar cell manufacturing plant in Hillsboro — the largest such facility in North America — has used the lab several times in the past year to analyze its products, as well as those under development, company spokesman Ben Santarris said in an e-mail.
"Our activities have ranged from studying how trace impurities influence solar photovoltaic cell performance to how optical coatings can enhance the spectral sensitivity of our solar modules," he said.
The research at the Oregon lab is one piece of the company's overall R&D effort, Santarris said.
The company has a robust centralized R&D operation at its largest manufacturing campus in Freiberg, Germany, as well as an R&D operation in Hillsboro, he said.
SolarWorld's R&D unit in Hillsboro "values its access to the PV lab and looks forward to partnering with UO investigators into the future and to assisting in building the labs' capabilities through shared interests," he said.
Other companies that have used the lab include solar cell manufacturer SpectraWatt, which spun out of Intel Corp. in Oregon two years ago and recently opened a manufacturing plant in New York, and Hewlett-Packard, which has a campus in Corvallis.
Hewlett-Packard manager Angus Wu recently stopped by the PV lab to take measurements of an experimental solar cell using special equipment that mimics the solar spectrum.
Hewlett-Packard is working with multiple companies and the university to develop a high efficiency solar cell, Wu said. The target is 40 percent efficiency in converting optical power into electrical power, up from the industry standard of about 20 percent, he said.
Boosting solar cell efficiency, which can reduce the size and cost of solar installations — and increase a manufacturer's competitiveness — is an objective of many industry researchers.
Voxtel, a Beaverton company, whose photovoltaic research team is based at the Lokey Laboratories, recently published research in Science magazine showing the first practical demonstration of an advanced solar collection technique. The research points to the possibility of highly efficient, inexpensive photovoltaics that could be printed directly onto surfaces.
"The opportunities available to a small company like us are tremendous," said David Schut, director of Voxtel's research team in Eugene. "Not only are these facilities useful to us ... but we have access to faculty."
The labs provide easy access to sophisticated equipment used to characterize materials, and to UO's experts in "green nanotechnology," Ito said.
Green nanotechnology focuses on minimizing the potential environmental and human risks associated with the manufacture and use of nanotechnology products.
As he stood in the doorway to his lab, Ito gestured across the floor to the PV lab.
"It's (just) one minute to the SuNRISE Lab to do optical-electrical measurements," he said.
http://www.rdmag.com/News/FeedsAP/2010/11/life-sciences-uo-s…
By SHERRI BURI MCDONALDAssociated Press
Saturday, November 20, 2010
The Lorry Lokey Laboratories, which house a photovoltaic solar lab, are hidden away on the University of Oregon campus in Eugene.
They're literally underground, beneath an open space among the science buildings along East 13th Avenue.
But that hasn't stopped Oregon high-tech companies from knocking on the lab's door. And when they do, the door swings wide open.
The SuNRISE photovoltaic, or PV, lab contains $1 million of state-of-the-art equipment to analyze solar cells. It was conceived as an "open lab," available to researchers from other universities, as well as to technology companies on a "fee-for-use" basis.
SuNRISE is short for Support Network for Research and Innovation in Solar Energy. The lab's mission is "to advance the science and technology of photovoltaics," said Mark Lonergan, UO chemistry professor and the PV lab's co-director.
He describes the lab as a "high-tech extension service."
"Like agricultural extension services help people grow a better tomato, we want to help companies grow a better PV," Lonergan said.
Interest is growing in solar as a renewable energy source and as a potential economic engine for Oregon, and the PV lab fits in with those trends. At least half a dozen companies are working with the lab, from start-ups, such as Grape Solar in Eugene, to giant multinationals, such as Sony, which maintains its only basic research lab in the United States at the Lorry Lokey Labs.
These partnerships between academia and industry are part of a broader initiative by the Oregon Innovation Council, a private-public statewide advisory council, to help spur economic development by combining the strengths of the state's four research universities (UO, Oregon State University, Portland State University and the Oregon Institute of Technology), their students and Oregon technology companies.
Their goals are many:
Organize university researchers throughout the state into research centers to foster innovation and get a better crack at federal research dollars.
Speed up commercialization of research discoveries.
Encourage start-ups and attract technology companies to Oregon.
Provide hands-on internships and prospective employment to students, as well as a trained work force for Oregon's growing green work force. Since 1998, 300 students have completed graduate internships in materials science — the majority of them in photovoltaics and semiconductors — and 90 percent of them received offers of employment after their internship, said Chris Larson, director of graduate internship programs.
Grape Solar, a one-year-old Eugene provider of solar energy systems, including panels, inverters and racking systems, routinely uses the PV lab for independent, third-party testing of the panels it imports from China, president Ocean Yuan said.
"They can use extremely expensive and high-tech equipment to look at samples of solar cells and analyze why the solar cells are, say, at an 18 percent efficiency rate, or why it's too low or too high," he said. "They can analyze that at the 'nano' level, using microscopes to identify the causes of it, and then make recommendations to manufacturers and say 'from our lab testing of the solar cell, here is the characteristic analysis report of the solar cell, and here's what we think are the causes of the high or low efficiency of the solar cell.'"
Yuan said he's aware of three U.S. universities with labs that do that type of analysis: Oregon, Georgia Tech and Berkeley.
Just two years old, the Oregon lab "was built with state-of-the-art equipment that is rarely found in the U.S.," he said. "It's cutting edge."
"If I didn't have the Oregon lab, I would have to send (the work) to Georgia Tech in Atlanta." Yuan said.
Yuan, who is eager to see a manufacturer start producing solar cells in Eugene, said the PV lab at the UO also is a "very strong selling point" to show investors that "Eugene is an ideal place for solar manufacturing."
Several solar manufacturers with facilities in the Portland area also have worked with the PV lab in Eugene.
SolarWorld, which operates a solar cell manufacturing plant in Hillsboro — the largest such facility in North America — has used the lab several times in the past year to analyze its products, as well as those under development, company spokesman Ben Santarris said in an e-mail.
"Our activities have ranged from studying how trace impurities influence solar photovoltaic cell performance to how optical coatings can enhance the spectral sensitivity of our solar modules," he said.
The research at the Oregon lab is one piece of the company's overall R&D effort, Santarris said.
The company has a robust centralized R&D operation at its largest manufacturing campus in Freiberg, Germany, as well as an R&D operation in Hillsboro, he said.
SolarWorld's R&D unit in Hillsboro "values its access to the PV lab and looks forward to partnering with UO investigators into the future and to assisting in building the labs' capabilities through shared interests," he said.
Other companies that have used the lab include solar cell manufacturer SpectraWatt, which spun out of Intel Corp. in Oregon two years ago and recently opened a manufacturing plant in New York, and Hewlett-Packard, which has a campus in Corvallis.
Hewlett-Packard manager Angus Wu recently stopped by the PV lab to take measurements of an experimental solar cell using special equipment that mimics the solar spectrum.
Hewlett-Packard is working with multiple companies and the university to develop a high efficiency solar cell, Wu said. The target is 40 percent efficiency in converting optical power into electrical power, up from the industry standard of about 20 percent, he said.
Boosting solar cell efficiency, which can reduce the size and cost of solar installations — and increase a manufacturer's competitiveness — is an objective of many industry researchers.
Voxtel, a Beaverton company, whose photovoltaic research team is based at the Lokey Laboratories, recently published research in Science magazine showing the first practical demonstration of an advanced solar collection technique. The research points to the possibility of highly efficient, inexpensive photovoltaics that could be printed directly onto surfaces.
"The opportunities available to a small company like us are tremendous," said David Schut, director of Voxtel's research team in Eugene. "Not only are these facilities useful to us ... but we have access to faculty."
The labs provide easy access to sophisticated equipment used to characterize materials, and to UO's experts in "green nanotechnology," Ito said.
Green nanotechnology focuses on minimizing the potential environmental and human risks associated with the manufacture and use of nanotechnology products.
As he stood in the doorway to his lab, Ito gestured across the floor to the PV lab.
"It's (just) one minute to the SuNRISE Lab to do optical-electrical measurements," he said.
http://www.rdmag.com/News/FeedsAP/2010/11/life-sciences-uo-s…
Antwort auf Beitrag Nr.: 40.706.790 von bossi1 am 14.12.10 13:41:48Aus dem GB 2010 ...
"Für 2011 planen wir zu dem, eine exklusive Option auf das Grundlagen-Knowhow
eines Kooperationspartners für ein neuartiges Metallisierungsverfahren zu nutzen. Die Produktionsreife dieses Verfahrens konnte 2010 erfolgreich demonstriert werden und soll sich 2011 im Kleinserienmaßstab beweisen. Im nächsten Schritt wird dieses Produktmerkmal in die Fertigung überführt und uns weitere Kosten- und Qualitätsvorteile sichern."
Die Diplomarbeit von Beutel dazu such ich schon länger ...
Diplomarbeit: M. Beutel ... #727
Neuartige Metallisierung von Solarzellen mit hohem Wirkungsgrad
Solar World Innovations GmbH, Institut für Experimentelle Physik, Freiberg, 2010
Das Patent der Solarworld Innovations dazu ... #728
http://www.patent-de.com/20100610/DE102008056093B3.html
Fraunhofer scheint der Kooperationspartner dabei zu sein,
haben seit Sept. 2010 dazu ein Patent ... #668
Solarzellen beim Durchlaufen der licht-induzierten Galvanikanlage zur Abscheidung von Silber
"Für 2011 planen wir zu dem, eine exklusive Option auf das Grundlagen-Knowhow
eines Kooperationspartners für ein neuartiges Metallisierungsverfahren zu nutzen. Die Produktionsreife dieses Verfahrens konnte 2010 erfolgreich demonstriert werden und soll sich 2011 im Kleinserienmaßstab beweisen. Im nächsten Schritt wird dieses Produktmerkmal in die Fertigung überführt und uns weitere Kosten- und Qualitätsvorteile sichern."
Die Diplomarbeit von Beutel dazu such ich schon länger ...
Diplomarbeit: M. Beutel ... #727
Neuartige Metallisierung von Solarzellen mit hohem Wirkungsgrad
Solar World Innovations GmbH, Institut für Experimentelle Physik, Freiberg, 2010
Das Patent der Solarworld Innovations dazu ... #728
http://www.patent-de.com/20100610/DE102008056093B3.html
Fraunhofer scheint der Kooperationspartner dabei zu sein,
haben seit Sept. 2010 dazu ein Patent ... #668
Solarzellen beim Durchlaufen der licht-induzierten Galvanikanlage zur Abscheidung von Silber
Antwort auf Beitrag Nr.: 41.259.562 von bossi1 am 24.03.11 13:02:49Ist nichts anderes als Foto- oder Lichtsatz und hat damals
auch dort schon die Branche auf den Kopf gestellt ...
Der Begriff Fotosatz oder Lichtsatz wird für ein Verfahren zur Satzherstellung verwendet, bei welchem durch Belichtung der Schriftzeichen mittels eines optischen (und später optoelektronischen) Verfahrens mit sichtbarem Licht das zu setzende Zeichen auf einen Trägerfilm übertragen wird.
Das Licht fällt dabei durch eine Schablone mit einem negativen Schriftzeichen durch ein optisches System auf einen Film oder auf Fotopapier. Das Fotosatzverfahren wird auch „kalter“ oder „schwereloser“ Satz genannt, da keine Schriftzeilen gegossen werden wie z. B. bei der Linotype und weniger mechanische Einschränkungen bestehen als im Bleisatz. Man kann z. B. Zeichen ineinander setzen oder Schrift verzerren. Das Belichten durch eine Schablone geschieht fotomechanisch. Fotoelektronische Varianten heißen Lichtsatz und Lasersatz, bei welchen keine Schablone das Zeichen erzeugt, sondern eine Kathodenstrahlröhre oder ein Laserstrahl das Schriftzeichen auf das Fotomaterial überträgt.
http://de.wikipedia.org/wiki/Fotosatz

auch dort schon die Branche auf den Kopf gestellt ...
Der Begriff Fotosatz oder Lichtsatz wird für ein Verfahren zur Satzherstellung verwendet, bei welchem durch Belichtung der Schriftzeichen mittels eines optischen (und später optoelektronischen) Verfahrens mit sichtbarem Licht das zu setzende Zeichen auf einen Trägerfilm übertragen wird.
Das Licht fällt dabei durch eine Schablone mit einem negativen Schriftzeichen durch ein optisches System auf einen Film oder auf Fotopapier. Das Fotosatzverfahren wird auch „kalter“ oder „schwereloser“ Satz genannt, da keine Schriftzeilen gegossen werden wie z. B. bei der Linotype und weniger mechanische Einschränkungen bestehen als im Bleisatz. Man kann z. B. Zeichen ineinander setzen oder Schrift verzerren. Das Belichten durch eine Schablone geschieht fotomechanisch. Fotoelektronische Varianten heißen Lichtsatz und Lasersatz, bei welchen keine Schablone das Zeichen erzeugt, sondern eine Kathodenstrahlröhre oder ein Laserstrahl das Schriftzeichen auf das Fotomaterial überträgt.
http://de.wikipedia.org/wiki/Fotosatz
Antwort auf Beitrag Nr.: 41.259.562 von bossi1 am 24.03.11 13:02:49Das Fraunhofer Patent dazu ...
Verfahren zur lichtinduzierten galvanischen Pulsabscheidung zur Verstärkung von Metallkontakten von Solarzellen, Anordnung zur Durchführung des Verfahrens und Verwendung
http://www.patent-de.com/20100916/DE102008053621B4.html
Verfahren zur lichtinduzierten galvanischen Pulsabscheidung zur Verstärkung von Metallkontakten von Solarzellen, Anordnung zur Durchführung des Verfahrens und Verwendung
http://www.patent-de.com/20100916/DE102008053621B4.html
6:40 | 25.03.2011
Solarworld erhält Genehmigung für Lithium-Abbau im Erzgebirge
Dresden (dapd-lsc). Die Solarworld AG hat für ihren Einstieg in die Lithium-Förderung im Erzgebirge eine weitere Hürde genommen. Wirtschaftsminister Morlok wird heute (25. März) die Genehmigungsurkunde im Besucherbergwerk Zinnwald überreichen, mit der das Unternehmen die sogenannten Aufsuchungsrechte im Osterzgebirge erhält. Wie das Wirtschaftsministerium mitteilte, sind damit erste Kernbohrungen und Aufbereitungsversuche möglich.
In der Region um Zinnwald hat sich der Konzern mit Hauptsitz in Bonn die Rechte auf die Förderung lithiumhaltigen Gesteins gesichert. Das Unternehmen geht davon aus, dass dort höchstwahrscheinlich das größte Lithium-Vorkommen in ganz Europa lagert. In zwei oder drei Jahren soll die Förderung beginnen. Lithium ist der wichtigste Rohstoff für leistungsfähige Batterien, die in Zukunft Elektroautos antreiben und Solarstrom speichern sollen.
dapd
Solarworld erhält Genehmigung für Lithium-Abbau im Erzgebirge
Dresden (dapd-lsc). Die Solarworld AG hat für ihren Einstieg in die Lithium-Förderung im Erzgebirge eine weitere Hürde genommen. Wirtschaftsminister Morlok wird heute (25. März) die Genehmigungsurkunde im Besucherbergwerk Zinnwald überreichen, mit der das Unternehmen die sogenannten Aufsuchungsrechte im Osterzgebirge erhält. Wie das Wirtschaftsministerium mitteilte, sind damit erste Kernbohrungen und Aufbereitungsversuche möglich.
In der Region um Zinnwald hat sich der Konzern mit Hauptsitz in Bonn die Rechte auf die Förderung lithiumhaltigen Gesteins gesichert. Das Unternehmen geht davon aus, dass dort höchstwahrscheinlich das größte Lithium-Vorkommen in ganz Europa lagert. In zwei oder drei Jahren soll die Förderung beginnen. Lithium ist der wichtigste Rohstoff für leistungsfähige Batterien, die in Zukunft Elektroautos antreiben und Solarstrom speichern sollen.
dapd
DAF Gespräch mit CFO Koecke ...
Ab 3:20 spricht er ihre kleinen F&E Geheimnisse an, aus denen noch große Sachen für das Unternehmen werden können.
http://www.daf.fm/video/solarworld-insider-exklusiv-intervie…
Ab 3:20 spricht er ihre kleinen F&E Geheimnisse an, aus denen noch große Sachen für das Unternehmen werden können.
http://www.daf.fm/video/solarworld-insider-exklusiv-intervie…
Ergänzendes Patent vom 2/2011 zur Fertigung der bereits bekannten EWT Solarzelle aus 9/2010 ...
METHOD FOR MANUFACTURING A SEMICONDUCTOR COMPONENT
United States Patent Application 20110036398 Kind Code: A1
Abstract:
An emitter wrap-through solar cell may include a semiconductor substrate having a first side, and a second side opposite the first side, contact structures having at least one emitter contact, and at least one base contact, wherein both the at least one emitter contact and the at least one base contact are arranged on the second side of the semiconductor substrate, and the contact structures have a metallization having nickel silicide.
Inventors:
Bitnar, Bernd (Freiberg, DE)
Neuhaus, Holger (Freiberg, DE)
Application Number: 12/839434
Publication Date: 02/17/2011
Assignee:
SOLARWORLD INNOVATIONS GMBH (Freiberg, DE)
pdf zum Patent ...
http://www.freepatentsonline.com/20110036398.pdf
Auszug ...
1. A method for producing a semiconductor component, the method comprising: providing a planar semiconductor substrate comprising a first side, a second side opposite the first side, and a surface normal perpendicular to the sides, applying a passivation layer to at least the second of the sides, introducing holes into the semiconductor substrate by means of a liquid jet-guided laser, wherein the holes completely penetrate through the semiconductor substrate with the passivation layer, producing contact structures in electrical contact with the semiconductor substrate, wherein the contact structures comprise at least one base contact and at least one emitter contact, wherein the contact structures are arranged at least in part on the second side of the semiconductor substrate and wherein producing the contact structures comprises applying nickel to the semiconductor substrate and subsequent diffusion of the nickel into the semiconductor substrate.
... Flüssigkeitslaser = bohren und dotieren in einem Arbeitsgang !
2. The method as claimed in claim 1, wherein producing the contact structures comprises introducing openings into the passivation layer on the second side of the semiconductor substrate by means of a laser in order to uncover the second side of the semiconductor substrate in regions.
3. The method as claimed in claim 2, wherein the holes and the openings are introduced by means of a single laser apparatus.
4. The method as claimed in claim 3, wherein the holes and the openings are introduced by means of a single laser apparatus in a single method step.
5. The method as claimed in claim 1, wherein the semiconductor substrate is provided with a doping during the process of introducing at least one of the holes and the openings in the regions respectively adjoining the latter, by means of the liquid jet of the laser.
6. The method as claimed in claim 2, wherein a first portion of the openings for producing the at least one emitter contact overlaps the holes in the direction of the surface normal, while a second portion of the openings for producing the at least one base contact is arranged without any overlap with the holes, wherein the first portion of the openings is formed non-contiguously with the second portion of the openings.
7. The method as claimed in claim 6, wherein the semiconductor substrate is provided, in the region of the first portion of the openings, with a doping corresponding to that in the region of the holes.
8. The method as claimed in claim 6, wherein the semiconductor substrate is provided with different dopings in the region of the first portion of the openings for producing the at least one emitter contact and in the region of the second portion of the openings for producing the at least one base contact.
9. The method as claimed in claim 1, wherein a method is provided for applying the nickel to the semiconductor substrate selected from a group consisting of: a sputtering method; a vapor deposition method; a chemical deposition; and an extrusion printing method.
10. The method as claimed in claim 1, wherein a thermal method is provided for the diffusion of the nickel into the semiconductor substrate.
11. The method as claimed in claim 1, wherein nickel silicide is formed during the diffusion of the nickel into the semiconductor substrate.
12. The method as claimed in claim 11, wherein producing the contact structures comprises metallic thickening of the nickel silicide, wherein at least one of at least one layer of a material selected from a group consisting of are provided for the thickening process: copper; nickel; silver; aluminum; and compounds of these elements.
13. The method as claimed in claim 12, wherein an electrodeposition is provided for thickening the contact structures.
... hier wird das galvanisieren der Metallisierung mit Silber beschrieben. Steigert die Leistung !!
14. The method as claimed in claim 13, wherein producing the contact structures comprises an extrusion printing method.
15. The method as claimed in claim 14, wherein producing the contact structures comprises a coextrusion printing method.
16. The method as claimed in claim 14, wherein the contact structures of the at least one emitter contact and the contact structures of the at least one base contact are simultaneously applied to the semiconductor substrate, wherein a separating layer for preventing a coalescence of the same is extruded.
17. The method as claimed in claim 16, wherein the separating layer for preventing a coalescence of the same is extruded between the contact structures of the at least one emitter contact and the at least one base contact.
18. An emitter wrap-through solar cell, comprising: a semiconductor substrate comprising: a first side, and a second side opposite the first side, contact structures comprising: at least one emitter contact, and at least one base contact, wherein both the at least one emitter contact and the at least one base contact are arranged on the second side of the semiconductor substrate, and the contact structures have a metallization comprising nickel silicide.
METHOD FOR MANUFACTURING A SEMICONDUCTOR COMPONENT
United States Patent Application 20110036398 Kind Code: A1
Abstract:
An emitter wrap-through solar cell may include a semiconductor substrate having a first side, and a second side opposite the first side, contact structures having at least one emitter contact, and at least one base contact, wherein both the at least one emitter contact and the at least one base contact are arranged on the second side of the semiconductor substrate, and the contact structures have a metallization having nickel silicide.
Inventors:
Bitnar, Bernd (Freiberg, DE)
Neuhaus, Holger (Freiberg, DE)
Application Number: 12/839434
Publication Date: 02/17/2011
Assignee:
SOLARWORLD INNOVATIONS GMBH (Freiberg, DE)
pdf zum Patent ...
http://www.freepatentsonline.com/20110036398.pdf
Auszug ...
1. A method for producing a semiconductor component, the method comprising: providing a planar semiconductor substrate comprising a first side, a second side opposite the first side, and a surface normal perpendicular to the sides, applying a passivation layer to at least the second of the sides, introducing holes into the semiconductor substrate by means of a liquid jet-guided laser, wherein the holes completely penetrate through the semiconductor substrate with the passivation layer, producing contact structures in electrical contact with the semiconductor substrate, wherein the contact structures comprise at least one base contact and at least one emitter contact, wherein the contact structures are arranged at least in part on the second side of the semiconductor substrate and wherein producing the contact structures comprises applying nickel to the semiconductor substrate and subsequent diffusion of the nickel into the semiconductor substrate.
... Flüssigkeitslaser = bohren und dotieren in einem Arbeitsgang !
2. The method as claimed in claim 1, wherein producing the contact structures comprises introducing openings into the passivation layer on the second side of the semiconductor substrate by means of a laser in order to uncover the second side of the semiconductor substrate in regions.
3. The method as claimed in claim 2, wherein the holes and the openings are introduced by means of a single laser apparatus.
4. The method as claimed in claim 3, wherein the holes and the openings are introduced by means of a single laser apparatus in a single method step.
5. The method as claimed in claim 1, wherein the semiconductor substrate is provided with a doping during the process of introducing at least one of the holes and the openings in the regions respectively adjoining the latter, by means of the liquid jet of the laser.
6. The method as claimed in claim 2, wherein a first portion of the openings for producing the at least one emitter contact overlaps the holes in the direction of the surface normal, while a second portion of the openings for producing the at least one base contact is arranged without any overlap with the holes, wherein the first portion of the openings is formed non-contiguously with the second portion of the openings.
7. The method as claimed in claim 6, wherein the semiconductor substrate is provided, in the region of the first portion of the openings, with a doping corresponding to that in the region of the holes.
8. The method as claimed in claim 6, wherein the semiconductor substrate is provided with different dopings in the region of the first portion of the openings for producing the at least one emitter contact and in the region of the second portion of the openings for producing the at least one base contact.
9. The method as claimed in claim 1, wherein a method is provided for applying the nickel to the semiconductor substrate selected from a group consisting of: a sputtering method; a vapor deposition method; a chemical deposition; and an extrusion printing method.
10. The method as claimed in claim 1, wherein a thermal method is provided for the diffusion of the nickel into the semiconductor substrate.
11. The method as claimed in claim 1, wherein nickel silicide is formed during the diffusion of the nickel into the semiconductor substrate.
12. The method as claimed in claim 11, wherein producing the contact structures comprises metallic thickening of the nickel silicide, wherein at least one of at least one layer of a material selected from a group consisting of are provided for the thickening process: copper; nickel; silver; aluminum; and compounds of these elements.
13. The method as claimed in claim 12, wherein an electrodeposition is provided for thickening the contact structures.
... hier wird das galvanisieren der Metallisierung mit Silber beschrieben. Steigert die Leistung !!
14. The method as claimed in claim 13, wherein producing the contact structures comprises an extrusion printing method.
15. The method as claimed in claim 14, wherein producing the contact structures comprises a coextrusion printing method.
16. The method as claimed in claim 14, wherein the contact structures of the at least one emitter contact and the contact structures of the at least one base contact are simultaneously applied to the semiconductor substrate, wherein a separating layer for preventing a coalescence of the same is extruded.
17. The method as claimed in claim 16, wherein the separating layer for preventing a coalescence of the same is extruded between the contact structures of the at least one emitter contact and the at least one base contact.
18. An emitter wrap-through solar cell, comprising: a semiconductor substrate comprising: a first side, and a second side opposite the first side, contact structures comprising: at least one emitter contact, and at least one base contact, wherein both the at least one emitter contact and the at least one base contact are arranged on the second side of the semiconductor substrate, and the contact structures have a metallization comprising nickel silicide.
!
Dieser Beitrag wurde moderiert. Grund: themenfremder Inhalt
Antwort auf Beitrag Nr.: 41.269.817 von bossi1 am 26.03.11 09:42:52
Die Laser für die erforderlichen 10.000-20.000 Kontaktbohrungen je EWW-Zelle werden immer schneller.
Taktraten von ca. 2,5 Sek./Zelle bei Bohrungen von 30-80 µm sind jetzt inkl. Dotierung denkbar ...
microDrill EWT
Angesichts zunehmenden Umweltbewusstseins und knapper werdender fossiler Brennstoffe spielt die Photovoltaik bei der Energiegewinnung eine immer größere Rolle. Um eine Reduzierung der Herstellungskosten und gleichzeitig eine Steigerung des Wirkungsgrades zu erzielen, wird beispielsweise das Zelldesign von Solarzellen ständig weiterentwickelt und verbessert. Ein Ansatz dazu ist das sogenannte Back-Contact Cell Design. Hierbei wird die Effizienz von Solarzellen durch Verlegen der Front-Kontakte, die sonst beträchtliche Bereiche der aktiven Flächen der Solarzelle abdecken, erhöht. Das Ziel ist dabei, soviel Kontaktfläche wie möglich auf die Rückseite der Solarzelle zu verlagern. Hierzu werden Löcher verschiedener Größen mittels Laser gebohrt. Mit Hilfe des EWT- (emitter wrap-through) Konzeptes werden die elektrischen Kontakte von der Vorderseite auf die Rückseite der Zelle transferiert.
Eines der Hindernisse für die industrielle Nutzung der EWT-Technologie waren bisher die relativ geringen Durchsätze bei hohen Investkosten. Dem Rechnung tragend hat die 3D-Micromac AG die bewährten microDRILL-EWTTM Systeme weiterentwickelt und bietet ab sofort ein verbessertes Laser- und Optikkonzept in ihren Anlagen an. Durch den Einsatz eines Festkörperlasers werden mittels Percussions-Bohren bis zu 15.000 Löcher pro Sekunde in der Zelle generiert. Der Lochdurchmesser liegt dabei im Bereich von 30 - 80 µm. Dabei werden die Bohrungen rissfrei, mit geringer Wärmebeeinflussung und nahezu ohne Schmelzaufwurf hergestellt. Die Taktrate dieses dedizierten Systems liegt bei nur 2,5 Sekunden pro Zelle.
Die langjährige Erfahrung der 3D-Micromac im Bereich der Lasermikrobearbeitung ermöglichte die Entwicklung dieser hocheffizienten und stabilen Maschinenkonzepte, die sich sowohl durch vergleichsweise niedrigere Investitionskosten als auch deutlich günstigere Total Costs of Ownership auszeichnen.

microDRILL EWT
Systembeschreibung (Beispielkonfiguration):
24/7 Produktion ... Hoher Durchsatz à Handling und Automatisierung bis 3600 Wafer/h möglich
Mögliche Wafergrößen:
100 mm x 100 mm
125 mm x 125 mm
156 mm x 156 mm
210 mm x 210 mm
Mögliche Waferdicke: 120 μm – 300 μm
Prozessgeschwindigkeit bis 15.000 Löcher/Sek.
Lochdurchmesser: 30-80 μm
Integrierte Prozesskontrolle
Leistungsmessung und -regelung im Strahlengang und direkt am Werkstück möglich
Bilderkennungssystem zur Lageerkennung des Werkstückes
2- und 4-Punkt- Bilderkennung
Bauteilspezifische Bilderkennung
Vollautomatische Ausrichtung des Werkstücks
Durchführung von Messaufgaben
Explosionsgeschützte Absaugung
Frei programmierbare CNC Steuerung
Steuersoftware microMMITM
Integration in Fertigungsstrecken möglich
Die Laser für die erforderlichen 10.000-20.000 Kontaktbohrungen je EWW-Zelle werden immer schneller.
Taktraten von ca. 2,5 Sek./Zelle bei Bohrungen von 30-80 µm sind jetzt inkl. Dotierung denkbar ...
microDrill EWT
Angesichts zunehmenden Umweltbewusstseins und knapper werdender fossiler Brennstoffe spielt die Photovoltaik bei der Energiegewinnung eine immer größere Rolle. Um eine Reduzierung der Herstellungskosten und gleichzeitig eine Steigerung des Wirkungsgrades zu erzielen, wird beispielsweise das Zelldesign von Solarzellen ständig weiterentwickelt und verbessert. Ein Ansatz dazu ist das sogenannte Back-Contact Cell Design. Hierbei wird die Effizienz von Solarzellen durch Verlegen der Front-Kontakte, die sonst beträchtliche Bereiche der aktiven Flächen der Solarzelle abdecken, erhöht. Das Ziel ist dabei, soviel Kontaktfläche wie möglich auf die Rückseite der Solarzelle zu verlagern. Hierzu werden Löcher verschiedener Größen mittels Laser gebohrt. Mit Hilfe des EWT- (emitter wrap-through) Konzeptes werden die elektrischen Kontakte von der Vorderseite auf die Rückseite der Zelle transferiert.
Eines der Hindernisse für die industrielle Nutzung der EWT-Technologie waren bisher die relativ geringen Durchsätze bei hohen Investkosten. Dem Rechnung tragend hat die 3D-Micromac AG die bewährten microDRILL-EWTTM Systeme weiterentwickelt und bietet ab sofort ein verbessertes Laser- und Optikkonzept in ihren Anlagen an. Durch den Einsatz eines Festkörperlasers werden mittels Percussions-Bohren bis zu 15.000 Löcher pro Sekunde in der Zelle generiert. Der Lochdurchmesser liegt dabei im Bereich von 30 - 80 µm. Dabei werden die Bohrungen rissfrei, mit geringer Wärmebeeinflussung und nahezu ohne Schmelzaufwurf hergestellt. Die Taktrate dieses dedizierten Systems liegt bei nur 2,5 Sekunden pro Zelle.
Die langjährige Erfahrung der 3D-Micromac im Bereich der Lasermikrobearbeitung ermöglichte die Entwicklung dieser hocheffizienten und stabilen Maschinenkonzepte, die sich sowohl durch vergleichsweise niedrigere Investitionskosten als auch deutlich günstigere Total Costs of Ownership auszeichnen.
microDRILL EWT
Systembeschreibung (Beispielkonfiguration):
24/7 Produktion ... Hoher Durchsatz à Handling und Automatisierung bis 3600 Wafer/h möglich
Mögliche Wafergrößen:
100 mm x 100 mm
125 mm x 125 mm
156 mm x 156 mm
210 mm x 210 mm
Mögliche Waferdicke: 120 μm – 300 μm
Prozessgeschwindigkeit bis 15.000 Löcher/Sek.
Lochdurchmesser: 30-80 μm
Integrierte Prozesskontrolle
Leistungsmessung und -regelung im Strahlengang und direkt am Werkstück möglich
Bilderkennungssystem zur Lageerkennung des Werkstückes
2- und 4-Punkt- Bilderkennung
Bauteilspezifische Bilderkennung
Vollautomatische Ausrichtung des Werkstücks
Durchführung von Messaufgaben
Explosionsgeschützte Absaugung
Frei programmierbare CNC Steuerung
Steuersoftware microMMITM
Integration in Fertigungsstrecken möglich
Eine neue Möglichkeit, Strom durch Sonnenenergie zu erzeugen, präsentiert die Bonner Firma Solarworld. Statt der üblichen Solarmodule wird bei dieser neuen Methode mit Solarlaminat Strom gewonnen. Es bedeckt das gesamte Hausdach und verleiht ihm eine glatte spiegelnde Oberfläche.
aus: http://nachrichten.rp-online.de/wirtschaft/hannover-messe-dr…
aus: http://nachrichten.rp-online.de/wirtschaft/hannover-messe-dr…
Antwort auf Beitrag Nr.: 41.317.936 von Tri2Sol am 05.04.11 08:07:08Solarlaminat hat Sunways 2009 schon mal auf der Intersolar vorgestellt und meinte damit ein Produkt, daß sich perfekt in die Dacharchitektur integrieren läßt und das direkt auf Sparren/Lattung ohne die sonst übliche Bedachung verbaut wird ... ähnlich wie das bei Dachfenstern praktiziert wird.
Der Sunways Artikel dazu ...
http://www.sunways.eu/static/sites/default/downloads/de/unte…
Das Gegenstück Sundeck von Solarworld wurde jedoch schon 2010 auf der Intersolar vorgestellt. Aus der Überlegung wird das Energiedach entstanden sein, womit die gesamte Bedachung ersetzt wird und eine Solarfläche ergibt.

Konstruktion
Hochwertige Aluminium-Unterkonstruktion
Transportfreundlich durch geringes Eigengewicht
Leichte Montage der Laminate durch hochwitterungsbeständige EPDM-Klemmgummis
Kurze Montagezeiten durch handliches Laminatformat
Optimaler Witterungsschutz der Anschlüsse durch Verlegung unter den Laminaten

http://www.solarworld.de/produkte/produkte/energiedach/ueber…
http://www.solarworld.de/produkte/produkte/energiedach/techn…
Der Sunways Artikel dazu ...
http://www.sunways.eu/static/sites/default/downloads/de/unte…
Das Gegenstück Sundeck von Solarworld wurde jedoch schon 2010 auf der Intersolar vorgestellt. Aus der Überlegung wird das Energiedach entstanden sein, womit die gesamte Bedachung ersetzt wird und eine Solarfläche ergibt.
Konstruktion
Hochwertige Aluminium-Unterkonstruktion
Transportfreundlich durch geringes Eigengewicht
Leichte Montage der Laminate durch hochwitterungsbeständige EPDM-Klemmgummis
Kurze Montagezeiten durch handliches Laminatformat
Optimaler Witterungsschutz der Anschlüsse durch Verlegung unter den Laminaten
http://www.solarworld.de/produkte/produkte/energiedach/ueber…
http://www.solarworld.de/produkte/produkte/energiedach/techn…
MONEY-Börse
Naiv oder genial?
Montag 11.04.2011, 19:36

Dietmar Roth, Vorstandschef von Roth & Rau
Schon seit Tagen stieg der Kurs des Solarausrüsters Roth & Rau – erst heute erfuhren die Anleger, dass eine Übernahme dahinter steckt. Die Gründer haben prompt verkauft. Das nährt einen bösen Verdacht. Ende März verschob der sächsische Solarausrüster Roth & Rau ohne Angabe von Gründen über Nacht seine Bilanzvorlage. Die Anleger fürchteten schlechte Nachrichten und ließen die Aktie fallen wie eine heiße Kartoffel. Der Kurs brach von 18 auf 16 Euro ein. Wenig später feierte die Aktie eine wundersame Auferstehung. Bis Donnerstag vergangener Woche legte das Papier erkleckliche 18 Prozent auf gut 19 Euro zu. Dann endlich hielt Roth & Rau am Freitag (8. April) seine Bilanzpressekonferenz ab. Dort bekannte Vorstandschef Dietmar Roth treuherzig, er wisse auch nicht, wieso der Kurs steige. Er kenne nur zwei – bereits publizierte – neue Großaktionäre aus der Schweiz und Zypern. Doch weder die Gutekunst-Holding des Freiburger Solarunternehmers Jürgen Gutekunst, noch die völlig unbekannte zypriotische KLK Holding schienen über genug Geld zu verfügen, um Roth & Rau, 300 Millionen schwer, zu schlucken.
Seit Montagmorgen sehen Anleger klarer – und sie fühlen sich über den Tisch gezogen: Vor Börseneröffnung teilte Roth & Rau mit, dass der Schweizer Konkurrent Meyer Burger den Spezial-Maschinenbauer aus Sachsen schlucken will. Meyer Burger bietet 22 Euro je Aktie. Das sind 41 Prozent mehr als der Durchschnittskurs der letzten drei Monate, aber nur noch zwölf Prozent mehr als der Schlusskurs vom Freitag. Wohl dem, der rechtzeitig einstieg. Etwa der Freiburger Unternehmer Jürgen Gutekunst, der seine Beteiligung erst am 21. März auf 5,09 Prozent aufgestockt hatte. Da war Roth & Rau noch für 15 Euro zu haben.
Ein Schelm, wer Schlechtes dabei denkt
Ein Zufall? Oder einfach Glück? Man mag an so perfektes Timing kaum glauben, auch wenn einer der weltweit führenden Ausrüster von Maschinen für die Fertigung und Beschichtung von Solarzellen mit zuletzt 350 Millionen Euro Börsenwert sicher unterbewertet war.
Konzernchef Roth, seine Frau Silvia und Mitgründer Bernd Rau haben ihre Aktien übrigens schon an Meyer Burger verkauft – keine 48 Stunden nach der denkwürdigen Bilanz-Pressekonferenz auf der sich Roth noch keinen Reim auf den plötzlichen Kursanstieg machen konnte.
Zweifeln erlaubt
Es riecht danach, dass hier einige mehr wussten als andere. Das wäre dann Insiderhandel und damit strafbar. Familie Roth hält derartige Vermutungen indes für unbegründet: „Was hätten wir denn am Freitag sagen sollen?“, fragt Silvia Roth, Leiterin Investor Relations und Ehefrau des Firmengründers im Gespräch mit FOCUS-MONEY. Schließlich habe es die Gerüchte um Meyer Burger schon lange gegeben. „De facto reden wir seit 2008 immer mal wieder mit denen.“ Jedes Mal hätten sich die Fusionspläne wieder zerschlagen. Erst jetzt habe man eine auch in steuerlicher Hinsicht zufriedenstellende Lösung gefunden. Die Rede ist von einer Familienstiftung und einer Aktienkomponente.
Gleichwohl kam es den Gründern „nicht darauf an, unseren Ertrag zu maximieren, sondern was für das Unternehmen gut ist“, sagt Roth. Man sei einer industriellen Logik gefolgt. „Die Solarbranche braucht jetzt ein paar größere Player“, erklärt Roth am Telefon und verweist auf die hartnäckige Konkurrenz in China.
Großaktionär Gutekunst war für FOCUS-MONEY nicht zu erreichen. Nach Aussage von Roth soll er nicht besonders erbaut über den Meyer-Burger-Deal sein, weil er seine Beteiligung eigentlich noch weiter aufstocken wollte. 50 Prozent Kursplus in nur drei Wochen dürften den Freiburger Unternehmer darüber hinwegtrösten. Unser Neid ist ihm sicher.
http://www.focus.de/finanzen/boerse/aktien/MONEY-boerse/mone…
Naiv oder genial?
Montag 11.04.2011, 19:36
Dietmar Roth, Vorstandschef von Roth & Rau
Schon seit Tagen stieg der Kurs des Solarausrüsters Roth & Rau – erst heute erfuhren die Anleger, dass eine Übernahme dahinter steckt. Die Gründer haben prompt verkauft. Das nährt einen bösen Verdacht. Ende März verschob der sächsische Solarausrüster Roth & Rau ohne Angabe von Gründen über Nacht seine Bilanzvorlage. Die Anleger fürchteten schlechte Nachrichten und ließen die Aktie fallen wie eine heiße Kartoffel. Der Kurs brach von 18 auf 16 Euro ein. Wenig später feierte die Aktie eine wundersame Auferstehung. Bis Donnerstag vergangener Woche legte das Papier erkleckliche 18 Prozent auf gut 19 Euro zu. Dann endlich hielt Roth & Rau am Freitag (8. April) seine Bilanzpressekonferenz ab. Dort bekannte Vorstandschef Dietmar Roth treuherzig, er wisse auch nicht, wieso der Kurs steige. Er kenne nur zwei – bereits publizierte – neue Großaktionäre aus der Schweiz und Zypern. Doch weder die Gutekunst-Holding des Freiburger Solarunternehmers Jürgen Gutekunst, noch die völlig unbekannte zypriotische KLK Holding schienen über genug Geld zu verfügen, um Roth & Rau, 300 Millionen schwer, zu schlucken.
Seit Montagmorgen sehen Anleger klarer – und sie fühlen sich über den Tisch gezogen: Vor Börseneröffnung teilte Roth & Rau mit, dass der Schweizer Konkurrent Meyer Burger den Spezial-Maschinenbauer aus Sachsen schlucken will. Meyer Burger bietet 22 Euro je Aktie. Das sind 41 Prozent mehr als der Durchschnittskurs der letzten drei Monate, aber nur noch zwölf Prozent mehr als der Schlusskurs vom Freitag. Wohl dem, der rechtzeitig einstieg. Etwa der Freiburger Unternehmer Jürgen Gutekunst, der seine Beteiligung erst am 21. März auf 5,09 Prozent aufgestockt hatte. Da war Roth & Rau noch für 15 Euro zu haben.
Ein Schelm, wer Schlechtes dabei denkt
Ein Zufall? Oder einfach Glück? Man mag an so perfektes Timing kaum glauben, auch wenn einer der weltweit führenden Ausrüster von Maschinen für die Fertigung und Beschichtung von Solarzellen mit zuletzt 350 Millionen Euro Börsenwert sicher unterbewertet war.
Konzernchef Roth, seine Frau Silvia und Mitgründer Bernd Rau haben ihre Aktien übrigens schon an Meyer Burger verkauft – keine 48 Stunden nach der denkwürdigen Bilanz-Pressekonferenz auf der sich Roth noch keinen Reim auf den plötzlichen Kursanstieg machen konnte.
Zweifeln erlaubt
Es riecht danach, dass hier einige mehr wussten als andere. Das wäre dann Insiderhandel und damit strafbar. Familie Roth hält derartige Vermutungen indes für unbegründet: „Was hätten wir denn am Freitag sagen sollen?“, fragt Silvia Roth, Leiterin Investor Relations und Ehefrau des Firmengründers im Gespräch mit FOCUS-MONEY. Schließlich habe es die Gerüchte um Meyer Burger schon lange gegeben. „De facto reden wir seit 2008 immer mal wieder mit denen.“ Jedes Mal hätten sich die Fusionspläne wieder zerschlagen. Erst jetzt habe man eine auch in steuerlicher Hinsicht zufriedenstellende Lösung gefunden. Die Rede ist von einer Familienstiftung und einer Aktienkomponente.
Gleichwohl kam es den Gründern „nicht darauf an, unseren Ertrag zu maximieren, sondern was für das Unternehmen gut ist“, sagt Roth. Man sei einer industriellen Logik gefolgt. „Die Solarbranche braucht jetzt ein paar größere Player“, erklärt Roth am Telefon und verweist auf die hartnäckige Konkurrenz in China.
Großaktionär Gutekunst war für FOCUS-MONEY nicht zu erreichen. Nach Aussage von Roth soll er nicht besonders erbaut über den Meyer-Burger-Deal sein, weil er seine Beteiligung eigentlich noch weiter aufstocken wollte. 50 Prozent Kursplus in nur drei Wochen dürften den Freiburger Unternehmer darüber hinwegtrösten. Unser Neid ist ihm sicher.
http://www.focus.de/finanzen/boerse/aktien/MONEY-boerse/mone…
Ergänzendes Patent für ein neuartiges Beschichtungsverfahren unter Vakuum für kontinuierliche Dicken in einem Magnetfeld für die neuen Solarzellen. Es handelt sich hier um ein Aufmetallisierungsverfahren = Magnetstromsputtern für die gewünschte lötbare Rückseitenmetallisierungen aus einer Silber-, Nickel- oder Zinnlegierung mit ca. 2 Mikrometern ...
COATING APPARATUS AND COATING METHOD
Document Type and Number:
United States Patent Application 20110062015
Abstract:
An apparatus for coating a substrate with a layer of inhomogeneous but continuous thickness is provided. The apparatus may include a holding device configured to hold a substrate to be coated; a coating device comprising at least one coating source for providing a coating material, which is arranged at a distance from the holding device; and at least one magnetizing device configured to generate a predetermined magnetic field in the region between the substrate to be coated and the coating source. The magnetizing device may be arranged on the opposite side of the holding device to the coating source.
Inventors:
Kutzer, Martin (Penig, DE)
Krause, Andreas (Radebeul, DE)
Fuelle, Alexander (Kirchberg, DE)
Application Number:
12/855750
Publication Date:
03/17/2011
Filing Date:
08/13/2010
View Patent Images:
Download PDF --> http://www.freepatentsonline.com/20110062015.pdf
Assignee:
SOLARWORLD INNOVATIONS GMBH (Freiberg, DE)
http://www.freepatentsonline.com/y2011/0062015.html
COATING APPARATUS AND COATING METHOD
Document Type and Number:
United States Patent Application 20110062015
Abstract:
An apparatus for coating a substrate with a layer of inhomogeneous but continuous thickness is provided. The apparatus may include a holding device configured to hold a substrate to be coated; a coating device comprising at least one coating source for providing a coating material, which is arranged at a distance from the holding device; and at least one magnetizing device configured to generate a predetermined magnetic field in the region between the substrate to be coated and the coating source. The magnetizing device may be arranged on the opposite side of the holding device to the coating source.
Inventors:
Kutzer, Martin (Penig, DE)
Krause, Andreas (Radebeul, DE)
Fuelle, Alexander (Kirchberg, DE)
Application Number:
12/855750
Publication Date:
03/17/2011
Filing Date:
08/13/2010
View Patent Images:
Download PDF --> http://www.freepatentsonline.com/20110062015.pdf
Assignee:
SOLARWORLD INNOVATIONS GMBH (Freiberg, DE)
http://www.freepatentsonline.com/y2011/0062015.html
Antwort auf Beitrag Nr.: 41.358.157 von bossi1 am 12.04.11 23:51:15Die Sputtertechnologie wird auch bei bei Dünnschicht PV im Hochvakuum eingesetzt ...
Auszug ...
Unter Beschuss mit beschleunigten Ionen lösen sich dabei
Atome oder Atomcluster von einer Oberfläche ab und schlagen
sich in der Umgebung nieder.Dafür wird das benötigte Ma-
terial in Blockform in eine Hochvakuumanlage eingebracht
und dient als Kathode eines elektrischen Felds,in das ein
Edelgas eingeleitet wird. Ist das Feld groß genug,ionisiert
das Gas,ein Plasma entzündet sich und die ionisierten Gas-
moleküle werden in Richtung der Kathode beschleunigt.Ihr
Aufprall „zerstäubt“ das Kathodenmaterial (daher Sputtern),
und ähnlich einer thermischen Verdampfung gelangt es in
die Gasphase.Auf dem kalten Glas gegenüber der Kathode
scheidet sich das zerstäubte Material ab. Plasma und Geo-
metrie können so angepasst werden,dass Schichten hoher
elektronischer und optischer Qualität entstehen, die sich
über Flächen von mehreren Quadratmetern erstrecken.
http://institute.unileoben.ac.at/physik/Photovoltaische%20So…
Auszug ...
Unter Beschuss mit beschleunigten Ionen lösen sich dabei
Atome oder Atomcluster von einer Oberfläche ab und schlagen
sich in der Umgebung nieder.Dafür wird das benötigte Ma-
terial in Blockform in eine Hochvakuumanlage eingebracht
und dient als Kathode eines elektrischen Felds,in das ein
Edelgas eingeleitet wird. Ist das Feld groß genug,ionisiert
das Gas,ein Plasma entzündet sich und die ionisierten Gas-
moleküle werden in Richtung der Kathode beschleunigt.Ihr
Aufprall „zerstäubt“ das Kathodenmaterial (daher Sputtern),
und ähnlich einer thermischen Verdampfung gelangt es in
die Gasphase.Auf dem kalten Glas gegenüber der Kathode
scheidet sich das zerstäubte Material ab. Plasma und Geo-
metrie können so angepasst werden,dass Schichten hoher
elektronischer und optischer Qualität entstehen, die sich
über Flächen von mehreren Quadratmetern erstrecken.
http://institute.unileoben.ac.at/physik/Photovoltaische%20So…
25.03.2011, 17:16
Lithium für Batterien
Solarworld bohrt das Erzgebirge an
http://www.ftd.de/unternehmen/industrie/:lithium-fuer-batter…
Kosten im Bergbau sind höher ...
Die Gewinnung im Bergbau ist deutlich komplexer und erfordert mehr Energie und Ausrüstung. Mineralvorkommen mit Anteilen von fünf bis sieben Prozent Lithiumoxid können wirtschaftlich zu Kosten von rund 4,5 Dollar pro Kilogramm abgebaut werden. Der Anteil im Mineral aus Sachsen liegt wahrscheinlich nur bei 1,2 bis 1,4 Prozent. Das heißt, die Kosten pro Kilo wären sogar noch höher.
Lithium für Batterien
Solarworld bohrt das Erzgebirge an
http://www.ftd.de/unternehmen/industrie/:lithium-fuer-batter…
Kosten im Bergbau sind höher ...
Die Gewinnung im Bergbau ist deutlich komplexer und erfordert mehr Energie und Ausrüstung. Mineralvorkommen mit Anteilen von fünf bis sieben Prozent Lithiumoxid können wirtschaftlich zu Kosten von rund 4,5 Dollar pro Kilogramm abgebaut werden. Der Anteil im Mineral aus Sachsen liegt wahrscheinlich nur bei 1,2 bis 1,4 Prozent. Das heißt, die Kosten pro Kilo wären sogar noch höher.

Antwort auf Beitrag Nr.: 41.375.573 von bossi1 am 15.04.11 17:19:14http://www.solarworld.de/index.php?id=2833
Antwort auf Beitrag Nr.: 41.375.714 von lieberlong am 15.04.11 17:34:47Danke lieberlong ... etwas größer sieht es auch besser aus.

Antwort auf Beitrag Nr.: 41.358.157 von bossi1 am 12.04.11 23:51:15#875 - Es geht um die Rückseite der LFC-Solarzelle ...
DE102008046480A1 11.03.2010
Titel Verfahren zur Herstellung einer lötbaren LFC-Solarzellenrückseite und aus derartigen LFC-Solarzellen verschaltetes Solarmodul ... SolarWorld Innovations GmbH, 09599 Freiberg, DE
+++++
Für diese lötbare LFC-Solarzellenrückseite, zu der es noch mehr Patente bei Solarworld gibt, wird das neue patentierte Beschichtungsverfahren mit Aufmagnetisierungseinrichtung (Sputtervorrichtung in einer Prozeßkammer und Kathodenzerstäubung) im Vakuum eingesetzt. Die Schichtstärke muß wegen der Querleitfähigkeit mind. 2 Mikrometer betragen, wobei die Lötfähigkeit nach der ALU-Schicht mit Nickel, Zinn oder Silberschichten erreicht wird. Es soll ein sehr schnelles und kostengünstiges Verfahren sein.
Die autom. Patentübersetzung von #875 dazu ...
http://translate.google.de/translate?js=n&prev=_t&hl=de&ie=U…
+++++
Grundlagen des Sputterprozesses

Beim Beschuss einer Oberfläche mit Ionen können, abhängig von den verwendeten Ionen und ihrer kinetischen Energie, verschiedene Effekte auftreten:
- Es wird Material von dem bombardierten Target (Kathode) abgetragen. Dies ist das hier beschriebene Sputtern.
- Die Ionen werden in das Targetmaterial eingebaut und gehen dort ggf. eine chemische Verbindung ein. (Ionenimplantation)
- Die Ionen kondensieren auf dem beschossenen Substrat und bilden dort eine Schicht: Ionenstrahldeposition.
Ist ein Materialabtrag beabsichtigt, müssen die Ionen eine gewisse Mindestenergie besitzen. Das auftreffende Ion überträgt seinen Impuls auf Atome des beschossenen Materials, die dann – ähnlich wie beim Billard – in einer Stoßkaskade weitere Kollisionen auslösen. Nach mehreren Kollisionen hat ein Teil der Targetatome einen Impuls, der vom Targetinneren fortweist. Ist ein solches Atom genügend nahe der Oberfläche und hat es eine hinreichend hohe Energie, verlässt es das Target.
Die Sputterausbeute hängt dabei im wesentlichen von kinetischer Energie und Masse der Ionen sowie von der Bindungsenergie der Oberflächenatome und deren Masse ab. Um ein Atom aus dem Target herauszuschlagen, müssen die Ionen eine materialabhängige Mindestenergie von typ. 30–50 eV aufbringen. Oberhalb dieser Schwelle nimmt die Ausbeute zu. Der zunächst starke Anstieg verflacht aber rasch, da bei hohen Ionenenergien diese Energie immer tiefer im Target deponiert wird und damit kaum noch die Oberfläche erreicht. Das Verhältnis der Massen von Ion und Targetatom bestimmt den möglichen Impulsübertrag. Für leichte Targetatome wird ein Maximum der Ausbeute erzielt, wenn die Masse von Target und Ion annähernd übereinstimmen; mit zunehmender Masse der Targetatome verschiebt sich das Maximum der Ausbeute jedoch zu immer höheren Masseverhältnissen zwischen Ion und Targetatom.
Der Ionenbeschuss erzeugt nicht nur neutrale Atome, sondern auch Sekundärelektronen sowie in geringerem Umfang Sekundärionen und Cluster verschiedener Masse (Sekundärionen-Massenspektrometrie). Die Energieverteilung der gelösten Atome hat ein Maximum bei der halben Oberflächenbindungsenergie bei einigen eV, fällt aber zu hohen Energien nur langsam ab, so dass die mittlere Energie häufig eine Größenordnung darüber liegt. Ausgenutzt wird dieser Effekt in Analysemethoden der Oberflächenphysik und Dünnschichttechnologie sowie zur Herstellung dünner Schichten (Sputterdeposition).
Als Ionenquelle dient hierbei in den meisten Anwendungen eine Gleichstrom-Gasentladung (DC-Sputtern). Wenn zusätzlich unter dem Target ein Magnet angebracht ist, spricht man von Magnetronzerstäubung. In dieser Konfiguration können alle leitfähigen Materialien deponiert werden. Es tritt keine Entmischung von Legierungen auf, was beispielsweise beim thermischen Verdampfen auftreten kann.
... Auszüge aus Wikipedia
DE102008046480A1 11.03.2010
Titel Verfahren zur Herstellung einer lötbaren LFC-Solarzellenrückseite und aus derartigen LFC-Solarzellen verschaltetes Solarmodul ... SolarWorld Innovations GmbH, 09599 Freiberg, DE
+++++
Für diese lötbare LFC-Solarzellenrückseite, zu der es noch mehr Patente bei Solarworld gibt, wird das neue patentierte Beschichtungsverfahren mit Aufmagnetisierungseinrichtung (Sputtervorrichtung in einer Prozeßkammer und Kathodenzerstäubung) im Vakuum eingesetzt. Die Schichtstärke muß wegen der Querleitfähigkeit mind. 2 Mikrometer betragen, wobei die Lötfähigkeit nach der ALU-Schicht mit Nickel, Zinn oder Silberschichten erreicht wird. Es soll ein sehr schnelles und kostengünstiges Verfahren sein.
Die autom. Patentübersetzung von #875 dazu ...
http://translate.google.de/translate?js=n&prev=_t&hl=de&ie=U…
+++++
Grundlagen des Sputterprozesses
Beim Beschuss einer Oberfläche mit Ionen können, abhängig von den verwendeten Ionen und ihrer kinetischen Energie, verschiedene Effekte auftreten:
- Es wird Material von dem bombardierten Target (Kathode) abgetragen. Dies ist das hier beschriebene Sputtern.
- Die Ionen werden in das Targetmaterial eingebaut und gehen dort ggf. eine chemische Verbindung ein. (Ionenimplantation)
- Die Ionen kondensieren auf dem beschossenen Substrat und bilden dort eine Schicht: Ionenstrahldeposition.
Ist ein Materialabtrag beabsichtigt, müssen die Ionen eine gewisse Mindestenergie besitzen. Das auftreffende Ion überträgt seinen Impuls auf Atome des beschossenen Materials, die dann – ähnlich wie beim Billard – in einer Stoßkaskade weitere Kollisionen auslösen. Nach mehreren Kollisionen hat ein Teil der Targetatome einen Impuls, der vom Targetinneren fortweist. Ist ein solches Atom genügend nahe der Oberfläche und hat es eine hinreichend hohe Energie, verlässt es das Target.
Die Sputterausbeute hängt dabei im wesentlichen von kinetischer Energie und Masse der Ionen sowie von der Bindungsenergie der Oberflächenatome und deren Masse ab. Um ein Atom aus dem Target herauszuschlagen, müssen die Ionen eine materialabhängige Mindestenergie von typ. 30–50 eV aufbringen. Oberhalb dieser Schwelle nimmt die Ausbeute zu. Der zunächst starke Anstieg verflacht aber rasch, da bei hohen Ionenenergien diese Energie immer tiefer im Target deponiert wird und damit kaum noch die Oberfläche erreicht. Das Verhältnis der Massen von Ion und Targetatom bestimmt den möglichen Impulsübertrag. Für leichte Targetatome wird ein Maximum der Ausbeute erzielt, wenn die Masse von Target und Ion annähernd übereinstimmen; mit zunehmender Masse der Targetatome verschiebt sich das Maximum der Ausbeute jedoch zu immer höheren Masseverhältnissen zwischen Ion und Targetatom.
Der Ionenbeschuss erzeugt nicht nur neutrale Atome, sondern auch Sekundärelektronen sowie in geringerem Umfang Sekundärionen und Cluster verschiedener Masse (Sekundärionen-Massenspektrometrie). Die Energieverteilung der gelösten Atome hat ein Maximum bei der halben Oberflächenbindungsenergie bei einigen eV, fällt aber zu hohen Energien nur langsam ab, so dass die mittlere Energie häufig eine Größenordnung darüber liegt. Ausgenutzt wird dieser Effekt in Analysemethoden der Oberflächenphysik und Dünnschichttechnologie sowie zur Herstellung dünner Schichten (Sputterdeposition).
Als Ionenquelle dient hierbei in den meisten Anwendungen eine Gleichstrom-Gasentladung (DC-Sputtern). Wenn zusätzlich unter dem Target ein Magnet angebracht ist, spricht man von Magnetronzerstäubung. In dieser Konfiguration können alle leitfähigen Materialien deponiert werden. Es tritt keine Entmischung von Legierungen auf, was beispielsweise beim thermischen Verdampfen auftreten kann.
... Auszüge aus Wikipedia
Wäre interessant, zu wissen, wie hoch dieser Anteil bei SWV ist. Das scheint ja bei den Unternehmen sehr unterschiedlich zu sein. (Silberpaste kommt bei der Herstellung von Solarzellen zum Einsatz und kann mehr als die Hälfte der Produktionskosten ausmachen.)
Alternative Techniken ...
Es ist viel interessanter wie viel Silber und Silberpasten Solarworld schon 2011 durch neue Techniken und preiswertere Materialien mit hoher Leitfähigkeit wie Kobald/Nickel und Kupfer ersetzen kann, das später mit einer sehr dünnen Schicht aus Zinn oder Silber "nur" galvanisiert wird. Es gibt seit 2009 mehrere Patente bei Solarworld, die sich mit diesem Thema befassen. Dabei werden die Frontseitenkontakte "mehrteilig" aus alternativen Materialien mit Hilfe von speziellen gedruckten Masken ausgeführt, die durch das bessere Aspeckverhältnis (Breite/Höhe) zusätzlich noch den Wirkungsgrad der Zelle steigern. Das gleiche gilt für Rückseitenkontaktzellen, wo mit einer Aufmagnetisierungstechnik (Sputtervorrichtung in einer Prozeßkammer und Kathodenzerstäubung) mit mehreren Quellen nach der Schicht aus Alu, auch Nickel und eine sehr dünne Schicht aus Zinn oder Silber im Vakuum in einem Durchlauf für eine lötbare Rückseite aufgebracht werden. Zur Verbesserung der Querleitfähigkeit wird beim Nickel über Magnete in der Prozeßkammer die Dicke in der Mitte der einzelnen Leiterbahnen angehoben. Erkennt man sehr gut in den Zeichnungen zum Patent.
Im GB 2010 steht, daß die neue Metallisierungstechnik schon seit 2010 produktionsreif ist und bereits 2011 in Kleinserie eingesetzt werden soll, um danach die alten Techniken zu ersetzen. Das könnte mit dem Blick auf den Silberpreis genau die richtige Strategie sein ...
Ausblick zum Silber ...
Wirklich interessant die Zahlen zum Silberverbrauch (ca. 3,75 OZ je kWp) in der Solarindustrie. So viel ich weiß benötigt die Automobilindustrie im Vergleich ca. 2 OZ für einen PKW. In der Solarindustrie wurden 2007 bereits über 1.000 t Silber verarbeitet, das bis 2020 auf 3000-5000 t ansteigen soll. Bei einem aktuellem Silberpreis von fast 43 USD/OZ am Freitag stehen 1000 t damit für fast 1,4 Mrd. USD in der Solarindustrie. Ab Ende 2012 rechnen Optimisten beim Silber schon mit 100 USD/OZ. Silber ist anders als Gold ein sehr wichtiges Industriemetall mit über 60% und steigender Tendenz und auch in der Wertsicherung begehrt. Die Lagerbestände sind schon seit Jahren deutlich reduziert worden. Nach unbestätigten Marktgerüchten soll die US-Bank JP Morgan mit 3,3 Mrd. OZ "ungedeckt" short sein. Nicht auszudenken was auf dem Silbermarkt passiert, wenn sie bei der Menge covern müßten !! Die Zeiten von einem Silber/Gold Ratio von 80 sind vorbei und das langjährige Mittel in der Zeit von 1700 bis 2011 lag mal bei 15 als Ziel für die Zukunft. Aber auch Gold steigt weiter ...
Aussagen zum Silizium ...
Nach dem GB 2010 zahlte Solarworld für das Silizium in den Langfristverträgen "nur" 48 USD/kg nach 54 USD/kg in 2009. An den Spotmärkten lag der mittlere Preis 2010 bei 74 USD/kg nach 56 USD/kg in 2009.

Lagerbestände bei Silber ...
Alternative Techniken ...
Es ist viel interessanter wie viel Silber und Silberpasten Solarworld schon 2011 durch neue Techniken und preiswertere Materialien mit hoher Leitfähigkeit wie Kobald/Nickel und Kupfer ersetzen kann, das später mit einer sehr dünnen Schicht aus Zinn oder Silber "nur" galvanisiert wird. Es gibt seit 2009 mehrere Patente bei Solarworld, die sich mit diesem Thema befassen. Dabei werden die Frontseitenkontakte "mehrteilig" aus alternativen Materialien mit Hilfe von speziellen gedruckten Masken ausgeführt, die durch das bessere Aspeckverhältnis (Breite/Höhe) zusätzlich noch den Wirkungsgrad der Zelle steigern. Das gleiche gilt für Rückseitenkontaktzellen, wo mit einer Aufmagnetisierungstechnik (Sputtervorrichtung in einer Prozeßkammer und Kathodenzerstäubung) mit mehreren Quellen nach der Schicht aus Alu, auch Nickel und eine sehr dünne Schicht aus Zinn oder Silber im Vakuum in einem Durchlauf für eine lötbare Rückseite aufgebracht werden. Zur Verbesserung der Querleitfähigkeit wird beim Nickel über Magnete in der Prozeßkammer die Dicke in der Mitte der einzelnen Leiterbahnen angehoben. Erkennt man sehr gut in den Zeichnungen zum Patent.
Im GB 2010 steht, daß die neue Metallisierungstechnik schon seit 2010 produktionsreif ist und bereits 2011 in Kleinserie eingesetzt werden soll, um danach die alten Techniken zu ersetzen. Das könnte mit dem Blick auf den Silberpreis genau die richtige Strategie sein ...
Ausblick zum Silber ...
Wirklich interessant die Zahlen zum Silberverbrauch (ca. 3,75 OZ je kWp) in der Solarindustrie. So viel ich weiß benötigt die Automobilindustrie im Vergleich ca. 2 OZ für einen PKW. In der Solarindustrie wurden 2007 bereits über 1.000 t Silber verarbeitet, das bis 2020 auf 3000-5000 t ansteigen soll. Bei einem aktuellem Silberpreis von fast 43 USD/OZ am Freitag stehen 1000 t damit für fast 1,4 Mrd. USD in der Solarindustrie. Ab Ende 2012 rechnen Optimisten beim Silber schon mit 100 USD/OZ. Silber ist anders als Gold ein sehr wichtiges Industriemetall mit über 60% und steigender Tendenz und auch in der Wertsicherung begehrt. Die Lagerbestände sind schon seit Jahren deutlich reduziert worden. Nach unbestätigten Marktgerüchten soll die US-Bank JP Morgan mit 3,3 Mrd. OZ "ungedeckt" short sein. Nicht auszudenken was auf dem Silbermarkt passiert, wenn sie bei der Menge covern müßten !! Die Zeiten von einem Silber/Gold Ratio von 80 sind vorbei und das langjährige Mittel in der Zeit von 1700 bis 2011 lag mal bei 15 als Ziel für die Zukunft. Aber auch Gold steigt weiter ...
Aussagen zum Silizium ...
Nach dem GB 2010 zahlte Solarworld für das Silizium in den Langfristverträgen "nur" 48 USD/kg nach 54 USD/kg in 2009. An den Spotmärkten lag der mittlere Preis 2010 bei 74 USD/kg nach 56 USD/kg in 2009.
Lagerbestände bei Silber ...
Scheint jetzt auch bei RWTH zu laufen ...
24.3.2011
RWTH Aachen University ...
Si-recovery from recycling of SiCslurry
Current Status
An international patent application for direct ReSi has
been filed by the RWTH Aachen University. The process
has been validated in the laboratory. We offer direct ReSi
for licensing, and we are interested in establishing
partnerships for further development and
commercialisation of the technology.
pdf dazu ...
http://www.technologieallianz.de/webtemp/2356_TO_direct_ReSi…
Link aus ...
http://www.innovations-report.de/html/berichte/technologiean…
24.3.2011
RWTH Aachen University ...
Si-recovery from recycling of SiCslurry
Current Status
An international patent application for direct ReSi has
been filed by the RWTH Aachen University. The process
has been validated in the laboratory. We offer direct ReSi
for licensing, and we are interested in establishing
partnerships for further development and
commercialisation of the technology.
pdf dazu ...
http://www.technologieallianz.de/webtemp/2356_TO_direct_ReSi…
Link aus ...
http://www.innovations-report.de/html/berichte/technologiean…
scheint so, als würde SW in Nordamerika mächtig Gas geben. Gab zuletzt immer wieder Meldungen über größere Projekte, hier das Neueste:
http://www.digitaljournal.com/pr/284369
...
The Stardale Project: one of Canada's most important solar projects
With a forecast electric output estimated at 39 GWh, the Stardale Project should be able to provide electricity to approximately 2,600 homes. The Stardale project is being developed on two parcels of land totalling 300 acres, located in East-Hawkesbury, in the Russell County of Ontario, Canada. The Stardale Project consists of a ground-mounted PV array system, including a total of approximately 144,060 SolarWorld SW 230 polycrystalline PV modules and 54 inverters, for a total installed capacity of 27 MWAC (33.2 MWDC)....
http://www.digitaljournal.com/pr/284369
...
The Stardale Project: one of Canada's most important solar projects
With a forecast electric output estimated at 39 GWh, the Stardale Project should be able to provide electricity to approximately 2,600 homes. The Stardale project is being developed on two parcels of land totalling 300 acres, located in East-Hawkesbury, in the Russell County of Ontario, Canada. The Stardale Project consists of a ground-mounted PV array system, including a total of approximately 144,060 SolarWorld SW 230 polycrystalline PV modules and 54 inverters, for a total installed capacity of 27 MWAC (33.2 MWDC)....
Antwort auf Beitrag Nr.: 41.379.552 von bossi1 am 17.04.11 11:17:39Das wichtige Silber für die Solarindustrie steigt weiter und belastet die Margen,
aktuell in der Zone von 46 USD/OZ ...
Ein DAF-Gespräch mit dem "Silberjungen" Thorsten Schulte
http://www.facebook.com/l.php?u=http%3A%2F%2Fwww.daf.fm%2Fvi…
aktuell in der Zone von 46 USD/OZ ...
Ein DAF-Gespräch mit dem "Silberjungen" Thorsten Schulte
http://www.facebook.com/l.php?u=http%3A%2F%2Fwww.daf.fm%2Fvi…
Materialeffizienz und Ressourcenschonung
am Beispiel von strategischen Metallen
Initiative für Nachhaltige Entwicklung e.V.
11. November 2008
Humboldt Universität Berlin, pdf 66 Seiten
http://www.nachhaltigkeitsinitiative.de/cms/upload/File/Info…
am Beispiel von strategischen Metallen
Initiative für Nachhaltige Entwicklung e.V.
11. November 2008
Humboldt Universität Berlin, pdf 66 Seiten
http://www.nachhaltigkeitsinitiative.de/cms/upload/File/Info…
Antwort auf Beitrag Nr.: 41.379.552 von bossi1 am 17.04.11 11:17:39Es ist viel interessanter wie viel Silber und Silberpasten Solarworld schon 2011 durch neue Techniken und preiswertere Materialien mit hoher Leitfähigkeit wie Kobald/Nickel und Kupfer ersetzen kann, das später mit einer sehr dünnen Schicht aus Zinn oder Silber "nur" galvanisiert wird. Es gibt seit 2009 mehrere Patente bei Solarworld, die sich mit diesem Thema befassen. Dabei werden die Frontseitenkontakte "mehrteilig" aus alternativen Materialien mit Hilfe von speziellen gedruckten Masken ausgeführt, die durch das bessere Aspekverhältnis (Breite/Höhe) zusätzlich noch den Wirkungsgrad der Zelle steigern ...
LIP LIGHT INDUCED PLATING
Gebr. Schmid
Mit dem lichtinduzierten Galvanisierungsverfahren werden sehr feingliedrige und wenig verschattende Kontaktgitter auf der Solarzelle erzielt. Im ersten Schritt werden die frontseitigen Kontaktfinger, sogenannte Leitschichten, aufgebracht, zum Beispiel im Inkjet-Druckverfahren. Um die elektrische Leitfähigkeit der Kontaktlinien zu verbessern, wird im zweiten Schritt Silber galvanisch aufgetragen. Die beleuchtete Solarzelle liefert die dazu notwendige Polarität der Zellvorderseite.
Das Patent von Solarworld Innovations vom 10.6.2010
DE102008056093B3
Titel
Verfahren und Vorrichtung zum lichtinduzierten Galvanisieren von Halbleiter-Bauelementen und Halbleiter-Bauelement
Anmelder
SolarWorld Innovations GmbH, 09599 Freiberg, DE
http://www.patent-de.com/20100610/DE102008056093B3.html

Inline-Modul zur Metallisierung von Solarzellen auf der Emitter-Seite
Verwendbar zur Abscheidung verschiedener Metalle
- Höhere Zelleffizienz durch höhere Leitfähigkeit
- Geringere Verschattung durch dünnere Kontaktbahnen
- Stabile und gleichmäßige lokale Spannungsverteilung innerhalb der Solarzelle
- Hohe Ausbeute durch berührungslose Metallisierung und schonenden Transport
- Hohe Prozessstabilität garantiert hohe Reproduzierbarkeit
- Prozesskontrolle durch umfangreiche Prozessüberwachung und Visualisierung
- Stabile Prozesse durch kontinuierlichen Austausch der Prozessflüssigkeit
http://www.schmid-group.com/de/photovoltaik/zelle/lip-light-…
LIP LIGHT INDUCED PLATING
Gebr. Schmid
Mit dem lichtinduzierten Galvanisierungsverfahren werden sehr feingliedrige und wenig verschattende Kontaktgitter auf der Solarzelle erzielt. Im ersten Schritt werden die frontseitigen Kontaktfinger, sogenannte Leitschichten, aufgebracht, zum Beispiel im Inkjet-Druckverfahren. Um die elektrische Leitfähigkeit der Kontaktlinien zu verbessern, wird im zweiten Schritt Silber galvanisch aufgetragen. Die beleuchtete Solarzelle liefert die dazu notwendige Polarität der Zellvorderseite.
Das Patent von Solarworld Innovations vom 10.6.2010
DE102008056093B3
Titel
Verfahren und Vorrichtung zum lichtinduzierten Galvanisieren von Halbleiter-Bauelementen und Halbleiter-Bauelement
Anmelder
SolarWorld Innovations GmbH, 09599 Freiberg, DE
http://www.patent-de.com/20100610/DE102008056093B3.html
Inline-Modul zur Metallisierung von Solarzellen auf der Emitter-Seite
Verwendbar zur Abscheidung verschiedener Metalle
- Höhere Zelleffizienz durch höhere Leitfähigkeit
- Geringere Verschattung durch dünnere Kontaktbahnen
- Stabile und gleichmäßige lokale Spannungsverteilung innerhalb der Solarzelle
- Hohe Ausbeute durch berührungslose Metallisierung und schonenden Transport
- Hohe Prozessstabilität garantiert hohe Reproduzierbarkeit
- Prozesskontrolle durch umfangreiche Prozessüberwachung und Visualisierung
- Stabile Prozesse durch kontinuierlichen Austausch der Prozessflüssigkeit
http://www.schmid-group.com/de/photovoltaik/zelle/lip-light-…
Hallo Bossi!
Was meinst du.
Ist Solarworld noch auf Kurs?
Ich meine wg. explodierender Silberpreise, rasant fallenden Modulpreise bei rückläufiger NAchfrage, aber Verdopplung des weltweiten PV-Kapazitätsausbaues.
Kannst du abschätzen, wann mit Kostensenkungshighlights zu rechnen ist? (RGS, Silizium-Slurry, JSSI, Katar)
Gruß,
MoeMeister
Was meinst du.
Ist Solarworld noch auf Kurs?
Ich meine wg. explodierender Silberpreise, rasant fallenden Modulpreise bei rückläufiger NAchfrage, aber Verdopplung des weltweiten PV-Kapazitätsausbaues.
Kannst du abschätzen, wann mit Kostensenkungshighlights zu rechnen ist? (RGS, Silizium-Slurry, JSSI, Katar)
Gruß,
MoeMeister
Antwort auf Beitrag Nr.: 41.418.033 von moemeister am 27.04.11 17:29:13Ich meine wg. explodierender Silberpreise, rasant fallenden Modulpreise bei rückläufiger NAchfrage, aber Verdopplung des weltweiten PV-Kapazitätsausbaues. Kannst du abschätzen, wann mit Kostensenkungshighlights zu rechnen ist? (RGS, Silizium-Slurry, JSSI, Katar)
Hallo Moemeister,
das sind noch keine explodierenden Silberpreise, denn ein US-Analyst hält inflationsbereinigt sogar Notierungen von ca. 460 USD/OZ für gerechtfertigt ... kann ich mir zwar noch nicht vorstellen, aber zum Glück läßt sich das knappe Silber noch nicht mit der Druckerpresse herstellen wie unsere Währungen. SWV hat das Risiko lt. GB 2010 beim Silberpreis kurzfristig mit Derivaten abgesichert und spricht auch im GB davon, daß die neue Metallisierung schon 2011 im Kleinserienmaßstab eingeführt werden soll. Das Patent selbst wurde im Sommer 2010 erteilt und die Vorlaufzeit liegt in dem Bereich nach Patenterteilung bei ca. 12 Monaten für die erste Kleinserie ...
Einen ähnlichen Zeitrahmen mit 12-24 Monaten wird man beim Siliziumrecycling aus dem Slurry benötigen, wobei auch die RWTH Aachen jetzt auf dem richtigem Weg ist ... siehe #883. Die ersten RGS-Anlagen werden von den Niederländern ab 2012 gebaut. Solarworld Innovations arbeitet weiter als Partner an den speziellen RGS-Solarzellen, die auf diese Technik abgestimmt sind. Die Forschungförderung vom BMU dazu läuft noch bis zum Sommer 2011 für SWV. Man spricht von Waferkosten von unter 0,20 USD/Wp und einem möglichem Zellwirkungsgrad von über 15% lt. Uni Konstanz im Link. http://www.rgsdevelopment.nl/index.php?option=com_content&vi…
Mit Katar ist ab Mitte 2012 zu rechnen, wenn ich mich richtig erinnere. JSSI Silizium könnte später wegen der sehr feinen Struktur ähnlich wie bei Evonik für Li-Akkus verwendet werden, falls das mal eine Thema für FA werden sollte. Evonik baut aktuell in Japan (Yokkaichi) eine Fabrik mit JSSI Technik für gasförmiges Monosilan, das für Beschichtungen mit a-Si (Amorphes Silicium) bei Solarzellen eingesetzt werden soll. Auch das wäre eine weitere Option für FA ... http://www.japanmarkt.de/index.php/fe/forschung/solarzellen-…
P.S.: Die großen Nachfrage nach Silber in der Solarindustrie hat mich damals auch dazu gebracht neben physischem Silber (schon seit vielen Jahren) auch in Calls auf Silber zu investieren ... ein 24h Live-Chart dazu ... http://www.kitco.com/charts/livesilver.html
Hallo Moemeister,
das sind noch keine explodierenden Silberpreise, denn ein US-Analyst hält inflationsbereinigt sogar Notierungen von ca. 460 USD/OZ für gerechtfertigt ... kann ich mir zwar noch nicht vorstellen, aber zum Glück läßt sich das knappe Silber noch nicht mit der Druckerpresse herstellen wie unsere Währungen. SWV hat das Risiko lt. GB 2010 beim Silberpreis kurzfristig mit Derivaten abgesichert und spricht auch im GB davon, daß die neue Metallisierung schon 2011 im Kleinserienmaßstab eingeführt werden soll. Das Patent selbst wurde im Sommer 2010 erteilt und die Vorlaufzeit liegt in dem Bereich nach Patenterteilung bei ca. 12 Monaten für die erste Kleinserie ...
Einen ähnlichen Zeitrahmen mit 12-24 Monaten wird man beim Siliziumrecycling aus dem Slurry benötigen, wobei auch die RWTH Aachen jetzt auf dem richtigem Weg ist ... siehe #883. Die ersten RGS-Anlagen werden von den Niederländern ab 2012 gebaut. Solarworld Innovations arbeitet weiter als Partner an den speziellen RGS-Solarzellen, die auf diese Technik abgestimmt sind. Die Forschungförderung vom BMU dazu läuft noch bis zum Sommer 2011 für SWV. Man spricht von Waferkosten von unter 0,20 USD/Wp und einem möglichem Zellwirkungsgrad von über 15% lt. Uni Konstanz im Link. http://www.rgsdevelopment.nl/index.php?option=com_content&vi…
Mit Katar ist ab Mitte 2012 zu rechnen, wenn ich mich richtig erinnere. JSSI Silizium könnte später wegen der sehr feinen Struktur ähnlich wie bei Evonik für Li-Akkus verwendet werden, falls das mal eine Thema für FA werden sollte. Evonik baut aktuell in Japan (Yokkaichi) eine Fabrik mit JSSI Technik für gasförmiges Monosilan, das für Beschichtungen mit a-Si (Amorphes Silicium) bei Solarzellen eingesetzt werden soll. Auch das wäre eine weitere Option für FA ... http://www.japanmarkt.de/index.php/fe/forschung/solarzellen-…
P.S.: Die großen Nachfrage nach Silber in der Solarindustrie hat mich damals auch dazu gebracht neben physischem Silber (schon seit vielen Jahren) auch in Calls auf Silber zu investieren ... ein 24h Live-Chart dazu ...
http://www.kitco.com/charts/livesilver.html
Antwort auf Beitrag Nr.: 41.419.667 von bossi1 am 27.04.11 21:48:24h) Sicherungsmaßnahmen
Zur Sicherung des Zahlungsstromrisikos eines variabel verzinslichen Darlehens hat der solarworld Konzern einen
Zins swap („Zahle fix – Empfange variabel“) mit einem aktuellen Nominalvolumen in Höhe von T€ 18.000 (2009:
T€ 29.000) und einer Laufzeit bis Ende 2013 abgeschlossen. Als Grundgeschäft wurde das variabel verzinsliche
Bankdarlehen designiert. Mit der Sicherungsmaßnahme wird das Ziel verfolgt, das variabel verzinsliche Bankdar-
lehen in festverzins liche Finanzschulden zu transformieren. Der beizulegende Zeitwert des Zinsswaps beläuft sich
zum Stichtag auf T€ – 732 (2009: T€ – 1.168).
Zur Sicherung bestehender Währungsrisiken aus auf US-Dollar lautenden Senior Notes bestehen beim solarworld
Konzern fünf Cross Currency Swaps („Zahle Euro fix – Empfange US-Dollar fix“) mit einem Nominalvolumen von
insgesamt TUS$ 175.000. Als Grundgeschäft wurden die auf US-Dollar lautenden Senior Notes designiert. Mit der
Sicherungsmaßnahme wird das Ziel verfolgt, die US-Dollar-Verbindlichkeiten in Bezug auf den Nominalbetrag und
die laufenden Zinszahlungen in Euro-Finanzschulden zu transformieren. Die beizulegenden Zeitwerte der Swaps
belaufen sich zum Stichtag auf insgesamt T€ 4.081 (2009: T€ – 8.889).
Zur Sicherung des Bedarfs an Silberpaste für die Solarzellenproduktion hat der solarworld Konzern im Geschäfts-
jahr Rohwarenswaps auf Silber („Zahle fix – Empfange variabel“) abgeschlossen. Als Grundgeschäft sind bislang
nicht bilanzwirksame antizipative Einkäufe von Silberpasten designiert. Das Nominalvolumen beläuft sich auf
TUS$ 35.784. Mit der Sicherungsmaßnahme wird das Ziel verfolgt, das silberpreisinduzierte Risiko aus den Silber-
pasteneinkäufen zu eliminieren. Die beizulegenden Zeitwerte des Rohwarenswaps belaufen sich zum Stichtag auf
insgesamt T€ 4.214.
Zur Sicherung des Zahlungsstromrisikos eines variabel verzinslichen Darlehens hat der solarworld Konzern einen
Zins swap („Zahle fix – Empfange variabel“) mit einem aktuellen Nominalvolumen in Höhe von T€ 18.000 (2009:
T€ 29.000) und einer Laufzeit bis Ende 2013 abgeschlossen. Als Grundgeschäft wurde das variabel verzinsliche
Bankdarlehen designiert. Mit der Sicherungsmaßnahme wird das Ziel verfolgt, das variabel verzinsliche Bankdar-
lehen in festverzins liche Finanzschulden zu transformieren. Der beizulegende Zeitwert des Zinsswaps beläuft sich
zum Stichtag auf T€ – 732 (2009: T€ – 1.168).
Zur Sicherung bestehender Währungsrisiken aus auf US-Dollar lautenden Senior Notes bestehen beim solarworld
Konzern fünf Cross Currency Swaps („Zahle Euro fix – Empfange US-Dollar fix“) mit einem Nominalvolumen von
insgesamt TUS$ 175.000. Als Grundgeschäft wurden die auf US-Dollar lautenden Senior Notes designiert. Mit der
Sicherungsmaßnahme wird das Ziel verfolgt, die US-Dollar-Verbindlichkeiten in Bezug auf den Nominalbetrag und
die laufenden Zinszahlungen in Euro-Finanzschulden zu transformieren. Die beizulegenden Zeitwerte der Swaps
belaufen sich zum Stichtag auf insgesamt T€ 4.081 (2009: T€ – 8.889).
Zur Sicherung des Bedarfs an Silberpaste für die Solarzellenproduktion hat der solarworld Konzern im Geschäfts-
jahr Rohwarenswaps auf Silber („Zahle fix – Empfange variabel“) abgeschlossen. Als Grundgeschäft sind bislang
nicht bilanzwirksame antizipative Einkäufe von Silberpasten designiert. Das Nominalvolumen beläuft sich auf
TUS$ 35.784. Mit der Sicherungsmaßnahme wird das Ziel verfolgt, das silberpreisinduzierte Risiko aus den Silber-
pasteneinkäufen zu eliminieren. Die beizulegenden Zeitwerte des Rohwarenswaps belaufen sich zum Stichtag auf
insgesamt T€ 4.214.
Starker Einblick in F&E, Lernkurve & Kostenreduzierung im PV-Sektor ...
Roadmap for Photovoltaics (ITRPV.net)
Results 2010
Markus Fischer, Jörg Müller, André Krtschil, Thomas Spiess, Peter Wawer, Q-Cells*
Axel Metz, Horst-Dieter Weindel, Christian Lemke, Norbert Lenck, Rolf Martin; Schott Solar*
Lars Oberbeck, Holger Neuhaus, Olaf Storbeck, Christian Seifert; SolarWorld Innovations*
Armin Froitzheim, Mario Berger, Markus Welsch; Bosch Solar*
Frank Schomann, Peter Grabitz; Systaic Cells*
Martin Fleuster, Bas van Straaten, Menno van den Donker, Solland Solar*
Hans-Jörg Axmann, Mike Pape, Sven Siggelkow, Guido Willers; Sovello*
Arnd Boueke, Gunnar Schubert; Sunways*
Rainer Stowasser, Stefan Defregger; Bluechip Energy*
Stephan Raithel; SEMI PV Group
Bernd Malkowski, Alexander Blauärmel; Aleo Solar
Marko Lemke, Hendrik Schramm; Conergy
Jozef Szlufcik, Peter Vanlaeke, Leo Nwofa; Photovoltech
Timur Vlasenko, Iryna Buchovska, Pillar
Oliver Anspach, F.-W. Schulze, Daniel Meissner; PV Crystalox
Peter van den Oever, Wilhelm Prünte; Scheuten Solar
Norbert Betzl, Dietmar Wald, Solarwatt
Oliver Frank, Solon
*Crystalline Silicon PV Technology and Manufacturing (CTM) Group
pdf dazu 20 Seiten ...
http://www.itrpv.net/doc/roadmap_itrpv_2011_brochure_web.pdf
Roadmap for Photovoltaics (ITRPV.net)
Results 2010
Markus Fischer, Jörg Müller, André Krtschil, Thomas Spiess, Peter Wawer, Q-Cells*
Axel Metz, Horst-Dieter Weindel, Christian Lemke, Norbert Lenck, Rolf Martin; Schott Solar*
Lars Oberbeck, Holger Neuhaus, Olaf Storbeck, Christian Seifert; SolarWorld Innovations*
Armin Froitzheim, Mario Berger, Markus Welsch; Bosch Solar*
Frank Schomann, Peter Grabitz; Systaic Cells*
Martin Fleuster, Bas van Straaten, Menno van den Donker, Solland Solar*
Hans-Jörg Axmann, Mike Pape, Sven Siggelkow, Guido Willers; Sovello*
Arnd Boueke, Gunnar Schubert; Sunways*
Rainer Stowasser, Stefan Defregger; Bluechip Energy*
Stephan Raithel; SEMI PV Group
Bernd Malkowski, Alexander Blauärmel; Aleo Solar
Marko Lemke, Hendrik Schramm; Conergy
Jozef Szlufcik, Peter Vanlaeke, Leo Nwofa; Photovoltech
Timur Vlasenko, Iryna Buchovska, Pillar
Oliver Anspach, F.-W. Schulze, Daniel Meissner; PV Crystalox
Peter van den Oever, Wilhelm Prünte; Scheuten Solar
Norbert Betzl, Dietmar Wald, Solarwatt
Oliver Frank, Solon
*Crystalline Silicon PV Technology and Manufacturing (CTM) Group
pdf dazu 20 Seiten ...
http://www.itrpv.net/doc/roadmap_itrpv_2011_brochure_web.pdf
Total steigt bei Sunpower ein
29. APRIL 2011 | MÄRKTE UND TRENDS, TOPNEWS
Der französische Konzern will 60 Prozent des Photovoltaik-Unternehmens aus den USA erwerben. Etwa 1,4 Milliarden US-Dollar lässt sich Total den Einstieg kosten.
Die französische Total-Gruppe und das US-Photovoltaik-Unternehmen Sunpower haben eine weitreichende strategische Partnerschaft vereinbart. Über eine hundertprozentige Tochtergesellschaft habe Total ein freundliches Übernahmeangebot für rund 60 Prozent der verfügbaren Sunpower-Aktien unterbreitet, teilten die Unternehmen mit. Der Preis soll je Aktie bei 23,25 US-Dollar liegen. Die Kosten für die Transaktion werden mit etwa 1,4 Milliarden Dollar beziffert, was hochgerechnet ein Stammkapital von 2,3 Milliarden Dollar des Photovoltaik-Unternehmens entspricht, wie es weiter hieß. Total wolle zudem ein Kreditvolumen von einer Milliarde Dollar über die kommenden fünf Jahre bereitstellen. Das bisherige Führungsteam von Sunpower solle aber weiterarbeiten, nachdem die Aufsichtsräte die Transaktion bewilligt hätten, teilte das Photovoltaik-Unternehmen mit. Für den französischen Total-Konzern ist die Übernahme der Einstieg ins Solargeschäft. Sunpower verspricht sich von der Transaktion einen starken Partner für das weitere Wachstum. (Sandra Enkhardt) / photovoltaik
29. APRIL 2011 | MÄRKTE UND TRENDS, TOPNEWS
Der französische Konzern will 60 Prozent des Photovoltaik-Unternehmens aus den USA erwerben. Etwa 1,4 Milliarden US-Dollar lässt sich Total den Einstieg kosten.
Die französische Total-Gruppe und das US-Photovoltaik-Unternehmen Sunpower haben eine weitreichende strategische Partnerschaft vereinbart. Über eine hundertprozentige Tochtergesellschaft habe Total ein freundliches Übernahmeangebot für rund 60 Prozent der verfügbaren Sunpower-Aktien unterbreitet, teilten die Unternehmen mit. Der Preis soll je Aktie bei 23,25 US-Dollar liegen. Die Kosten für die Transaktion werden mit etwa 1,4 Milliarden Dollar beziffert, was hochgerechnet ein Stammkapital von 2,3 Milliarden Dollar des Photovoltaik-Unternehmens entspricht, wie es weiter hieß. Total wolle zudem ein Kreditvolumen von einer Milliarde Dollar über die kommenden fünf Jahre bereitstellen. Das bisherige Führungsteam von Sunpower solle aber weiterarbeiten, nachdem die Aufsichtsräte die Transaktion bewilligt hätten, teilte das Photovoltaik-Unternehmen mit. Für den französischen Total-Konzern ist die Übernahme der Einstieg ins Solargeschäft. Sunpower verspricht sich von der Transaktion einen starken Partner für das weitere Wachstum. (Sandra Enkhardt) / photovoltaik
Antwort auf Beitrag Nr.: 41.420.897 von bossi1 am 28.04.11 08:58:16SILBER UND ERDGAS
Silberpreis sorgt für Probleme in der Industrie

Angebot und Nachfrage sind bei Silber extrem angespannt
Der Anstieg des Silberpreises in Richtung 50 Dollar verursacht in einigen Industriesektoren erhebliche Probleme.
von Jörg Bernhard
Die Kaufpanik der Investoren hat industrielle Nachfrager, die 75 Prozent des Marktes repräsentieren, aufgeschreckt. Beim Fotokonzern Eastman Kodak musste man im ersten Quartal trotz Preiserhöhungen und forcierter Hedgingtransaktionen einen Verlust von 246 Mio. Dollar hinnehmen. Als Grund wurden die hohen Silber- und Aluminiumpreise genannt. Auch anderen Branchen mit hohem Silberbedarf macht der Preisanstieg der vergangenen 12 Monate um 167 Prozent zu schaffen.
So versucht das chinesische Solarunternehmen Suntech Power, bei der Solarzellen-Produktion von Silber auf Kupfer umzusteigen. Letzteres entwickelte sich nicht ganz so rasant in höhere Preisregionen. Die für den Freitagabend erwartete Veröffentlichung des COT-Report (Commitments of Traders) der CFTC dürfte angesichts der jüngsten Turbulenzen von den Marktakteuren besonders aufmerksam analysiert werden. Beim letzten Update war bei großen wie kleinen Spekulanten lediglich ein marginaler Anstieg der Netto-Long-Position (optimistische Markterwartung) registriert worden.
Am Freitagnachmittag zeigte sich der Silberpreis mit steigenden Notierungen. Bis gegen 15.00 Uhr (MESZ) verteuerte sich der am aktivsten gehandelte Future auf Silber (Juli) um 1,204 auf 48,745 Dollar pro Feinunze.
http://www.finanzen.net/nachricht/rohstoffe-Silber-und-Erdga…
Silberpreis sorgt für Probleme in der Industrie
Angebot und Nachfrage sind bei Silber extrem angespannt
Der Anstieg des Silberpreises in Richtung 50 Dollar verursacht in einigen Industriesektoren erhebliche Probleme.
von Jörg Bernhard
Die Kaufpanik der Investoren hat industrielle Nachfrager, die 75 Prozent des Marktes repräsentieren, aufgeschreckt. Beim Fotokonzern Eastman Kodak musste man im ersten Quartal trotz Preiserhöhungen und forcierter Hedgingtransaktionen einen Verlust von 246 Mio. Dollar hinnehmen. Als Grund wurden die hohen Silber- und Aluminiumpreise genannt. Auch anderen Branchen mit hohem Silberbedarf macht der Preisanstieg der vergangenen 12 Monate um 167 Prozent zu schaffen.
So versucht das chinesische Solarunternehmen Suntech Power, bei der Solarzellen-Produktion von Silber auf Kupfer umzusteigen. Letzteres entwickelte sich nicht ganz so rasant in höhere Preisregionen. Die für den Freitagabend erwartete Veröffentlichung des COT-Report (Commitments of Traders) der CFTC dürfte angesichts der jüngsten Turbulenzen von den Marktakteuren besonders aufmerksam analysiert werden. Beim letzten Update war bei großen wie kleinen Spekulanten lediglich ein marginaler Anstieg der Netto-Long-Position (optimistische Markterwartung) registriert worden.
Am Freitagnachmittag zeigte sich der Silberpreis mit steigenden Notierungen. Bis gegen 15.00 Uhr (MESZ) verteuerte sich der am aktivsten gehandelte Future auf Silber (Juli) um 1,204 auf 48,745 Dollar pro Feinunze.
http://www.finanzen.net/nachricht/rohstoffe-Silber-und-Erdga…
SOLARWORLD-VORSTAND ASBECK IM INTERVIEW
"Wir machen nichts, was nicht profitabel ist"
[08:00, 29.04.11]
Seite 1 | 2 | 3
Von Tobias Schorr
Solarworld-Vorstandschef Frank Asbeck ist trotz eines schwachen Starts ins neue Jahr optimistisch, die Ziele für das Gesamtjahr zu erreichen. Vor allem in den USA will er wachsen. Dreiviertel seiner Geschäfte will er künftig im Ausland machen. Zwölf Prozent des Stroms soll bis zum Jahr 2020 in Deutschland aus der Solarbranche kommen.

Der Vorstandsvorsitzende des Solarkonzerns Solarworld, Frank Asbeck
Herr Asbeck, der Atomunfall in Fukushima hätte eigentlich nicht passieren dürfen – zumindest statistisch gesehen.
Frank Asbeck: Das stimmt. Rein rechnerisch darf so etwas nur alle 600 Jahre stattfinden. Allerdings gab es bereits fünf Störfälle in den vergangenen 50 Jahren. Wie mit diesen Unfällen umgegangenen wurde, ist unverantwortlich. Wir hinterlassen eine ganz schreckliche Botschaft. Zum Glück stellt die Energieversorgung durch Atomkraft einen geringen und abnehmenden Prozentsatz dar. Für den Rest finden wir Lösungen.
Länder wie Indien oder China wollen aber die Kernenergie ausbauen.
Frank Asbeck: In den westlichen, demokratisch geführten Ländern wird der Ausbau der Atomkraft weiter abnehmen. Kernkraft ist leicht substituierbar. Darüber sind sich Fachleute einig. Weltweit liegt der Anteil der Atomkraft an der kompletten Stromversorgung unter zehn Prozent.
Die Solarwirtschaft spielt allerdings immer noch eine untergeordnete Rolle.
Frank Asbeck: Sie ist ja auch noch jung. Immerhin macht sie in Deutschland schon drei Prozent des Strombedarfs aus. Im vergangenen Jahr waren es noch zwei Prozent. Bleibt es bei dieser Zuwachsrate können wir jedes Jahr, bis 2020, um einen Prozentpunkt wachsen.
Wie entwickeln sich denn die Regenerativen Energieformen bis zum Jahr 2020?
Frank Asbeck: Ist der Netzzugang und der Vorzug von grünem Strom durch das Erneuerbare Energiengesetz weiterhin garantiert, ist es ohne jegliche Beschleunigung, nur durch Vermeidung von Behinderung Erneuerbarer Energie möglich, dass bis zum Jahr 2020 rund 40 Prozent unseres Bedarfs bereit gestellt werden. Davon wird die Solarindustrie etwa zwölf Prozent ausmachen.
Noch dominiert allerdings die Windindustrie in Deutschland mit einem Anteil von sieben Prozent.
Frank Asbeck: Das ist richtig. Die Wachstumsraten der Windindustrie sind abhängig davon, ob die Förderung von Windparks auf dem Meer erhöht wird. Der Off-Shore Wind ist mit 15 Cent teuer als der On-Shore mit neun Cent. Pro Kilowattstunde wird der Sonnenstrom momentan mit 28 Cent unterstützt. Allerdings fällt der Preis stetig.
Im Sommer wird die Förderung gekürzt. Von welchem Abschlag gehen Sie denn aus?
Frank Asbeck: Ich rechne mit einer Reduzierung zwischen sechs und neuen Prozent auf dann rund 26 Cent. Das ist abhängig vom Zubau. Im vergangenen Jahr betrug der in Deutschland sieben Gigawatt und wird in diesem Jahr bei weniger als fünf Gigawatt liegen.
Noch immer ist Solarstrom sehr teuer, die Förderung zu hoch.
Frank Asbeck: Innerhalb der letzten 2,5 Jahre hat sich die Einspeisevergütung halbiert. Bis 2015 werden wir die Förderung des Windes unterschreiten. Der Strom der beim Verbraucher liegt, kostet dann zwischen 13 und 15 Cent - selbst unter Berücksichtigung der Speicher wäre das weniger als der Preis, den wir heute schon bezahlen. Dann gibt es autarke Lösungen mit Batteriespeicher
Sie beginnen in Ostdeutschland Lithium für ihre Batterien abzubauen. Wann ist mit Erfolgen zu rechnen?
Frank Asbeck: Wir brauchen jetzt zwei Jahre, um die geologische Lage dort zu erkunden. Dann werden wir entscheiden, ob wir ein Bergwerk bauen oder nicht.
Hat Sie der Anstieg der Aktienkurse nach Fukushima überrascht?
Frank Asbeck: Die Börse handelt die Zukunft und für mich ist es erfreulich, dass die Menschen sehen, dass es Industrien gibt, die kritisch zu sehen sind und andere die eine große Zukunft haben. Allerdings muss man sich Werte genau anschauen. Wer nicht wettbewerbsfähig ist, wird nach dem kurzen Hype wieder verlieren.
Explizit ließ Umweltminister Röttgen die Solarwirtschaft aus, als er von einer höheren Förderung sprach.
Frank Asbeck: Wir wollen an einer Energiewende mitarbeiten und zwar mit den Mitteln, die wir besprochen haben. Wir haben uns klar auf eine Roadmap geeinigt. Wir machen unser Produkt um 50 Prozent günstiger bis 2020 und akzeptieren unterjährige Kürzungen, die den technischen Fortschritt reflektieren. Wir haben schnell die Luft rausgelassen.
Dieses Jahr wird wohl ein Schwieriges. Was erwarten Sie?
Frank Asbeck: In den ersten drei Monaten war die Nachfrage schwach. April, Mai und Juni werden stärker. Mengenmäßig wollen wir 2011 um 30 Prozent wachsen. Der Umsatz soll dann 1,3 Mrd. Euro übertreffen. Was das für die Marge bedeutet, kann ich noch nicht sagen. Am Preis arbeitet der Markt. Wir können nur die Effizienz steigern. Das haben wir die letzten Jahre geschafft und das wollen wir auch künftig erreichen.
Immer stärker drängen chinesische Konzerne auf den Markt und erhöhen den Druck. Wann kommt die Konsolidierung?
Frank Asbeck: Kleine Firmen, die es nicht schaffen hohe Kapazitäten aufzubauen, verschwinden. Andere produzieren hier zu Lande sogar günstiger. Weil wir den Prozess besser beherrschen, produziert Solarworld die Zellen zehn Prozent günstiger als chinesische Rivalen. Der Modulbau ist immer noch sehr personalintensiv. Deswegen ist die Produktion in Fernost um einiges günstiger. Ein Vorteil ist es vertikal integriert zu sein.
Einen kleinen Teil des Polysiliziums, das Sie für die Wafer benötigen, produzieren sie selbst. Den Großteil lassen sie allerdings liefern. Die Preise dafür sind zuletzt stark gestiegen. Das dürfte sich negativ auf die Marge auswirken.
Frank Asbeck: 1000 Tonnen pro Jahr produzieren wir in Zusammenarbeit mit Evonik. 8000 benötigen wir. Die Preise sind durch den Unfall in Fukushima gestiegen. 80 Prozent der Lieferungen haben wir uns für die nächsten zehn Jahre gesichert, so dass sich der Margendruck in Grenzen hält.
Fallen die Preise, kommen Sie allerdings nicht mehr so günstig an das Material.
Frank Asbeck: Dann freue ich mich, dass ich die 20 Prozent günstiger bekomme. Wir haben unter dem Spotmarktpreis eingekauft.
Wachstumstreiber sollen die USA sein, warum?
Frank Asbeck: Trotz eines schwierigen Fördersystems in den einzelnen Bundesländern sind wir sehr optimistisch. Die Sonnenausbeute ist in Kalifornien so hoch, dass sich die Anlagen auch ohne jegliche Förderung rechnen. Wir werden in diesem Jahr den Absatz verdoppeln. Unsere Auslandsquote liegt derzeit bei 54 Prozent. In den kommenden drei Jahren wollen wir den Anteil auf 75 Prozent ausbauen.
Von Siemens erhielten Sie einen Auftrag und schnappten ihn dem chinesischen Konkurrenten Suntech vor der Nase weg. Einige unken, dass das nur ein Prestigeauftrag sei, der nicht gewinnbringend ist.
Frank Asbeck: Wir machen nichts, was nicht profitabel ist – da können sie Gift drauf nehmen. Es gibt keinen Auftrag, der in Richtung Charity geht. Das machen wir mit einer Tochtergesellschaft, die sich darauf spezialisiert hat. Sie liefert Module umsonst nach Mali, Togo oder Haiti.
http://www.boerse-online.de/aktie/nachrichten/deutschland/:S…
"Wir machen nichts, was nicht profitabel ist"
[08:00, 29.04.11]
Seite 1 | 2 | 3
Von Tobias Schorr
Solarworld-Vorstandschef Frank Asbeck ist trotz eines schwachen Starts ins neue Jahr optimistisch, die Ziele für das Gesamtjahr zu erreichen. Vor allem in den USA will er wachsen. Dreiviertel seiner Geschäfte will er künftig im Ausland machen. Zwölf Prozent des Stroms soll bis zum Jahr 2020 in Deutschland aus der Solarbranche kommen.
Der Vorstandsvorsitzende des Solarkonzerns Solarworld, Frank Asbeck
Herr Asbeck, der Atomunfall in Fukushima hätte eigentlich nicht passieren dürfen – zumindest statistisch gesehen.
Frank Asbeck: Das stimmt. Rein rechnerisch darf so etwas nur alle 600 Jahre stattfinden. Allerdings gab es bereits fünf Störfälle in den vergangenen 50 Jahren. Wie mit diesen Unfällen umgegangenen wurde, ist unverantwortlich. Wir hinterlassen eine ganz schreckliche Botschaft. Zum Glück stellt die Energieversorgung durch Atomkraft einen geringen und abnehmenden Prozentsatz dar. Für den Rest finden wir Lösungen.
Länder wie Indien oder China wollen aber die Kernenergie ausbauen.
Frank Asbeck: In den westlichen, demokratisch geführten Ländern wird der Ausbau der Atomkraft weiter abnehmen. Kernkraft ist leicht substituierbar. Darüber sind sich Fachleute einig. Weltweit liegt der Anteil der Atomkraft an der kompletten Stromversorgung unter zehn Prozent.
Die Solarwirtschaft spielt allerdings immer noch eine untergeordnete Rolle.
Frank Asbeck: Sie ist ja auch noch jung. Immerhin macht sie in Deutschland schon drei Prozent des Strombedarfs aus. Im vergangenen Jahr waren es noch zwei Prozent. Bleibt es bei dieser Zuwachsrate können wir jedes Jahr, bis 2020, um einen Prozentpunkt wachsen.
Wie entwickeln sich denn die Regenerativen Energieformen bis zum Jahr 2020?
Frank Asbeck: Ist der Netzzugang und der Vorzug von grünem Strom durch das Erneuerbare Energiengesetz weiterhin garantiert, ist es ohne jegliche Beschleunigung, nur durch Vermeidung von Behinderung Erneuerbarer Energie möglich, dass bis zum Jahr 2020 rund 40 Prozent unseres Bedarfs bereit gestellt werden. Davon wird die Solarindustrie etwa zwölf Prozent ausmachen.
Noch dominiert allerdings die Windindustrie in Deutschland mit einem Anteil von sieben Prozent.
Frank Asbeck: Das ist richtig. Die Wachstumsraten der Windindustrie sind abhängig davon, ob die Förderung von Windparks auf dem Meer erhöht wird. Der Off-Shore Wind ist mit 15 Cent teuer als der On-Shore mit neun Cent. Pro Kilowattstunde wird der Sonnenstrom momentan mit 28 Cent unterstützt. Allerdings fällt der Preis stetig.
Im Sommer wird die Förderung gekürzt. Von welchem Abschlag gehen Sie denn aus?
Frank Asbeck: Ich rechne mit einer Reduzierung zwischen sechs und neuen Prozent auf dann rund 26 Cent. Das ist abhängig vom Zubau. Im vergangenen Jahr betrug der in Deutschland sieben Gigawatt und wird in diesem Jahr bei weniger als fünf Gigawatt liegen.
Noch immer ist Solarstrom sehr teuer, die Förderung zu hoch.
Frank Asbeck: Innerhalb der letzten 2,5 Jahre hat sich die Einspeisevergütung halbiert. Bis 2015 werden wir die Förderung des Windes unterschreiten. Der Strom der beim Verbraucher liegt, kostet dann zwischen 13 und 15 Cent - selbst unter Berücksichtigung der Speicher wäre das weniger als der Preis, den wir heute schon bezahlen. Dann gibt es autarke Lösungen mit Batteriespeicher
Sie beginnen in Ostdeutschland Lithium für ihre Batterien abzubauen. Wann ist mit Erfolgen zu rechnen?
Frank Asbeck: Wir brauchen jetzt zwei Jahre, um die geologische Lage dort zu erkunden. Dann werden wir entscheiden, ob wir ein Bergwerk bauen oder nicht.
Hat Sie der Anstieg der Aktienkurse nach Fukushima überrascht?
Frank Asbeck: Die Börse handelt die Zukunft und für mich ist es erfreulich, dass die Menschen sehen, dass es Industrien gibt, die kritisch zu sehen sind und andere die eine große Zukunft haben. Allerdings muss man sich Werte genau anschauen. Wer nicht wettbewerbsfähig ist, wird nach dem kurzen Hype wieder verlieren.
Explizit ließ Umweltminister Röttgen die Solarwirtschaft aus, als er von einer höheren Förderung sprach.
Frank Asbeck: Wir wollen an einer Energiewende mitarbeiten und zwar mit den Mitteln, die wir besprochen haben. Wir haben uns klar auf eine Roadmap geeinigt. Wir machen unser Produkt um 50 Prozent günstiger bis 2020 und akzeptieren unterjährige Kürzungen, die den technischen Fortschritt reflektieren. Wir haben schnell die Luft rausgelassen.
Dieses Jahr wird wohl ein Schwieriges. Was erwarten Sie?
Frank Asbeck: In den ersten drei Monaten war die Nachfrage schwach. April, Mai und Juni werden stärker. Mengenmäßig wollen wir 2011 um 30 Prozent wachsen. Der Umsatz soll dann 1,3 Mrd. Euro übertreffen. Was das für die Marge bedeutet, kann ich noch nicht sagen. Am Preis arbeitet der Markt. Wir können nur die Effizienz steigern. Das haben wir die letzten Jahre geschafft und das wollen wir auch künftig erreichen.
Immer stärker drängen chinesische Konzerne auf den Markt und erhöhen den Druck. Wann kommt die Konsolidierung?
Frank Asbeck: Kleine Firmen, die es nicht schaffen hohe Kapazitäten aufzubauen, verschwinden. Andere produzieren hier zu Lande sogar günstiger. Weil wir den Prozess besser beherrschen, produziert Solarworld die Zellen zehn Prozent günstiger als chinesische Rivalen. Der Modulbau ist immer noch sehr personalintensiv. Deswegen ist die Produktion in Fernost um einiges günstiger. Ein Vorteil ist es vertikal integriert zu sein.
Einen kleinen Teil des Polysiliziums, das Sie für die Wafer benötigen, produzieren sie selbst. Den Großteil lassen sie allerdings liefern. Die Preise dafür sind zuletzt stark gestiegen. Das dürfte sich negativ auf die Marge auswirken.
Frank Asbeck: 1000 Tonnen pro Jahr produzieren wir in Zusammenarbeit mit Evonik. 8000 benötigen wir. Die Preise sind durch den Unfall in Fukushima gestiegen. 80 Prozent der Lieferungen haben wir uns für die nächsten zehn Jahre gesichert, so dass sich der Margendruck in Grenzen hält.
Fallen die Preise, kommen Sie allerdings nicht mehr so günstig an das Material.
Frank Asbeck: Dann freue ich mich, dass ich die 20 Prozent günstiger bekomme. Wir haben unter dem Spotmarktpreis eingekauft.
Wachstumstreiber sollen die USA sein, warum?
Frank Asbeck: Trotz eines schwierigen Fördersystems in den einzelnen Bundesländern sind wir sehr optimistisch. Die Sonnenausbeute ist in Kalifornien so hoch, dass sich die Anlagen auch ohne jegliche Förderung rechnen. Wir werden in diesem Jahr den Absatz verdoppeln. Unsere Auslandsquote liegt derzeit bei 54 Prozent. In den kommenden drei Jahren wollen wir den Anteil auf 75 Prozent ausbauen.
Von Siemens erhielten Sie einen Auftrag und schnappten ihn dem chinesischen Konkurrenten Suntech vor der Nase weg. Einige unken, dass das nur ein Prestigeauftrag sei, der nicht gewinnbringend ist.
Frank Asbeck: Wir machen nichts, was nicht profitabel ist – da können sie Gift drauf nehmen. Es gibt keinen Auftrag, der in Richtung Charity geht. Das machen wir mit einer Tochtergesellschaft, die sich darauf spezialisiert hat. Sie liefert Module umsonst nach Mali, Togo oder Haiti.
http://www.boerse-online.de/aktie/nachrichten/deutschland/:S…
Suntech überholt First Solar
14. APRIL 2011 | MÄRKTE UND TRENDS, TOPNEWS
Das chinesische Photovoltaik-Unternehmen hat den Dünnschicht-Konzern aus den USA 2010 bei der Auslieferung von Solarmodulen erstmals übertroffen.

Vor allem die chinesischen Unternehmen legten zu
Quelle: IMS Research
Die Suntech Power Holdings, Co. Ltd. ist im vergangenen Jahr zum größten Lieferanten für Solarmodule weltweit aufgestiegen. Nach dem aktuellen Ranking der britischen Marktforscher von IMS Research habe das chinesische Photovoltaik-Unternehmen seine Auslieferungsmenge um mehr als 130 Prozent gegenüber 2009 steigern können. First Solar, Hersteller von Cadmiumtellurid-Dünnschichtmodulen, habe seine Lieferungen um weniger als 50 Prozent erhöhen können und sei nun auf den zweiten Platz zurückgefallen. Platz drei der Rangliste belegt wie im Vorjahr Sharp. Nach den Ergebnissen von IMS Research konnten alle Modulhersteller ihre Warenauslieferung steigern. Dabei falle auf, dass vor allem die chinesischen Photovoltaik-Unternehmen starke Zuwächse verzeichneten, während die in den USA und Europa angesiedelten Firmen eher an Boden verloren. „2010 war ein außergewöhnliches Jahr für die gesamte Photovoltaik-Industrie. Die Modulhersteller konnten von der starken Nachfrage profitieren, die seit Jahren anhält und ihre Warenlieferungen stark steigern; fünf der zehn größten Anbieter haben sie mehr als verdoppelt, einige sogar um mehr als 150 Prozent gesteigert“, sagt Sam Wilkinson, Photovoltaik-Markt-Analyst von IMS Research.
Bei Ranking der größten Zellhersteller habe mit JA Solar einen klaren Gewinner gegeben. Das chinesische Unternehmen habe seine Produktion um nahezu 180 Prozent gesteigert. 2009 war JA Solar noch auf Platz fünf der Rangliste. (Sandra Enkhardt)
http://www.photovoltaik.eu/nachrichten/details/beitrag/sunte…
14. APRIL 2011 | MÄRKTE UND TRENDS, TOPNEWS
Das chinesische Photovoltaik-Unternehmen hat den Dünnschicht-Konzern aus den USA 2010 bei der Auslieferung von Solarmodulen erstmals übertroffen.
Vor allem die chinesischen Unternehmen legten zu
Quelle: IMS Research
Die Suntech Power Holdings, Co. Ltd. ist im vergangenen Jahr zum größten Lieferanten für Solarmodule weltweit aufgestiegen. Nach dem aktuellen Ranking der britischen Marktforscher von IMS Research habe das chinesische Photovoltaik-Unternehmen seine Auslieferungsmenge um mehr als 130 Prozent gegenüber 2009 steigern können. First Solar, Hersteller von Cadmiumtellurid-Dünnschichtmodulen, habe seine Lieferungen um weniger als 50 Prozent erhöhen können und sei nun auf den zweiten Platz zurückgefallen. Platz drei der Rangliste belegt wie im Vorjahr Sharp. Nach den Ergebnissen von IMS Research konnten alle Modulhersteller ihre Warenauslieferung steigern. Dabei falle auf, dass vor allem die chinesischen Photovoltaik-Unternehmen starke Zuwächse verzeichneten, während die in den USA und Europa angesiedelten Firmen eher an Boden verloren. „2010 war ein außergewöhnliches Jahr für die gesamte Photovoltaik-Industrie. Die Modulhersteller konnten von der starken Nachfrage profitieren, die seit Jahren anhält und ihre Warenlieferungen stark steigern; fünf der zehn größten Anbieter haben sie mehr als verdoppelt, einige sogar um mehr als 150 Prozent gesteigert“, sagt Sam Wilkinson, Photovoltaik-Markt-Analyst von IMS Research.
Bei Ranking der größten Zellhersteller habe mit JA Solar einen klaren Gewinner gegeben. Das chinesische Unternehmen habe seine Produktion um nahezu 180 Prozent gesteigert. 2009 war JA Solar noch auf Platz fünf der Rangliste. (Sandra Enkhardt)
http://www.photovoltaik.eu/nachrichten/details/beitrag/sunte…
Entscheidung zur Solarförderung erwartet
03. MAI 2011
In Italien soll nun nach einem wochenlangen Ringen morgen endlich die Entscheidung über die künftigen Photovoltaik-Einspeisetarife fallen. Allerdings sind immer noch Fragen offen.
http://www.photovoltaik.eu/nachrichten/details/beitrag/entsc…
03. MAI 2011
In Italien soll nun nach einem wochenlangen Ringen morgen endlich die Entscheidung über die künftigen Photovoltaik-Einspeisetarife fallen. Allerdings sind immer noch Fragen offen.
http://www.photovoltaik.eu/nachrichten/details/beitrag/entsc…
Die n-tv Sendung vom 3.5.2011 mit FA ...
http://www.n-tv.de/mediathek/sendungen/Chefsache/Nur-der-Wan…
http://www.n-tv.de/mediathek/sendungen/Chefsache/Nur-der-Wan…
Einige neue Verfahren setzen auf Gewüzmetalle, wie das seltene und nicht ersetzbare Indium ...
Als Gewürzmetalle werden solche Metalle bezeichnet, die für die Herstellung eines Produktes unverzichtbar sind und gleichzeitig nicht ersetzbar sind. Zu ihnen zählen Molybdän, Niob, Indium, Tantal (Coltan-Erz), Platingruppenmetalle.[1][2], Gallium, Antimon und viele Metalle der Seltenen Erden. Dabei kann das Fehlen eines dieser Gewürzmetalle ganze Wertschöpfungsketten lahm legen, wenn dadurch die Fertigung eines wichtigen Bausteins in der Produktionskette verhindert wird. Insbesondere bei Produkten wie Brennstoffzellen, Dünnschicht-Fotovoltaik oder Hybridfahrzeugen können Engpässe dieser Metalle den Ausbau der Fertigung begrenzen.
http://de.wikipedia.org/wiki/Gewürzmetall
http://www.vbw-bayern.de/agv/vbw-Themen-Wirtschaftspolitik-U…
Andere Industrien die von Indium abhängen ...
Mit zunehmender Entwicklung der Kernindustrie wurde Indium bedeutend, weil die Kontrollstäbe damit versehen wurden. In der weiterverarbeiteten Form Indiumzinnoxid wird aufgrund seiner Eigenschaften durchsichtig !!, in dünnen Schichten leitend) zur Produktion von Flüssigkristallbildschirmen benötigt.
Als Gewürzmetalle werden solche Metalle bezeichnet, die für die Herstellung eines Produktes unverzichtbar sind und gleichzeitig nicht ersetzbar sind. Zu ihnen zählen Molybdän, Niob, Indium, Tantal (Coltan-Erz), Platingruppenmetalle.[1][2], Gallium, Antimon und viele Metalle der Seltenen Erden. Dabei kann das Fehlen eines dieser Gewürzmetalle ganze Wertschöpfungsketten lahm legen, wenn dadurch die Fertigung eines wichtigen Bausteins in der Produktionskette verhindert wird. Insbesondere bei Produkten wie Brennstoffzellen, Dünnschicht-Fotovoltaik oder Hybridfahrzeugen können Engpässe dieser Metalle den Ausbau der Fertigung begrenzen.
http://de.wikipedia.org/wiki/Gewürzmetall
http://www.vbw-bayern.de/agv/vbw-Themen-Wirtschaftspolitik-U…
Andere Industrien die von Indium abhängen ...
Mit zunehmender Entwicklung der Kernindustrie wurde Indium bedeutend, weil die Kontrollstäbe damit versehen wurden. In der weiterverarbeiteten Form Indiumzinnoxid wird aufgrund seiner Eigenschaften durchsichtig !!, in dünnen Schichten leitend) zur Produktion von Flüssigkristallbildschirmen benötigt.
angeblich 7 GW NEU-Installation in Italien im 1. HJ 2011... Nur Propaganda, um möglicherweise drastische Vergütungs-Reduktionen zu rechtfertigen? Oder doch was Wahres dran? time will tell...
---------------
Italy announces PV system installations to reach 7,000MW by June 2011
Nuying Huang, Taipei; Jackie Chang, DIGITIMES [Wednesday 4 May 2011]
The Italian government has announced PV system installations in the country will reach 7,000MW between January-June 2011. Adding this to the accumulated installation of 3,000MW at the end of 2010, the total accumulation by the end of the first half of 2011 will be close to 10,000MW. However, industry observers question the timing of this announcement since negotiations between the government and industry failed to deliver a new incentive plan on April 28.
The Italian state-run power management agency, GSE, announced recently the expected installations by the end of June 2011 will be 7,000MW, including the 4,000MW of systems from 2010 still waiting for the on grid process. The other 3,000MW of systems will be all new installations from January to end of June in 2011.
Some industry observers question the reliability of this figure because it is very close to the installation figure of the German market, which has implemented favorable incentive program for years. The accumulated installations for Germany by the end of 2010 were 15,000MW and it is very unlikely for Italy to reach 10,000MW in just one and half year, since Italy's incentive program has not lasted very long. Also, it is difficult to see how this figure would actualize due to weak demand in recent months.
The incentive cuts made by many countries will decrease prices throughout the supply chain of the solar market, but it will also help fast-forward the process of reaching grid parity. Only then can the solar industry operate without the help of government policies.
---------------
Italy announces PV system installations to reach 7,000MW by June 2011
Nuying Huang, Taipei; Jackie Chang, DIGITIMES [Wednesday 4 May 2011]
The Italian government has announced PV system installations in the country will reach 7,000MW between January-June 2011. Adding this to the accumulated installation of 3,000MW at the end of 2010, the total accumulation by the end of the first half of 2011 will be close to 10,000MW. However, industry observers question the timing of this announcement since negotiations between the government and industry failed to deliver a new incentive plan on April 28.
The Italian state-run power management agency, GSE, announced recently the expected installations by the end of June 2011 will be 7,000MW, including the 4,000MW of systems from 2010 still waiting for the on grid process. The other 3,000MW of systems will be all new installations from January to end of June in 2011.
Some industry observers question the reliability of this figure because it is very close to the installation figure of the German market, which has implemented favorable incentive program for years. The accumulated installations for Germany by the end of 2010 were 15,000MW and it is very unlikely for Italy to reach 10,000MW in just one and half year, since Italy's incentive program has not lasted very long. Also, it is difficult to see how this figure would actualize due to weak demand in recent months.
The incentive cuts made by many countries will decrease prices throughout the supply chain of the solar market, but it will also help fast-forward the process of reaching grid parity. Only then can the solar industry operate without the help of government policies.
Antwort auf Beitrag Nr.: 41.450.836 von bossi1 am 04.05.11 13:16:36Silver Nanowire Ink - Alternative zu Indium ...
Toray Advanced Film Developed New Transparent Conductive Material Using Silver Nanowire Ink
2011/04/08
- Best in the world in transparency and conductivity, superior flexibility, natural color, durability and workability; to be mass-produced for use in touch panels -
April 8, 2011 -- Toray Advanced Film Co., Ltd. (head office: Chuo-ku, Tokyo; President: Susumu Yamaguchi; hereinafter referred to as "the Company") today announced that it has succeeded in developing a silver nano-wire based transparent conductive film with the world's best transparency and conductivity -light transmittance of 90% or above and surface resistivity, which is a measure of conductivity, between 150 and 250 ohm/sq- using wet coating method. The material also boasts superior flexibility, natural coloration, durability and workability, and the Company expects to begin its mass production in the near future.
Transparent conductive films are generally ITO films by use of vapor deposition or sputtering methods, making them not much suitable for bending as they are thin and brittle inorganic material, and they sometimes affect the flexibility of the final product. Furthermore, the primary raw material Indium being a rare metal, there is also the issue of depletion of resources. On the other hand, wet coating films using organic conducting materials, while superior in flexibility tend to be susceptible to discoloration when conductivity is improved. They also have issues on durability under high heat and higher moisture circumstance though some products using such materials are available in the market. At the same time, in touch panel and display applications, it is necessary to not only have durability and reliability but also compatibility with pattern processing and other peripheral technologies without losing optical characteristics.
Against this background, the Company recently entered into a strategic partnership with Cambrios Technologies Corporation (head office: Sunnyvale, California; CEO: Michael Knapp), a U.S.-based electronic materials manufacturer, to develop a new product that addresses the above issues by bringing together high transparency, high conductivity nanowire ink technology of Cambrios with the Company's superior film processing technology.
Key technological points of the transparent conductive film developed this time using silver nanowire ink are as follows: (1) nano-level coating thickness control technology, (2) wet-method multilayer laminating technology, and (3) product design proposals that suit the fabrication process of the user. The product is considered better suited for mass production in comparison with ITO films which require sputtering or other such vacuum process. Also, given its superior flexibility and invisible patterning properties in addition to high transparency and conductivity, the new film is expected to find application in touch panels used in cellular phones, smart phones and tablet PCs. The material can also address the need for lower resistance required by larger-sized touch panels and therefore the Company expects it to contribute to the display technology revolution in the future. Going forward, the Company hopes the film would eventually be used in 3-D touch panels, solar cells and organic EL electrodes.
The Company intends to further grow its touch panel-related business centered on business expansion of transparent conductive materials widely used in smart phones and tablet PCs.
The Company will display the new products at the 2nd Highly-functional Film Technology Expo to be held at the Tokyo Big Sight Japan from April 13 (Wed) to April 15 (Fri), 2011.
For more information, please visit http://www.toray.com/news/film/nr110408.html
http://www.asahi.com/english/TKY201104080271.html
Toray Advanced Film Developed New Transparent Conductive Material Using Silver Nanowire Ink
2011/04/08
- Best in the world in transparency and conductivity, superior flexibility, natural color, durability and workability; to be mass-produced for use in touch panels -
April 8, 2011 -- Toray Advanced Film Co., Ltd. (head office: Chuo-ku, Tokyo; President: Susumu Yamaguchi; hereinafter referred to as "the Company") today announced that it has succeeded in developing a silver nano-wire based transparent conductive film with the world's best transparency and conductivity -light transmittance of 90% or above and surface resistivity, which is a measure of conductivity, between 150 and 250 ohm/sq- using wet coating method. The material also boasts superior flexibility, natural coloration, durability and workability, and the Company expects to begin its mass production in the near future.
Transparent conductive films are generally ITO films by use of vapor deposition or sputtering methods, making them not much suitable for bending as they are thin and brittle inorganic material, and they sometimes affect the flexibility of the final product. Furthermore, the primary raw material Indium being a rare metal, there is also the issue of depletion of resources. On the other hand, wet coating films using organic conducting materials, while superior in flexibility tend to be susceptible to discoloration when conductivity is improved. They also have issues on durability under high heat and higher moisture circumstance though some products using such materials are available in the market. At the same time, in touch panel and display applications, it is necessary to not only have durability and reliability but also compatibility with pattern processing and other peripheral technologies without losing optical characteristics.
Against this background, the Company recently entered into a strategic partnership with Cambrios Technologies Corporation (head office: Sunnyvale, California; CEO: Michael Knapp), a U.S.-based electronic materials manufacturer, to develop a new product that addresses the above issues by bringing together high transparency, high conductivity nanowire ink technology of Cambrios with the Company's superior film processing technology.
Key technological points of the transparent conductive film developed this time using silver nanowire ink are as follows: (1) nano-level coating thickness control technology, (2) wet-method multilayer laminating technology, and (3) product design proposals that suit the fabrication process of the user. The product is considered better suited for mass production in comparison with ITO films which require sputtering or other such vacuum process. Also, given its superior flexibility and invisible patterning properties in addition to high transparency and conductivity, the new film is expected to find application in touch panels used in cellular phones, smart phones and tablet PCs. The material can also address the need for lower resistance required by larger-sized touch panels and therefore the Company expects it to contribute to the display technology revolution in the future. Going forward, the Company hopes the film would eventually be used in 3-D touch panels, solar cells and organic EL electrodes.
The Company intends to further grow its touch panel-related business centered on business expansion of transparent conductive materials widely used in smart phones and tablet PCs.
The Company will display the new products at the 2nd Highly-functional Film Technology Expo to be held at the Tokyo Big Sight Japan from April 13 (Wed) to April 15 (Fri), 2011.
For more information, please visit http://www.toray.com/news/film/nr110408.html
http://www.asahi.com/english/TKY201104080271.html
Noch ein Patent aus 2010 zur Charakterisierung von Solarzellen ...
DE102009006343A1 05.08.2010
Mess-Anordnung
Anmelder
SolarWorld Innovations GmbH, 09599 Freiberg, DE
Erfinder
Kutzer, Martin, Dr., 09322 Penig, DE;
Weber, Torsten, 01099 Dresden, DE
Eine Anordnung zur Ermittlung der Dunkelkennlinie einer in einem Solar-Modul (1) eingekapselten Solar-Zelle (2) umfasst eine Spannungs-Beaufschlagungs-Einrichtung (5) zur Beaufschlagung des Solar-Moduls (1) mit einer elektrischen Spannung, sodass die zu messende Solar-Zelle (2) elektromagnetische Strahlung emittiert, und eine Detektions-Einrichtung (7) zum Detektieren der nur von der zu messenden Solar-Zelle (2) emittierten elektromagnetischen Strahlung.
http://www.patent-de.com/20100805/DE102009006343A1.html
Auszug ...
Die Erfindung betrifft eine Anordnung zur Ermittlung der Dunkelkennlinie in Durchlassrichtung einer in einem Solar-Modul eingekapselten Solar-Zelle. Ferner richtet sich die Erfindung auf ein entsprechendes Verfahren zur Ermittlung der Dunkelkennlinie in Durchlassrichtung einer in einem Solar-Modul eingekapselten Solar-Zelle.
Bekanntlich umfasst ein Solar-Modul bzw. Fotovoltaik-Modul mehrere Solar-Zellen bzw. fotovoltaische Zellen. Mit einer Solar-Zelle kann die im Licht enthaltene Strahlungsenergie in elektrische Energie umgewandelt werden. Die Solar-Zellen sind in dem Solar-Modul eingekapselt und entsprechend verschaltet.
Die Bestimmung der Kennlinie einer einzelnen, verbauten Solar-Zelle ist äußerst aufwändig. Die Kontaktierung einer einzelnen, in einem Solar-Modul angeordneten Solar-Zelle ist nicht ohne Weiteres möglich. Auch aus der Kennlinien-Messung des gesamten Solar-Moduls lassen sich keine Aussagen über die Kennlinie einer einzelnen, interessierenden Solar-Zelle gewinnen. Eine Möglichkeit, die Dunkelkennlinie einer ausgewählten Solar-Zelle zu messen, ist die Freilegung der Anschluss-Kontakte der Solar-Zelle durch Öffnung des Solar-Moduls und durch Zerstörung der Solar-Modul-Kapselung. Aus der Dunkelkennlinie einer Solar-Zelle lässt sich dann u. a. deren Serienwiderstand ermitteln.
Der Erfindung liegt die Aufgabe zugrunde, eine Anordnung bereitzustellen, mit der schnell und funktionssicher die Dunkelkennlinie einer in einem Solar-Modul eingekapselten Solar-Zelle ermittelt werden kann. Außerdem soll die Bestimmung der Dunkelkennlinie äußerst kostengünstig und zerstörungsfrei durchführbar sein. Ein entsprechendes Verfahren soll ebenfalls geschaffen werden.
Diese Aufgabe wird erfindungsgemäß durch die in den Ansprüchen 1 und 12 angegebenen Merkmale gelöst. Der Kern der Erfindung liegt darin, dass das gesamte Solar-Modul mit einer elektrischen Spannung beaufschlagt bzw. bestromt wird, sodass die Solar-Zelle bzw. Solar-Zellen in dem Solar-Modul elektromagnetische Strahlung, z. B. in Form von Licht, aussendet bzw. aussenden. Die emittierte elektromagnetische Strahlung einer Solar-Zelle wird dann detektiert. Aus den erhaltenen Strahlungs-Mess-Signalen, die repräsentativ zu der detektierten elektromagnetischen Strahlung sind, kann dann die Dunkelkennlinie dieser Solar-Zelle ermittelt werden ...
DE102009006343A1 05.08.2010
Mess-Anordnung
Anmelder
SolarWorld Innovations GmbH, 09599 Freiberg, DE
Erfinder
Kutzer, Martin, Dr., 09322 Penig, DE;
Weber, Torsten, 01099 Dresden, DE
Eine Anordnung zur Ermittlung der Dunkelkennlinie einer in einem Solar-Modul (1) eingekapselten Solar-Zelle (2) umfasst eine Spannungs-Beaufschlagungs-Einrichtung (5) zur Beaufschlagung des Solar-Moduls (1) mit einer elektrischen Spannung, sodass die zu messende Solar-Zelle (2) elektromagnetische Strahlung emittiert, und eine Detektions-Einrichtung (7) zum Detektieren der nur von der zu messenden Solar-Zelle (2) emittierten elektromagnetischen Strahlung.
http://www.patent-de.com/20100805/DE102009006343A1.html
Auszug ...
Die Erfindung betrifft eine Anordnung zur Ermittlung der Dunkelkennlinie in Durchlassrichtung einer in einem Solar-Modul eingekapselten Solar-Zelle. Ferner richtet sich die Erfindung auf ein entsprechendes Verfahren zur Ermittlung der Dunkelkennlinie in Durchlassrichtung einer in einem Solar-Modul eingekapselten Solar-Zelle.
Bekanntlich umfasst ein Solar-Modul bzw. Fotovoltaik-Modul mehrere Solar-Zellen bzw. fotovoltaische Zellen. Mit einer Solar-Zelle kann die im Licht enthaltene Strahlungsenergie in elektrische Energie umgewandelt werden. Die Solar-Zellen sind in dem Solar-Modul eingekapselt und entsprechend verschaltet.
Die Bestimmung der Kennlinie einer einzelnen, verbauten Solar-Zelle ist äußerst aufwändig. Die Kontaktierung einer einzelnen, in einem Solar-Modul angeordneten Solar-Zelle ist nicht ohne Weiteres möglich. Auch aus der Kennlinien-Messung des gesamten Solar-Moduls lassen sich keine Aussagen über die Kennlinie einer einzelnen, interessierenden Solar-Zelle gewinnen. Eine Möglichkeit, die Dunkelkennlinie einer ausgewählten Solar-Zelle zu messen, ist die Freilegung der Anschluss-Kontakte der Solar-Zelle durch Öffnung des Solar-Moduls und durch Zerstörung der Solar-Modul-Kapselung. Aus der Dunkelkennlinie einer Solar-Zelle lässt sich dann u. a. deren Serienwiderstand ermitteln.
Der Erfindung liegt die Aufgabe zugrunde, eine Anordnung bereitzustellen, mit der schnell und funktionssicher die Dunkelkennlinie einer in einem Solar-Modul eingekapselten Solar-Zelle ermittelt werden kann. Außerdem soll die Bestimmung der Dunkelkennlinie äußerst kostengünstig und zerstörungsfrei durchführbar sein. Ein entsprechendes Verfahren soll ebenfalls geschaffen werden.
Diese Aufgabe wird erfindungsgemäß durch die in den Ansprüchen 1 und 12 angegebenen Merkmale gelöst. Der Kern der Erfindung liegt darin, dass das gesamte Solar-Modul mit einer elektrischen Spannung beaufschlagt bzw. bestromt wird, sodass die Solar-Zelle bzw. Solar-Zellen in dem Solar-Modul elektromagnetische Strahlung, z. B. in Form von Licht, aussendet bzw. aussenden. Die emittierte elektromagnetische Strahlung einer Solar-Zelle wird dann detektiert. Aus den erhaltenen Strahlungs-Mess-Signalen, die repräsentativ zu der detektierten elektromagnetischen Strahlung sind, kann dann die Dunkelkennlinie dieser Solar-Zelle ermittelt werden ...
Umsatz des Photovoltaik-Herstellers First Solar ging im ersten Quartal um 7 % auf 567 Millionen US-Dollar zurück

First Solar hat viele seiner Module für Systemprojekte bereitgestellt
Am 03.05 2011 gab First Solar Inc. (Tempe, Arizona, USA) seine Ergebnisse für das erste Quartal 2011 bekannt. Der Umsatz sank im Vergleich zum Vorquartal um 7 % auf 567 Millionen US-Dollar (383 Millionen Euro). Das ist das zweite rückläufige Quartal in Folge für das Unternehmen, das 2009 der weltgrößte Photovoltaik-Hersteller war. „Trotz der Unsicherheiten im europäischen Markt haben wir die Nachfrage für 2011 gut im Blick, kommentiert Vorstand Rob Gillette. „Wir erfüllen weiterhin unsere Kostenvorgaben, investieren in neue Modul-Produktionskapazitäten, bauen unsere Projektpipeline aus und entwickeln vielversprechende neue Märkte auf der ganzen Welt.“
Umsatzrückgang seit dem ersten Quartal
Das Unternehmen schreibt den Umsatzrückgang verschiedenen Faktoren zu, unter anderem der Bereitstellung von Modulen für seine Systemprojekte, damit die Fristen eingehalten werden, sieben Produktionstage weniger und die Auswirkungen der Preisänderungen vom Dezember 2010 auf ein ganzes Quartal. First Solar verzeichnet einen Umsatzrückgang nicht nur seit dem letzten Quartal, sondern auch leicht im Vergleich zum ersten Quartal 2010, als das Unternehmen noch 568 Millionen US-Dollar (383,4 Mio. Euro) Umsatz machte.
Umsatzrendite sinkt um 4,4 % im Vergleich zum Vorquartal
Die Umsatzrendite von First Solar sank dramatisch von 27,2 % im vierten Quartal 2010 auf 22,8 % im ersten Quartal 2011. Das Unternehmen gehört seit jeher zu den Photovoltaik-Herstellern, welche die höchsten Umsatzrenditen erzielen und Module mit den niedrigsten Kosten pro Watt produzieren. First Solar erzielte im ersten Quartal 2011 einen Reinertrag von 116 Millionen US-Dollar (78 Mio. Euro), das bedeutet 1,33 US-Dollar (0,90 Euro) Gewinn je Aktie.
Finanzplanung für 2011 wurde leicht angepasst
First Solar hat in seinem Quartalsbericht sehr geringe Änderungen an seiner Planung für 2011 vorgenommen. Das Unternehmen rechnet weiterhin mit Umsätzen zwischen 3,7 und 3,8 Milliarden US-Dollar (2,5 – 2,6 Milliarden Euro) und ging beim erwarteten operativen Ergebnis leicht zurück auf 900 – 970 Millionen US-Dollar (606 – 655 Mio. Euro). Auch die erwarteten Ausgaben für neue Produktionsanlagen gingen auf 50 – 60 Millionen US-Dollar (34 – 41 Mio. Euro) zurück, die Kosten für den Produktionsausbau auf 10 – 15 Millionen US-Dollar (6,8 – 10,1 Mio. Euro).
http://www.solarserver.de/solar-magazin/nachrichten/aktuelle…
First Solar hat viele seiner Module für Systemprojekte bereitgestellt
Am 03.05 2011 gab First Solar Inc. (Tempe, Arizona, USA) seine Ergebnisse für das erste Quartal 2011 bekannt. Der Umsatz sank im Vergleich zum Vorquartal um 7 % auf 567 Millionen US-Dollar (383 Millionen Euro). Das ist das zweite rückläufige Quartal in Folge für das Unternehmen, das 2009 der weltgrößte Photovoltaik-Hersteller war. „Trotz der Unsicherheiten im europäischen Markt haben wir die Nachfrage für 2011 gut im Blick, kommentiert Vorstand Rob Gillette. „Wir erfüllen weiterhin unsere Kostenvorgaben, investieren in neue Modul-Produktionskapazitäten, bauen unsere Projektpipeline aus und entwickeln vielversprechende neue Märkte auf der ganzen Welt.“
Umsatzrückgang seit dem ersten Quartal
Das Unternehmen schreibt den Umsatzrückgang verschiedenen Faktoren zu, unter anderem der Bereitstellung von Modulen für seine Systemprojekte, damit die Fristen eingehalten werden, sieben Produktionstage weniger und die Auswirkungen der Preisänderungen vom Dezember 2010 auf ein ganzes Quartal. First Solar verzeichnet einen Umsatzrückgang nicht nur seit dem letzten Quartal, sondern auch leicht im Vergleich zum ersten Quartal 2010, als das Unternehmen noch 568 Millionen US-Dollar (383,4 Mio. Euro) Umsatz machte.
Umsatzrendite sinkt um 4,4 % im Vergleich zum Vorquartal
Die Umsatzrendite von First Solar sank dramatisch von 27,2 % im vierten Quartal 2010 auf 22,8 % im ersten Quartal 2011. Das Unternehmen gehört seit jeher zu den Photovoltaik-Herstellern, welche die höchsten Umsatzrenditen erzielen und Module mit den niedrigsten Kosten pro Watt produzieren. First Solar erzielte im ersten Quartal 2011 einen Reinertrag von 116 Millionen US-Dollar (78 Mio. Euro), das bedeutet 1,33 US-Dollar (0,90 Euro) Gewinn je Aktie.
Finanzplanung für 2011 wurde leicht angepasst
First Solar hat in seinem Quartalsbericht sehr geringe Änderungen an seiner Planung für 2011 vorgenommen. Das Unternehmen rechnet weiterhin mit Umsätzen zwischen 3,7 und 3,8 Milliarden US-Dollar (2,5 – 2,6 Milliarden Euro) und ging beim erwarteten operativen Ergebnis leicht zurück auf 900 – 970 Millionen US-Dollar (606 – 655 Mio. Euro). Auch die erwarteten Ausgaben für neue Produktionsanlagen gingen auf 50 – 60 Millionen US-Dollar (34 – 41 Mio. Euro) zurück, die Kosten für den Produktionsausbau auf 10 – 15 Millionen US-Dollar (6,8 – 10,1 Mio. Euro).
http://www.solarserver.de/solar-magazin/nachrichten/aktuelle…
das Ende vom Anfang kommt näher, der Zahltag auch...
Grid parity of solar energy can be achieved in several countries by 2013, says Eversol chairman
Nuying Huang, Taipei; Jackie Chang, DIGITIMES [Monday 9 May 2011]
It is inevitable for the industry to go through turbulences these couple of years, Ellick Liao, chairman for Eversol has pointed out...
...
"Currently in 2011, the two biggest solar markets in the world, Germany and Italy, both decided to continue making cuts to the subsidies, and the challenges of the solar market will grow annually, I think" Liao indicated.
Despite the tough years to come, Liao added, 2013 is expected to be the year when everything will turn well as markets such as Japan, Germany, Italy, the Netherlands, Spain and the UK achieve grid parity. Subsidy would not be needed by the industry; the government can propose policies such as part of the electricity generated must be from renewable energy sources, Liao commented.
...
Grid parity of solar energy can be achieved in several countries by 2013, says Eversol chairman
Nuying Huang, Taipei; Jackie Chang, DIGITIMES [Monday 9 May 2011]
It is inevitable for the industry to go through turbulences these couple of years, Ellick Liao, chairman for Eversol has pointed out...
...
"Currently in 2011, the two biggest solar markets in the world, Germany and Italy, both decided to continue making cuts to the subsidies, and the challenges of the solar market will grow annually, I think" Liao indicated.
Despite the tough years to come, Liao added, 2013 is expected to be the year when everything will turn well as markets such as Japan, Germany, Italy, the Netherlands, Spain and the UK achieve grid parity. Subsidy would not be needed by the industry; the government can propose policies such as part of the electricity generated must be from renewable energy sources, Liao commented.
...
Antwort auf Beitrag Nr.: 41.481.092 von Tri2Sol am 10.05.11 20:22:19Studie: Erneuerbare Energien auf dem Weg zur Grid Parity
photovoltaik-guide.de / Michael Ziegler | 12.01.2011
Freiburg, 12. Januar 2011, Die zunehmende Wirtschaftlichkeit von Strom aus erneuerbaren Energiequellen zeigt eine neue Studie des Fraunhofer-Instituts für Solare Energiesysteme ISE auf. Vor allem bei Photovoltaikanlagen sinken im Vergleich zu anderen Technologien die Kosten überdurchschnittlich stark, so dass PVStrom bald mit dem Kostenniveau anderer Stromerzeuger konkurrieren kann.
»Die von uns errechneten Zahlen für Strom aus erneuerbaren Quellen belegen die rasche Entwicklung hin zur Wettbewerbsfähigkeit im Vergleich zu Strom aus konventionellen Kraftwerken«, so Prof. Eicke Weber, Leiter des Fraunhofer ISE. Die Studie analysiert die aktuellen Stromgestehungskosten von erneuerbaren Energietechnologien anhand technologiespezifischer Systemauslegungen und Anlagenpreise. Der betrachtete Zeitraum erstreckt sich über das dritte Quartal 2010. Zur Untersuchung der langfristigen Wettbewerbsfähigkeit bildet die Studie gleichzeitig die zukünftigen Stromgestehungskosten mittels Lernkurven und prognostiziertem Marktwachstum ab. Zudem erlaubt sie Rückschlüsse auf die Entwicklung zukünftiger regulatorischer Rahmenbedingungen sowie die Höhe von staatlichen Preisregulierungen für erneuerbare Energien wie beispielsweise Einspeisetarife. Die Analyse der Preise für Strom aus erneuerbaren Energien beschränkt sich nicht auf Deutschland. Für Photovoltaikanlagen, solarthermische Kraftwerke und Windkraftanlagen werden unterschiedliche Standortbedingungen berücksichtigt.
An deutschen Standorten belaufen sich die Stromgestehungskosten von Photovoltaik-Kleinanlagen auf Kosten zwischen 0,30 €/kWh und 0,34 €/kWh. Für Photovoltaik-Freiflächenanlagen bei südeuropäischer Sonneneinstrahlung sinken sie bis auf 0,16 €/kWh, abhängig von der eingesetzten Technologie, den Modulen und der Größe der Anlage. Außerdem zeigen die Ergebnisse der Studie, dass an Standorten in Südspanien große Photovoltaikanlagen (PVParks) im langjährigen Vergleich gegenüber solarthermischen Kraftwerken bei den Stromgestehungskosten deutlich aufgeholt haben.
»Die Analyse der Stromgestehungskosten ergab, dass bei der Photovoltaik die Parität von Endkundenstrompreis und Stromgestehungskosten, die so genannte Grid Parity, in Regionen mit sehr hoher Einstrahlung und hohem Endkundenstrompreis – wie z.B. Süditalien – heute bereits gegeben sein kann«, so Eicke Weber. Die Weiterentwicklung von regulatorischen Rahmenbedingen nach der Grid Parity ist Inhalt weiterer Forschungsarbeiten bei Fraunhofer.
Für Windkraftanlagen verdeutlicht die Studie, dass diese bei den Erzeugungskosten schon seit einigen Jahren mit dem Strommix aus konventionellen Kraftwerken, also Kohle- und Atomstrom, konkurrieren kann. Dabei haben Onshore Anlagen deutliche Kostenvorsprünge gegenüber Offshore-Windparks aufgrund geringerer Kosten bei Installation, Netzanschluss und Betrieb. Insgesamt zeigt die Studie des Fraunhofer ISE eine sehr positive Entwicklung für die erneuerbaren Energien. Dies geschieht auf der Grundlage von Marktentwicklungsprognosen und historisch realisierten Erfahrungskurven, die gleichmäßig verlaufende Kostensenkungen annehmen.
Setzt man bei der Photovoltaik voraus, dass die in der Vergangenheit gezeigten hohen Lernkurven anhalten, dann sinken die Stromgestehungskosten zukünftiger PV-Anlagen im Vergleich zu solarthermischen Kraftwerken und zu Windkraftanlagen überproportional. So können bis 2030 Offshore-Windanlagen, in Deutschland installierte Photovoltaik-Kleinanlagen und in Spanien installierte solarthermische Kraftwerke ein Kostenniveau erreichen, das auch für konventionelle, fossile Kraftwerke prognostiziert wird.
»In den vergangenen Jahren hat das reale Marktgeschehen meist die Prognosen überholt. Dadurch konnten wir eine in dieser Geschwindigkeit für unmöglich gehaltene Preisdegression bei Photovoltaik, solarthermischen Kraftwerken und Windkraft beobachten. Bei einer weiterhin dynamischen Marktentwicklung erwarten wir, dass die Grid Parity für PV-Strom auch in Deutschland bereits in zwei Jahren erreicht sein wird«, so Institutsleiter Prof. Weber.
Quelle: Fraunhofer ISE
http://www.photovoltaik-guide.de/studie-erneuerbare-energien…
photovoltaik-guide.de / Michael Ziegler | 12.01.2011
Freiburg, 12. Januar 2011, Die zunehmende Wirtschaftlichkeit von Strom aus erneuerbaren Energiequellen zeigt eine neue Studie des Fraunhofer-Instituts für Solare Energiesysteme ISE auf. Vor allem bei Photovoltaikanlagen sinken im Vergleich zu anderen Technologien die Kosten überdurchschnittlich stark, so dass PVStrom bald mit dem Kostenniveau anderer Stromerzeuger konkurrieren kann.
»Die von uns errechneten Zahlen für Strom aus erneuerbaren Quellen belegen die rasche Entwicklung hin zur Wettbewerbsfähigkeit im Vergleich zu Strom aus konventionellen Kraftwerken«, so Prof. Eicke Weber, Leiter des Fraunhofer ISE. Die Studie analysiert die aktuellen Stromgestehungskosten von erneuerbaren Energietechnologien anhand technologiespezifischer Systemauslegungen und Anlagenpreise. Der betrachtete Zeitraum erstreckt sich über das dritte Quartal 2010. Zur Untersuchung der langfristigen Wettbewerbsfähigkeit bildet die Studie gleichzeitig die zukünftigen Stromgestehungskosten mittels Lernkurven und prognostiziertem Marktwachstum ab. Zudem erlaubt sie Rückschlüsse auf die Entwicklung zukünftiger regulatorischer Rahmenbedingungen sowie die Höhe von staatlichen Preisregulierungen für erneuerbare Energien wie beispielsweise Einspeisetarife. Die Analyse der Preise für Strom aus erneuerbaren Energien beschränkt sich nicht auf Deutschland. Für Photovoltaikanlagen, solarthermische Kraftwerke und Windkraftanlagen werden unterschiedliche Standortbedingungen berücksichtigt.
An deutschen Standorten belaufen sich die Stromgestehungskosten von Photovoltaik-Kleinanlagen auf Kosten zwischen 0,30 €/kWh und 0,34 €/kWh. Für Photovoltaik-Freiflächenanlagen bei südeuropäischer Sonneneinstrahlung sinken sie bis auf 0,16 €/kWh, abhängig von der eingesetzten Technologie, den Modulen und der Größe der Anlage. Außerdem zeigen die Ergebnisse der Studie, dass an Standorten in Südspanien große Photovoltaikanlagen (PVParks) im langjährigen Vergleich gegenüber solarthermischen Kraftwerken bei den Stromgestehungskosten deutlich aufgeholt haben.
»Die Analyse der Stromgestehungskosten ergab, dass bei der Photovoltaik die Parität von Endkundenstrompreis und Stromgestehungskosten, die so genannte Grid Parity, in Regionen mit sehr hoher Einstrahlung und hohem Endkundenstrompreis – wie z.B. Süditalien – heute bereits gegeben sein kann«, so Eicke Weber. Die Weiterentwicklung von regulatorischen Rahmenbedingen nach der Grid Parity ist Inhalt weiterer Forschungsarbeiten bei Fraunhofer.
Für Windkraftanlagen verdeutlicht die Studie, dass diese bei den Erzeugungskosten schon seit einigen Jahren mit dem Strommix aus konventionellen Kraftwerken, also Kohle- und Atomstrom, konkurrieren kann. Dabei haben Onshore Anlagen deutliche Kostenvorsprünge gegenüber Offshore-Windparks aufgrund geringerer Kosten bei Installation, Netzanschluss und Betrieb. Insgesamt zeigt die Studie des Fraunhofer ISE eine sehr positive Entwicklung für die erneuerbaren Energien. Dies geschieht auf der Grundlage von Marktentwicklungsprognosen und historisch realisierten Erfahrungskurven, die gleichmäßig verlaufende Kostensenkungen annehmen.
Setzt man bei der Photovoltaik voraus, dass die in der Vergangenheit gezeigten hohen Lernkurven anhalten, dann sinken die Stromgestehungskosten zukünftiger PV-Anlagen im Vergleich zu solarthermischen Kraftwerken und zu Windkraftanlagen überproportional. So können bis 2030 Offshore-Windanlagen, in Deutschland installierte Photovoltaik-Kleinanlagen und in Spanien installierte solarthermische Kraftwerke ein Kostenniveau erreichen, das auch für konventionelle, fossile Kraftwerke prognostiziert wird.
»In den vergangenen Jahren hat das reale Marktgeschehen meist die Prognosen überholt. Dadurch konnten wir eine in dieser Geschwindigkeit für unmöglich gehaltene Preisdegression bei Photovoltaik, solarthermischen Kraftwerken und Windkraft beobachten. Bei einer weiterhin dynamischen Marktentwicklung erwarten wir, dass die Grid Parity für PV-Strom auch in Deutschland bereits in zwei Jahren erreicht sein wird«, so Institutsleiter Prof. Weber.
Quelle: Fraunhofer ISE
http://www.photovoltaik-guide.de/studie-erneuerbare-energien…
Antwort auf Beitrag Nr.: 41.481.960 von bossi1 am 10.05.11 23:05:34»Die Analyse der Stromgestehungskosten ergab, dass bei der Photovoltaik die Parität von Endkundenstrompreis und Stromgestehungskosten, die so genannte Grid Parity, in Regionen mit sehr hoher Einstrahlung und hohem Endkundenstrompreis – wie z.B. Süditalien – heute bereits gegeben sein kann«, so Eicke Weber ...
Beispiel dazu aus dem Süden der USA ...
Go Solar in San Francisco!… How Much Does it Cost?
May 11, 2011

Are you in San Francisco and want to know more about the possibility of going solar? A good, comprehensive post on a solar site I follow, CalFinder Home Solar, recently detailed how much it costs to go solar in San Francisco. It singled out San Francisco for some clear reasons — there’s a lot of interest in solar power there and the city has some of the best rebates and incentives in the country. The post discusses “the federal tax credits, state rebates, city rebates and utility incentives for going solar in the city by the Bay.”
Well, basically, I’m directing you over to that site if you live in San Francisco, so you can learn more (and go solar!), but if you’re not inclined to click away (I know, it’s hard to leave CleanTechnica), I’ll just highlight some of the most interesting points from my perspective.
Of course, you’ve got the Federal Renewable Energy Tax Credit, which knocks 30% off the cost of your solar installation (after any state rebates kick in). As Brittany of CalFinder nicely summarizes: “So if your system costs $30,000, you’re getting a $10,000 tax credit and probably spinning your meter backward for the next 25-30 years.”
But San Franciscans also have the following:
The California Solar Initiative, “a state organization that offers cash rebates for systems up to 30-kilowatt hours.”
A rebate from utility PG&E of “$0.35 per kilowatt-hour of solar power produced.”
And a city rebate from GoSolarSF (going through June of this year at the moment) — the average rebate equals about $2,000 currently and businesses can get an extra $1,500 back.
It should be noted some of these state and city rebates are better the sooner you take advantage of them (they change over time) and some may run out relatively soon (see CalFinder’s post for more details).
What’s the end result after all this?

The average costs of residential PV systems are about $8.70 per watt (as calculated in January, 2011). That’s approximately $34,840 for a 4-kW system, which is the average-sized array.
Let’s say that you want this 4-kW system, and with tax, it comes to about $36,000. With a south-facing roof tilted at 30 degrees (ideal conditions), your cost upfront is $22,820. That’s a savings of $13,180, or 37%.

Considering that you’re going to be saving mad money on electricity bills for the next 25-40 years, the eventual payback is huge.
http://cleantechnica.com/2011/05/11/go-solar-in-san-francisc…
Beispiel dazu aus dem Süden der USA ...
Go Solar in San Francisco!… How Much Does it Cost?
May 11, 2011
Are you in San Francisco and want to know more about the possibility of going solar? A good, comprehensive post on a solar site I follow, CalFinder Home Solar, recently detailed how much it costs to go solar in San Francisco. It singled out San Francisco for some clear reasons — there’s a lot of interest in solar power there and the city has some of the best rebates and incentives in the country. The post discusses “the federal tax credits, state rebates, city rebates and utility incentives for going solar in the city by the Bay.”
Well, basically, I’m directing you over to that site if you live in San Francisco, so you can learn more (and go solar!), but if you’re not inclined to click away (I know, it’s hard to leave CleanTechnica), I’ll just highlight some of the most interesting points from my perspective.
Of course, you’ve got the Federal Renewable Energy Tax Credit, which knocks 30% off the cost of your solar installation (after any state rebates kick in). As Brittany of CalFinder nicely summarizes: “So if your system costs $30,000, you’re getting a $10,000 tax credit and probably spinning your meter backward for the next 25-30 years.”
But San Franciscans also have the following:
The California Solar Initiative, “a state organization that offers cash rebates for systems up to 30-kilowatt hours.”
A rebate from utility PG&E of “$0.35 per kilowatt-hour of solar power produced.”
And a city rebate from GoSolarSF (going through June of this year at the moment) — the average rebate equals about $2,000 currently and businesses can get an extra $1,500 back.
It should be noted some of these state and city rebates are better the sooner you take advantage of them (they change over time) and some may run out relatively soon (see CalFinder’s post for more details).
What’s the end result after all this?
The average costs of residential PV systems are about $8.70 per watt (as calculated in January, 2011). That’s approximately $34,840 for a 4-kW system, which is the average-sized array.
Let’s say that you want this 4-kW system, and with tax, it comes to about $36,000. With a south-facing roof tilted at 30 degrees (ideal conditions), your cost upfront is $22,820. That’s a savings of $13,180, or 37%.
Considering that you’re going to be saving mad money on electricity bills for the next 25-40 years, the eventual payback is huge.
http://cleantechnica.com/2011/05/11/go-solar-in-san-francisc…
2.05.2011 09:08
Solarworld trotzt dem Branchentrend
Gut, dass Solarworld das Auslandsgeschäft hat. Außerhalb des deutschen Heimatmarktes lief es deutlich besser, was dem Bonner Unternehmen einen insgesamt gelungenen Jahresauftakt beschert.

Solarworld-Chef Frank Asbeck
Solarworld hat im ersten Quartal mehr verdient als erwartet. Das Betriebsergebnis stieg auf 26,3 nach 25,9 Millionen Euro im Vorjahr. Auch unter dem Strich blieben mit 12,5 Millionen Euro deutlich mehr als im Vorjahr, als noch 5,3 Millionen Euro in den Büchern standen. Der Umsatz stieg um 7,4 Millionen Euro auf 233 Millionen Euro, der Absatz an Wafern und Solarstrommodulen stieg hingegen deutlich stärker um 32 Prozent auf 185 Megawatt.
Analysten waren sich im Vorfeld nicht einig, wohin die Reise gehen würde. Während einige aufgrund des anhaltenden Preisdrucks in der Branche mit Gewinnrückgängen gerechnet hatten, sahen andere vor allem aufgrund des steigenden US-Anteils am Geschäft positive Effekte. Im Schnitt lagen die Erwartungen für das operative Ergebnis (Ebit) bei 21,3 und für das Nettoergebnis bei 5,8 Millionen Euro. Die Schätzungen für das Nettoergebnis lagen dabei zwischen Null und 12,3 Millionen Euro in einer sehr weiten Bandbreite. Beim Umsatz verfehlte Solarworld allerdings trotz des hohen Absatzplus die Schätzungen von 254 Millionen Euro. Hier hat sich der Preisdruck deutlich negativ ausgewirkt. Die Marge auf das Betriebsergebnis (Ebit-Marge) ermäßigte sich leicht von 11,5 auf 11,3 Prozent.
Auslandsanteil steigt drastisch
Vorstandschef Frank Asbeck sprach von einem gelungenen Jahresauftakt und verwies auf das starke USA-Geschäft: "In den ersten beiden Monaten des Jahres zögert vor allem das Winterwetter in Deutschland unseren Absatz immer etwas hinaus. Dies können wir aber durch unsere starken Auslandsmärkte wie die USA ausgleichen." Seit März steige jetzt aber auch in Deutschland die Nachfrage wieder, so Asbeck weiter. Insgesamt erhöhte sich der Auslandsanteil des Umsatzes drastisch von 33,2 Prozent im Vorjahr auf 71,2 Prozent.
Kein Ausblick
Einen neuen Ausblick gibt der Firmenchef nicht, primär wegen der Unsicherheit bei der Preisentwicklung. Zuletzt hatte Asbeck das Überschreiten der 1,3 Milliarden Euro Umsatz angekündigt, die die Firma im vergangenen Jahr eingefahren hatte. 2010 hatte Solarworld operativ 193 Millionen Euro verdient, netto 89 Millionen. Die deutsche Solarbranche leidet vor allem unter der heftigen Konkurrenz aus China.
Aktie behauptet
Kurz vor Handelseröffnung tendiert das im TecDax notierte Papier behauptet in der Nähe des gestrigen Schlusskurses von 10,41 Euro. Händler sprachen vor etwas besser als erwarteten Zahlen.
Insgesamt notiert der Wert damit weiter auf hohem Niveau, wenngleich das Zwölf-Monats-Hoch von Anfang April bei 11,95 Euro nicht behauptet werden konnte.
http://www.boerse.ard.de/content.jsp?key=dokument_533890
Solarworld trotzt dem Branchentrend
Gut, dass Solarworld das Auslandsgeschäft hat. Außerhalb des deutschen Heimatmarktes lief es deutlich besser, was dem Bonner Unternehmen einen insgesamt gelungenen Jahresauftakt beschert.
Solarworld-Chef Frank Asbeck
Solarworld hat im ersten Quartal mehr verdient als erwartet. Das Betriebsergebnis stieg auf 26,3 nach 25,9 Millionen Euro im Vorjahr. Auch unter dem Strich blieben mit 12,5 Millionen Euro deutlich mehr als im Vorjahr, als noch 5,3 Millionen Euro in den Büchern standen. Der Umsatz stieg um 7,4 Millionen Euro auf 233 Millionen Euro, der Absatz an Wafern und Solarstrommodulen stieg hingegen deutlich stärker um 32 Prozent auf 185 Megawatt.
Analysten waren sich im Vorfeld nicht einig, wohin die Reise gehen würde. Während einige aufgrund des anhaltenden Preisdrucks in der Branche mit Gewinnrückgängen gerechnet hatten, sahen andere vor allem aufgrund des steigenden US-Anteils am Geschäft positive Effekte. Im Schnitt lagen die Erwartungen für das operative Ergebnis (Ebit) bei 21,3 und für das Nettoergebnis bei 5,8 Millionen Euro. Die Schätzungen für das Nettoergebnis lagen dabei zwischen Null und 12,3 Millionen Euro in einer sehr weiten Bandbreite. Beim Umsatz verfehlte Solarworld allerdings trotz des hohen Absatzplus die Schätzungen von 254 Millionen Euro. Hier hat sich der Preisdruck deutlich negativ ausgewirkt. Die Marge auf das Betriebsergebnis (Ebit-Marge) ermäßigte sich leicht von 11,5 auf 11,3 Prozent.
Auslandsanteil steigt drastisch
Vorstandschef Frank Asbeck sprach von einem gelungenen Jahresauftakt und verwies auf das starke USA-Geschäft: "In den ersten beiden Monaten des Jahres zögert vor allem das Winterwetter in Deutschland unseren Absatz immer etwas hinaus. Dies können wir aber durch unsere starken Auslandsmärkte wie die USA ausgleichen." Seit März steige jetzt aber auch in Deutschland die Nachfrage wieder, so Asbeck weiter. Insgesamt erhöhte sich der Auslandsanteil des Umsatzes drastisch von 33,2 Prozent im Vorjahr auf 71,2 Prozent.
Kein Ausblick
Einen neuen Ausblick gibt der Firmenchef nicht, primär wegen der Unsicherheit bei der Preisentwicklung. Zuletzt hatte Asbeck das Überschreiten der 1,3 Milliarden Euro Umsatz angekündigt, die die Firma im vergangenen Jahr eingefahren hatte. 2010 hatte Solarworld operativ 193 Millionen Euro verdient, netto 89 Millionen. Die deutsche Solarbranche leidet vor allem unter der heftigen Konkurrenz aus China.
Aktie behauptet
Kurz vor Handelseröffnung tendiert das im TecDax notierte Papier behauptet in der Nähe des gestrigen Schlusskurses von 10,41 Euro. Händler sprachen vor etwas besser als erwarteten Zahlen.
Insgesamt notiert der Wert damit weiter auf hohem Niveau, wenngleich das Zwölf-Monats-Hoch von Anfang April bei 11,95 Euro nicht behauptet werden konnte.
http://www.boerse.ard.de/content.jsp?key=dokument_533890
DAF - "Zukäufe spielen für uns keine Rolle"
Solarworld sieht sich im Moment stark genug, um sich in der voranschreitenden Konsolidierung gut zu behaupten. "Wir haben eigene Technologien, eigene sehr gute Fabriken, die auf einem hohen Niveau laufen und ich denke, dass das schlecht kopierbar ist", so CFO Philipp Koecke. Auch einen feindlichen Angriff der Chinesen hält Koecke für unwahrscheinlich.
Auch einen feindlichen Angriff der Chinesen hält Koecke für unwahrscheinlich. "Das ist auch bei der Solarworld sehr schwierig, da wir einen sehr großen Investor haben, das ist der Herr Asbeck persönlich, der hat 28 % der Gesellschaft", so Koecke. "Solange wie Frank Asbeck seine Anteile nicht verkaufen möchte, gehe ich davon aus, dass Solarworld kein wirkliches Target für jemanden ist."
Die Solarworld AG hat im ersten Quartal 2011 ihren Absatz von Wafern und Solarstrommodulen deutlich erhöht. Gegenüber den ersten drei Monaten des Vorjahres steigerte das Unternehmen die konzernweite Absatzmenge um 32 Prozent auf 185 (Q1 2010: 139) MW. Maßgeblichen Anteil hatte ein starkes Geschäft im Ausland, vor allem in den USA. Die konzernweite Absatz-Auslandsquote stieg auf 77 (Q1 2010: 49) Prozent.
Der Konzernumsatz erhöhte sich um 7,4 Mio. € auf 233,0 (Q1 2010: 225,6) Mio. €. Der Auslandsanteil des Umsatzes stieg auf 71,2 (Q1 2010: 33,2) Prozent. Die EBIT-Marge lag im 1. Quartal 2011 bei 11,3 (Q1 2010: 11,5) Prozent. Das konzernweite Ergebnis vor Zinsen und Steuern (EBIT) wuchs im 1. Quartal 2011 auf 26,3 (Q1 2010: 25,9) Mio. €. Der Nachsteuergewinn erhöhte sich in den ersten drei Monaten des Jahres um 7,2 Mio. € auf 12,5 (Q1 2010: 5,3) Mio. €.
http://www.daf.fm/video/solarworld-zukaeufe-spielen-fuer-uns…
Solarworld sieht sich im Moment stark genug, um sich in der voranschreitenden Konsolidierung gut zu behaupten. "Wir haben eigene Technologien, eigene sehr gute Fabriken, die auf einem hohen Niveau laufen und ich denke, dass das schlecht kopierbar ist", so CFO Philipp Koecke. Auch einen feindlichen Angriff der Chinesen hält Koecke für unwahrscheinlich.
Auch einen feindlichen Angriff der Chinesen hält Koecke für unwahrscheinlich. "Das ist auch bei der Solarworld sehr schwierig, da wir einen sehr großen Investor haben, das ist der Herr Asbeck persönlich, der hat 28 % der Gesellschaft", so Koecke. "Solange wie Frank Asbeck seine Anteile nicht verkaufen möchte, gehe ich davon aus, dass Solarworld kein wirkliches Target für jemanden ist."
Die Solarworld AG hat im ersten Quartal 2011 ihren Absatz von Wafern und Solarstrommodulen deutlich erhöht. Gegenüber den ersten drei Monaten des Vorjahres steigerte das Unternehmen die konzernweite Absatzmenge um 32 Prozent auf 185 (Q1 2010: 139) MW. Maßgeblichen Anteil hatte ein starkes Geschäft im Ausland, vor allem in den USA. Die konzernweite Absatz-Auslandsquote stieg auf 77 (Q1 2010: 49) Prozent.
Der Konzernumsatz erhöhte sich um 7,4 Mio. € auf 233,0 (Q1 2010: 225,6) Mio. €. Der Auslandsanteil des Umsatzes stieg auf 71,2 (Q1 2010: 33,2) Prozent. Die EBIT-Marge lag im 1. Quartal 2011 bei 11,3 (Q1 2010: 11,5) Prozent. Das konzernweite Ergebnis vor Zinsen und Steuern (EBIT) wuchs im 1. Quartal 2011 auf 26,3 (Q1 2010: 25,9) Mio. €. Der Nachsteuergewinn erhöhte sich in den ersten drei Monaten des Jahres um 7,2 Mio. € auf 12,5 (Q1 2010: 5,3) Mio. €.
http://www.daf.fm/video/solarworld-zukaeufe-spielen-fuer-uns…

für den Bereich Photovoltaikmodul- und Systementwicklung ...
Zur Verstärkung unseres Teams suchen wir Sie am Standort Freiberg / Sachsen.
Die SolarWorld Innovations GmbH, eine Forschungs- und Entwicklungsgesellschaft, ist ein Tochterunternehmen der SolarWorld AG. An unserem Standort in Freiberg/Sachsen, in unmittelbarer Nähe zur Kunst- und Landeshauptstadt Dresden, führen wir entlang der gesamten Wertschöpfungskette Forschungs- und Entwicklungstätigkeiten für die Unternehmen der SolarWorld-Unternehmensgruppe durch.
Unsere Unternehmensgröße eröffnet ein weitreichendes und verantwortungsvolles Tätigkeitsfeld, das von allen Mitarbeitern Intelligenz, Teamgeist und eine hohe Arbeitseffektivität verlangt.
Stellenbeschreibung
Entwicklung und Evaluierung innovativer PV-Modulkonzepte sowie peripherer Systemkomponenten (zur Steigerung der Wirtschaftlichkeit und Qualität von PV-Systemen)
Schwerpunkte (u.a.):
Verfahren zur elektrischen Kontaktierung von Solarzellen
innovative Füge- und Montageprozesse im Bereich Modulfertigung
Produktions- und Fabrikplanung
Qualitätsplanung und -sicherung
Kostenplanung
http://www.icjobs.de/jobdetail.php?type=normal&rid=44269410&…
Antwort auf Beitrag Nr.: 41.505.423 von bossi1 am 15.05.11 19:14:51Mitarbeiter IP- und Vertragsmanagement (m/w)
(Kennziffer 11/09)
Ihr Aufgabenbereich:
· Literatur- und Patentrecherchen
· Patentüberwachung
· Erstellen, Prüfen und Überwachen von Verträgen, insbesondere Geheimhaltungsvereinbarungen,
F&E-Verträge, Kooperationsvereinbarungen, Lizenzverträge
· Beteiligung an Vertragsverhandlungen mit Kooperationspartnern, Auftragnehmern und verbundenen
Unternehmen der SolarWorld AG
http://www.siliconpv.com/cms/fileadmin/user_upload/stellenan…
(Kennziffer 11/09)
Ihr Aufgabenbereich:
· Literatur- und Patentrecherchen
· Patentüberwachung
· Erstellen, Prüfen und Überwachen von Verträgen, insbesondere Geheimhaltungsvereinbarungen,
F&E-Verträge, Kooperationsvereinbarungen, Lizenzverträge
· Beteiligung an Vertragsverhandlungen mit Kooperationspartnern, Auftragnehmern und verbundenen
Unternehmen der SolarWorld AG
http://www.siliconpv.com/cms/fileadmin/user_upload/stellenan…
Antwort auf Beitrag Nr.: 41.505.423 von bossi1 am 15.05.11 19:14:51Die SolarWorld Innovations GmbH ...
Technologe für Verbindungstechnik Modulentwicklung (m/w)
(Kennziffer 11/24)
Ihr Aufgabenbereich:
· Erstellung und Betreuung von Entwicklungsprojekten im Bereich der Modultechnik, insbesondere für
Verbindungstechniken, automatisierten Fertigungsabläufen sowie zur Qualitätssicherung
· Pflege der Zusammenarbeit mit externen Partnern wie Firmen, Instituten, Universitäten
· Spezifikation, Charakterisierung und Bewertung von Anlagen und Materialien
· Durchführung von Experimenten
· Erstellung von Dokumentationen, Berichten, Veröffentlichungen und Patenten
· Vertretung der Gruppe Modulentwicklung in internen und externen Gremien sowie bei Kunden und Partnern
http://www.siliconpv.com/cms/fileadmin/user_upload/stellenan…
Technologe für Verbindungstechnik Modulentwicklung (m/w)
(Kennziffer 11/24)
Ihr Aufgabenbereich:
· Erstellung und Betreuung von Entwicklungsprojekten im Bereich der Modultechnik, insbesondere für
Verbindungstechniken, automatisierten Fertigungsabläufen sowie zur Qualitätssicherung
· Pflege der Zusammenarbeit mit externen Partnern wie Firmen, Instituten, Universitäten
· Spezifikation, Charakterisierung und Bewertung von Anlagen und Materialien
· Durchführung von Experimenten
· Erstellung von Dokumentationen, Berichten, Veröffentlichungen und Patenten
· Vertretung der Gruppe Modulentwicklung in internen und externen Gremien sowie bei Kunden und Partnern
http://www.siliconpv.com/cms/fileadmin/user_upload/stellenan…
Antwort auf Beitrag Nr.: 41.505.458 von bossi1 am 15.05.11 19:26:47Aus Blau wird Energie: Solarzellen von SolarWorld
1. März 2011 by Sarah Heidel

Europa , Deutschland , Sachsen , Freiberg , Solarworld AG , Modulfertigung , Europe , Germany , Saxony , Freiberg , Solarworld AG , module production , 10.02.20011 (C) 2011 Sven Doering / Agentur Focus
http://www.kompakt.igbce.de/2011/03/04/kristallisierte-energ…
... leider keine Zugriff auf den ganzen Artikel, aber das Bild erinnert mich an die Solarzellenanordnung bei dem Einsatz leitfähiger Kleber.
1. März 2011 by Sarah Heidel
Europa , Deutschland , Sachsen , Freiberg , Solarworld AG , Modulfertigung , Europe , Germany , Saxony , Freiberg , Solarworld AG , module production , 10.02.20011 (C) 2011 Sven Doering / Agentur Focus
http://www.kompakt.igbce.de/2011/03/04/kristallisierte-energ…
... leider keine Zugriff auf den ganzen Artikel, aber das Bild erinnert mich an die Solarzellenanordnung bei dem Einsatz leitfähiger Kleber.
Antwort auf Beitrag Nr.: 41.505.515 von bossi1 am 15.05.11 19:47:49Alles by Sarah Heidel ...
Kristallisierte Energie
4. März 2011 by Sarah Heidel

Im sächsischen Freiberg betreibt SolarWorld eine der modernsten Solarfabriken weltweit. Und produziert damit so viel Energieleistung wie ein Reaktorblock eines Atomkraftwerks.
Schnell eilt Lars Eppendorfer den Gang entlang von der Befüllung in die laute Halle mit den Kristallisationsöfen. Zwei Werker sind dabei, einen der metallenen Öfen mit Silizium zu beladen. Dann ein Wechsel in die Waferfertigung. Soeben wird ein kristallisierter Siliziumblock in quadratische Säulen zerteilt. Ist alles optimal? Lars prüft, bespricht die Abläufe mit den Arbeitern.
An seinem Schreibtisch in der Leitwarte sitzt er kaum. Denn Lars Eppendorfer ist Verlustjäger bei SolarWorld und immer unterwegs in der Produktion – auf der Suche nach Engpässen oder Verschwendung. Sein Einsatzgebiet beginnt dort, wo auch das Silizium seinen Weg hin zum Photovoltaikmodul antritt: in der Kristallisation.
Hier liegt das eigentliche Geheimnis der Solarzellenfertigung. Über Stunden wird das Silizium in einem großen Quarzgutbehälter mit spezieller Beschichtung unter Edelgasatmosphäre geschmolzen. Danach muss es anderthalb Tage lang vom Boden ausgehend gleichmäßig erstarren.Wenn hier etwas schiefgeht, wird später die Solarzelle durch Risse unbrauchbar.
SolarWorld hat im Gegensatz zu vielen anderen Solarunternehmen von Anfang an auf die gesamte Fertigungskette der Photovoltaikproduktion gesetzt. Das zahlt sich jetzt aus. Denn mit der Kristallisation kann das Unternehmen die Qualität seiner Solarzellen selbst steuern.

Die Produktion der Solarzellen liegt außerhalb von Lars Eppendorfers Bereich. Der Weg vom grauen Wafer, der hauchdünnen Siliziumscheibe, zur leitfähigen blauen Solarzelle läuft vollautomatisch. Dabei wechseln sich chemische und thermische Stationen ab: das Ätzen der Oberfläche im Säure-Laugen-Bad, danach die Diffusion von Phosphoratomen in den Wafer bei 800 Grad Celsius.
Nur wenn die Maschinen einen Materialschaden melden, greifen die Operator, wie hier die Arbeiter heißen, ein. Das plasmaunterstützte Auftragen von Siliziumnitrid als blaue Antireflexionsschicht oder das Einfeuern der Kontaktstreifen aus Silber, über die später der erzeugte Strom abgenommen wird – all das sind Standardprozesse der Solarzellenproduktion.
Worin sich jede Fertigung unterscheidet, sind die vor Ort entwickelten Details. Bei SolarWorld sind es zum Beispiel die Mischverhältnisse in den chemischen Prozessen oder die Anordnung der silbernen Streifen auf der Solarzellenrückseite, über die Stillschweigen bewahrt wird.

Der Markt für Photovoltaikmodule ist hart umkämpft. Die Solarförderung sinkt, die Konkurrenz aus Asien macht Druck und die deutschen Pioniere können nur durch ständige Optimierung ihrer Produkte und Ausweitung der Produktionskapazitäten bestehen. Aktuellproduziert der Freiberger Standort am Tag 200 000 multikristalline Solarzellen mit einem Wirkungsgrad von über 16 Prozent.
Betriebsratsvorsitzende Anke Martin- Heede sieht vor allem die dünne Personaldecke, wenn sie in der Produktion unterwegs ist. Die gängige Praxis der befristeten Einstellungen und die seit Jahren hohe Zahl der Leiharbeiter – nicht ungewöhnlich in der Solarbranche – sind ihr ein Dorn im Auge.
Von den 15 Betriebsratsmitgliedern sind fast alle in der IG BCE, doch generell ist der Organisationsgrad im Betrieb nicht hoch. Da wollen sie ran, um Veränderungen bewirken zu können – auch tariflicher Art. Zurzeit baut der Betriebsrat ein Netzwerk von Vertrauensleuten auf. Die Auswirkungen sind schon spürbar, sagt Anke Martin- Heede: »Es kommen mehr Anfragen. Wir merken, dass Gewerkschaft und Betriebsrat präsenter werden.«

Fachkräftemangel bei den Ingenieuren, aber auch bei den Facharbeitern ist ebenfalls ein Thema für die SolarWorld-Betriebsräte. Sie verstehen nicht, warum den meisten Auszubildenden nach bestandener Abschlussprüfung nur ein befristeter Vertrag angeboten wird, obwohl in Freiberg Facharbeiter fehlen. »Wir sind stolz, in einem Zukunftsunternehmen der Solarbranche zu arbeiten«, sagt Anke Martin-Heede, »aber wir sind mit verschiedenen Dingen nicht einverstanden.«
Letzter Schritt, bevor die Siliziumzelle das Sonnenlicht in Energie verwandeln kann, ist die Solarmodulfertigung. In rasender Geschwindigkeit werden jeweils 60 Zellen zusammengelötet, laminiert, gerahmt und mit Anschlussdosen für die Stromabnahme versehen.
Die SolarWorld-Waferproduktion in Freiberg wird in diesem Jahr die Leistung von einem Gigawatt erreichen – so viel Energieleistung wie ein Reaktorblock eines Atomkraftwerks.
http://www.kompakt.igbce.de/2011/03/04/kristallisierte-energ…
Kristallisierte Energie
4. März 2011 by Sarah Heidel
Im sächsischen Freiberg betreibt SolarWorld eine der modernsten Solarfabriken weltweit. Und produziert damit so viel Energieleistung wie ein Reaktorblock eines Atomkraftwerks.
Schnell eilt Lars Eppendorfer den Gang entlang von der Befüllung in die laute Halle mit den Kristallisationsöfen. Zwei Werker sind dabei, einen der metallenen Öfen mit Silizium zu beladen. Dann ein Wechsel in die Waferfertigung. Soeben wird ein kristallisierter Siliziumblock in quadratische Säulen zerteilt. Ist alles optimal? Lars prüft, bespricht die Abläufe mit den Arbeitern.
An seinem Schreibtisch in der Leitwarte sitzt er kaum. Denn Lars Eppendorfer ist Verlustjäger bei SolarWorld und immer unterwegs in der Produktion – auf der Suche nach Engpässen oder Verschwendung. Sein Einsatzgebiet beginnt dort, wo auch das Silizium seinen Weg hin zum Photovoltaikmodul antritt: in der Kristallisation.
Hier liegt das eigentliche Geheimnis der Solarzellenfertigung. Über Stunden wird das Silizium in einem großen Quarzgutbehälter mit spezieller Beschichtung unter Edelgasatmosphäre geschmolzen. Danach muss es anderthalb Tage lang vom Boden ausgehend gleichmäßig erstarren.Wenn hier etwas schiefgeht, wird später die Solarzelle durch Risse unbrauchbar.
SolarWorld hat im Gegensatz zu vielen anderen Solarunternehmen von Anfang an auf die gesamte Fertigungskette der Photovoltaikproduktion gesetzt. Das zahlt sich jetzt aus. Denn mit der Kristallisation kann das Unternehmen die Qualität seiner Solarzellen selbst steuern.
Die Produktion der Solarzellen liegt außerhalb von Lars Eppendorfers Bereich. Der Weg vom grauen Wafer, der hauchdünnen Siliziumscheibe, zur leitfähigen blauen Solarzelle läuft vollautomatisch. Dabei wechseln sich chemische und thermische Stationen ab: das Ätzen der Oberfläche im Säure-Laugen-Bad, danach die Diffusion von Phosphoratomen in den Wafer bei 800 Grad Celsius.
Nur wenn die Maschinen einen Materialschaden melden, greifen die Operator, wie hier die Arbeiter heißen, ein. Das plasmaunterstützte Auftragen von Siliziumnitrid als blaue Antireflexionsschicht oder das Einfeuern der Kontaktstreifen aus Silber, über die später der erzeugte Strom abgenommen wird – all das sind Standardprozesse der Solarzellenproduktion.
Worin sich jede Fertigung unterscheidet, sind die vor Ort entwickelten Details. Bei SolarWorld sind es zum Beispiel die Mischverhältnisse in den chemischen Prozessen oder die Anordnung der silbernen Streifen auf der Solarzellenrückseite, über die Stillschweigen bewahrt wird.
Der Markt für Photovoltaikmodule ist hart umkämpft. Die Solarförderung sinkt, die Konkurrenz aus Asien macht Druck und die deutschen Pioniere können nur durch ständige Optimierung ihrer Produkte und Ausweitung der Produktionskapazitäten bestehen. Aktuellproduziert der Freiberger Standort am Tag 200 000 multikristalline Solarzellen mit einem Wirkungsgrad von über 16 Prozent.
Betriebsratsvorsitzende Anke Martin- Heede sieht vor allem die dünne Personaldecke, wenn sie in der Produktion unterwegs ist. Die gängige Praxis der befristeten Einstellungen und die seit Jahren hohe Zahl der Leiharbeiter – nicht ungewöhnlich in der Solarbranche – sind ihr ein Dorn im Auge.
Von den 15 Betriebsratsmitgliedern sind fast alle in der IG BCE, doch generell ist der Organisationsgrad im Betrieb nicht hoch. Da wollen sie ran, um Veränderungen bewirken zu können – auch tariflicher Art. Zurzeit baut der Betriebsrat ein Netzwerk von Vertrauensleuten auf. Die Auswirkungen sind schon spürbar, sagt Anke Martin- Heede: »Es kommen mehr Anfragen. Wir merken, dass Gewerkschaft und Betriebsrat präsenter werden.«
Fachkräftemangel bei den Ingenieuren, aber auch bei den Facharbeitern ist ebenfalls ein Thema für die SolarWorld-Betriebsräte. Sie verstehen nicht, warum den meisten Auszubildenden nach bestandener Abschlussprüfung nur ein befristeter Vertrag angeboten wird, obwohl in Freiberg Facharbeiter fehlen. »Wir sind stolz, in einem Zukunftsunternehmen der Solarbranche zu arbeiten«, sagt Anke Martin-Heede, »aber wir sind mit verschiedenen Dingen nicht einverstanden.«
Letzter Schritt, bevor die Siliziumzelle das Sonnenlicht in Energie verwandeln kann, ist die Solarmodulfertigung. In rasender Geschwindigkeit werden jeweils 60 Zellen zusammengelötet, laminiert, gerahmt und mit Anschlussdosen für die Stromabnahme versehen.
Die SolarWorld-Waferproduktion in Freiberg wird in diesem Jahr die Leistung von einem Gigawatt erreichen – so viel Energieleistung wie ein Reaktorblock eines Atomkraftwerks.
http://www.kompakt.igbce.de/2011/03/04/kristallisierte-energ…
Antwort auf Beitrag Nr.: 41.505.548 von bossi1 am 15.05.11 20:03:53die Anordnung der silbernen Streifen auf der Solarzellenrückseite,
über die Stillschweigen bewahrt wird ...
08.09.2010
Leitfähige Klebstoffe für Solarmodule
Auf der 25. European Photovoltaic Solar Energy Conference in Valencia präsentiert Henkel neue leitfähige Klebstoffe zur Herstellung von modernen Dünnfilm- und kristalline Halbleiter-Module (c-Si).

Mit HYSOL ECCOBOND CA3556HF bietet
Henkel eine neue Alternative...
Fortschritte wurden hier insbesondere durch die Verbesserung des Stressverhaltens, eine schnellere Aushärtung sowie niedrigere Aushärtetemperaturen erzielt. In Verbindung mit einem weltweiten Kundenservice bietet Henkel der Photovoltaik-Industrie ein einzigartiges Leistungspaket. Davon können sich die Besucher am Henkel-Stand in Halle 1, Ebene 3, Stand A14, überzeugen.
Die Reduzierung des Modulstresses, besonders an den Anschlusspunkten der Kupferbänder, trägt entscheidend zur Verbesserung der Produktionseffizienz bei und gewährleistet zudem eine hohe Zuverlässigkeit der Module im Praxiseinsatz. Bislang konnten jedoch Materialien wie Lote oder leitende Klebstoffe (ECA), die bei hohen Temperaturen aushärten, diese Anforderungen nicht ausreichend erfüllen. Henkel hat dieses Problem durch die Entwicklung neuer ECAs gelöst.
Das erste Produkt, HYSOL ECCOBOND CE3103WLV, ist ein elektrisch leitfähiger Klebstoff speziell für die Produktion von Dünnfilm-Solarsubstraten. In der Vergangenheit wirkte sich hier insbesondere der instabile Kontaktwiderstand von ECAs problematisch aus. Intensive Forschungen ergaben, dass die elektro-chemische Korrosion von Kupfer und Zinn bei erhöhter Temperatur und Luftfeuchtigkeit eine der primären Ursachen dieser Kontaktwiderstandsinstabilität ist. HYSOL ECCOBOND CE3103WLV besitzt einen fortschrittlichen Korrosionsschutz und gewährleistet so einen stabilen elektrischen Kontaktwiderstand zwischen den transparenten leitfähigen Oxiden (TCO) und den verzinnten Anschlusspunkten über 1000 Stunden bei einer Temperatur von 85 °C und einer relativen Luftfeuchtigkeit von 85 Prozent. Darüber hinaus arbeitet der Prozess bei niedrigeren Temperaturen; Energieverbrauch und Modulstress werden in der Folge reduziert.
Eine weitere Produktneuheit für die Solartechnik präsentiert Henkel mit HYSOL ECCOBOND CA3556HF. Konventionelle Lötverbindungen können bei immer dünneren und bruchempfindlichen c-Si Solarzellen problematisch sein. Der neue leitfähige Klebstoff ist hier die ideale Alternative. Extrem schnell härtet dieser in fünf Sekunden aus, und das bei einer Temperatur von nur 150 °C. HYSOL ECCOBOND CA3556HF gewährleistet zudem eine ausgezeichnete Verbindung zwischen den mit Ag und SnPbAg beschichteten Kontakten und den c-Si-Zellen, wodurch eine stabile und zuverlässige elektrische Verbindung über die gesamte Lebensdauer des Moduls sichergestellt wird. Erfolgreich eingesetzt wurde der Klebstoff ebenfalls in der Herstellung von Dünnfilmmodulen. Auch hier ist ein günstiges Stressverhalten sowie eine schnelle Aushärtung des eingesetzten Klebstoffs zur Verbindung von Zellen und Anschlussleitungen ein wichtiges Kriterium.
"Die Fortschritte in der Solartechnologie verlangen eine höhere Effizienz und Zuverlässigkeit der eingesetzten Materialien“, erklärt Tom Adcock, Marketingmanager bei Henkel. „Mit dem erweiterten ECA-Produktportfolio hat Henkel auf diese Anforderungen reagiert. ECCOBOND CA3556HF und HYSOL ECCOBOND CE3103WLV setzen im Hinblick auf die ECA-Performance neue Maßstäbe in der Fertigung von Dünnfilm- und c-Si-Modulen." Darüber hinaus bietet Henkel seinen Kunden einen umfassenden Kundenservice, der weltweit mit seinem Know-how beratend zur Seite steht.
Weitere Informationen zu den neusten ECA-Entwicklungen für die Fertigung von Solarmodulen, erhalten Besucher der EU PVSEC in Halle1, Ebene 3, Stand A14, die vom 6. bis 9. September in Valencia stattfindet. Weitere Produktdetails sind auch auf der Website des Unternehmens verfügbar unter:
www.henkel.com/electronics.
Soweit nicht anders angegeben, sind alle hier verwendeten Marken Warenzeichen und/oder registrierte Warenzeichen von Henkel oder von verbundenen Unternehmen in den USA und anderen Ländern.
Quelle: Henkel AG & Co. KGaA – 06.09.2010
http://www.materialsgate.de/de/mnews/17379/Leitfähige+Klebst…
über die Stillschweigen bewahrt wird ...
08.09.2010
Leitfähige Klebstoffe für Solarmodule
Auf der 25. European Photovoltaic Solar Energy Conference in Valencia präsentiert Henkel neue leitfähige Klebstoffe zur Herstellung von modernen Dünnfilm- und kristalline Halbleiter-Module (c-Si).
Mit HYSOL ECCOBOND CA3556HF bietet
Henkel eine neue Alternative...
Fortschritte wurden hier insbesondere durch die Verbesserung des Stressverhaltens, eine schnellere Aushärtung sowie niedrigere Aushärtetemperaturen erzielt. In Verbindung mit einem weltweiten Kundenservice bietet Henkel der Photovoltaik-Industrie ein einzigartiges Leistungspaket. Davon können sich die Besucher am Henkel-Stand in Halle 1, Ebene 3, Stand A14, überzeugen.
Die Reduzierung des Modulstresses, besonders an den Anschlusspunkten der Kupferbänder, trägt entscheidend zur Verbesserung der Produktionseffizienz bei und gewährleistet zudem eine hohe Zuverlässigkeit der Module im Praxiseinsatz. Bislang konnten jedoch Materialien wie Lote oder leitende Klebstoffe (ECA), die bei hohen Temperaturen aushärten, diese Anforderungen nicht ausreichend erfüllen. Henkel hat dieses Problem durch die Entwicklung neuer ECAs gelöst.
Das erste Produkt, HYSOL ECCOBOND CE3103WLV, ist ein elektrisch leitfähiger Klebstoff speziell für die Produktion von Dünnfilm-Solarsubstraten. In der Vergangenheit wirkte sich hier insbesondere der instabile Kontaktwiderstand von ECAs problematisch aus. Intensive Forschungen ergaben, dass die elektro-chemische Korrosion von Kupfer und Zinn bei erhöhter Temperatur und Luftfeuchtigkeit eine der primären Ursachen dieser Kontaktwiderstandsinstabilität ist. HYSOL ECCOBOND CE3103WLV besitzt einen fortschrittlichen Korrosionsschutz und gewährleistet so einen stabilen elektrischen Kontaktwiderstand zwischen den transparenten leitfähigen Oxiden (TCO) und den verzinnten Anschlusspunkten über 1000 Stunden bei einer Temperatur von 85 °C und einer relativen Luftfeuchtigkeit von 85 Prozent. Darüber hinaus arbeitet der Prozess bei niedrigeren Temperaturen; Energieverbrauch und Modulstress werden in der Folge reduziert.
Eine weitere Produktneuheit für die Solartechnik präsentiert Henkel mit HYSOL ECCOBOND CA3556HF. Konventionelle Lötverbindungen können bei immer dünneren und bruchempfindlichen c-Si Solarzellen problematisch sein. Der neue leitfähige Klebstoff ist hier die ideale Alternative. Extrem schnell härtet dieser in fünf Sekunden aus, und das bei einer Temperatur von nur 150 °C. HYSOL ECCOBOND CA3556HF gewährleistet zudem eine ausgezeichnete Verbindung zwischen den mit Ag und SnPbAg beschichteten Kontakten und den c-Si-Zellen, wodurch eine stabile und zuverlässige elektrische Verbindung über die gesamte Lebensdauer des Moduls sichergestellt wird. Erfolgreich eingesetzt wurde der Klebstoff ebenfalls in der Herstellung von Dünnfilmmodulen. Auch hier ist ein günstiges Stressverhalten sowie eine schnelle Aushärtung des eingesetzten Klebstoffs zur Verbindung von Zellen und Anschlussleitungen ein wichtiges Kriterium.
"Die Fortschritte in der Solartechnologie verlangen eine höhere Effizienz und Zuverlässigkeit der eingesetzten Materialien“, erklärt Tom Adcock, Marketingmanager bei Henkel. „Mit dem erweiterten ECA-Produktportfolio hat Henkel auf diese Anforderungen reagiert. ECCOBOND CA3556HF und HYSOL ECCOBOND CE3103WLV setzen im Hinblick auf die ECA-Performance neue Maßstäbe in der Fertigung von Dünnfilm- und c-Si-Modulen." Darüber hinaus bietet Henkel seinen Kunden einen umfassenden Kundenservice, der weltweit mit seinem Know-how beratend zur Seite steht.
Weitere Informationen zu den neusten ECA-Entwicklungen für die Fertigung von Solarmodulen, erhalten Besucher der EU PVSEC in Halle1, Ebene 3, Stand A14, die vom 6. bis 9. September in Valencia stattfindet. Weitere Produktdetails sind auch auf der Website des Unternehmens verfügbar unter:
www.henkel.com/electronics.
Soweit nicht anders angegeben, sind alle hier verwendeten Marken Warenzeichen und/oder registrierte Warenzeichen von Henkel oder von verbundenen Unternehmen in den USA und anderen Ländern.
Quelle: Henkel AG & Co. KGaA – 06.09.2010
http://www.materialsgate.de/de/mnews/17379/Leitfähige+Klebst…
Herr Dipl.-Kfm. Philipp Koecke (Vorstand Finanzen/CFO) im Gespräch mit Peter Heinrich
Veröffentlicht am 16.05.2011 um 10:31
http://www.brn-ag.de/beitrag.php?bid=19722
Veröffentlicht am 16.05.2011 um 10:31
http://www.brn-ag.de/beitrag.php?bid=19722
Ich bin zwar kein Fan vom Doll, aber seine Excel-Tabellen sind schon mal einen Blick wert ...
Antwort auf Beitrag Nr.: 41.538.466 von bossi1 am 22.05.11 15:25:00Jepp! Onkel Jürgen. Als Person zum K***en, aber fachlich TOP!
Anbei aktuelles von Solarworld:
SolarWorld AG eröffnet Deutschlands größte Modulfertigung
Freitag, 20.05.2011
Die SolarWorld AG eröffnete am heutigen Tag zusammen mit dem sächsischen Ministerpräsidenten Stanislaw Tillich feierlich die größte Solarmodulfertigung Deutschlands. Mit der hochmodernen Fertigungsstätte SolarFactory III steigt die jährliche Kapazität der Freiberger Modulproduktion von heute 170 auf 600 Megawatt. Mehr als 250 neue Arbeitsplätze werden vor Ort geschaffen.
„Die sehr hohe Fertigungsqualität in Freiberg ist seit mehr als zehn Jahren ein Garant für unsere bewährten und mehrfach ausgezeichneten Qualitätsprodukte. Aus diesem Grund setzten wir bewusst auf den Standort Deutschland mit seinen hohen Umwelt- und Sozialstandards und belassen auch die Wertschöpfung im Land“, so Dr.-Ing. E.h. Frank Asbeck.
Der Neubau auf einem ehemaligen Hüttengelände wurde in Rekordzeit errichtet. Erst im Juli letzten Jahres wurde der Grundstein für das neue Werk gelegt. „Der heutige Tag ist in mehrfacher Hinsicht ein herausragender Tag für Sachsen: Die SolarWorld AG unterstreicht ihr Bekenntnis zum Standort Sachsen, sichert und schafft in Freiberg Arbeitsplätze in einer wichtigen Zukunftsbranche. Darüber hinaus haben unsere Maschinen- und Anlagenbauer die neue Produktionsstätte ausgestattet“, sagte Ministerpräsident Stanislaw Tillich.
„Die Verknüpfung von Forschung und Entwicklung mit den Bedürfnissen der Wirtschaft im Bereich der Photovoltaik zahlt sich aus“, so Tillich weiter. Der Freistaat hat sich auch nicht zuletzt dank der Investitionen der SolarWorld AG zu einem international bedeutenden Solarindustrie-Standort entwickelt.
Mit dem Ausbau der Fertigungskapazitäten am Standort Freiberg geht auch die DIN-Norm-Zertifizierung des Prüflabors der SolarWorld Innovations GmbH einher. Diese stellt sicher, dass das Qualitätsmanagement und die Arbeitsweise der SolarWorld AG am Standort Freiberg den internationalen Standards von Prüf- und Kalibrierlaboratorien entsprechen sowie die gleiche Transparenz und Unabhängigkeit wie bei einem unabhängigen Dienstleister aufweisen. „Diese Zertifizierung durch den Verband für Elektrotechnik, Elektronik und Informationstechnik stellt nicht zuletzt auch die hohe Fertigungsqualität der neuen Anlagen sicher“, so Dr.-Ing. E.h. Frank Asbeck.
Mit der SolarFactory III stößt die SolarWorld AG in eine neue Dimension der Solarmodulproduktion vor. Im neuen Werk werden ab sofort täglich 6.000 Solarmodule „made in Germany“ produziert. Damit können die konzernweiten nominalen Jahresendkapazitäten auf insgesamt 1.400 Megawatt ausgebaut werden. Das entspricht einer Modulnutzleistung, mit der jährlich weitere 1,4 Millionen Menschen ihren Bedarf an Solarstrom für mehr als eine Generation sichern können!
Über die SolarWorld AG: Der Konzern SolarWorld AG (ISIN: DE0005108401) ist ein weltweit führender Markenanbieter hochwertiger kristalliner Solarstromtechnologie. Seine Stärke ist die Vollstufigkeit in der solaren Produktion. Vom Rohstoff Silizium, über Wafer, Zelle und Modul bis zur schlüsselfertigen Solarstromanlage jeder Größe vereint der Konzern alle Wertschöpfungsstufen. Zentraler Geschäftsbereich ist der Vertrieb von Qualitätsmodulen an den Fachhandel und kristalliner Wafer an die internationale Solarzellenindustrie. Die Konzernzentrale ist in Bonn. Die größten Fertigungen unterhält der Konzern in Freiberg/Deutschland und Hillsboro/USA. Nachhaltigkeit ist Basis der Konzernstrategie. Unter dem Namen Solar2World fördert der Konzern Hilfsprojekte in Entwicklungsländern mit netzunabhängigen Solarstromlösungen, die beispielgebend für eine nachhaltige wirtschaftliche Entwicklung sind. Weltweit beschäftigt SolarWorld mehr als 3.600 Menschen. Die SolarWorld AG ist seit 1999 börsennotiert und heute unter anderem im Technologieindex TecDAX und im ÖkoDAX sowie im Nachhaltigkeitsindex NAI gelistet.
Kontakt:
SolarWorld AG / Presse
http://www.solarworld.de/presse/aktuelles/corporate-news-ad-…
Anbei aktuelles von Solarworld:
SolarWorld AG eröffnet Deutschlands größte Modulfertigung
Freitag, 20.05.2011
Die SolarWorld AG eröffnete am heutigen Tag zusammen mit dem sächsischen Ministerpräsidenten Stanislaw Tillich feierlich die größte Solarmodulfertigung Deutschlands. Mit der hochmodernen Fertigungsstätte SolarFactory III steigt die jährliche Kapazität der Freiberger Modulproduktion von heute 170 auf 600 Megawatt. Mehr als 250 neue Arbeitsplätze werden vor Ort geschaffen.
„Die sehr hohe Fertigungsqualität in Freiberg ist seit mehr als zehn Jahren ein Garant für unsere bewährten und mehrfach ausgezeichneten Qualitätsprodukte. Aus diesem Grund setzten wir bewusst auf den Standort Deutschland mit seinen hohen Umwelt- und Sozialstandards und belassen auch die Wertschöpfung im Land“, so Dr.-Ing. E.h. Frank Asbeck.
Der Neubau auf einem ehemaligen Hüttengelände wurde in Rekordzeit errichtet. Erst im Juli letzten Jahres wurde der Grundstein für das neue Werk gelegt. „Der heutige Tag ist in mehrfacher Hinsicht ein herausragender Tag für Sachsen: Die SolarWorld AG unterstreicht ihr Bekenntnis zum Standort Sachsen, sichert und schafft in Freiberg Arbeitsplätze in einer wichtigen Zukunftsbranche. Darüber hinaus haben unsere Maschinen- und Anlagenbauer die neue Produktionsstätte ausgestattet“, sagte Ministerpräsident Stanislaw Tillich.
„Die Verknüpfung von Forschung und Entwicklung mit den Bedürfnissen der Wirtschaft im Bereich der Photovoltaik zahlt sich aus“, so Tillich weiter. Der Freistaat hat sich auch nicht zuletzt dank der Investitionen der SolarWorld AG zu einem international bedeutenden Solarindustrie-Standort entwickelt.
Mit dem Ausbau der Fertigungskapazitäten am Standort Freiberg geht auch die DIN-Norm-Zertifizierung des Prüflabors der SolarWorld Innovations GmbH einher. Diese stellt sicher, dass das Qualitätsmanagement und die Arbeitsweise der SolarWorld AG am Standort Freiberg den internationalen Standards von Prüf- und Kalibrierlaboratorien entsprechen sowie die gleiche Transparenz und Unabhängigkeit wie bei einem unabhängigen Dienstleister aufweisen. „Diese Zertifizierung durch den Verband für Elektrotechnik, Elektronik und Informationstechnik stellt nicht zuletzt auch die hohe Fertigungsqualität der neuen Anlagen sicher“, so Dr.-Ing. E.h. Frank Asbeck.
Mit der SolarFactory III stößt die SolarWorld AG in eine neue Dimension der Solarmodulproduktion vor. Im neuen Werk werden ab sofort täglich 6.000 Solarmodule „made in Germany“ produziert. Damit können die konzernweiten nominalen Jahresendkapazitäten auf insgesamt 1.400 Megawatt ausgebaut werden. Das entspricht einer Modulnutzleistung, mit der jährlich weitere 1,4 Millionen Menschen ihren Bedarf an Solarstrom für mehr als eine Generation sichern können!
Über die SolarWorld AG: Der Konzern SolarWorld AG (ISIN: DE0005108401) ist ein weltweit führender Markenanbieter hochwertiger kristalliner Solarstromtechnologie. Seine Stärke ist die Vollstufigkeit in der solaren Produktion. Vom Rohstoff Silizium, über Wafer, Zelle und Modul bis zur schlüsselfertigen Solarstromanlage jeder Größe vereint der Konzern alle Wertschöpfungsstufen. Zentraler Geschäftsbereich ist der Vertrieb von Qualitätsmodulen an den Fachhandel und kristalliner Wafer an die internationale Solarzellenindustrie. Die Konzernzentrale ist in Bonn. Die größten Fertigungen unterhält der Konzern in Freiberg/Deutschland und Hillsboro/USA. Nachhaltigkeit ist Basis der Konzernstrategie. Unter dem Namen Solar2World fördert der Konzern Hilfsprojekte in Entwicklungsländern mit netzunabhängigen Solarstromlösungen, die beispielgebend für eine nachhaltige wirtschaftliche Entwicklung sind. Weltweit beschäftigt SolarWorld mehr als 3.600 Menschen. Die SolarWorld AG ist seit 1999 börsennotiert und heute unter anderem im Technologieindex TecDAX und im ÖkoDAX sowie im Nachhaltigkeitsindex NAI gelistet.
Kontakt:
SolarWorld AG / Presse
http://www.solarworld.de/presse/aktuelles/corporate-news-ad-…
HV & FA - ich hatte es mir von ganz oben angesehen ...

24.05.2011 15:32
Solarworld muss Abstriche machen
Der Solarkonzern spürt die Auswirkungen der harten internationalen Konkurrenz der Förderkürzungen für Solarstrom. Vorstandschef Frank Asbeck sieht das TecDax-Unternehmen dennoch gut gerüstet.
Solarworld-Chef Frank Asbeck
Die Solarworld-Aktie, die bereits am Vortag Federn lassen musste, gehörte am Dienstag erneut zu den schwächsten Titeln im TecDax. Auf der Hauptversammlung des Unternehmens in Bonn hatte Solarworld-Chef Frank Asbeck eingeräumt, dass sich die Ertragssituation in der derzeitigen Situation verschlechtern wird. "Ob wir die Ebit-Marge von über 14 Prozent halten können, wage ich zu bezweifeln", so Asbeck vor den Aktionären.
Dabei ist die Nachfrage nach Solarmodulen weltweit durchaus intakt. Der Manager geht davon aus, dass sie von derzeit 20 Gigawatt auf 100 Gigawatt im Jahr 2020 steigen wird. Und auch Solarworld soll vom anhaltenden Boom für Solaranlagen weiter profitieren. Den Umsatzrekord des Vorjahres von 1,3 Milliarden Euro werde man übertreffen, so Asbeck, der damit frühere Aussagen bestätigte.
Schon eine Umsatzstagnation wird jedoch nur um den Preis einer deutlich erhöhten Schlagzahl beim Absatz von Solarprodukten zu erreichen sein, das zeigen bereits die Zahlen zum ersten Quartal 2011, die Solarworld vor knapp zwei Wochen vorgelegt hatte. Eine Umsatzsteigerung von 3,3 Prozent war hier nur durch eine Erhöhung des Absatzes um fast ein Drittel möglich. Kein Wunder, denn die Preise für Solaranlagen sind im freien Fall. Allein im ersten Quartal rutschten die Modulpreise um 25 Prozent.
Dass die Gewinne relativ noch deutlich stärker sinken müssen, liegt da auf der Hand. Starke Wettbewerber vor allem aus China machen der deutschen Solarindustrie das Leben schwer. Aber auch die Kürzung der staatlichen Einspeisevergütung lastet auf den Margen. In Deutschland rechnet Asbeck laut Aussagen auf der Hauptversammlung am Dienstag allerdings nicht mit ganz so heftigen Einschnitten. Statt des maximalen Abschlags von 15 Prozent werde die Kürzung wohl nur bei sechs Prozent liegen.
US-Geschäft soll einspringen
Die vermutlich dennoch abgeschwächte Nachfrage im Heimatmarkt will Solarworld durch das Auslandsgeschäft, vor allem in den USA, wettmachen.
Die Dividende, die für das abgelaufene Geschäftsjahr bei 19 Cent je Aktie liegen soll, kritisierten Aktionärsvertreter auf der Versammlung als zu niedrig. 2010 hatte das Unternehmen 89 Millionen Euro netto verdient.
http://www.finanznachrichten.de/nachrichten-aktien/solarworl…
24.05.2011 15:32
Solarworld muss Abstriche machen
Der Solarkonzern spürt die Auswirkungen der harten internationalen Konkurrenz der Förderkürzungen für Solarstrom. Vorstandschef Frank Asbeck sieht das TecDax-Unternehmen dennoch gut gerüstet.
Solarworld-Chef Frank Asbeck
Die Solarworld-Aktie, die bereits am Vortag Federn lassen musste, gehörte am Dienstag erneut zu den schwächsten Titeln im TecDax. Auf der Hauptversammlung des Unternehmens in Bonn hatte Solarworld-Chef Frank Asbeck eingeräumt, dass sich die Ertragssituation in der derzeitigen Situation verschlechtern wird. "Ob wir die Ebit-Marge von über 14 Prozent halten können, wage ich zu bezweifeln", so Asbeck vor den Aktionären.
Dabei ist die Nachfrage nach Solarmodulen weltweit durchaus intakt. Der Manager geht davon aus, dass sie von derzeit 20 Gigawatt auf 100 Gigawatt im Jahr 2020 steigen wird. Und auch Solarworld soll vom anhaltenden Boom für Solaranlagen weiter profitieren. Den Umsatzrekord des Vorjahres von 1,3 Milliarden Euro werde man übertreffen, so Asbeck, der damit frühere Aussagen bestätigte.
Schon eine Umsatzstagnation wird jedoch nur um den Preis einer deutlich erhöhten Schlagzahl beim Absatz von Solarprodukten zu erreichen sein, das zeigen bereits die Zahlen zum ersten Quartal 2011, die Solarworld vor knapp zwei Wochen vorgelegt hatte. Eine Umsatzsteigerung von 3,3 Prozent war hier nur durch eine Erhöhung des Absatzes um fast ein Drittel möglich. Kein Wunder, denn die Preise für Solaranlagen sind im freien Fall. Allein im ersten Quartal rutschten die Modulpreise um 25 Prozent.
Dass die Gewinne relativ noch deutlich stärker sinken müssen, liegt da auf der Hand. Starke Wettbewerber vor allem aus China machen der deutschen Solarindustrie das Leben schwer. Aber auch die Kürzung der staatlichen Einspeisevergütung lastet auf den Margen. In Deutschland rechnet Asbeck laut Aussagen auf der Hauptversammlung am Dienstag allerdings nicht mit ganz so heftigen Einschnitten. Statt des maximalen Abschlags von 15 Prozent werde die Kürzung wohl nur bei sechs Prozent liegen.
US-Geschäft soll einspringen
Die vermutlich dennoch abgeschwächte Nachfrage im Heimatmarkt will Solarworld durch das Auslandsgeschäft, vor allem in den USA, wettmachen.
Die Dividende, die für das abgelaufene Geschäftsjahr bei 19 Cent je Aktie liegen soll, kritisierten Aktionärsvertreter auf der Versammlung als zu niedrig. 2010 hatte das Unternehmen 89 Millionen Euro netto verdient.
http://www.finanznachrichten.de/nachrichten-aktien/solarworl…
Antwort auf Beitrag Nr.: 41.549.922 von bossi1 am 24.05.11 17:55:59
Der Ex DWS Boß Christian Strenger äußerte gestern auf der HV "als privater SWV Aktionär" seine nicht unberechtigte Kritik an SWV und dem Aufsichtsrat und bekam dafür den Beifall der Aktionäre ...
Seine Biografie ...
http://www.ecgi.org/members_directory/member.php?member_id=2…
Der Ex DWS Boß Christian Strenger äußerte gestern auf der HV "als privater SWV Aktionär" seine nicht unberechtigte Kritik an SWV und dem Aufsichtsrat und bekam dafür den Beifall der Aktionäre ...
Seine Biografie ...
http://www.ecgi.org/members_directory/member.php?member_id=2…
SolarWorld AG auf der Intersolar 2011
photovoltaik-guide.de / Michael Ziegler | 08.06.2011
Bonn, 08. Juni 2011, Auf der Intersolar 2011, der weltweit größten Fachmesse für Solartechnik, präsentiert sich die SolarWorld AG innovativ, kunden- und serviceorientiert. Der Fokus liegt in diesem Jahr auf den Themen Anwendungsorientierung und Eigenstrom. Die SolarWorld AG zählt zu den wenigen Herstellern auf der Messe, die mit Qualität made in Germany aufwarten – und das über die gesamte Wertschöpfungs kette. Gerade erst eröffnete der Konzern in Freiberg/Sachsen Europas größte Modulfertigung. Auch die wesentlichen Zulieferer für SolarWorld Produkte produzieren in Deutschland.
SolarWorld AG
Auf der Intersolar 2011 stellt die SolarWorld mit Sunfix Aero ein neuentwickeltes und ballastarmes Flachdachsystem vor. Im Bereich der hochwertigen, dachintegrierten Lösungen wird mit dem Sundeck eine Indachlösung mit Qualitätsmodulen aus deutscher Fertigung präsentiert. Das integrierte Photovoltaiksystem erfüllt höchste Ansprüche an Design und Technik.
Um den Kundenservice weiter zu steigern, können Installateure von SolarWorld Solarstromanlagen ab sofort auf das neue Suntool 2.0 zurückgreifen. Mit dieser neuen Planungssoftware für Profis werden Solarstromanlagen mit nur wenigen Mausklicks für nahezu jede beliebige Dachfläche geplant.
Dem aktuellen Trend hin zur Elektro-Mobilität begegnet der Qualitätsführer der Solarbranche mit einem neuen und praxisnahen Produkt. So stellt die SolarWorld AG dem bereits bewährten SunCarport für Autos, mit dem SunShed eine hochwertige Variante zum Unterstellen und Laden von E-Bikes zur Seite. Der erstmalig auf einer deutschen Messe vorgestellte SunCharger zählt ebenfalls zu den neuentwickel ten Produkten der SolarWorld AG, die den Kundenwunsch nach grünem Lifestyle aufgreifen. Der SunCharger ist ein Solarkraftwerk im Handyformat und liefert Energie für viele transportable Verbraucher. Ein weiteres Messehighlight ist das neue und erweiterbare Batteriesystem SunPac von SolarWorld, mit dem Eigenstrom – für den Verbrauch in der Nacht – gespeichert und die Stromrechnung gesenkt wird. Ein zweites SunPac kann parallel geschaltet werden.
Im Bereich Service wartet der deutsche Branchenprimus mit neuen, umfangreichen Garantie bedingungen für alle SolarWorld Standartmodule auf. So wurde rückwirkend zum 1. Januar 2011 unter anderem die Produktgewähr leistung auf zehn Jahre erweitert.
Auf dem SolarWorld Messestand in Halle A.1 Stand 181 wird auch das von Ingenieur Calin Gologan entwickelte Elektroflugzeug Electra One zu sehen sein. Mit Hilfe von SolarWorld Solartechnik wird das emissionsfreie und fast lautlose Flie gen Wirklichkeit. Mitte Juli wird die Elektra One an der NASA Green Flight Challenge in den USA teilnehmen.
Quelle: SolarWorld AG
photovoltaik-guide.de / Michael Ziegler | 08.06.2011
Bonn, 08. Juni 2011, Auf der Intersolar 2011, der weltweit größten Fachmesse für Solartechnik, präsentiert sich die SolarWorld AG innovativ, kunden- und serviceorientiert. Der Fokus liegt in diesem Jahr auf den Themen Anwendungsorientierung und Eigenstrom. Die SolarWorld AG zählt zu den wenigen Herstellern auf der Messe, die mit Qualität made in Germany aufwarten – und das über die gesamte Wertschöpfungs kette. Gerade erst eröffnete der Konzern in Freiberg/Sachsen Europas größte Modulfertigung. Auch die wesentlichen Zulieferer für SolarWorld Produkte produzieren in Deutschland.
SolarWorld AG
Auf der Intersolar 2011 stellt die SolarWorld mit Sunfix Aero ein neuentwickeltes und ballastarmes Flachdachsystem vor. Im Bereich der hochwertigen, dachintegrierten Lösungen wird mit dem Sundeck eine Indachlösung mit Qualitätsmodulen aus deutscher Fertigung präsentiert. Das integrierte Photovoltaiksystem erfüllt höchste Ansprüche an Design und Technik.
Um den Kundenservice weiter zu steigern, können Installateure von SolarWorld Solarstromanlagen ab sofort auf das neue Suntool 2.0 zurückgreifen. Mit dieser neuen Planungssoftware für Profis werden Solarstromanlagen mit nur wenigen Mausklicks für nahezu jede beliebige Dachfläche geplant.
Dem aktuellen Trend hin zur Elektro-Mobilität begegnet der Qualitätsführer der Solarbranche mit einem neuen und praxisnahen Produkt. So stellt die SolarWorld AG dem bereits bewährten SunCarport für Autos, mit dem SunShed eine hochwertige Variante zum Unterstellen und Laden von E-Bikes zur Seite. Der erstmalig auf einer deutschen Messe vorgestellte SunCharger zählt ebenfalls zu den neuentwickel ten Produkten der SolarWorld AG, die den Kundenwunsch nach grünem Lifestyle aufgreifen. Der SunCharger ist ein Solarkraftwerk im Handyformat und liefert Energie für viele transportable Verbraucher. Ein weiteres Messehighlight ist das neue und erweiterbare Batteriesystem SunPac von SolarWorld, mit dem Eigenstrom – für den Verbrauch in der Nacht – gespeichert und die Stromrechnung gesenkt wird. Ein zweites SunPac kann parallel geschaltet werden.
Im Bereich Service wartet der deutsche Branchenprimus mit neuen, umfangreichen Garantie bedingungen für alle SolarWorld Standartmodule auf. So wurde rückwirkend zum 1. Januar 2011 unter anderem die Produktgewähr leistung auf zehn Jahre erweitert.
Auf dem SolarWorld Messestand in Halle A.1 Stand 181 wird auch das von Ingenieur Calin Gologan entwickelte Elektroflugzeug Electra One zu sehen sein. Mit Hilfe von SolarWorld Solartechnik wird das emissionsfreie und fast lautlose Flie gen Wirklichkeit. Mitte Juli wird die Elektra One an der NASA Green Flight Challenge in den USA teilnehmen.
Quelle: SolarWorld AG
Erinnert mich ein wenig an das Thema TPV vom Paul Scherer Institut, wo unser Mitarbeiter Bernd Bitnar damals tätig war. Auch dabei spielte Abwärme (z.B. Heizungen), kristalline Materialien und die Nanotechnik eine Rolle zur Energiegewinnung ...
TU Freiberg bewirbt sich mit Forschungsprojekt bei bundesweitem Spitzencluster-Wettbewerb
14.04.2011 | Forschung
Weltweit geht etwa die Hälfte der eingesetzten Energie heute selbst in modernen Kraftwerken oder der Chemiebranche in Form von Abwärme verloren. Mit der Bewerbung für ein einzigartiges Forschungsprojekt zum Thema Pyroelektrika hat sich die TU Bergakademie Freiberg in der ersten Runde des Spitzenclusterwettbewerbs des Bundesministeriums für Bildung und Forschung beworben. Pyroelektrika sind eine spezielle Form von zumeist kristallinen Materialien, die Wärme direkt in elektrische oder chemische Energie umwandeln können. Mit dieser besonderen Eigenschaft sind sie Grundlage vieler einzigartiger Innovationen im Hinblick auf eine effiziente und nachhaltige Stoff- und Energiewirtschaft. Im Freiberger Projekt "Pyrolabs" sollen Pyroelektrika und ihre Anwendung unter anderem bei der Nutzung von Abwärme, bei der Herstellung von Chemieprodukten und in der Umwelttechnik erforscht und erstmalig großtechnisch eingesetzt werden.
"Unser neues Forschungsprojekt ist im Hinblick auf die Einhaltung der Klimaziele der Bundesregierung und die Sicherung der Rohstoff- und Energiebasis für das Nach-Erdölzeitalter von nationaler und natürlich auch internationaler Bedeutung", sagt Professor Bernd Meyer, Rektor der TU Bergakademie Freiberg. "Unser Ziel ist es, in dem Forschungsverbund das Innovationspotenzial unserer Universität mit den vorhandenen Kompetenzen mehrerer Wirtschaftszweige in der Region, also in Sachsen sowie dem mitteldeutschen Raum, unter Beteiligung überregionaler Industriepartner zusammenzuführen. Mit unseren Forschungsergebnissen und Visionen wollen wir die vielfältigen Nutzungspotenziale der Pyroelektrika für den industriellen Einsatz und für die gesamte Gesellschaft nutzbar machen. Insbesondere beabsichtigen wir, uns den globalen Herausforderungen im Energie- und Umweltbereich zu stellen", so Meyer.
Er betont die Rolle der TU Bergakademie Freiberg als Ressourcenuniversität, die sich den Zielen einer effizienten und gleichzeitig nachhaltigen Stoff- und Energiewirtschaft verpflichtet fühlt. "Die Braunkohlevorräte in unser Region sind nach anerkannten Prognosen für über 200 Jahre ausreichend. Wir sind also in diesem Zusammenhang ein rohstoffreiches Land. Nur müssen wir die Kohle als Ressource für neue Stoffe nutzen und wollen das heute noch als schädliches Treibhausgas freigesetzte Kohlendioxid als Grundstoff für eine neue Kohlechemie im Stoffkreislauf halten."
"Wir wollen die Pyroelektrika, die zur Zeit vorwiegend in der Sensorik, etwa in Bewegungsmeldern für die Hausbeleuchtung, eingesetzt werden, so weiterentwickeln, dass sie für neue Technologien nutzbar sind. Sie bieten noch ungeahnte Potenziale und sind in ihrer Bedeutung etwa mit den Vitaminen für unsere Ernährung oder Katalysatoren für die Abgasreinigung vergleichbar. So könnte zum Beispiel in einem Kraftwerk aus der bisher nicht mehr verwendeten Abwärme mit unserem Know-how Wasserstoff erzeugt und dieser mit dem zugleich erzeugten Abfallprodukt Kohlendioxid zu einem Grundstoff für die chemische Industrie für das Nach-Erdölzeitalter zusammengeführt werden", erklärt Prof. Dirk Meyer, Sprecher des Spitzenclusters, die Chancen des Forschungsverbunds.
Die Bergakademie ist damit eine von zwei sächsischen Universitäten, die sich mit einem Spitzencluster-Antrag beim Bundesministerium für Bildung und Forschung bewirbt. Als Cluster bezeichnet man einen Forschungsverbund, in dem sich Wissenschaftler und Industriepartner einem gemeinsamen Thema widmen. Der Spitzencluster-Wettbewerb ist Teil der Hightech-Strategie der Bundesregierung: Er wurde im August 2007 vom Bundesministerium für Bildung und Forschung ins Leben gerufen und soll die leistungsfähigsten Forschungsverbünde auf dem Weg in die internationale Spitzengruppe unterstützen.
24 Projektskizzen sind deutschlandweit aktuell im Spitzencluster-Wettbewerb eingereicht worden. Bis Juni werden von einer hochkarätig besetzten Jury fünf ausgewählt. Am Schluss erhalten fünf der Projekte eine Förderung von 40 Millionen Euro über fünf Jahre. Voraussetzung ist das Engagement der Privatwirtschaft in gleicher Höhe und die ideelle und finanzielle Unterstützung durch das jeweilige Land. Die TU Bergakademie Freiberg hat bereits eine finanzielle Beteiligungszusage der Industrie in entsprechender Höhe erhalten.
www.tu-freiberg.de
http://www.regionalmanagement-erzgebirge.de/de/Aktuelles_Pre…
TU Freiberg bewirbt sich mit Forschungsprojekt bei bundesweitem Spitzencluster-Wettbewerb
14.04.2011 | Forschung
Weltweit geht etwa die Hälfte der eingesetzten Energie heute selbst in modernen Kraftwerken oder der Chemiebranche in Form von Abwärme verloren. Mit der Bewerbung für ein einzigartiges Forschungsprojekt zum Thema Pyroelektrika hat sich die TU Bergakademie Freiberg in der ersten Runde des Spitzenclusterwettbewerbs des Bundesministeriums für Bildung und Forschung beworben. Pyroelektrika sind eine spezielle Form von zumeist kristallinen Materialien, die Wärme direkt in elektrische oder chemische Energie umwandeln können. Mit dieser besonderen Eigenschaft sind sie Grundlage vieler einzigartiger Innovationen im Hinblick auf eine effiziente und nachhaltige Stoff- und Energiewirtschaft. Im Freiberger Projekt "Pyrolabs" sollen Pyroelektrika und ihre Anwendung unter anderem bei der Nutzung von Abwärme, bei der Herstellung von Chemieprodukten und in der Umwelttechnik erforscht und erstmalig großtechnisch eingesetzt werden.
"Unser neues Forschungsprojekt ist im Hinblick auf die Einhaltung der Klimaziele der Bundesregierung und die Sicherung der Rohstoff- und Energiebasis für das Nach-Erdölzeitalter von nationaler und natürlich auch internationaler Bedeutung", sagt Professor Bernd Meyer, Rektor der TU Bergakademie Freiberg. "Unser Ziel ist es, in dem Forschungsverbund das Innovationspotenzial unserer Universität mit den vorhandenen Kompetenzen mehrerer Wirtschaftszweige in der Region, also in Sachsen sowie dem mitteldeutschen Raum, unter Beteiligung überregionaler Industriepartner zusammenzuführen. Mit unseren Forschungsergebnissen und Visionen wollen wir die vielfältigen Nutzungspotenziale der Pyroelektrika für den industriellen Einsatz und für die gesamte Gesellschaft nutzbar machen. Insbesondere beabsichtigen wir, uns den globalen Herausforderungen im Energie- und Umweltbereich zu stellen", so Meyer.
Er betont die Rolle der TU Bergakademie Freiberg als Ressourcenuniversität, die sich den Zielen einer effizienten und gleichzeitig nachhaltigen Stoff- und Energiewirtschaft verpflichtet fühlt. "Die Braunkohlevorräte in unser Region sind nach anerkannten Prognosen für über 200 Jahre ausreichend. Wir sind also in diesem Zusammenhang ein rohstoffreiches Land. Nur müssen wir die Kohle als Ressource für neue Stoffe nutzen und wollen das heute noch als schädliches Treibhausgas freigesetzte Kohlendioxid als Grundstoff für eine neue Kohlechemie im Stoffkreislauf halten."
"Wir wollen die Pyroelektrika, die zur Zeit vorwiegend in der Sensorik, etwa in Bewegungsmeldern für die Hausbeleuchtung, eingesetzt werden, so weiterentwickeln, dass sie für neue Technologien nutzbar sind. Sie bieten noch ungeahnte Potenziale und sind in ihrer Bedeutung etwa mit den Vitaminen für unsere Ernährung oder Katalysatoren für die Abgasreinigung vergleichbar. So könnte zum Beispiel in einem Kraftwerk aus der bisher nicht mehr verwendeten Abwärme mit unserem Know-how Wasserstoff erzeugt und dieser mit dem zugleich erzeugten Abfallprodukt Kohlendioxid zu einem Grundstoff für die chemische Industrie für das Nach-Erdölzeitalter zusammengeführt werden", erklärt Prof. Dirk Meyer, Sprecher des Spitzenclusters, die Chancen des Forschungsverbunds.
Die Bergakademie ist damit eine von zwei sächsischen Universitäten, die sich mit einem Spitzencluster-Antrag beim Bundesministerium für Bildung und Forschung bewirbt. Als Cluster bezeichnet man einen Forschungsverbund, in dem sich Wissenschaftler und Industriepartner einem gemeinsamen Thema widmen. Der Spitzencluster-Wettbewerb ist Teil der Hightech-Strategie der Bundesregierung: Er wurde im August 2007 vom Bundesministerium für Bildung und Forschung ins Leben gerufen und soll die leistungsfähigsten Forschungsverbünde auf dem Weg in die internationale Spitzengruppe unterstützen.
24 Projektskizzen sind deutschlandweit aktuell im Spitzencluster-Wettbewerb eingereicht worden. Bis Juni werden von einer hochkarätig besetzten Jury fünf ausgewählt. Am Schluss erhalten fünf der Projekte eine Förderung von 40 Millionen Euro über fünf Jahre. Voraussetzung ist das Engagement der Privatwirtschaft in gleicher Höhe und die ideelle und finanzielle Unterstützung durch das jeweilige Land. Die TU Bergakademie Freiberg hat bereits eine finanzielle Beteiligungszusage der Industrie in entsprechender Höhe erhalten.
www.tu-freiberg.de
http://www.regionalmanagement-erzgebirge.de/de/Aktuelles_Pre…
Hier geht es nicht um Solarworld, sondern um ein kleine feine AG für Blockheizkraftwerke aus Heek (Münsterland), die einen Blick wert ist bei der Energiewende ...



ERFAHREN SIE MEHR ÜBER 2G
2G - Unternehmensstruktur
Die 2G Bio-Energietechnik AG („2G AG“) ist eine Holding, der vier Tochtergesellschaften angehören. Die wesentliche operative Gesellschaft ist die 2G Energietechnik GmbH in Heek („2G GmbH“), die zu 100% zur Holding gehört. Weitere Töchter sind die 2G Iberica S.L. (90%), die 2G Home GmbH (90%), 2G Drives GmbH (80%), sowie die Cenergy Power Systems Technologies Inc. aus den USA, an der 2G eine 25% Beteiligung hält.
Ein weiterer wichtiger Kooperationspartner auf dem nordamerikanischen Markt ist die European Power Systems Ltd., Ontario (EPS Ltd.). EPS vertreibt seit März 2010 exklusiv für 2G Blockheizkraftwerke auf dem kanadischen Markt und übernimmt darüber hinaus den Service. Dies stellt einen weiteren wichtigen Schritt in Richtung unserer Auslandsexpansionen dar.
ZAHLEN & FAKTEN
Die 2G Bio-Energietechnik AG gehört zu den führenden Anbietern von BHKW-Anlagen in Deutschland.
Geschäftsfelder: Entwicklung, Produktion und Vertrieb von BHKW-Anlagen sowie Service an BHKW-Anlagen zur Gasaufbereitung
51,1 Mio. Euro Umsatz (2009)
187 Beschäftigte
Export: Europa, Weißrussland, Russland, USA, Kanada
Vertriebs- und Service-Niederlassungen in Berlin, Amerang (Süddeutschland), Spanien, Italien, Russland und Rumänien
Mitgliedschaften: Bundesverband Kraft-Wärme-Kopplung e.V., Fachverband Biogas e.V., Verband Deutscher Maschinen- und Anlagenbau e.V., BFL Bauförderung in der Landwirtschaft
http://www.2-g.de/produkte-1/index.html
+++++
Alternatives Benzin ohne Öl?
Ein interessantes Unternehmen vor meiner Haustüre in Köln, aber leider noch keine AG ...
10.06.2011 - 18:08 Uhr
AUSWEG AUS DER ENERGIEFALLE?
Rheinischer Unternehmer plant Benzin ohne Öl
Von JÖRG PHILIPPI-GERLE

Ingenieur Wolfgang Maus
LOHMAR –
Wie kommen wir weg vom Rohöl? Wenn’s nach einem erfolgreichen Unternehmer aus Lohmar geht, ganz einfach: mit Wasserstoff und Co2. Der Unternehmer heißt Wolfgang Maus, ist 65 Jahre alt und Boss von „Emitec“. Er sagt: „Wir können Benzin ohne Öl herstellen.“ Wir dachten uns: Frag doch mal den Maus, wie das wohl geht...
Die Idee klingt einfach und revolutionär. Maus beschreibt sie so: „Wir nehmen Co2 aus der Luft oder in hoher Konzentration etwa von Kraftwerken und leiten darüber Wasserstoff. Der ist so aggressiv, dass er den Kohlenstoff des Kohlenstoffdioxids gewissermaßen entreißt. Nach einer Katalyse entsteht dabei Methan. Das ist schon ein Brennstoff, etwa für Heizungen.“
Durch weitere Katalysation entstehe Treibstoff, der für normale Autotanks geeignet sei. Maus: „Das ist kein Hexenwerk. Ich bin auch kein Öko, sondern Wissenschaftler. Und ich will so beweisen, dass unsere Rohstoffe nicht endlich sind und wir sauber Treibstoffe herstellen können.“
Der Weltmarktführer aus Lohmar
„Emitec“ ist Weltmarktführer in der metallischen Katalysatortechnik und bei Partikelfiltern, beschäftigt weltweit rund 1.000 Mitarbeiter. Die Firma wurde 1986 gegründet. Katalysatoren von Emitec arbeiten u. a. in Autos von Bugatti, Lamborghini, Porsche, Audi, BMW und Mercedes. Stammsitz ist in Lohmar, weitere Firmensitze sind in Thüringen, USA und Indien.
Der Unternehmer, bestätigt Gerd Lottsiepen vom alternativen Verkehrsclub VCD, sei keineswegs ein „Spinner“. „Emitec hat einen guten Ruf.“ Maus verschweigt nicht, dass es noch Probleme gibt: „Bei der Herstellung verlieren wir rund 50 Prozent der Energieleistung. Dennoch hat eine Machbarkeitsstudie in unserem Haus ergeben, dass wir den Liter für 60 Cent verkaufen könnten.“ Mit Steuern wäre der neue Treibstoff ohne Öl dann etwa genauso teuer wie der bisherige.
Experten aber warnen: Professor Ferdi Schueth vom Max-Planck-Institut: „Das Verfahren scheint durchführbar, keine Frage. Aber ich halte es derzeit für wirtschaftlich problematisch, weil Wasserstoff so teuer ist und die Herstellung sehr energieintensiv.“ Immerhin, so Lottsiepen, seien Energietechniker zurzeit optimistisch, Wasserstoff aus Windkraftenergie herstellen zu können.
Maus: „Ich kann so viel sagen: In unserem errechneten Literpreis ist Wasserstoff eingerechnet.“ Er sucht derzeit Investoren, um schon bald in Lohmar eine Versuchsanlage zu bauen. Weg zum Öl - führt der Weg übers Rheinland?
http://www.express.de/news/panorama/rheinischer-unternehmer-…
ERFAHREN SIE MEHR ÜBER 2G
2G - Unternehmensstruktur
Die 2G Bio-Energietechnik AG („2G AG“) ist eine Holding, der vier Tochtergesellschaften angehören. Die wesentliche operative Gesellschaft ist die 2G Energietechnik GmbH in Heek („2G GmbH“), die zu 100% zur Holding gehört. Weitere Töchter sind die 2G Iberica S.L. (90%), die 2G Home GmbH (90%), 2G Drives GmbH (80%), sowie die Cenergy Power Systems Technologies Inc. aus den USA, an der 2G eine 25% Beteiligung hält.
Ein weiterer wichtiger Kooperationspartner auf dem nordamerikanischen Markt ist die European Power Systems Ltd., Ontario (EPS Ltd.). EPS vertreibt seit März 2010 exklusiv für 2G Blockheizkraftwerke auf dem kanadischen Markt und übernimmt darüber hinaus den Service. Dies stellt einen weiteren wichtigen Schritt in Richtung unserer Auslandsexpansionen dar.
ZAHLEN & FAKTEN
Die 2G Bio-Energietechnik AG gehört zu den führenden Anbietern von BHKW-Anlagen in Deutschland.
Geschäftsfelder: Entwicklung, Produktion und Vertrieb von BHKW-Anlagen sowie Service an BHKW-Anlagen zur Gasaufbereitung
51,1 Mio. Euro Umsatz (2009)
187 Beschäftigte
Export: Europa, Weißrussland, Russland, USA, Kanada
Vertriebs- und Service-Niederlassungen in Berlin, Amerang (Süddeutschland), Spanien, Italien, Russland und Rumänien
Mitgliedschaften: Bundesverband Kraft-Wärme-Kopplung e.V., Fachverband Biogas e.V., Verband Deutscher Maschinen- und Anlagenbau e.V., BFL Bauförderung in der Landwirtschaft
http://www.2-g.de/produkte-1/index.html
+++++
Alternatives Benzin ohne Öl?
Ein interessantes Unternehmen vor meiner Haustüre in Köln, aber leider noch keine AG ...
10.06.2011 - 18:08 Uhr
AUSWEG AUS DER ENERGIEFALLE?
Rheinischer Unternehmer plant Benzin ohne Öl
Von JÖRG PHILIPPI-GERLE
Ingenieur Wolfgang Maus
LOHMAR –
Wie kommen wir weg vom Rohöl? Wenn’s nach einem erfolgreichen Unternehmer aus Lohmar geht, ganz einfach: mit Wasserstoff und Co2. Der Unternehmer heißt Wolfgang Maus, ist 65 Jahre alt und Boss von „Emitec“. Er sagt: „Wir können Benzin ohne Öl herstellen.“ Wir dachten uns: Frag doch mal den Maus, wie das wohl geht...
Die Idee klingt einfach und revolutionär. Maus beschreibt sie so: „Wir nehmen Co2 aus der Luft oder in hoher Konzentration etwa von Kraftwerken und leiten darüber Wasserstoff. Der ist so aggressiv, dass er den Kohlenstoff des Kohlenstoffdioxids gewissermaßen entreißt. Nach einer Katalyse entsteht dabei Methan. Das ist schon ein Brennstoff, etwa für Heizungen.“
Durch weitere Katalysation entstehe Treibstoff, der für normale Autotanks geeignet sei. Maus: „Das ist kein Hexenwerk. Ich bin auch kein Öko, sondern Wissenschaftler. Und ich will so beweisen, dass unsere Rohstoffe nicht endlich sind und wir sauber Treibstoffe herstellen können.“
Der Weltmarktführer aus Lohmar
„Emitec“ ist Weltmarktführer in der metallischen Katalysatortechnik und bei Partikelfiltern, beschäftigt weltweit rund 1.000 Mitarbeiter. Die Firma wurde 1986 gegründet. Katalysatoren von Emitec arbeiten u. a. in Autos von Bugatti, Lamborghini, Porsche, Audi, BMW und Mercedes. Stammsitz ist in Lohmar, weitere Firmensitze sind in Thüringen, USA und Indien.
Der Unternehmer, bestätigt Gerd Lottsiepen vom alternativen Verkehrsclub VCD, sei keineswegs ein „Spinner“. „Emitec hat einen guten Ruf.“ Maus verschweigt nicht, dass es noch Probleme gibt: „Bei der Herstellung verlieren wir rund 50 Prozent der Energieleistung. Dennoch hat eine Machbarkeitsstudie in unserem Haus ergeben, dass wir den Liter für 60 Cent verkaufen könnten.“ Mit Steuern wäre der neue Treibstoff ohne Öl dann etwa genauso teuer wie der bisherige.
Experten aber warnen: Professor Ferdi Schueth vom Max-Planck-Institut: „Das Verfahren scheint durchführbar, keine Frage. Aber ich halte es derzeit für wirtschaftlich problematisch, weil Wasserstoff so teuer ist und die Herstellung sehr energieintensiv.“ Immerhin, so Lottsiepen, seien Energietechniker zurzeit optimistisch, Wasserstoff aus Windkraftenergie herstellen zu können.
Maus: „Ich kann so viel sagen: In unserem errechneten Literpreis ist Wasserstoff eingerechnet.“ Er sucht derzeit Investoren, um schon bald in Lohmar eine Versuchsanlage zu bauen. Weg zum Öl - führt der Weg übers Rheinland?
http://www.express.de/news/panorama/rheinischer-unternehmer-…
SEIA Policy and Research Division:
Tom Kimbis, Director of Policy & Research
Justin Baca, Manager, Policy & Research
Samantha Jacoby, Policy & Research Analyst
research@seia.org
GTM Research Solar Analysts:
Shayle Kann, Managing Director
Shyam Mehta, Senior Analyst
Brett Prior, Senior Analyst
MJ Shiao, Solar Analyst
Andrew Krulewitz, Research Associate
solaranalysts@gtmresearch.com
U.S. Solar Market Insight™
1st Quarter 2011
Wirklich ausführlicher Überblick über den wichtigen US-Markt ... pdf 20 Seiten
http://www.seia.org/galleries/pdf/SMI-Q1-2011-ES.pdf
Tom Kimbis, Director of Policy & Research
Justin Baca, Manager, Policy & Research
Samantha Jacoby, Policy & Research Analyst
research@seia.org
GTM Research Solar Analysts:
Shayle Kann, Managing Director
Shyam Mehta, Senior Analyst
Brett Prior, Senior Analyst
MJ Shiao, Solar Analyst
Andrew Krulewitz, Research Associate
solaranalysts@gtmresearch.com
U.S. Solar Market Insight™
1st Quarter 2011
Wirklich ausführlicher Überblick über den wichtigen US-Markt ... pdf 20 Seiten
http://www.seia.org/galleries/pdf/SMI-Q1-2011-ES.pdf
JUNE 16, 2011, 2:24 PM ET
Solar: $1-Per-Watt Modules By Q1 ’12, Says iSuppli
By Tiernan Ray
Solar energy technology analyst Henning Wicht today writes that a “major milestone” is “just months away” for the industry, as the selling price per watt for photovoltaic modules based on crystalline silicon, the building blocks of solar panels, will drop to $1 by the first quarter of next year from a recent $1.30, a drop he calls “historic.”
Wicht, reflecting on Intersolar Trade Fair in Munich, Germany, last week, writes that the $1 level “could forestall a widely feared dip for solar installations next year and stimulate demand instead.”
The drop in price is being propelled by declines in the cost of silicon wafers and photovoltaic cells, accelerated by “top-tier module brands” cutting prices to gain market advantage ahead of a perceived slump in demand.”
Wicht thinks the drop in price could prompt installations of $2 per watt, and could incentive companies with deeper pockets to “get aggressive about pressuring competition out of the market” in 2012.
Wicht models price per watt dropping from 99 cents sometime in Q1 of 2012, then down to 88 cents by Q2 of 2013, and to 79 cents by Q2 of 2014.
Solar: $1-Per-Watt Modules By Q1 ’12, Says iSuppli
By Tiernan Ray
Solar energy technology analyst Henning Wicht today writes that a “major milestone” is “just months away” for the industry, as the selling price per watt for photovoltaic modules based on crystalline silicon, the building blocks of solar panels, will drop to $1 by the first quarter of next year from a recent $1.30, a drop he calls “historic.”
Wicht, reflecting on Intersolar Trade Fair in Munich, Germany, last week, writes that the $1 level “could forestall a widely feared dip for solar installations next year and stimulate demand instead.”
The drop in price is being propelled by declines in the cost of silicon wafers and photovoltaic cells, accelerated by “top-tier module brands” cutting prices to gain market advantage ahead of a perceived slump in demand.”
Wicht thinks the drop in price could prompt installations of $2 per watt, and could incentive companies with deeper pockets to “get aggressive about pressuring competition out of the market” in 2012.
Wicht models price per watt dropping from 99 cents sometime in Q1 of 2012, then down to 88 cents by Q2 of 2013, and to 79 cents by Q2 of 2014.
Bundesnetzagentur veröffentlicht Zahlen zum Photovoltaik-Zubau von März bis Mai 2011: 700 Megawatt neu am Netz; Keine Kürzung der Solarstrom-Einspeisevergütung zum 1.7.
Die Vergütungssätze für Solarstromanlagen, die ab dem 1. Juli in Betrieb gehen, werden nicht sinken
Von März bis Mai 2011 sind in Deutschland Photovoltaik-Anlagen mit einer Leistung von insgesamt etwa 700 Megawatt (MW) in Betrieb genommen worden, berichtet die Regulierungsbehörde in einer Pressemitteilung vom 16.06.2010.
Hochgerechnet auf zwölf Monate entspricht dies einem jährlichen PV-Zubau von rund 2,8 Gigawatt (GW). Demnach wird die Solarstrom-Einspeisevergütung in Deutschland zum 1. Juli nicht sinken.
Die Hochrechnung sieht das Erneuerbare-Energien-Gesetz (EEG) vor, um die Degressionssätze der Vergütung für Solarstrom nach dem Erneuerbare-Energien-Gesetz (EEG)-Stroms zu bestimmen.
Hochrechnung liegt unter dem Zielkorridor der Bundesregierung
Das EEG sieht ab dem 1. Juli 2011 nur dann eine Senkung der Vergütungssätze um drei oder mehr Prozent für neu installierte Solarstromanlagen vor, wenn der Zubau festgelegte Schwellenwerte überschreitet. Dafür müsste aber der Zubau von März bis Mai 2011 bei über 875 Megawatt beziehungsweise auf zwölf Monate hochgerechnet bei über 3.500 Megawatt liegen. Der hochgerechnete Zubau von 2,8 Gigawatt liegt jedoch deutlich unter dem von der Bundesregierung angestrebten Ziel von 3 bis 3,5 GW.
Kurth: "Daten verschaffen allen Marktakteuren Klarheit"
"Mit den jetzt veröffentlichten Daten verschaffen wir allen Marktakteuren schnellstmöglich Klarheit, von welchen Vergütungssätzen für neue Solaranlagen sie zum 1. Juli 2011 ausgehen können. Die Vergütungssätze für Anlagen, die ab dem 1. Juli in Betrieb gehen, werden nicht sinken. Dies ergibt sich aus dem hochgerechneten Zubauwert von ca. 2.800 Megawatt", sagte Matthias Kurth, Präsident der Bundesnetzagentur.
Aktuell 18 Gigawatt Photovoltaik-Leistung installiert
In den ersten fünf Monaten dieses Jahres betrug die installierte Leistung neuer PV-Anlagen etwa 1.000 Megawatt, im Jahr 2010 lag der Vergleichswert für die ersten fünf Monate bei über 1.700 Megawatt. Im Jahr 2010 verzeichnete die Bundesnetzagentur mit rund 7.400 Megawatt einen wahren Zubau-Boom (Zubau 2009: ca.3.800 Megawatt). Insgesamt sind in Deutschland jetzt PV-Anlagen mit einer Kapazität von über 18.000 Megawatt installiert.
21,11 bis 28,74 Cent pro Kilowattstunde Solarstrom
Nach einer Änderung des EEG im Frühjahr dieses Jahres ist es Aufgabe der Bundesnetzagentur, unterjährig zu ermitteln, in welcher Höhe die Vergütungssätze zum 1. Juli für Dachanlagen beziehungsweise zum 1. September für sonstige PV-Anlagen sinken. Für PV-Anlagen, die 2011 in Betrieb genommen werden, erhält der Anlagenbetreiber für jede in das Netz eingespeiste Kilowattstunde Solarstrom, je nach Standort und Größe der Anlage, bislang zwischen 21,11 Cent und 28,74 Cent.
Die Betreiber von PV-Anlagen sind verpflichtet, der Bundesnetzagentur Standort und Leistung ihrer Anlagen zu melden. Die Bundesnetzagentur veröffentlicht auf ihrer Internetseite monatsgenau die vorläufigen Einzeldaten (derzeit bis einschließlich April 2011). Die endgültigen Ergebnisse werden Ende Juni im Einvernehmen mit dem Bundesministerium für Wirtschaft und Technologie und dem Bundesministerium für Umwelt, Naturschutz und Reaktorsicherheit im Bundesanzeiger veröffentlicht.
16.06.2011 | Quelle: Bundesnetzagentur | solarserver.de
Die Vergütungssätze für Solarstromanlagen, die ab dem 1. Juli in Betrieb gehen, werden nicht sinken
Von März bis Mai 2011 sind in Deutschland Photovoltaik-Anlagen mit einer Leistung von insgesamt etwa 700 Megawatt (MW) in Betrieb genommen worden, berichtet die Regulierungsbehörde in einer Pressemitteilung vom 16.06.2010.
Hochgerechnet auf zwölf Monate entspricht dies einem jährlichen PV-Zubau von rund 2,8 Gigawatt (GW). Demnach wird die Solarstrom-Einspeisevergütung in Deutschland zum 1. Juli nicht sinken.
Die Hochrechnung sieht das Erneuerbare-Energien-Gesetz (EEG) vor, um die Degressionssätze der Vergütung für Solarstrom nach dem Erneuerbare-Energien-Gesetz (EEG)-Stroms zu bestimmen.
Hochrechnung liegt unter dem Zielkorridor der Bundesregierung
Das EEG sieht ab dem 1. Juli 2011 nur dann eine Senkung der Vergütungssätze um drei oder mehr Prozent für neu installierte Solarstromanlagen vor, wenn der Zubau festgelegte Schwellenwerte überschreitet. Dafür müsste aber der Zubau von März bis Mai 2011 bei über 875 Megawatt beziehungsweise auf zwölf Monate hochgerechnet bei über 3.500 Megawatt liegen. Der hochgerechnete Zubau von 2,8 Gigawatt liegt jedoch deutlich unter dem von der Bundesregierung angestrebten Ziel von 3 bis 3,5 GW.
Kurth: "Daten verschaffen allen Marktakteuren Klarheit"
"Mit den jetzt veröffentlichten Daten verschaffen wir allen Marktakteuren schnellstmöglich Klarheit, von welchen Vergütungssätzen für neue Solaranlagen sie zum 1. Juli 2011 ausgehen können. Die Vergütungssätze für Anlagen, die ab dem 1. Juli in Betrieb gehen, werden nicht sinken. Dies ergibt sich aus dem hochgerechneten Zubauwert von ca. 2.800 Megawatt", sagte Matthias Kurth, Präsident der Bundesnetzagentur.
Aktuell 18 Gigawatt Photovoltaik-Leistung installiert
In den ersten fünf Monaten dieses Jahres betrug die installierte Leistung neuer PV-Anlagen etwa 1.000 Megawatt, im Jahr 2010 lag der Vergleichswert für die ersten fünf Monate bei über 1.700 Megawatt. Im Jahr 2010 verzeichnete die Bundesnetzagentur mit rund 7.400 Megawatt einen wahren Zubau-Boom (Zubau 2009: ca.3.800 Megawatt). Insgesamt sind in Deutschland jetzt PV-Anlagen mit einer Kapazität von über 18.000 Megawatt installiert.
21,11 bis 28,74 Cent pro Kilowattstunde Solarstrom
Nach einer Änderung des EEG im Frühjahr dieses Jahres ist es Aufgabe der Bundesnetzagentur, unterjährig zu ermitteln, in welcher Höhe die Vergütungssätze zum 1. Juli für Dachanlagen beziehungsweise zum 1. September für sonstige PV-Anlagen sinken. Für PV-Anlagen, die 2011 in Betrieb genommen werden, erhält der Anlagenbetreiber für jede in das Netz eingespeiste Kilowattstunde Solarstrom, je nach Standort und Größe der Anlage, bislang zwischen 21,11 Cent und 28,74 Cent.
Die Betreiber von PV-Anlagen sind verpflichtet, der Bundesnetzagentur Standort und Leistung ihrer Anlagen zu melden. Die Bundesnetzagentur veröffentlicht auf ihrer Internetseite monatsgenau die vorläufigen Einzeldaten (derzeit bis einschließlich April 2011). Die endgültigen Ergebnisse werden Ende Juni im Einvernehmen mit dem Bundesministerium für Wirtschaft und Technologie und dem Bundesministerium für Umwelt, Naturschutz und Reaktorsicherheit im Bundesanzeiger veröffentlicht.
16.06.2011 | Quelle: Bundesnetzagentur | solarserver.de
23.06.2011, 09:00
Neue Fotovoltaik-Systeme
Strom aus Gold und Sonne
http://www.ftd.de/wissen/technik/:neue-fotovoltaik-systeme-s…
Das größte Problem der Solarindustrie sind die hohen Materialkosten. Forscher arbeiten an winzigen Goldantennen, die aus Licht mehr Strom herausholen – und die Fotovoltaik so profitabel machen. von Sascha Rentzing
Weltweit haben Solarforscher ein Ziel: Sie wollen Fotovoltaik-Systeme entwickeln, die Sonnenlicht effizienter in Strom umwandeln als die bisher gängigen Siliziumsolarzellen. Damit würde Solarenergie viel günstiger werden. Lichtsammelkomplexe, die dank optischer Nanoantennen aus Gold mehr als 30 Prozent Effizienz erreichen, könnten diesem Ziel näherrücken.
Die Golddrähte funktionieren wie Radioantennen, nur sind sie mit maximal 300 Nanometern Länge und 30 Nanometern Dicke rund zehn Millionen Mal kleiner. Und sie fangen statt Radiowellen die Wellen des sichtbaren Lichtes ein. Die Strahlungsenergie bündeln die Lichtantennen wie ein Brennglas in 1000-facher Konzentration auf stromproduzierende Farbstoffmoleküle.
Entwickelt hat den Komplex die Julius-Maximilians-Universität Würzburg. "In fünf Jahren wollen wir die ersten Prototypen präsentieren und die großtechnische Umsetzung vorbereiten", sagt Bert Hecht, Professor am Lehrstuhl für Experimentelle Physik. Die Innovation könnte die Solarstromkosten deutlich senken. Bisher ist er nicht wirtschaftlich, denn die Herstellung von Siliziumzellen ist aufwendig - und die Rohstoffe sind teuer.
Billigere Produktion, größere Ausbeute Außerdem ist ihre Stromausbeute mit derzeit maximal 22 Prozent Wirkungsgrad relativ gering. Nanoantennen versprechen nicht nur höhere Effizienzen, sondern lassen sich auch billiger herstellen. Denn ihre Strukturen können wie beim Zeitungsdruck von Rolle zu Rolle auf einen günstigen Träger gedruckt werden. Das Interesse an den Minigeneratoren ist deshalb groß: Die Volkswagen-Stiftung unterstützt die Würzburger Forscher mit 569.000 Euro.
Aber auf die Wissenschaftler wartet noch viel Arbeit. Nur winzige Antennen können Licht konzentrieren. Ein Nanometer entspricht gerade einmal einem Milliardstel Meter. Die Produktion so kleiner Antennen ist schwierig. "Die Nanofabrikation steckt erst in den Kinderschuhen", erklärt Hans Eisler, Leiter der Arbeitsgruppe Nanoscale Science vom Karlsruher Institut für Technologie (KIT).
Bisher werden optische Antennen erzeugt, indem zunächst mehrere Metallschichten auf einen Träger aufgedampft und die gewünschten Formen anschließend mit einem Ionenstrahl herausgeschnitten werden. Doch bestehen diese Schichten aus vielen einzelnen Kristallen und weisen eine grobkörnige Struktur auf. Deshalb lassen sich daraus nur sehr unregelmäßige Formen schneiden - ohne die gewünschte Funktion.
Die Würzburger Forscher gehen daher einen anderen Weg. Über die Methode der chemischen Selbstorganisation, nach der sich Substanzen spontan zu komplexen Strukturen zusammenfügen, gewinnen sie einkristalline Goldplättchen ohne Körnung. "Daraus modellieren wir präzisere Antennen, die Licht zehnmal besser konzentrieren als herkömmliche Antennen", sagt Hecht.
Die Antennen bestehen jeweils aus zwei Goldstäbchen, deren Enden sich fast berühren. In die nur wenige Nanometer breite Lücke zwischen den Enden platzieren die Physiker Farbstoffmoleküle mit besonderen Eigenschaften: "Sie können sich leitfähig mit dem Gold verbinden und negative Elektronen von den positiven Elektronenlöchern trennen." Über durchsichtige Elektroden einer Indiumverbindung kann der Strom schließlich abgegriffen werden.
Langfristig wollen Hecht und sein Team viele Nanoantennen auf einem Gitter anordnen und in ein Modul integrieren. Damit ließe sich dann Licht eines bestimmten Wellenlängenbereichs sammeln - so wie die Radioantenne ebenfalls nur die Radiowellen einer bestimmten Frequenz aufgreift. "Man bekäme eine Solarzelle mit steuerbarer Wellenlängenempfindlichkeit", sagt Hecht.
Harter Kampf um den Solarmarkt
Dabei drängt die Würzburger Forscher die Zeit. Sie stehen in einem harten Wettbewerb mit anderen Wissenschaftlern. Das KIT zum Beispiel arbeitet an Antennen, die Wellen des sichtbaren Lichtes nicht nur einsammeln, sondern sie auch direkt in elektrische Energie umwandeln. Ladungstrennende Moleküle werden damit überflüssig. Auch marktgängige Silizium- oder Dünnschichtzellen haben noch Potenzial. Siliziumzellen erzielen im Labor bis zu 25 Prozent Wirkungsgrad, in der Praxis im Durchschnitt aber nur 16 Prozent. Diese Lücke wollen die Ingenieure schließen.
Bei der Dünnschicht entwickeln sich Innovationen ebenfalls rasch. Bisher erreichen die leistungsstärksten Dünnschichtmodule aus Kupfer-Indium-Gallium-Diselenid (CIGS) in der Serienproduktion nur maximal 13 Prozent Wirkungsgrad, doch arbeitet etwa das Zentrum für Energie- und Wasserstoff-Forschung (ZSW) in Stuttgart an neuen Lösungen. "Die Dünnschicht wird damit in Effizienzbereiche vorstoßen, die bisher kristallinen
Siliziumzellen vorbehalten waren", sagt Michael Powalla, Leiter des Geschäftsbereichs Fotovoltaik. Die Nanotechnik muss sich also sputen.
Neue Fotovoltaik-Systeme
Strom aus Gold und Sonne
http://www.ftd.de/wissen/technik/:neue-fotovoltaik-systeme-s…
Das größte Problem der Solarindustrie sind die hohen Materialkosten. Forscher arbeiten an winzigen Goldantennen, die aus Licht mehr Strom herausholen – und die Fotovoltaik so profitabel machen. von Sascha Rentzing
Weltweit haben Solarforscher ein Ziel: Sie wollen Fotovoltaik-Systeme entwickeln, die Sonnenlicht effizienter in Strom umwandeln als die bisher gängigen Siliziumsolarzellen. Damit würde Solarenergie viel günstiger werden. Lichtsammelkomplexe, die dank optischer Nanoantennen aus Gold mehr als 30 Prozent Effizienz erreichen, könnten diesem Ziel näherrücken.
Die Golddrähte funktionieren wie Radioantennen, nur sind sie mit maximal 300 Nanometern Länge und 30 Nanometern Dicke rund zehn Millionen Mal kleiner. Und sie fangen statt Radiowellen die Wellen des sichtbaren Lichtes ein. Die Strahlungsenergie bündeln die Lichtantennen wie ein Brennglas in 1000-facher Konzentration auf stromproduzierende Farbstoffmoleküle.
Entwickelt hat den Komplex die Julius-Maximilians-Universität Würzburg. "In fünf Jahren wollen wir die ersten Prototypen präsentieren und die großtechnische Umsetzung vorbereiten", sagt Bert Hecht, Professor am Lehrstuhl für Experimentelle Physik. Die Innovation könnte die Solarstromkosten deutlich senken. Bisher ist er nicht wirtschaftlich, denn die Herstellung von Siliziumzellen ist aufwendig - und die Rohstoffe sind teuer.
Billigere Produktion, größere Ausbeute Außerdem ist ihre Stromausbeute mit derzeit maximal 22 Prozent Wirkungsgrad relativ gering. Nanoantennen versprechen nicht nur höhere Effizienzen, sondern lassen sich auch billiger herstellen. Denn ihre Strukturen können wie beim Zeitungsdruck von Rolle zu Rolle auf einen günstigen Träger gedruckt werden. Das Interesse an den Minigeneratoren ist deshalb groß: Die Volkswagen-Stiftung unterstützt die Würzburger Forscher mit 569.000 Euro.
Aber auf die Wissenschaftler wartet noch viel Arbeit. Nur winzige Antennen können Licht konzentrieren. Ein Nanometer entspricht gerade einmal einem Milliardstel Meter. Die Produktion so kleiner Antennen ist schwierig. "Die Nanofabrikation steckt erst in den Kinderschuhen", erklärt Hans Eisler, Leiter der Arbeitsgruppe Nanoscale Science vom Karlsruher Institut für Technologie (KIT).
Bisher werden optische Antennen erzeugt, indem zunächst mehrere Metallschichten auf einen Träger aufgedampft und die gewünschten Formen anschließend mit einem Ionenstrahl herausgeschnitten werden. Doch bestehen diese Schichten aus vielen einzelnen Kristallen und weisen eine grobkörnige Struktur auf. Deshalb lassen sich daraus nur sehr unregelmäßige Formen schneiden - ohne die gewünschte Funktion.
Die Würzburger Forscher gehen daher einen anderen Weg. Über die Methode der chemischen Selbstorganisation, nach der sich Substanzen spontan zu komplexen Strukturen zusammenfügen, gewinnen sie einkristalline Goldplättchen ohne Körnung. "Daraus modellieren wir präzisere Antennen, die Licht zehnmal besser konzentrieren als herkömmliche Antennen", sagt Hecht.
Die Antennen bestehen jeweils aus zwei Goldstäbchen, deren Enden sich fast berühren. In die nur wenige Nanometer breite Lücke zwischen den Enden platzieren die Physiker Farbstoffmoleküle mit besonderen Eigenschaften: "Sie können sich leitfähig mit dem Gold verbinden und negative Elektronen von den positiven Elektronenlöchern trennen." Über durchsichtige Elektroden einer Indiumverbindung kann der Strom schließlich abgegriffen werden.
Langfristig wollen Hecht und sein Team viele Nanoantennen auf einem Gitter anordnen und in ein Modul integrieren. Damit ließe sich dann Licht eines bestimmten Wellenlängenbereichs sammeln - so wie die Radioantenne ebenfalls nur die Radiowellen einer bestimmten Frequenz aufgreift. "Man bekäme eine Solarzelle mit steuerbarer Wellenlängenempfindlichkeit", sagt Hecht.
Harter Kampf um den Solarmarkt
Dabei drängt die Würzburger Forscher die Zeit. Sie stehen in einem harten Wettbewerb mit anderen Wissenschaftlern. Das KIT zum Beispiel arbeitet an Antennen, die Wellen des sichtbaren Lichtes nicht nur einsammeln, sondern sie auch direkt in elektrische Energie umwandeln. Ladungstrennende Moleküle werden damit überflüssig. Auch marktgängige Silizium- oder Dünnschichtzellen haben noch Potenzial. Siliziumzellen erzielen im Labor bis zu 25 Prozent Wirkungsgrad, in der Praxis im Durchschnitt aber nur 16 Prozent. Diese Lücke wollen die Ingenieure schließen.
Bei der Dünnschicht entwickeln sich Innovationen ebenfalls rasch. Bisher erreichen die leistungsstärksten Dünnschichtmodule aus Kupfer-Indium-Gallium-Diselenid (CIGS) in der Serienproduktion nur maximal 13 Prozent Wirkungsgrad, doch arbeitet etwa das Zentrum für Energie- und Wasserstoff-Forschung (ZSW) in Stuttgart an neuen Lösungen. "Die Dünnschicht wird damit in Effizienzbereiche vorstoßen, die bisher kristallinen
Siliziumzellen vorbehalten waren", sagt Michael Powalla, Leiter des Geschäftsbereichs Fotovoltaik. Die Nanotechnik muss sich also sputen.
Antwort auf Beitrag Nr.: 41.697.893 von moemeister am 24.06.11 21:07:37Suntech hat anscheinend eine neue (alte?) Technik um Wafer herzustellen, damit kann man Multikristalline Zellen mit annähernd gleich hoher Effizienz wie monokristalline herstellen. Hier ein netter Bericht:
http://www.technologyreview.com/energy/37882/page1/
Und ein Modul dazu gibt es auch schon:
http://eu.suntech-power.com/images/stories/pdf/datasheets_20…
http://www.technologyreview.com/energy/37882/page1/
Und ein Modul dazu gibt es auch schon:
http://eu.suntech-power.com/images/stories/pdf/datasheets_20…
Antwort auf Beitrag Nr.: 41.697.893 von moemeister am 24.06.11 21:07:37Aus den VDI Nachrichten mehr dazu ...
http://www.rentzing.com/resources/Nanoantennen.pdf
http://www.rentzing.com/resources/Nanoantennen.pdf
Feds Grant $1.4 Billion Guarantee For World’s Largest Rooftop Solar Project
Jun. 22 2011 - 4:22 pm

The Obama administration on Wednesday offered a $1.4 billion loan guarantee for the world’s largest rooftop solar project, which will put at least 733 megawatt’s worth of photovoltaic panels on commercial buildings across 28 states and create an estimated 10,000 jobs.
Dubbed Project Amp, it will be built over four years and financed by Bank of America Merrill Lynch and owned by industrial real estate firm Prologis. NRG Energy will invest in the first 15-megawatt phase of the rollout with an option on the remaining phases.
“We think this will be a game changer for distributed solar,” Jonathan Plowe, head of new energy and infrastructure solutions at Bank of America, said in an interview. “It’s a big step forward for solar energy and one which we will think will transform the energy landscape.”
The electricity generated by the solar arrays installed on some 750 commercial rooftops managed by Prologis will be sold to local utilities. Altogether, the arrays will produce enough electricity at peak output to power nearly 100,000 homes.
“Even though it has an industrial scale, it’s very easy on the environment,” said Plowe. “It’s effectively a huge solar power plant spread across the country. There’s no transmission to be built and no construction in green fields.’
Bank of America will provide $1.4 billion in debt financing for the $2.6 billion project. The federal loan guarantee will cover 80 percent of the $1.4 billion in debt.
“Nothing near this scale in rooftop solar has been done before,” said Plowe. “The Department of Energy has helped bring the cost down so we can make it happen on that kind of scale.”
Project Amp will spread solar far beyond states like California and New Jersey that offer lucrative incentives for renewable energy. Among the states slated for solar projects are South Carolina, Indiana, Kentucky and Tennessee.
“The majority of states that we’re targeting do have some kind of program or mandate,” said Plowe. “In those states that don’t, we think the ability to finance development in those states will be very attractive to utilities.”
For NRG Energy, a New Jersey-based power producer that has invested in large solar power plants, the deal signals a big move into rooftop solar.
“We have been involved in the distributed space in a small way before,” said Richard Grosdidier, vice president of finance for NRG Solar, a subsidiary of NRG Energy. “It’s been a market that we’ve been anxious to pursue in a major way.”
NRG will invest in a 15-megawatt phase of the project that will sell electricity to utility Southern California Edison.
The project should also boost manufacturers facing subsidy cuts in Europe and the prospect of falling photovoltaic prices as supplies of solar panels pile up.
http://blogs.forbes.com/toddwoody/2011/06/22/feds-grant-1-4-…
Jun. 22 2011 - 4:22 pm
The Obama administration on Wednesday offered a $1.4 billion loan guarantee for the world’s largest rooftop solar project, which will put at least 733 megawatt’s worth of photovoltaic panels on commercial buildings across 28 states and create an estimated 10,000 jobs.
Dubbed Project Amp, it will be built over four years and financed by Bank of America Merrill Lynch and owned by industrial real estate firm Prologis. NRG Energy will invest in the first 15-megawatt phase of the rollout with an option on the remaining phases.
“We think this will be a game changer for distributed solar,” Jonathan Plowe, head of new energy and infrastructure solutions at Bank of America, said in an interview. “It’s a big step forward for solar energy and one which we will think will transform the energy landscape.”
The electricity generated by the solar arrays installed on some 750 commercial rooftops managed by Prologis will be sold to local utilities. Altogether, the arrays will produce enough electricity at peak output to power nearly 100,000 homes.
“Even though it has an industrial scale, it’s very easy on the environment,” said Plowe. “It’s effectively a huge solar power plant spread across the country. There’s no transmission to be built and no construction in green fields.’
Bank of America will provide $1.4 billion in debt financing for the $2.6 billion project. The federal loan guarantee will cover 80 percent of the $1.4 billion in debt.
“Nothing near this scale in rooftop solar has been done before,” said Plowe. “The Department of Energy has helped bring the cost down so we can make it happen on that kind of scale.”
Project Amp will spread solar far beyond states like California and New Jersey that offer lucrative incentives for renewable energy. Among the states slated for solar projects are South Carolina, Indiana, Kentucky and Tennessee.
“The majority of states that we’re targeting do have some kind of program or mandate,” said Plowe. “In those states that don’t, we think the ability to finance development in those states will be very attractive to utilities.”
For NRG Energy, a New Jersey-based power producer that has invested in large solar power plants, the deal signals a big move into rooftop solar.
“We have been involved in the distributed space in a small way before,” said Richard Grosdidier, vice president of finance for NRG Solar, a subsidiary of NRG Energy. “It’s been a market that we’ve been anxious to pursue in a major way.”
NRG will invest in a 15-megawatt phase of the project that will sell electricity to utility Southern California Edison.
The project should also boost manufacturers facing subsidy cuts in Europe and the prospect of falling photovoltaic prices as supplies of solar panels pile up.
http://blogs.forbes.com/toddwoody/2011/06/22/feds-grant-1-4-…
Roadmap:
Ressoursenefficiente Photovoltaik 2020+
Ein Projekt im Auftrag vom BMU (7/2007 bis 12/2010)
Interessante Daten in der pdf über 155 Seiten zu vielen Themen ...
http://ressourcen.wupperinst.org/downloads/MaRess_AP9_1.pdf
Ressoursenefficiente Photovoltaik 2020+
Ein Projekt im Auftrag vom BMU (7/2007 bis 12/2010)
Interessante Daten in der pdf über 155 Seiten zu vielen Themen ...
http://ressourcen.wupperinst.org/downloads/MaRess_AP9_1.pdf
Gefunden im Hauptthread mit Dank an @erneuerbar!
http://www.emfis.de/global/global/nachrichten/beitrag/id/Sun…
Wirtschaftsnews - von heute 12:54
Suntech kündigt dramatische Kostensenkung bei Solar-Wafern an
Peking 27.06.2011 (www.emfis.com) Suntech Power wendet seit kurzem ein neues Verfahren zur Herstellung hochleistungsfähiger monokristalliner Solarzellen an. Dies berichtete Stuart Wenham, der Cheftechniker des chinesischen Solarkonzerns, kürzlich auf einer Branchenveranstaltung in Seattle.
Laut Wenham sei die Produktion von monokristallinem Silizium bisher sehr kostspielig, da das Material dabei über mehrere Tage hinweg konstant auf einer Temperatur von über 1400 Grad Celsius gehalten werden müsse. Suntech habe mittlerweile aber ein verändertes Verfahren erprobt, bei dem nur noch Teile des zu verarbeitenden Siliziums auf eine Temperatur oberhalb des Schmelzpunkts erhitzt werden müssten.
Monokristalline Wafer zum Preis von polykristallinen Wafern
In der Wafer-Herstellung sei dadurch laut Suntech eine Kostenersparnis von bis zu 50 Prozent erzielbar. Suntech könne jetzt somit Wafer aus hochwertigem monokristallinem Silizium zum gleichen Preis herstellen wie die bisher in der Massenproduktion gängigen Wafer aus polykristallinem Material. Auf die gesamte Solarzellen-Produktion heruntergerechnet lasse sich eine Kostenersparnis von weiteren 10 bis 20 Prozent erreichen. Solarzellen aus monokristallinem Silizium erzielen generell deutlich höhere Wirkungsgrade.
Der Fachdienst „Technology Review“ erklärte dazu, dass das neue Verfahren von Suntech eigentlich auf einem alten Patent beruhe, das bisher nicht zur Anwendung gekommen sei, und dessen Patentschutz kürzlich abgelaufen sei. Andere chinesische Solarunternehmen wie JA Solar, LDK Solar und Renesola würden derzeit mit der neuen Produktionsweise erste Erfahrungen sammeln.
Quelle: EMFIS.COM, Autor: (gh
Weisst du was darüber @Bossi?
Gruß,
MoeMeister
http://www.emfis.de/global/global/nachrichten/beitrag/id/Sun…
Wirtschaftsnews - von heute 12:54
Suntech kündigt dramatische Kostensenkung bei Solar-Wafern an
Peking 27.06.2011 (www.emfis.com) Suntech Power wendet seit kurzem ein neues Verfahren zur Herstellung hochleistungsfähiger monokristalliner Solarzellen an. Dies berichtete Stuart Wenham, der Cheftechniker des chinesischen Solarkonzerns, kürzlich auf einer Branchenveranstaltung in Seattle.
Laut Wenham sei die Produktion von monokristallinem Silizium bisher sehr kostspielig, da das Material dabei über mehrere Tage hinweg konstant auf einer Temperatur von über 1400 Grad Celsius gehalten werden müsse. Suntech habe mittlerweile aber ein verändertes Verfahren erprobt, bei dem nur noch Teile des zu verarbeitenden Siliziums auf eine Temperatur oberhalb des Schmelzpunkts erhitzt werden müssten.
Monokristalline Wafer zum Preis von polykristallinen Wafern
In der Wafer-Herstellung sei dadurch laut Suntech eine Kostenersparnis von bis zu 50 Prozent erzielbar. Suntech könne jetzt somit Wafer aus hochwertigem monokristallinem Silizium zum gleichen Preis herstellen wie die bisher in der Massenproduktion gängigen Wafer aus polykristallinem Material. Auf die gesamte Solarzellen-Produktion heruntergerechnet lasse sich eine Kostenersparnis von weiteren 10 bis 20 Prozent erreichen. Solarzellen aus monokristallinem Silizium erzielen generell deutlich höhere Wirkungsgrade.
Der Fachdienst „Technology Review“ erklärte dazu, dass das neue Verfahren von Suntech eigentlich auf einem alten Patent beruhe, das bisher nicht zur Anwendung gekommen sei, und dessen Patentschutz kürzlich abgelaufen sei. Andere chinesische Solarunternehmen wie JA Solar, LDK Solar und Renesola würden derzeit mit der neuen Produktionsweise erste Erfahrungen sammeln.
Quelle: EMFIS.COM, Autor: (gh
Weisst du was darüber @Bossi?
Gruß,
MoeMeister
Antwort auf Beitrag Nr.: 41.707.763 von moemeister am 27.06.11 23:15:09Ob wir unseren Managing Director Walberer dort mit verkauft haben?
Solarworld gibt Produktion in Südkorea auf - US-Absatz legt stark zu
BONN (dpa-AFX) - Solarworld gibt seine Produktion in Südkorea auf und will künftig nur noch in Deutschland und den USA Solarmodule herstellen "Die Kapazitäten des Konzerns im sächsischen Freiberg und in den amerikanischen Produktionsstandorten Camarillo (Kalifornien) und Hillsboro (Oregon) werden aktuell erweitert", teilte das Unternehmen am Mittwoch in Bonn mit. "Ende des Jahres werden die Modulfertigungen dort zusammen auf mehr als ein Gigawatt Produktionskapazität hochgefahren sein." Die Anteile an der Joint-Venture-Fertigung in Südkorea seien am Mittwoch gewinnbringend verkauft worden.
Zudem gab das Unternehmen aktuelle Umsatzzahlen aus den USA bekannt. Das Bonner Unternehmen habe in den Vereinigten Staaten bereits in der ersten Jahreshälfte so viel umgesetzt wie im gesamten Jahr 2010, hieß es. Solarworld-Chef Frank Asbeck geht davon aus, dass der Absatz in den USA in diesem Jahr am stärksten zulegen wird. Gleichzeitig rechnet er angesichts der aktuellen Gesetzgebung zur Förderung Erneuerbarer Energien in Deutschland und anderen Ländern Europas mit einer Belebung der europäischen Märkte./zb/he
ISIN DE0005108401
AXC0246 2011-06-29/19:18
Solarworld gibt Produktion in Südkorea auf - US-Absatz legt stark zu
BONN (dpa-AFX) - Solarworld gibt seine Produktion in Südkorea auf und will künftig nur noch in Deutschland und den USA Solarmodule herstellen "Die Kapazitäten des Konzerns im sächsischen Freiberg und in den amerikanischen Produktionsstandorten Camarillo (Kalifornien) und Hillsboro (Oregon) werden aktuell erweitert", teilte das Unternehmen am Mittwoch in Bonn mit. "Ende des Jahres werden die Modulfertigungen dort zusammen auf mehr als ein Gigawatt Produktionskapazität hochgefahren sein." Die Anteile an der Joint-Venture-Fertigung in Südkorea seien am Mittwoch gewinnbringend verkauft worden.
Zudem gab das Unternehmen aktuelle Umsatzzahlen aus den USA bekannt. Das Bonner Unternehmen habe in den Vereinigten Staaten bereits in der ersten Jahreshälfte so viel umgesetzt wie im gesamten Jahr 2010, hieß es. Solarworld-Chef Frank Asbeck geht davon aus, dass der Absatz in den USA in diesem Jahr am stärksten zulegen wird. Gleichzeitig rechnet er angesichts der aktuellen Gesetzgebung zur Förderung Erneuerbarer Energien in Deutschland und anderen Ländern Europas mit einer Belebung der europäischen Märkte./zb/he
ISIN DE0005108401
AXC0246 2011-06-29/19:18
Antwort auf Beitrag Nr.: 41.707.763 von moemeister am 27.06.11 23:15:09Monokristallines Silizium ... "bei dem nur noch Teile des zu verarbeitenden Siliziums auf eine Temperatur oberhalb des Schmelzpunkts erhitzt werden müssten." .... dass das neue Verfahren von Suntech eigentlich auf einem alten Patent beruhe, das bisher nicht zur Anwendung gekommen sei, und dessen Patentschutz kürzlich abgelaufen sei.
Es gab eigentlich nur 2 Techniken ...
Das Zonenschmelzverfahren, auch Float-Zone-Verfahren genannt, dient auch der Herstellung monokristalliner Siliziumstäben der aus einem polysilizium Stab mit der Schmelzzone am Stab entlang umgeschmolzen wird. Die bei diesem Verfahren erzielte Reinheit ist im Normalfall höher als für die Solartechnik benötigt und auch mit sehr hohen Kosten verbunden. Deshalb wird diese Technik für die Solartechnik eher selten benutzt. Das einzige Unternehmen, das Float-Zone-Wafer in nennenswerten Mengen für Solarzellen verwendet, ist das US-Unternehmen SunPower.

+++++
Das Czochralski-Verfahren oder Tiegeziehen (nach einem polnischem Mitarbeiter von AEG) wurde bereits 1916 entwickelt und erreicht nicht ganz die Qualität des Zonenschmelzverfahrens, ist jedoch kostengünstiger.
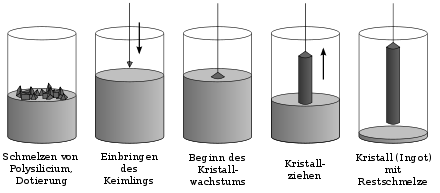
+++++
Bei einem Patent von 1993 von Hemlock wurden bei einem Fließzonenverfahren zur Herstellung von multikristallinem Silizium andere bekannte abgewandelte Verfahren aufgeführt. Das können mittlerweile abgelaufene Patente sein und haben gute Ansätze bei den Kosten ...
"" Ein ohne Verwendung eines Schmelztiegels auskommendes Verfahren zur Umwandlung von teilchenförmigem Silicium in einen monokristallinen Siliciumstab in einer Schmelzzone könnte die Nachteile des Verfahrens von Czochralski und des Fließzonenverfahrens unter Verwendung fester polykristalliner Siliciumstäbe umgehen. Es könnte hierdurch ein halbleiterreines monokristallines Silicium mit höherer Reinheit gebildet werden als unter Anwendung des Verfahrens von Czochralski, wobei sich auch die hohen Kosten und Größenbeschränkungen der monokristallinen Siliciumstäbe vermeiden ließen.
In GB-B 10 81 827 wird das grundlegende Fließzonenverfahren für die Umwandlung eines polykristallinen Siliciumstabes in einen monokristallinen Siliciumstab beschrieben. Hierbei wird ein kleiner Teil der Länge des polykristallinen Siliciumstabes so erhitzt, daß eine Schmelzzone gebildet wird, und die Schmelzzone wird durch eine Relativbewegung zwischen der Heizzone und dem Stab vom Anfang bis zum Ende des Stabes geführt. Ist an einem Ende des Stabes ein als Impfkristall dienender Silicium- Einkristall befestigt, kann ausgehend von diesem Impfkristall der gesamte Stab in einen einzelnen Kristall umgewandelt werden.
In US-A 29 07 642 wird ein Verfahren beschrieben, durch das pulverförmiges Silicium derart in eine Schmelzzone eingeblasen wird, daß es in dieser aufgeht und zur Bildung eines monokristallinen Siliciumstabes beiträgt.
Die US-A 29 30 098 beschreibt die Herstellung teilchenförmiger Siliciumproben für eine mögliche Fließzonenbehandlung durch Sintern der Teilchen in einem Quarzrohr. Die zum Sintern erforderliche niedrigere Temperatur soll eine Verunreinigung des Siliciums infolge eines Abbaus des Quarzrohrs verringern.
Aus USA 31 56 533 ist ein Verfahren zur Umwandlung von pulverförmigem Silicium zu monokristallinem Silicium unter minimaler Verunreinigung bekannt. Die beschriebene Erfindung bezieht sich auf eine Vorrichtung zum Wachsenlassen von Kristallen. Sie umfaßt einen konischen Schmelztiegel, der in einer zylindrischen Kammer gehalten ist, und einen Trichter zur Einspeisung von pulverförmigem Silicium, der im oberen Teil der Kammer direkt oberhalb des konusförmigen Schmelztiegels angeordnet ist. Eine Auslaßöffnung im Apex des konusförmigen Schmelztiegels steht mit dem unteren Teil der Kammer in Verbindung, wo direkt unterhalb der Öffnung ein Impfkristall angeordnet ist. Beim Betrieb der Vorrichtung rieselt das pulverförmige Silicium aus dem Trichter in den heißen konischen Schmelztiegel, wodurch das Pulver schmilzt und sich die Schmelze über der Austrittsöffnung des Konus sammelt. Die gebildeten Tropfen an geschmolzenem Silicium fallen durch die Öffnung auf den darunter gewachsenen Kristall. ... ""
Das Hemlock Patent, wo man das nachlesen kann ...
http://www.patent-de.com/19930204/DE4216519A1.html
Es gab eigentlich nur 2 Techniken ...
Das Zonenschmelzverfahren, auch Float-Zone-Verfahren genannt, dient auch der Herstellung monokristalliner Siliziumstäben der aus einem polysilizium Stab mit der Schmelzzone am Stab entlang umgeschmolzen wird. Die bei diesem Verfahren erzielte Reinheit ist im Normalfall höher als für die Solartechnik benötigt und auch mit sehr hohen Kosten verbunden. Deshalb wird diese Technik für die Solartechnik eher selten benutzt. Das einzige Unternehmen, das Float-Zone-Wafer in nennenswerten Mengen für Solarzellen verwendet, ist das US-Unternehmen SunPower.
+++++
Das Czochralski-Verfahren oder Tiegeziehen (nach einem polnischem Mitarbeiter von AEG) wurde bereits 1916 entwickelt und erreicht nicht ganz die Qualität des Zonenschmelzverfahrens, ist jedoch kostengünstiger.
+++++
Bei einem Patent von 1993 von Hemlock wurden bei einem Fließzonenverfahren zur Herstellung von multikristallinem Silizium andere bekannte abgewandelte Verfahren aufgeführt. Das können mittlerweile abgelaufene Patente sein und haben gute Ansätze bei den Kosten ...
"" Ein ohne Verwendung eines Schmelztiegels auskommendes Verfahren zur Umwandlung von teilchenförmigem Silicium in einen monokristallinen Siliciumstab in einer Schmelzzone könnte die Nachteile des Verfahrens von Czochralski und des Fließzonenverfahrens unter Verwendung fester polykristalliner Siliciumstäbe umgehen. Es könnte hierdurch ein halbleiterreines monokristallines Silicium mit höherer Reinheit gebildet werden als unter Anwendung des Verfahrens von Czochralski, wobei sich auch die hohen Kosten und Größenbeschränkungen der monokristallinen Siliciumstäbe vermeiden ließen.
In GB-B 10 81 827 wird das grundlegende Fließzonenverfahren für die Umwandlung eines polykristallinen Siliciumstabes in einen monokristallinen Siliciumstab beschrieben. Hierbei wird ein kleiner Teil der Länge des polykristallinen Siliciumstabes so erhitzt, daß eine Schmelzzone gebildet wird, und die Schmelzzone wird durch eine Relativbewegung zwischen der Heizzone und dem Stab vom Anfang bis zum Ende des Stabes geführt. Ist an einem Ende des Stabes ein als Impfkristall dienender Silicium- Einkristall befestigt, kann ausgehend von diesem Impfkristall der gesamte Stab in einen einzelnen Kristall umgewandelt werden.
In US-A 29 07 642 wird ein Verfahren beschrieben, durch das pulverförmiges Silicium derart in eine Schmelzzone eingeblasen wird, daß es in dieser aufgeht und zur Bildung eines monokristallinen Siliciumstabes beiträgt.
Die US-A 29 30 098 beschreibt die Herstellung teilchenförmiger Siliciumproben für eine mögliche Fließzonenbehandlung durch Sintern der Teilchen in einem Quarzrohr. Die zum Sintern erforderliche niedrigere Temperatur soll eine Verunreinigung des Siliciums infolge eines Abbaus des Quarzrohrs verringern.
Aus USA 31 56 533 ist ein Verfahren zur Umwandlung von pulverförmigem Silicium zu monokristallinem Silicium unter minimaler Verunreinigung bekannt. Die beschriebene Erfindung bezieht sich auf eine Vorrichtung zum Wachsenlassen von Kristallen. Sie umfaßt einen konischen Schmelztiegel, der in einer zylindrischen Kammer gehalten ist, und einen Trichter zur Einspeisung von pulverförmigem Silicium, der im oberen Teil der Kammer direkt oberhalb des konusförmigen Schmelztiegels angeordnet ist. Eine Auslaßöffnung im Apex des konusförmigen Schmelztiegels steht mit dem unteren Teil der Kammer in Verbindung, wo direkt unterhalb der Öffnung ein Impfkristall angeordnet ist. Beim Betrieb der Vorrichtung rieselt das pulverförmige Silicium aus dem Trichter in den heißen konischen Schmelztiegel, wodurch das Pulver schmilzt und sich die Schmelze über der Austrittsöffnung des Konus sammelt. Die gebildeten Tropfen an geschmolzenem Silicium fallen durch die Öffnung auf den darunter gewachsenen Kristall. ... ""
Das Hemlock Patent, wo man das nachlesen kann ...
http://www.patent-de.com/19930204/DE4216519A1.html
Antwort auf Beitrag Nr.: 41.719.247 von bossi1 am 29.06.11 19:51:02Zur Meldung heute bzgl. Produktionsverkauf in Südkorea ein paar Details.
http://www.ftd.de/unternehmen/industrie/:verkauf-einer-fabri…
Gruß,
MoeMeister
P.S. Wo zauberst du immer die passenden Antworten her (zu Suntech Herstellung SolarWafer)? Hut ab! und natürlich "Danke" für die Antwort
http://www.ftd.de/unternehmen/industrie/:verkauf-einer-fabri…
Gruß,
MoeMeister
P.S. Wo zauberst du immer die passenden Antworten her (zu Suntech Herstellung SolarWafer)? Hut ab! und natürlich "Danke" für die Antwort
Antwort auf Beitrag Nr.: 41.720.013 von moemeister am 29.06.11 22:17:23Ich laß mir seit genau 2.000 Tagen hier immer von Google helfen ...
GfE Fremat GmbH, Freiberg

Seit dem 1. Dezember 2007 besitzt die Nürnberger Gesellschaft für Elektrometallurgie mbH (GfE) eine 100%-ige Beteiligung an der GfE Fremat GmbH (zu dem Zeitpunkt noch: FNE Forschungsinstitut für Nichteisen-Metalle Freiberg GmbH). Mit der Beteiligung verfolgt die GfE unter anderem das Ziel, durch die Entwicklungs- und Produktionskompetenz von GfE Fremat das Wachstumssegment der "Large Area" - Beschichtungswerkstoffe zu stärken. GfE Fremat verfügt dafür über eine technologisch weltweit führende Produktpalette von Rohrkathoden. Mit den in der GfE Fremat gefertigten ZnO-Rohrkathoden sind wir Marktführer.
GFE Innovationsforum
Life Cycle und Recycling seltener Metalle
mit strategischer Bedeutung
Freiberg, 01. – 02 März 2011
Ressourceneffizienter Einsatz von Silizium am Beispiel Photovoltaik
Dr. Sven Köther-Becker
pdf 19 Seiten - ab Seite 15 Rückführung von Si aus Sägeslurry
http://www.loserchemie.de/pdf/4_koether_becker_gfe.pdf
Andere Teilnehmer an diesem Forum und ihre Produkte einfach nur anklicken ...
http://www.loserchemie.de/innoforum.html
GfE Fremat GmbH, Freiberg
Seit dem 1. Dezember 2007 besitzt die Nürnberger Gesellschaft für Elektrometallurgie mbH (GfE) eine 100%-ige Beteiligung an der GfE Fremat GmbH (zu dem Zeitpunkt noch: FNE Forschungsinstitut für Nichteisen-Metalle Freiberg GmbH). Mit der Beteiligung verfolgt die GfE unter anderem das Ziel, durch die Entwicklungs- und Produktionskompetenz von GfE Fremat das Wachstumssegment der "Large Area" - Beschichtungswerkstoffe zu stärken. GfE Fremat verfügt dafür über eine technologisch weltweit führende Produktpalette von Rohrkathoden. Mit den in der GfE Fremat gefertigten ZnO-Rohrkathoden sind wir Marktführer.
GFE Innovationsforum
Life Cycle und Recycling seltener Metalle
mit strategischer Bedeutung
Freiberg, 01. – 02 März 2011
Ressourceneffizienter Einsatz von Silizium am Beispiel Photovoltaik
Dr. Sven Köther-Becker
pdf 19 Seiten - ab Seite 15 Rückführung von Si aus Sägeslurry
http://www.loserchemie.de/pdf/4_koether_becker_gfe.pdf
Andere Teilnehmer an diesem Forum und ihre Produkte einfach nur anklicken ...
http://www.loserchemie.de/innoforum.html
Antwort auf Beitrag Nr.: 41.726.213 von bossi1 am 30.06.11 21:48:09Die GfE Fremat GmbH in Freiberg ist genau wie die UVR-FIA GmbH ein ehemaliges Forschungsinstitut.
Antwort auf Beitrag Nr.: 41.726.213 von bossi1 am 30.06.11 21:48:09In den Links vom Innovationsforum in Freiberg stand immer ...
Loser Chemie
Innovationen.F&E
Thema Nr. 1 - Recycling
Aktuell beschäftigen wir uns vordergründig mit dem Recycling von Photovoltaikmodulen - Recyclingfähigkeit reicht nicht aus, es muss auch passieren. So sind zur Zeit unter anderem folgende Materialien zur Herstellung von Solarmodulen interessant: Cadmium-Tellurid (CdTe) und Kupfer-Indium-Gallium-Schwefel-Selen-Verbindungen (je nach Zusammensetzung als Cu(In,Ga)Se2 und CuInS2 oder kurz als CIS, CGS, CIGS und CIGSS bezeichnet). Ziel unserer Arbeiten ist die Etablierung eines Verfahrens zum Recycling von Produktionsabfällen bis End Of Life Modulen, die nicht auf Silicium basieren.
Übrigens: Eine ganze Reihe anderer Elemente betrifft das in ähnlicher Weise, z.B. Selen und Gallium. Seltene Erden, wie Europium, Gadolinium und Thulium, um nur einige zu nennen, werden für Leuchtstoffe in Lampen (aktuell Energiesparlampen) verwendet. Es gibt momentan zwar ein Lampenrecycling, aber das Augenmerk gilt hauptsächlich dem Glas. Die anfallenden Leuchtstoffpulver werden zur Zeit noch entsorgt und damit sind diese seltenen Materialien für eine weitere Nutzung verloren. Auch hier lohnt sich die Auseinandersetzung.
Loser Chemie hat in den letzten Jahren selbst intensiv auf diesen Gebieten geforscht und vielversprechende Verfahrensansätze, sowohl für die Metalle aus der Photovoltaik, als auch für Seltene Erden der Leuchtmittel gefunden.
Ihre wichtigsten Produkte ...
http://www.loserchemie.de/produkte.html
Standorte ...

Loser Chemie
Innovationen.F&E
Thema Nr. 1 - Recycling
Aktuell beschäftigen wir uns vordergründig mit dem Recycling von Photovoltaikmodulen - Recyclingfähigkeit reicht nicht aus, es muss auch passieren. So sind zur Zeit unter anderem folgende Materialien zur Herstellung von Solarmodulen interessant: Cadmium-Tellurid (CdTe) und Kupfer-Indium-Gallium-Schwefel-Selen-Verbindungen (je nach Zusammensetzung als Cu(In,Ga)Se2 und CuInS2 oder kurz als CIS, CGS, CIGS und CIGSS bezeichnet). Ziel unserer Arbeiten ist die Etablierung eines Verfahrens zum Recycling von Produktionsabfällen bis End Of Life Modulen, die nicht auf Silicium basieren.
Übrigens: Eine ganze Reihe anderer Elemente betrifft das in ähnlicher Weise, z.B. Selen und Gallium. Seltene Erden, wie Europium, Gadolinium und Thulium, um nur einige zu nennen, werden für Leuchtstoffe in Lampen (aktuell Energiesparlampen) verwendet. Es gibt momentan zwar ein Lampenrecycling, aber das Augenmerk gilt hauptsächlich dem Glas. Die anfallenden Leuchtstoffpulver werden zur Zeit noch entsorgt und damit sind diese seltenen Materialien für eine weitere Nutzung verloren. Auch hier lohnt sich die Auseinandersetzung.
Loser Chemie hat in den letzten Jahren selbst intensiv auf diesen Gebieten geforscht und vielversprechende Verfahrensansätze, sowohl für die Metalle aus der Photovoltaik, als auch für Seltene Erden der Leuchtmittel gefunden.
Ihre wichtigsten Produkte ...
http://www.loserchemie.de/produkte.html
Standorte ...
Nun gut,
Produktion in Asien verkauft, ominöse Anleihe begeben.
Aussage zu Finanzierungsinstrumenten im Q1-Bericht:
Vor dem Hintergrund unserer Finanzlage zum 31. März 2011 gehen
wir davon aus, über die erforderlichen Finanzmittel zur Realisierung unserer mittelfristigen Expan sions -
pläne zu verfügen. Derzeit sind keine Finanzierungsmaßnahmen in wesentlichem Umfang geplant.
Es gibt bis auf den einen Link im Hauptthread keine Infos über diese Anleihe. Sollte sie jedoch wirklich ausgegeben werden, dann dürfen wir einen Paukenschlag erwarten. Denn mit den Mitteln der verkauften Fabrik und den vorhandenen, hätte es keine Notwendigkeit gegeben, etwas aufzunehmen.
Wenn doch, dann bedeutet das, irgendetwas hat sich ergeben. Und nichts kleines.
Aber erstmal abwarten, ob sich da was konkretisiert.
Und wieder weg
Wombel_III
Produktion in Asien verkauft, ominöse Anleihe begeben.
Aussage zu Finanzierungsinstrumenten im Q1-Bericht:
Vor dem Hintergrund unserer Finanzlage zum 31. März 2011 gehen
wir davon aus, über die erforderlichen Finanzmittel zur Realisierung unserer mittelfristigen Expan sions -
pläne zu verfügen. Derzeit sind keine Finanzierungsmaßnahmen in wesentlichem Umfang geplant.
Es gibt bis auf den einen Link im Hauptthread keine Infos über diese Anleihe. Sollte sie jedoch wirklich ausgegeben werden, dann dürfen wir einen Paukenschlag erwarten. Denn mit den Mitteln der verkauften Fabrik und den vorhandenen, hätte es keine Notwendigkeit gegeben, etwas aufzunehmen.
Wenn doch, dann bedeutet das, irgendetwas hat sich ergeben. Und nichts kleines.
Aber erstmal abwarten, ob sich da was konkretisiert.
Und wieder weg
Wombel_III
Antwort auf Beitrag Nr.: 41.748.480 von Wombel_III am 06.07.11 11:09:32DGAP-News: SolarWorld AG
Colette Rückert-Hennen neu im Vorstand der SolarWorld AG
06.07.2011 / 12:08
Konzern platziert 150 Mio. Euro Anleihe
Die SolarWorld AG hat vor dem Hintergrund des Wachstums und der zunehmenden Internationalisierung des Konzerns ihren Vorstand erweitert. Der Aufsichtsrat berief zum 1. Juli 2011 Frau Colette Rückert-Hennen als neues Vorstandsmitglied mit der Funktion Chief Human Resources and Brand Officer. An der Seite ihrer vier Vorstandskollegen übernimmt die Juristin die Verantwortungsbereiche Personal und Marke. Sie verfügt über eine ausgewiesene Expertise und langjährige Führungserfahrung im internationalen Management.
Dr. Claus Recktenwald, Vorsitzender des Aufsichtsrats, sagte zur Bestellung des neuen Vorstandsmitglieds: ''Mit Frau Rückert-Hennen gewinnt der Vorstand der SolarWorld AG eine international erfahrene und hochqualifizierte Führungskraft. Ich freue mich sehr auf die Zusammenarbeit.''
Dr.-Ing. E. h. Frank Asbeck, Vorstandsvorsitzender der SolarWorld AG, begrüßte die Bennung ausdrücklich: ''Mit Colette Rückert-Hennen kommt die richtige Frau zur richtigen Zeit zur SolarWorld. Unsere Mitarbeiter und die Marke SolarWorld sind unsere wichtigsten Werte und Wettbewerbsvorteile für unseren zukünftigen internationalen Unternehmenserfolg. Mit ihrem Erfahrungsschatz und ihrer Persönlichkeit wird sie uns in diesen Bereichen weiter voranbringen.''
Platzierung einer 150 Mio. Anleihe für weiteres Wachstum
Auch mit Blick auf die Finanzierung ihres weiteren Wachstums hat die SolarWorld AG sich weiter gestärkt und erfolgreich eine Anleihe mit einem Volumen von 150 Mio. EUR emittiert. Die Anleihe hat eine Laufzeit von fünf Jahren bei einer Verzinsung von 6,375 Prozent per annum. Die Stückelung beträgt 1.000 EUR. Die Notierung der Anleihe an der Luxemburger Börse ist vorgesehen: WKN: A1H3W6, ISIN: XS0641270045, Common Code: 064127004.
Die Anleihe wurde zum größten Teil bei Finanzinstituten und Intermediären im Privatanlegersektor in Deutschland und dem europäischen Ausland platziert. Die Commerzbank AG und Deutsche Bank AG sind Joint Lead Manager der Transaktion.
Philipp Koecke, Finanzvorstand der SolarWorld AG: ''Wir freuen uns, dass es uns erneut gelungen ist, das Vertrauen des Kapitalmarkts zu gewinnen und erfolgreich eine Anleihe zu platzieren. Sie bildet einen weiteren Baustein für die Finanzierung des internationalen Wachstums unseres Unternehmens.'' Bereits 2010 hatte der Konzern eine Anleihe emittiert.
Über die SolarWorld AG: Der Konzern SolarWorld AG (ISIN: DE0005108401) ist ein weltweit führender Markenanbieter hochwertiger kristalliner Solarstromtechnologie. Seine Stärke ist die Vollstufigkeit in der solaren Produktion. Vom Rohstoff Silizium über Wafer, Zelle und Modul bis zur schlüsselfertigen Solarstromanlage jeder Größe vereint der Konzern alle Wertschöpfungsstufen. Zentraler Geschäftsbereich ist der Vertrieb von Qualitätsmodulen an den Fachhandel und kristalliner Wafer an die internationale Solarzellenindustrie. Die Konzernzentrale ist in Bonn. Die größten Fertigungen unterhält der Konzern in Freiberg/Deutschland und Hillsboro/USA. Nachhaltigkeit ist Basis der Konzernstrategie. Unter dem Namen Solar2World fördert der Konzern Hilfsprojekte in Entwicklungsländern mit netzunabhängigen Solarstromlösungen, die beispielgebend für eine nachhaltige wirtschaftliche Entwicklung sind. Weltweit beschäftigt SolarWorld mehr als 3.600 Menschen. Die SolarWorld AG ist seit 1999 börsennotiert und heute unter anderem im Technologieindex TecDAX und im ÖkoDAX sowie im Nachhaltigkeitsindex NAI gelistet.
Colette Rückert-Hennen neu im Vorstand der SolarWorld AG
06.07.2011 / 12:08
Konzern platziert 150 Mio. Euro Anleihe
Die SolarWorld AG hat vor dem Hintergrund des Wachstums und der zunehmenden Internationalisierung des Konzerns ihren Vorstand erweitert. Der Aufsichtsrat berief zum 1. Juli 2011 Frau Colette Rückert-Hennen als neues Vorstandsmitglied mit der Funktion Chief Human Resources and Brand Officer. An der Seite ihrer vier Vorstandskollegen übernimmt die Juristin die Verantwortungsbereiche Personal und Marke. Sie verfügt über eine ausgewiesene Expertise und langjährige Führungserfahrung im internationalen Management.
Dr. Claus Recktenwald, Vorsitzender des Aufsichtsrats, sagte zur Bestellung des neuen Vorstandsmitglieds: ''Mit Frau Rückert-Hennen gewinnt der Vorstand der SolarWorld AG eine international erfahrene und hochqualifizierte Führungskraft. Ich freue mich sehr auf die Zusammenarbeit.''
Dr.-Ing. E. h. Frank Asbeck, Vorstandsvorsitzender der SolarWorld AG, begrüßte die Bennung ausdrücklich: ''Mit Colette Rückert-Hennen kommt die richtige Frau zur richtigen Zeit zur SolarWorld. Unsere Mitarbeiter und die Marke SolarWorld sind unsere wichtigsten Werte und Wettbewerbsvorteile für unseren zukünftigen internationalen Unternehmenserfolg. Mit ihrem Erfahrungsschatz und ihrer Persönlichkeit wird sie uns in diesen Bereichen weiter voranbringen.''
Platzierung einer 150 Mio. Anleihe für weiteres Wachstum
Auch mit Blick auf die Finanzierung ihres weiteren Wachstums hat die SolarWorld AG sich weiter gestärkt und erfolgreich eine Anleihe mit einem Volumen von 150 Mio. EUR emittiert. Die Anleihe hat eine Laufzeit von fünf Jahren bei einer Verzinsung von 6,375 Prozent per annum. Die Stückelung beträgt 1.000 EUR. Die Notierung der Anleihe an der Luxemburger Börse ist vorgesehen: WKN: A1H3W6, ISIN: XS0641270045, Common Code: 064127004.
Die Anleihe wurde zum größten Teil bei Finanzinstituten und Intermediären im Privatanlegersektor in Deutschland und dem europäischen Ausland platziert. Die Commerzbank AG und Deutsche Bank AG sind Joint Lead Manager der Transaktion.
Philipp Koecke, Finanzvorstand der SolarWorld AG: ''Wir freuen uns, dass es uns erneut gelungen ist, das Vertrauen des Kapitalmarkts zu gewinnen und erfolgreich eine Anleihe zu platzieren. Sie bildet einen weiteren Baustein für die Finanzierung des internationalen Wachstums unseres Unternehmens.'' Bereits 2010 hatte der Konzern eine Anleihe emittiert.
Über die SolarWorld AG: Der Konzern SolarWorld AG (ISIN: DE0005108401) ist ein weltweit führender Markenanbieter hochwertiger kristalliner Solarstromtechnologie. Seine Stärke ist die Vollstufigkeit in der solaren Produktion. Vom Rohstoff Silizium über Wafer, Zelle und Modul bis zur schlüsselfertigen Solarstromanlage jeder Größe vereint der Konzern alle Wertschöpfungsstufen. Zentraler Geschäftsbereich ist der Vertrieb von Qualitätsmodulen an den Fachhandel und kristalliner Wafer an die internationale Solarzellenindustrie. Die Konzernzentrale ist in Bonn. Die größten Fertigungen unterhält der Konzern in Freiberg/Deutschland und Hillsboro/USA. Nachhaltigkeit ist Basis der Konzernstrategie. Unter dem Namen Solar2World fördert der Konzern Hilfsprojekte in Entwicklungsländern mit netzunabhängigen Solarstromlösungen, die beispielgebend für eine nachhaltige wirtschaftliche Entwicklung sind. Weltweit beschäftigt SolarWorld mehr als 3.600 Menschen. Die SolarWorld AG ist seit 1999 börsennotiert und heute unter anderem im Technologieindex TecDAX und im ÖkoDAX sowie im Nachhaltigkeitsindex NAI gelistet.
Antwort auf Beitrag Nr.: 41.538.466 von bossi1 am 22.05.11 15:25:00
Antwort auf Beitrag Nr.: 41.752.909 von bossi1 am 06.07.11 23:04:43Die Frau mit dem Vier-Sterne-Blick
Hotel-Kontrolle in der Karibik

Colette Rückert-Hennen
Dokumentation von Uli Rothaus
Beim Reise-Riesen Thomas Cook landen die Beschwerden früher oder später auf dem Schreibtisch von Colette Rückert-Hennen. Sie ist die oberste Kunden-Managerin des Konzerns, also Fachfrau für alle Beschwerden über den Urlaub. Sie fliegt rund um den Globus, um vor Ort den häufigsten Mängeln nachzugehen. Die Reportage begleitet die Beschwerde-Chefin durch die Karibik.
Im Katalog klang alles so schön: schneeweißer Traumstrand, Palmen ohne Ende und ein Luxushotel mit Sehnsuchtsnamen. Und vor Ort nerven Baustellen-Krach, matschiges Essen und schale Cocktails. Nach der Rückkehr wird dann gemault und gemeckert, was das Zeug hält. Natürlich toben sich auch notorische Nörgler und Reisepreis-Drücker in den Beschwerden aus, aber oft gibt es gute Gründe für die Unzufriedenheit. Und die will die Kunden-Managerin erfahren und - wenn möglich - abstellen. Frau Rückert-Hennens Reise geht nach Kuba und in die Dominikanische Republik - zwei Inseln in acht Tagen. Auf den ersten Blick sieht es fast rührend aus, wenn sie im Business-Look mit Aktenordner unterm Arm den Strand entlang stöckelt. Aber ihr Besuch ist alles andere als harmlos. So mancher Hoteldirektor lässt sich lieber gar nicht erst blicken, wenn sie auftaucht. Denn die Beschwerde-Chefin ist unerbittlich: Sie fasst auf den Schrank, kriecht unters Bett und zählt Liegen am Pool. Und sie hat einen guten Magen, der so manches Buffet verkraften muss. Denn ob Hummer oder Hähnchen - wenn das Essen schlecht ist, kann der Urlaub nicht gut sein.
Vom Fünf-Sterne-Ressort bis zur schlichten Strandherberge - insgesamt 20 Hotels nimmt Colette Rückert-Hennen unter die Lupe, immer auf der Suche nach der Lücke zwischen Wunsch und Wirklichkeit, zwischen Prospekt und Praxis.
http://www.phoenix.de/content/phoenix/tv_programm/die_frau_m…
Hotel-Kontrolle in der Karibik
Colette Rückert-Hennen
Dokumentation von Uli Rothaus
Beim Reise-Riesen Thomas Cook landen die Beschwerden früher oder später auf dem Schreibtisch von Colette Rückert-Hennen. Sie ist die oberste Kunden-Managerin des Konzerns, also Fachfrau für alle Beschwerden über den Urlaub. Sie fliegt rund um den Globus, um vor Ort den häufigsten Mängeln nachzugehen. Die Reportage begleitet die Beschwerde-Chefin durch die Karibik.
Im Katalog klang alles so schön: schneeweißer Traumstrand, Palmen ohne Ende und ein Luxushotel mit Sehnsuchtsnamen. Und vor Ort nerven Baustellen-Krach, matschiges Essen und schale Cocktails. Nach der Rückkehr wird dann gemault und gemeckert, was das Zeug hält. Natürlich toben sich auch notorische Nörgler und Reisepreis-Drücker in den Beschwerden aus, aber oft gibt es gute Gründe für die Unzufriedenheit. Und die will die Kunden-Managerin erfahren und - wenn möglich - abstellen. Frau Rückert-Hennens Reise geht nach Kuba und in die Dominikanische Republik - zwei Inseln in acht Tagen. Auf den ersten Blick sieht es fast rührend aus, wenn sie im Business-Look mit Aktenordner unterm Arm den Strand entlang stöckelt. Aber ihr Besuch ist alles andere als harmlos. So mancher Hoteldirektor lässt sich lieber gar nicht erst blicken, wenn sie auftaucht. Denn die Beschwerde-Chefin ist unerbittlich: Sie fasst auf den Schrank, kriecht unters Bett und zählt Liegen am Pool. Und sie hat einen guten Magen, der so manches Buffet verkraften muss. Denn ob Hummer oder Hähnchen - wenn das Essen schlecht ist, kann der Urlaub nicht gut sein.
Vom Fünf-Sterne-Ressort bis zur schlichten Strandherberge - insgesamt 20 Hotels nimmt Colette Rückert-Hennen unter die Lupe, immer auf der Suche nach der Lücke zwischen Wunsch und Wirklichkeit, zwischen Prospekt und Praxis.
http://www.phoenix.de/content/phoenix/tv_programm/die_frau_m…
Antwort auf Beitrag Nr.: 41.748.480 von Wombel_III am 06.07.11 11:09:32Wenn doch, dann bedeutet das, irgendetwas hat sich ergeben ...
Ich hab mich im Umfeld von Freiberg mal umgesehen und mir dabei einige Patente der Bergakademie angesehen. Es gab da 2011 ein neues Patent zu einem nanoporösem Siliziumwerkstoff, der besonders als Anodenmaterial bei Lithumakkus geeignet ist. Ein wirklich einfaches und kostengünstiges Verfahren (ohne viele Prozessschritte) und anders als die bisher bekannten Verfahren. Eigentlich genau das was dem Jäger FA als Bindeglied zwischen der neuen Siliziumfabrik und der geplanten Suche nach Lithium noch fehlt in seiner Sammlung. Dabei muß er nicht mal ein Unternehmen übernehmen, eine exklusive Lizenz zum Patent reicht ...
METHOD FOR THE PRODUCTION OF POROUS, SILICON-BASED MATERIALS, COMPOSITE CERAMIC-CERAMIC AND CERAMIC-METAL MATERIALS DERIVED THEREFROM, AND USES THEREOF
WIPO Patent Application WO/2011/007001
EP2010/060349
Publication Date: January 20, 2011
Filing Date: July 16, 2010
Assignee:
TECHNISCHE UNIVERSITÄT BERGAKADEMIE FREIBERG (Akademiestr. 6, Freiberg, 09599, DE)
FESTER, Gerrit (A.-Schubert-Str. 16, Auerbach/V., 08209, DE)
SCHWARZ, Marcus (Kirchgasse 15, Freiberg, 09599, DE)
KRONSTEIN, Martin (Arthur-Schulz-Str. 40, Freiberg, 09599, DE)
KROKE, Edwin (Lößnitzer Str. 16, Freiberg, 09599, DE)

TU Bergakademie Freiberg
Prof. Edwin Kroke
Institut für Anorganische Chemie
Auszug ...
Aus feinen Filamenten bestehende oder poröse Materialien aus Silicium und siliciumbasierten Polymeren wie z. B. Polysilane sind für eine Vielzahl von industriellen Anwendungen von Interesse. Dabei kennt der Stand der Technik eine große Anzahl unterschiedlicher Herstellungsverfahren, welche in der Regel jeweils substanzspezifisch sind.
Silicium ist beispielsweise insbesondere in nanoporöser Form und in Form von Nanoröhrchen und Nanodrähten als Anodenmaterial für Lithium-Ionenbatterien mit sehr hoher spezifischer Speicherdichte und als potentielles Sensormaterial von Interesse.
Auszug ...
Die erfindungsgemäßen Werkstoffe haben vielseitige Anwendungsmöglichkeiten. So können die Werkstoffe beispielweise wegen ihrer netzwerkartigen Strukturen als Filtermaterial dienen. Die Erfindung bezieht sich ferner auf die Verwendung der Werkstoffe als Separator, Elektrolyt oder Elektrodenmaterial in Lithiumbatterien, als Gasabsorber und Gasspeicher, zur thermischen Isolation, zur Modifikation und Funktionalisierung von Oberflächen, als Trägermaterial für Katalysatoren und andere Wirkstoffe, sowie für die Herstellung bikontinuierlicher Polymer-Polymer, Keramik- Polymer, Keramik-Keramik und Keramik-Metall-Verbundwerkstoffe.
Das Patent der Bergakademie dazu ...
http://www.sumobrain.com/patents/wipo/Method-production-poro…
Ich hab mich im Umfeld von Freiberg mal umgesehen und mir dabei einige Patente der Bergakademie angesehen. Es gab da 2011 ein neues Patent zu einem nanoporösem Siliziumwerkstoff, der besonders als Anodenmaterial bei Lithumakkus geeignet ist. Ein wirklich einfaches und kostengünstiges Verfahren (ohne viele Prozessschritte) und anders als die bisher bekannten Verfahren. Eigentlich genau das was dem Jäger FA als Bindeglied zwischen der neuen Siliziumfabrik und der geplanten Suche nach Lithium noch fehlt in seiner Sammlung. Dabei muß er nicht mal ein Unternehmen übernehmen, eine exklusive Lizenz zum Patent reicht ...
METHOD FOR THE PRODUCTION OF POROUS, SILICON-BASED MATERIALS, COMPOSITE CERAMIC-CERAMIC AND CERAMIC-METAL MATERIALS DERIVED THEREFROM, AND USES THEREOF
WIPO Patent Application WO/2011/007001
EP2010/060349
Publication Date: January 20, 2011
Filing Date: July 16, 2010
Assignee:
TECHNISCHE UNIVERSITÄT BERGAKADEMIE FREIBERG (Akademiestr. 6, Freiberg, 09599, DE)
FESTER, Gerrit (A.-Schubert-Str. 16, Auerbach/V., 08209, DE)
SCHWARZ, Marcus (Kirchgasse 15, Freiberg, 09599, DE)
KRONSTEIN, Martin (Arthur-Schulz-Str. 40, Freiberg, 09599, DE)
KROKE, Edwin (Lößnitzer Str. 16, Freiberg, 09599, DE)
TU Bergakademie Freiberg
Prof. Edwin Kroke
Institut für Anorganische Chemie
Auszug ...
Aus feinen Filamenten bestehende oder poröse Materialien aus Silicium und siliciumbasierten Polymeren wie z. B. Polysilane sind für eine Vielzahl von industriellen Anwendungen von Interesse. Dabei kennt der Stand der Technik eine große Anzahl unterschiedlicher Herstellungsverfahren, welche in der Regel jeweils substanzspezifisch sind.
Silicium ist beispielsweise insbesondere in nanoporöser Form und in Form von Nanoröhrchen und Nanodrähten als Anodenmaterial für Lithium-Ionenbatterien mit sehr hoher spezifischer Speicherdichte und als potentielles Sensormaterial von Interesse.
Auszug ...
Die erfindungsgemäßen Werkstoffe haben vielseitige Anwendungsmöglichkeiten. So können die Werkstoffe beispielweise wegen ihrer netzwerkartigen Strukturen als Filtermaterial dienen. Die Erfindung bezieht sich ferner auf die Verwendung der Werkstoffe als Separator, Elektrolyt oder Elektrodenmaterial in Lithiumbatterien, als Gasabsorber und Gasspeicher, zur thermischen Isolation, zur Modifikation und Funktionalisierung von Oberflächen, als Trägermaterial für Katalysatoren und andere Wirkstoffe, sowie für die Herstellung bikontinuierlicher Polymer-Polymer, Keramik- Polymer, Keramik-Keramik und Keramik-Metall-Verbundwerkstoffe.
Das Patent der Bergakademie dazu ...
http://www.sumobrain.com/patents/wipo/Method-production-poro…
Halo Bo$$i,
Und da passt diese Meldung doch ganz gut dazu:
http://www.oekonews.at/index.php?mdoc_id=1060435
Auszug:
Auch gab es keinen Block zu Ausbildungen der Wertschöpfung durch Speicherung und gravitationslosen, sofortigen Verfügbarkeit von z. B. primärer Regelenergie. Hier sind die richtige Wertschöpfung und der Milliardenmarkt angesiedelt. Hier geht es um die Herrschaft in den europäischen Energiemärkten. Wer die Speicher kontrolliert, der kontrolliert Europas Energieversorgung.
Und ich möchte hinzufügen:
Wer die Rohstoffe und das Wissen kontrolliert, wird zuerst im ziel sein.
Unter diesem Gesichtspunkt hat FA schon die richtige Nase!!
Gesamtartikel:
Elektromobilität: „Auf die Menschen kommt es an”
5.7.2011
Erstmals "Nationale Bildungskonferenz E-Mobilität" - Die Car2go Stadt Ulm beherbergte die erste nationale Bildungskonferenz Elektromobilität am 28. und 29. Juni 2011
Das Thema Elektromobilität ist in aller Munde- auch in Deutschland. Im Mai hat die Nationale Plattform Elektromobilität (NPE) ihren 2. Zwischenbericht mit konkreten Umsetzungsempfehlungen zur Gestaltung einer elektromobilen Zukunft an Bundeskanzlerin Angela Merkel übergeben. Zwei Tage später hat die Bundesregierung auf Grundlage dieses Berichts ihr Regierungsprogramm zur Elektromobilität verabschiedet. Ein Themenkomplex betrifft die Ausbildung und Qualifizierung. Das deutsche Bundesministerium für Bildung und Forschung (BMBF) hat auf Basis der Empfehlungen der NPE die Initiative für die "erste Nationale Bildungskonferenz Elektromobilität" ergriffen und unterstützt die Universität Ulm bei ihrer Realisierung.
Die nationale Plattform E-Mobilität Deutschland hatte im Vorfeld in der Arbeitsgruppe 6 die Aufgabe, die neuen Herausforderungen für das Bildungswesen zu thematisieren und Lösungsvorschläge zu präsentieren. Vorsitzende waren hier Prof. Göschel, CTO Magna International, Prof. Ebeling, Präsident Universität Ulm und frau Forst, GF Engineering Adam Opel AG.
Allgemein wird in Deutschland ein Fachkräftemangel beklagt, der sich im Besonderen auf die E-mobilen Kernfelder wie z. B. die Elektrochemie bezieht.
Roland Dimai, seines Zeichens einer der Präsidenten des Bundesverbands nachhaltige Mobilität (BVmobil), des österreichischen Dachverbands im Bereich Elektromobilität. und Geschäftsführer der ReffCon GmbH war hierzu im Forum 13 "Infrastruktur" eingebunden. Die Bildungskonferenz war sehr stark nach Fachgebieten segmentiert-laut Dimai, spiegelte auch gerade diese strenge Trennung der Fachgebiete nach Untersegmenten wie z. B. Forum 17: Elektrotechnik - und Elektronik-Industrie; Forum 18: elektrotechnisches und informationstechnisches Handwerk; Forum 19 Kraftfahrzeuggewerbe oder Forum 16 Automobilindustrie - Fahrzeugtechnik ein grundsätzliches Verständnisproblem wider.
E-Mobility ist zu 95% KEIN neues Wissens- oder Industriegebiet.
Elektrotechnik beherrscht unser tägliches Leben und Leichtbau ist auch und gerade bei fossil betriebenen Fahrzeugen von Nöten. Die systemische Verbindung bestehender Komponenten zu einem Fahrzeug ist auch schlichtweg zwar altbackenes, aber bestes Ingenieurshandwerk.
Tesla hat demonstriert, dass mit zuverlässiger, heute erhältlicher Technik, ein sensationelles Fahrzeug gebaut werden kann. Die systemische Integration ist der Schlüssel. Und hier hat es Tesla geschafft, dass alle Bauteile ein optimales Arbeitsklima vorfinden und daher den Alltagsbelastungen bestens gewachsen sind und Spaß machen, obwohl die verwendeten 6831 Zellen des Typs 18650 eigentlich nicht speziell für den Einsatz in Sportwagen konzipiert waren. Die verbleibenden 5% beziehen sich rein auf die Batterietechnik bzw. Batteriechemie. Hier gibt´s Forschungsbedarf.
So war das reichhaltige Programm gleichzeitig eine Metapher für den fehlenden Ansporn, äußerst stark die interdisziplinäre Kooperationen zu fördern und Kontakte zwischen den Fachgebieten fast zwingend zu ermöglichen. Genau hier ist die Lücke-und es ist keine Wissens-, sondern eine Organisationslücke der E-Mobility per se.
Die Fachleute der verschiedensten Fachrichtungen sind da, nur sie kennen die Anforderungen der E-Mobility, die sie selbst leicht erfüllen könnten und die agierenden Personen der anderen Fachgebiete, eben wegen diesem fehlenden Informationstransfer, nicht.
Natürlich fiel dem Vertreter der Konsumenten, als welcher sich der Präsident des BVmobil sieht, auf, dass die grundlegendste aller Komponenten in 20 Foren nicht berücksichtigt wurde:
Es gab leider kein Forum zu den Themen: "Attraktivität für den Konsumenten",
"Geldwerte Vorteil für den Verbraucher", "Kommunikation der positiven Umweltauswirkungen" "Beteiligung des Konsumenten an den energiewirtschaftlichen Erträgen seiner Speicher",....
Nur die Kunden werden das nachhaltige Mobilitätsprojekt zum Erfolg machen.
Auch gab es keinen Block zu Ausbildungen der Wertschöpfung durch Speicherung und gravitationslosen, sofortigen Verfügbarkeit von z. B. primärer Regelenergie. Hier sind die richtige Wertschöpfung und der Milliardenmarkt angesiedelt. Hier geht es um die Herrschaft in den europäischen Energiemärkten. Wer die Speicher kontrolliert, der kontrolliert Europas Energieversorgung. Als Fachspezialist für die mobile Speicherung von Elektrizität und wirtschaftliche Nutzung derselben vermisste Herr Dimai diesen Bereich sehr, das nach seiner Aussage die E-Fahrzeuge eher als Zellen eines Kraftwerkes, als ein Mobilitätstool zu sehen sind.
So war der Tenor beim Forum 13, dass es fast keine neuen Lehrstühle bei der Technik braucht. Vielmehr bedarf es einer Fokussierung, auch und gerade beim Benennen der Lehrgänge auf die Nachhaltigkeit der Forschungsinhalte. So macht es einen Unterschied, ob ein Lehrgang "Elektrochemie" oder "Speichermedien für nachhaltige Mobilität" genannt wird. Inhaltlich können beide identisch sein, den potenziellen Studenten aber dürfte die zweite Variante bedeutend attraktiver erscheinen, zumal hier zu erkennen ist, dass man mit seinem Wirken die Zukunft positiv beeinflussen kann-gerade diese Werte suchen Studierende von heute.
Ein weiterer Schluss war, dass es sehr viel mehr wirtschaftliche Themen gibt, die die E-Mobilität befeuern können und prinzipiell hier die Forschung und Ausbildung besser aufgehoben wäre. Somit sollten die Wirtschaftsstudien den Lead haben und die Technik dann mit konkreten Fachfragen beliefern.
Unsere Gesellschaft verändert sich rapide: Alterung, neue Werte, ein Trend zu mehr femininer Kaufkraft auch und gerade im Mobilitätsbereich, immer ältere Neuwagenkäufer, immer weniger Führerscheinneulingen-all diese Inhalte beeinflussen den zukünftigen Mobilitätsmarkt dramatisch. Die heute selbstverständliche Vernetzung der Akteure (Konsumenten), sogar unter Einbeziehen der aktuellen Aufenthaltsgebiete öffnet ganz neue Wege der kombinierten und gemeinsamen Mobilität, wie auch der vermiedenen Kilometer
durch intelligenten Austausch von Information.
Daher scheint der wirtschaftliche Aspekt der nachhaltigen Mobilität als grundlegendes Element der Ausbildung mehr als gerechtfertigt zu sein.
An der Donau Universität Krems wurde dieser Trend früh, vielleicht zu früh, erkannt und es wurde zwei akademische Programme zum Erkennen der Business Chancen der neuen, CO2 reduzierten Mobilität aufgelegt. Der 4 semestrige E-Mobility Management MBA und das 2 semestrige Zertifikatsprogramm E-Mobility Management. Beide sind modular aufgebaut und können berufsbegleitend absolviert werden.
Abschließend war es schön, dass gerade an diesem Tag von Car2Go verlautbart wurde, dass Ulm die ersten E-Fahrzeuge und 24 Ladestationen bekommt.
Und da passt diese Meldung doch ganz gut dazu:
http://www.oekonews.at/index.php?mdoc_id=1060435
Auszug:
Auch gab es keinen Block zu Ausbildungen der Wertschöpfung durch Speicherung und gravitationslosen, sofortigen Verfügbarkeit von z. B. primärer Regelenergie. Hier sind die richtige Wertschöpfung und der Milliardenmarkt angesiedelt. Hier geht es um die Herrschaft in den europäischen Energiemärkten. Wer die Speicher kontrolliert, der kontrolliert Europas Energieversorgung.
Und ich möchte hinzufügen:
Wer die Rohstoffe und das Wissen kontrolliert, wird zuerst im ziel sein.
Unter diesem Gesichtspunkt hat FA schon die richtige Nase!!
Gesamtartikel:
Elektromobilität: „Auf die Menschen kommt es an”
5.7.2011
Erstmals "Nationale Bildungskonferenz E-Mobilität" - Die Car2go Stadt Ulm beherbergte die erste nationale Bildungskonferenz Elektromobilität am 28. und 29. Juni 2011
Das Thema Elektromobilität ist in aller Munde- auch in Deutschland. Im Mai hat die Nationale Plattform Elektromobilität (NPE) ihren 2. Zwischenbericht mit konkreten Umsetzungsempfehlungen zur Gestaltung einer elektromobilen Zukunft an Bundeskanzlerin Angela Merkel übergeben. Zwei Tage später hat die Bundesregierung auf Grundlage dieses Berichts ihr Regierungsprogramm zur Elektromobilität verabschiedet. Ein Themenkomplex betrifft die Ausbildung und Qualifizierung. Das deutsche Bundesministerium für Bildung und Forschung (BMBF) hat auf Basis der Empfehlungen der NPE die Initiative für die "erste Nationale Bildungskonferenz Elektromobilität" ergriffen und unterstützt die Universität Ulm bei ihrer Realisierung.
Die nationale Plattform E-Mobilität Deutschland hatte im Vorfeld in der Arbeitsgruppe 6 die Aufgabe, die neuen Herausforderungen für das Bildungswesen zu thematisieren und Lösungsvorschläge zu präsentieren. Vorsitzende waren hier Prof. Göschel, CTO Magna International, Prof. Ebeling, Präsident Universität Ulm und frau Forst, GF Engineering Adam Opel AG.
Allgemein wird in Deutschland ein Fachkräftemangel beklagt, der sich im Besonderen auf die E-mobilen Kernfelder wie z. B. die Elektrochemie bezieht.
Roland Dimai, seines Zeichens einer der Präsidenten des Bundesverbands nachhaltige Mobilität (BVmobil), des österreichischen Dachverbands im Bereich Elektromobilität. und Geschäftsführer der ReffCon GmbH war hierzu im Forum 13 "Infrastruktur" eingebunden. Die Bildungskonferenz war sehr stark nach Fachgebieten segmentiert-laut Dimai, spiegelte auch gerade diese strenge Trennung der Fachgebiete nach Untersegmenten wie z. B. Forum 17: Elektrotechnik - und Elektronik-Industrie; Forum 18: elektrotechnisches und informationstechnisches Handwerk; Forum 19 Kraftfahrzeuggewerbe oder Forum 16 Automobilindustrie - Fahrzeugtechnik ein grundsätzliches Verständnisproblem wider.
E-Mobility ist zu 95% KEIN neues Wissens- oder Industriegebiet.
Elektrotechnik beherrscht unser tägliches Leben und Leichtbau ist auch und gerade bei fossil betriebenen Fahrzeugen von Nöten. Die systemische Verbindung bestehender Komponenten zu einem Fahrzeug ist auch schlichtweg zwar altbackenes, aber bestes Ingenieurshandwerk.
Tesla hat demonstriert, dass mit zuverlässiger, heute erhältlicher Technik, ein sensationelles Fahrzeug gebaut werden kann. Die systemische Integration ist der Schlüssel. Und hier hat es Tesla geschafft, dass alle Bauteile ein optimales Arbeitsklima vorfinden und daher den Alltagsbelastungen bestens gewachsen sind und Spaß machen, obwohl die verwendeten 6831 Zellen des Typs 18650 eigentlich nicht speziell für den Einsatz in Sportwagen konzipiert waren. Die verbleibenden 5% beziehen sich rein auf die Batterietechnik bzw. Batteriechemie. Hier gibt´s Forschungsbedarf.
So war das reichhaltige Programm gleichzeitig eine Metapher für den fehlenden Ansporn, äußerst stark die interdisziplinäre Kooperationen zu fördern und Kontakte zwischen den Fachgebieten fast zwingend zu ermöglichen. Genau hier ist die Lücke-und es ist keine Wissens-, sondern eine Organisationslücke der E-Mobility per se.
Die Fachleute der verschiedensten Fachrichtungen sind da, nur sie kennen die Anforderungen der E-Mobility, die sie selbst leicht erfüllen könnten und die agierenden Personen der anderen Fachgebiete, eben wegen diesem fehlenden Informationstransfer, nicht.
Natürlich fiel dem Vertreter der Konsumenten, als welcher sich der Präsident des BVmobil sieht, auf, dass die grundlegendste aller Komponenten in 20 Foren nicht berücksichtigt wurde:
Es gab leider kein Forum zu den Themen: "Attraktivität für den Konsumenten",
"Geldwerte Vorteil für den Verbraucher", "Kommunikation der positiven Umweltauswirkungen" "Beteiligung des Konsumenten an den energiewirtschaftlichen Erträgen seiner Speicher",....
Nur die Kunden werden das nachhaltige Mobilitätsprojekt zum Erfolg machen.
Auch gab es keinen Block zu Ausbildungen der Wertschöpfung durch Speicherung und gravitationslosen, sofortigen Verfügbarkeit von z. B. primärer Regelenergie. Hier sind die richtige Wertschöpfung und der Milliardenmarkt angesiedelt. Hier geht es um die Herrschaft in den europäischen Energiemärkten. Wer die Speicher kontrolliert, der kontrolliert Europas Energieversorgung. Als Fachspezialist für die mobile Speicherung von Elektrizität und wirtschaftliche Nutzung derselben vermisste Herr Dimai diesen Bereich sehr, das nach seiner Aussage die E-Fahrzeuge eher als Zellen eines Kraftwerkes, als ein Mobilitätstool zu sehen sind.
So war der Tenor beim Forum 13, dass es fast keine neuen Lehrstühle bei der Technik braucht. Vielmehr bedarf es einer Fokussierung, auch und gerade beim Benennen der Lehrgänge auf die Nachhaltigkeit der Forschungsinhalte. So macht es einen Unterschied, ob ein Lehrgang "Elektrochemie" oder "Speichermedien für nachhaltige Mobilität" genannt wird. Inhaltlich können beide identisch sein, den potenziellen Studenten aber dürfte die zweite Variante bedeutend attraktiver erscheinen, zumal hier zu erkennen ist, dass man mit seinem Wirken die Zukunft positiv beeinflussen kann-gerade diese Werte suchen Studierende von heute.
Ein weiterer Schluss war, dass es sehr viel mehr wirtschaftliche Themen gibt, die die E-Mobilität befeuern können und prinzipiell hier die Forschung und Ausbildung besser aufgehoben wäre. Somit sollten die Wirtschaftsstudien den Lead haben und die Technik dann mit konkreten Fachfragen beliefern.
Unsere Gesellschaft verändert sich rapide: Alterung, neue Werte, ein Trend zu mehr femininer Kaufkraft auch und gerade im Mobilitätsbereich, immer ältere Neuwagenkäufer, immer weniger Führerscheinneulingen-all diese Inhalte beeinflussen den zukünftigen Mobilitätsmarkt dramatisch. Die heute selbstverständliche Vernetzung der Akteure (Konsumenten), sogar unter Einbeziehen der aktuellen Aufenthaltsgebiete öffnet ganz neue Wege der kombinierten und gemeinsamen Mobilität, wie auch der vermiedenen Kilometer
durch intelligenten Austausch von Information.
Daher scheint der wirtschaftliche Aspekt der nachhaltigen Mobilität als grundlegendes Element der Ausbildung mehr als gerechtfertigt zu sein.
An der Donau Universität Krems wurde dieser Trend früh, vielleicht zu früh, erkannt und es wurde zwei akademische Programme zum Erkennen der Business Chancen der neuen, CO2 reduzierten Mobilität aufgelegt. Der 4 semestrige E-Mobility Management MBA und das 2 semestrige Zertifikatsprogramm E-Mobility Management. Beide sind modular aufgebaut und können berufsbegleitend absolviert werden.
Abschließend war es schön, dass gerade an diesem Tag von Car2Go verlautbart wurde, dass Ulm die ersten E-Fahrzeuge und 24 Ladestationen bekommt.
Antwort auf Beitrag Nr.: 41.707.763 von moemeister am 27.06.11 23:15:09Laut Wenham sei die Produktion von monokristallinem Silizium bisher sehr kostspielig, da das Material dabei über mehrere Tage hinweg konstant auf einer Temperatur von über 1400 Grad Celsius gehalten werden müsse. Suntech habe mittlerweile aber ein verändertes Verfahren erprobt, bei dem nur noch Teile des zu verarbeitenden Siliziums auf eine Temperatur oberhalb des Schmelzpunkts erhitzt werden müssten ...
Bei GT-Solar werden Ingots mit fast mit monokristallinen Leistungsdaten preiswert gegossen ...
Monocast-Siliziummaterial von GT Solar erzielt Rekordergebnis bei Tests des durchschnittlichen Zellenwirkungsgrades am Georgia Institute of Technology
Jüngste Testverfahren zeigen einen durchschnittlichen Zellenwirkungsgrad von 18,8 Prozent bei einem Spitzenwert von mehr als 19 Prozent
GT Solar International, Inc. (NASDAQ:SOLR), ein globaler Anbieter von Technologien für die Produktion von Polysilizium sowie Systemen zur Herstellung von Saphir- und Siliziumkristallen und Materialien für die Solarindustrie, die LED-Branche und andere spezialisierte Märkte, gab heute bekannt, dass Wissenschaftler vom Georgia Institute of Technology bei Monocast-Silizium, das in dem fortgeschrittenen Ingot-Schmelzofen des Unternehmens hergestellt wurde, durchschnittliche Zellenwirkungsgrade von 18,8 Prozent nachgewiesen haben, wobei der gemessene Höchstwert über 19 Prozent lag.
„Die Ergebnisse unserer jüngsten Zelleneffizienztests an dem Monocast-Material von GT liegen deutlich über den besten Werten für großflächige, im Siebdruckverfahren aufgetragene Monocast-Materialien, die jemals gemeldet wurden. Dies ist ein neuer Rekord“, sagte Dr. Ajeet Rohatgi, Regents Professor und Direktor des Center of Excellence for Photovoltaic Research and Education am Georgia Institute of Technology. „Diese sehr spannenden Ergebnisse zeigen ein Steigerungspotenzial für den Wirkungsgrad von Solarzellen, das PV-Hersteller mithilfe von Monocast-Materialien und den heute verfügbaren fortgeschrittenen Technologien zur kostengünstigen Zellenproduktion realisieren könnten.“
„Die Effizienzergebnisse, die Dr. Rohatgis Team mit aus unserem Monocast-Material hergestellten Zellen erzielt hat, sind sehr befriedigend“, sagte Tom Gutierrez, der Präsident und CEO von GT Solar. „Unser Team von Technologieentwicklern und Materialwissenschaftlern hat sich darauf konzentriert, ein Gleichgewicht zwischen der Schmelzofenarchitektur und raffinierten Verfahrenstechniken zu finden, um ein Material herzustellen, das nahezu an die Leistungseigenschaften von monokristallinem Silizium herankommt, aber die Kostenvorteile der multikristallinen Produktion ausnutzt. Diese neuen Ergebnisse zeigen, dass wir ausgezeichnete Fortschritte bei der Verwirklichung dieses Zieles machen, und wir gehen davon aus, dass dieses System später in diesem Jahr auf dem Markt erhältlich sein wird.“
GT entwickelt weiterhin fortgeschrittene Kristallproduktionstechnologien, welche die Qualität der Ingots verbessern und seinen Kunden Mehrwert bieten. Nach ihrer vollständigen Kommerzialisierung wird die Monocast-Kristallproduktionstechnologie PV-Herstellern helfen, ihre Kosten zu senken und die Solartechnologie im Kostenwettbewerb mit anderen Formen von Energie noch wirtschaftlicher zu machen.
http://www.onvista.de/news/alle-news/artikel/11.04.2011-14:1…
Bei GT-Solar werden Ingots mit fast mit monokristallinen Leistungsdaten preiswert gegossen ...
Monocast-Siliziummaterial von GT Solar erzielt Rekordergebnis bei Tests des durchschnittlichen Zellenwirkungsgrades am Georgia Institute of Technology
Jüngste Testverfahren zeigen einen durchschnittlichen Zellenwirkungsgrad von 18,8 Prozent bei einem Spitzenwert von mehr als 19 Prozent
GT Solar International, Inc. (NASDAQ:SOLR), ein globaler Anbieter von Technologien für die Produktion von Polysilizium sowie Systemen zur Herstellung von Saphir- und Siliziumkristallen und Materialien für die Solarindustrie, die LED-Branche und andere spezialisierte Märkte, gab heute bekannt, dass Wissenschaftler vom Georgia Institute of Technology bei Monocast-Silizium, das in dem fortgeschrittenen Ingot-Schmelzofen des Unternehmens hergestellt wurde, durchschnittliche Zellenwirkungsgrade von 18,8 Prozent nachgewiesen haben, wobei der gemessene Höchstwert über 19 Prozent lag.
„Die Ergebnisse unserer jüngsten Zelleneffizienztests an dem Monocast-Material von GT liegen deutlich über den besten Werten für großflächige, im Siebdruckverfahren aufgetragene Monocast-Materialien, die jemals gemeldet wurden. Dies ist ein neuer Rekord“, sagte Dr. Ajeet Rohatgi, Regents Professor und Direktor des Center of Excellence for Photovoltaic Research and Education am Georgia Institute of Technology. „Diese sehr spannenden Ergebnisse zeigen ein Steigerungspotenzial für den Wirkungsgrad von Solarzellen, das PV-Hersteller mithilfe von Monocast-Materialien und den heute verfügbaren fortgeschrittenen Technologien zur kostengünstigen Zellenproduktion realisieren könnten.“
„Die Effizienzergebnisse, die Dr. Rohatgis Team mit aus unserem Monocast-Material hergestellten Zellen erzielt hat, sind sehr befriedigend“, sagte Tom Gutierrez, der Präsident und CEO von GT Solar. „Unser Team von Technologieentwicklern und Materialwissenschaftlern hat sich darauf konzentriert, ein Gleichgewicht zwischen der Schmelzofenarchitektur und raffinierten Verfahrenstechniken zu finden, um ein Material herzustellen, das nahezu an die Leistungseigenschaften von monokristallinem Silizium herankommt, aber die Kostenvorteile der multikristallinen Produktion ausnutzt. Diese neuen Ergebnisse zeigen, dass wir ausgezeichnete Fortschritte bei der Verwirklichung dieses Zieles machen, und wir gehen davon aus, dass dieses System später in diesem Jahr auf dem Markt erhältlich sein wird.“
GT entwickelt weiterhin fortgeschrittene Kristallproduktionstechnologien, welche die Qualität der Ingots verbessern und seinen Kunden Mehrwert bieten. Nach ihrer vollständigen Kommerzialisierung wird die Monocast-Kristallproduktionstechnologie PV-Herstellern helfen, ihre Kosten zu senken und die Solartechnologie im Kostenwettbewerb mit anderen Formen von Energie noch wirtschaftlicher zu machen.
http://www.onvista.de/news/alle-news/artikel/11.04.2011-14:1…
Antwort auf Beitrag Nr.: 41.766.011 von bossi1 am 09.07.11 19:23:55DE102009039070A1 10.03.2011
Verfahren und Vorrichtung zur Entfernung von Verunreinigungen aus einer Schmelze
Anmelder
SolarWorld Innovations GmbH, 09599 Freiberg, DE
Erfinder
Freudenberg, Bernhard, Dr., 96450 Coburg, DE;
Dietrich, Marc, Dr., 09603 Großschirma, DE;
Timm, Michael, Dr., 13125 Berlin, DE;
Ditscherlein, Ralf, 09599 Freiberg, DE
DE-Anmeldedatum 27.08.2009
DE-Aktenzeichen 102009039070
Veröffentlichungstag im Patentblatt 10.03.2011
Zusammenfassung
Verfahren zur Entfernung von Verunreinigungen aus einer Schmelze, umfassend die folgenden Schritte: Bereitstellen mindestens eines ersten Tiegels (1) mit einer Schmelze (2) aus einem Nichteisenmetall, insbesondere einem Halbleiter-Material, wobei der Tiegel (1) einen Boden (3) und mindestens eine Seitenwand (4) aufweist, und gerichtetes Erstarren der Schmelze (2) im Tiegel (1) zur Ausbildung eines erstarrten Blocks (15), wobei der erstarrte Block (15) im Bereich einer Erstarrungsfront (16) an eine Flüssigphase aus Rest-Schmelze (17) aus dem Tiegel (1) mittels einer Entfern-Einrichtung, dadurch gekennzeichnet, dass der Verlauf der Erstarrungsfront (16) beim Erstarren der Schmelze (2) durch ein asymmetrisches Temperaturfeld derart beeinflusst wird, dass sich die Rest-Schmelze (17) im Tiegel (1) im an die Entfern-Einrichtung angrenzenden Bereich bis zum vollständigen Erstarren der Schmelze (2) in der Flüssigphase befindet.
Die Patentbeschreibung ...
http://www.patent-de.com/20110310/DE102009039070A1.html
Das Bridman-Verfahren ...
Im Patent oben wird ein "bei der Reinigungwirkung" verbessertes und seit über 50 Jahren bekanntes günstiges Verfahren beschrieben, wobei das gegossene Silizium in einem Schiffchen (Tiegel in Ingotform) durch eine Heizzone gezogen wird. Durch Drehbewegungen reinigt sich das Silizium nach nach oben Richtung Entferneinrichtung und wird zudem "gerichtet". Genau das ist typisch für monokristallines Silizium , um danach vollständig im Tiegel zu erstarren. So ähnlich wird das auch Suntech machen, wobei auch SWV den Kostenvorteil vom Verfahren schon sehr früh erkannt hat, wie das Anmeldedatum von 8/2009 vom Patent zeigt ...

Verfahren und Vorrichtung zur Entfernung von Verunreinigungen aus einer Schmelze
Anmelder
SolarWorld Innovations GmbH, 09599 Freiberg, DE
Erfinder
Freudenberg, Bernhard, Dr., 96450 Coburg, DE;
Dietrich, Marc, Dr., 09603 Großschirma, DE;
Timm, Michael, Dr., 13125 Berlin, DE;
Ditscherlein, Ralf, 09599 Freiberg, DE
DE-Anmeldedatum 27.08.2009
DE-Aktenzeichen 102009039070
Veröffentlichungstag im Patentblatt 10.03.2011
Zusammenfassung
Verfahren zur Entfernung von Verunreinigungen aus einer Schmelze, umfassend die folgenden Schritte: Bereitstellen mindestens eines ersten Tiegels (1) mit einer Schmelze (2) aus einem Nichteisenmetall, insbesondere einem Halbleiter-Material, wobei der Tiegel (1) einen Boden (3) und mindestens eine Seitenwand (4) aufweist, und gerichtetes Erstarren der Schmelze (2) im Tiegel (1) zur Ausbildung eines erstarrten Blocks (15), wobei der erstarrte Block (15) im Bereich einer Erstarrungsfront (16) an eine Flüssigphase aus Rest-Schmelze (17) aus dem Tiegel (1) mittels einer Entfern-Einrichtung, dadurch gekennzeichnet, dass der Verlauf der Erstarrungsfront (16) beim Erstarren der Schmelze (2) durch ein asymmetrisches Temperaturfeld derart beeinflusst wird, dass sich die Rest-Schmelze (17) im Tiegel (1) im an die Entfern-Einrichtung angrenzenden Bereich bis zum vollständigen Erstarren der Schmelze (2) in der Flüssigphase befindet.
Die Patentbeschreibung ...
http://www.patent-de.com/20110310/DE102009039070A1.html
Das Bridman-Verfahren ...
Im Patent oben wird ein "bei der Reinigungwirkung" verbessertes und seit über 50 Jahren bekanntes günstiges Verfahren beschrieben, wobei das gegossene Silizium in einem Schiffchen (Tiegel in Ingotform) durch eine Heizzone gezogen wird. Durch Drehbewegungen reinigt sich das Silizium nach nach oben Richtung Entferneinrichtung und wird zudem "gerichtet". Genau das ist typisch für monokristallines Silizium , um danach vollständig im Tiegel zu erstarren. So ähnlich wird das auch Suntech machen, wobei auch SWV den Kostenvorteil vom Verfahren schon sehr früh erkannt hat, wie das Anmeldedatum von 8/2009 vom Patent zeigt ...
Antwort auf Beitrag Nr.: 41.766.311 von bossi1 am 10.07.11 01:09:37Verfahren zur Züchtung von Einkristallen aus der Schmelze
--> Das Bridgman-Verfahren
Eine Schmelze wird in einem Rohr oder einem Schiffchen erzeugt. An
einem Ende beginnt die Erstarrung und bewegt sich zum anderen Ende
der Schmelze. Die Schmelze wird also durch einen Bereich mit
Temperaturgradienten zur niedrigeren Temperatur bewegt.
Dabei kann das Durchlaufen des Temperaturgradienten durch
Verschieben des Schmelzbehälters geschehen oder durch Bewegung
der Ofenanordnung oder durch die Temperaturregelung eines
Mehrzonenofens. Dabei wird der Temperaturgradient durch die
Regelung verschiedener Heizzonen eingestellt.
Die Schmelze befindet sich in einem
senkrechten Rohr, das langsam im
Schmelzofen abgesenkt wird und so in
den kälteren Bereich des Ofens gelangt,
so dass die Schmelze zu kristallisieren
beginnt.
Wird weder das Rohr noch der Ofen
bewegt, wird der Temperaturgradient und
das Abkühlen also über mehrere
Heizzonen geregelt, so wird das
Verfahren als Vertical Gradient Freeze
Verfahren (VGF) bezeichnet.
Im unteren Teil des Rohres ist ein
Keimkristall (Vorteil der definierten
Orientierung) angebracht oder das Rohr
wird zu einer Kapillare gezogen.
Pro / Kontra
Verfahren:
Schmelze und Kristall befinden sich in einem Rohr
Vorteil:
Form und Größe vorgegeben
Nachteil:
Wandkontakt in allen Richtungen, somit Gefahr von
Verunreinigungen und Versetzungen
Folge:
Wenig perfekte Kristalle
Genau wegen diesen Verunreinigungen beim Bridman-Verfahren wurde bisher in der Industrie das Czochralski-Verfahren mit ca. 90% bevorzugt verwendet, obwohl das Bridman-Verfahren deutlich schneller und kostengünstiger ist. Man mußte nur einen Weg finden die Verunreinigungen zu reduzieren. Das Patent von Solarworld Innovations steht deshalb auch unter dem Titel: Verfahren und Vorrichtung zur Entfernung von Verunreinigungen aus einer Schmelze ,,.
pdf aus Freiburg mit 29 Seiten zum Thema ...
http://www.krist.uni-freiburg.de/studium/PhysChemKristalle/P…
--> Das Bridgman-Verfahren
Eine Schmelze wird in einem Rohr oder einem Schiffchen erzeugt. An
einem Ende beginnt die Erstarrung und bewegt sich zum anderen Ende
der Schmelze. Die Schmelze wird also durch einen Bereich mit
Temperaturgradienten zur niedrigeren Temperatur bewegt.
Dabei kann das Durchlaufen des Temperaturgradienten durch
Verschieben des Schmelzbehälters geschehen oder durch Bewegung
der Ofenanordnung oder durch die Temperaturregelung eines
Mehrzonenofens. Dabei wird der Temperaturgradient durch die
Regelung verschiedener Heizzonen eingestellt.
Die Schmelze befindet sich in einem
senkrechten Rohr, das langsam im
Schmelzofen abgesenkt wird und so in
den kälteren Bereich des Ofens gelangt,
so dass die Schmelze zu kristallisieren
beginnt.
Wird weder das Rohr noch der Ofen
bewegt, wird der Temperaturgradient und
das Abkühlen also über mehrere
Heizzonen geregelt, so wird das
Verfahren als Vertical Gradient Freeze
Verfahren (VGF) bezeichnet.
Im unteren Teil des Rohres ist ein
Keimkristall (Vorteil der definierten
Orientierung) angebracht oder das Rohr
wird zu einer Kapillare gezogen.
Pro / Kontra
Verfahren:
Schmelze und Kristall befinden sich in einem Rohr
Vorteil:
Form und Größe vorgegeben
Nachteil:
Wandkontakt in allen Richtungen, somit Gefahr von
Verunreinigungen und Versetzungen
Folge:
Wenig perfekte Kristalle
Genau wegen diesen Verunreinigungen beim Bridman-Verfahren wurde bisher in der Industrie das Czochralski-Verfahren mit ca. 90% bevorzugt verwendet, obwohl das Bridman-Verfahren deutlich schneller und kostengünstiger ist. Man mußte nur einen Weg finden die Verunreinigungen zu reduzieren. Das Patent von Solarworld Innovations steht deshalb auch unter dem Titel: Verfahren und Vorrichtung zur Entfernung von Verunreinigungen aus einer Schmelze ,,.
pdf aus Freiburg mit 29 Seiten zum Thema ...
http://www.krist.uni-freiburg.de/studium/PhysChemKristalle/P…
Antwort auf Beitrag Nr.: 41.766.311 von bossi1 am 10.07.11 01:09:37Percy Williams Bridgman, Physiker
* 21. April 1882 in Cambridge, Massachusetts;
† 20. August 1961 in Randolph, New Hampshire)
Er ist Erfinder zweier Verfahren zur Herstellung von Einkristallen (Kristallzucht): dem Horizontal-Bridgman-Verfahren[1] (HB) und dem Vertikal-Bridgman-Verfahren (VB). Bei beiden Verfahren wird Material ein Schiffchen bzw. einer Ampulle horizontal bzw. vertikal durch einen Heizofen bewegt. Dabei wird das Material aufgeschmolzen und kristallisiert beim Abkühlen erneut. Durch die Steuerung der Abkühlung lassen sich so Einkristalle fertigen. Eine Weiterentwicklung des vertikalen Verfahrens durch Donald C. Stockbarger wird als Bridgman-Stockbarger-Methode bezeichnet, dabei wird ein Mehrzonenofen mit unterschiedlichen Temperaturzonen eingesetzt.

Prinzipaufbau für die Kristallisation
nach Bridgman und Stockbarger
Für das Verfahren wird ein horizontal geteilter Ofen verwendet. Die Temperaturverteilung ist im oberen Bereich oberhalb der Schmelztemperatur der Komponenten und im unteren Bereich unterhalb. Durch ein Absenken verbunden mit einer Drehbewegung der in einem Tiegel befindlichen Schmelze kristallisiert die Schmelze im Übergang zum unteren Bereich des Ofens aus.
Die Besonderheit an diesem Verfahren ist der Aufbau des Tiegels: Am unteren Ende des Tiegels, in dem die Schmelze zuerst erstarrt, befindet sich eine Verengung. Die Schmelze unterhalb dieser Verengung erstarrt polykristallin, durch die Verengung wächst jedoch ein einziger Kristall weiter in die noch verbliebene Schmelze, welcher dann als Keim dient. Die restliche Schmelze erstarrt im Übergangsbereich des Ofens an diesem Keim und nimmt dessen Orientierung vollständig an.
* 21. April 1882 in Cambridge, Massachusetts;
† 20. August 1961 in Randolph, New Hampshire)
Er ist Erfinder zweier Verfahren zur Herstellung von Einkristallen (Kristallzucht): dem Horizontal-Bridgman-Verfahren[1] (HB) und dem Vertikal-Bridgman-Verfahren (VB). Bei beiden Verfahren wird Material ein Schiffchen bzw. einer Ampulle horizontal bzw. vertikal durch einen Heizofen bewegt. Dabei wird das Material aufgeschmolzen und kristallisiert beim Abkühlen erneut. Durch die Steuerung der Abkühlung lassen sich so Einkristalle fertigen. Eine Weiterentwicklung des vertikalen Verfahrens durch Donald C. Stockbarger wird als Bridgman-Stockbarger-Methode bezeichnet, dabei wird ein Mehrzonenofen mit unterschiedlichen Temperaturzonen eingesetzt.
Prinzipaufbau für die Kristallisation
nach Bridgman und Stockbarger
Für das Verfahren wird ein horizontal geteilter Ofen verwendet. Die Temperaturverteilung ist im oberen Bereich oberhalb der Schmelztemperatur der Komponenten und im unteren Bereich unterhalb. Durch ein Absenken verbunden mit einer Drehbewegung der in einem Tiegel befindlichen Schmelze kristallisiert die Schmelze im Übergang zum unteren Bereich des Ofens aus.
Die Besonderheit an diesem Verfahren ist der Aufbau des Tiegels: Am unteren Ende des Tiegels, in dem die Schmelze zuerst erstarrt, befindet sich eine Verengung. Die Schmelze unterhalb dieser Verengung erstarrt polykristallin, durch die Verengung wächst jedoch ein einziger Kristall weiter in die noch verbliebene Schmelze, welcher dann als Keim dient. Die restliche Schmelze erstarrt im Übergangsbereich des Ofens an diesem Keim und nimmt dessen Orientierung vollständig an.
Antwort auf Beitrag Nr.: 41.766.311 von bossi1 am 10.07.11 01:09:37Freudenberg, Bernhard, Dr., 96450 Coburg, DE ...
Dr. Freudenberg ist ein ehemaliger Mitarbeiter von Bayer, genau wie Prof. Woditsch und Armin Müller. Freudenberg war an 10 Patenten beteiligt, unter anderem auch 2006 bei der Deutschen Solar an einem Patent für Schmelzehälter bei der Kristallzucht von Ingots, die man auch jetzt für das Bridgman-Verfahren braucht. Ein wichtiger Punkt war die Antihaftschicht (hier ein Verfahren mit Siliziumnitrit), da sonst eine chemische Verbindung mit dem Behälter entsteht, wodurch beim Abkühlen Spannungsrisse am Silizium-Ingot entstehen ...
METHOD FOR PRODUCING A NONSTICK INGOT MOLD
WIPO Patent Application WO/2006/005416
Publication Date: January 19, 2006
Filing Date: June 21, 2005 Export
Assignee:
DEUTSCHE SOLAR AG (Berthelsdorfer Strasse 113, Freiberg, 09599, DE)
Woditsch, Peter (Deswatinesstrasse 83, Krefeld, 47800, DE)
Müller, Armin (Walterstal 96B, Freiberg, 09599, DE)
Geyer, Bert (Fischerstrasse 7, Freiberg, 09599, DE)
Freudenberg, Bernhard (Hauptstrasse 10, Reinsberg, 09629, DE)
Wobst, Carsten (Am Goldenen Löwen 4, Niederbobritzsch, 09627, DE)
Schwichtenberg, Gerd (Dammstrasse 20, Freiberg, 09599, DE)
The invention relates to a method for producing a receptacle for melting and/or crystallizing nonferrous metals, which comprises the following steps: providing a container blank having an inner wall and an outer wall, applying at least one silicon-nitride powder-containing layer to at least the inner wall of the container blank and burning in the at least one layer into the container blank. The nonstick coat produced by burning provides an improved resistance to adhesions or material sticking to the mold during the reception of liquid silicon or during the crystallization of liquid silicon.
http://www.sumobrain.com/patents/wipo/Method-producing-nonst…
Dr. Freudenberg ist ein ehemaliger Mitarbeiter von Bayer, genau wie Prof. Woditsch und Armin Müller. Freudenberg war an 10 Patenten beteiligt, unter anderem auch 2006 bei der Deutschen Solar an einem Patent für Schmelzehälter bei der Kristallzucht von Ingots, die man auch jetzt für das Bridgman-Verfahren braucht. Ein wichtiger Punkt war die Antihaftschicht (hier ein Verfahren mit Siliziumnitrit), da sonst eine chemische Verbindung mit dem Behälter entsteht, wodurch beim Abkühlen Spannungsrisse am Silizium-Ingot entstehen ...
METHOD FOR PRODUCING A NONSTICK INGOT MOLD
WIPO Patent Application WO/2006/005416
Publication Date: January 19, 2006
Filing Date: June 21, 2005 Export
Assignee:
DEUTSCHE SOLAR AG (Berthelsdorfer Strasse 113, Freiberg, 09599, DE)
Woditsch, Peter (Deswatinesstrasse 83, Krefeld, 47800, DE)
Müller, Armin (Walterstal 96B, Freiberg, 09599, DE)
Geyer, Bert (Fischerstrasse 7, Freiberg, 09599, DE)
Freudenberg, Bernhard (Hauptstrasse 10, Reinsberg, 09629, DE)
Wobst, Carsten (Am Goldenen Löwen 4, Niederbobritzsch, 09627, DE)
Schwichtenberg, Gerd (Dammstrasse 20, Freiberg, 09599, DE)
The invention relates to a method for producing a receptacle for melting and/or crystallizing nonferrous metals, which comprises the following steps: providing a container blank having an inner wall and an outer wall, applying at least one silicon-nitride powder-containing layer to at least the inner wall of the container blank and burning in the at least one layer into the container blank. The nonstick coat produced by burning provides an improved resistance to adhesions or material sticking to the mold during the reception of liquid silicon or during the crystallization of liquid silicon.
http://www.sumobrain.com/patents/wipo/Method-producing-nonst…
Antwort auf Beitrag Nr.: 41.767.508 von bossi1 am 10.07.11 21:51:40Freudenberg, Bernhard, Dr., 96450 Coburg, DE ...

Direktor Wafertechnologie bei der
SolarWorld Innovations GmbH
Innovationspreis Mikroelektronik 2009
Erlangen – Zwei Preisträger teilen sich den Innovationspreis Mikroelektronik 2009. Die vom Förderkreis für die Mikroelektronik e.V. ausgeschriebene Auszeichnung würdigt innovative Entwicklungen zur Herstellung besserer Siliziumkristalle für die Photovoltaik. Der Innovationspreis wurde am 15. Oktober 2009 im Rahmen der Jahrestagung des Fraunhofer-Instituts für Integrierte Systeme und Bauelementetechnologie (IISB) durch den Vorsitzenden des Förderkreises, Dr. Dietrich Ernst, überreicht.
Dr. Bernhard Freudenberg und Dr. Jochen Friedrich heißen die diesjährigen Preisträger. Gemeinsam haben sie an der Vermeidung von speziellen Materialfehlern im Silizium gearbeitet, die während der Kristallisation von Siliziumkristallen aus der heißen Schmelze entstehen. Diese Materialfehler sind schädlich für die Anwendung dieser Kristalle zur Erzeugung von Solarstrom.
Bernhard Freudenberg ist Direktor Wafertechnologie bei der SolarWorld Innovations GmbH in Freiberg, einer hundertprozentigen Tochter der SolarWorld AG. Jochen Friedrich ist Leiter der Abteilung Kristallzüchtung des Fraunhofer IISB in Erlangen und Leiter des Technologiezentrum Halbleitermaterialien (THM) Freiberg. Gemeinsam mit ihren Teams konnten sie die Entstehung von Materialfehlern aufklären. Diese Erkenntnisse führten zu einer Innovation des Herstellungsverfahrens, so dass die Fehler heute in sehr viel geringerem Maße auftreten. Dadurch kann die Ausbeute an Siliziumkristallen in der Produktion erhöht und die Kosten reduziert werden. Ein wichtiger Schritt für die Zukunft der Photovoltaik als wichtige Quelle für die Stromerzeugung.
Die Photovoltaik basiert heute und auch in Zukunft auf kristallinen Siliziumsolarzellen. Für deren Herstellung werden kostengünstige Siliziumkristalle mit maßgeschneiderten Eigenschaften benötigt, aus denen dünne Wafer für die Solarzellenfertigung geschnitten werden. Diese Siliziumkristalle, genannt Blöcke, entstehen durch kontrollierte Kristallisation aus der rund 1500°C heißen Siliziumschmelze. Während der Kristallisation können Materialfehler im Siliziumblock in Form von sogenannten Ausscheidungen entstehen, die schädlich sind und deshalb die Ausbeute in der Produktion limitieren.
Die Preisträger haben durch grundlegende experimentelle und theoretische Untersuchungen herausgefunden, dass eine „gut gerührte“ Schmelze diese Ausscheidungsbildung verhindert. Um diese Bedingungen in der industriellen Produktion zu erreichen, entwickelten die Preisträger die Idee, eine optimierte Magnetfeldgeometrie zur Strömungsbeeinflussung zu nutzen. Damit konnten die Kristallisationsbedingungen in der industriellen Produktion verbessert und die Ausbeute deutlich gesteigert werden. Die damit einhergehende Kostenreduktion ist eine wichtige Voraussetzung, damit sich das Wachstum der Photovoltaik auch in den nächsten Jahren fortsetzt.
„Dieses Beispiel zeigt in hervorragender Weise“, so Dr. Dietrich Ernst vom Förderkreis Mikroelektronik, „das Ziel unseres Innovationspreises, nämlich den wissenschaftlichen Erkenntnisfortschritt im Zusammenspiel mit der praktischen Umsetzung in der Wirtschaft auszuzeichnen.“
http://www.ihk-nuernberg.de/nbg/Geschaeftsbereiche/Innovatio…
Direktor Wafertechnologie bei der
SolarWorld Innovations GmbH
Innovationspreis Mikroelektronik 2009
Erlangen – Zwei Preisträger teilen sich den Innovationspreis Mikroelektronik 2009. Die vom Förderkreis für die Mikroelektronik e.V. ausgeschriebene Auszeichnung würdigt innovative Entwicklungen zur Herstellung besserer Siliziumkristalle für die Photovoltaik. Der Innovationspreis wurde am 15. Oktober 2009 im Rahmen der Jahrestagung des Fraunhofer-Instituts für Integrierte Systeme und Bauelementetechnologie (IISB) durch den Vorsitzenden des Förderkreises, Dr. Dietrich Ernst, überreicht.
Dr. Bernhard Freudenberg und Dr. Jochen Friedrich heißen die diesjährigen Preisträger. Gemeinsam haben sie an der Vermeidung von speziellen Materialfehlern im Silizium gearbeitet, die während der Kristallisation von Siliziumkristallen aus der heißen Schmelze entstehen. Diese Materialfehler sind schädlich für die Anwendung dieser Kristalle zur Erzeugung von Solarstrom.
Bernhard Freudenberg ist Direktor Wafertechnologie bei der SolarWorld Innovations GmbH in Freiberg, einer hundertprozentigen Tochter der SolarWorld AG. Jochen Friedrich ist Leiter der Abteilung Kristallzüchtung des Fraunhofer IISB in Erlangen und Leiter des Technologiezentrum Halbleitermaterialien (THM) Freiberg. Gemeinsam mit ihren Teams konnten sie die Entstehung von Materialfehlern aufklären. Diese Erkenntnisse führten zu einer Innovation des Herstellungsverfahrens, so dass die Fehler heute in sehr viel geringerem Maße auftreten. Dadurch kann die Ausbeute an Siliziumkristallen in der Produktion erhöht und die Kosten reduziert werden. Ein wichtiger Schritt für die Zukunft der Photovoltaik als wichtige Quelle für die Stromerzeugung.
Die Photovoltaik basiert heute und auch in Zukunft auf kristallinen Siliziumsolarzellen. Für deren Herstellung werden kostengünstige Siliziumkristalle mit maßgeschneiderten Eigenschaften benötigt, aus denen dünne Wafer für die Solarzellenfertigung geschnitten werden. Diese Siliziumkristalle, genannt Blöcke, entstehen durch kontrollierte Kristallisation aus der rund 1500°C heißen Siliziumschmelze. Während der Kristallisation können Materialfehler im Siliziumblock in Form von sogenannten Ausscheidungen entstehen, die schädlich sind und deshalb die Ausbeute in der Produktion limitieren.
Die Preisträger haben durch grundlegende experimentelle und theoretische Untersuchungen herausgefunden, dass eine „gut gerührte“ Schmelze diese Ausscheidungsbildung verhindert. Um diese Bedingungen in der industriellen Produktion zu erreichen, entwickelten die Preisträger die Idee, eine optimierte Magnetfeldgeometrie zur Strömungsbeeinflussung zu nutzen. Damit konnten die Kristallisationsbedingungen in der industriellen Produktion verbessert und die Ausbeute deutlich gesteigert werden. Die damit einhergehende Kostenreduktion ist eine wichtige Voraussetzung, damit sich das Wachstum der Photovoltaik auch in den nächsten Jahren fortsetzt.
„Dieses Beispiel zeigt in hervorragender Weise“, so Dr. Dietrich Ernst vom Förderkreis Mikroelektronik, „das Ziel unseres Innovationspreises, nämlich den wissenschaftlichen Erkenntnisfortschritt im Zusammenspiel mit der praktischen Umsetzung in der Wirtschaft auszuzeichnen.“
http://www.ihk-nuernberg.de/nbg/Geschaeftsbereiche/Innovatio…
Antwort auf Beitrag Nr.: 41.773.273 von bossi1 am 11.07.11 22:51:25DE102006020234A1 31.10.2007
Titel Ofen für Nichtmetall-Schmelzen
Anmelder
Deutsche Solar AG, 09599 Freiberg, DE
Erfinder
Dietrich, Marc, Dr., 09603 Großschirma, DE;
Freudenberg, Bernhard, Dr., 96450 Coburg, DE;
Müller, Armin, Dr., 09599 Freiberg, DE;
Seidel, Jens, 09599 Freiberg, DE;
Stenzenberger, Josef, Dr., 09599 Freiberg, DE
DE-Anmeldedatum 27.04.2006
Veröffentlichungstag im Patentblatt 31.10.2007
Zusammenfassung
Ofen für Nichtmetall-Schmelzen, insbesondere Silizium-Schmelzen, mit einem einen Innenraum (3) umschließenden Gehäuse (2), mindestens einer, in dem Innenraum (3) angeordneten Kokille (9) zur Aufnahme einer Nichtmetall-Schmelze (24), mindestens einer, die mindestens eine Kokille (9) zumindest teilweise umgebenden elektrischen Heiz-Einrichtung (12) zur Beeinflussung der Temperatur der Nichtmetall-Schmelze (24) und einer, mit der mindestens einen Heiz-Einrichtung (12) elektrisch leitend verbundenen Stromversorgungs-Einrichtung (16) zur Versorgung der Heiz-Einrichtung (12) mit einem zeitlich-veränderlichen Strom I(t), wobei der Strom I(t) eine Frequenz von 0,1 Hz bis 100 Hz aufweist und der Strom I(t) eine Größe besitzt, die zur Einstellung einer vorbestimmten Temperatur der Nichtmetall-Schmelze (24) ausreicht, wobei die Ströme in den gegebenenfalls mehreren Heizern eine definierte Phasenlage zueinander aufweisen.
Auszug ...
Der Kern der Erfindung besteht darin, die bei einer elektrischen Heiz-Einrichtung ohnehin vorhandene Leitungen zur Erzeugung eines zeitlich-veränderlichen Magnetfeldes in der Nichtmetall-Schmelze zu nutzen. Hierfür muss an die Leitungen ein zeitlich-veränderlicher Strom angelegt werden. Durch das zeitlich-veränderliche Magnetfeld entstehen Konvektionen in der Nichtmetall-Schmelze, die die Verteilung von Fremdatomen vergleichmäßigen.
P.S.: Genau das ist die Lösung auch für das Bridgman-Verfahren mit dem monokristallinem Silizium !!
http://www.patent-de.com/20071031/DE102006020234A1.html
Titel Ofen für Nichtmetall-Schmelzen
Anmelder
Deutsche Solar AG, 09599 Freiberg, DE
Erfinder
Dietrich, Marc, Dr., 09603 Großschirma, DE;
Freudenberg, Bernhard, Dr., 96450 Coburg, DE;
Müller, Armin, Dr., 09599 Freiberg, DE;
Seidel, Jens, 09599 Freiberg, DE;
Stenzenberger, Josef, Dr., 09599 Freiberg, DE
DE-Anmeldedatum 27.04.2006
Veröffentlichungstag im Patentblatt 31.10.2007
Zusammenfassung
Ofen für Nichtmetall-Schmelzen, insbesondere Silizium-Schmelzen, mit einem einen Innenraum (3) umschließenden Gehäuse (2), mindestens einer, in dem Innenraum (3) angeordneten Kokille (9) zur Aufnahme einer Nichtmetall-Schmelze (24), mindestens einer, die mindestens eine Kokille (9) zumindest teilweise umgebenden elektrischen Heiz-Einrichtung (12) zur Beeinflussung der Temperatur der Nichtmetall-Schmelze (24) und einer, mit der mindestens einen Heiz-Einrichtung (12) elektrisch leitend verbundenen Stromversorgungs-Einrichtung (16) zur Versorgung der Heiz-Einrichtung (12) mit einem zeitlich-veränderlichen Strom I(t), wobei der Strom I(t) eine Frequenz von 0,1 Hz bis 100 Hz aufweist und der Strom I(t) eine Größe besitzt, die zur Einstellung einer vorbestimmten Temperatur der Nichtmetall-Schmelze (24) ausreicht, wobei die Ströme in den gegebenenfalls mehreren Heizern eine definierte Phasenlage zueinander aufweisen.
Auszug ...
Der Kern der Erfindung besteht darin, die bei einer elektrischen Heiz-Einrichtung ohnehin vorhandene Leitungen zur Erzeugung eines zeitlich-veränderlichen Magnetfeldes in der Nichtmetall-Schmelze zu nutzen. Hierfür muss an die Leitungen ein zeitlich-veränderlicher Strom angelegt werden. Durch das zeitlich-veränderliche Magnetfeld entstehen Konvektionen in der Nichtmetall-Schmelze, die die Verteilung von Fremdatomen vergleichmäßigen.
P.S.: Genau das ist die Lösung auch für das Bridgman-Verfahren mit dem monokristallinem Silizium !!
http://www.patent-de.com/20071031/DE102006020234A1.html
Antwort auf Beitrag Nr.: 41.767.508 von bossi1 am 10.07.11 21:51:40Freudenberg, Bernhard, Dr., 96450 Coburg, DE ...
Freudenberg ist hier im Vorstand ...

"Deutsche Gesellschaft für Kristallwachstum und Kristallzüchtung (DGKK)"
Kristallzüchtung ...
Neben der wissenschaftlich-technischen hat die Kristallzüchtung auch eine starke kommerzielle Komponente, in ihrer wohl beeindruckendsten Ausprägung in Gestalt der Silizium-Einkristalle für die Halbleitertechnik. Kristalle mit 300 mm Durchmesser und einem Meter Länge werden heute mit dem Czochralski-Verfahren hergestellt - Tendenz steigend. Die großen Silizium-Wafer, dann ausgefeilte und rationelle Fertigungsprozesse machen integrierte Schaltkreise heutzutage praktisch allgegenwärtig.
Die Mikroelektronik zeichnet sich durch Geschwindigkeit, Zuverlässigkeit, Komfort, Material- und Platzersparnis, sowie Kostengünstigkeit vor anderen Technologien aus. Durch ihre überlegene Leistungsfähigkeit und wegen ihres enormen Einflusses auf die Bereiche des täglichen Lebens darf sie ohne Übertreibung als die bisher wohl erfolgreichste Technologie der Menschheit gelten. Da ihre Materialgrundlage der Silizium-Einkristall ist, kann man ebenso ohne Übertreibung feststellen, daß wir nach Stein-, Bronze- und Eisenzeit jetzt wohl in der Siliziumzeit leben. Mit der Wacker Siltronic verfügt Deutschland über einen der weltweit führenden Produzenten von Silizium-Einkristallen.
Schlüsselwerkstoff für Mikroelektronik und Optoelektronik sind die III/V-Verbindungshalbleiter mit dem Galliumarsenid (GaAs) als dem wohl bedeutendsten und wichtigsten Vertreter. Die Züchtung von GaAs-Einkristallen mit dem Liquid-Encapsulated-Czochralski-Verfahren erschließt sich gerade die 150mm-Durchmesser-Marke. In Freiberg/Sachsen findet sich mit der Freiberger Compound Materials GmbH ebenfalls ein am Weltmarkt gut plazierter deutscher Kristallproduzent ...
Ihre jährlichen Mitteilungsblätter zu den F&E Arbeiten als pdf ...
http://www.dgkk.de/inhalt.php?ta=8&auswahl=ar&zr=8
Freudenberg ist hier im Vorstand ...
"Deutsche Gesellschaft für Kristallwachstum und Kristallzüchtung (DGKK)"
Kristallzüchtung ...
Neben der wissenschaftlich-technischen hat die Kristallzüchtung auch eine starke kommerzielle Komponente, in ihrer wohl beeindruckendsten Ausprägung in Gestalt der Silizium-Einkristalle für die Halbleitertechnik. Kristalle mit 300 mm Durchmesser und einem Meter Länge werden heute mit dem Czochralski-Verfahren hergestellt - Tendenz steigend. Die großen Silizium-Wafer, dann ausgefeilte und rationelle Fertigungsprozesse machen integrierte Schaltkreise heutzutage praktisch allgegenwärtig.
Die Mikroelektronik zeichnet sich durch Geschwindigkeit, Zuverlässigkeit, Komfort, Material- und Platzersparnis, sowie Kostengünstigkeit vor anderen Technologien aus. Durch ihre überlegene Leistungsfähigkeit und wegen ihres enormen Einflusses auf die Bereiche des täglichen Lebens darf sie ohne Übertreibung als die bisher wohl erfolgreichste Technologie der Menschheit gelten. Da ihre Materialgrundlage der Silizium-Einkristall ist, kann man ebenso ohne Übertreibung feststellen, daß wir nach Stein-, Bronze- und Eisenzeit jetzt wohl in der Siliziumzeit leben. Mit der Wacker Siltronic verfügt Deutschland über einen der weltweit führenden Produzenten von Silizium-Einkristallen.
Schlüsselwerkstoff für Mikroelektronik und Optoelektronik sind die III/V-Verbindungshalbleiter mit dem Galliumarsenid (GaAs) als dem wohl bedeutendsten und wichtigsten Vertreter. Die Züchtung von GaAs-Einkristallen mit dem Liquid-Encapsulated-Czochralski-Verfahren erschließt sich gerade die 150mm-Durchmesser-Marke. In Freiberg/Sachsen findet sich mit der Freiberger Compound Materials GmbH ebenfalls ein am Weltmarkt gut plazierter deutscher Kristallproduzent ...
Ihre jährlichen Mitteilungsblätter zu den F&E Arbeiten als pdf ...
http://www.dgkk.de/inhalt.php?ta=8&auswahl=ar&zr=8
11.05.2011
PV PATENT OVERVIEW PV
photovoltaic materials, cells, modules and systems
assembled by
Dipl.-Phys. Dr. Klaus Günther • 46562 Voerde • Rittersteg 4 • Germany
als pdf mit 1169 Seiten ... schöner Einblick in die F&E vom Sektor
http://www.pat-consult.de/NL/PatentOverviewPhotovoltaics_Dem…
PV PATENT OVERVIEW PV
photovoltaic materials, cells, modules and systems
assembled by
Dipl.-Phys. Dr. Klaus Günther • 46562 Voerde • Rittersteg 4 • Germany
als pdf mit 1169 Seiten ... schöner Einblick in die F&E vom Sektor
http://www.pat-consult.de/NL/PatentOverviewPhotovoltaics_Dem…
Resource Stocks
Vanadium Batteries for Sustainable Energy
Email Print
Mon, Jul 18, 2011
Feature Articles, Uncategorized
Resource Researcher
inShare.
Prudent Energy's VRB Energy Storage System
By Damon van der Linde – Exclusive to Vanadium Investing News
As demand for renewable energy sources grows, so will the need to store that energy. Because both wind and solar power do not provide a consistent flow of electricity, technology like the vanadium redox battery (VRB) is gaining the attention of commercial operations as well as governments, projecting a push in future demand for the mineral.
“The overall acceptance of energy storage globally is becoming more and more, and that’s going to boost the batteries that can cycle and do things that only we can do,” said Tim Hennessy, President of Prudent Energy, a United States-based company that designs and manufactures vanadium redox battery energy storage systems.
According to the Vanadium International Technical Committee (VANITEC) the vast majority of vanadium is used to strengthen steel. However, the use of vanadium in battery technologies, like the VRB, is growing.
What makes vanadium an ideal mineral for battery technology is that as a transition metal four energy states can be created within the same material. Vanadium is used in the electrolyte state in VRBs, which are a type of flow battery. The electrolyte is the element that stores the energy and that flows through or past an electrode. This movement of electrons or protons across a membrane allows heat to be taken out of the battery and separates the energy storage from the power.
Hennessy explained that one advantage of a flow battery is that it can be scaled up to the desired size without having to increase the power output, as with a lithium battery. Controlled scaling is ideal for large-scale applications like powering grids, as the VRB is limited only by space in its storage capacity.
“Another advantage of the VRB is that unlike most other battery technologies, it can be repeatedly cycled without affecting the lifespan.” said Hennessy.
The downside of this is that the VRB has a lower energy density than other battery formats, meaning that Prudent Energy’s current products are focused more on commercial applications.
“Its applications are limited to places where you have sufficient space, you can’t jam it into your computer or a car, and you can’t jam it into a very small space down in the basement necessarily,” said Hennessy. “It is primarily focused on places that you have space like wind farms and solar, or companies where they have larger loads.”
Hennessy projects an increase in demand for vanadium in batteries, equaling 10-15 percent of the mineral’s total use in the next three years.
“Demand for vanadium in going to be increasing, but having said that, vanadium is pretty plentiful. The volume of supply now is limited only to manage the price and that is used mainly in the steel industry,” he said.
Energizer Resources (CVE:EGZ) is one company that is planning to produce vanadium at its Green Giant project in Madagascar by the end of 2014. What makes this project unique is that because it is sediment-hosted rather than magnetite hosted, it will be producing vanadium as a primary product – ideal for the demands of the battery industry.
“High-purity and battery-grade are two different things. The steel industry requires a high purity vanadium, but it’s not a battery grade,” said Brent Nykoliation, Vice President of Business Development at Energizer Resources. “We are the only company right now to introduce a battery-grade vanadium directly as a primary product.”
Nykoliation said that projects like Energizer’s are going to be needed in the future as the battery industry grows and other vanadium producers who primarily target the steel industry must perform additional processing to remove impurities from their product.
“What they fail to tell people is that if you produce this vanadium for the battery world, it needs to be further processed. This means additional operating costs because you have to remove the contaminants,” said Nykoliation. “It’s a significant cost jump to go from a normal vanadium product to a battery-grade product, and then to get an electrolyte.”
Other developments in the vanadium battery market may come from vanadium-charged lithium batteries for use in high-performance technology like electric vehicles, which Nykoliation says are currently in the process of being developed by laboratories in the United States, Germany and Japan.
“All these world-class labs are fast-tracking the vanadium battery development and that makes me feel good – there is a huge untapped market,” said Nykoliation. “There is a technological breakthrough and the tipping point is fast approaching. It’s not if, but when.”
Vanadium Batteries for Sustainable Energy
Email Print
Mon, Jul 18, 2011
Feature Articles, Uncategorized
Resource Researcher
inShare.
Prudent Energy's VRB Energy Storage System
By Damon van der Linde – Exclusive to Vanadium Investing News
As demand for renewable energy sources grows, so will the need to store that energy. Because both wind and solar power do not provide a consistent flow of electricity, technology like the vanadium redox battery (VRB) is gaining the attention of commercial operations as well as governments, projecting a push in future demand for the mineral.
“The overall acceptance of energy storage globally is becoming more and more, and that’s going to boost the batteries that can cycle and do things that only we can do,” said Tim Hennessy, President of Prudent Energy, a United States-based company that designs and manufactures vanadium redox battery energy storage systems.
According to the Vanadium International Technical Committee (VANITEC) the vast majority of vanadium is used to strengthen steel. However, the use of vanadium in battery technologies, like the VRB, is growing.
What makes vanadium an ideal mineral for battery technology is that as a transition metal four energy states can be created within the same material. Vanadium is used in the electrolyte state in VRBs, which are a type of flow battery. The electrolyte is the element that stores the energy and that flows through or past an electrode. This movement of electrons or protons across a membrane allows heat to be taken out of the battery and separates the energy storage from the power.
Hennessy explained that one advantage of a flow battery is that it can be scaled up to the desired size without having to increase the power output, as with a lithium battery. Controlled scaling is ideal for large-scale applications like powering grids, as the VRB is limited only by space in its storage capacity.
“Another advantage of the VRB is that unlike most other battery technologies, it can be repeatedly cycled without affecting the lifespan.” said Hennessy.
The downside of this is that the VRB has a lower energy density than other battery formats, meaning that Prudent Energy’s current products are focused more on commercial applications.
“Its applications are limited to places where you have sufficient space, you can’t jam it into your computer or a car, and you can’t jam it into a very small space down in the basement necessarily,” said Hennessy. “It is primarily focused on places that you have space like wind farms and solar, or companies where they have larger loads.”
Hennessy projects an increase in demand for vanadium in batteries, equaling 10-15 percent of the mineral’s total use in the next three years.
“Demand for vanadium in going to be increasing, but having said that, vanadium is pretty plentiful. The volume of supply now is limited only to manage the price and that is used mainly in the steel industry,” he said.
Energizer Resources (CVE:EGZ) is one company that is planning to produce vanadium at its Green Giant project in Madagascar by the end of 2014. What makes this project unique is that because it is sediment-hosted rather than magnetite hosted, it will be producing vanadium as a primary product – ideal for the demands of the battery industry.
“High-purity and battery-grade are two different things. The steel industry requires a high purity vanadium, but it’s not a battery grade,” said Brent Nykoliation, Vice President of Business Development at Energizer Resources. “We are the only company right now to introduce a battery-grade vanadium directly as a primary product.”
Nykoliation said that projects like Energizer’s are going to be needed in the future as the battery industry grows and other vanadium producers who primarily target the steel industry must perform additional processing to remove impurities from their product.
“What they fail to tell people is that if you produce this vanadium for the battery world, it needs to be further processed. This means additional operating costs because you have to remove the contaminants,” said Nykoliation. “It’s a significant cost jump to go from a normal vanadium product to a battery-grade product, and then to get an electrolyte.”
Other developments in the vanadium battery market may come from vanadium-charged lithium batteries for use in high-performance technology like electric vehicles, which Nykoliation says are currently in the process of being developed by laboratories in the United States, Germany and Japan.
“All these world-class labs are fast-tracking the vanadium battery development and that makes me feel good – there is a huge untapped market,” said Nykoliation. “There is a technological breakthrough and the tipping point is fast approaching. It’s not if, but when.”
Energy conversion Devices will seine Batteriesparte abspalten und verkaufen. Da gäbe es vielleicht interessante Forschungsergebnisse und Patente zu erwerben. Aus dem Thread: May 10, 2011
Energy Conversion Devices Reports Third Quarter 2011 Results; Launches Strategic Corporate Restructuring
Announces Departure of President and CEO; Jay Knoll Named Interim President
Restructuring Expected to Provide at Least $20 Million in Annual Savings
AUBURN HILLS, Mich., May 10, 2011 (GLOBE NEWSWIRE) -- Energy Conversion Devices, Inc. (ECD) (Nasdaq:ENER), a leading global provider of flexible thin-film solar laminate products and systems to the building-integrated and commercial rooftop markets, today reported financial results for its third fiscal quarter of 2011 ended March 31, 2011, and said it will implement a strategic corporate restructuring to better position and focus the company for success in the rapidly evolving solar industry.
Total consolidated revenue for the quarter was $21.5 million, a decrease of 70% over the third fiscal quarter of 2010, and a decrease of 69% over the previous quarter, due primarily to significant industry-wide disruptions in the company's key European solar markets. The company reported a net loss of $243.2 million, or $4.88 per share, which included non-cash impairment charges of $222.8 million, or $4.47 per share, compared to a net loss of $385.0 million, or $9.10 per share, in the third fiscal quarter of 2010, which included a non-cash impairment charge of $358.0 million, or $8.46 per share. Excluding impairment charges, the net loss in the third fiscal quarter of 2011 was $20.4 million, or $0.41 per share, compared to a net loss of $27.0 million, or $0.64 per share, in the third fiscal quarter of 2010.
As of March 31, 2011, the company had $172 million of cash, cash-equivalents, restricted cash and short-term investments.
Corporate Restructuring
The company said it is implementing a strategic corporate restructuring that will include a reduction in its workforce of approximately 300 employees or 20% of the company's current associates worldwide. In addition, the Board of Directors appointed Jay Knoll as Interim President, replacing former President and CEO Mark Morelli, who has resigned. Knoll formerly served as Executive Vice President, General Counsel and Chief Administrative Officer. In addition, Ted F. Amyuni, Executive Vice President, Global Sales; William C. "Kriss" Andrews, Executive Vice President and Chief Financial Officer; Joseph P. Conroy, Executive Vice President, Operations and Dr. Subhendu Guha, Executive Vice President, Photovoltaic Technology and Chairman, United Solar Ovonic will continue in their current roles and work with Knoll as members of the senior leadership team. The Board has also initiated a search for a permanent CEO.
"These actions will enable ECD to better meet the needs of the dynamic global solar market and will strengthen our ability to respond to this changed industry environment," said Stephen Rabinowitz, Chairman of the ECD Board of Directors. "Our Board is confident that Jay Knoll and the other members of the senior management team, who have extensive experience in our business and industry, executive management and corporate restructuring, will provide strong leadership as we search for a permanent chief executive to lead the organization."
Rabinowitz continued, "We firmly believe that the restructuring, the continuing implementation of our technology roadmap and our strong cash balance position the company for success as a leader in flexible thin-film PV technology and its applications."
As part of its restructuring, ECD will focus on its growing North American business, concentrate on its two-step distribution model with existing and new channel partners, and pursue opportunities in fast-growing emerging markets. At the same time, the company will maintain its commitment to key European markets as they stabilize. The company will continue to focus on the commercialization of its next-generation technologies, including its High Frequency and Nano-Crystalline technologies to improve conversion efficiency and lower costs. ECD's technology roadmap is designed to enable the company's flexible solar products to compete more effectively with standard grid electricity, particularly on rooftop applications.
The company incurred restructuring charges of approximately $2 million in the third quarter and expects to incur additional restructuring charges of approximately $4 million in the fourth quarter. The company's actions will provide annualized savings of at least $20 million in manufacturing operations and corporate overhead.
The impairment charge in the third quarter is an accounting adjustment that does not affect the cash position of the company or the usability of its assets. Going forward, this charge will mean lower depreciation expense by approximately $3 million per quarter.
Quarterly Results
Third fiscal quarter solar product and system sales were $18.7 million, a decrease of 71% over the third fiscal quarter of 2010, and a decrease of 72% over the previous quarter. Consolidated gross margin was 16.3% as compared to 2.0% in the year-ago quarter, and 21.4% in the second fiscal quarter of 2011. During the quarter, ECD shipped 12 megawatts of its UNI-SOLAR® brand PV products, and produced 26 megawatts.
"Industry-wide disruptions in key European markets impacted our business in the quarter as many of our projects and orders were postponed," said Jay Knoll, Interim President. "The abrupt shifts in European solar policies are having a profound impact on the outlook for the global solar industry and our business. Our restructuring actions are designed to align our business with these new realities in the solar industry. However, we remain confident in the growing adoption of solar technology."
Knoll added, "Besides our continuing opportunities in Europe, we anticipate future growth in solar demand will occur more rapidly in regions such as North America, where we have already gained meaningful traction with our unique solar products in large projects. We are also expanding our network of channel partners in the Americas through our Business Alliance Program and we are opening a manufacturing facility in Southern Ontario that will allow projects with our products to qualify for that region's excellent solar incentive program. Our joint venture in Tianjin, China is starting to see shipment growth and we continue to win orders in emerging markets in the Middle East and Asia. Our new Open Solar initiative will seek to find new applications for our unique products and we are optimistic that it can drive future volume for our business."
"The cornerstone of our refocused strategy is the execution of our technology roadmap. Our High Frequency product will be available later this year, and we have already started retrofitting equipment with our next-generation Nano-Crystalline technology at our Greenville campus. We are confident we are taking the right steps toward sustainable growth and profitability," Knoll concluded.
Conference Call / Webcast Details
Management of Energy Conversion Devices will discuss this announcement and review the third fiscal quarter financial results on a conference call today, May 10, 2011, at 10:00 a.m. ET. To participate in the conference call, please dial (877) 858-2512 or (706) 643-3219 (international) at least 10 minutes prior to the start of the call. Callers will need to reference conference ID number 63346919. The conference call will be webcast live over the Internet and can be accessed in the Investor Relations section of the company's website at energyconversiondevices.com under "Events". The webcast will also be archived on the Company's website.
Energy Conversion Devices Reports Third Quarter 2011 Results; Launches Strategic Corporate Restructuring
Announces Departure of President and CEO; Jay Knoll Named Interim President
Restructuring Expected to Provide at Least $20 Million in Annual Savings
AUBURN HILLS, Mich., May 10, 2011 (GLOBE NEWSWIRE) -- Energy Conversion Devices, Inc. (ECD) (Nasdaq:ENER), a leading global provider of flexible thin-film solar laminate products and systems to the building-integrated and commercial rooftop markets, today reported financial results for its third fiscal quarter of 2011 ended March 31, 2011, and said it will implement a strategic corporate restructuring to better position and focus the company for success in the rapidly evolving solar industry.
Total consolidated revenue for the quarter was $21.5 million, a decrease of 70% over the third fiscal quarter of 2010, and a decrease of 69% over the previous quarter, due primarily to significant industry-wide disruptions in the company's key European solar markets. The company reported a net loss of $243.2 million, or $4.88 per share, which included non-cash impairment charges of $222.8 million, or $4.47 per share, compared to a net loss of $385.0 million, or $9.10 per share, in the third fiscal quarter of 2010, which included a non-cash impairment charge of $358.0 million, or $8.46 per share. Excluding impairment charges, the net loss in the third fiscal quarter of 2011 was $20.4 million, or $0.41 per share, compared to a net loss of $27.0 million, or $0.64 per share, in the third fiscal quarter of 2010.
As of March 31, 2011, the company had $172 million of cash, cash-equivalents, restricted cash and short-term investments.
Corporate Restructuring
The company said it is implementing a strategic corporate restructuring that will include a reduction in its workforce of approximately 300 employees or 20% of the company's current associates worldwide. In addition, the Board of Directors appointed Jay Knoll as Interim President, replacing former President and CEO Mark Morelli, who has resigned. Knoll formerly served as Executive Vice President, General Counsel and Chief Administrative Officer. In addition, Ted F. Amyuni, Executive Vice President, Global Sales; William C. "Kriss" Andrews, Executive Vice President and Chief Financial Officer; Joseph P. Conroy, Executive Vice President, Operations and Dr. Subhendu Guha, Executive Vice President, Photovoltaic Technology and Chairman, United Solar Ovonic will continue in their current roles and work with Knoll as members of the senior leadership team. The Board has also initiated a search for a permanent CEO.
"These actions will enable ECD to better meet the needs of the dynamic global solar market and will strengthen our ability to respond to this changed industry environment," said Stephen Rabinowitz, Chairman of the ECD Board of Directors. "Our Board is confident that Jay Knoll and the other members of the senior management team, who have extensive experience in our business and industry, executive management and corporate restructuring, will provide strong leadership as we search for a permanent chief executive to lead the organization."
Rabinowitz continued, "We firmly believe that the restructuring, the continuing implementation of our technology roadmap and our strong cash balance position the company for success as a leader in flexible thin-film PV technology and its applications."
As part of its restructuring, ECD will focus on its growing North American business, concentrate on its two-step distribution model with existing and new channel partners, and pursue opportunities in fast-growing emerging markets. At the same time, the company will maintain its commitment to key European markets as they stabilize. The company will continue to focus on the commercialization of its next-generation technologies, including its High Frequency and Nano-Crystalline technologies to improve conversion efficiency and lower costs. ECD's technology roadmap is designed to enable the company's flexible solar products to compete more effectively with standard grid electricity, particularly on rooftop applications.
The company incurred restructuring charges of approximately $2 million in the third quarter and expects to incur additional restructuring charges of approximately $4 million in the fourth quarter. The company's actions will provide annualized savings of at least $20 million in manufacturing operations and corporate overhead.
The impairment charge in the third quarter is an accounting adjustment that does not affect the cash position of the company or the usability of its assets. Going forward, this charge will mean lower depreciation expense by approximately $3 million per quarter.
Quarterly Results
Third fiscal quarter solar product and system sales were $18.7 million, a decrease of 71% over the third fiscal quarter of 2010, and a decrease of 72% over the previous quarter. Consolidated gross margin was 16.3% as compared to 2.0% in the year-ago quarter, and 21.4% in the second fiscal quarter of 2011. During the quarter, ECD shipped 12 megawatts of its UNI-SOLAR® brand PV products, and produced 26 megawatts.
"Industry-wide disruptions in key European markets impacted our business in the quarter as many of our projects and orders were postponed," said Jay Knoll, Interim President. "The abrupt shifts in European solar policies are having a profound impact on the outlook for the global solar industry and our business. Our restructuring actions are designed to align our business with these new realities in the solar industry. However, we remain confident in the growing adoption of solar technology."
Knoll added, "Besides our continuing opportunities in Europe, we anticipate future growth in solar demand will occur more rapidly in regions such as North America, where we have already gained meaningful traction with our unique solar products in large projects. We are also expanding our network of channel partners in the Americas through our Business Alliance Program and we are opening a manufacturing facility in Southern Ontario that will allow projects with our products to qualify for that region's excellent solar incentive program. Our joint venture in Tianjin, China is starting to see shipment growth and we continue to win orders in emerging markets in the Middle East and Asia. Our new Open Solar initiative will seek to find new applications for our unique products and we are optimistic that it can drive future volume for our business."
"The cornerstone of our refocused strategy is the execution of our technology roadmap. Our High Frequency product will be available later this year, and we have already started retrofitting equipment with our next-generation Nano-Crystalline technology at our Greenville campus. We are confident we are taking the right steps toward sustainable growth and profitability," Knoll concluded.
Conference Call / Webcast Details
Management of Energy Conversion Devices will discuss this announcement and review the third fiscal quarter financial results on a conference call today, May 10, 2011, at 10:00 a.m. ET. To participate in the conference call, please dial (877) 858-2512 or (706) 643-3219 (international) at least 10 minutes prior to the start of the call. Callers will need to reference conference ID number 63346919. The conference call will be webcast live over the Internet and can be accessed in the Investor Relations section of the company's website at energyconversiondevices.com under "Events". The webcast will also be archived on the Company's website.
Antwort auf Beitrag Nr.: 41.832.834 von petervale2002 am 22.07.11 21:01:20Energy conversion Devices will seine Batteriesparte abspalten und verkaufen. Da gäbe es vielleicht interessante Forschungsergebnisse und Patente zu erwerben.
Ansehen kann man sich alles ...
Die verstorbene Firmeninhaber Stanford R. Ovshinsky von Energy Conversion Devices hat vor 30 Jahren die NiMH Akkus erfunden und die werden bis heute mit 36 Lizenzen weltweit gefertigt mit 30-40% Anteil am Markt. Die NiMH Akkus selbst sind durch den Kapazitätsverlust nicht optimal für Temperaturen unter 0°C geeignet und bei -20°C werden sie sogar völlig unbrauchbar. Um 600 Ladezyklen ist nicht viel, aber trotzdem werden sie in vielen Hybridfahrzeugen eingesetzt.
Die Ovonic Nickel Hydroxide Patents
ECD, a recognized leader in nickel hydroxide technology, holds dominant patents for high-performance nickel hydroxide materials and advanced manufacturing. A selection of our patents issued in the United States is listed below. We also have an extensive portfolio of patents covering nickel hydroxide throughout the world. Our patents also extend to cathode materials not limited to NiMH such as NiCd, NiZn, and Li-ion. ... jede Menge Grundlagenforschung
Cathode material IP
Description & Patent Number
Disordered Ni(OH)2 5,344,728
Gamma Phase Ni(OH)2 5,348,822
Encapsulated Ni(OH)2 5,523,182
Embedded Ni(OH)2 for Power 6,177,213
High Temperature Ni(OH)2 6,228,535
Disordered Multiphase Ni(OH)2 5,569,563
Disordered Multiphase Ni(OH)2 5,637,423
Multiple Composition Ni(OH)2 5,861,225
Beta/Gamma Phase Ni(OH)2 5,905,003
Ni(OH)2 with Modifiers 5,948,564
Improved Conductivity and Activation 6,017,655
Structurally Modified Ni(OH)2 6,086,843
Composite Positive Material and Method 6,348,285
Heterogeneous Ni(OH)2 Material 6,416,903
Method of Making a Ni(OH)2 Material 6,432,580
Method of Making a Ni(OH)2 Material 6,444,363
Improved Conductivity and Activation 6,447,953
Composite Positive Material and Method 6,548,209
Composite Positive Material and Method 6,569,566
+++++
Solarworld Innovationes
Forschungsziele
Zu den aktuellen Schwerpunkten der Forschung und Entwicklung zählen die Weiterentwicklung von Wafern, Zellen und Modulen zur Erhöhung des Wirkungsgrades, zur Steigerung der Materialausbeute und zur Verbesserung der Qualität. Vor dem Hintergrund der EEG-Novelle, die zu einer besseren Vergütung für die Nutzung des Eigenstroms führt, bearbeitet die SolarWorld AG in Kooperation mit verschiedenen Firmen ein weiteres Schlüsselthema der erneuerbaren Energien: die Speichertechnologie. Auch hier hat die SolarWorld AG den Anspruch, die technologische Entwicklung maßgeblich voranzutreiben.
http://www.sw-innovations.de/index.php?id=2313
... bei einer denkbaren Kooperationen zur Speichertechnologie fällt mir hierzu das neue Patent der Bergakademie für Anodenmaterial ein, siehe #957
Ansehen kann man sich alles ...
Die verstorbene Firmeninhaber Stanford R. Ovshinsky von Energy Conversion Devices hat vor 30 Jahren die NiMH Akkus erfunden und die werden bis heute mit 36 Lizenzen weltweit gefertigt mit 30-40% Anteil am Markt. Die NiMH Akkus selbst sind durch den Kapazitätsverlust nicht optimal für Temperaturen unter 0°C geeignet und bei -20°C werden sie sogar völlig unbrauchbar. Um 600 Ladezyklen ist nicht viel, aber trotzdem werden sie in vielen Hybridfahrzeugen eingesetzt.
Die Ovonic Nickel Hydroxide Patents
ECD, a recognized leader in nickel hydroxide technology, holds dominant patents for high-performance nickel hydroxide materials and advanced manufacturing. A selection of our patents issued in the United States is listed below. We also have an extensive portfolio of patents covering nickel hydroxide throughout the world. Our patents also extend to cathode materials not limited to NiMH such as NiCd, NiZn, and Li-ion. ... jede Menge Grundlagenforschung
Cathode material IP
Description & Patent Number
Disordered Ni(OH)2 5,344,728
Gamma Phase Ni(OH)2 5,348,822
Encapsulated Ni(OH)2 5,523,182
Embedded Ni(OH)2 for Power 6,177,213
High Temperature Ni(OH)2 6,228,535
Disordered Multiphase Ni(OH)2 5,569,563
Disordered Multiphase Ni(OH)2 5,637,423
Multiple Composition Ni(OH)2 5,861,225
Beta/Gamma Phase Ni(OH)2 5,905,003
Ni(OH)2 with Modifiers 5,948,564
Improved Conductivity and Activation 6,017,655
Structurally Modified Ni(OH)2 6,086,843
Composite Positive Material and Method 6,348,285
Heterogeneous Ni(OH)2 Material 6,416,903
Method of Making a Ni(OH)2 Material 6,432,580
Method of Making a Ni(OH)2 Material 6,444,363
Improved Conductivity and Activation 6,447,953
Composite Positive Material and Method 6,548,209
Composite Positive Material and Method 6,569,566
+++++
Solarworld Innovationes
Forschungsziele
Zu den aktuellen Schwerpunkten der Forschung und Entwicklung zählen die Weiterentwicklung von Wafern, Zellen und Modulen zur Erhöhung des Wirkungsgrades, zur Steigerung der Materialausbeute und zur Verbesserung der Qualität. Vor dem Hintergrund der EEG-Novelle, die zu einer besseren Vergütung für die Nutzung des Eigenstroms führt, bearbeitet die SolarWorld AG in Kooperation mit verschiedenen Firmen ein weiteres Schlüsselthema der erneuerbaren Energien: die Speichertechnologie. Auch hier hat die SolarWorld AG den Anspruch, die technologische Entwicklung maßgeblich voranzutreiben.
http://www.sw-innovations.de/index.php?id=2313
... bei einer denkbaren Kooperationen zur Speichertechnologie fällt mir hierzu das neue Patent der Bergakademie für Anodenmaterial ein, siehe #957
Antwort auf Beitrag Nr.: 41.837.271 von bossi1 am 24.07.11 22:08:55BMBF fördert Projekt "Hybride Lithiumgewinnung"
1.03.2011
Autor/en: Cornelia Riedel
Das Verbundprojekt „Hybride Lithiumgewinnung“ startet am 01.03.2011 mit einer Förderung vom BMBF. Innerhalb von zwei Jahren sollen hier sächsische Lithium-Ressourcen erschließbar gemacht werden. Beteiligt sind acht Professuren der Bergakademie und sechs regionale Unternehmen. Prof. Martin Bertau, der Leiter des Projekts, erklärt die Details.
Lithium ist eines der wichtigsten Themen der aktuellen Freiberger Forschung. „Wir verstehen uns als Universität der nachhaltigen Stoff- und Energiewirtschaft und arbeiten bei sämtlichen Forschungsthemen eng mit der Praxis, den Unternehmen, zusammen. Dass wir uns einem Rohstoff widmen, der für die Industrie von so entscheidender Bedeutung ist, versteht sich von selbst“, sagt Prof. Bernd Meyer, der Rektor der TU Bergakademie Freiberg. Im Projekt „Hybride Lithiumgewinnung“ werden zwei Technologien erforscht: Die Lithiumgewinnung aus heimischen natürlichen Ressourcen einerseits und aus aufbereitetem Elektronikschrott andererseits sollen zusammengeführt werden. Das Bundesministerium für Bildung und Forschung fördert die Freiberger Lithiumforschung im Förderprogramm „Regionale Wachstumskerne – WK Potenzial“ über einen Zeitraum von zwei Jahren. Die Projektleitung liegt bei Prof. Martin Bertau vom Institut für Technische Chemie.
„Die Metallpreise werden weltweit weiter ansteigen. Doch Deutschland sollte perspektivisch seine eigenen Lithiumressourcen nutzen, wie das im Erzgebirge vorkommende Erz Zinnwaldit, unterirdische Wasservorkommen und auch das Lithium in alten Akkus. Deshalb wollen wir mit unserem Projekt einen regionalen Verbund für die Gewinnung, die Aufbereitung und das Recycling von Lithium aufbauen. Dieser Wachstumskern könnte neben den am Projekt beteiligten lokalen Firmen wie der Nickelhütte Aue, dem Messgerätehersteller MRU GmbH, G.E.O.S. Ingenieurgesellschaft GmbH, dem Wärmeanlagenproduzenten UTF GmbH, der UVR FIA GmbH, einem Spezialisten für Verfahrenstechnik, und der Fluorchemie Dohna GmbH auch Ausgründungen der Bergakademie beinhalten“, sagt Dr. Matthias Fuhrland. Er ist Technologiescout beim Gründernetzwerk SAXEED und koordiniert an der TU Bergakademie Freiberg das Projekt.
Im ersten Arbeitsschritt werden sich die Freiberger Forscher mit den Lithium-Lagerstätten befassen. Prof. Bertau, was genau ist Inhalt des Forschungsprojekts? Was soll konkret herausgefunden werden?
Ziel unserer Forschung ist das Zinnwaldit, ein lithiumhaltiges Mineral, welches im Erzgebirge in nicht geringen Mengen vorkommt. In der Zukunft ist mit einem riesigen Bedarf an Lithium zu rechnen, denn es wird unter anderem für die Batterien von Elektroautos benötigt. Es ist bereits jetzt abzusehen, dass das die bekannten Vorkommen in Südamerika den Weltbedarf mittelfristig nicht abdecken können. Um volkswirtschaftlich vom erwarteten Ansteigen des Lithiumpreises sowie von geopolitischen Abhängigkeiten weniger abhängig zu werden, werden zunehmend auch kleinere Vorkommen wie die Zinnwalditlagerstätte im Erzgebirge interessant. Wir wollen erforschen, wie das heimische Lithiumerz rentabel und wirtschaftlich aus Zinnwaldit gewonnen werden kann. Aber nicht nur Zinnwaldit, ein Primärrohstoff, ist ein wichtiger Lithiumrohstoff, sondern auch Sekundärrohstoffe, wie z.B. ausgediente Lithiumionenakkus aus Mobiltelefonen oder Laptops.
Was ist das Neue an Ihrem Forschungsvorhaben bzw. wie ist der aktuelle Forschungsstand bzw. was ist im Moment in diesem Bereich möglich?
Zinnwaldit wurde bisher nicht im technischen Maßstab für die Lithiumgewinnung genutzt, insbesondere weil das darin enthaltene Fluorid technologische Probleme aufwarf. Bei klassischen Aufschlußverfahren entsteht hochgiftiger und hochkorrosiver Fluorwasserstoff, gleichzeitig verbrauchen diese Verfahren enorme Energiemengen. Unser Ansatz sieht vor, das Lithium über ein neues Verfahren zu gewinnen, welches bei nahezu Umgebungstemperatur arbeitet, und bei dem keine Umweltprobleme durch Fluorwasserstoff entstehen. Die Vorarbeiten hierzu belegen, dass das Konzept funktioniert. Ein weiterer Clou dieser Herangehensweise ist, daß so auch Sekundärrohstoffe, wie eben ausgediente Akkus, in die Lithiumgewinnung eingebunden werden können. Dabei streben wir an, die getrennt zu fahrenden Aufbereitungs- und Aufschlusswege für Primär- und Sekundärrohstoffe möglichst kurz zu halten und bereits zu einem sehr frühen Zeitpunkt eine gemeinsame Weiterverarbeitung, die naßchemische Prozessierung, zu erreichen. Der Vorteil ist hier, daß dann alle Wertmetalle in Wasser gelöst vorliegen. Die Herausforderung allerdings liegt darin, diese komplexen polymetallischen Lösungen zu trennen und Lithium sowie die Begleitmetalle in hoher Reinheit zu gewinnen. Dies verlangt eine profunde chemische Expertise, aber genau die ist ja an unserer Ressourcenuniversität gegeben, so wie auch die notwendige Kompetenz in den Bereichen Lagerstättenkunde, Aufbereitung oder Metallurgie. Gewonnen werden auf diese Weise Metalle wie Lithium, Cobalt, Nickel, Zinn, Zink, Wolfram, aber auch Begleitstoffe wie Fluoride oder Reinstquarz. So ist die Nachfrage nach reinen Fluoriden derzeit größer als das Angebot, und Reinstquarz kann zur Siliciumherstellung in der heimischen Photovoltaikindustrie eingesetzt werden. Verarbeitet man auch noch den im Erzgestein, dem sogenannten ‚Greisen‘, vorhandenen Topas als Hartstoff für die Baustoffindustrie bzw. im Straßenbau, wird der gesamte Rohstoff rückstandsfrei verwertet. Dieser Ansatz ist weltweit einmalig und wurde von der TU Bergakademie zum Patent angemeldet.
Über wie viele Jahre soll das Projekt laufen, wie groß ist die Fördersumme, wie viele Stellen sind mit dem Projekt verbunden?
Das Projekt geht zunächst über zwei Jahre, wir streben aber bereits jetzt ein Folgeprojekt an, um das Verfahren schnellstmöglich zur Anwendungsreife zu bringen. Auf Seiten der Bergakademie werden 20 wissenschaftliche Mitarbeiter eingebunden sein. Gleichzeitig bieten wir den Studenten zahlreiche Möglichkeiten, als Hilfswissenschaftler an dem Einzelprojekten mitzuarbeiten. So bieten wir den Studenten ein attraktives Studium mit Bezug zu hochaktuellen Themen an, wir binden sie bereits sehr früh in die Arbeiten an der Forschungsfront zu Zukunftsthemen ein und erreichen so, daß unsere Absolventen eine exzellente Qualifikation besitzen. Durch den interdisziplinären Charakter des Projektes arbeiten die Studenten mit Kommilitonen aus anderen Fakultäten zusammen, was nur von Vorteil ist.
Wenn Sie das angestrebte Forschungsziel erreichen, was genau würde das für die Zinnwaldit-Vorkommen im Erzgebirge bedeuten? Ist dann Zinnwaldit-Bergbau wieder denkbar, da der Abbau wieder wirtschaftlich wäre?
Das wäre ideal, aber jetzt machen wir uns erst einmal an die Arbeit.

Foto: Prof. Martin Bertau,
Direktor des Instituts für Technische Chemie der TU Bergakademie Freiberg, vor einer Technikumsanlage des Instituts, mit der Lithium aus Stoff-Gemischen, die mehrere Metalle enthalten, gewonnen werden kann. Er zeigt Zinnwaldit, ein Lithiumerz, das im Erzgebirge vorkommt. Die effiziente Gewinnung des zukunftsträchtigen Rohstoffs aus dem heimischen Gestein wird an den Instituten der TU Bergakademie Freiberg zusammen mit Strategien zur Lithiumrückgewinnung aus ausgedienten Akkus erforscht.
P.S.: Prof. Martin Bertau wird auch im Patent unten der Sunicon zur Siliziumrückgewinnung aus dem Slurry erwähnt. Möglicherweise eine ähnliche Technik wie jetzt beim Lithium ...
++++
Patent application title:
PROCESS FOR WINNING PURE SILICON
Inventors: Armin MÜller (Freiberg, DE) Armin MÜller (Freiberg, DE) Armin MÜller (Freiberg, DE) Christian Kusterer (Freiberg, DE) Silvio Stute (Freital, DE) Martin Bertau (Freiberg, DE) Ute Singliar (Grossschirma, DE) Robert Schulze (Kriftel, DE) Edwin Kroke (Freiberg, DE) Hans-Joachim Möller (Freiberg, DE) Hans-Joachim Möller (Freiberg, DE) Hans-Joachim Möller (Freiberg, DE)
IPC8 Class: AC01B3302FI
USPC Class: 423348
Class name: Elemental silicon
Publication date: 10/07/2010
Patent application number: 20100254878
1.03.2011
Autor/en: Cornelia Riedel
Das Verbundprojekt „Hybride Lithiumgewinnung“ startet am 01.03.2011 mit einer Förderung vom BMBF. Innerhalb von zwei Jahren sollen hier sächsische Lithium-Ressourcen erschließbar gemacht werden. Beteiligt sind acht Professuren der Bergakademie und sechs regionale Unternehmen. Prof. Martin Bertau, der Leiter des Projekts, erklärt die Details.
Lithium ist eines der wichtigsten Themen der aktuellen Freiberger Forschung. „Wir verstehen uns als Universität der nachhaltigen Stoff- und Energiewirtschaft und arbeiten bei sämtlichen Forschungsthemen eng mit der Praxis, den Unternehmen, zusammen. Dass wir uns einem Rohstoff widmen, der für die Industrie von so entscheidender Bedeutung ist, versteht sich von selbst“, sagt Prof. Bernd Meyer, der Rektor der TU Bergakademie Freiberg. Im Projekt „Hybride Lithiumgewinnung“ werden zwei Technologien erforscht: Die Lithiumgewinnung aus heimischen natürlichen Ressourcen einerseits und aus aufbereitetem Elektronikschrott andererseits sollen zusammengeführt werden. Das Bundesministerium für Bildung und Forschung fördert die Freiberger Lithiumforschung im Förderprogramm „Regionale Wachstumskerne – WK Potenzial“ über einen Zeitraum von zwei Jahren. Die Projektleitung liegt bei Prof. Martin Bertau vom Institut für Technische Chemie.
„Die Metallpreise werden weltweit weiter ansteigen. Doch Deutschland sollte perspektivisch seine eigenen Lithiumressourcen nutzen, wie das im Erzgebirge vorkommende Erz Zinnwaldit, unterirdische Wasservorkommen und auch das Lithium in alten Akkus. Deshalb wollen wir mit unserem Projekt einen regionalen Verbund für die Gewinnung, die Aufbereitung und das Recycling von Lithium aufbauen. Dieser Wachstumskern könnte neben den am Projekt beteiligten lokalen Firmen wie der Nickelhütte Aue, dem Messgerätehersteller MRU GmbH, G.E.O.S. Ingenieurgesellschaft GmbH, dem Wärmeanlagenproduzenten UTF GmbH, der UVR FIA GmbH, einem Spezialisten für Verfahrenstechnik, und der Fluorchemie Dohna GmbH auch Ausgründungen der Bergakademie beinhalten“, sagt Dr. Matthias Fuhrland. Er ist Technologiescout beim Gründernetzwerk SAXEED und koordiniert an der TU Bergakademie Freiberg das Projekt.
Im ersten Arbeitsschritt werden sich die Freiberger Forscher mit den Lithium-Lagerstätten befassen. Prof. Bertau, was genau ist Inhalt des Forschungsprojekts? Was soll konkret herausgefunden werden?
Ziel unserer Forschung ist das Zinnwaldit, ein lithiumhaltiges Mineral, welches im Erzgebirge in nicht geringen Mengen vorkommt. In der Zukunft ist mit einem riesigen Bedarf an Lithium zu rechnen, denn es wird unter anderem für die Batterien von Elektroautos benötigt. Es ist bereits jetzt abzusehen, dass das die bekannten Vorkommen in Südamerika den Weltbedarf mittelfristig nicht abdecken können. Um volkswirtschaftlich vom erwarteten Ansteigen des Lithiumpreises sowie von geopolitischen Abhängigkeiten weniger abhängig zu werden, werden zunehmend auch kleinere Vorkommen wie die Zinnwalditlagerstätte im Erzgebirge interessant. Wir wollen erforschen, wie das heimische Lithiumerz rentabel und wirtschaftlich aus Zinnwaldit gewonnen werden kann. Aber nicht nur Zinnwaldit, ein Primärrohstoff, ist ein wichtiger Lithiumrohstoff, sondern auch Sekundärrohstoffe, wie z.B. ausgediente Lithiumionenakkus aus Mobiltelefonen oder Laptops.
Was ist das Neue an Ihrem Forschungsvorhaben bzw. wie ist der aktuelle Forschungsstand bzw. was ist im Moment in diesem Bereich möglich?
Zinnwaldit wurde bisher nicht im technischen Maßstab für die Lithiumgewinnung genutzt, insbesondere weil das darin enthaltene Fluorid technologische Probleme aufwarf. Bei klassischen Aufschlußverfahren entsteht hochgiftiger und hochkorrosiver Fluorwasserstoff, gleichzeitig verbrauchen diese Verfahren enorme Energiemengen. Unser Ansatz sieht vor, das Lithium über ein neues Verfahren zu gewinnen, welches bei nahezu Umgebungstemperatur arbeitet, und bei dem keine Umweltprobleme durch Fluorwasserstoff entstehen. Die Vorarbeiten hierzu belegen, dass das Konzept funktioniert. Ein weiterer Clou dieser Herangehensweise ist, daß so auch Sekundärrohstoffe, wie eben ausgediente Akkus, in die Lithiumgewinnung eingebunden werden können. Dabei streben wir an, die getrennt zu fahrenden Aufbereitungs- und Aufschlusswege für Primär- und Sekundärrohstoffe möglichst kurz zu halten und bereits zu einem sehr frühen Zeitpunkt eine gemeinsame Weiterverarbeitung, die naßchemische Prozessierung, zu erreichen. Der Vorteil ist hier, daß dann alle Wertmetalle in Wasser gelöst vorliegen. Die Herausforderung allerdings liegt darin, diese komplexen polymetallischen Lösungen zu trennen und Lithium sowie die Begleitmetalle in hoher Reinheit zu gewinnen. Dies verlangt eine profunde chemische Expertise, aber genau die ist ja an unserer Ressourcenuniversität gegeben, so wie auch die notwendige Kompetenz in den Bereichen Lagerstättenkunde, Aufbereitung oder Metallurgie. Gewonnen werden auf diese Weise Metalle wie Lithium, Cobalt, Nickel, Zinn, Zink, Wolfram, aber auch Begleitstoffe wie Fluoride oder Reinstquarz. So ist die Nachfrage nach reinen Fluoriden derzeit größer als das Angebot, und Reinstquarz kann zur Siliciumherstellung in der heimischen Photovoltaikindustrie eingesetzt werden. Verarbeitet man auch noch den im Erzgestein, dem sogenannten ‚Greisen‘, vorhandenen Topas als Hartstoff für die Baustoffindustrie bzw. im Straßenbau, wird der gesamte Rohstoff rückstandsfrei verwertet. Dieser Ansatz ist weltweit einmalig und wurde von der TU Bergakademie zum Patent angemeldet.
Über wie viele Jahre soll das Projekt laufen, wie groß ist die Fördersumme, wie viele Stellen sind mit dem Projekt verbunden?
Das Projekt geht zunächst über zwei Jahre, wir streben aber bereits jetzt ein Folgeprojekt an, um das Verfahren schnellstmöglich zur Anwendungsreife zu bringen. Auf Seiten der Bergakademie werden 20 wissenschaftliche Mitarbeiter eingebunden sein. Gleichzeitig bieten wir den Studenten zahlreiche Möglichkeiten, als Hilfswissenschaftler an dem Einzelprojekten mitzuarbeiten. So bieten wir den Studenten ein attraktives Studium mit Bezug zu hochaktuellen Themen an, wir binden sie bereits sehr früh in die Arbeiten an der Forschungsfront zu Zukunftsthemen ein und erreichen so, daß unsere Absolventen eine exzellente Qualifikation besitzen. Durch den interdisziplinären Charakter des Projektes arbeiten die Studenten mit Kommilitonen aus anderen Fakultäten zusammen, was nur von Vorteil ist.
Wenn Sie das angestrebte Forschungsziel erreichen, was genau würde das für die Zinnwaldit-Vorkommen im Erzgebirge bedeuten? Ist dann Zinnwaldit-Bergbau wieder denkbar, da der Abbau wieder wirtschaftlich wäre?
Das wäre ideal, aber jetzt machen wir uns erst einmal an die Arbeit.
Foto: Prof. Martin Bertau,
Direktor des Instituts für Technische Chemie der TU Bergakademie Freiberg, vor einer Technikumsanlage des Instituts, mit der Lithium aus Stoff-Gemischen, die mehrere Metalle enthalten, gewonnen werden kann. Er zeigt Zinnwaldit, ein Lithiumerz, das im Erzgebirge vorkommt. Die effiziente Gewinnung des zukunftsträchtigen Rohstoffs aus dem heimischen Gestein wird an den Instituten der TU Bergakademie Freiberg zusammen mit Strategien zur Lithiumrückgewinnung aus ausgedienten Akkus erforscht.
P.S.: Prof. Martin Bertau wird auch im Patent unten der Sunicon zur Siliziumrückgewinnung aus dem Slurry erwähnt. Möglicherweise eine ähnliche Technik wie jetzt beim Lithium ...
++++
Patent application title:
PROCESS FOR WINNING PURE SILICON
Inventors: Armin MÜller (Freiberg, DE) Armin MÜller (Freiberg, DE) Armin MÜller (Freiberg, DE) Christian Kusterer (Freiberg, DE) Silvio Stute (Freital, DE) Martin Bertau (Freiberg, DE) Ute Singliar (Grossschirma, DE) Robert Schulze (Kriftel, DE) Edwin Kroke (Freiberg, DE) Hans-Joachim Möller (Freiberg, DE) Hans-Joachim Möller (Freiberg, DE) Hans-Joachim Möller (Freiberg, DE)
IPC8 Class: AC01B3302FI
USPC Class: 423348
Class name: Elemental silicon
Publication date: 10/07/2010
Patent application number: 20100254878
Antwort auf Beitrag Nr.: 41.849.241 von bossi1 am 26.07.11 23:40:31Prof. Martin Bertau hält 20 Patente, wobei auch unten im Patent aus 2011 mit elektrischen Wechsel- oder Druckfeldern Verunreinigungen entfernt werden, wie das auch beim Recycling von Silizium aus dem Slurry im Sunicon Patent vorgesehen ist, bei dem auch Martin Bertau aufgeführt wird ...
DE102009045982A1
Titel Verfahren zum Entfernen organischer Rückstände aus kerogenhaltigem Silikat-Carbonat-Material
Anmelder Technische Universität Bergakademie Freiberg, 09599 Freiberg, DE
Erfinder Bertau, Martin, Prof. Dr., 09599 Freiberg, DE;
Meyer, Dirk C., Prof., 01326 Dresden, DE
Veröffentlichungstag im Patentblatt 28.04.2011
Zusammenfassung
Die Erfindung betrifft ein Verfahren zum Entfernen organischer Rückstände aus kerogenhaltigem Silikat-Carbonat-Material, insbesondere Alginit durch Einsatz von elektrischen oder magnetischen Wechselfeldern oder Druckwechselfeldern. Die Erfindung gestattet es, die im Zuge des Filtrationsprozesses an das Filterhilfsmittel Alginit gebundenen organischen Stoffe durch Einwirkung elektrischer Felder zu entfernen ...
DE102009045982A1
Titel Verfahren zum Entfernen organischer Rückstände aus kerogenhaltigem Silikat-Carbonat-Material
Anmelder Technische Universität Bergakademie Freiberg, 09599 Freiberg, DE
Erfinder Bertau, Martin, Prof. Dr., 09599 Freiberg, DE;
Meyer, Dirk C., Prof., 01326 Dresden, DE
Veröffentlichungstag im Patentblatt 28.04.2011
Zusammenfassung
Die Erfindung betrifft ein Verfahren zum Entfernen organischer Rückstände aus kerogenhaltigem Silikat-Carbonat-Material, insbesondere Alginit durch Einsatz von elektrischen oder magnetischen Wechselfeldern oder Druckwechselfeldern. Die Erfindung gestattet es, die im Zuge des Filtrationsprozesses an das Filterhilfsmittel Alginit gebundenen organischen Stoffe durch Einwirkung elektrischer Felder zu entfernen ...
Lithium-Initiative Freiberg
Bundesanstalt für Geologie und Rohstoffe, Hannover (BGR)
Solarworld AG
G.E.O.S.
UTF Gmbh
UVR-FIA
Fluorchemie Dohna GmbH
Nickelhütte Aue
MRU Freiberg
Mitwirkende der Lithium-Initiative Freiberg
Name Fachgebiete
Prof. Wolfgang Voigt Anorganische Chemie / Chemie der Salze
Prof. Martin Bertau chem. Technologie
Prof. Matthias Otto Analytische Chemie
Prof. Hermann Heilmeier Biologie / Ökologie
Prof. Jens Gutzmer Mineralogie / Lagerstätten
PD Dr. Thomas Seifert Lagerstättenkunde
Prof. Broder Merkel Hydrogeologie
Prof. Gerhard Heide Mineralogie
Prof. Jörg Matschullat Geochemie und Geoökologie
Prof. Georg Härtel Umwelt- und thermische Verfahrenstechnik
Dr. Reinhard Seyfarth Umwelt- und thermische Verfahrenstechnik
Prof. Ulrich Groß therm. VT / Stoffaustausch / Wärmeübertragung
Prof. Dimosthenis Trimis wärmetechn. Anlagen
Prof. Andreas Rehkopf Automatisierungstechnik
Prof. Urs Peuker Aufbereitungstechnik
Prof. Michael Stelter NE-Metallurgie, Recycling
Prof. Bruno Schönfelder Volkswirtschaft
Prof. Jan C. Bongaerts IMRE, Umwelt- und Ressourcenmanagement
Prof. Bernd Meyer Rektor d. TU BA Freiberg
Dr. Volker Steinbach Bundesanstalt f. Geowissenschaften und Rohstoffe
Prof. Wolfgang Schilka Geokompetenz-Zentrum Freiberg
MR Christoph Zimmer-Conrad SMWA
Bundesanstalt für Geologie und Rohstoffe, Hannover (BGR)
Solarworld AG
G.E.O.S.
UTF Gmbh
UVR-FIA
Fluorchemie Dohna GmbH
Nickelhütte Aue
MRU Freiberg
Mitwirkende der Lithium-Initiative Freiberg
Name Fachgebiete
Prof. Wolfgang Voigt Anorganische Chemie / Chemie der Salze
Prof. Martin Bertau chem. Technologie
Prof. Matthias Otto Analytische Chemie
Prof. Hermann Heilmeier Biologie / Ökologie
Prof. Jens Gutzmer Mineralogie / Lagerstätten
PD Dr. Thomas Seifert Lagerstättenkunde
Prof. Broder Merkel Hydrogeologie
Prof. Gerhard Heide Mineralogie
Prof. Jörg Matschullat Geochemie und Geoökologie
Prof. Georg Härtel Umwelt- und thermische Verfahrenstechnik
Dr. Reinhard Seyfarth Umwelt- und thermische Verfahrenstechnik
Prof. Ulrich Groß therm. VT / Stoffaustausch / Wärmeübertragung
Prof. Dimosthenis Trimis wärmetechn. Anlagen
Prof. Andreas Rehkopf Automatisierungstechnik
Prof. Urs Peuker Aufbereitungstechnik
Prof. Michael Stelter NE-Metallurgie, Recycling
Prof. Bruno Schönfelder Volkswirtschaft
Prof. Jan C. Bongaerts IMRE, Umwelt- und Ressourcenmanagement
Prof. Bernd Meyer Rektor d. TU BA Freiberg
Dr. Volker Steinbach Bundesanstalt f. Geowissenschaften und Rohstoffe
Prof. Wolfgang Schilka Geokompetenz-Zentrum Freiberg
MR Christoph Zimmer-Conrad SMWA
Antwort auf Beitrag Nr.: 41.863.827 von bossi1 am 29.07.11 11:09:19„Hybride Lithiumgewinnung“
Teilvorhaben der TU Bergakademie Freiberg
Wissenschaftliche und/oder technische Arbeitsziele des Vorhabens
Aktuell wird Lithium vorwiegend aus Salzlagerstätten und Solen in Südamerika
gewonnen. Der Gewinnung aus lithiumhaltigen Erzen, Sekundärrohstoffen (z.B.
verbrauchten Li-Akkus) und lithiumhaltigen Lösungen (Tiefenwässer, etc.) kommt
bislang eine untergeordnete Rolle zu. Eine Gewinnung von Lithium in Form von
Lithiumcarbonat aus den o. g. Produkten wird künftig aus wirtschaftlichen und
geopolitischen Gründen aber dringend erforderlich sein. Dabei sind insbesondere
solche Gewinnungsverfahren erfolgversprechend, die in der Lage sind alle o. g.
Rohstoffe in einem ganzheitlichen Prozess zu vereinen.
Von besonderem Interesse als einheimischer Rohstoff ist der im Erzgebirge
vorkommende Zinnwaldit, K(Fe0.6Li0.3)(Al0.9Fe0.1)(Li0.2Fe0.6)[AlSi3O10](OH1.1F0.9),
mit einem Lithiumoxidgehalt von 1-3 %. Für dieses Lithiumerz ist im Rahmen des
Projektes eine energiesparende und umweltfreundliche Aufarbeitungstechnologie zu
entwickeln. Der Fluoridgehalt stand einer wirtschaftlichen Nutzung des Glimmers
bislang entgegen, insbesondere weil der Aufschluss des Minerals wegen der Gefahr
einer Freisetzung von Fluorwasserstoff nicht trivial ist.
An der TU BAF wurde auf der Grundlage vorliegender Erfahrungen über die Art der
Lithiumrohstoffe, mögliche Verarbeitungsvarianten und neueste Studien zu
alternativen Löse- und Laugungsprozessen ein Konzept entwickelt, das die jeweils
spezifischen Rohstoffeigenschaften synergetisch im Gesamtprozess nutzt und somit
die einheimischen Lithiumrohstoffe wirtschaftlich nutzbar macht.
Die geplante Erfassung und Charakterisierung der bekannten Vorkommen an
Zinnwaldit und Lithium-haltigen Tiefenwässern ist der erste Schritt zu deren
Erschließung und Basis für die Verfahrensentwicklungen.
Gleiches gilt analog für die Sekundärrohstoffe. Es sollen eine technische und
betriebswirtschaftlich untersetzte Lösung für ein effizientes Logistiksystem sowie ein
funktionierendes Anreizsystem für die Erhöhung der Rücknahmequote gefunden und
in Praxis getestet werden.
Die Entwicklung der mechanischen, metallurgischen und chemischen Verfahren soll
die inhaltliche Basis der Technologieplattform bilden.
Innovative Lösungsansätze
Der innovative Gesamtansatz besteht darin, die drei verschiedenen
Ausgangsmaterialien Zinnwaldit, Lithium-Akkus und lithiumhaltige Solen
(Tiefenwässer) in einem gemeinsamen Prozess zu Lithiumcarbonat zu verarbeiten,
wobei die Menge der jeweiligen Anteile variabel ist und so je nach Verfügbarkeit und
Wirtschaftlichkeit gestaffelt werden kann. Der Vorteil dieses Gesamtansatzes ist die
Wirtschaftlichkeit im Vergleich zur getrennten Verarbeitung der drei
Ausgangsmaterialien und die Möglichkeit, auch Kleinmengen eines
Ausgangsmaterials zu verwerten, dies aber mit einer konstanten Produktqualität. Die
Verwertung von Nebenprodukten ist Bestandteil der Prozesskette und trägt erheblich
zu deren Wirtschaftlichkeit bei.
Ein innovativer Einzel-Verfahrensansatz ist die geometallurgisch definierte
mechanische Aufbereitung des Erzes. Hierbei werden die Parameter der
mechanischen Aufbereitung anhand der Ergebnisse der prozessbegleitenden
geometallurgischen Analysen gesteuert und mit den Erfordernissen der
chemischen Laugungsprozesse abgeglichen. Dies betrifft insbesondere die
Körnung und Vergesellschaftung der im Erz enthaltenen Elemente.
Ziel der Untersuchungen ist es, die für die verschiedenen Verarbeitungsstufen
optimalen Prozessparameter zu ermitteln.
http://www.lithium.tu-freiberg.de/Projekte/Teilvorhabensbesc…
Teilvorhaben der TU Bergakademie Freiberg
Wissenschaftliche und/oder technische Arbeitsziele des Vorhabens
Aktuell wird Lithium vorwiegend aus Salzlagerstätten und Solen in Südamerika
gewonnen. Der Gewinnung aus lithiumhaltigen Erzen, Sekundärrohstoffen (z.B.
verbrauchten Li-Akkus) und lithiumhaltigen Lösungen (Tiefenwässer, etc.) kommt
bislang eine untergeordnete Rolle zu. Eine Gewinnung von Lithium in Form von
Lithiumcarbonat aus den o. g. Produkten wird künftig aus wirtschaftlichen und
geopolitischen Gründen aber dringend erforderlich sein. Dabei sind insbesondere
solche Gewinnungsverfahren erfolgversprechend, die in der Lage sind alle o. g.
Rohstoffe in einem ganzheitlichen Prozess zu vereinen.
Von besonderem Interesse als einheimischer Rohstoff ist der im Erzgebirge
vorkommende Zinnwaldit, K(Fe0.6Li0.3)(Al0.9Fe0.1)(Li0.2Fe0.6)[AlSi3O10](OH1.1F0.9),
mit einem Lithiumoxidgehalt von 1-3 %. Für dieses Lithiumerz ist im Rahmen des
Projektes eine energiesparende und umweltfreundliche Aufarbeitungstechnologie zu
entwickeln. Der Fluoridgehalt stand einer wirtschaftlichen Nutzung des Glimmers
bislang entgegen, insbesondere weil der Aufschluss des Minerals wegen der Gefahr
einer Freisetzung von Fluorwasserstoff nicht trivial ist.
An der TU BAF wurde auf der Grundlage vorliegender Erfahrungen über die Art der
Lithiumrohstoffe, mögliche Verarbeitungsvarianten und neueste Studien zu
alternativen Löse- und Laugungsprozessen ein Konzept entwickelt, das die jeweils
spezifischen Rohstoffeigenschaften synergetisch im Gesamtprozess nutzt und somit
die einheimischen Lithiumrohstoffe wirtschaftlich nutzbar macht.
Die geplante Erfassung und Charakterisierung der bekannten Vorkommen an
Zinnwaldit und Lithium-haltigen Tiefenwässern ist der erste Schritt zu deren
Erschließung und Basis für die Verfahrensentwicklungen.
Gleiches gilt analog für die Sekundärrohstoffe. Es sollen eine technische und
betriebswirtschaftlich untersetzte Lösung für ein effizientes Logistiksystem sowie ein
funktionierendes Anreizsystem für die Erhöhung der Rücknahmequote gefunden und
in Praxis getestet werden.
Die Entwicklung der mechanischen, metallurgischen und chemischen Verfahren soll
die inhaltliche Basis der Technologieplattform bilden.
Innovative Lösungsansätze
Der innovative Gesamtansatz besteht darin, die drei verschiedenen
Ausgangsmaterialien Zinnwaldit, Lithium-Akkus und lithiumhaltige Solen
(Tiefenwässer) in einem gemeinsamen Prozess zu Lithiumcarbonat zu verarbeiten,
wobei die Menge der jeweiligen Anteile variabel ist und so je nach Verfügbarkeit und
Wirtschaftlichkeit gestaffelt werden kann. Der Vorteil dieses Gesamtansatzes ist die
Wirtschaftlichkeit im Vergleich zur getrennten Verarbeitung der drei
Ausgangsmaterialien und die Möglichkeit, auch Kleinmengen eines
Ausgangsmaterials zu verwerten, dies aber mit einer konstanten Produktqualität. Die
Verwertung von Nebenprodukten ist Bestandteil der Prozesskette und trägt erheblich
zu deren Wirtschaftlichkeit bei.
Ein innovativer Einzel-Verfahrensansatz ist die geometallurgisch definierte
mechanische Aufbereitung des Erzes. Hierbei werden die Parameter der
mechanischen Aufbereitung anhand der Ergebnisse der prozessbegleitenden
geometallurgischen Analysen gesteuert und mit den Erfordernissen der
chemischen Laugungsprozesse abgeglichen. Dies betrifft insbesondere die
Körnung und Vergesellschaftung der im Erz enthaltenen Elemente.
Ziel der Untersuchungen ist es, die für die verschiedenen Verarbeitungsstufen
optimalen Prozessparameter zu ermitteln.
http://www.lithium.tu-freiberg.de/Projekte/Teilvorhabensbesc…
Antwort auf Beitrag Nr.: 41.849.241 von bossi1 am 26.07.11 23:40:31
Prof. Martin Bertau,
Direktor des Instituts für Technische Chemie der TU Bergakademie Freiberg ...
Gewinnung strategischer Metalle aus komplexen polymetallischen Gemischen
Innovationsforum „Life Cycle und Recycling seltener Metalle mit strategischer Bedeutung
Martin Bertau
1. März 2011
Zinnwaldit Potential von Sekundärrohstoffen ...
mehr dazu in der pdf der Loserchemie ...
http://www.loserchemie.de/pdf/Vortrag%20Bertau.pdf
Prof. Martin Bertau,
Direktor des Instituts für Technische Chemie der TU Bergakademie Freiberg ...
Gewinnung strategischer Metalle aus komplexen polymetallischen Gemischen
Innovationsforum „Life Cycle und Recycling seltener Metalle mit strategischer Bedeutung
Martin Bertau
1. März 2011
Zinnwaldit Potential von Sekundärrohstoffen ...
mehr dazu in der pdf der Loserchemie ...
http://www.loserchemie.de/pdf/Vortrag%20Bertau.pdf
Auch ein sehr interessantes Patent von Martin Bertau ...
DE102007049363B4 25.03.2010
Verfahren zur Herstellung von Silicium mittels Silanthermolyse
Anmelder
Technische Universität Bergakademie Freiberg, 09599 Freiberg, DE
Erfinder
Bertau, Martin, Dr., 09627 Bobritzsch, DE;
Pätzold, Carsten, Dr., 02994 Wiednitz, DE;
Singliar, Ute, Dr., 09603 Großschirma, DE
DE-Anmeldedatum 09.10.2007
Veröffentlichungstag im Patentblatt 25.03.2010
Auszug ...
Zum Verfahren eignet sich Synthese fremdatomarmer Siliciumschichten sowie zum Aufbringen von Siliciumschichten auf geeignete Trägermaterialien zur Herstellung neuartiger Photovoltaikmodule.
In einer bevorzugten Ausführungsform des erfindungsgemäßen Verfahrens werden Siliciumschichten auf geeignete Trägermaterialien wie Dachziegel, Bausteine, Ziegel, Klinker oder Kacheln aufgebracht. Vorzugsweise wird das Trägermaterial zuvor mit Kupfer bedampft. Auf diese Weise lässt sich eine homogene, elektrisch leitende Haftstruktur für das Silicium erzeugen.
und ...
Mit diesem Verfahren sind vorteilhaft neuartige Photovoltaikmodule herstellbar, die z. B. eine solarelektrische dezentrale Energieversorgung von Gebäuden ermöglichen, ohne die Funktionen der zugrundliegenden Materialien bzw. Bauelemente aufgeben zu müssen. Das erfindungsgemäße Verfahren eignet sich so beispielsweise zur Herstellung von photovoltaisch aktiven Dachziegeln, Bausteinen, Ziegeln, Klinker oder Kacheln, die ihre ursprüngliche Schutzfunktion, z. B. gegen Regen, und die Möglichkeit zur Stromproduktion vereinen.
http://www.patent-de.com/20100325/DE102007049363B4.html
P.S.: Martin Bertau ist übrigens erst seit 2006 an der Bergakademie und hat sich in den ersten Jahren mit Silizium beschäftigt ...
DE102007049363B4 25.03.2010
Verfahren zur Herstellung von Silicium mittels Silanthermolyse
Anmelder
Technische Universität Bergakademie Freiberg, 09599 Freiberg, DE
Erfinder
Bertau, Martin, Dr., 09627 Bobritzsch, DE;
Pätzold, Carsten, Dr., 02994 Wiednitz, DE;
Singliar, Ute, Dr., 09603 Großschirma, DE
DE-Anmeldedatum 09.10.2007
Veröffentlichungstag im Patentblatt 25.03.2010
Auszug ...
Zum Verfahren eignet sich Synthese fremdatomarmer Siliciumschichten sowie zum Aufbringen von Siliciumschichten auf geeignete Trägermaterialien zur Herstellung neuartiger Photovoltaikmodule.
In einer bevorzugten Ausführungsform des erfindungsgemäßen Verfahrens werden Siliciumschichten auf geeignete Trägermaterialien wie Dachziegel, Bausteine, Ziegel, Klinker oder Kacheln aufgebracht. Vorzugsweise wird das Trägermaterial zuvor mit Kupfer bedampft. Auf diese Weise lässt sich eine homogene, elektrisch leitende Haftstruktur für das Silicium erzeugen.
und ...
Mit diesem Verfahren sind vorteilhaft neuartige Photovoltaikmodule herstellbar, die z. B. eine solarelektrische dezentrale Energieversorgung von Gebäuden ermöglichen, ohne die Funktionen der zugrundliegenden Materialien bzw. Bauelemente aufgeben zu müssen. Das erfindungsgemäße Verfahren eignet sich so beispielsweise zur Herstellung von photovoltaisch aktiven Dachziegeln, Bausteinen, Ziegeln, Klinker oder Kacheln, die ihre ursprüngliche Schutzfunktion, z. B. gegen Regen, und die Möglichkeit zur Stromproduktion vereinen.
http://www.patent-de.com/20100325/DE102007049363B4.html
P.S.: Martin Bertau ist übrigens erst seit 2006 an der Bergakademie und hat sich in den ersten Jahren mit Silizium beschäftigt ...
Antwort auf Beitrag Nr.: 41.869.862 von bossi1 am 31.07.11 10:59:41#971
Patent application title:
PROCESS FOR WINNING PURE SILICON
Das Patent zum Recycling vom Silizium aus dem Slurry (Sunicon) ...
Inventors: Armin MÜller (Freiberg, DE) Armin MÜller (Freiberg, DE) Armin MÜller (Freiberg, DE) Christian Kusterer (Freiberg, DE) Silvio Stute (Freital, DE) Martin Bertau (Freiberg, DE) Ute Singliar (Grossschirma, DE) Robert Schulze (Kriftel, DE) Edwin Kroke (Freiberg, DE) Hans-Joachim Möller (Freiberg, DE)
Patent application title:
PROCESS FOR WINNING PURE SILICON
Das Patent zum Recycling vom Silizium aus dem Slurry (Sunicon) ...
Inventors: Armin MÜller (Freiberg, DE) Armin MÜller (Freiberg, DE) Armin MÜller (Freiberg, DE) Christian Kusterer (Freiberg, DE) Silvio Stute (Freital, DE) Martin Bertau (Freiberg, DE) Ute Singliar (Grossschirma, DE) Robert Schulze (Kriftel, DE) Edwin Kroke (Freiberg, DE) Hans-Joachim Möller (Freiberg, DE)
Antwort auf Beitrag Nr.: 41.869.881 von bossi1 am 31.07.11 11:07:09Und noch ein deutlich verbessertes JSSI Patent ...
EP1855993 05.01.2011
REAKTOR UND VERFAHREN ZUR HERSTELLUNG VON SILIZIUM
Anmelder
JSSi GmbH, 09599 Freiberg, DE
Erfinder
BERTHOLD, Rico, 01187 Dresden, DE;
BEYER, Christian, 09599 Freiberg, DE;
MÜLLER, Armin, 09599 Freiberg, DE;
PÄTZOLD, Carsten, 02994 Wiednitz, DE;
SILL, Torsten, 09599 Freiberg, DE;
SINGLIAR, Ute, 09603 Grossschirma/OT Obergruna, DE;
SONNENSCHEIN, Raymund, 60594 Frankfurt, DE;
ZIEGENBALG, Gerald, 09599 Freiberg, DE
Veröffentlichungstag im Patentblatt 05.01.2011
Auszug dazu ...
Der Erfindung liegt die Aufgabe zugrunde, einen Reaktor zur Zersetzung eines Silizium enthaltenden Gases derart weiterzubilden, dass dieser wirkungsvoll und einfach vor Beschädigungen durch abgelagertes Silizium geschützt wird und gleichzeitig hochreines Silizium zur Weiterverarbeitung in der Photovoltaik energie- und kostensparend herstellbar ist.
und ...
Der Kern der Erfindung besteht darin, dass mindestens ein gasdurchlässiges Katalysator-Element vorgesehen ist, das innerhalb der Reaktions-Kammer zwischen der mindestens einen Gas-Zuführ-Leitung und der Innen-Wand des Reaktor-Behälters angeordnet ist. Bedingt durch die katalytische Wirkung des Katalysator-Elements wird das thermische Zersetzen des Gases und das Abscheiden von pulverförmigem Silizium aus der Gas-phase beschleunigt und die Konzentration des Silizium enthaltenden Gases unmittelbar an der Innen-Wand des Reaktor-Behälters reduziert. Dies führt zu einer Reduzierung der Abscheidung von Silizium an der Innen-Wand des Reaktor-Behälters und infolge dessen zu einer deutlichen Erhöhung der Betriebszeit des Reaktors, da eine erforderliche Unterbrechung des kontinuierlichen Reaktorbetriebes zur Reinigung des Reaktor-Behälters nur noch in deutlich längeren Zeitabständen erfolgen muss. Weiterhin erfolgt aufgrund der katalytischen Wirkung des Katalysator-Elements die Zersetzung des Silizium enthaltenden Gases bei deutlich niedrigeren Temperaturen, wodurch eine Energieeinsparung möglich ist und der Wirkungsgrad des Reaktors verbessert wird. Weiterhin sind infolge der beschleunigten thermischen Zersetzung des Silizium enthaltenden Gases höhere Strömungsgeschwindigkeiten und höhere Konzentrationen des Gases in der Reaktions-Kammer möglich, wodurch die Raum-Zeit-Ausbeute des Reaktors verbessert und somit die Leistung des Reaktors erhöht wird.
Das deutlich verbesserte JSSI Patent ...
http://www.patent-de.com/20110105/EP1855993.html
EP1855993 05.01.2011
REAKTOR UND VERFAHREN ZUR HERSTELLUNG VON SILIZIUM
Anmelder
JSSi GmbH, 09599 Freiberg, DE
Erfinder
BERTHOLD, Rico, 01187 Dresden, DE;
BEYER, Christian, 09599 Freiberg, DE;
MÜLLER, Armin, 09599 Freiberg, DE;
PÄTZOLD, Carsten, 02994 Wiednitz, DE;
SILL, Torsten, 09599 Freiberg, DE;
SINGLIAR, Ute, 09603 Grossschirma/OT Obergruna, DE;
SONNENSCHEIN, Raymund, 60594 Frankfurt, DE;
ZIEGENBALG, Gerald, 09599 Freiberg, DE
Veröffentlichungstag im Patentblatt 05.01.2011
Auszug dazu ...
Der Erfindung liegt die Aufgabe zugrunde, einen Reaktor zur Zersetzung eines Silizium enthaltenden Gases derart weiterzubilden, dass dieser wirkungsvoll und einfach vor Beschädigungen durch abgelagertes Silizium geschützt wird und gleichzeitig hochreines Silizium zur Weiterverarbeitung in der Photovoltaik energie- und kostensparend herstellbar ist.
und ...
Der Kern der Erfindung besteht darin, dass mindestens ein gasdurchlässiges Katalysator-Element vorgesehen ist, das innerhalb der Reaktions-Kammer zwischen der mindestens einen Gas-Zuführ-Leitung und der Innen-Wand des Reaktor-Behälters angeordnet ist. Bedingt durch die katalytische Wirkung des Katalysator-Elements wird das thermische Zersetzen des Gases und das Abscheiden von pulverförmigem Silizium aus der Gas-phase beschleunigt und die Konzentration des Silizium enthaltenden Gases unmittelbar an der Innen-Wand des Reaktor-Behälters reduziert. Dies führt zu einer Reduzierung der Abscheidung von Silizium an der Innen-Wand des Reaktor-Behälters und infolge dessen zu einer deutlichen Erhöhung der Betriebszeit des Reaktors, da eine erforderliche Unterbrechung des kontinuierlichen Reaktorbetriebes zur Reinigung des Reaktor-Behälters nur noch in deutlich längeren Zeitabständen erfolgen muss. Weiterhin erfolgt aufgrund der katalytischen Wirkung des Katalysator-Elements die Zersetzung des Silizium enthaltenden Gases bei deutlich niedrigeren Temperaturen, wodurch eine Energieeinsparung möglich ist und der Wirkungsgrad des Reaktors verbessert wird. Weiterhin sind infolge der beschleunigten thermischen Zersetzung des Silizium enthaltenden Gases höhere Strömungsgeschwindigkeiten und höhere Konzentrationen des Gases in der Reaktions-Kammer möglich, wodurch die Raum-Zeit-Ausbeute des Reaktors verbessert und somit die Leistung des Reaktors erhöht wird.
Das deutlich verbesserte JSSI Patent ...
http://www.patent-de.com/20110105/EP1855993.html
Antwort auf Beitrag Nr.: 41.869.918 von bossi1 am 31.07.11 11:26:41Singliar, Ute
Grossschirma, DE
Work History
JOINT SOLAR SILICON GMBH & CO. KG (FREIBERG, DE) 2006 & 2011
SUNICON AG (FREIBERG/SACHSEN, DE) 2010
Grossschirma, DE
Work History
JOINT SOLAR SILICON GMBH & CO. KG (FREIBERG, DE) 2006 & 2011
SUNICON AG (FREIBERG/SACHSEN, DE) 2010
Antwort auf Beitrag Nr.: 41.869.940 von bossi1 am 31.07.11 11:37:54Forschungsbörse
Diese Forschenden könnten für Sie interessant sein ...

Dr. Ute Singliar
TU Bergakademie Freiberg
09599 Freiberg
Thema: Energie alternativ erzeugen
http://www.forschungsboerse.de/detailsuche/ergebnis/2?search…
Diese Forschenden könnten für Sie interessant sein ...
Dr. Ute Singliar
TU Bergakademie Freiberg
09599 Freiberg
Thema: Energie alternativ erzeugen
http://www.forschungsboerse.de/detailsuche/ergebnis/2?search…
Noch jemand von der Bergakademie, der sich in seiner Dissertation mit JSSI beschäftigte ...

Dipl.-Chem. Andreas Obst
2008 Beginn der Promotion, Mitarbeit am Projekt „Charakterisierung von Siliciumpulvern aus Silantestabscheidungen“ des Instituts für Technische Chemie mit der JSSi GmbH
Arbeitsgebiet
Die zunehmende Anwendung der Photovoltaik zur direkten Erzeugung von Elektroenergie führt zu einer Verknappung und dadurch bedingten Verteuerung von Reinstsilicium. Reinstsilicium wird momentan vor allem nach dem Siemens-Verfahren hergestellt. In diesem Verfahren wird Trichlorsilan an elektrisch beheizten Siliciumdünnstäben bei 1200 °C in einem gekühlten Glockenreaktor, einem sogenannten Kaltwandreaktor, zu Silicium zersetzt. Eine alternative Möglichkeit zur Erzeugung von Reinstsilicium stellt die Pyrolyse von Monosilan dar. Sie erfolgt in einem Heißwandreaktor unter Bildung von Reinstsiliciumpulver.
Die Monosilanpyrolyse bietet gegenüber dem Siemensprozess folgende Vorteile: die niedrigere Zersetzungstemperatur des Monosilans im Vergleich zum Trichlorsilan, die Beheizung des Reaktors kann ohne Einsatz von elektrischem Strom erfolgen und es treten aufgrund der chlorfreien Arbeitsweise keine Korrosionserscheinungen am Pyrolysereaktor und den mit dem Prozessgas in Berührung kommenden Anlagenteilen auf.
Im Rahmen des Projektes „Charakterisierung von Siliciumpulvern aus Silantestabscheidungen“ erfolgt die Synthese von Reinstsilicium durch Pyrolyse von Monosilan und dessen Charakterisierung. Wesentliche Zielstellungen sind hierbei: Aussagen zum Einfluss von Verunreinigungen des Einsatzgases auf den Pyrolyseprozess und den Fremdatomgehalt des Produktes, Entwicklung eines Verfahrens zur in-situ-Dotierung des erzeugten Siliciums und die Aufklärung der auftretenden Reaktionsmechanismen während des Pyrolyseprozesses. Die Ergebnisse der Untersuchungen dienen der Effizienzsteigerung des bereits beim Projektpartner betriebenen Verfahrens zur Erzeugung von Solarsilicium. ... genau das ist mit dem neuem JSSI Patent von Anfang 2011 erfolgt
http://tu-freiberg.de/fakult2/tech/mitarbeiter/obst/index.ht…
Dipl.-Chem. Andreas Obst
2008 Beginn der Promotion, Mitarbeit am Projekt „Charakterisierung von Siliciumpulvern aus Silantestabscheidungen“ des Instituts für Technische Chemie mit der JSSi GmbH
Arbeitsgebiet
Die zunehmende Anwendung der Photovoltaik zur direkten Erzeugung von Elektroenergie führt zu einer Verknappung und dadurch bedingten Verteuerung von Reinstsilicium. Reinstsilicium wird momentan vor allem nach dem Siemens-Verfahren hergestellt. In diesem Verfahren wird Trichlorsilan an elektrisch beheizten Siliciumdünnstäben bei 1200 °C in einem gekühlten Glockenreaktor, einem sogenannten Kaltwandreaktor, zu Silicium zersetzt. Eine alternative Möglichkeit zur Erzeugung von Reinstsilicium stellt die Pyrolyse von Monosilan dar. Sie erfolgt in einem Heißwandreaktor unter Bildung von Reinstsiliciumpulver.
Die Monosilanpyrolyse bietet gegenüber dem Siemensprozess folgende Vorteile: die niedrigere Zersetzungstemperatur des Monosilans im Vergleich zum Trichlorsilan, die Beheizung des Reaktors kann ohne Einsatz von elektrischem Strom erfolgen und es treten aufgrund der chlorfreien Arbeitsweise keine Korrosionserscheinungen am Pyrolysereaktor und den mit dem Prozessgas in Berührung kommenden Anlagenteilen auf.
Im Rahmen des Projektes „Charakterisierung von Siliciumpulvern aus Silantestabscheidungen“ erfolgt die Synthese von Reinstsilicium durch Pyrolyse von Monosilan und dessen Charakterisierung. Wesentliche Zielstellungen sind hierbei: Aussagen zum Einfluss von Verunreinigungen des Einsatzgases auf den Pyrolyseprozess und den Fremdatomgehalt des Produktes, Entwicklung eines Verfahrens zur in-situ-Dotierung des erzeugten Siliciums und die Aufklärung der auftretenden Reaktionsmechanismen während des Pyrolyseprozesses. Die Ergebnisse der Untersuchungen dienen der Effizienzsteigerung des bereits beim Projektpartner betriebenen Verfahrens zur Erzeugung von Solarsilicium. ... genau das ist mit dem neuem JSSI Patent von Anfang 2011 erfolgt
http://tu-freiberg.de/fakult2/tech/mitarbeiter/obst/index.ht…
18/04 2011
Recycling von PV-Modulen

Karsten Wambach, Vorstand der Sunicon GmbH in Freiberg und Präsident von PVCYCLE, vor kurzem zur Presse: „In der EU hatten wir im Jahre 2010 eine Abfallmenge aus PV-Modulen von 3 – 5.000 Tonnen. Diese Menge wird bis zum Jahre 2030 auf vermutlich 130.000 Tonnen anwachsen“. Vor dem Hintergrund dieser Zahlen ist es offensichtlich, dass ein effizientes flächendeckendes Recycling-System für Photovoltaik-Module aufgebaut werden muss.
Um diesem Anspruch gerecht zu werden und eine Einbeziehung von PV-Modulen in die EU-Richtlinie zu Elektronikschrott zu vermeiden, hat die PV-Industrie im Jahre 2007 den Verband PVCYCLE gegründet. Über diesen freiwilligen Verein haben sich bis heute 140 Modulproduzenten und 23 assoziierte Mitglieder verpflichtet, Module von Endkunden kostenlos zurück zu nehmen und wieder zu verwerten. Dazu wurde ein Netz von Sammelstellen in Europa aufgebaut. Ende des Jahres 2010 existierten in Europa schon 85 dieser Stellen.
Die erste Rücknahme von ausrangierten PV-Modulen erfolgte im August 2010, bis Dezember wurden etwa 80 Tonnen PV-Module gesammelt.
Dieser Ansatz ist im Prinzip in sich schlüssig. Zur Zeit gibt es aber Sand im Getriebe. Denn die Pilotrecyclinganlage von Sunicon in Freiberg hat seit kurzem keine Betriebsgenehmigung mehr. Auch ist die Anlage nur auf mehrere Hundert Tonnen Schrott pro Jahr ausgelegt. Das heißt, die PV-Industrie müsste sofort mit dem Bau einer großen Recycling-Anlage beginnen, die 10.000 bis 20.000 Tonnen pro Jahr verwerten kann. Das kostet Geld. Hier sind die PV Unternehmen gefordert, diese Investition zu tätigen.
Dummerweise scheint aber niemand dazu bereit zu sein. Diese Situation sollte schnellstens beendet werden. Die Modulhersteller müssen sich ihrer Verantwortung stellen, eine Wertschöpfungskette aufgebaut zu haben, die dem Begriff Nachhaltigkeit gerecht wird.
http://www.dgs.de/index.2744.0.html
... dann wird das einer alleine durchziehen
+++++
Solarscherbenhaufen:
Solarworld tritt bei PV-Cycle aus
7. JULI 2011 · JÜRGEN HEUP

Solar-Scherben: Silke Reents
Ein herber Schlag für die PV-Branche: Modulriese Solarworld ist Anfang Juli bei PV-Cycle ausgestiegen, wie Unternehmenssprecher Milan Nitschke bestätigte. “Wir haben das Vertrauen in das Konzept verloren”, sagt Nitschke. Sowohl die Recycling-Ziele des Verbands als auch die wirtschaftlichen Vorstellungen im Recycling-Konzept habe Solarworld zu diesem Schritt bewogen. “Wir wollen ein gutes Recycling.” Die Unentschlossenheit bei PV-Cycle und das ewige Hin und Her einzelner Teilnehmer decke sich aber nicht mit den Vorstellungen von Solarworld.
2007 hatten Unternehmen der Photovoltaikindustrie PV-Cycle gegründet, um ein freiwilliges Rücknahme- und Recycling-Programm für Altmodule einzurichten und auf diese Weise das Versprechen der Branche für umfassende Nachhaltigkeit umzusetzen. Unter den Gründungsunternehmen war auch Solarworld, deren Tochterunternehmen Sunicon im sächsischen Freiberg 2004 die erste Recycling-Anlage für Solarmodule baute. Eine der Motivationen zur Gründung von PV-Cycle: Von Seiten der europäischen Union drohte den Solarherstellern die WEEE-Richtlinie (Waste Electrical and Electronic Equipment, zu Deutsch: Entsorgung von Elektro und Elektronik-Altgeräten). Diese verdonnert die Elektronikindustrie dazu , ihre Altgeräte nach Dienstzeitende einzusammeln und fachgerecht zu entsorgen. Ein bürokratisches und teures Monstrum, wie es viele nennen.
Die EU wollte die Richtlinie gerne auf die PV-Branche übertragen, was diese zu verhinderten wusste. Der Europäische Photovoltaik Industrieverband Epia und der Bundesverband Solarwirtschaft (BSW) signalisierten der EU damals, dass man ein freiwilliges Entsorgungssystem schaffen werde. Mit dem Ausstieg von Solarworld – im Recycling-Verfahren führender Hersteller – steht PV-Cycle nun vor einem Scherbenhaufen.
http://www.ee-blog.de/2011/07/solarscherbenhaufen-solarworld…
+++++
Das bekannte Patent vom 18.2.2010 von Ex Dr. Karsten Warmbach
für eine wirtschaftliche automatische Recyclinganlage für die alten Module ...
http://www.google.com/patents/about?id=x7DTAAAAEBAJ&dq=karst…
P.S.: Ex Bayer Mitarbeiter Dr.Karsten Warmbach ist übrigens an 8 Patenten beteiligt inkl. RGS ...
+++++
STUDIE ZUR ENTWICKLUNG EINES RÜCKNAHME- UND VERWERTUNGSSYSTEM
FÜR PHOTOVOLTAISCHE PRODUKTE
November 2007
Autoren
Knut Sander
Stephanie Schilling
Dr. Karsten Wambach, Sunicon
Dr. Sylke Schlenker, Sunicon
Anja Müller, Sunicon
Johann Springer
pdf 199 Seiten
http://www.pvcycle.org/fileadmin/pvcycle_docs/documents/publ…
+++++
Zeitgleich mit dem Ausstieg aus PV-Cycle die neue Anleihe ...
6.07.2011
SolarWorld AG platziert 150 Millionen Euro Anleihe
Die SolarWorld AG (Bonn) teilt mit, dass sie vor dem Hintergrund des Wachstums und der zunehmenden Internationalisierung des Konzerns ihren Vorstand erweitert hat. Der Aufsichtsrat berief zum 1. Juli 2011 Frau Colette Rückert-Hennen als neues Vorstandsmitglied mit der Funktion Chief Human Resources and Brand Officer. Zur Finanzierung des weiteren Wachstums hat die SolarWorld AG eine Anleihe mit einem Volumen von 150 Millionen Euro emittiert.
An der Seite ihrer vier Vorstandskollegen übernimmt die Juristin die Verantwortungsbereiche Personal und Marke. Sie verfügt über eine ausgewiesene Expertise und langjährige Führungserfahrung im internationalen Management. Dr. Claus Recktenwald, Vorsitzender des Aufsichtsrats, sagte zur Bestellung des neuen Vorstandsmitglieds: „Mit Frau Rückert-Hennen gewinnt der Vorstand der SolarWorld AG eine international erfahrene und hochqualifizierte Führungskraft. Ich freue mich sehr auf die Zusammenarbeit.“
Dr.-Ing. E. h. Frank Asbeck, Vorstandsvorsitzender der SolarWorld AG, begrüßte die Bennung ausdrücklich: „Mit Colette Rückert-Hennen kommt die richtige Frau zur richtigen Zeit zur SolarWorld. Unsere Mitarbeiter und die Marke SolarWorld sind unsere wichtigsten Werte und Wettbewerbsvorteile für unseren zukünftigen internationalen Unternehmenserfolg. Mit ihrem Erfahrungsschatz und ihrer Persönlichkeit wird sie uns in diesen Bereichen weiter voranbringen.“
Auch mit Blick auf die Finanzierung ihres weiteren Wachstums hat die SolarWorld AG sich weiter gestärkt und erfolgreich eine Anleihe mit einem Volumen von 150 Millionen Euro emittiert. Die Anleihe hat eine Laufzeit von fünf Jahren bei einer Verzinsung von 6,375 Prozent per annum, so das Unternehmen in einer Pressemitteilung. Die Stückelung beträgt 1.000 Euro. Die Notierung der Anleihe an der Luxemburger Börse ist vorgesehen, so SolarWorld.
Die Anleihe wurde Unternehmensangaben zufolge zum größten Teil bei Finanzinstituten und Intermediären im Privatanlegersektor in Deutschland und dem europäischen Ausland platziert. Die Commerzbank AG und Deutsche Bank AG sind Joint Lead Manager der Transaktion.
Philipp Koecke, Finanzvorstand der SolarWorld AG: „Wir freuen uns, dass es uns erneut gelungen ist, das Vertrauen des Kapitalmarkts zu gewinnen und erfolgreich eine Anleihe zu platzieren. Sie bildet einen weiteren Baustein für die Finanzierung des internationalen Wachstums unseres Unternehmens.“ Bereits 2010 hatte der Konzern eine Anleihe emittiert.
Quelle: SolarWorld AG
Recycling von PV-Modulen
Karsten Wambach, Vorstand der Sunicon GmbH in Freiberg und Präsident von PVCYCLE, vor kurzem zur Presse: „In der EU hatten wir im Jahre 2010 eine Abfallmenge aus PV-Modulen von 3 – 5.000 Tonnen. Diese Menge wird bis zum Jahre 2030 auf vermutlich 130.000 Tonnen anwachsen“. Vor dem Hintergrund dieser Zahlen ist es offensichtlich, dass ein effizientes flächendeckendes Recycling-System für Photovoltaik-Module aufgebaut werden muss.
Um diesem Anspruch gerecht zu werden und eine Einbeziehung von PV-Modulen in die EU-Richtlinie zu Elektronikschrott zu vermeiden, hat die PV-Industrie im Jahre 2007 den Verband PVCYCLE gegründet. Über diesen freiwilligen Verein haben sich bis heute 140 Modulproduzenten und 23 assoziierte Mitglieder verpflichtet, Module von Endkunden kostenlos zurück zu nehmen und wieder zu verwerten. Dazu wurde ein Netz von Sammelstellen in Europa aufgebaut. Ende des Jahres 2010 existierten in Europa schon 85 dieser Stellen.
Die erste Rücknahme von ausrangierten PV-Modulen erfolgte im August 2010, bis Dezember wurden etwa 80 Tonnen PV-Module gesammelt.
Dieser Ansatz ist im Prinzip in sich schlüssig. Zur Zeit gibt es aber Sand im Getriebe. Denn die Pilotrecyclinganlage von Sunicon in Freiberg hat seit kurzem keine Betriebsgenehmigung mehr. Auch ist die Anlage nur auf mehrere Hundert Tonnen Schrott pro Jahr ausgelegt. Das heißt, die PV-Industrie müsste sofort mit dem Bau einer großen Recycling-Anlage beginnen, die 10.000 bis 20.000 Tonnen pro Jahr verwerten kann. Das kostet Geld. Hier sind die PV Unternehmen gefordert, diese Investition zu tätigen.
Dummerweise scheint aber niemand dazu bereit zu sein. Diese Situation sollte schnellstens beendet werden. Die Modulhersteller müssen sich ihrer Verantwortung stellen, eine Wertschöpfungskette aufgebaut zu haben, die dem Begriff Nachhaltigkeit gerecht wird.
http://www.dgs.de/index.2744.0.html
... dann wird das einer alleine durchziehen
+++++
Solarscherbenhaufen:
Solarworld tritt bei PV-Cycle aus
7. JULI 2011 · JÜRGEN HEUP
Solar-Scherben: Silke Reents
Ein herber Schlag für die PV-Branche: Modulriese Solarworld ist Anfang Juli bei PV-Cycle ausgestiegen, wie Unternehmenssprecher Milan Nitschke bestätigte. “Wir haben das Vertrauen in das Konzept verloren”, sagt Nitschke. Sowohl die Recycling-Ziele des Verbands als auch die wirtschaftlichen Vorstellungen im Recycling-Konzept habe Solarworld zu diesem Schritt bewogen. “Wir wollen ein gutes Recycling.” Die Unentschlossenheit bei PV-Cycle und das ewige Hin und Her einzelner Teilnehmer decke sich aber nicht mit den Vorstellungen von Solarworld.
2007 hatten Unternehmen der Photovoltaikindustrie PV-Cycle gegründet, um ein freiwilliges Rücknahme- und Recycling-Programm für Altmodule einzurichten und auf diese Weise das Versprechen der Branche für umfassende Nachhaltigkeit umzusetzen. Unter den Gründungsunternehmen war auch Solarworld, deren Tochterunternehmen Sunicon im sächsischen Freiberg 2004 die erste Recycling-Anlage für Solarmodule baute. Eine der Motivationen zur Gründung von PV-Cycle: Von Seiten der europäischen Union drohte den Solarherstellern die WEEE-Richtlinie (Waste Electrical and Electronic Equipment, zu Deutsch: Entsorgung von Elektro und Elektronik-Altgeräten). Diese verdonnert die Elektronikindustrie dazu , ihre Altgeräte nach Dienstzeitende einzusammeln und fachgerecht zu entsorgen. Ein bürokratisches und teures Monstrum, wie es viele nennen.
Die EU wollte die Richtlinie gerne auf die PV-Branche übertragen, was diese zu verhinderten wusste. Der Europäische Photovoltaik Industrieverband Epia und der Bundesverband Solarwirtschaft (BSW) signalisierten der EU damals, dass man ein freiwilliges Entsorgungssystem schaffen werde. Mit dem Ausstieg von Solarworld – im Recycling-Verfahren führender Hersteller – steht PV-Cycle nun vor einem Scherbenhaufen.
http://www.ee-blog.de/2011/07/solarscherbenhaufen-solarworld…
+++++
Das bekannte Patent vom 18.2.2010 von Ex Dr. Karsten Warmbach
für eine wirtschaftliche automatische Recyclinganlage für die alten Module ...
http://www.google.com/patents/about?id=x7DTAAAAEBAJ&dq=karst…
P.S.: Ex Bayer Mitarbeiter Dr.Karsten Warmbach ist übrigens an 8 Patenten beteiligt inkl. RGS ...
+++++
STUDIE ZUR ENTWICKLUNG EINES RÜCKNAHME- UND VERWERTUNGSSYSTEM
FÜR PHOTOVOLTAISCHE PRODUKTE
November 2007
Autoren
Knut Sander
Stephanie Schilling
Dr. Karsten Wambach, Sunicon
Dr. Sylke Schlenker, Sunicon
Anja Müller, Sunicon
Johann Springer
pdf 199 Seiten
http://www.pvcycle.org/fileadmin/pvcycle_docs/documents/publ…
+++++
Zeitgleich mit dem Ausstieg aus PV-Cycle die neue Anleihe ...
6.07.2011
SolarWorld AG platziert 150 Millionen Euro Anleihe
Die SolarWorld AG (Bonn) teilt mit, dass sie vor dem Hintergrund des Wachstums und der zunehmenden Internationalisierung des Konzerns ihren Vorstand erweitert hat. Der Aufsichtsrat berief zum 1. Juli 2011 Frau Colette Rückert-Hennen als neues Vorstandsmitglied mit der Funktion Chief Human Resources and Brand Officer. Zur Finanzierung des weiteren Wachstums hat die SolarWorld AG eine Anleihe mit einem Volumen von 150 Millionen Euro emittiert.
An der Seite ihrer vier Vorstandskollegen übernimmt die Juristin die Verantwortungsbereiche Personal und Marke. Sie verfügt über eine ausgewiesene Expertise und langjährige Führungserfahrung im internationalen Management. Dr. Claus Recktenwald, Vorsitzender des Aufsichtsrats, sagte zur Bestellung des neuen Vorstandsmitglieds: „Mit Frau Rückert-Hennen gewinnt der Vorstand der SolarWorld AG eine international erfahrene und hochqualifizierte Führungskraft. Ich freue mich sehr auf die Zusammenarbeit.“
Dr.-Ing. E. h. Frank Asbeck, Vorstandsvorsitzender der SolarWorld AG, begrüßte die Bennung ausdrücklich: „Mit Colette Rückert-Hennen kommt die richtige Frau zur richtigen Zeit zur SolarWorld. Unsere Mitarbeiter und die Marke SolarWorld sind unsere wichtigsten Werte und Wettbewerbsvorteile für unseren zukünftigen internationalen Unternehmenserfolg. Mit ihrem Erfahrungsschatz und ihrer Persönlichkeit wird sie uns in diesen Bereichen weiter voranbringen.“
Auch mit Blick auf die Finanzierung ihres weiteren Wachstums hat die SolarWorld AG sich weiter gestärkt und erfolgreich eine Anleihe mit einem Volumen von 150 Millionen Euro emittiert. Die Anleihe hat eine Laufzeit von fünf Jahren bei einer Verzinsung von 6,375 Prozent per annum, so das Unternehmen in einer Pressemitteilung. Die Stückelung beträgt 1.000 Euro. Die Notierung der Anleihe an der Luxemburger Börse ist vorgesehen, so SolarWorld.
Die Anleihe wurde Unternehmensangaben zufolge zum größten Teil bei Finanzinstituten und Intermediären im Privatanlegersektor in Deutschland und dem europäischen Ausland platziert. Die Commerzbank AG und Deutsche Bank AG sind Joint Lead Manager der Transaktion.
Philipp Koecke, Finanzvorstand der SolarWorld AG: „Wir freuen uns, dass es uns erneut gelungen ist, das Vertrauen des Kapitalmarkts zu gewinnen und erfolgreich eine Anleihe zu platzieren. Sie bildet einen weiteren Baustein für die Finanzierung des internationalen Wachstums unseres Unternehmens.“ Bereits 2010 hatte der Konzern eine Anleihe emittiert.
Quelle: SolarWorld AG
Antwort auf Beitrag Nr.: 41.907.680 von bossi1 am 07.08.11 12:38:59Das bekannte Patent vom 18.2.2010 von Dr. Karsten Warmbach zu einer
automatischen Modul-Recyclinganlage mit mehr als 20.000 t Kapazität pro Jahr ...




automatischen Modul-Recyclinganlage mit mehr als 20.000 t Kapazität pro Jahr ...
Antwort auf Beitrag Nr.: 41.907.798 von bossi1 am 07.08.11 13:23:05siehe auch #838 + #838
Solarmodule bald Elektronikschrott?
http://www.erneuerbareenergien.de/wee-recycling-von-solarmod…
Solarmodule bald Elektronikschrott?
http://www.erneuerbareenergien.de/wee-recycling-von-solarmod…
10.08.2011 17:29
Q-Cells in der Bredouille
Der krisengeschüttelte Solarzellenhersteller gerät schon wieder unter die Räder. Q-Cells hat tiefrote Zahlen präsentiert. Die Aktie schmiert ab: Mehr als 20 Prozent geht's abwärts.
Anlegern wird mulmig angesichts der Millionenverluste. Unter dem Strich ergibt sich für das Unternehmen im zweiten Quartal ein Verlust von 354,8 Millionen Euro, der sich zum Halbjahr auf minus 395,8 Millionen Euro aufsummiert.
Schuld sind vor allem millionenschwere Abschreibungen auf Vorräte und Sachanlagen vornehmen. Dies hängt mit dem Preisverfall der Solarzellen und -module zusammen. Neben den Wertminderungen belasten Kosten infolge der geringen Kapazitätsauslastung sowie dem Preisverfall auf Zell- und Modulebene. Insgesamt fraßen diese Einmaleffekte 256,5 Millionen Euro auf.
Die Medizin: Diät und Malaysia
Um wieder auf einen grünen Zweig zu kommen, plant Q-Cells die Kosten signifikant zu senken und seine Produktion auf das Werk in Malaysia zu konzentrieren. Am Unternehmenssitz Bitterfeld-Wolfen soll die Kapazität dauerhaft auf 50 Prozent reduziert werden. In der Verwaltung will Konzernchef Nedim Cen 25 bis 30 Prozent der Kosten sparen.
Allzu rosig sieht Cen die Zukunft aber nicht. Auch wenn sich die Geschäfte ab dem zweiten Halbjahr belebt hätten, es bestehe wenig Hoffnung auf eine durchgreifende Marktbelebung. "Auch das Jahr 2012 wird sicher schwierig bleiben", so Cen.
Im zweiten Quartal stand operativ ein Verlust (Ebit) von 307,7 Millionen Euro in den Büchern. Der Umsatz erreichte im zweiten Quartal aufgrund eines starken Systemgeschäftes 316 Millionen Euro, nachdem er zum Jahresauftakt lediglich 125,1 Millionen Euro ausmachte.
Für das Gesamtjahr 2011 erwartet Q-Cells allerdings einen Umsatzrückgang um rund 300 Millionen auf etwa eine Milliarde Euro und einen operativen Verlust im dreistelligen Millionen-Euro-Bereich. 2010 hatte der Konzern ein Ebit von 82 Millionen Euro verbucht. 2012 hofft Cen, das Ebit nach der Umstrukturierung in den positiven Bereich zu bringen. ...
http://www.boerse.ard.de/content.jsp?key=dokument_553730
Q-Cells in der Bredouille
Der krisengeschüttelte Solarzellenhersteller gerät schon wieder unter die Räder. Q-Cells hat tiefrote Zahlen präsentiert. Die Aktie schmiert ab: Mehr als 20 Prozent geht's abwärts.
Anlegern wird mulmig angesichts der Millionenverluste. Unter dem Strich ergibt sich für das Unternehmen im zweiten Quartal ein Verlust von 354,8 Millionen Euro, der sich zum Halbjahr auf minus 395,8 Millionen Euro aufsummiert.
Schuld sind vor allem millionenschwere Abschreibungen auf Vorräte und Sachanlagen vornehmen. Dies hängt mit dem Preisverfall der Solarzellen und -module zusammen. Neben den Wertminderungen belasten Kosten infolge der geringen Kapazitätsauslastung sowie dem Preisverfall auf Zell- und Modulebene. Insgesamt fraßen diese Einmaleffekte 256,5 Millionen Euro auf.
Die Medizin: Diät und Malaysia
Um wieder auf einen grünen Zweig zu kommen, plant Q-Cells die Kosten signifikant zu senken und seine Produktion auf das Werk in Malaysia zu konzentrieren. Am Unternehmenssitz Bitterfeld-Wolfen soll die Kapazität dauerhaft auf 50 Prozent reduziert werden. In der Verwaltung will Konzernchef Nedim Cen 25 bis 30 Prozent der Kosten sparen.
Allzu rosig sieht Cen die Zukunft aber nicht. Auch wenn sich die Geschäfte ab dem zweiten Halbjahr belebt hätten, es bestehe wenig Hoffnung auf eine durchgreifende Marktbelebung. "Auch das Jahr 2012 wird sicher schwierig bleiben", so Cen.
Im zweiten Quartal stand operativ ein Verlust (Ebit) von 307,7 Millionen Euro in den Büchern. Der Umsatz erreichte im zweiten Quartal aufgrund eines starken Systemgeschäftes 316 Millionen Euro, nachdem er zum Jahresauftakt lediglich 125,1 Millionen Euro ausmachte.
Für das Gesamtjahr 2011 erwartet Q-Cells allerdings einen Umsatzrückgang um rund 300 Millionen auf etwa eine Milliarde Euro und einen operativen Verlust im dreistelligen Millionen-Euro-Bereich. 2010 hatte der Konzern ein Ebit von 82 Millionen Euro verbucht. 2012 hofft Cen, das Ebit nach der Umstrukturierung in den positiven Bereich zu bringen. ...
http://www.boerse.ard.de/content.jsp?key=dokument_553730
SolarWorld AG steigert Absatzmenge und Umsatz vom 1. zum 2. Quartal 2011
photovoltaik-guide.de / Michael Ziegler | 11.08.2011
Bonn, 11. August 2011, Im Verlauf der ersten sechs Monate 2011 hat die SolarWorld AG ihr Geschäft kontinuierlich ausgebaut. Der Konzern steigerte seinen Absatz von Wafern, Solarstrommodulen und Bausätzen von 185 MW im 1. Quartal 2011 auf 196 MW im 2. Quartal 2011. Der Umsatz kletterte um 29,7 Prozent von 233,0 Mio. € im 1. Quartal auf 302,1 Mio. € im 2. Quartal. Das EBIT stieg von 27,9 Mio. € im 1. Quartal auf 40,2 Mio. € im 2. Quartal. Die EBIT-Marge verbesserte sich von 12,0 Prozent im 1. Quartal auf 13,3 Prozent im 2. Quartal. Der Konzern erzielte im 1. Quartal einen Gewinn von 12,5 Mio. €; im 2. Quartal waren es 9,9 Mio. €.
SolarWorld AG
Der SolarWorld gelang es, ihre konzernweite Absatzmenge von 377 MW im 1. Halbjahr 2010 auf 381 MW im 1. Halbjahr 2011 zu erhöhen. „Wir haben uns gut behauptet“, erklärte Dr.-Ing. E. h. Frank Asbeck, Vorstandsvorsitzender der SolarWorld AG, „Man muss berücksichtigen, dass der deutsche Solarmarkt 2010 von einer politisch induzierten Sonderkonjunktur mit starken Vorzieheffekten geprägt war.“ Im Jahr 2010 verzeichnete Deutschland mit einer neu installierten Leistung von rund 7,4 GW einen Zubauboom. Während in der ersten Jahreshälfte 2010 mehr als 3,8 GW neu installiert wurden, war der Zubau in Deutschland im Vergleichszeitraum 2011 nach Schätzungen der SolarWorld kleiner als 2 GW. „Für das Gesamtjahr 2011 erwarten wir einen Zubau in Deutschland von mehr als 4 GW“, sagte Dr.-Ing. E. h. Frank Asbeck.
Zum Erfolg des Konzerns im 1. Halbjahr 2011 trug ein dynamisches Geschäft in den USA bei. Die SolarWorld erreichte beim Absatz eine Auslandsquote von 69 Prozent (H1 2010: 47 Prozent).
Der konzernweite Umsatz belief sich im 1. Halbjahr 2011 auf 535,0 Mio. € (H1 2010: 608,4 Mio. €). Das EBIT betrug im 1. Halbjahr 68,1 Mio. € (H1 2010: 83,7 Mio. €). Der Konzern erzielte in den ersten sechs Monaten eine EBIT-Marge von 12,7 Prozent (H1 2010: 13,8 Prozent) und einen Gewinn 22,4 Mio. € (H1 2010: 34,8 Mio. €).
Aus heutiger Sicht wird die SolarWorld ihre Erwartungen für das Jahr 2011 bei einem erwarteten Anstieg der Nachfrage im 2. Halbjahr erfüllen. Die politischen und konjunkturellen Rahmenbedingungen können in der 2. Jahreshälfte auf dem Solarmarkt jedoch zu zyklischen Übermengen und entsprechenden Preisuntertreibungen führen, welche die Umsatz- und Ergebnisentwicklung beeinflussen können.
Quelle: SolarWorld AG
photovoltaik-guide.de / Michael Ziegler | 11.08.2011
Bonn, 11. August 2011, Im Verlauf der ersten sechs Monate 2011 hat die SolarWorld AG ihr Geschäft kontinuierlich ausgebaut. Der Konzern steigerte seinen Absatz von Wafern, Solarstrommodulen und Bausätzen von 185 MW im 1. Quartal 2011 auf 196 MW im 2. Quartal 2011. Der Umsatz kletterte um 29,7 Prozent von 233,0 Mio. € im 1. Quartal auf 302,1 Mio. € im 2. Quartal. Das EBIT stieg von 27,9 Mio. € im 1. Quartal auf 40,2 Mio. € im 2. Quartal. Die EBIT-Marge verbesserte sich von 12,0 Prozent im 1. Quartal auf 13,3 Prozent im 2. Quartal. Der Konzern erzielte im 1. Quartal einen Gewinn von 12,5 Mio. €; im 2. Quartal waren es 9,9 Mio. €.
SolarWorld AG
Der SolarWorld gelang es, ihre konzernweite Absatzmenge von 377 MW im 1. Halbjahr 2010 auf 381 MW im 1. Halbjahr 2011 zu erhöhen. „Wir haben uns gut behauptet“, erklärte Dr.-Ing. E. h. Frank Asbeck, Vorstandsvorsitzender der SolarWorld AG, „Man muss berücksichtigen, dass der deutsche Solarmarkt 2010 von einer politisch induzierten Sonderkonjunktur mit starken Vorzieheffekten geprägt war.“ Im Jahr 2010 verzeichnete Deutschland mit einer neu installierten Leistung von rund 7,4 GW einen Zubauboom. Während in der ersten Jahreshälfte 2010 mehr als 3,8 GW neu installiert wurden, war der Zubau in Deutschland im Vergleichszeitraum 2011 nach Schätzungen der SolarWorld kleiner als 2 GW. „Für das Gesamtjahr 2011 erwarten wir einen Zubau in Deutschland von mehr als 4 GW“, sagte Dr.-Ing. E. h. Frank Asbeck.
Zum Erfolg des Konzerns im 1. Halbjahr 2011 trug ein dynamisches Geschäft in den USA bei. Die SolarWorld erreichte beim Absatz eine Auslandsquote von 69 Prozent (H1 2010: 47 Prozent).
Der konzernweite Umsatz belief sich im 1. Halbjahr 2011 auf 535,0 Mio. € (H1 2010: 608,4 Mio. €). Das EBIT betrug im 1. Halbjahr 68,1 Mio. € (H1 2010: 83,7 Mio. €). Der Konzern erzielte in den ersten sechs Monaten eine EBIT-Marge von 12,7 Prozent (H1 2010: 13,8 Prozent) und einen Gewinn 22,4 Mio. € (H1 2010: 34,8 Mio. €).
Aus heutiger Sicht wird die SolarWorld ihre Erwartungen für das Jahr 2011 bei einem erwarteten Anstieg der Nachfrage im 2. Halbjahr erfüllen. Die politischen und konjunkturellen Rahmenbedingungen können in der 2. Jahreshälfte auf dem Solarmarkt jedoch zu zyklischen Übermengen und entsprechenden Preisuntertreibungen führen, welche die Umsatz- und Ergebnisentwicklung beeinflussen können.
Quelle: SolarWorld AG
Hallo Bo$$I,
was ist Dein Kommentar zum Q2-Ergebnis?
du kannst es mir auch im BM zukommen lassen.
DANKE.
..und einen schönen, grünen Tag
TD
was ist Dein Kommentar zum Q2-Ergebnis?
du kannst es mir auch im BM zukommen lassen.
DANKE.
..und einen schönen, grünen Tag
TD
Antwort auf Beitrag Nr.: 41.935.221 von topdollar am 11.08.11 09:20:00boerse.ard.de bringt es mit wenigen Worten auf den Punkt ...
11.08.2011 09:01
Solarworld macht schlapp
Deutschlands größter Solarkonzern schwächelt im zweiten Quartal. Umsatz und Gewinn brachen ein. Immerhin gibt es Fortschritte zum ebenfalls schwachen ersten Quartal. Davon lässt sich die Börse verführen.
Die Solarworld-Aktie notiert zur Handelseröffnung nahezu fünf Prozent im Minus. Dabei ist das Zahlenwerk ziemlich ernüchternd, reicht an das starke Vorjahr bei weitem nicht heran. Im zweiten Quartal sackte der Umsatz um 21 Prozent auf 302 Millionen Euro. Das Ergebnis vor Zinsen und Steuern (Ebit) schmolz noch stärker zusammen - um 31 Prozent auf gut 40 Millionen. Der Konzerngewinn brach binnen eines Jahres total ein – um 66 Prozent auf knapp 10 Millionen. Die Marge verschlechterte sich von 15,1 auf 13,3 Prozent.
Gedämpfte Erwartungen
Doch die Finanzgemeinde war vorbereitet. Es war bereits klar, dass das zweite Quartal keine Glanzleistung zu vollbringen war. Der Preisverfall macht der Branche zu schaffen. In vielen europäischen Ländern wurden die Subventionen für Solaranlagen gekürzt, was die Preise für Solarzellen und Module in den Keller drückte.
Teils übertraf der TecDax-Konzern daher mit seinen Zahlen die Analystenschätzungen, so beim Ebit, wo der Solarriese rund zwölf Millionen Euro besser abschnitt als erwartet. Allerdings blieb Solarworld beim Umsatz und Gewinn hinter den Erwartungen. Analysten hatten mit einem Umsatz von 312 Millionen Euro gerechnet und einem Überschuss von 13,6 Millionen.
Vorsichtiger Optimismus für 2011
Der Ausblick für den Rest des Jahres ist vorsichtig optimistisch. Firmenchef Frank Asbeck sagte zu den Jahreszielen, der Konzern werde aus heutiger Sicht die Erwartungen für 2011 erfüllen – sofern die Nachfrage anzieht. Und noch eine zweite Einschränkung macht Asbeck: Ein weiterer Preisdruck könnte infolge zyklischer Überkapazitäten belastend auf Umsatz und Ergebnis wirken.
Bislang hatte der Solarworld-Chef in Aussicht gestellt, den Umsatz des Vorjahres von 1,3 Milliarden zu übertreffen. Dies hatte er aber nicht näher konkretisiert. Auch gab er bisher keine Gewinnprognose ab angesichts der unsicheren Preisentwicklung. Allerdings hatte er Zweifel geäußert, dass die operative Umsatzrendite (Ebit-Marge) von über 14 Prozent zu halten sei.
bs
11.08.2011 09:01
Solarworld macht schlapp
Deutschlands größter Solarkonzern schwächelt im zweiten Quartal. Umsatz und Gewinn brachen ein. Immerhin gibt es Fortschritte zum ebenfalls schwachen ersten Quartal. Davon lässt sich die Börse verführen.
Die Solarworld-Aktie notiert zur Handelseröffnung nahezu fünf Prozent im Minus. Dabei ist das Zahlenwerk ziemlich ernüchternd, reicht an das starke Vorjahr bei weitem nicht heran. Im zweiten Quartal sackte der Umsatz um 21 Prozent auf 302 Millionen Euro. Das Ergebnis vor Zinsen und Steuern (Ebit) schmolz noch stärker zusammen - um 31 Prozent auf gut 40 Millionen. Der Konzerngewinn brach binnen eines Jahres total ein – um 66 Prozent auf knapp 10 Millionen. Die Marge verschlechterte sich von 15,1 auf 13,3 Prozent.
Gedämpfte Erwartungen
Doch die Finanzgemeinde war vorbereitet. Es war bereits klar, dass das zweite Quartal keine Glanzleistung zu vollbringen war. Der Preisverfall macht der Branche zu schaffen. In vielen europäischen Ländern wurden die Subventionen für Solaranlagen gekürzt, was die Preise für Solarzellen und Module in den Keller drückte.
Teils übertraf der TecDax-Konzern daher mit seinen Zahlen die Analystenschätzungen, so beim Ebit, wo der Solarriese rund zwölf Millionen Euro besser abschnitt als erwartet. Allerdings blieb Solarworld beim Umsatz und Gewinn hinter den Erwartungen. Analysten hatten mit einem Umsatz von 312 Millionen Euro gerechnet und einem Überschuss von 13,6 Millionen.
Vorsichtiger Optimismus für 2011
Der Ausblick für den Rest des Jahres ist vorsichtig optimistisch. Firmenchef Frank Asbeck sagte zu den Jahreszielen, der Konzern werde aus heutiger Sicht die Erwartungen für 2011 erfüllen – sofern die Nachfrage anzieht. Und noch eine zweite Einschränkung macht Asbeck: Ein weiterer Preisdruck könnte infolge zyklischer Überkapazitäten belastend auf Umsatz und Ergebnis wirken.
Bislang hatte der Solarworld-Chef in Aussicht gestellt, den Umsatz des Vorjahres von 1,3 Milliarden zu übertreffen. Dies hatte er aber nicht näher konkretisiert. Auch gab er bisher keine Gewinnprognose ab angesichts der unsicheren Preisentwicklung. Allerdings hatte er Zweifel geäußert, dass die operative Umsatzrendite (Ebit-Marge) von über 14 Prozent zu halten sei.
bs
Donnerstag, 11. August 2011
(Sächsische Zeitung)
Bergleute suchen Lithium für Solarworld
Von Franz Herz
Die Freiberger Firma nimmt im Tiefen-Bünau-Stollen in Zinnwald die ersten Gesteinsproben. Sprengen ist dabei nicht erlaubt.
Lithiumsuche für Solarworld Der Presslufthammer dröhnt im Tiefen-Bünau-Stollen. Seit gestern bauen Kumpel der Bergsicherung Freital Gestein ab. Das sind die ersten bergmännischen Arbeiten bei der Lithiumsuche, die der Solarworld-Konzern seit diesem Jahr in Zinnwald betreibt. Die Männer schlagen 20 Tonnen Erz aus dem Berg.Das Unternehmen baut Anlagen zur Stromgewinnung aus Sonnenlicht. Lithium wird zur Produktion von Akkus benötigt, die den Strom speichern.
Die Verantwortlichen sehen sich die Arbeiten vor Ort an. Der Geologe Kersten Kühn, der beim Ingenieurbüro Geos in Freiberg das Projekt betreut, geht im blauen Overall vorneweg in den Stollen. Ihm folgt der Chemiker Torsten Bachmann, der bei Solarworld für Forschung und Entwicklung verantwortlich ist. Solarworld gibt die Arbeiten in Auftrag. Jörg Neßler schreibt an der TU Bergakademie Freiberg seine Doktorarbeit über die Lithiumsuche und begleitet sie wissenschaftlich.
Der Presslufthammer, mit dem die Mitarbeiter der Bergsicherung Löcher in das Zinnwalder Greisengestein bohren, ist bereits von Weitem im Berg zu hören. Kühn sagt: „Das ist Musik in den Ohren eines Bergmanns.“ Sollte es wieder zum Erzabbau in Zinnwald kommen, werden viele solche Geräte gleichzeitig ihren ohrenbetäubenden Lärm machen.
Stollen ist gut erschlossen
Knackpunkt bei dem Lithiumprojekt ist die Frage, wie aus dem Gestein der kleine Anteil von dem Element herausgelöst werden kann. Solarworld sucht ein geeignetes Verfahren und lässt dazu das Erz chemisch analysieren. Dafür benötigt es jetzt 20 Tonnen von dem typischen Zinnwalder Greisengestein. „Das wird jetzt zu uns nach Freiberg auf das Saxoniagelände gebracht. Wir untersuchen es dann mit Partnern weiter“, sagt Torsten Bachmann. Ähnliches hat die TU Bergakademie vor zwei Jahren gemacht und acht Tonnen Gestein in Zinnwald abgebaut. Solarworld will aber eigenes Material gewinnen.
Der Tiefe-Bünau-Stollen bietet sich für diese Probengewinnung an, weil er gut erschlossen ist. Hier liegen ein Stromanschluss und Schienen zum Abtransport. „20 Tonnen kann man ja nicht im Rucksack wegtragen“, sagt Geologe Kersten Kühn.
Die Bergleute stehen in einer dichten Staubwolke und bohren Löcher in das Gestein. „Das Einfachste wäre dann zu sprengen, aber das ist hier nicht erlaubt“, sagt Kühn. Schließlich arbeiten die Männer im Besucherbergwerk. Stattdessen wird ein hydraulischer Spreizer in die Löcher gesteckt, der das Gestein auseinander drückt. Erzbrocken fallen zu Boden.
Vorteil für Museumsbesucher
Hier lädt David Helm die Steine in einen großen Kübel, den er auf den Schienen zum sogenannten Albertschacht fährt. 30 Meter darüber auf der Erdoberfläche steht ein Dreibein mit einer Winde. hat die Bergsicherung wegen Wasserschutzarbeiten im Bünau-Stollen bereits eine Winde aufgebaut. Oben steht sein Kollege, zieht die Kübel hoch und kippt die Steine auf ein Förderband. An dessen Ende poltern sie in einen Container. Zwei sollen diese Woche gefüllt werden. Dann hat Solarworld genug Material für seine Analysen.
Der Stollen wird auch vom Besucherbergwerk genutzt. Das erlebt auf diese Art echte Bergmannarbeiten. „Das kommt sehr selten vor“, sagt Museumsleiter Christoph Schröder. Besuche sind aber ganz normal möglich. Die Führungen nehmen nur einen anderen Weg. Künftig müssen sich auch die Besucher weniger bücken. Das Gestein wird jetzt von oben nachgerissen, wie die Bergleute sagen. Dadurch wird der Besucherstollen höher.
http://www.sz-online.de/nachrichten/artikel.asp?id=2833884
(Sächsische Zeitung)
Bergleute suchen Lithium für Solarworld
Von Franz Herz
Die Freiberger Firma nimmt im Tiefen-Bünau-Stollen in Zinnwald die ersten Gesteinsproben. Sprengen ist dabei nicht erlaubt.
Lithiumsuche für Solarworld Der Presslufthammer dröhnt im Tiefen-Bünau-Stollen. Seit gestern bauen Kumpel der Bergsicherung Freital Gestein ab. Das sind die ersten bergmännischen Arbeiten bei der Lithiumsuche, die der Solarworld-Konzern seit diesem Jahr in Zinnwald betreibt. Die Männer schlagen 20 Tonnen Erz aus dem Berg.Das Unternehmen baut Anlagen zur Stromgewinnung aus Sonnenlicht. Lithium wird zur Produktion von Akkus benötigt, die den Strom speichern.
Die Verantwortlichen sehen sich die Arbeiten vor Ort an. Der Geologe Kersten Kühn, der beim Ingenieurbüro Geos in Freiberg das Projekt betreut, geht im blauen Overall vorneweg in den Stollen. Ihm folgt der Chemiker Torsten Bachmann, der bei Solarworld für Forschung und Entwicklung verantwortlich ist. Solarworld gibt die Arbeiten in Auftrag. Jörg Neßler schreibt an der TU Bergakademie Freiberg seine Doktorarbeit über die Lithiumsuche und begleitet sie wissenschaftlich.
Der Presslufthammer, mit dem die Mitarbeiter der Bergsicherung Löcher in das Zinnwalder Greisengestein bohren, ist bereits von Weitem im Berg zu hören. Kühn sagt: „Das ist Musik in den Ohren eines Bergmanns.“ Sollte es wieder zum Erzabbau in Zinnwald kommen, werden viele solche Geräte gleichzeitig ihren ohrenbetäubenden Lärm machen.
Stollen ist gut erschlossen
Knackpunkt bei dem Lithiumprojekt ist die Frage, wie aus dem Gestein der kleine Anteil von dem Element herausgelöst werden kann. Solarworld sucht ein geeignetes Verfahren und lässt dazu das Erz chemisch analysieren. Dafür benötigt es jetzt 20 Tonnen von dem typischen Zinnwalder Greisengestein. „Das wird jetzt zu uns nach Freiberg auf das Saxoniagelände gebracht. Wir untersuchen es dann mit Partnern weiter“, sagt Torsten Bachmann. Ähnliches hat die TU Bergakademie vor zwei Jahren gemacht und acht Tonnen Gestein in Zinnwald abgebaut. Solarworld will aber eigenes Material gewinnen.
Der Tiefe-Bünau-Stollen bietet sich für diese Probengewinnung an, weil er gut erschlossen ist. Hier liegen ein Stromanschluss und Schienen zum Abtransport. „20 Tonnen kann man ja nicht im Rucksack wegtragen“, sagt Geologe Kersten Kühn.
Die Bergleute stehen in einer dichten Staubwolke und bohren Löcher in das Gestein. „Das Einfachste wäre dann zu sprengen, aber das ist hier nicht erlaubt“, sagt Kühn. Schließlich arbeiten die Männer im Besucherbergwerk. Stattdessen wird ein hydraulischer Spreizer in die Löcher gesteckt, der das Gestein auseinander drückt. Erzbrocken fallen zu Boden.
Vorteil für Museumsbesucher
Hier lädt David Helm die Steine in einen großen Kübel, den er auf den Schienen zum sogenannten Albertschacht fährt. 30 Meter darüber auf der Erdoberfläche steht ein Dreibein mit einer Winde. hat die Bergsicherung wegen Wasserschutzarbeiten im Bünau-Stollen bereits eine Winde aufgebaut. Oben steht sein Kollege, zieht die Kübel hoch und kippt die Steine auf ein Förderband. An dessen Ende poltern sie in einen Container. Zwei sollen diese Woche gefüllt werden. Dann hat Solarworld genug Material für seine Analysen.
Der Stollen wird auch vom Besucherbergwerk genutzt. Das erlebt auf diese Art echte Bergmannarbeiten. „Das kommt sehr selten vor“, sagt Museumsleiter Christoph Schröder. Besuche sind aber ganz normal möglich. Die Führungen nehmen nur einen anderen Weg. Künftig müssen sich auch die Besucher weniger bücken. Das Gestein wird jetzt von oben nachgerissen, wie die Bergleute sagen. Dadurch wird der Besucherstollen höher.
http://www.sz-online.de/nachrichten/artikel.asp?id=2833884
Antwort auf Beitrag Nr.: 41.942.814 von bossi1 am 12.08.11 11:41:03Torsten Bachmann
Manager Research and Development, Quality Assurance bei Sunicon GmbH
Dresden und Umgebung, Deutschland Erneuerbare Energie & Umwelt
Aktuell
Manager Research and Development, Quality Assurance bei Sunicon GmbH
Früher
Manager Characterization & Reliability bei Signet Solar
Researcher bei Fraunhofer IZFP
Researcher bei Hochschule Mittweida
Alle anzeigen ...
Ausbildung
Technische Universität Dresden
Hochschule Mittweida (FH)
Kontakte
15 Kontakte
Zusammenfassung von Torsten Bachmann
- Manager R&D
- Manager Quality Assurance
- Manager Characterization and Reliability
- Thin Film Photovoltaic
- Project Manager PV Installation
- Coordinator of Research Projects
- 5+ years in a product development engineering environment
- Member of Supervisory Board of Wohnungsbaugesellschaft mbH Mittweida
Spezialgebiete
Photovoltaic, PV, Silicon, amorphous Silicon, Thin Film, Module, Characterization, Reliability, Quality, Safety, Project Management, R&D, Research Projects, Test Field, light induced degradation, LID, standardization, Certification, PV Installations, yield measurement, Halt testing, life prediction, Failure Analysis, Lithium
http://de.linkedin.com/pub/torsten-bachmann/21/1b7/621
Manager Research and Development, Quality Assurance bei Sunicon GmbH
Dresden und Umgebung, Deutschland Erneuerbare Energie & Umwelt
Aktuell
Manager Research and Development, Quality Assurance bei Sunicon GmbH
Früher
Manager Characterization & Reliability bei Signet Solar
Researcher bei Fraunhofer IZFP
Researcher bei Hochschule Mittweida
Alle anzeigen ...
Ausbildung
Technische Universität Dresden
Hochschule Mittweida (FH)
Kontakte
15 Kontakte
Zusammenfassung von Torsten Bachmann
- Manager R&D
- Manager Quality Assurance
- Manager Characterization and Reliability
- Thin Film Photovoltaic
- Project Manager PV Installation
- Coordinator of Research Projects
- 5+ years in a product development engineering environment
- Member of Supervisory Board of Wohnungsbaugesellschaft mbH Mittweida
Spezialgebiete
Photovoltaic, PV, Silicon, amorphous Silicon, Thin Film, Module, Characterization, Reliability, Quality, Safety, Project Management, R&D, Research Projects, Test Field, light induced degradation, LID, standardization, Certification, PV Installations, yield measurement, Halt testing, life prediction, Failure Analysis, Lithium
http://de.linkedin.com/pub/torsten-bachmann/21/1b7/621
Siegfried Behrendt
Lorenz Erdmann
Max Marwede
Sophie Caporal
IZT - Institut für Zukunftsstudien und Technologiebewertung,
gemeinnützige GmbH
Roadmap:
Ressourceneffiziente Photovoltaik 2020+
pdf 152 Seiten mit vielen interessanten Themen zur aktuellen F&E
http://ressourcen.wupperinst.org/downloads/MaRess_AP9_1.pdf…
Lorenz Erdmann
Max Marwede
Sophie Caporal
IZT - Institut für Zukunftsstudien und Technologiebewertung,
gemeinnützige GmbH
Roadmap:
Ressourceneffiziente Photovoltaik 2020+
pdf 152 Seiten mit vielen interessanten Themen zur aktuellen F&E
http://ressourcen.wupperinst.org/downloads/MaRess_AP9_1.pdf…
CSP hat erst mal fertig gegenüber PV in den USA ...
mußte S2M kleinlaut eingestehen nach verschoben Zahlen, gefeuertem CFO und Vorwurf zu Insiderhandel
Solar Millennium setzt nun auf Photovoltaik
18. AUGUST 2011 | Kurs 7,76 -28,80%
Die Anlagen, die das Unternehmen derzeit in Kalifornien baut, sollen nun als Photovoltaik-, nicht als solarthermische Kraftwerke entstehen. Die günstigen Voraussetzungen in den USA hätten Solar Millennium zu diesem Schritt bewogen.
Die Solar Millennium AG hat gemeinsam mit ihrer US-Tochter Solar Trust of America beschlossen, die Kraftwerksprojekte im kalifornischen Blythe mit Photovoltaik umzusetzen. „Wir reagieren schnell und pragmatisch auf den Markt, der in Kalifornien momentan Photovoltaik begünstigt“, erklärte Vorstandschef Christoph Wolff diesen Schritt. Ursprünglich wollte Solar Millennium das Projekt mit solarthermischen Kraftwerken umsetzen. Die ersten 500 Megawatt des insgesamt ein Gigawatt umfassenden Kraftwerks würde nun aber mit Photovoltaik realisiert. Damit werde zugleich der Wert des Projekts erhöht, sagte Wolf weiter. Der seien die Unternehmen in Verhandlungen mit verschiedenen Photovoltaik-Modulproduzenten sowie möglichen Generalunternehmern für das Projekt.
Der Vorstandschef Wolff betonte jedoch, dass Solar Millennium als „langfristige Strategie“ weiterhin auf solarthermische Kraftwerke setze und international damit Projekte realisieren wolle. Die Entscheidung für Photovoltaik beim ersten Projekt in Nordamerika bedeute keinen grundlegenden Strategiewechsel. Im April hatte das US-Energieministerium für die Errichtung eines 500 Megawatt starken solarthermischen Kraftwerks eine bedingte Kreditzusage in Höhe von 2,1 Milliarden US-Dollar für das Projekt in Blythe gemacht. Die ersten Arbeiten hatten vor einigen Wochen begonnen. (Sandra Enkhardt)
http://www.photovoltaik.eu/nachrichten/details/beitrag/solar…
mußte S2M kleinlaut eingestehen nach verschoben Zahlen, gefeuertem CFO und Vorwurf zu Insiderhandel
Solar Millennium setzt nun auf Photovoltaik
18. AUGUST 2011 | Kurs 7,76 -28,80%
Die Anlagen, die das Unternehmen derzeit in Kalifornien baut, sollen nun als Photovoltaik-, nicht als solarthermische Kraftwerke entstehen. Die günstigen Voraussetzungen in den USA hätten Solar Millennium zu diesem Schritt bewogen.
Die Solar Millennium AG hat gemeinsam mit ihrer US-Tochter Solar Trust of America beschlossen, die Kraftwerksprojekte im kalifornischen Blythe mit Photovoltaik umzusetzen. „Wir reagieren schnell und pragmatisch auf den Markt, der in Kalifornien momentan Photovoltaik begünstigt“, erklärte Vorstandschef Christoph Wolff diesen Schritt. Ursprünglich wollte Solar Millennium das Projekt mit solarthermischen Kraftwerken umsetzen. Die ersten 500 Megawatt des insgesamt ein Gigawatt umfassenden Kraftwerks würde nun aber mit Photovoltaik realisiert. Damit werde zugleich der Wert des Projekts erhöht, sagte Wolf weiter. Der seien die Unternehmen in Verhandlungen mit verschiedenen Photovoltaik-Modulproduzenten sowie möglichen Generalunternehmern für das Projekt.
Der Vorstandschef Wolff betonte jedoch, dass Solar Millennium als „langfristige Strategie“ weiterhin auf solarthermische Kraftwerke setze und international damit Projekte realisieren wolle. Die Entscheidung für Photovoltaik beim ersten Projekt in Nordamerika bedeute keinen grundlegenden Strategiewechsel. Im April hatte das US-Energieministerium für die Errichtung eines 500 Megawatt starken solarthermischen Kraftwerks eine bedingte Kreditzusage in Höhe von 2,1 Milliarden US-Dollar für das Projekt in Blythe gemacht. Die ersten Arbeiten hatten vor einigen Wochen begonnen. (Sandra Enkhardt)
http://www.photovoltaik.eu/nachrichten/details/beitrag/solar…
Antwort auf Beitrag Nr.: 41.970.983 von bossi1 am 18.08.11 17:45:31S2M nach Zahlen und neuen Daten auf dem Weg zum Pennystock ... 3,50 -54,89%
13.12.2010
Recycling
Solarmodule bald Elektronikschrott?
Von Heiko Schwarzburger
Das neue Jahr birgt einige Überraschungen. Zum Beispiel beim Recycling von Solarmodulen. Denn mit der Novelle der Elektronikschrottverordnung der EU (WEEE) könnten für die Paneele bald schärfere Vorschriften gelten.
Die europäische Abfallrichtlinie für Elektronikschritt und elektrische Altgeräte (WEEE: Waste Electrical and Electronic Equipment) könnte bald auf Solarmodule ausgedehnt werden. Bisher sind Module in den Kategorien der Richtlinie nicht enthalten, weil die Abfallmenge unerheblich war. Das könnte sich jedoch ändern, wie Experten auf einer Tagung des Arbeitskreises Energie von Bayern Innovativ in München diskutierten. Denn 2011 steht die WEEE zur Novellierung (Recast) an. Danach gilt das europäische und deutsche Abfallrecht auch für die Solarpaneele. Ganz neu ist das Recycling für die Branche nicht. Bis 2015 will das Branchennetzwerk PV Cycle die Rücknahme der Module organisieren - europaweit. Wie Karsten Wambach, Präsident von PV Cycle, auf der Konferenz bestätigte, ist die Finanzierung bislang allerdings noch ungeklärt. Zudem sind neue Recyclingbetriebe und Technologien notwendig, um die in Europa wachsenden Modulberge zu verwerten. Bisher stehen dafür nur zwei erprobte Technologien bereit: Die Recyclingstation für Siliziummodule bei Sunicon (Solarworld) in Freiberg und die Wiederverwertung von Modulen aus Cadmiumtellurid bei First Solar in Frankfurt/Oder. Damit haben bisher nur Solarworld und First Solar entsprechende Kapazitäten, um die Vorschriften der WEEE zu erfüllen.
Sollten die Solarmodule künftig unter diese Richtlinie fallen, muss nämlich jeder einzelne Hersteller die in Verkehr gebrachte Menge nachweisen sowie die fachgerechte Rücknahme und Entsorgung seiner Paneele organisieren. Elektronische Altgeräte – und damit künftig auch Solarmodule – werden über kommunale Sammelstellen oder speziell genehmigte Recyclingunternehmen zurückgenommen und verwertet. Bei einer Sammlung durch die Kommunen kann es passieren, dass die Hersteller auch andere Produkte, in jedem Fall aber auch Produkte der Mitanbieter aufarbeiten müssen. In jedem Fall erfolgt die Aufbereitung ausschließlich durch zugelassene Recyclingunternehmen, so genannte Erstbehandlungsanlagen. Sie bedürfen der behördlichen Genehmigung.
http://www.erneuerbareenergien.de/wee-recycling-von-solarmod…
P.S.: SolarWorld AG platziert 150 Millionen Euro Anleihe ...
Recycling
Solarmodule bald Elektronikschrott?
Von Heiko Schwarzburger
Das neue Jahr birgt einige Überraschungen. Zum Beispiel beim Recycling von Solarmodulen. Denn mit der Novelle der Elektronikschrottverordnung der EU (WEEE) könnten für die Paneele bald schärfere Vorschriften gelten.
Die europäische Abfallrichtlinie für Elektronikschritt und elektrische Altgeräte (WEEE: Waste Electrical and Electronic Equipment) könnte bald auf Solarmodule ausgedehnt werden. Bisher sind Module in den Kategorien der Richtlinie nicht enthalten, weil die Abfallmenge unerheblich war. Das könnte sich jedoch ändern, wie Experten auf einer Tagung des Arbeitskreises Energie von Bayern Innovativ in München diskutierten. Denn 2011 steht die WEEE zur Novellierung (Recast) an. Danach gilt das europäische und deutsche Abfallrecht auch für die Solarpaneele. Ganz neu ist das Recycling für die Branche nicht. Bis 2015 will das Branchennetzwerk PV Cycle die Rücknahme der Module organisieren - europaweit. Wie Karsten Wambach, Präsident von PV Cycle, auf der Konferenz bestätigte, ist die Finanzierung bislang allerdings noch ungeklärt. Zudem sind neue Recyclingbetriebe und Technologien notwendig, um die in Europa wachsenden Modulberge zu verwerten. Bisher stehen dafür nur zwei erprobte Technologien bereit: Die Recyclingstation für Siliziummodule bei Sunicon (Solarworld) in Freiberg und die Wiederverwertung von Modulen aus Cadmiumtellurid bei First Solar in Frankfurt/Oder. Damit haben bisher nur Solarworld und First Solar entsprechende Kapazitäten, um die Vorschriften der WEEE zu erfüllen.
Sollten die Solarmodule künftig unter diese Richtlinie fallen, muss nämlich jeder einzelne Hersteller die in Verkehr gebrachte Menge nachweisen sowie die fachgerechte Rücknahme und Entsorgung seiner Paneele organisieren. Elektronische Altgeräte – und damit künftig auch Solarmodule – werden über kommunale Sammelstellen oder speziell genehmigte Recyclingunternehmen zurückgenommen und verwertet. Bei einer Sammlung durch die Kommunen kann es passieren, dass die Hersteller auch andere Produkte, in jedem Fall aber auch Produkte der Mitanbieter aufarbeiten müssen. In jedem Fall erfolgt die Aufbereitung ausschließlich durch zugelassene Recyclingunternehmen, so genannte Erstbehandlungsanlagen. Sie bedürfen der behördlichen Genehmigung.
http://www.erneuerbareenergien.de/wee-recycling-von-solarmod…
P.S.: SolarWorld AG platziert 150 Millionen Euro Anleihe ...
LDK Solar Wins Patent Award
Nov 15,2010
XINYU CITY, China and SUNNYVALE, Calif., November 15, 2010 -- LDK Solar Co., Ltd. ("LDK Solar") (NYSE: LDK), a leading manufacturer of multicrystalline solar wafers and PV products, today announced that LDK Solar's patent "Directional Solidification Furnace with Recharging Apparatus for Multicrystalline Silicon Ingot Growth" has won the Excellence Award of the 12th China Patent Award which is the highest award in the patent field in China.
"Directional Solidification Furnace with Recharging Apparatus for Multicrystalline Silicon Ingot Growth" is a technology and apparatus that can greatly enhance the production throughput of the current directional solidification furnaces. With the proprietarily designed feeding system, more silicon material can be added into the same crucible during and after melting of the original charge. This will help to reduce the cost of ingot production through less consumption of crucibles and energy, and produce higher yield of useful ingots for solar wafers.
"We are pleased to receive this special award for our patented technology," stated Xiaofeng Peng, Chairman and CEO of LDK Solar. "LDK Solar continues to focus on research and development projects which will improve process technology, reduce manufacturing costs as well as elevate our overall product quality. Our investment in R&D will build LDK Solar as a truly vertically integrated photovoltaic technology company."
http://www.ldksolar.com/med_press_list.php?news_id=16
Nov 15,2010
XINYU CITY, China and SUNNYVALE, Calif., November 15, 2010 -- LDK Solar Co., Ltd. ("LDK Solar") (NYSE: LDK), a leading manufacturer of multicrystalline solar wafers and PV products, today announced that LDK Solar's patent "Directional Solidification Furnace with Recharging Apparatus for Multicrystalline Silicon Ingot Growth" has won the Excellence Award of the 12th China Patent Award which is the highest award in the patent field in China.
"Directional Solidification Furnace with Recharging Apparatus for Multicrystalline Silicon Ingot Growth" is a technology and apparatus that can greatly enhance the production throughput of the current directional solidification furnaces. With the proprietarily designed feeding system, more silicon material can be added into the same crucible during and after melting of the original charge. This will help to reduce the cost of ingot production through less consumption of crucibles and energy, and produce higher yield of useful ingots for solar wafers.
"We are pleased to receive this special award for our patented technology," stated Xiaofeng Peng, Chairman and CEO of LDK Solar. "LDK Solar continues to focus on research and development projects which will improve process technology, reduce manufacturing costs as well as elevate our overall product quality. Our investment in R&D will build LDK Solar as a truly vertically integrated photovoltaic technology company."
http://www.ldksolar.com/med_press_list.php?news_id=16
Photovoltaik-Produktionsverfahren und Anlagen von Schmid ermöglichen neuen Wirkungsgradrekord von über 20% für monokristalline Solarzellen mit Siebdruck-Metallisierung
25.08.2011 | Quelle: Gebr. Schmid GmbH + Co. | solarserver.de © Heindl Server GmbH
Die Schott Solar AG (Mainz) hat einen neuen Wirkungsgradrekord für monokristalline Silizium-Solarzellen im industriellen Format von 156 x 156 Millimetern erzielt. Das Fraunhofer ISE (Freiburg) bestätigte in einer unabhängigen Messung einen Spitzenwirkungsgrad von 20,2%.
Zur Herstellung der Zellvorderseiten hat das Mainzer Unternehmen auf die produktionstechnisch etablierten Technologien der Schmid-Group aus Freudenstadt zurückgegriffen.
Vorder- und Rückseite der Solarzelle optimiert
Der erzielte Wirkungsgrad-Rekord von 20,2% liegt 0,6 % höher als der vorhergehende Bestwert und mehr als 2 % über dem Wirkungsgrad herkömmlicher Solarzellen, die in der Massenproduktion eine Effizienz von etwa 18 % erreichen.
Entscheidend für das erstmalige Überschreiten der Wirkungsgradmarke von 20 % war die erfolgreiche Kombination einer optimierten Zellvorderseite mit einer optimierten Zellrückseite, betont die Gebr. Schmid GmbH + Co. in ihrer Pressemitteilung
Alkalische Texturierung und selektive Emitter-Technologie
Die Vorderseite der Rekord-Solarzelle wurde in ihrer Herstellsequenz bis einschließlich der SE-Emitterätze im Technologie-Zentrum des Freudenstädter Unternehmens realisiert. Zum Einsatz kamen hierbei die alkalische Texturierung im horizontalen In-line-Verfahren und die gesamte Kette der unmittelbar nachfolgenden Herstellungsprozesse, bestehend aus Bildung des pn-Übergangs sowie der laut Schmid weltweit meistverwendeten und leistungsfähigsten selektiven Emitter-Technologie.
Die abschließende Weiterverarbeitung der Zellen wurde bei Schott Solar in Alzenau durchgeführt. Hierzu wurde das schon für multikristalline Zellen bei Schott entwickelte und erfolgreich eingesetzte Konzept der PERC-Struktur genutzt.
Technologien für leistungsfähigere Zell-Architekturen
„Wir freuen uns, dass wir einen entscheidenden Beitrag zum Erreichen dieses neuen Wirkungsgrad-Weltrekords liefern konnten. Dies zeigt uns einmal mehr, dass unsere Technologien nicht nur zur Herstellung von Hocheffizienzzellen, wie sie bei vielen unserer Kunden bereits heute gefertigt werden, sondern auch zukünftiger, noch leistungsfähigerer Zell-Architekturen hervorragend geeignet sind“, kommentiert Dr. Christian Buchner, Vice President Business Unit Cell der Schmid Group.
Durch die Kombination des In-Line-Verfahrens zur alkalischen Texturierung der Wafer mit dem in der Produktion etablierten Verfahren zur Herstellung einer selektiven Emitterstruktur wurde eine nahezu perfekte Performance der sonnenzugewandten Zelloberfläche realisiert. Beide Technologien wurden im Entwicklungszentrum des Freudenstädter High-Tech-Spezialisten konzeptioniert, umgesetzt und optimiert und zeichnen sich durch ihr breites Prozessfenster und die damit einhergehende Produktionsstabilität aus. Diese Eigenschaften seien für eine schnelle und erfolgreiche Überführung in die industrielle Fertigung von Hochleistungs-Solarzellen entscheidend gewesen.
„Durch eine weitere Neuerung bei der Vorderseiten-Metallisierung erwarten wir, in naher Zukunft einen Zellwirkungsgrad von 20.5% bei gleichzeitiger, substantieller Reduktion des Silber-Verbrauchs für die Emitter-Elektrode zu erreichen. Im Angesicht auch weiterhin anhaltenden Kostendrucks lässt sich so die Wettbewerbsfähigkeit der Photovoltaik gegenüber konventionellen Energieträgern weiter steigern.“, so Dr. Buchner.
http://www.solarserver.de/solar-magazin/nachrichten/aktuelle…
25.08.2011 | Quelle: Gebr. Schmid GmbH + Co. | solarserver.de © Heindl Server GmbH
Die Schott Solar AG (Mainz) hat einen neuen Wirkungsgradrekord für monokristalline Silizium-Solarzellen im industriellen Format von 156 x 156 Millimetern erzielt. Das Fraunhofer ISE (Freiburg) bestätigte in einer unabhängigen Messung einen Spitzenwirkungsgrad von 20,2%.
Zur Herstellung der Zellvorderseiten hat das Mainzer Unternehmen auf die produktionstechnisch etablierten Technologien der Schmid-Group aus Freudenstadt zurückgegriffen.
Vorder- und Rückseite der Solarzelle optimiert
Der erzielte Wirkungsgrad-Rekord von 20,2% liegt 0,6 % höher als der vorhergehende Bestwert und mehr als 2 % über dem Wirkungsgrad herkömmlicher Solarzellen, die in der Massenproduktion eine Effizienz von etwa 18 % erreichen.
Entscheidend für das erstmalige Überschreiten der Wirkungsgradmarke von 20 % war die erfolgreiche Kombination einer optimierten Zellvorderseite mit einer optimierten Zellrückseite, betont die Gebr. Schmid GmbH + Co. in ihrer Pressemitteilung
Alkalische Texturierung und selektive Emitter-Technologie
Die Vorderseite der Rekord-Solarzelle wurde in ihrer Herstellsequenz bis einschließlich der SE-Emitterätze im Technologie-Zentrum des Freudenstädter Unternehmens realisiert. Zum Einsatz kamen hierbei die alkalische Texturierung im horizontalen In-line-Verfahren und die gesamte Kette der unmittelbar nachfolgenden Herstellungsprozesse, bestehend aus Bildung des pn-Übergangs sowie der laut Schmid weltweit meistverwendeten und leistungsfähigsten selektiven Emitter-Technologie.
Die abschließende Weiterverarbeitung der Zellen wurde bei Schott Solar in Alzenau durchgeführt. Hierzu wurde das schon für multikristalline Zellen bei Schott entwickelte und erfolgreich eingesetzte Konzept der PERC-Struktur genutzt.
Technologien für leistungsfähigere Zell-Architekturen
„Wir freuen uns, dass wir einen entscheidenden Beitrag zum Erreichen dieses neuen Wirkungsgrad-Weltrekords liefern konnten. Dies zeigt uns einmal mehr, dass unsere Technologien nicht nur zur Herstellung von Hocheffizienzzellen, wie sie bei vielen unserer Kunden bereits heute gefertigt werden, sondern auch zukünftiger, noch leistungsfähigerer Zell-Architekturen hervorragend geeignet sind“, kommentiert Dr. Christian Buchner, Vice President Business Unit Cell der Schmid Group.
Durch die Kombination des In-Line-Verfahrens zur alkalischen Texturierung der Wafer mit dem in der Produktion etablierten Verfahren zur Herstellung einer selektiven Emitterstruktur wurde eine nahezu perfekte Performance der sonnenzugewandten Zelloberfläche realisiert. Beide Technologien wurden im Entwicklungszentrum des Freudenstädter High-Tech-Spezialisten konzeptioniert, umgesetzt und optimiert und zeichnen sich durch ihr breites Prozessfenster und die damit einhergehende Produktionsstabilität aus. Diese Eigenschaften seien für eine schnelle und erfolgreiche Überführung in die industrielle Fertigung von Hochleistungs-Solarzellen entscheidend gewesen.
„Durch eine weitere Neuerung bei der Vorderseiten-Metallisierung erwarten wir, in naher Zukunft einen Zellwirkungsgrad von 20.5% bei gleichzeitiger, substantieller Reduktion des Silber-Verbrauchs für die Emitter-Elektrode zu erreichen. Im Angesicht auch weiterhin anhaltenden Kostendrucks lässt sich so die Wettbewerbsfähigkeit der Photovoltaik gegenüber konventionellen Energieträgern weiter steigern.“, so Dr. Buchner.
http://www.solarserver.de/solar-magazin/nachrichten/aktuelle…
SolarWorld AG stellt Produktion in Deutschland und den USA um; Modulproduktion in Camarillo wird beendet, ältere Produktionsteile in Freiberg außer Betrieb genommen
Solar World-Chef Asbeck: Lohnkostenanteil bleibt unter 10 Prozent
In den vergangenen Monaten hat die SolarWorld AG (Bonn) an ihren Standorten in den USA und Deutschland ihre Fertigungskapazitäten entlang der gesamten Wertschöpfungskette massiv ausgebaut und modernisiert.
Ältere Fertigungsteile nehme der Konzern jetzt konsequent außer Betrieb und stärke damit seine Wettbewerbsfähigkeit, heißt es in einer Pressemitteilung.
Modulproduktion in Camarillo (Kalifornien) wird beendet
In den USA konzentriert SolarWorld die Produktionsaktivität auf ihren Standort in Hillsboro/Oregon. Am größten Standort des Konzerns außerhalb von Deutschland betreibt die SolarWorld AG bereits zwei Fertigungslinien für Solarstrommodule. Die Modulproduktion in Camarillo/Kalifornien soll nun beendet und komplett in Hillsboro gebündelt werden. Durch die Zusammenführung an einem voll integrierten Standort hebe die SolarWorld AG Synergiepotenziale und senke die Produktionskosten. Die Vertriebs- und Distributionseinheit in Camarillo bleibe bestehen und werde weiter verstärkt.
Leiharbeitsplätze werden abgebaut
In Deutschland verfügt SolarWorld am Standort Freiberg/Sachsen nach Inbetriebnahme der neuen Fertigung für Solarwafer über eine Jahreskapazität von 1.000 MW auf modernstem Stand. Ältere Produktionsteile können damit außer Betrieb genommen werden. Damit einher geht die Reduzierung des zuvor für die Aufbauphase notwendigen Anteiles an Leiharbeitsplätzen. Mit der Umstellung erreiche SolarWorld eine deutliche Kostensenkung und die Steigerung der Produktivität am deutschen Standort.
Abgrenzung gegenüber Herstellern, die zunehmend in Billiglohnländer verlagern
SolarWorld stärke mit den Maßnahmen an seinen beiden Standorten USA und Deutschland seine Wettbewerbsfähigkeit in einem hart umkämpften Markt, betont das Unternehmen. Dr.-Ing. E.h. Frank Asbeck: „Wir halten unseren Lohnkostenanteil damit weiterhin bei unter 10 Prozent. Insbesondere in Abgrenzung gegenüber Herstellern, die zunehmend in Billiglohnländer verlagern oder von dort kommen, ist dies von strategischer Bedeutung. Damit bieten wir Qualität aus Deutschland und Quality made in USA wettbewerbsfähig zu Fernost.“
02.09.2011 | Quelle: SolarWorld AG | solarserver.de © Heindl Server GmbH
http://www.solarserver.de/solar-magazin/nachrichten/aktuelle…
Solar World-Chef Asbeck: Lohnkostenanteil bleibt unter 10 Prozent
In den vergangenen Monaten hat die SolarWorld AG (Bonn) an ihren Standorten in den USA und Deutschland ihre Fertigungskapazitäten entlang der gesamten Wertschöpfungskette massiv ausgebaut und modernisiert.
Ältere Fertigungsteile nehme der Konzern jetzt konsequent außer Betrieb und stärke damit seine Wettbewerbsfähigkeit, heißt es in einer Pressemitteilung.
Modulproduktion in Camarillo (Kalifornien) wird beendet
In den USA konzentriert SolarWorld die Produktionsaktivität auf ihren Standort in Hillsboro/Oregon. Am größten Standort des Konzerns außerhalb von Deutschland betreibt die SolarWorld AG bereits zwei Fertigungslinien für Solarstrommodule. Die Modulproduktion in Camarillo/Kalifornien soll nun beendet und komplett in Hillsboro gebündelt werden. Durch die Zusammenführung an einem voll integrierten Standort hebe die SolarWorld AG Synergiepotenziale und senke die Produktionskosten. Die Vertriebs- und Distributionseinheit in Camarillo bleibe bestehen und werde weiter verstärkt.
Leiharbeitsplätze werden abgebaut
In Deutschland verfügt SolarWorld am Standort Freiberg/Sachsen nach Inbetriebnahme der neuen Fertigung für Solarwafer über eine Jahreskapazität von 1.000 MW auf modernstem Stand. Ältere Produktionsteile können damit außer Betrieb genommen werden. Damit einher geht die Reduzierung des zuvor für die Aufbauphase notwendigen Anteiles an Leiharbeitsplätzen. Mit der Umstellung erreiche SolarWorld eine deutliche Kostensenkung und die Steigerung der Produktivität am deutschen Standort.
Abgrenzung gegenüber Herstellern, die zunehmend in Billiglohnländer verlagern
SolarWorld stärke mit den Maßnahmen an seinen beiden Standorten USA und Deutschland seine Wettbewerbsfähigkeit in einem hart umkämpften Markt, betont das Unternehmen. Dr.-Ing. E.h. Frank Asbeck: „Wir halten unseren Lohnkostenanteil damit weiterhin bei unter 10 Prozent. Insbesondere in Abgrenzung gegenüber Herstellern, die zunehmend in Billiglohnländer verlagern oder von dort kommen, ist dies von strategischer Bedeutung. Damit bieten wir Qualität aus Deutschland und Quality made in USA wettbewerbsfähig zu Fernost.“
02.09.2011 | Quelle: SolarWorld AG | solarserver.de © Heindl Server GmbH
http://www.solarserver.de/solar-magazin/nachrichten/aktuelle…
Antwort auf Beitrag Nr.: 42.038.623 von moemeister am 02.09.11 22:17:13Herstellungsmethode für eine bifaciale EWT Solarzelle, wobei bei der Metallisierung Nickelsilicid (NiSi) verwendet wird. Nach (0022) können für die Solarzellen alternativ neben monokristallinen auch polykristalline- oder RGS-Wafer eingesetzt werden. Ein EWT Patent gab es bereits und die ganzen Änderungen muß ich mir noch genauer ansehen ...
METHOD FOR MANUFACTURING A SEMICONDUCTOR COMPONENT
United States Patent Application 20110036398
An emitter wrap-through solar cell may include a semiconductor substrate having a first side, and a second side opposite the first side, contact structures having at least one emitter contact, and at least one base contact, wherein both the at least one emitter contact and the at least one base contact are arranged on the second side of the semiconductor substrate, and the contact structures have a metallization having nickel silicide.
Inventors:
Bitnar, Bernd (Freiberg, DE)
Neuhaus, Holger (Freiberg, DE)
Application Number:
12/839434
Publication Date:
02/17/2011
Assignee:
SOLARWORLD INNOVATIONS GMBH (Freiberg, DE)
http://www.freepatentsonline.com/20110036398.pdf
METHOD FOR MANUFACTURING A SEMICONDUCTOR COMPONENT
United States Patent Application 20110036398
An emitter wrap-through solar cell may include a semiconductor substrate having a first side, and a second side opposite the first side, contact structures having at least one emitter contact, and at least one base contact, wherein both the at least one emitter contact and the at least one base contact are arranged on the second side of the semiconductor substrate, and the contact structures have a metallization having nickel silicide.
Inventors:
Bitnar, Bernd (Freiberg, DE)
Neuhaus, Holger (Freiberg, DE)
Application Number:
12/839434
Publication Date:
02/17/2011
Assignee:
SOLARWORLD INNOVATIONS GMBH (Freiberg, DE)
http://www.freepatentsonline.com/20110036398.pdf
Antwort auf Beitrag Nr.: 42.038.623 von moemeister am 02.09.11 22:17:13Solarworld leiht zunehmend Beschäftigte
500 Frauen und Männer bei Unternehmen in Freiberg sind Zeitarbeiter
erschienen am 25.08.2011
Freiberg. Christa S. spricht sogar von "moderner Sklaverei", wenn sie von der Arbeit ihres Mannes spricht. Einige Jahre vor dem Ruhestand wurde der arbeitslos. Nun, mit 62, hat er im April über die Zeitarbeitsfirma IK Hofmann Arbeit bei der Deutschen Solar AG gefunden, als Hilfsarbeiter in der jüngsten, der dritten, Solarmodul-Fabrik. Er verdient einen Stundenlohn von 6,89 Euro, für Wochenendarbeit gibt es einen Euro pro Stunde Zuschlag. Zu wenig für die verantwortungsvolle Arbeit als Gabelstapler und nach 44 Arbeitsjahren, findet seine Frau. Er arbeitet rollende Woche. Trotzdem stehen in seinem Vertrag nur 35 Wochenstunden. "Die individuelle regelmäßige monatliche Arbeitszeit ist tariflich geregelt", heißt es da nur von IK Hofmann. Seine fest angestellten Kollegen würden mindestens zehn Euro Stundenlohn bekommen, weiß Christa S.: "Keine Spur von gleichem Lohn für gleiche Arbeit."
Dabei hält sich die Zeitarbeitsfirma an die gesetzlich festgelegten Tarife. "Sonst würden wir uns ja strafbar machen", erklärt Regionalgebietsleiter Peter Böhme. Je nach Qualifizierung liege der Lohn zwischen 6,89 und 8,56 Euro. Hinzu kämen mit den Kunden vereinbarte Zuschlagszahlungen. Von den Firmen, die bedarf für Arbeitskräfte anmelden, erhält die Zeitarbeitsfirma einen Stundenverrechnungssatz, von dem ihr Gewinn abgeht. 30 Prozent der 300 Beschäftigten würden pro Jahr in eine Festanstellung übernommen werden, heißt es.
Bei den Solar-World-Unternehmen in Freiberg sieht das etwas anders aus. Ein Viertel der etwa 2000 Beschäftigten des Unternehmens sind Zeitarbeiter. Begründet wird das von Colette Rückert-Hennen, Konzernvorstand für Personal, mit dem Ausbau der neuen Modulfertigung. Da der Konzern seit Jahren in Freiberg expandiert, gibt es zudem immer Spitzenzeiten, die so abgefangen werden. Das findet auch Christa S., "denn die Leute sind nicht nur für Spitzenzeiten da, sondern müssen immer hier arbeiten."
Zeitarbeiter werden nach den Worten der Personalchefin vorrangig als Fachhelfer in den Bereichen Produktion und Logistik eingesetzt. Sie bestätigt auch den allgemeinen Trend bei den Zeitarbeitern: "Im Rahmen des Standortausbaus ist die Zahl ebenso wie die der festangestellten in den vergangenen Jahren kontinuierlich angestiegen." Rückert-Hennen spricht von jährlich lediglich etwas mehr als 50 Zeitarbeitern, die tatsächlich eingestellt werden. Dass ihr Mann auch demnächst darunter sein könnte, bezweifelt Christa S. Dabei habe er Arbeitserfahrung, sei pünktlich und zuverlässig. Da hilft es ihr auch nicht, dass die Chemnitzer Arbeitsagentur von einer guten Zusammenarbeit mit den Zeitarbeitsfirmen spricht: "Die Verleiher der Region sind auf ihren Ruf bedacht und achten auf Personalbindung", meint Pressesprecherin Michaela Barthel. Zeit- oder Leiharbeit ist aber nach den Worten von Sabine Zimmermann, Regionsvorsitzende des Deutschen Gewerkschaftsbundes, ein Instrument, um die Löhne zu drücken. Genau das spürt der Mann von Christa T.
http://www.freiepresse.de/NACHRICHTEN/TOP-THEMA/Solarworld-l…
( Von Gabriele Fleischer )
500 Frauen und Männer bei Unternehmen in Freiberg sind Zeitarbeiter
erschienen am 25.08.2011
Freiberg. Christa S. spricht sogar von "moderner Sklaverei", wenn sie von der Arbeit ihres Mannes spricht. Einige Jahre vor dem Ruhestand wurde der arbeitslos. Nun, mit 62, hat er im April über die Zeitarbeitsfirma IK Hofmann Arbeit bei der Deutschen Solar AG gefunden, als Hilfsarbeiter in der jüngsten, der dritten, Solarmodul-Fabrik. Er verdient einen Stundenlohn von 6,89 Euro, für Wochenendarbeit gibt es einen Euro pro Stunde Zuschlag. Zu wenig für die verantwortungsvolle Arbeit als Gabelstapler und nach 44 Arbeitsjahren, findet seine Frau. Er arbeitet rollende Woche. Trotzdem stehen in seinem Vertrag nur 35 Wochenstunden. "Die individuelle regelmäßige monatliche Arbeitszeit ist tariflich geregelt", heißt es da nur von IK Hofmann. Seine fest angestellten Kollegen würden mindestens zehn Euro Stundenlohn bekommen, weiß Christa S.: "Keine Spur von gleichem Lohn für gleiche Arbeit."
Dabei hält sich die Zeitarbeitsfirma an die gesetzlich festgelegten Tarife. "Sonst würden wir uns ja strafbar machen", erklärt Regionalgebietsleiter Peter Böhme. Je nach Qualifizierung liege der Lohn zwischen 6,89 und 8,56 Euro. Hinzu kämen mit den Kunden vereinbarte Zuschlagszahlungen. Von den Firmen, die bedarf für Arbeitskräfte anmelden, erhält die Zeitarbeitsfirma einen Stundenverrechnungssatz, von dem ihr Gewinn abgeht. 30 Prozent der 300 Beschäftigten würden pro Jahr in eine Festanstellung übernommen werden, heißt es.
Bei den Solar-World-Unternehmen in Freiberg sieht das etwas anders aus. Ein Viertel der etwa 2000 Beschäftigten des Unternehmens sind Zeitarbeiter. Begründet wird das von Colette Rückert-Hennen, Konzernvorstand für Personal, mit dem Ausbau der neuen Modulfertigung. Da der Konzern seit Jahren in Freiberg expandiert, gibt es zudem immer Spitzenzeiten, die so abgefangen werden. Das findet auch Christa S., "denn die Leute sind nicht nur für Spitzenzeiten da, sondern müssen immer hier arbeiten."
Zeitarbeiter werden nach den Worten der Personalchefin vorrangig als Fachhelfer in den Bereichen Produktion und Logistik eingesetzt. Sie bestätigt auch den allgemeinen Trend bei den Zeitarbeitern: "Im Rahmen des Standortausbaus ist die Zahl ebenso wie die der festangestellten in den vergangenen Jahren kontinuierlich angestiegen." Rückert-Hennen spricht von jährlich lediglich etwas mehr als 50 Zeitarbeitern, die tatsächlich eingestellt werden. Dass ihr Mann auch demnächst darunter sein könnte, bezweifelt Christa S. Dabei habe er Arbeitserfahrung, sei pünktlich und zuverlässig. Da hilft es ihr auch nicht, dass die Chemnitzer Arbeitsagentur von einer guten Zusammenarbeit mit den Zeitarbeitsfirmen spricht: "Die Verleiher der Region sind auf ihren Ruf bedacht und achten auf Personalbindung", meint Pressesprecherin Michaela Barthel. Zeit- oder Leiharbeit ist aber nach den Worten von Sabine Zimmermann, Regionsvorsitzende des Deutschen Gewerkschaftsbundes, ein Instrument, um die Löhne zu drücken. Genau das spürt der Mann von Christa T.
http://www.freiepresse.de/NACHRICHTEN/TOP-THEMA/Solarworld-l…
( Von Gabriele Fleischer )
Antwort auf Beitrag Nr.: 42.038.746 von bossi1 am 02.09.11 23:10:30Das neue EWT Patent von Solarworld Innovations (mit dem "Nickelsilizid") baut auf dem Patent der Deutschen Cell vom 4.3.2010 auf ...
Semiconductor component
Veröffentlichungsnummer DE102008062591 (A1)
Veröffentlichungsdatum: 2010-03-04
Erfinder: KRAUSE ANDREAS [DE]; BITNAR BERND [DE]; NEUHAUS HOLGER [DE]; KUTZER MARTIN [DE]; SCHLEGEL KRISTIAN [DE]; LENGSFELD CLAUDIA [DE] + (KRAUSE, ANDREAS, ; BITNAR, BERND, ; NEUHAUS, HOLGER, ; KUTZER, MARTIN, ; SCHLEGEL, KRISTIAN, ; LENGSFELD, CLAUDIA)
Anmelder: CELL GMBH DEUTSCHE [DE] + (DEUTSCHE CELL GMBH)
Klassifikation:
Internationale: H01L31/0224; H01L23/482; H01L31/18; H01L31/0224; H01L23/48; H01L31/18
Europäische:
Anmeldenummer: DE200810062591 20081216
Prioritätsnummer(n): DE200810037033 20080808; DE200810062591 20081216
Das EPA übernimmt keine Verantwortung für die Richtigkeit von Daten, die von anderen Behörden als dem EPA herrühren, und haftet somit insbesondere nicht für deren Vollständigkeit, Aktualität oder Eignung für einen bestimmten Zweck. Verbindliche Auskünfte erhalten Sie bei den jeweiligen Patentbehörden.
Diesen Text übersetzen Beschreibung zu DE 102008062591 (A1)
[0001] Die Erfindung betrifft ein Halbleiter-Bauelement sowie ein Verfahren zur Herstellung eines Halbleiter-Bauelements.
[0002] Bei lasergefeuerten (LFC-)Solarzellen ist auf der sonnenabgewandten Rückseite der Solarzelle üblicherweise eine Metallschicht aus Aluminium aufgebracht. Es ist bekannt, dass das Verlöten von Aluminium technisch sehr aufwändig ist. Auch eine galvanische Abscheidung einer gut lötbaren Metallschicht auf der Aluminiumschicht ist nicht ohne weiteres möglich, da die Aluminiumschicht spontan eine nicht-elektronenleitende Aluminiumoxid-Oberflächen-Schicht ausbildet. Eine galvanische Beschichtung der Rückseite einer LFC-Solarzelle ist somit nicht ohne spezielle Vorbehandlung möglich. Derartige Vorbehandlungen sind aufwändig und teuer. Ausserdem führen sie zu einer verminderten Haftfestigkeit der abgeschiedenen Schichten.
[0003] Der Erfindung liegt daher die Aufgabe zugrunde, ein Halbleiter-Bauelement mit einer verbesserten Kontakt-Schicht zu schaffen. Der Erfindung liegt weiterhin die Aufgabe zugrunde, ein Verfahren zur Herstellung eines derartigen Halbleiter-Bauelements bereitzustellen.
[0004] Diese Aufgabe wird erfindungsgemäss durch die Merkmale der Ansprüche 1 und 12 gelöst. Der Kern der Erfindung besteht darin, die mittels eines Lasers erzeugten Vertiefungen an der Oberfläche eines Halbleiter-Substrats mittels galvanischer Abscheidung von Kontakten aufzufüllen. Vorteilhafterweise sind die Vertiefungen in zumindest einem Teilbereich auf der Oberfläche des Halbleiter-Substrats derart angeordnet, dass benachbarte Kontakte miteinander verschmelzen und eine zusammenhängende Kontakt-Struktur bilden. Weitere Vorteile ergeben sich aus den Unteransprüchen.
[0005] Merkmale und Einzelheiten der Erfindung ergeben sich aus der Beschreibung mehrerer Ausführungsbeispiele anhand der Zeichnungen. Es zeigen
[0006] 1 einen Querschnitt durch ein Halbleiter-Bauelement gemäss einem Ausführungsbeispiel vor Auffüllung der LFC-Kontakte,
[0007] 2 einen Querschnitt durch das Halbleiter-Bauelement gemäss 1 nach der Verlötung der Kontakte,
[0008] 3 eine Ausschnittsvergrösserung des Bereichs III aus 1,
[0009] 4 eine Ausschnittsvergrösserung des Bereichs IV aus 2,
[0010] 5 eine Ansicht der Rückseite des Halbleiter-Bauelements gemäss 1,
[0011] 6 eine Ansicht der Rückseite des Halbleiter-Bauelements gemäss einem weiteren Ausführungsbeispiel und
[0012] 7 eine vereinfachte Schnitt-Darstellung entlang der Linie VII-VII des Ausführungsbeispiels gemäss 6.
[0013] Ein insbesondere als Solarzelle ausgebildetes Halbleiter-Bauelement 1 umfasst ein flächig ausgebildetes Halbleiter-Substrat 2 mit einer Vorderseite 3 , einer dieser gegenüberliegenden Rückseite 4 und einer senkrecht auf er Vorderseite 3 und der Rückseite 4 stehenden Flächennormalen 5 . Das Halbleitersubstrat 2 ist aus einem Halbleiter-Material, insbesondere aus Silizium. Andere Halbleiter-Materialien sind jedoch ebenfalls denkbar. Auf der Rückseite 4 des Halbleiter-Substrats 2 ist eine elektrische Passivierungs-Schicht 6 aufgebracht, die auch als interner Licht-Reflektor ausgelegt sein kann. Die Passivierungs-Schicht 6 ist elektrisch isolierend. Sie ist vorzugsweise aus Siliziumnitrid oder Siliziumdioxid. Die Passivierungsschicht 6 weist eine Vielzahl von Öffnungen 7 auf. Die Öffnungen 7 haben Abmessungen senkrecht zur Flächennormalen 5 , welche im Verhältnis zu den Abmessungen des Halbleiter-Substrats 2 sehr klein sind. Sie werden daher auch als punktförmig bezeichnet. Die Öffnungen 7 sind insbesondere kreisförmig. Die Öffnungen werden durch Laserpulse hergestellt.
[0014] Ausserdem umfasst das Halbleiter-Bauelement 1 eine auf der Passivierungsschicht 6 angeordnete, elektrisch leitende Kontakt-Schicht 8 . Die Kontakt-Schicht 8 ist aus einem gut elektrisch leitfähigen Metall, insbesondere aus Aluminium. Sie ist auf ihrer dem Halbleiter-Substrat 2 zugewandten Seite reflektierend ausgebildet.
[0015] Die Öffnungen 7 durchdringen die Kontakt-Schicht 8 und die darunter liegende Passivierungsschicht 6 in Richtung der Flächennormalen 5 vollständig. Im Bereich dieser Öffnungen 7 weist das Halbleiter-Substrat 2 Vertiefungen 9 auf, welche sich in Richtung der Flächennormalen 5 erstrecken.
[0016] Die Vertiefungen 9 haben senkrecht zur Flächennormalen 5 einen runden, insbesondere einen kreisförmigen Querschnitt. Sie haben einen Durchmesser D senkrecht zur Flächennormalen im Bereich von 1 [mu]m bis 100 [mu]m, insbesondere im Bereich von 25 [mu]m bis 75 [mu]m.
[0017] Die Vertiefungen 9 weisen jeweils eine dem Halbleiter-Substrat zugewandte Boden-Wand 10 auf. Auf dieser ist eine Boden-Schicht 11 ausgebildet, welche zumindest einen Anteil des Materials der Kontakt-Schicht 8 und einen Anteil des Materials des Halbleiter-Substrats 2 aufweist. Die Boden-Schicht 11 kann zusätzlich insbesondere Dotierstoffe aufweisen. Die Boden-Schicht 11 steht in elektrischem Kontakt mit der Kontakt-Schicht 8 . Die Boden-Schicht 11 ist insbesondere als eine mit Aluminium hochdotierte Silizium-Schicht ausgebildet. Die Boden-Schicht 11 weist vorteilhafterweise eine Aluminium-Metall- und/oder eine Silizium-Metall-Legierung auf. Sie ist daher gut leitfähig. Die Boden-Schicht 11 weist insbesondere auch einen Anteil an Bor auf.
[0018] Des Weiteren umfasst das Halbleiter-Bauelement 1 eine Vielzahl von Kontakt-Elementen 12 zur elektrischen Verbindung der Kontakt-Schicht 8 mit dem Halbleiter-Substrat 2 . Die Kontakt-Elemente 12 sind elektrisch gut leitfähig. Sie sind ausserdem gut lötbar. Die Kontakt-Elemente 12 weisen einen Anteil an Nickel auf. Der Nickelanteil beträgt mindestens 50%, insbesondere mindestens 90%, insbesondere mindestens 99%. Vorzugsweise weisen die Kontakt-Elemente 12 ausserdem einen Anteil an Bor auf. Anstelle des Bor-Anteils kann auch ein anderer Dotierstoff vorgesehen sein. Im Kontaktbereich zwischen dem Kontakt-Element 12 und der Boden-Schicht 11 in der Vertiefung 9 im Halbleiter-Substrat 2 ist eine Nickel-Silizium-Legierung, insbesondere Nickelsilizid ausgebildet. Entsprechend ist im Kontaktbereich zwischen dem Kontakt-Element 12 und der Kontakt-Schicht 8 eine Aluminium-Nickel-Legierung ausgebildet. Hierdurch ist der Kontaktwiderstand zwischen dem Halbleiter-Substrat 2 und der Kontakt-Struktur 16 einerseits beziehungsweise zwischen der Kontakt-Struktur 16 und der Kontakt-Schicht 8 andererseits erheblich reduziert.
[0019] Die Kontakt-Elemente 12 stehen somit sowohl mit dem Halbleiter-Substrat 2 als auch mit der Kontakt-Schicht 8 in elektrisch leitender Verbindung. Sie füllen die Vertiefungen 9 jeweils zu mindestens 50%, insbesondere mindestens 90%, vorzugsweise vollständig aus. In Richtung senkrecht zur Flächennormalen 5 stehen die Kontakt-Elemente 12 mit einem Überstand 13 jeweils über die Vertiefungen 9 über. Der Überstand 13 liegt hierbei auf der Kontakt-Schicht 8 auf.
[0020] Die Vertiefungen 9 mit den Kontakt-Elementen 12 sind in einem regelmässigen Muster auf der Rückseite 4 des Halbleiter-Substrats 2 angeordnet. Hierbei weist das Muster mindestens zwei Teilbereiche 14 , 15 auf. Der zweite Teilbereich 15 ist streifenförmig ausgebildet. Er umfasst mindestens einen, vorzugsweise mehrere, parallel zueinander verlaufende, linienförmige Unterbereiche. Benachbarte Vertiefungen 9 im ersten Teilbereich 14 haben einen ersten Abstand A1 , während benachbarte Vertiefungen 9 im zweiten Teilbereich 15 einen zweiten Abstand A2 haben. Der zweite Abstand A2 ist kleiner als der erste Abstand A1, A2 < A1. Der zweite Abstand A2 liegt im Bereich von 10 [mu]m bis 200 [mu]m, insbesondere im Bereich von 50 [mu]m bis 120 [mu]m, insbesondere im Bereich von 80 [mu]m bis 100 [mu]m. Der zweite Abstand A2 ist insbesondere weniger als zweimal so gross wie der Überstand 13 der Kontakt-Elemente 12 über die Vertiefungen 9 in Richtung senkrecht zur Flächennormalen 5 , sodass sich benachbarte Kontakt-Elemente 12 im zweiten Teilbereich 15 mittels ihrer Überstände 13 berühren und somit eine zusammenhängende Kontakt-Struktur 16 bilden. Der Überstand 13 ist jedoch kleiner, als dass die Kontakt-Struktur 16 das Halbleiter-Substrat 2 vollständig, das heisst lückenlos überdeckte. Mit anderen Worten bleiben auch im zweiten Teilbereich 15 Zwischenräume zwischen den sich berührenden Kontakt-Elementen 12 , welche Poren in der zusammenhängenden Kontakt-Struktur 16 bilden. Die Kontakt-Struktur 16 wird daher auch als offenporig bezeichnet. Durch diese Poren sind die mechanischen Eigenschaften der Kontakt-Struktur 16 wesentlich verbessert. Insbesondere können durch die Poren thermische Spannungen zwischen der Kontakt-Struktur 16 und dem Halbleiter-Substrat 2 ausgeglichen werden. Die Kontakt-Struktur 16 ist linienförmig ausgebildet. Sie wird auch als Busbar bezeichnet.
[0021] Im Gegensatz zum zweiten Teilbereich 15 ist der Abstand A1 zwischen zwei benachbarten Kontakt-Elementen 12 im ersten Teilbereich 14 mehr als zweimal so gross wie der Überstand 13 der Kontakt-Elemente 12 über die Vertiefungen 9 in Richtung senkrecht zur Flächennormalen 5 . Im ersten Teilbereich 14 sind die einzelnen Kontakt-Elemente 12 somit voneinander elektrisch isoliert. Der erste Abstand A1 liegt im Bereich von 200 [mu]m bis 20.000 [mu]m. Er beträgt vorzugsweise mindestens 500 [mu]m, insbesondere mindestens 1.000 [mu]m.
[0022] Die Vertiefungen 9 mit den Kontakt-Elementen 12 sind vorzugsweise an den Ecken eines regulären, insbesondere eines quadratischen, rechteckigen oder hexagonalen Gitters angeordnet.
[0023] Im zweiten Teilbereich 15 ist die Kontakt-Struktur 16 , das heisst die Kontakt-Elemente 12 mittels einer Lot-Schicht 17 mit Kontakt-Bändchen 18 verlötet. Die Lot-Schicht 17 kann aus einem Zinn-Blei-Lot oder aus einem bleifreien Zinn-Lot sein. Vorteilhafterweise weist das Lot der Lot-Schicht 17 einen Anteil an Wismut auf. Diesbezüglich sei auf die DE 10 2008 031 836.1 verwiesen.
[0024] Es ist vorgesehen, dass das Halbleiter-Bauelement 1 zu jeweils einer der Kontakt-Strukturen 16 eine entsprechend ausgebildete Kontakt-Struktur auf der Vorderseite 3 aufweist, wobei die Kontakt-Strukturen 16 auf der Vorder- und Rückseite 3 , 4 jeweils in Richtung der Flächennormalen 5 fluchtend zueinander angeordnet sind.
[0025] In einer alternativen Ausführungsform wird auf den zweiten Teilbereich mit einer enger benachbarten Anordnung der Vertiefungen 9 mit den Kontakt-Elementen 12 verzichtet. Stattdessen ist vorgesehen, auf der Rückseite 4 des Halbleiter-Bauelements 1 ganzflächig eine Folie aus einem gut leitfähigen und weich lötbarem Material, beispielsweise aus Kupfer oder einer Metalllegierung wie Messing, anzubringen, wobei die Folie mit den Kontakt-Elementen 12 verlötet ist. Vorteilhafterweise ist die Metallfolie mit einem Zinn-Lot beschichtet. Auf diese Folie können sodann wiederum die Kontakt-Bändchen 18 zum Verbinden mehrerer Halbleiter-Bauelemente 1 in einem Modul aufgelötet werden. Durch die Metallfolie wird die Querleitfähigkeit der Rückseite 4 der LFC-Solarzelle deutlich verbessert, wodurch der Widerstandsverlust reduziert und ein Wirkungsgradgewinn generiert werden kann. Auf die Verlötung mit Kontakt-Bändchen kann verzichtet werden, wenn eine geeignet geformte Folie auf den frontseitigen Busbar der benachbarten Solarzelle geführt wird, wodurch die Folie die Serienverschaltung der einzelnen Solarzellen herstellt.
[0026] Im Folgenden wird ein Verfahren zur Herstellung des Halbleiter-Bauelements 1 beschrieben. Zunächst wird das Halbleiter-Bauelement 1 mit lasergefeuerten (LF-)Kontakten bereitgestellt. Für die Herstellung des Halbleiter-Bauelements 1 mit LF-Kontakten sei auf die DE 10 2008 024 053.2 verwiesen. Als Ausgangspunkt dient das Halbleiter-Substrat 2 , insbesondere ein Siliziumwafer, welcher zumindest auf seiner Rückseite 4 , vorzugsweise auch auf seiner Vorderseite 3 mit der Passivierungs-Schicht 6 und der auf dieser angeordneten Kontakt-Schicht 8 versehen wird. Sodann wird das Halbleiter-Substrat 2 mittels eines gepulsten Lasers mit den Vertiefungen 9 versehen. Beim Einbringen der Vertiefungen in das Halbleiter-Substrat 2 bilden sich die Öffnungen 7 in der Kontakt-Schicht 8 und der darunter liegenden Passivierungsschicht 6 aus. Vorteilhafterweise ist zum Einbringen der Vertiefungen 9 ein flüssigkeitsstrahl-geführter Laser vorgesehen. Hierbei kann der Flüssigkeitsstrahl vorzugsweise Dotierstoffe wie Phosphor, Arsen, Antimon oder auch Bor, Indium, Aluminium, Gallium oder deren Verbindungen enthalten.
[0027] Zum Auffüllen der Vertiefungen 9 werden die Kontakt-Elemente 12 aus einem dotierstoff-haltigen Elektrolyten in die Vertiefungen 9 abgeschieden. Hierbei erfolgt die Abscheidung ausschliesslich in den Vertiefungen 9 . Auf der Kontakt-Schicht 8 findet aufgrund einer sich spontan ausbildenden, nicht-elektronenleitenden Aluminiumoxid-Schicht keine galvanische Metallabscheidung statt. Die galvanische Abscheidung der Kontakt-Elemente 12 wird solange fortgesetzt, bis die Vertiefungen 9 vollständig aufgefüllt sind, und die Kontakt-Elemente 12 in Richtung senkrecht zur Flächennormalen 5 über die Vertiefungen 9 überstehen. Aufgrund der speziellen Anordnung der Vertiefungen 9 auf der Rückseite 4 des Halbleiter-Substrats 2 wachsen die Überstände 13 der Kontakt-Elemente 12 im zweiten Teilbereich 15 hierbei zusammen und bilden somit die zusammenhängende, teilweise geschlossene, offenporige Kontakt-Struktur 16 . Durch das Auffüllen der Vertiefungen 9 werden ausserdem mögliche Unterbrechungen des Kontakts zwischen dem Halbleiter-Substrat 2 und der Kontakt-Schicht 8 im Bereich der Öffnungen 7 überbrückt, wodurch der Leistungsverlust am Kontaktwiderstand der lasergefeuerten Kontakte reduziert wird.
[0028] Da die Kontakt-Elemente 12 gut mit Lot benetzbar sind, lässt sich die Kontakt-Struktur 16 sehr gut mit Kontakt-Bändchen 18 verlöten. Die Kontakt-Bändchen 18 gehen hierbei eine haftfeste Verbindung mit dem Halbleiter-Bauelement 1 ein. Thermische Spannungen, welche aufgrund von unterschiedlichen Ausdehnungskoeffizienten des Halbleiter-Substrats 2 und der Kontakt-Struktur 16 beim Verlöten derselben typischerweise auftreten können, werden zumindest teilweise durch die Poren zwischen den Kontakt-Elementen 12 ausgeglichen.
[0029] In einem weiteren Ausführungsbeispiel ist vorgesehen, das Halbleiter-Bauelement 1 nach der Abscheidung der Kontakt-Elemente 12 in den Vertiefungen 9 zu tempern. Die Temperatur liegt bei diesem Temperschritt im Bereich zwischen 300[deg.]C und 700[deg.]C, insbesondere im Bereich zwischen 400[deg.]C und 550[deg.]C. Beim Tempern des Halbleiter-Bauelements 1 bildet sich in den Vertiefungen 9 , insbesondere im Bereich der Boden-Schicht 11 Nickelsilizid. Entsprechend bildet sich im Kontakt-Bereich zwischen den Überständen 13 der Kontakt-Elemente 12 und der Kontakt-Schicht 8 eine Aluminium-Nickel-Legierung. Hierdurch wird der Kontaktwiderstand zwischen den Kontakt-Elementen 12 und dem Halbleiter-Substrat 2 einerseits und den Kontakt-Elementen 12 und der Kontakt-Schicht 8 andererseits erheblich reduziert. Ausserdem bilden sich beim Tempern in der Boden-Schicht 11 Aluminium-Silizium-Legierungen. Schliesslich begünstigt das Tempern die Diffusion von Dotierstoff, der optional in die Kontakt-Elemente 12 eingelagert ist, durch die Boden-Wand 10 in das Halbleiter-Substrat 2.
[0030] Das Tempern wird vorzugsweise in einer Inertgas-Atmosphäre durchgeführt. Wird alternativ hierzu an Luft getempert, ist zur Wiederherstellung der Lötbarkeit der Kontakt-Elemente 12 eine Behandlung deren Oberfläche in Salzsäure vorgesehen. Die Salzsäure hat vorzugsweise eine Konzentration von ungefähr 20%.
[0031] Im Folgenden wird unter Bezugnahme auf die 6 und 7 ein weiteres Ausführungsbeispiel der Erfindung beschrieben. Identische Teile er halten dieselben Bezugszeichen wie beim ersten Ausführungsbeispiel, auf dessen Beschreibung hiermit verwiesen wird. Konstruktiv unterschiedliche jedoch funktionell gleichartige Teile erhalten dieselben Bezugszeichen mit einem nachgestellten a. Bei diesem Ausführungsbeispiel sind die Kontakt-Elemente 12 im ersten Teilbereich 14 in Linien angeordnet. Die Linien verlaufen vorzugsweise senkrecht zur Ausrichtung der linienförmig ausgebildeten, Busbare bildenden Kontakt-Struktur 16a im zweiten Teilbereich 15.
[0032] Somit umfasst die Kontakt-Struktur 16a bei diesem Ausführungsbeispiel zusätzlich zu den Busbaren im zweiten Teilbereich 15 linienförmig ausgebildete Quer-Kontakte 19 . Die Quer-Kontakte 19 sind senkrecht zu den Busbaren angeordnet. Die Quer-Kontakte 19 sind elektrisch leitend mit den Busbaren verbunden. Sie verbinden die Busbare miteinander. Sie sind insbesondere so angeordnet, dass sie Kontaktfingern auf der Vorderseite 3 des Halbleiter-Substrats 2 in Richtung der Flächennormalen 5 gegenüber liegen. Sie sind vorzugsweise mit einem Linienabstand AL angeordnet, welcher dem Abstand A1 des ersten Ausführungsbeispiels entspricht. Der Linienabstand AL ist vorzugsweise ein ganzzahliges Vielfaches, insbesondere zweifaches oder dreifaches, des Abstandes der Kontaktfinger auf der Vorderseite 3 . Durch die Anordnung der linienförmigen Quer-Kontakte 19 gegenüber den Kontaktfingern auf der Vorderseite 3 des Halbleiter-Substrats 2 werden Rekombinationsverluste möglichst gering gehalten.
[0033] Durch die Quer-Kontakte 19 wird die Querleitfähigkeit der Rückseite 4 bereitgestellt. Hierdurch ist es möglich, die Dicke der Kontakt-Schicht 8 zu reduzieren. Dies führt zu einer verkürzten Prozesszeit, Material- und Kosteneinsparungen. Die Kontakt-Schicht 8 weist bei diesem Ausführungsbeispiel eine Dicke DK auf, welche höchstens 0,5 [mu]m, insbesondere höchstens 0,2 [mu]m, insbesondere höchstens 0,1 [mu]m beträgt.
[0034] Die Kontakt-Elemente 12 sind entsprechend wie beim ersten Ausführungsbeispiel ausgebildet. Zur Verbesserung ihrer Leitfähigkeit ist zusätzlich eine auf ihnen abgeschiedene Leit-Schicht 20 vorgesehen. Die Leit-Schicht 20 weist eine Dicke im Bereich von 3 [mu]m bis 50 [mu]m auf. Die Dicke der Kontakt-Elemente 12 , gemessen von der Rückseite 4 des Halbleiter-Substrats 2 in Richtung der Flächennormalen 5 , liegt im Bereich von 1 [mu]m bis 5 [mu]m. Die Leit-Schicht 20 umfasst vorzugsweise einen Anteil an Kupfer. Sie besteht insbesondere vollständig aus Kupfer oder einer Kupferverbindung. Die Kontakt-Elemente 12 bilden hierbei eine Sperr-Schicht, welche eine Diffusion von Kupferionen in das Halbleiter-Substrat 2 verhindert.
[0035] Auf der Leit-Schicht 20 ist eine Löt-Schicht 21 vorgesehen. Die Löt-Schicht 21 weist eine Dicke im Bereich von 1 [mu]m bis 5 [mu]m auf. Sie weist zumindest einen Anteil Nickel, Silber, Zinn oder einer Verbindung dieser Metalle auf. Sie besteht vorzugsweise aus Silber, Nickel oder Zinn.
[0036] Die Kontakt-Struktur 16a umfasst somit die Kontakt-Schicht 8 , die Sperr-Schicht, die Leit-Schicht 20 und die Löt-Schicht 21 . Eine entsprechende Ausbildung der Kontakt-Struktur 16a ist selbstverständlich auch beim ersten Ausführungsbeispiel möglich.
[0037] Die beschriebenen Kontakt-Strukturen 16 , 16a können ebenso zur Erzeugung einer Vorderseitenmetallisierung mit hohem Aspektverhältnis angewendet werden. In diesem Fall wird die Kontakt-Schicht 8 im Bereich zwischen den Kontakt-Strukturen 16 , 16a nach Abscheidung derselben wieder entfernt. Dies geschieht beispielsweise mittels geeigneter Chemikalien, insbesondere einer Natriumhydroxidlösung.
ZITATE ENTHALTEN IN DER BESCHREIBUNG
[0038] Diese Liste der vom Anmelder aufgeführten Dokumente wurde automatisiert erzeugt und ist ausschliesslich zur besseren Information des Lesers aufgenommen. Die Liste ist nicht Bestandteil der deutschen Patent- bzw. Gebrauchsmusteranmeldung. Das DPMA übernimmt keinerlei Haftung für etwaige Fehler oder Auslassungen.
Zitierte Patentliteratur
[0039]
- DE 102008031836 [0023]
- DE 102008024053 [0026]
http://erfolgsebook-patentschriften.blogspot.com/2010/03/sem…
Semiconductor component
Veröffentlichungsnummer DE102008062591 (A1)
Veröffentlichungsdatum: 2010-03-04
Erfinder: KRAUSE ANDREAS [DE]; BITNAR BERND [DE]; NEUHAUS HOLGER [DE]; KUTZER MARTIN [DE]; SCHLEGEL KRISTIAN [DE]; LENGSFELD CLAUDIA [DE] + (KRAUSE, ANDREAS, ; BITNAR, BERND, ; NEUHAUS, HOLGER, ; KUTZER, MARTIN, ; SCHLEGEL, KRISTIAN, ; LENGSFELD, CLAUDIA)
Anmelder: CELL GMBH DEUTSCHE [DE] + (DEUTSCHE CELL GMBH)
Klassifikation:
Internationale: H01L31/0224; H01L23/482; H01L31/18; H01L31/0224; H01L23/48; H01L31/18
Europäische:
Anmeldenummer: DE200810062591 20081216
Prioritätsnummer(n): DE200810037033 20080808; DE200810062591 20081216
Das EPA übernimmt keine Verantwortung für die Richtigkeit von Daten, die von anderen Behörden als dem EPA herrühren, und haftet somit insbesondere nicht für deren Vollständigkeit, Aktualität oder Eignung für einen bestimmten Zweck. Verbindliche Auskünfte erhalten Sie bei den jeweiligen Patentbehörden.
Diesen Text übersetzen Beschreibung zu DE 102008062591 (A1)
[0001] Die Erfindung betrifft ein Halbleiter-Bauelement sowie ein Verfahren zur Herstellung eines Halbleiter-Bauelements.
[0002] Bei lasergefeuerten (LFC-)Solarzellen ist auf der sonnenabgewandten Rückseite der Solarzelle üblicherweise eine Metallschicht aus Aluminium aufgebracht. Es ist bekannt, dass das Verlöten von Aluminium technisch sehr aufwändig ist. Auch eine galvanische Abscheidung einer gut lötbaren Metallschicht auf der Aluminiumschicht ist nicht ohne weiteres möglich, da die Aluminiumschicht spontan eine nicht-elektronenleitende Aluminiumoxid-Oberflächen-Schicht ausbildet. Eine galvanische Beschichtung der Rückseite einer LFC-Solarzelle ist somit nicht ohne spezielle Vorbehandlung möglich. Derartige Vorbehandlungen sind aufwändig und teuer. Ausserdem führen sie zu einer verminderten Haftfestigkeit der abgeschiedenen Schichten.
[0003] Der Erfindung liegt daher die Aufgabe zugrunde, ein Halbleiter-Bauelement mit einer verbesserten Kontakt-Schicht zu schaffen. Der Erfindung liegt weiterhin die Aufgabe zugrunde, ein Verfahren zur Herstellung eines derartigen Halbleiter-Bauelements bereitzustellen.
[0004] Diese Aufgabe wird erfindungsgemäss durch die Merkmale der Ansprüche 1 und 12 gelöst. Der Kern der Erfindung besteht darin, die mittels eines Lasers erzeugten Vertiefungen an der Oberfläche eines Halbleiter-Substrats mittels galvanischer Abscheidung von Kontakten aufzufüllen. Vorteilhafterweise sind die Vertiefungen in zumindest einem Teilbereich auf der Oberfläche des Halbleiter-Substrats derart angeordnet, dass benachbarte Kontakte miteinander verschmelzen und eine zusammenhängende Kontakt-Struktur bilden. Weitere Vorteile ergeben sich aus den Unteransprüchen.
[0005] Merkmale und Einzelheiten der Erfindung ergeben sich aus der Beschreibung mehrerer Ausführungsbeispiele anhand der Zeichnungen. Es zeigen
[0006] 1 einen Querschnitt durch ein Halbleiter-Bauelement gemäss einem Ausführungsbeispiel vor Auffüllung der LFC-Kontakte,
[0007] 2 einen Querschnitt durch das Halbleiter-Bauelement gemäss 1 nach der Verlötung der Kontakte,
[0008] 3 eine Ausschnittsvergrösserung des Bereichs III aus 1,
[0009] 4 eine Ausschnittsvergrösserung des Bereichs IV aus 2,
[0010] 5 eine Ansicht der Rückseite des Halbleiter-Bauelements gemäss 1,
[0011] 6 eine Ansicht der Rückseite des Halbleiter-Bauelements gemäss einem weiteren Ausführungsbeispiel und
[0012] 7 eine vereinfachte Schnitt-Darstellung entlang der Linie VII-VII des Ausführungsbeispiels gemäss 6.
[0013] Ein insbesondere als Solarzelle ausgebildetes Halbleiter-Bauelement 1 umfasst ein flächig ausgebildetes Halbleiter-Substrat 2 mit einer Vorderseite 3 , einer dieser gegenüberliegenden Rückseite 4 und einer senkrecht auf er Vorderseite 3 und der Rückseite 4 stehenden Flächennormalen 5 . Das Halbleitersubstrat 2 ist aus einem Halbleiter-Material, insbesondere aus Silizium. Andere Halbleiter-Materialien sind jedoch ebenfalls denkbar. Auf der Rückseite 4 des Halbleiter-Substrats 2 ist eine elektrische Passivierungs-Schicht 6 aufgebracht, die auch als interner Licht-Reflektor ausgelegt sein kann. Die Passivierungs-Schicht 6 ist elektrisch isolierend. Sie ist vorzugsweise aus Siliziumnitrid oder Siliziumdioxid. Die Passivierungsschicht 6 weist eine Vielzahl von Öffnungen 7 auf. Die Öffnungen 7 haben Abmessungen senkrecht zur Flächennormalen 5 , welche im Verhältnis zu den Abmessungen des Halbleiter-Substrats 2 sehr klein sind. Sie werden daher auch als punktförmig bezeichnet. Die Öffnungen 7 sind insbesondere kreisförmig. Die Öffnungen werden durch Laserpulse hergestellt.
[0014] Ausserdem umfasst das Halbleiter-Bauelement 1 eine auf der Passivierungsschicht 6 angeordnete, elektrisch leitende Kontakt-Schicht 8 . Die Kontakt-Schicht 8 ist aus einem gut elektrisch leitfähigen Metall, insbesondere aus Aluminium. Sie ist auf ihrer dem Halbleiter-Substrat 2 zugewandten Seite reflektierend ausgebildet.
[0015] Die Öffnungen 7 durchdringen die Kontakt-Schicht 8 und die darunter liegende Passivierungsschicht 6 in Richtung der Flächennormalen 5 vollständig. Im Bereich dieser Öffnungen 7 weist das Halbleiter-Substrat 2 Vertiefungen 9 auf, welche sich in Richtung der Flächennormalen 5 erstrecken.
[0016] Die Vertiefungen 9 haben senkrecht zur Flächennormalen 5 einen runden, insbesondere einen kreisförmigen Querschnitt. Sie haben einen Durchmesser D senkrecht zur Flächennormalen im Bereich von 1 [mu]m bis 100 [mu]m, insbesondere im Bereich von 25 [mu]m bis 75 [mu]m.
[0017] Die Vertiefungen 9 weisen jeweils eine dem Halbleiter-Substrat zugewandte Boden-Wand 10 auf. Auf dieser ist eine Boden-Schicht 11 ausgebildet, welche zumindest einen Anteil des Materials der Kontakt-Schicht 8 und einen Anteil des Materials des Halbleiter-Substrats 2 aufweist. Die Boden-Schicht 11 kann zusätzlich insbesondere Dotierstoffe aufweisen. Die Boden-Schicht 11 steht in elektrischem Kontakt mit der Kontakt-Schicht 8 . Die Boden-Schicht 11 ist insbesondere als eine mit Aluminium hochdotierte Silizium-Schicht ausgebildet. Die Boden-Schicht 11 weist vorteilhafterweise eine Aluminium-Metall- und/oder eine Silizium-Metall-Legierung auf. Sie ist daher gut leitfähig. Die Boden-Schicht 11 weist insbesondere auch einen Anteil an Bor auf.
[0018] Des Weiteren umfasst das Halbleiter-Bauelement 1 eine Vielzahl von Kontakt-Elementen 12 zur elektrischen Verbindung der Kontakt-Schicht 8 mit dem Halbleiter-Substrat 2 . Die Kontakt-Elemente 12 sind elektrisch gut leitfähig. Sie sind ausserdem gut lötbar. Die Kontakt-Elemente 12 weisen einen Anteil an Nickel auf. Der Nickelanteil beträgt mindestens 50%, insbesondere mindestens 90%, insbesondere mindestens 99%. Vorzugsweise weisen die Kontakt-Elemente 12 ausserdem einen Anteil an Bor auf. Anstelle des Bor-Anteils kann auch ein anderer Dotierstoff vorgesehen sein. Im Kontaktbereich zwischen dem Kontakt-Element 12 und der Boden-Schicht 11 in der Vertiefung 9 im Halbleiter-Substrat 2 ist eine Nickel-Silizium-Legierung, insbesondere Nickelsilizid ausgebildet. Entsprechend ist im Kontaktbereich zwischen dem Kontakt-Element 12 und der Kontakt-Schicht 8 eine Aluminium-Nickel-Legierung ausgebildet. Hierdurch ist der Kontaktwiderstand zwischen dem Halbleiter-Substrat 2 und der Kontakt-Struktur 16 einerseits beziehungsweise zwischen der Kontakt-Struktur 16 und der Kontakt-Schicht 8 andererseits erheblich reduziert.
[0019] Die Kontakt-Elemente 12 stehen somit sowohl mit dem Halbleiter-Substrat 2 als auch mit der Kontakt-Schicht 8 in elektrisch leitender Verbindung. Sie füllen die Vertiefungen 9 jeweils zu mindestens 50%, insbesondere mindestens 90%, vorzugsweise vollständig aus. In Richtung senkrecht zur Flächennormalen 5 stehen die Kontakt-Elemente 12 mit einem Überstand 13 jeweils über die Vertiefungen 9 über. Der Überstand 13 liegt hierbei auf der Kontakt-Schicht 8 auf.
[0020] Die Vertiefungen 9 mit den Kontakt-Elementen 12 sind in einem regelmässigen Muster auf der Rückseite 4 des Halbleiter-Substrats 2 angeordnet. Hierbei weist das Muster mindestens zwei Teilbereiche 14 , 15 auf. Der zweite Teilbereich 15 ist streifenförmig ausgebildet. Er umfasst mindestens einen, vorzugsweise mehrere, parallel zueinander verlaufende, linienförmige Unterbereiche. Benachbarte Vertiefungen 9 im ersten Teilbereich 14 haben einen ersten Abstand A1 , während benachbarte Vertiefungen 9 im zweiten Teilbereich 15 einen zweiten Abstand A2 haben. Der zweite Abstand A2 ist kleiner als der erste Abstand A1, A2 < A1. Der zweite Abstand A2 liegt im Bereich von 10 [mu]m bis 200 [mu]m, insbesondere im Bereich von 50 [mu]m bis 120 [mu]m, insbesondere im Bereich von 80 [mu]m bis 100 [mu]m. Der zweite Abstand A2 ist insbesondere weniger als zweimal so gross wie der Überstand 13 der Kontakt-Elemente 12 über die Vertiefungen 9 in Richtung senkrecht zur Flächennormalen 5 , sodass sich benachbarte Kontakt-Elemente 12 im zweiten Teilbereich 15 mittels ihrer Überstände 13 berühren und somit eine zusammenhängende Kontakt-Struktur 16 bilden. Der Überstand 13 ist jedoch kleiner, als dass die Kontakt-Struktur 16 das Halbleiter-Substrat 2 vollständig, das heisst lückenlos überdeckte. Mit anderen Worten bleiben auch im zweiten Teilbereich 15 Zwischenräume zwischen den sich berührenden Kontakt-Elementen 12 , welche Poren in der zusammenhängenden Kontakt-Struktur 16 bilden. Die Kontakt-Struktur 16 wird daher auch als offenporig bezeichnet. Durch diese Poren sind die mechanischen Eigenschaften der Kontakt-Struktur 16 wesentlich verbessert. Insbesondere können durch die Poren thermische Spannungen zwischen der Kontakt-Struktur 16 und dem Halbleiter-Substrat 2 ausgeglichen werden. Die Kontakt-Struktur 16 ist linienförmig ausgebildet. Sie wird auch als Busbar bezeichnet.
[0021] Im Gegensatz zum zweiten Teilbereich 15 ist der Abstand A1 zwischen zwei benachbarten Kontakt-Elementen 12 im ersten Teilbereich 14 mehr als zweimal so gross wie der Überstand 13 der Kontakt-Elemente 12 über die Vertiefungen 9 in Richtung senkrecht zur Flächennormalen 5 . Im ersten Teilbereich 14 sind die einzelnen Kontakt-Elemente 12 somit voneinander elektrisch isoliert. Der erste Abstand A1 liegt im Bereich von 200 [mu]m bis 20.000 [mu]m. Er beträgt vorzugsweise mindestens 500 [mu]m, insbesondere mindestens 1.000 [mu]m.
[0022] Die Vertiefungen 9 mit den Kontakt-Elementen 12 sind vorzugsweise an den Ecken eines regulären, insbesondere eines quadratischen, rechteckigen oder hexagonalen Gitters angeordnet.
[0023] Im zweiten Teilbereich 15 ist die Kontakt-Struktur 16 , das heisst die Kontakt-Elemente 12 mittels einer Lot-Schicht 17 mit Kontakt-Bändchen 18 verlötet. Die Lot-Schicht 17 kann aus einem Zinn-Blei-Lot oder aus einem bleifreien Zinn-Lot sein. Vorteilhafterweise weist das Lot der Lot-Schicht 17 einen Anteil an Wismut auf. Diesbezüglich sei auf die DE 10 2008 031 836.1 verwiesen.
[0024] Es ist vorgesehen, dass das Halbleiter-Bauelement 1 zu jeweils einer der Kontakt-Strukturen 16 eine entsprechend ausgebildete Kontakt-Struktur auf der Vorderseite 3 aufweist, wobei die Kontakt-Strukturen 16 auf der Vorder- und Rückseite 3 , 4 jeweils in Richtung der Flächennormalen 5 fluchtend zueinander angeordnet sind.
[0025] In einer alternativen Ausführungsform wird auf den zweiten Teilbereich mit einer enger benachbarten Anordnung der Vertiefungen 9 mit den Kontakt-Elementen 12 verzichtet. Stattdessen ist vorgesehen, auf der Rückseite 4 des Halbleiter-Bauelements 1 ganzflächig eine Folie aus einem gut leitfähigen und weich lötbarem Material, beispielsweise aus Kupfer oder einer Metalllegierung wie Messing, anzubringen, wobei die Folie mit den Kontakt-Elementen 12 verlötet ist. Vorteilhafterweise ist die Metallfolie mit einem Zinn-Lot beschichtet. Auf diese Folie können sodann wiederum die Kontakt-Bändchen 18 zum Verbinden mehrerer Halbleiter-Bauelemente 1 in einem Modul aufgelötet werden. Durch die Metallfolie wird die Querleitfähigkeit der Rückseite 4 der LFC-Solarzelle deutlich verbessert, wodurch der Widerstandsverlust reduziert und ein Wirkungsgradgewinn generiert werden kann. Auf die Verlötung mit Kontakt-Bändchen kann verzichtet werden, wenn eine geeignet geformte Folie auf den frontseitigen Busbar der benachbarten Solarzelle geführt wird, wodurch die Folie die Serienverschaltung der einzelnen Solarzellen herstellt.
[0026] Im Folgenden wird ein Verfahren zur Herstellung des Halbleiter-Bauelements 1 beschrieben. Zunächst wird das Halbleiter-Bauelement 1 mit lasergefeuerten (LF-)Kontakten bereitgestellt. Für die Herstellung des Halbleiter-Bauelements 1 mit LF-Kontakten sei auf die DE 10 2008 024 053.2 verwiesen. Als Ausgangspunkt dient das Halbleiter-Substrat 2 , insbesondere ein Siliziumwafer, welcher zumindest auf seiner Rückseite 4 , vorzugsweise auch auf seiner Vorderseite 3 mit der Passivierungs-Schicht 6 und der auf dieser angeordneten Kontakt-Schicht 8 versehen wird. Sodann wird das Halbleiter-Substrat 2 mittels eines gepulsten Lasers mit den Vertiefungen 9 versehen. Beim Einbringen der Vertiefungen in das Halbleiter-Substrat 2 bilden sich die Öffnungen 7 in der Kontakt-Schicht 8 und der darunter liegenden Passivierungsschicht 6 aus. Vorteilhafterweise ist zum Einbringen der Vertiefungen 9 ein flüssigkeitsstrahl-geführter Laser vorgesehen. Hierbei kann der Flüssigkeitsstrahl vorzugsweise Dotierstoffe wie Phosphor, Arsen, Antimon oder auch Bor, Indium, Aluminium, Gallium oder deren Verbindungen enthalten.
[0027] Zum Auffüllen der Vertiefungen 9 werden die Kontakt-Elemente 12 aus einem dotierstoff-haltigen Elektrolyten in die Vertiefungen 9 abgeschieden. Hierbei erfolgt die Abscheidung ausschliesslich in den Vertiefungen 9 . Auf der Kontakt-Schicht 8 findet aufgrund einer sich spontan ausbildenden, nicht-elektronenleitenden Aluminiumoxid-Schicht keine galvanische Metallabscheidung statt. Die galvanische Abscheidung der Kontakt-Elemente 12 wird solange fortgesetzt, bis die Vertiefungen 9 vollständig aufgefüllt sind, und die Kontakt-Elemente 12 in Richtung senkrecht zur Flächennormalen 5 über die Vertiefungen 9 überstehen. Aufgrund der speziellen Anordnung der Vertiefungen 9 auf der Rückseite 4 des Halbleiter-Substrats 2 wachsen die Überstände 13 der Kontakt-Elemente 12 im zweiten Teilbereich 15 hierbei zusammen und bilden somit die zusammenhängende, teilweise geschlossene, offenporige Kontakt-Struktur 16 . Durch das Auffüllen der Vertiefungen 9 werden ausserdem mögliche Unterbrechungen des Kontakts zwischen dem Halbleiter-Substrat 2 und der Kontakt-Schicht 8 im Bereich der Öffnungen 7 überbrückt, wodurch der Leistungsverlust am Kontaktwiderstand der lasergefeuerten Kontakte reduziert wird.
[0028] Da die Kontakt-Elemente 12 gut mit Lot benetzbar sind, lässt sich die Kontakt-Struktur 16 sehr gut mit Kontakt-Bändchen 18 verlöten. Die Kontakt-Bändchen 18 gehen hierbei eine haftfeste Verbindung mit dem Halbleiter-Bauelement 1 ein. Thermische Spannungen, welche aufgrund von unterschiedlichen Ausdehnungskoeffizienten des Halbleiter-Substrats 2 und der Kontakt-Struktur 16 beim Verlöten derselben typischerweise auftreten können, werden zumindest teilweise durch die Poren zwischen den Kontakt-Elementen 12 ausgeglichen.
[0029] In einem weiteren Ausführungsbeispiel ist vorgesehen, das Halbleiter-Bauelement 1 nach der Abscheidung der Kontakt-Elemente 12 in den Vertiefungen 9 zu tempern. Die Temperatur liegt bei diesem Temperschritt im Bereich zwischen 300[deg.]C und 700[deg.]C, insbesondere im Bereich zwischen 400[deg.]C und 550[deg.]C. Beim Tempern des Halbleiter-Bauelements 1 bildet sich in den Vertiefungen 9 , insbesondere im Bereich der Boden-Schicht 11 Nickelsilizid. Entsprechend bildet sich im Kontakt-Bereich zwischen den Überständen 13 der Kontakt-Elemente 12 und der Kontakt-Schicht 8 eine Aluminium-Nickel-Legierung. Hierdurch wird der Kontaktwiderstand zwischen den Kontakt-Elementen 12 und dem Halbleiter-Substrat 2 einerseits und den Kontakt-Elementen 12 und der Kontakt-Schicht 8 andererseits erheblich reduziert. Ausserdem bilden sich beim Tempern in der Boden-Schicht 11 Aluminium-Silizium-Legierungen. Schliesslich begünstigt das Tempern die Diffusion von Dotierstoff, der optional in die Kontakt-Elemente 12 eingelagert ist, durch die Boden-Wand 10 in das Halbleiter-Substrat 2.
[0030] Das Tempern wird vorzugsweise in einer Inertgas-Atmosphäre durchgeführt. Wird alternativ hierzu an Luft getempert, ist zur Wiederherstellung der Lötbarkeit der Kontakt-Elemente 12 eine Behandlung deren Oberfläche in Salzsäure vorgesehen. Die Salzsäure hat vorzugsweise eine Konzentration von ungefähr 20%.
[0031] Im Folgenden wird unter Bezugnahme auf die 6 und 7 ein weiteres Ausführungsbeispiel der Erfindung beschrieben. Identische Teile er halten dieselben Bezugszeichen wie beim ersten Ausführungsbeispiel, auf dessen Beschreibung hiermit verwiesen wird. Konstruktiv unterschiedliche jedoch funktionell gleichartige Teile erhalten dieselben Bezugszeichen mit einem nachgestellten a. Bei diesem Ausführungsbeispiel sind die Kontakt-Elemente 12 im ersten Teilbereich 14 in Linien angeordnet. Die Linien verlaufen vorzugsweise senkrecht zur Ausrichtung der linienförmig ausgebildeten, Busbare bildenden Kontakt-Struktur 16a im zweiten Teilbereich 15.
[0032] Somit umfasst die Kontakt-Struktur 16a bei diesem Ausführungsbeispiel zusätzlich zu den Busbaren im zweiten Teilbereich 15 linienförmig ausgebildete Quer-Kontakte 19 . Die Quer-Kontakte 19 sind senkrecht zu den Busbaren angeordnet. Die Quer-Kontakte 19 sind elektrisch leitend mit den Busbaren verbunden. Sie verbinden die Busbare miteinander. Sie sind insbesondere so angeordnet, dass sie Kontaktfingern auf der Vorderseite 3 des Halbleiter-Substrats 2 in Richtung der Flächennormalen 5 gegenüber liegen. Sie sind vorzugsweise mit einem Linienabstand AL angeordnet, welcher dem Abstand A1 des ersten Ausführungsbeispiels entspricht. Der Linienabstand AL ist vorzugsweise ein ganzzahliges Vielfaches, insbesondere zweifaches oder dreifaches, des Abstandes der Kontaktfinger auf der Vorderseite 3 . Durch die Anordnung der linienförmigen Quer-Kontakte 19 gegenüber den Kontaktfingern auf der Vorderseite 3 des Halbleiter-Substrats 2 werden Rekombinationsverluste möglichst gering gehalten.
[0033] Durch die Quer-Kontakte 19 wird die Querleitfähigkeit der Rückseite 4 bereitgestellt. Hierdurch ist es möglich, die Dicke der Kontakt-Schicht 8 zu reduzieren. Dies führt zu einer verkürzten Prozesszeit, Material- und Kosteneinsparungen. Die Kontakt-Schicht 8 weist bei diesem Ausführungsbeispiel eine Dicke DK auf, welche höchstens 0,5 [mu]m, insbesondere höchstens 0,2 [mu]m, insbesondere höchstens 0,1 [mu]m beträgt.
[0034] Die Kontakt-Elemente 12 sind entsprechend wie beim ersten Ausführungsbeispiel ausgebildet. Zur Verbesserung ihrer Leitfähigkeit ist zusätzlich eine auf ihnen abgeschiedene Leit-Schicht 20 vorgesehen. Die Leit-Schicht 20 weist eine Dicke im Bereich von 3 [mu]m bis 50 [mu]m auf. Die Dicke der Kontakt-Elemente 12 , gemessen von der Rückseite 4 des Halbleiter-Substrats 2 in Richtung der Flächennormalen 5 , liegt im Bereich von 1 [mu]m bis 5 [mu]m. Die Leit-Schicht 20 umfasst vorzugsweise einen Anteil an Kupfer. Sie besteht insbesondere vollständig aus Kupfer oder einer Kupferverbindung. Die Kontakt-Elemente 12 bilden hierbei eine Sperr-Schicht, welche eine Diffusion von Kupferionen in das Halbleiter-Substrat 2 verhindert.
[0035] Auf der Leit-Schicht 20 ist eine Löt-Schicht 21 vorgesehen. Die Löt-Schicht 21 weist eine Dicke im Bereich von 1 [mu]m bis 5 [mu]m auf. Sie weist zumindest einen Anteil Nickel, Silber, Zinn oder einer Verbindung dieser Metalle auf. Sie besteht vorzugsweise aus Silber, Nickel oder Zinn.
[0036] Die Kontakt-Struktur 16a umfasst somit die Kontakt-Schicht 8 , die Sperr-Schicht, die Leit-Schicht 20 und die Löt-Schicht 21 . Eine entsprechende Ausbildung der Kontakt-Struktur 16a ist selbstverständlich auch beim ersten Ausführungsbeispiel möglich.
[0037] Die beschriebenen Kontakt-Strukturen 16 , 16a können ebenso zur Erzeugung einer Vorderseitenmetallisierung mit hohem Aspektverhältnis angewendet werden. In diesem Fall wird die Kontakt-Schicht 8 im Bereich zwischen den Kontakt-Strukturen 16 , 16a nach Abscheidung derselben wieder entfernt. Dies geschieht beispielsweise mittels geeigneter Chemikalien, insbesondere einer Natriumhydroxidlösung.
ZITATE ENTHALTEN IN DER BESCHREIBUNG
[0038] Diese Liste der vom Anmelder aufgeführten Dokumente wurde automatisiert erzeugt und ist ausschliesslich zur besseren Information des Lesers aufgenommen. Die Liste ist nicht Bestandteil der deutschen Patent- bzw. Gebrauchsmusteranmeldung. Das DPMA übernimmt keinerlei Haftung für etwaige Fehler oder Auslassungen.
Zitierte Patentliteratur
[0039]
- DE 102008031836 [0023]
- DE 102008024053 [0026]
http://erfolgsebook-patentschriften.blogspot.com/2010/03/sem…
Beitrag zu dieser Diskussion schreiben
Zu dieser Diskussion können keine Beiträge mehr verfasst werden, da der letzte Beitrag vor mehr als zwei Jahren verfasst wurde und die Diskussion daraufhin archiviert wurde.
Bitte wenden Sie sich an feedback@wallstreet-online.de und erfragen Sie die Reaktivierung der Diskussion oder starten Sie eine neue Diskussion.
Investoren beobachten auch:
| Wertpapier | Perf. % |
|---|---|
| +0,01 | |
| +1,08 | |
| +0,74 | |
| +1,06 | |
| +2,34 | |
| 0,00 | |
| +5,34 | |
| -0,24 | |
| +0,92 | |
| +0,70 |
Meistdiskutiert
| Wertpapier | Beiträge | |
|---|---|---|
| 55 | ||
| 49 | ||
| 44 | ||
| 42 | ||
| 40 | ||
| 21 | ||
| 14 | ||
| 10 | ||
| 10 | ||
| 10 |



















